- تیغچه تراش
- بلبرینگ دینام خودرو
- سیم بکسل حفاری
- ساچمه بلبرینگ
- شیر سوزنی
- فنر قالب سازی
- رابط زنجیر
- بلبرینگ نسوز خودرو
- پمپ دنده ای
- پیچ آلن
- کلت CNC
- الکترود
- جرثقیل سقفی
- سیم بکسل گاورنر آسانسور
- الکتروموتور ترمزدار
- هد بورینگ
- ورق گیر
- شیر پروانه ای
- ابزار هنرستان
- نازل گازوئیل
- سیم بکسل روکش دار
- تسمه پلی کرد
- مگنت
- لنت ترمز جرثقیل
- دیگ آبگرم موتورخانه
- تسمه صنعتی
- تسمه تایمینگ
- سیم بکسل نتاب
- جرثقیل برقی
- تسمه کانوایر
- جکلوی
- سیم بکسل تاور کرین
- بست بکسل
- زنجیر
- هلدر تراشکاری
- تیغ اره
- شیر یکطرفه
- زنجیر قلاب کج
- پلیسه گیر
- مگنت صنعتی
- لنت
- شگل
- فرز اره ای
- زنجیر لنگر
- دریل مگنت
- اینسرت تراشکاری
- پمپ طبقاتی
- ترانس جرقه زن
- بلبرینگ کمپرسور کولر
- واشر تخت
نتایج جستجو برای
| بست فلزی |
| Iran-مرکزی تهران |
| 09123766715 |
بست فلزی "5/8 1
بست فلزی "5/8 1 | 42-25 بست فلزی ترک بست فلزی "5/8 1 | 42-25
نوع : بست فلزی ترکیه
10 : حداقل سفارش
موجود
فروش بست فلزی وارداتی از ترکیه با کیفیت بالا. جنس این نوع از بست ، از نوع فلزی و گالولنیزه میباشد.
عرض این بست 14 میلی متر نیز میباشد.
برای در خواست خرید انواع بست فلزی با ابزار شبکه تماس گرفته میشود.
فروش انواع بست فلزی
قیمت انواع بست فلزی ترک
انواع سایز بست فلزی ترک در ابزار شبکه
قیمت و استعلام بست فلزی ترک مطالعه بیشتر ...

 | |
| بست فلزی | 09123766715 |
استاندارد ابعادی پیچ های آلنی
پیچ های آلن نیز مانند دیگر پیچ و مهره های صنعتی دارای استاندارد ابعادی طبق استاندارد DIN912 می باشند. این استاندارد ها بیانگر طول گام و ارتفاع دنده ها بر حسب قطر پیچ آلنی می باشد. علاوه بر این سایز گل پیچ آلنی و مشخصات آچار آلن مورد استفاده در اتصال و باز کردن این پیچ ها نیز در آن قید شده است. البته پیچ های آلنی در گرید های بسیار بالای فولادی مثل 12.9 بصورت نیم دنده نیز تولید می شوند. در زیر به جدول ابعادی پیچ آلنی می پردازیم.
| M30 | M24 | M20 | M16 | M12 | M10 | M8 | M6 | M5 | قطر استاندارد پیچ آلنی |
|---|---|---|---|---|---|---|---|---|---|
| 3.5 mm | 3 mm | 2.5 mm | 2 mm | 1.75 mm | 1.5 mm | 1.25 mm | 1 mm | 0.8 mm | طول گام پیچ آلنی |
| 72 mm | 60 mm | 52 mm | 44 mm | 36 mm | 32 mm | 28 mm | 24 mm | 22 mm | ls حداقل طول دنده |
| 44.61-45 mm | 35.61-36 mm | 29.67-30 mm | 23.67-24 mm | 17.73-18 mm | 15.73-16 mm | 12.73-13 mm | 9.78-10 mm | 8.28-8.5 mm | d قطر گل پیچ آلن |
| 29.48-30 mm | 23.48-24 mm | 19.48-20 mm | 15.57-16 mm | 11.57-12 mm | 9.64-10 mm | 7.64-8 mm | 5.70-6 mm | 4.82-5 mm | k ارتفاع گل پیچ آلن |
| 22.065- 22.275 mm | 16.065- 19.175 mm | 17.05- 17.216 mm | 14.032- 14.159 mm | 10.025- 10.127 mm | 8.025- 8.175 mm | 6.02- 6.14 mm | 5.02- 5.084 mm | 4.02- 4.084 mm | سایز آچار آلنی |
با توجه به روش تولید پیچ آلن قطعا تلورانس های ابعادی ریزی همانگونه که در جدول نیز دیده می شود وجود دارد. هر قدر صنایع مصرف کننده پیچ آلنی حساس تر باشند این تلورانس به حداقل می رسند بگونه ای که در صنایع هوا فضا و صنایع نظامی این تلورانس بسیار اندک است.
فاکتور های موثر در انتخاب گرید های پیچ آلنی
زمانیکه سایز مورد نظر شامل طول و قطر و حتی نوع پیچ از میان پیچ های شش گوش و آلنی انتخاب شد انتخاب های بسیار متنوعی در میان گرید ها و متریال های مختلف وجود دارد. از پیچ آلنی در گرید های مختلف استنلس استیل مانند 304، 312، 316 گرفته تا گرید های آهنی کلاس 4.8، 5.6، پیچ آلنی خشکه 8.8 و گرید های بالاتر مانند 10.9 و 12.9. هر یک از این گرید ها دارای مشخصات مکانیکی ویژه شامل سختی سطحی و تنسایل مقاومت کششی مخصوص بوده که برای کاربری در شرایط خاصی مناسب تر هستند. گرید های مختلف پیچ آلنی استنلس استیل دارای تنسایل کششی برابر با 700 مگاپاسکال هستند و تفاوت در گرید های آنها مقاومت های مخیطی در برابر خورنده های مختلف را تحت تاثیر قرار می دهد. این در حالی است که با بالا رفتن گرید پیچ آلنی فولادی مقاومت کششی و سختی سطحی در آنها بالاتر می رود اما به همان اندازه نیز قابلیت چکش خواری و مقاومت در برابر ضربه پایین می آید. در زیر به معرفی گرید های مختلف پیچ آلنی فولادی می پردازیم.
پیچ آلنی فولادی کلاس 8.8
پیچ آلنی فولادی در کلاس 8.8 که بصورت نیم دنده تولید می شود یکی از مصرفی ترین نوع پیچ در اتصالات ماشین آلات صنعتی می باشد. این گرید از پیچ آلنی دارای حد متوسطی از مقاومت کششی با تنسایل 800 نیوتن بر میلیمتر مربع می باشد و در سایز های اینچی و میلیمتری و اغلب بصورت نیم دنده مورد استفاده قرار می گیرد. حد متوسطی از کربن در ساختار و ترکیبات شیمیایی این گرید فولادی بکار گرفته شده است که پس از تولید فرایند افزایشی ادامه مطلب ...

پیچ آلنی کلاس 10.9
پیچ آلنی کلاس 10.9 که گاهی به گرید 10.9 نیز شناخته می شود در واقع یک گرید غیر استاندارد از نوع آلنی است چرا که طبق استاندارد های بین المللی پیچ آلنی با کلاس 8.8 و 12.9 تولید می شود اما نیاز های بازار سبب تولید این گرید از پیچ آلنی هم بصورت نیم دنده طبق استاندارد و هم بصورت تمام دنده طبق نیاز صنایع شده است. تنسایل مقاومت کششی بسیار بالای این گرید و کلاس از پیچ آلنی 10.9 که معادل با پیچ های شش گوش سازه تولید می شود و تا ادامه مطلب ...

پیچ آلنی نیم دنده کلاس 12.9
بالاترین گرید و کلاس پیچ آلنی فولادی کلاس 12.9 می باشد که طبق استاندارد بصورت نیم دنده تولید شده و هم بصورت دنده ریز Fine Thread و هم بصورت دنده درشت Coarse thread مورد استفاده قرار می گیرد. این گرید از پیچ آلنی فولادی بسیار ترد می باشد و با وجود مقاومت کششی بالا در اتصالات ماشین آلاتی که با رزونانس یا ضربه مواجه هستند کمتر مورد استفاده قرار می گیرد. پیچ آلنی کلاس 12.9 دارای تنسایل مقاومت کششی برابر با 1180 مگاپاسکال است ادامه مطلب ...

جدول شرایط کاری لنت فردو در دماهای مختلف

لنت های فردو اغلب در شرایط دشواری بصورت خشک و یا در حالت غوطه ور در روغن عمل می کنند. کارکرد لنت فردو شامل میزان اصطکاک سطحی در فرایند ترمز تا اندازه زیادی تابع دمای کاری است که در آن عمل می کند. در اغلب موارد لنت صنعتی فردو برای عملکرد در دمای حداکثری 200 درجه سانتی گراد طراحی می شود. بالا رفتن دما بعد از 100 درجه سانتی گراد به تدریج میزان خوردگی سطحی لنت فردو را نیز افزایش می دهد. در جدول زیر میزان ضریب اصطکاک و خوردگی سطحی لنت فردو در دماهای بین 100 الی 200 درجه سانتی گراد نمایش داده شده است.
| میزان خوردگی لنت فردوcm3/N.m | ضریب اصطکاک | دمای کاری لنت فردو |
|---|---|---|
| 0.7X10^-7 | 0.35 - 0.65 | 100 درجه سانتی گراد |
| 1.1X10^-7 | 0.35 - 0.65 | 150 درجه سانتی گراد |
| 1.5X10^-7 | 0.30 - 0.60 | 200 درجه سانتی گراد |
لنت فردو تریمات انگلستان TRIMAT
لنت بافته شده فردو یکی از لنت های پر کاربرد صنعتی می باشد که هم به شکل رول brake lining roll و هم به شکل صفحه ای در صنایع سنگین مورد استفاده قرار می گیرد. لنت ترمز کلاف فردو تریمات TRIMAT محصول کشور انگلستان بوده و متناسب با بالاترین کیفیت و طبق استاندارد CE اتحادیه اروپا تولید شده است. این لنت که بصورت بدون آزبست طبق قوانین صنعتی جدید کشور ها به سبب تاثیر منفی آزبست بر محیط زیست تولید می شود از عرض 10 سانتی متر و در ضخ ادامه مطلب ...
لنت فردو کمپو هند COMPO بافته شده
لنت فردو با برند کمپو compo محصول کشور هند می باشد که در عرض 5 سانتی متر با ضخامت 5 میلیمتر الی عرض 30 سانتی متر و ضخامت 16 میلیمتر عرضه می شود. لنت فردو با برند کمپو اغلب بصورت آزبست دار عرضه می شود که دارای مقاومت سایشی بسیار بالا و طول عمر مناسبی است که البته به سبب وجود آزبست در ترکیبات شیمیایی واردات آن محدود شده است. لنت فردو با برند کمپو COMPO هند هم بصورت خشک و هم با روغن قابل استفاده بوده و در ترکیبات آن از ادامه مطلب ...

لنت رول فردو روسی
لنت های فردو تولید کشور روسیه اغلب در عرض های کم تا 12 میلیمتر در ایران موجود می باشند و دارای دانسیته کمتر از لنت های انگلیسی مانند تریمات انگلستان بوده و دارای انعطاف بالاتری نیز هستند. لنت فردو روسی اغلب بصورت آزبست دار به رنگ های تیره با بافت های سطحی درشت تر و با کیفیتی بسیار ایده آل به بازار عرضه می شود. لنت های رول بافته شده فردو و قابل انعطاف با و بدون تقویت سیم در ضخامت و طول های مختلف ، یکی دیگر از ادامه مطلب ...

فاکتور های مهم در کیفیت و طول عمر لنت ترمز فردو
با توجه به قیمت نسبتا بالای لنت ترمز فردو در واحد متر کاربران همواره به دنبال خرید محصولاتی با کیفیت و ماندگاری بالاتر هستند. در گذشته که لنت فردو به صورت آزبست دار نیز تولید می شود یکی از فاکتور های کیفی این سری از لنت ها دارا بودن آزبست در ترکیبات الیاف بافته شده بود. در واقع آزبست Asbestos یک ترکیب طبیعی می باشد که دارای مقاومت حرارتی بسیار بالا تا 1040 درجه سانتی گراد و مقاوت سایشی بسیار مناسب بود که استفاده از آن در ترکیبات لنت فردو به افزایش مقاومت سایشی و حرارتی می انجامید. در سال های اخیر با توجه به آسیب هایی که ذرات آزبست به سیستم تنفسی بدن می رساند کاربری آن در تولید انواع لنت صنعتی از جمله لنت فردو نیز ممنوع گردیده است. در زیر به برخی فاکتور های کیفی لنت فردو می پردازیم.
- برند تولید کننده اولین، مهمترین و ساده ترین روش تایید کیفیت لنت ترمز فردو انتخاب برند های معتبر می باشد چرا که برند معتبر کیفیت، دوام و کارایی را همواره بعنوان معیار تولید قرار می دهد. برند هایی چون لنت فردو تریمات انگلستان، تالفری Talfri چین و کمپو هند در این زمینه بسیار شناخته شده هستند.
- انعطاف لنت فردو از دیگر فاکتور های کیفی لنت فردو انعطاف آن محسوب می شود که در صورت باز کردن کامل کلاف بدون ایجاد ترک داخلی و با فشرده سازی کلاف نیز دچار ترک نشود.
- قابلیت عملکرد بصورت خشک و در روغن از دیگر فاکتور های کیفی لنت های فردو عملکرد بصورت خشک که اصطکاک بسیار بالا را به همراه داشته و بصورت معلف در روغن که اغلب با دمای بالایی همراه است می باشد.
- مقاومت سایشی لنت فردو یکی از مهمترین فاکتور ها در طول عمر می باشد که البته اغلب بصورت تست کارگاهی با ایجاد سوراخ سطحی و بررسی عمق سوراخ سنجیده می شود.
شایان ذکر است لنت های فردو در صورتیکه مدت زمان بسیار بالایی را در انبار ها سپری کننده به تریج خشک شده از انعطاف و کارایی آنها کاسته شده و یا به بیان راحتر تر در آستانه تجزیه بافت کلاف قرار می گیرند.
تست سختی و چقرمگی لنت های فردو چگونه انجام می شود؟
یکی از مهمترین انتظاراتی که از یک لنت فردو با کیفیت می رود مقاومت بالایی است که می بایست در برابر اصطکاک در فرایند ترمز چه بصورت خشک و چه در روغن داشته باشد. مقاومت سایشی و اصطکاکی لنت های صنعتی از جمله لنت های فردو به یک کمیت مکانیکی به نام سختی سطحی Hardness بستگی دارد که بصورت بصری قابل ملاحظه نبوده و می بایست تست گردد. دو روش مختلف یعنی روش آزمایشگاهی و کارگاهی برای بررسی سختی سطحی لنت فردو وجود دارد که روش آزمایشگاهی اعدادی دقیق بر حسب راکول و یا ویکرز از میزان سختی و روش های کارگاهی تنها به تست مقایسه ای و تجربی کیفیت و مقاومت اصطکاکی لنت های فردو می انجامد.
در روش کارگاهی برای تست سختی و مقاومت اصطکاکی لنت فردو از ایجاد سوراخ های سطحی با دلر و محاسبه مدت زمان سوراخ شدن، عمق سوراخ ایجاد شده بر حسب سایز مته دلر انجام می شود. هر اندازه کیفیت تولید لنت ترمز فردو بالاتر باشد طبیعتا عمق سوراخ انجام شده کمتر و مدت زمان این فرایند افزایش می یابد. این مقاومت سایشی تا اندازه زیادی تحت تاثیر کیفیت متریال بکار رفته در تولید، وجود یا عدم وجود ترکیبات آزبست دار در ساختار لنت فردو و تراکم بافت لنت های بافته شده فردو قرار دارد.
یکی از دیگر مشخصه های کیفی لنت های فردو مفهوم چقرمگی می باشد. چقرمگی یا Toughness مفهومی مکانیکی می باشد که با ترک و ضربه آمیخته می باشد که در مورد ترکیبات فلزی اغلب همراستا با مفهوم چکش خواری و در مورد قطعات غیر فلزی مانند لنت های ترمز صنعتی از جمله لنت فردو به مفهوم سرعت پایین پیش روی ترک های سطحی در ساختار است. از آنجایی که ایجاد ترک بر اثر تنش های فشاری و یا ضربه از مهمترین عوامل شکست لنت های فردو محسوب می شود چقرمگر بالای تولید سرعت پیشرفت ترک را در ساختار کاهش داده و به افزایش طول عمر لنت فردو می انجامد.
دلیل بکارگیری فیلتر روغن بر روی کمپرسورهای بدون روغن !!
 دسته ای از کمپرسور های صنعتی تحت نام oil-free rotary screw compressors بدون داشتن روغن کار می کنند یعنی در پروسه خنک کاره و فشرده سازی هوا از روغن هیدرولیک استفاده نمی کنند. با این وجود باز هم از فیلتر روغن در این کمپرسور ها استفاده می شود. دلیل آن ساده است. هر چند پروسه فشرده سازی هوا بدون روغن انجام شده و نیازی به پاک سازی و استفاده از فیلتر روغن کمپرسور وجود ندارد اما در قسمت گیربکس این کمپرسور ها که در آن موتور و دیگر المنت های کمپرسور اتصال پیدا می کنند دارای نوعی روغن مخصوص گیربکس بوده که نیاز به فیلتر شدن دارد و این دلیل بکارگیری فیلتر روغن در کمپرسور های بدون روغن است. البته برخی از کمپرسور های کوچک با سیستم رفت و برگشتی هستند که هیچ فیلتر روغنی نداشته و روانکاری در آنها با داخل شدن میل لنگ به داخل یک مخزن حمام روغن صورت می پذیرد که هیچ پمپ و فیلتری وجود نداشته و تنها در صورت کثیف شدن می بایست روغن تعویض شود.
دسته ای از کمپرسور های صنعتی تحت نام oil-free rotary screw compressors بدون داشتن روغن کار می کنند یعنی در پروسه خنک کاره و فشرده سازی هوا از روغن هیدرولیک استفاده نمی کنند. با این وجود باز هم از فیلتر روغن در این کمپرسور ها استفاده می شود. دلیل آن ساده است. هر چند پروسه فشرده سازی هوا بدون روغن انجام شده و نیازی به پاک سازی و استفاده از فیلتر روغن کمپرسور وجود ندارد اما در قسمت گیربکس این کمپرسور ها که در آن موتور و دیگر المنت های کمپرسور اتصال پیدا می کنند دارای نوعی روغن مخصوص گیربکس بوده که نیاز به فیلتر شدن دارد و این دلیل بکارگیری فیلتر روغن در کمپرسور های بدون روغن است. البته برخی از کمپرسور های کوچک با سیستم رفت و برگشتی هستند که هیچ فیلتر روغنی نداشته و روانکاری در آنها با داخل شدن میل لنگ به داخل یک مخزن حمام روغن صورت می پذیرد که هیچ پمپ و فیلتری وجود نداشته و تنها در صورت کثیف شدن می بایست روغن تعویض شود.فیلتر ماشین آلات راهسازی فلیتگارد Fleetguard
فیلتر ماشین آلات راهسازی فلیتگارد Fleetguard
فیلتر فلیتگارد FLEETGUARD یکی از ایده آل ترین نوع فیلتر ها برای اتصال بر روی ماشین آلات راهسازی که دارای یک موتور دیزلی بسیار قدرتمند هستند می باشد. انواع فیلتر فلیتگارد برای اتصال بر روی قسمت های مختلف شامل فیلتر روغن موتور فلیتگارد، فیلتر هوای موتور فلیتگارد، فیلتر گازوئیل از نوع ساده و فیلتر گازوئیل سپراتور فلیتگارد از جمله فیلتر هایی هستند که در سایز های مختلف برای انواع ماشین آلات راهسازی شامل انواع لودر، بیل مکانیکی، گریدر و بولدوزر ها مورد استفاده قرار می گیرند. اتصال فیلتر فلیتگارد FLEETGUARD بالاخص بر روی ماشین آلات راهسازی دارای موتور دیزلی کومنز Cummins که محصول کشور آمریکا محسوب می شود با مشخصه هایی که بصورت ایده آل برای این برند طراحی شده است همراه خواهد بود. قابلیت جذب ذرات در ابعاد بسیار کوچک میکرونی، قابلیت حفظ و نگهداری و در مورد برخی از انواع فیلتر های فلیتگارد مانند فیلتر سپراتور فلیتگارد قابلیت تخلیه قطرات مایع آب از داخل فیلتر از مشخصه های اصلی این فیلتر آمریکایی می باشد.

نحوه عملکرد ایمپلر های لاستیکی در ساختار واتر پمپ
بر خلاف پمپ های سانتریفیوژ با ایمپلر ها و پروانه های فلزی و یا پلاستیکی سخت که بگونه ای طراحی می شوند که لبه بیرونی ایمپلر بصورت مماس و با دقت بالا بدون سایش بر روی بدنه محفظه پمپ حرکت کند، اساس طراحی پمپ های سانتریفیوژ با ایمپلر های انعطاف پذیر لاستیکی تماس سطحی و جمع شدن نقطه ای ایمپلر در نقطه ای از محفظه Cam و درست قبل از رسیدن به دریچه مکش می باشد. در اغلب موارد محفظه های نگهدارنده جریان سیال در سطح بالایی دارای شعاع انحنای کمتری می باشند که سبب فشرده سازی پره های پروانه ایمپلر می گردد.فشرده سازی پره های ایمپلر در بالا سبب رها شدن آنها با عبور ا نقطه فشرده و و شتاب گیری آنها می شود این امر سبب می شود که سرعت حرکت سیال در این نقطه افزایش پیدا کرده و در قانون مکانیک سیالات سرعت بالاتر معادل فشار کمتر می باشد. بدین ترتیب با آزاد شدن لحظه ای ایمپلر با افزایش سرعت فشار کم شده و سبب مکش سیال از داخل دریچه ورودی و ورود آن به داخل پمپ می شود. پس از ورود سیال به داخل محفظه پمپ در بین پره های ایمپلر محبوس شده و به سمت دریچه خروجی هدایت می شود. این سیکل دائما تکرار شده و بدین ترتیب حرکت ایمپلر های لاستیکی دریایی در داخل واتر پمپ سبب پمپاژ سیال به دریچه خروجی می شود.
تعویض و پاکسازی فیلتر سپراتور کمپرسور
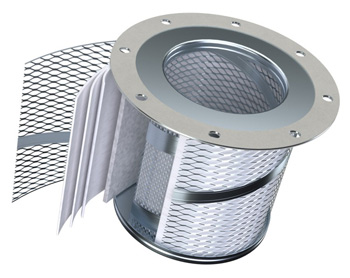
بطور معمول فیلتر سپراتور کمپرسور می بایست به ازای هر 2000 کارکرد تعویض شود این در حالی است که صافی Strainer می بایست هر 500 ساعت پاکسازی گردد. به منظور تعویض و پاکسازی فیلتر سپراتور روغن از هوای کمپرسور می بایست ابتدا شیر های خروجی را باز کنید تا هوای فشرده باقی ماننده در کمپرسور تخلیه گردد. درب های دسترسی را در اطراف کمپرسور باز کنید، فیلتر سپراتور کمپرسور بر روی هوزینگ بر روی تانک یا مخزن دریافت کننده اتصال پیدا کرده است. هوزینگ با بکارگیری 4 عدد پیچ که اغلب از نوع آلنی هستند اتصال پیدا کرده است که با باز کردن آن به فیلتر سپراتور کمپرسور دسترسی خواهید داشت. طول عمر فیلتر سپراتور کمپرسور چقدر است؟صافی فیلتر کمپرسور در قسمت شیر های جدا کننده روغن و هوا قرار گرفته است. ساختار صافی های فیلتر سپراتور کمپرسور اغلب بصورت شبکه و مش های فلزی هستند که طول عمر نسبتا بالایی داشته و در هر بار باز کردن تنها کافیست با بکارگیری مواد مناسب شستشو داده شوند. برای کسب اطلاعات فنی بیشتر پیرامون نحوه کاربری و تعویض فیلتر سپراتور کمپرسور می توانید با مانا فیلتر تماس حاصل نمایید.
برند های معتبر تولید کننده فیلتر سپراتور روغن از هوای کمپرسور
برای اشخاصی که اطلاعات فنی زیادی پیرامون قطعات و یک قطعه صنعتی خاص ندارند همواره برند فاکتوری برای سنجش کیفیت و طول عمر محسوب می شود که البته تصور چندان اشتباهی نیز نمی باشد. برند های معتبر تولید کننده فیلتر های سپراتور کمپرسور که اغلب در کشور های معتبر صنعتی نیز تولید می شوند اولا برای تولید محصولات مطابق با استاندارد صنایع کشور خود می بایست یک حداقل استاندارد صنعتی را رعایت کرده باشند و ثانیا این برند ها در سطح دنیا در حال رقابت با یکدیگر قرار داشته و تلاش برای بهبود کیفیت تولیدات خود دارند. در اینجا به چند مورد از برند های معتبر تولید کننده فیلتر سپراتور روغن از هوای کمپرسور می پردازیم.- فیلتر سپراتور مان MANN محصول کشور آلمان و یکی از شناخته شده ترین برند های تولید کننده فیلتر آلات صنعتی می باشد. طول عمر و دوام، عدم افت فشار و قابلیت جذب بالا از مشخصات مکانیکی فیلتر سپراتور روغن از هوای کمپرسور با برند مان MANN می باشد.
- فیلتر سپراتور کمپرسور دونالدسون DONALDSON محصول کشور آمریکا می باشد که مطابق با بالاترین تکنولوژی های روز دنیا تولید شده استو جذب و نگهداری بالا و کاهش آلودگی های لوله ها و به دنبال آن افزایش راندمان کاری موتور از مشخصات اصلی فیلتر سپراتور روغن از هوای کمپرسور با برند دونالدسون می باشد.
- فیلتر سپراتور کمپرسور بالدوین Baldwin محصول کشور آمریکا می باشد که توسط گروه تولیدی صنعتی پارکر طراحی شده است. استفاده از متریال ویژه در تولید کارتریج با قابلیت بالای جذب از مشخصات اصلی فیلتر سپراتور کمپرسور بالدوین می باشد.
- برند ایرانی ترکان یکی از با کیفیت ترین و مناسب ترین نوع فیلتر های کمپرسور مصرفی برای انواع کمپرسور های ایرانی و خارجی را تولید می کند. علاوه بر فیلتر های روغن از هوا فیلتر های استوانه ای هوا برای اتصال کمپرسور و موتور های احتراق از دیگر محصولات برند ترکان می باشد.
برند های جدیدی نیز با کیفیت بالا امروزه وارد بازار ایران شده اند که به تولید فیلتر سپراتور کمپرسور نیز مبادرت دارند اما با توجه به تاثیر بسیار زیاد کیفیت این فیلتر بر عملکرد، راندمان و میزان مصرف انرژی کمپرسور همواره پیشنهاد به استفاده از برند های شناخته شده با کیفیت جهانی می باشد. با توجه به گسترش صنایع و بهبود ماشین آلات صنعتی تولید کننده بسیاری از برند های هندی و چینی نیز در رده فیلتر آلات با کیفیت کمپرسور پا به عرصه گذاشته اند که به منظور حفظ رقابت با برند های معتبر جهانی محصولاتی با کیفیت بسیار بالا و بصورت قیمت رقابتی به بازار عرضه داشته اند.
مقایسه کاربری فیلتر هوا، فیلتر سپراتور روغن از هوا و فیلتر روغن کمپرسور
بطور معمول بر روی ژنراتور های صنعتی علاوه بر فیلتر سپراتور روغن از هوای کمپرسور در مراحل مختلف همانگونه که در ویدیو بطور کامل مشخص شده و شرح داده شده است استفاده می شود. روش عملکرد کمپرسورها در تغذیه هوای فشرده تقریبا شبیه به عملکرد زمین در قبال هوا می باشد، در واقع وزن هوای موجود جو سبب فشرده سازی هوا در سطح دریا برابر با 14.7 PSI می شود به همین ترتیب از کمپرسورها نیز برای فشرده سازی هوای طبیعی برای کاربری های مختلف استفاده می شود که انواع و نحوه بکارگیری فیلتر سپراتور کمپرسور، فیلتر هوا در ورودی و فیلتر روغن در تانک ذخیره در ویدیو کاملا تشریح شده است.در مرحله ورودی به کمپرسور هوا از یک عدد فیلتر هوا بصورت کارتریجی در منیفولد ورودی استفاده شده است که از ورود دوده، ذرات معلق و ناخالصی ها به داخل کمپرسور جلوگیری به عمل می آورد. این فیلتر هوا می بایست بصورت دوره ای برای جلوگیری از ورود آلودگی ها به کمپرسور تعویض شود. استفاده از فیلتر های نا مناسب و آلوده سبب کاهش فشار هوای ورودی و در نهایت کاهش راندمان کمپرسور خواهد شد. هوای تصفیه شده پس از عبور از یک لوله به سمت شیر ورودی که دبی جریان هوای ورودی به کمپرسور را کنترل می کند هدایت می شود. این شیر از بازگشت روغن به سمت فیلتر پس از خاموش کردن کمپرسور جلوگیری به عمل می آورد. در مرحله بعد هوا داخل یک هوزینگ از پمپ هلیکال با دو عدد چرخدنده مارپیچ می شود که هوا را بین دنده های خود محبوس کرده به سمت جلو حرکت داده و با فشار بسیار بالایی در یک خرجی که با قطر کمتری نسبت به لوله ورودی طراحی شده است منتقل می کند. حرکت این چرخدنده ها در واقع با ایجاد مکش و کاهش فشار در ورودی سبب مکش هوا از منیفولد های ورودی به داخل کمپرسور می شود. این فرایند در خروجی هوا را با فشار زیادی که بر اثر کاهش فاصله بین مولکولی ایجاد شده است تحویل می دهد.
در طی این فرایند روغن برای تحقق سه هدف به داخل دنده های هلیکال پمپ رانده می شود که عبارتند از روانکاری دنده های هلیکال، یاتاقان ها و سیل ها، پر کردن فضای محدود بین دنده ها که از بازگشت هوا به سمت عقب جلوگیری می کند و سوم خنک کاری سیستم. در واقع در این مرحله است که هوا با روغن مخلوط شده و نیاز به فیلتر سپراتور کمپرسور برای جداسازی این مخلوط بوجود می آید. در مرحله بعد هوای فشرده در دمای بالا همراه با قطرات ریز روغن معلق وارد یک تانک شامل فیلتر سپراتور روغن از هوا شده، روغن آن جدا شده و در داخل یک منبع ذخیره جمع می شود. یک شیر در سمت مخزن طراحی شده است تا قابلیت رویت سطح روغن برای اوپراتور دستگاه وجود داشته باشد. روغن ذخیره شده که دارای دمای زیادی می باشد پس از عبور از یک کولر روغن خنک شده و در این مرحله برای جداسازی ناخالصی های ناشی از عملکرد پمپ که اغلب از نوع پلیسه های ریز فلزی هستند از یک فیلتر روغن برای پاکسازی استفاده می شود. در مرحله خروجی نیز قبل از تحویل هوای فشرده در یک مرحله دیگر فیلتر سپراتور روغن از هوا برای حذف نهایی روغن و بازگشت آن به مخزن روغن کمپرسور استفاده می شود.
نقش فیلتر گازوییل در افزایش طول عمر اجزای موتور دیزل
 در واقع در بین تمامی فیلتر آلاتی که بر روی موتور های دیزلی بسته می شود شامل فیلتر هوا در منیفولد مکش هوا، فیلتر روغن برای تصفیه روغن در گردش در موتور این فیلتر گازوییل می باشد که با توجه به گستردگی های فراوان گازوئیل در حفظ پاکیزگی و افزایش طول عمر اجزای موتور دیزل موثر می باشد. عدم کاربری از فیلتر گازوییل با قابلیت های مناسب در جذب ذرات جامد در سایز های بسیار کوچک و حتی بکارگیری فیلتر سپراتور آب از گازوئیل سبب ورودی ناخالصی هایی به موتور دیزل شده اولا با ایجاد رسوب سبب بسته شدن دریچه های دود و هوا و آلودگی سوزن انژکتور می شود. علاوه بر این وجود این ناخالصی ها در صورتیکه فیلتر گازوییل دیزل قابلیت جذب اندکی داشته که مب تواند از تولید نا صحیح و یا پر شدن منافذ فیلتر گازوییل بر اثر عملکرد طولانی باشد سبب ایجاد سایش سطحی بین رینگ و پیستون و کاهش طول عمر موتور دیزل می شود.
در واقع در بین تمامی فیلتر آلاتی که بر روی موتور های دیزلی بسته می شود شامل فیلتر هوا در منیفولد مکش هوا، فیلتر روغن برای تصفیه روغن در گردش در موتور این فیلتر گازوییل می باشد که با توجه به گستردگی های فراوان گازوئیل در حفظ پاکیزگی و افزایش طول عمر اجزای موتور دیزل موثر می باشد. عدم کاربری از فیلتر گازوییل با قابلیت های مناسب در جذب ذرات جامد در سایز های بسیار کوچک و حتی بکارگیری فیلتر سپراتور آب از گازوئیل سبب ورودی ناخالصی هایی به موتور دیزل شده اولا با ایجاد رسوب سبب بسته شدن دریچه های دود و هوا و آلودگی سوزن انژکتور می شود. علاوه بر این وجود این ناخالصی ها در صورتیکه فیلتر گازوییل دیزل قابلیت جذب اندکی داشته که مب تواند از تولید نا صحیح و یا پر شدن منافذ فیلتر گازوییل بر اثر عملکرد طولانی باشد سبب ایجاد سایش سطحی بین رینگ و پیستون و کاهش طول عمر موتور دیزل می شود.مزایای فیلتر سپراتور به فیلتر گازوییل در بهبود راندمان موتور
 همانطور که پیشتر نیز توضیح داده شد فیلتر سپراتور که نسل جدیدی از فیلتر گازوییل محسوب می شود با جذب ذرات و قطرات بسیار ریز آب از داخل گازوئیل و انتقال این آب به داخل مخزن ذخیر آب که قابلیت تخلیه نیز با باز کردن شیر تخلیه دارد سوختی پاک را برای احتراق به موتور دیزل تحول می دهد. با توجه به اینکه موتور های دیزل بر روی ماشین آلات سنگین صنعتی مانند لودر ها و بولدوزر ها که از آنها برای جابجایی تناژ بالایی از خاک استفاده می شود گشتاور خروجی موتور تاثیری چشم گیر بر عملکرد و راندمان کاری این ماشین آلات دارد. قطرات ریز آب عبوری از فیلتر گازوییل های سنتی که همراه با گازوییل وارد محفظه موتور می شوند در مرحله احتراق به سرعت تبخیر و سبب کاهش دمای احتراق در موتور دیزل می شوند.
همانطور که پیشتر نیز توضیح داده شد فیلتر سپراتور که نسل جدیدی از فیلتر گازوییل محسوب می شود با جذب ذرات و قطرات بسیار ریز آب از داخل گازوئیل و انتقال این آب به داخل مخزن ذخیر آب که قابلیت تخلیه نیز با باز کردن شیر تخلیه دارد سوختی پاک را برای احتراق به موتور دیزل تحول می دهد. با توجه به اینکه موتور های دیزل بر روی ماشین آلات سنگین صنعتی مانند لودر ها و بولدوزر ها که از آنها برای جابجایی تناژ بالایی از خاک استفاده می شود گشتاور خروجی موتور تاثیری چشم گیر بر عملکرد و راندمان کاری این ماشین آلات دارد. قطرات ریز آب عبوری از فیلتر گازوییل های سنتی که همراه با گازوییل وارد محفظه موتور می شوند در مرحله احتراق به سرعت تبخیر و سبب کاهش دمای احتراق در موتور دیزل می شوند.کاهش دمای احتراق کاهش ضریب انبساط و به دنبال آن کاهش گشتاور خروجی موتور دیزل بر روی میل لنگ را به همراه خواهد داشت. از این رو بکارگیری فیلتر آبگیر سپراتور بجای فیلتر گازوییل های قدیمی بر گشتاور خروجی موتور تاثیر قابل توجهی دارد. علاوه بر کاهش راندمان کاهش دمای احتراق سبب سوخت ناقص در موتور شده و میزان آلودگی محیطی را نیز افزایش می دهد. سرعت جمع شدن آب در داخل مخزن آب فیلتر آبگیر گازوییل موتور های دیزلی اغلب بالاتر از سرعت پر شدن منافذ آنها بوده و از این رو در طول عمر مفیر این قطعات مصرفی موتور دیزل نیاز به تخلیه شیر فیلتر گازوییل بصورت دوره ای می باشد.
فیلتر گازوییل موتور دیزل کومنز CUMMINS
 فیلتر گازوییل موتور های دیزلی با برند کومنز CUMMINS آمریکا با برند فلیتگارد Fleetguard تولید و مورد استفاده قرار می گیرد. در واقع برند فلیتگارد یکی از تولیدات جانبی خود برند کومنز می باشد که در انواع فیلتر های روغن، فیلتر هیدرولیک، فیلتر گازوییل و فیلتر سپراتور برای انواع ماشین آلات سنگین معدنی و کشاورزی تولید می شود. فیلتر گازوییل فلیتگارد هم در نوع ساده با کارتریج های سلولزی تولید می شود و هم به شکل فیلتر سپراتور آبگیر گازوییل که همراه با شیر تخلیه عرضه می شود. کد های مختلفی از فیلتر گازوییل فلیتگارد در بازار موجود می باشد که در نوع ساده با حروف FF مخفف Fuel filter و در نوع سپراتور با حروف FS مخفف Fuel separator به بازار عرضه می شود.
فیلتر گازوییل موتور های دیزلی با برند کومنز CUMMINS آمریکا با برند فلیتگارد Fleetguard تولید و مورد استفاده قرار می گیرد. در واقع برند فلیتگارد یکی از تولیدات جانبی خود برند کومنز می باشد که در انواع فیلتر های روغن، فیلتر هیدرولیک، فیلتر گازوییل و فیلتر سپراتور برای انواع ماشین آلات سنگین معدنی و کشاورزی تولید می شود. فیلتر گازوییل فلیتگارد هم در نوع ساده با کارتریج های سلولزی تولید می شود و هم به شکل فیلتر سپراتور آبگیر گازوییل که همراه با شیر تخلیه عرضه می شود. کد های مختلفی از فیلتر گازوییل فلیتگارد در بازار موجود می باشد که در نوع ساده با حروف FF مخفف Fuel filter و در نوع سپراتور با حروف FS مخفف Fuel separator به بازار عرضه می شود.تکنولوژی بسیار بالای این برند آمریکایی که محصولات آن بعنوان قطعه OE نه تنها بر روی تمامی موتور های دیزل کومنز بلکه بر روی بسیاری از ماشین آلات شامل انواع تراک ها و کشنده ها نصب می شود سبب می شود اولا قابلیت جذب و نگهداری آلاینده های گازوییل در ابعاد میکرونی به خوبی صورت پذیرد و ثانیا با عدم افزایش تراکم لایه های کارتریج به منظور افزایش قابلیت جذب قابلیت عبور دبی جریان بالایی برای این فیلتر گازوییل فراهم باشد. البته با توجه به وسعت بالای بکارگیری فیلتر گازوییل فلیتگارد در بازار نمونه هایی تقلبی از این فیلتر نیز در حال حاضر به بازار وارد شده است که طول عمر کاری بسیار محدودتری نسبت به نمونه های اصلی دارد.
فیلتر گازوییل نوع خطی (جریان مستقیم) موتور دیزل
 فیلتر گازوییل خطی موتور دیزل دارای نحوه اتصال متفاوتی با فیلتر های پر کاربرد گازوییل از نوع پیچی که اتصال آنها با بکارگیری اورینگ ها صورت می پذیرد می باشد. در این نوع کاربری فیلتر گازوییل در دو سمت بالایی و پایین دارای لوله های ورودی و خروجی می باشد که در ورود گازوییل از پش کارتریج وارد شده و پس از تصفیه در خروجی از داخل کارتریج خارج می شود. در این اتصال از فیلتر گازوییل خطی نیازی به اتصال اورینگ نبوده و در واقع فیلتر بصورت مستقیم روی خط جریان و بخشی از خط جریان را تشکیل می دهد.
فیلتر گازوییل خطی موتور دیزل دارای نحوه اتصال متفاوتی با فیلتر های پر کاربرد گازوییل از نوع پیچی که اتصال آنها با بکارگیری اورینگ ها صورت می پذیرد می باشد. در این نوع کاربری فیلتر گازوییل در دو سمت بالایی و پایین دارای لوله های ورودی و خروجی می باشد که در ورود گازوییل از پش کارتریج وارد شده و پس از تصفیه در خروجی از داخل کارتریج خارج می شود. در این اتصال از فیلتر گازوییل خطی نیازی به اتصال اورینگ نبوده و در واقع فیلتر بصورت مستقیم روی خط جریان و بخشی از خط جریان را تشکیل می دهد.تعویض فیلتر گازوییل خطی دارای دشواری های بیشتری نسبت به فیلتر گازوییل پیچی می باشد و اغلب دارای دبی جریان سیال کمتری نسبت به موارد پیچی هستند. از این رو اغلب از فیلتر گازوییل خطی بر روی موتور های دیزلی با حجم و ظرفیت پایین موتور استفاده می شود. برند های مختلفی در دنیا به تولید انواع فیلتر های گازوییل خطی مبادرت دارند که برند ویکس WIX یکی از شناخته شده ترین این برند ها می باشد. برند بالدوین Baldwin آمریکا نیز بصورت تخصصی در تولید فیلتر گازوییل موتور دیزل در تمامی استاندارد ها فعالیت دارد.
فاکتور های موثر بر قیمت خرید تیفور و هزینه تعمیرات تیفور
 هزینه های مربوط به تعمیر تیفور بسته به آسیب هایی که به اجزای داخلی بلوک تیفور وارد آمده است می تواند متفاوت باشد. اما از آنجایی که تعمیر تیفور اغلب شامل فرایند شستشو و پاکسازی اجزا و گریس کاری دوباره آنها می باشد این هزینه در مقایسه با قیمت خرید تیفور که یک ماشین صنعتی با قیمت نسبت بالا می باشد هزینه ای کاملا با توجیه اقتصادی می باشد. قیمت خرید تیفور بر حسب تناژ وزنی و حتی مهمتر از آن برند تولید کننده این ماشین صنعتی متفاوت می باشد بگونه ای که قیمت خرید تیفور با برند کارل اشتال آلمان که به سبب قیمت بالا به ندرت نیز در بازار یافت می شود می تواند تا چند برابر بالاتر از قیمت خرید تیفور سوپر تیل چین باشد. استعلام هزینه تعمیر تیفور و خرید در گروه صنعتی ویکی لیفت در کمترین زمان میسر می باشد.
هزینه های مربوط به تعمیر تیفور بسته به آسیب هایی که به اجزای داخلی بلوک تیفور وارد آمده است می تواند متفاوت باشد. اما از آنجایی که تعمیر تیفور اغلب شامل فرایند شستشو و پاکسازی اجزا و گریس کاری دوباره آنها می باشد این هزینه در مقایسه با قیمت خرید تیفور که یک ماشین صنعتی با قیمت نسبت بالا می باشد هزینه ای کاملا با توجیه اقتصادی می باشد. قیمت خرید تیفور بر حسب تناژ وزنی و حتی مهمتر از آن برند تولید کننده این ماشین صنعتی متفاوت می باشد بگونه ای که قیمت خرید تیفور با برند کارل اشتال آلمان که به سبب قیمت بالا به ندرت نیز در بازار یافت می شود می تواند تا چند برابر بالاتر از قیمت خرید تیفور سوپر تیل چین باشد. استعلام هزینه تعمیر تیفور و خرید در گروه صنعتی ویکی لیفت در کمترین زمان میسر می باشد.تاثیر تناژ لیفتینگ بر قیمت خرید پولیفت زنجیری
 هر چند خدمات تعمیر پولیفت از تناژ و ظرفیت اسمی وزنی پولیفت تاثیر اندکی می پذیرد تناژ بر قیمت خرید پولیفت تاثیری چشم گیر دارد. طبیعتا با بالا رفتن تناژ اسمی لیفتینگ توسط پولیفت زنجیری نیاز به بلوک و چرخدنده های بزرگتر، قلاب اتصال بار و قلاب تکیه گاه با سایز بزرگتر و قابلیت لیفتینگ بیشتر، زنجیر فولادی G80 در سایز بالاتر می باشد. سایز بالاتر در مورد جرثقیل ها و پولیفت های زنجیری به مفهوم میزان متریال بالاتر و هزینه حمل و نقل سنگین تر می باشد. علاوه با بالا رفتن تناژ وزنی از اندازه ای مشخص دیگر این تکنولوژی بالای تولید است که در مورد برخی از برند های منحصر به فرد صادق می باشد که خود به شدت بر قیمت فروش پولیفت زنجیری تاثیر می گذارد. برای استعلام آخرین نرخ خرید پولیفت زنجیری می توانید با تماس با گروه صنعتی ویکی لیفت اقدام نمایید.
هر چند خدمات تعمیر پولیفت از تناژ و ظرفیت اسمی وزنی پولیفت تاثیر اندکی می پذیرد تناژ بر قیمت خرید پولیفت تاثیری چشم گیر دارد. طبیعتا با بالا رفتن تناژ اسمی لیفتینگ توسط پولیفت زنجیری نیاز به بلوک و چرخدنده های بزرگتر، قلاب اتصال بار و قلاب تکیه گاه با سایز بزرگتر و قابلیت لیفتینگ بیشتر، زنجیر فولادی G80 در سایز بالاتر می باشد. سایز بالاتر در مورد جرثقیل ها و پولیفت های زنجیری به مفهوم میزان متریال بالاتر و هزینه حمل و نقل سنگین تر می باشد. علاوه با بالا رفتن تناژ وزنی از اندازه ای مشخص دیگر این تکنولوژی بالای تولید است که در مورد برخی از برند های منحصر به فرد صادق می باشد که خود به شدت بر قیمت فروش پولیفت زنجیری تاثیر می گذارد. برای استعلام آخرین نرخ خرید پولیفت زنجیری می توانید با تماس با گروه صنعتی ویکی لیفت اقدام نمایید.تاثیر برند بر قیمت خرید و تعمیر پولیفت زنجیری
 تاثیر برند بر قیمت فروش پولیفت زنجیری حتی از تاثیر قابلیت لیفتینگ نیز مشهود تر می باشد. این امر نه تنها در مورد خرید بلکه بر روی قیمت و هزینه سرویس و تعمیرات پولیفت زنجیری نیز بالاخص در صورتیکه نیاز به تعویض قطعات با قطعات اصلی باشد تاثیری چشم گیر دارد. در میان تمامی برند های تولید کننده انواع پولیفت زنجیری قیمت برند ویتال VITAL اصلی ژاپن که بصورت تخصصی بر روی تولید ادوات دستی لیفتینگ مانند جرثقیل دستی و برقی، ترولی و پولیفت فعالیت می کند بالاتر از قیمت خرید دیگر برند ها بوده و هزینه تعمیر این پولیفت ها نیز در صورت استفاده از قطعات OE طبیعتا بالاتر می رود. این تاثیر به اندازه ای است که قیمت پولیفت اصلی ویتال در بازار می تواند تا 5 برابر بالاتر از قیمت پولیفت های نمونه های طرح چینی که البته بسیاری از آنها نیز با پلاک VITAL به فروش می رسند باشد.
تاثیر برند بر قیمت فروش پولیفت زنجیری حتی از تاثیر قابلیت لیفتینگ نیز مشهود تر می باشد. این امر نه تنها در مورد خرید بلکه بر روی قیمت و هزینه سرویس و تعمیرات پولیفت زنجیری نیز بالاخص در صورتیکه نیاز به تعویض قطعات با قطعات اصلی باشد تاثیری چشم گیر دارد. در میان تمامی برند های تولید کننده انواع پولیفت زنجیری قیمت برند ویتال VITAL اصلی ژاپن که بصورت تخصصی بر روی تولید ادوات دستی لیفتینگ مانند جرثقیل دستی و برقی، ترولی و پولیفت فعالیت می کند بالاتر از قیمت خرید دیگر برند ها بوده و هزینه تعمیر این پولیفت ها نیز در صورت استفاده از قطعات OE طبیعتا بالاتر می رود. این تاثیر به اندازه ای است که قیمت پولیفت اصلی ویتال در بازار می تواند تا 5 برابر بالاتر از قیمت پولیفت های نمونه های طرح چینی که البته بسیاری از آنها نیز با پلاک VITAL به فروش می رسند باشد.خرید بست کمربندی
 بست کمربندی بعنوان یکی از بست های مورد استفاده در صنایع و مصارف خانگی و فروشگاهی برای بستن و پلمب بسیار مورد استفاده قرار میگیرد . لازم بذکر است ابزار شبکه بعنوان فروشنده انواع بست کمربندی با کیفیت و با قیمت مناسب آماده ثبت و ارسال انواع سفارش خرید بست کمربندی با کیفیت ببا برند های اصلی از جمله بست کمربندی وای وای و بستکمربندی ترکیه را دارد .
بست کمربندی بعنوان یکی از بست های مورد استفاده در صنایع و مصارف خانگی و فروشگاهی برای بستن و پلمب بسیار مورد استفاده قرار میگیرد . لازم بذکر است ابزار شبکه بعنوان فروشنده انواع بست کمربندی با کیفیت و با قیمت مناسب آماده ثبت و ارسال انواع سفارش خرید بست کمربندی با کیفیت ببا برند های اصلی از جمله بست کمربندی وای وای و بستکمربندی ترکیه را دارد . فیلتر روغن گیربکس های صنعتی
 گیربکس ها در واقع بخش هایی از ماشین آلات صنعتی هستند که وظیفه انتقال قدرت و تبدیل گشتاور را داشته و برای روانکاری بهتر گیربکس از از روغن گیربکس و برای بهبود کیفیت روغن از فیلتر روغن صنعتی گیربکس ها استفاده می شود. در واقع چه اتصال از نوع اتصال با الکتروموتور که دارای دور های خروجی بالا باشد و چه اتصال به موتور های احتراق داخلی اغلب با شافت هایی دوار با سرعت زاویه ای بسیار بالا و گشتاور حرکتی پایین روبرو هستیم. از این رو برای کاهش سرعت و افزایش گشتاور از یک گیربکی که در انواع مختلف شامل گیربکس های خورشیدی، هلیکال یا حلزونی، گیربکس های شافت مستقیم با دو سیستم کلاچ و گیربکس های عمودی استفاده می شود. فیلتر روغن صنعتی در اتصالات گیربکس با جذب پلیسه های ناشی از سایش سطوح فلزی که اغلب در نقاط بالایی و بیرونی دنده ها به سبب تمرکز تنش به میزان بیشتری صورت می پذیرد به بهبود کیفیت کاری و سایش و از بین رفتن سریع دنده ها کمک می کند. میزان آلودگی جذب شده توسط فیلتر روغن صنعتی در اتصالات گیربکس پایین تر از آلودگی های فیلتر روغن صنعتی موتور دیزل می باشد
گیربکس ها در واقع بخش هایی از ماشین آلات صنعتی هستند که وظیفه انتقال قدرت و تبدیل گشتاور را داشته و برای روانکاری بهتر گیربکس از از روغن گیربکس و برای بهبود کیفیت روغن از فیلتر روغن صنعتی گیربکس ها استفاده می شود. در واقع چه اتصال از نوع اتصال با الکتروموتور که دارای دور های خروجی بالا باشد و چه اتصال به موتور های احتراق داخلی اغلب با شافت هایی دوار با سرعت زاویه ای بسیار بالا و گشتاور حرکتی پایین روبرو هستیم. از این رو برای کاهش سرعت و افزایش گشتاور از یک گیربکی که در انواع مختلف شامل گیربکس های خورشیدی، هلیکال یا حلزونی، گیربکس های شافت مستقیم با دو سیستم کلاچ و گیربکس های عمودی استفاده می شود. فیلتر روغن صنعتی در اتصالات گیربکس با جذب پلیسه های ناشی از سایش سطوح فلزی که اغلب در نقاط بالایی و بیرونی دنده ها به سبب تمرکز تنش به میزان بیشتری صورت می پذیرد به بهبود کیفیت کاری و سایش و از بین رفتن سریع دنده ها کمک می کند. میزان آلودگی جذب شده توسط فیلتر روغن صنعتی در اتصالات گیربکس پایین تر از آلودگی های فیلتر روغن صنعتی موتور دیزل می باشدفیلتر روغن هیدرولیک صنعتی
 فیلتر های روغن هیدرولیک در واقع نوعی از فیلتر های صنعتی هستند که بر روی سیستم هیدرولیک اتصال پیدا می کند. در عمل تفاوت چندانی در ساز و کار فیلتر های روغن صنعتی سیستم های هیدرولیک و فیلتر های روغن موتور وجود ندارد و شاید تنها تفاوت قابلیت های فشاری این دسته از فیلتر ها می باشد. فیلتر روغن صنعتی برای اتصال بر روی جریان های هیدرولیک اغلب در سه نوع کم فشار، فشار متوسط و پر فشار تولید می شود که در آنها تراکم لایه های کارتریج با یکدیگر متفاوت می باشد و طراحی این فیلتر های صنعتی بگونه ای انجام می گیرد که کارتریج فیلتر هیدرولیک بر اثر اختلاف فشار بیرون و درون دچار مچالگش نشده و فیلتر صنعتی بر حسب سرعت جریان سیال و دبی عبوری با قابلیت های مناسب در جریان هیدرولیک نصب شود. از نظر شکل و اجزا فیلتر روغن هیدرولیک صنعتی دارای شباهت های زیادی با فیلتر روغن ساده داشته و تنها دارای اتصالاتی بصورت منیفولد ها و شیر های ورود و خروج می باشد. بازرگانی مانا فیلتر عرضه کننده انواع فیلتر های صنعتی و ارائه مشاوره رایگان در امر خرید و تعویض فیلتر در ایران می باشد.
فیلتر های روغن هیدرولیک در واقع نوعی از فیلتر های صنعتی هستند که بر روی سیستم هیدرولیک اتصال پیدا می کند. در عمل تفاوت چندانی در ساز و کار فیلتر های روغن صنعتی سیستم های هیدرولیک و فیلتر های روغن موتور وجود ندارد و شاید تنها تفاوت قابلیت های فشاری این دسته از فیلتر ها می باشد. فیلتر روغن صنعتی برای اتصال بر روی جریان های هیدرولیک اغلب در سه نوع کم فشار، فشار متوسط و پر فشار تولید می شود که در آنها تراکم لایه های کارتریج با یکدیگر متفاوت می باشد و طراحی این فیلتر های صنعتی بگونه ای انجام می گیرد که کارتریج فیلتر هیدرولیک بر اثر اختلاف فشار بیرون و درون دچار مچالگش نشده و فیلتر صنعتی بر حسب سرعت جریان سیال و دبی عبوری با قابلیت های مناسب در جریان هیدرولیک نصب شود. از نظر شکل و اجزا فیلتر روغن هیدرولیک صنعتی دارای شباهت های زیادی با فیلتر روغن ساده داشته و تنها دارای اتصالاتی بصورت منیفولد ها و شیر های ورود و خروج می باشد. بازرگانی مانا فیلتر عرضه کننده انواع فیلتر های صنعتی و ارائه مشاوره رایگان در امر خرید و تعویض فیلتر در ایران می باشد.معرفی جرثقیل سقفی ژاپنی 1 تن ویتال VITAL
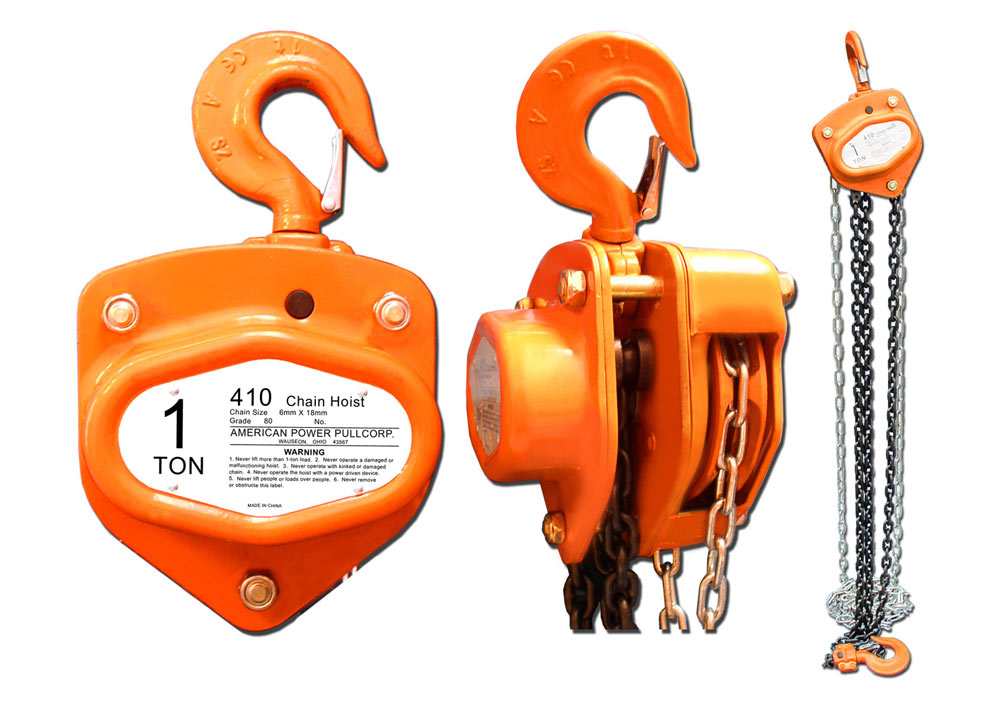 شرکت ویتال ژاپن یکی از پیشگامان در تولید انواع ادوات لیفتینگ دستی و انواع جرثقی سقفی زنجیری دستی از 1 الی 25 تن می باشد. استفاده از آلیاژ های فولادی که مطابق با استاندارد SUJ2 این کشور تولید می شود دو فاکتور تنسایل مقاومت کششی و مقاومت سایشی بسیار بالایی را برای اجزای جرثقیل سقفی 1 تن به همراه دارد بگونه ای که طول عمر چرخدنده های داخلی بلوک این جرثقیل بسیار بالا و ضریب سایش آنها در لیفتینگ میزان حداقلی دارد. در مرحله تولید ضریب امنیتی 5:2 در تولید جرثقیل سقفی 1 تن زنجیری ویتال VITAL اصلی رعایت شده است که در واقع قابلیت لیفتینگ بسیار بالای این ابزار را در قیاس با برند های متفرقه نشان می دهد. در اتصال دستی این جرثقیل از یک زنجیر آهنی گرید G43 استفاده شده است که برای کاربری بهتر اوپراتور بصورت آبکاری گالوانیزه سرد و به رنگ نقره ای مصرف شده و در اتصال بار و قلاب پایینی این جرثقیل سقفی 1 تن زنجیری از یک عدد زنجیر فولادی با گرید G80 استفاده می کند که اغلب به رنگ سیاه و دارای فسفاته سطحی
شرکت ویتال ژاپن یکی از پیشگامان در تولید انواع ادوات لیفتینگ دستی و انواع جرثقی سقفی زنجیری دستی از 1 الی 25 تن می باشد. استفاده از آلیاژ های فولادی که مطابق با استاندارد SUJ2 این کشور تولید می شود دو فاکتور تنسایل مقاومت کششی و مقاومت سایشی بسیار بالایی را برای اجزای جرثقیل سقفی 1 تن به همراه دارد بگونه ای که طول عمر چرخدنده های داخلی بلوک این جرثقیل بسیار بالا و ضریب سایش آنها در لیفتینگ میزان حداقلی دارد. در مرحله تولید ضریب امنیتی 5:2 در تولید جرثقیل سقفی 1 تن زنجیری ویتال VITAL اصلی رعایت شده است که در واقع قابلیت لیفتینگ بسیار بالای این ابزار را در قیاس با برند های متفرقه نشان می دهد. در اتصال دستی این جرثقیل از یک زنجیر آهنی گرید G43 استفاده شده است که برای کاربری بهتر اوپراتور بصورت آبکاری گالوانیزه سرد و به رنگ نقره ای مصرف شده و در اتصال بار و قلاب پایینی این جرثقیل سقفی 1 تن زنجیری از یک عدد زنجیر فولادی با گرید G80 استفاده می کند که اغلب به رنگ سیاه و دارای فسفاته سطحی جرثقیل سقفی هرینگتون 1 تن زنجیری HARRINGTON
 جرثقیل سقفی هرینگتون از نوع زنجیری که در ظرفیت لیفتینگ 1 الی 10 تن تولید می شود در واقع برندی آمریکایی و تحت لیسانس برند ژاپنی کیتو می باشد. جرثقیل سقفی کیتو از نوع زنجیری با برند کیتو نیز بصورت دستی تولید می شود اما بطور کلی برند KITO ژاپن بیشتر در زیمینه تولید جرثقیل سقفی برقی شناخته شده است و جرثقیل های زنجیری دستی این شرکت اغلب در دنیا با نام هرینگتون HARRINGTON شناخته می شوند. استفاده از آلیاژ های فولادی منحصر به فرد که کششی و سایش و انواع تنش های وارده از طرف بار را تا حد بسیار بالایی تحمل می کند از مشخصات اصلی جرثقیل سقفی 1 تن هرینگتون از نوع زنجیری محسوب می شود. استفاده از قلاب های هوک ضامن دار در بالا و پایین، امکان استفاده از ترولی در تبدیل به جرثقیل ریلی چهار کاره و داشتن زنجیر فولادی در گرید بسیار بالا در اتصال بار از دیگر مشخصات اصلی جرثقیل سقفی 1 تن هرینگتون می باشد.
جرثقیل سقفی هرینگتون از نوع زنجیری که در ظرفیت لیفتینگ 1 الی 10 تن تولید می شود در واقع برندی آمریکایی و تحت لیسانس برند ژاپنی کیتو می باشد. جرثقیل سقفی کیتو از نوع زنجیری با برند کیتو نیز بصورت دستی تولید می شود اما بطور کلی برند KITO ژاپن بیشتر در زیمینه تولید جرثقیل سقفی برقی شناخته شده است و جرثقیل های زنجیری دستی این شرکت اغلب در دنیا با نام هرینگتون HARRINGTON شناخته می شوند. استفاده از آلیاژ های فولادی منحصر به فرد که کششی و سایش و انواع تنش های وارده از طرف بار را تا حد بسیار بالایی تحمل می کند از مشخصات اصلی جرثقیل سقفی 1 تن هرینگتون از نوع زنجیری محسوب می شود. استفاده از قلاب های هوک ضامن دار در بالا و پایین، امکان استفاده از ترولی در تبدیل به جرثقیل ریلی چهار کاره و داشتن زنجیر فولادی در گرید بسیار بالا در اتصال بار از دیگر مشخصات اصلی جرثقیل سقفی 1 تن هرینگتون می باشد.جرثقیل سقفی چینی 1 تن زنجیری ایبل ABLE
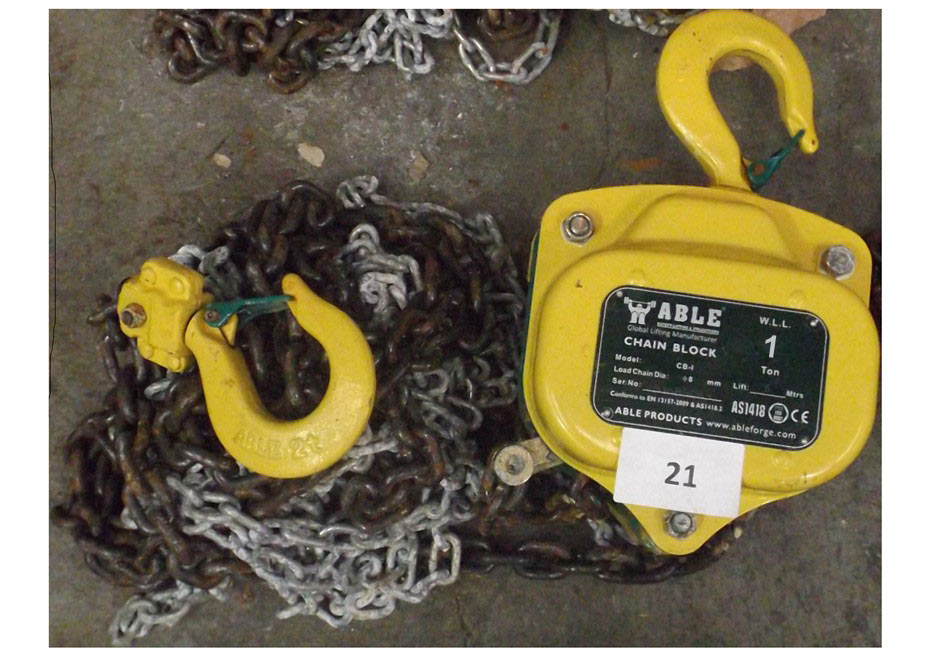 جرثقیل دستی چینی 1 تن با برند ایبل ABLE که در طول زنجیری های 3 الی 6 متر به بازار عرضه می شود دارای قیمت مناسب تری نسبت به برند های معتبری چون ویتال VITAL اصلی، هرینگتون و کیتو می باشد. البته نا گفته نماند با توجه به اینکه جرثقیل سقفی 1 تن ایبل توسط یک برند ثبت شده و شناخته شده چینی تولید شده است دارای قیمت بالاتری از نمونه های چینی که تنها از نام و پلاک شرکت های بزرگ مانند ویتال استفاده می کنند می باشد چرا که این تولید کننده در قبال امنیت محصولات خود مسئول بوده و همواره سعی در بهبود کیفیت جرثقیل سقفی تولیدی خود دارد حال آنکه نمونه های طرح متفرقه تولیدات خود را تنها با پلاک و بدون هیچ مسئولیتی عرضه می کنند. تعلیق مناسب بار، استفاده از زنجیر های فولادی با گرید بالا و امنیت مناسب از مشخصات مکانیکی جرثقیل سقفی 1 تن ایبل ABLE چین از نوع زنجیری می باشد. بازرگانی ویکی لیفت عرضه کننده جرثقیل سقفی 1 الی 25 تن از نوع زنجیری دستی و جرثقیل سقفی برقی تا 10 تن از نوع زنجیری و تا 35 تن از نوع سیم بکسلی می باشد.
جرثقیل دستی چینی 1 تن با برند ایبل ABLE که در طول زنجیری های 3 الی 6 متر به بازار عرضه می شود دارای قیمت مناسب تری نسبت به برند های معتبری چون ویتال VITAL اصلی، هرینگتون و کیتو می باشد. البته نا گفته نماند با توجه به اینکه جرثقیل سقفی 1 تن ایبل توسط یک برند ثبت شده و شناخته شده چینی تولید شده است دارای قیمت بالاتری از نمونه های چینی که تنها از نام و پلاک شرکت های بزرگ مانند ویتال استفاده می کنند می باشد چرا که این تولید کننده در قبال امنیت محصولات خود مسئول بوده و همواره سعی در بهبود کیفیت جرثقیل سقفی تولیدی خود دارد حال آنکه نمونه های طرح متفرقه تولیدات خود را تنها با پلاک و بدون هیچ مسئولیتی عرضه می کنند. تعلیق مناسب بار، استفاده از زنجیر های فولادی با گرید بالا و امنیت مناسب از مشخصات مکانیکی جرثقیل سقفی 1 تن ایبل ABLE چین از نوع زنجیری می باشد. بازرگانی ویکی لیفت عرضه کننده جرثقیل سقفی 1 الی 25 تن از نوع زنجیری دستی و جرثقیل سقفی برقی تا 10 تن از نوع زنجیری و تا 35 تن از نوع سیم بکسلی می باشد.ترولی جرثقیل سقفی زنجیری 4 و 6 کاره
 جرثقیل های سقفی زنجیری در حالت 4 کاره و 6 کاره که علاوه بر قابلیت لیفتینگ بار بصورت عمودی را دارند قابلیت انتقال آنها بصورت افقی را نیز دارند. در این مکانیزم از یک ترولی که می تواند بصورت دستی ساده، بصورت دست زنجیری و اغلب برای جرثقیل های سقفی زنجیری از نوع برقی از ترولی های برقی استفاده می شود که دارای یک کنترل برای تعیین جهت حرکت هستند. ترولی های جرثقیل سقفی می بایست مطابق با تناژ جرثقیل انتخاب شوند و برای هر تناژی یک ترولی با مشخصات مکانیکی مناسب با آن ظرفیت لیفتینگ تعریف می شود. یکی از بزرگترین تولید کنندگان ترولی های دستی جرثقیل سقفی زنجیری در دنیا برند ویتال VITAL ژاپن می باشد که انواع ترولی دستی ساده و زنجیری قابل اتصال بر روی انواع جرثقیل های سقفی را تولید می کند. ترولی ها بر روی ریل های سقفی که از پیش طراحی و نصب شده اند قرار گرفته و قابلیت انتقال بار بصورت افقی را پدید می آورند.
جرثقیل های سقفی زنجیری در حالت 4 کاره و 6 کاره که علاوه بر قابلیت لیفتینگ بار بصورت عمودی را دارند قابلیت انتقال آنها بصورت افقی را نیز دارند. در این مکانیزم از یک ترولی که می تواند بصورت دستی ساده، بصورت دست زنجیری و اغلب برای جرثقیل های سقفی زنجیری از نوع برقی از ترولی های برقی استفاده می شود که دارای یک کنترل برای تعیین جهت حرکت هستند. ترولی های جرثقیل سقفی می بایست مطابق با تناژ جرثقیل انتخاب شوند و برای هر تناژی یک ترولی با مشخصات مکانیکی مناسب با آن ظرفیت لیفتینگ تعریف می شود. یکی از بزرگترین تولید کنندگان ترولی های دستی جرثقیل سقفی زنجیری در دنیا برند ویتال VITAL ژاپن می باشد که انواع ترولی دستی ساده و زنجیری قابل اتصال بر روی انواع جرثقیل های سقفی را تولید می کند. ترولی ها بر روی ریل های سقفی که از پیش طراحی و نصب شده اند قرار گرفته و قابلیت انتقال بار بصورت افقی را پدید می آورند.مش و شبکه های فلزی در فیلتر روغن هیدرولیک
 در بسیاری از انواع فیلتر روغن هیدرولیک در کنار، بجای و گاهی برای احاطه کارتریج های سلولزی لز مش ها و شبکه های فلزی که دارای بافت بسیار ریزی هستند استفاده می شود. در اغلب کاربری های مش های فلزی فیلتر روغن هیدرولیک دارای متریال ضد زنگ مانند استنلس استیل می باشد. استفاده از مش های فلزی در ساختار فیلتر روغن هیدرولیک به دو دلیل اصلی صورت می پذیرد. اولا به سبب فشار بالای سیستم هیدرولیک اغلب دمای کاری بالا می رود که این امر سبب شل شدن و دفورمه شدن ساختار کارتریج های سلولزی می شود ثانیا دمای زیاد همراه با فشار زیاد در دبی جریان سیال نیز دلیلی دیگر برای گسستن بافت سلولزی کارتریج های فیلتر روغن هیدرولیک می شوند امری که در مورد کارتریج های مش دار و سیمی اتفاق نمی افتد. البته با توجه به اینکه فیلتر روغن هیدرولیک بصورت کم فشار، فشار متوسط و پر فشار تولید می شود اغلب در فیلتر های پر فشار استفاده از مش های فلزی ضرورت بالاتری دارد. بازرگانی مانا فیلتر مشاور امین شما در امر خرید برند های مختلف فیلتر روغن هیدرولیک در ایران می باشد.
در بسیاری از انواع فیلتر روغن هیدرولیک در کنار، بجای و گاهی برای احاطه کارتریج های سلولزی لز مش ها و شبکه های فلزی که دارای بافت بسیار ریزی هستند استفاده می شود. در اغلب کاربری های مش های فلزی فیلتر روغن هیدرولیک دارای متریال ضد زنگ مانند استنلس استیل می باشد. استفاده از مش های فلزی در ساختار فیلتر روغن هیدرولیک به دو دلیل اصلی صورت می پذیرد. اولا به سبب فشار بالای سیستم هیدرولیک اغلب دمای کاری بالا می رود که این امر سبب شل شدن و دفورمه شدن ساختار کارتریج های سلولزی می شود ثانیا دمای زیاد همراه با فشار زیاد در دبی جریان سیال نیز دلیلی دیگر برای گسستن بافت سلولزی کارتریج های فیلتر روغن هیدرولیک می شوند امری که در مورد کارتریج های مش دار و سیمی اتفاق نمی افتد. البته با توجه به اینکه فیلتر روغن هیدرولیک بصورت کم فشار، فشار متوسط و پر فشار تولید می شود اغلب در فیلتر های پر فشار استفاده از مش های فلزی ضرورت بالاتری دارد. بازرگانی مانا فیلتر مشاور امین شما در امر خرید برند های مختلف فیلتر روغن هیدرولیک در ایران می باشد.نحوه عملکرد ایمپلر دریایی در پمپ آب شور
 سطح داخلی هوزینگ پمپ آب شود به شکل یک دایره کامل تولید نمی شود بلکه در قسمت بالایی این سطح دارای قوص کمتری می باشد. این امر سبب می شود ایمپلر دریایی در نقاطی که در حالت تماس با سطح داخلی هوزینگ پمپ در قسمت بالایی هستند دچار تغییر شکل و فشردگی شوند. پس از عبور تک تک پره های ایمپلر از نقطه بحرانی بالایی یکباره بصورت فنری از سطح جدا شده و به سیال پیش روی خود بصورت ضربه ای سرعت می دهند. در مکانیک سیالات بالا رفتن سرعت سیال معادل با پایین آمده فشار آن می باشد و از این رو در این مرحله فشار بصورت نقطه ای در پمپ پایین آمده و فرایند مکش صورت می پذیرد. سیال مکش شده بین پره های ایمپلر دریایی حبس شده و در طرف دیگر با فشار خارج می شود و پمپ آب شور که اغلب بر روی قایق های موتوری اتصال پیدا می کند با پمپاژ می پردازد. در حکس بالا مراحل مکش و پمپاژ سیال بر اثر عملکرد ایمپلر یا پروانه را در پمپ های دریایی می بینید.
سطح داخلی هوزینگ پمپ آب شود به شکل یک دایره کامل تولید نمی شود بلکه در قسمت بالایی این سطح دارای قوص کمتری می باشد. این امر سبب می شود ایمپلر دریایی در نقاطی که در حالت تماس با سطح داخلی هوزینگ پمپ در قسمت بالایی هستند دچار تغییر شکل و فشردگی شوند. پس از عبور تک تک پره های ایمپلر از نقطه بحرانی بالایی یکباره بصورت فنری از سطح جدا شده و به سیال پیش روی خود بصورت ضربه ای سرعت می دهند. در مکانیک سیالات بالا رفتن سرعت سیال معادل با پایین آمده فشار آن می باشد و از این رو در این مرحله فشار بصورت نقطه ای در پمپ پایین آمده و فرایند مکش صورت می پذیرد. سیال مکش شده بین پره های ایمپلر دریایی حبس شده و در طرف دیگر با فشار خارج می شود و پمپ آب شور که اغلب بر روی قایق های موتوری اتصال پیدا می کند با پمپاژ می پردازد. در حکس بالا مراحل مکش و پمپاژ سیال بر اثر عملکرد ایمپلر یا پروانه را در پمپ های دریایی می بینید.
تاثیر تعداد پره های ایمپلر دریایی بر دبی، هد و کیفیت جریان سیال
تعداد پره های ایمپلر دریایی که در زبان انگلیسی به آنها Blade یا تیغه نیز گفته می شود بطور مستقیم بر مشخصات مکتنیکی پمپ های آب شور تاثیر می گذارد. برای بررسی بهتر این تاثیر ابتدا به معرفی این کمیت های مکانیکی می پردازیم.
- دبی جریان سیال در واقع حجمی از سیال می باشد که در واحد زمان توسط الکتروپمپ جابجا می شود. دیمانسیون دبی که در معادلات مکانیک سیالات با Q نمایش می دهد m3/s متر مکعب در ثانیه و یا m3/h متر مکعب بر ساعت می باشد.
- هد جریان سیال در واقع حداکثر ارتفاعی است که الکتروپمپ قابلیت انتقال سیال به آن ارتفاع را دارد و از مهمترین مشخصات مکانیکی پمپ ها محسوب شده تحت تاثیر طراحی ایمپلر دریایی می باشد. هد جریان سیال با H نمایش داده شده و بر حسب متر در سیستم بین المملی و بر حسب فوت در سیستم آمریکایی سنجیده می شود.
- توان پمپ هیدرولیک در واقع یک مشخصه عددی می باشد که میزان کار انجام شده توسط پمپ های دریایی را در واحد زمان نمایش می دهد.
اما همانگونه که گفته شد طراحی ایمپلر دریایی بر هد و دبی جریان سیال تاثیر می گذارد. در واقع دبی جریان سیال بیش از هر چیز یکی از ارتفاع ایمپلر دریایی و دیگری از سرعت گردش شافت متصل به ایمپلر تاثیر می پذیرد. هد خروجی اما علاوه بر ارتفاع به تعداد پره ها نیز بستگی دارد. هر چه تعداد پره های ایمپلر دریایی پمپ آب شور بالا رود هد خروجی نیز افزایش پیدا می کند. این امر به سبب اختلاف زمانی کوچکتری است که پره ها در تماس با جریان ورودی و خروجی سیال با آن سرو کار دارند. به بیان روشن تر قابلیت پس زدن سیال از ارتفاع با بالا رفتن تعداد پره های ایمپلر کاهش می یابد.
تعداد پره های ایمپلر علاوه بر هد و دبی بر کیفیت جریان نیز تاثیر می گذارد. هر چه تعداد پره ها بالاتر رود جریانی آرام تر با Turbulence یا اغتشاش کمتر و ضربه کمتری در جریان سیال روبرو خواهیم بود. بازرگانی تهران ایمپلر آماده ارائه مشاوره خرید انواع ایمپلر های دریایی قایق های موتوری در ایران می باشد.
قطر بیرونی پره های پروانه الکتروموتور و تاثیر توان از تعداد پره های ایمپلر
 مشخصات مکانیکی ایمپلر الکتروموتور در دو بخش یعنی مشخصات ترکیبات و مقاومت های شیمیایی و مشخصات مکانیکی قابل بحث هستند. در سفارش و خرید پروانه الکتروموتور بیشتر مشخصات مکانیکی یعنی سایز و ابعاد ایمپلر و تعداد پره ها بعنوان فاکتور های قابل رویت و اندازه گیری مد نظر قرار گرفته می شوند و باقی مشخصات مرتبط با ترکیبات و مقاومت شیمیایی ایمپلر تنها با تست آنالیز قابل دسترسی هستند. هر چند که انعطاف پره ها و تراکم و چقرمگی بخش پلیمری پروانه الکتروموتور نیز تا اندازه ای قابل تست می باشد. مشخصات ابعادی ایمپلر الکتروموتور شامل قطر بیرونی که از بیرون پره ها اندازه گیری می شود، قطر جان یا پایه پروانه که از نقطه پای چره ها بصورت یک مغزی دایره ای سنجیده می شود و در نهایت تعداد پره ها که تاثیر بسیاری در نحوه عملکرد و گشتاور و توان خروجی ایمپلر خواهند داشت می باشد. برای کسب اطلاعات بیشتر و دریافت مشاوره فنی در امر خرید انواع پروانه های الکتروموتور می توانید با گروه مهندسین تهران ایمپلر تماس حاصل نمایید.
مشخصات مکانیکی ایمپلر الکتروموتور در دو بخش یعنی مشخصات ترکیبات و مقاومت های شیمیایی و مشخصات مکانیکی قابل بحث هستند. در سفارش و خرید پروانه الکتروموتور بیشتر مشخصات مکانیکی یعنی سایز و ابعاد ایمپلر و تعداد پره ها بعنوان فاکتور های قابل رویت و اندازه گیری مد نظر قرار گرفته می شوند و باقی مشخصات مرتبط با ترکیبات و مقاومت شیمیایی ایمپلر تنها با تست آنالیز قابل دسترسی هستند. هر چند که انعطاف پره ها و تراکم و چقرمگی بخش پلیمری پروانه الکتروموتور نیز تا اندازه ای قابل تست می باشد. مشخصات ابعادی ایمپلر الکتروموتور شامل قطر بیرونی که از بیرون پره ها اندازه گیری می شود، قطر جان یا پایه پروانه که از نقطه پای چره ها بصورت یک مغزی دایره ای سنجیده می شود و در نهایت تعداد پره ها که تاثیر بسیاری در نحوه عملکرد و گشتاور و توان خروجی ایمپلر خواهند داشت می باشد. برای کسب اطلاعات بیشتر و دریافت مشاوره فنی در امر خرید انواع پروانه های الکتروموتور می توانید با گروه مهندسین تهران ایمپلر تماس حاصل نمایید. مزایای استفاده از فیلتر فیلیتگارد بر روی موتور های دیزلی
برند کامینز Cummins مزایای بکارگیری فیلتر فیلیتگارد را در سه بخش کلی یکی تمرکز بر تخصص این برند بر تولید موتور های دیزل، دو بر تطابق فیلتر فیلیتگارد Fleetguard با شرایط کاری موتور و سوم بر پشتیبانی و خدمات پس از فروش این شرکت استوار نموده است. در بخش اول فیلتر کامینز تعامل و تبادل اطلاعات دینامیک بین بخش های مختلف تولید را که در واقع تکیه بر تغییرات فیلتر فیلیتگارد بر حسب نیاز موتور های دیزلی با توجه به تعامل اطلاعات این دو بخش از یک برند از مهمترین دلایل و مزایای کاربری فیلتر فیلیتگارد می داند. داشتن مشتریان در سطح بین المللی که بیش از 100 عدد از آنها OEM و تولید کنندگان بزرگ ماشین آلات صنعتی دیزلی هستند و حتی فراتر از آن دریافت مستمر فید بک از هزاران پخش کننده و صدها هزار کاربر با ماشین آلات صنعتی مختلف فیلتر فیلیتگارد Fleetguard را بعنوان بخش OE موتور های دیزل ماشین آلات صنعتی تبدیل نموده است.در بخش دوم فیلتر کامینز اشاره به این نکته قوت خود دارد که فیلتر فیلیتگارد تنها تولید کننده جهانی فیلتر آلات صنعتی است که بعنوان بخشی از یک شرکت تولید کننده موتور دیزل فعالیت می کند که درکی کامل از نیاز های واقعی این موتور ها در شرایط سخت کاری، محیطی و آب و هوایی دارد. دیگر برند های فیلتر مانند دویتس که برای موتور های دیزل دویتس تولید می شوند در واقع توسط خود برند تولید کننده موتور دیزل تولید نمی شوند و بعنوان مثال فیلتر دویتس توسط برند مان برای این شرکت تولید می شود. فیلتر کامینز ادعا دارد که بهبود کیفیت تولید فیلتر فیلیتگارد حاصل صد ها هزار ساعت تست مستمر این فیلتر ها با میلیون ها کیلومتر تست حرکتی بر روی کد ها و ظرفیت های مختلف موتور دیزلی این شرکت در شرایط مختلف عملکرد حاصل شده است که فیلتر فیلیتگارد Fleetguard را برای عملکرد بر روی هر نوع موتور با هر مشخصاتی و در هر شرایطی آماده می کند.
قابلیت دسترسی جهانی به فیلتر فیلیتگارد با انتخاب مراکز بزرگ پخش بصورت استراتژیک که دارای 5 مرکز فنی مهندسی بزرگ که دو عدد در آمریکا، یک عدد در شهر Quimper فرانسه، یک عدد در شهر Pune هند و یک عدد در شهر ووهان چین قرار گرفته است، 13 کارخانه تولیدی و 33000 مرکز پخش فیلتر آلات فیلیت یا فیلیتگارد از مهمترین دستاورد های جهانی این برند جهانی در عرصه پخش محصولات به شمار می روند.
فیلتر روغن موتور فیلیتگارد Fleetguard lube filter
فیلتر روغن موتور فیلیتگارد شرکت کامینز در دو نوع مختلف و یک سنسور قابل دسته بندی می باشد. فیلتر روغن پیچی مدل Spin-on که استاندارد های تولید آن حتی از استاندارد های ایده آل OE برند های تولید کننده ماشین آلات صنعتی نیز بالاتر می باشد. در زمینه تولید فیلتر آلات روغن موتور فیلتر فیلیتگارد Fleetguard دارای پتنت های ثبت جهانی مانند نو آوری در تولید نازل های ویژه برای این محصولات است. قابلیت جذب بسیار ایده آل با استفاده از استاندارد های ثبت شده Nanonet و Stratapore که قابلیت جذب آلاینده های موتور های دیزل را به حداکثر می رساند اولین قدم در افزایش توان و طول عمر اجزای موتور محسوب می شود.فیلتر روغن موتور فیلیتگارد برای بیل مکانیکی هیوندا
بیل مکانیکی هیوندا HYUNDAI محصول کشور کره و یکی از پر سرعت ترین نوع ماشین آلات راهسازی و معدنی می باشد. بر روی موتور های دیزلی بیل هیندا که با گازوئیل کار می کنند از انواع فیلتر های گازوئیل، فیلتر سپراتور و فیلتر های روغن استفاده می شود. فیلتر روغن موتور فیلیتگارد از نوع پیچی Spin-on که در ارتفاعات مختلف بر حسب حجم موتور که متناسب با آن میزان روغن در گردش به منظور خنک کاری نیز در این موتور ها بالا می رود مشخص ادامه مطلب ...

فیلتر روغن سانتریفیوژ Centrifugal lube filter فیلیتگارد با مشخصات دقیق روزافزون موتورهای کم آلاینده امروزی طراحی شده است و با حذف دوده از روغن به عملکرد بهتر موتور و به پایین آمدن درصد آلاینده های خروجی از اگزوز کمک می کنند. در فیلتر روغن فیلیتگارد این امر با بکارگیری تکنولوژی SpiraTec pat که فیلتر فیلیت را بعنوان یکی از پیشگامان تولید این نوع فیلتر آلات دیزلی تبدیل می کند. مانا فیلتر وارد کننده فیلتر های موتور های دیزل با برند های مختلف و کد های مختلف فیلتر فیلیتگارد Fleetguard در ایران بصورت اصلی می باشد.
فیلتر گازوئیل فیلیت و سپراتور آبگیر فیلیتگارد Fleetguard
موتور های دیزل ماشین آلات صنعتی از سوخت گازوئیل برای احتراق و انبساط موتور که نیروی محرکه و گشتاور لازم برای حرکت میل لنگ ها را فراهم می کند استفاده می کنند. فیلتر گازوئیل فیلیتگارد Fleetguard که توسط یکی از معتبرترین تولید کنندگان موتور دیزلی کامینز در دنیا تولید می شود بر حسب بیشترین نیاز های موتور دیزل در حذف آلاینده های سوخت گازوئیل طراحی و تولید می شود. ساختار فیلتر گازوئیل شبیه به فیلتر روغن و اغلب بصورت خطی متشکل از قوطی و مدیا یا کارتریج فیلتر گازوئیل طراحی تولید می شود. تکنولوژی برند کامینز در تولید فیلتر گازوئیل فیلیتگارد با استفاده از ترکیبات ویژه و تکنولوژی های به ثبت رسیده که تراکم بافت کارتریج فیلتر را به تدریج از بیرون به داخل بیشتر می کند تا با بسته شدن حفره های بیرونی در بالاترین قطر خارجی از ادامه فعالیت فیلتر گازوئیل فیلیتگارد جلوگیری به عمل نیاورد از دستاورد های این برند صنعتی می باشد.فیلتر سپراتور فیلیتگارد برای موتور های دیزلی
موتور های دیزلی در واقع موتور هایی هستند که از سوخت گازوئیل استفاده می کنند. موتور های دیزلی در برند های مختلف از جمله دویتس، کومنز و پرکینز بر روی انواع ماشین آلات صنعتی، راهسازی و کشاورزی اتصال پیدای می کنند. فیلتر سپراتور فیلیتگارد در واقع یک فیلتر تفکیک کننده آلاینده ها در دو فاز جامد و مایع می باشد. در واقع مزیت فیلتر فیلیتگارد از نوع سپراتور به فیلتر های سنتی گازوئیل قابلیت آنها در جذب آلاینده ادامه مطلب ...

فیلتر هیدرولیک فیلیتگارد لودر هیوندا
اجزای سیستم های هیدرولیکی انواع لودر و دیگر ماشین آلات سنگین راهسازی و معدنی قطعاتی با قیمت بالا هستند. انواع شیر های هیدرولیکف پمپ های هیدرولیک و آکومولاتور ها از جمله قطعاتی هستند که در صورت عدم استفاده از فیلتر هیدرولیک با کیفیت بالا به سرعت دچار آسیب، سایش و رسوب خواهند شد و نه تنها آسیب دیده بلکه راندمان کاری آنها نیز کاهش قابل توجهی خواهد داشت. فیلتر هیدرولیک فیلیتگارد fleetguard تولید کشور آمریکا و ادامه مطلب ...

نمونه های مدرن تر فیلتر فیلیت که بر روی موتور های دیزلی مدرن تر اتصال پیدا می کند از نوع فیلتر سپراتور آبگیر فیلیتگارد Fleetguard می باشد که قابلیت ویژه ای در جذب آلاینده ها در فازهای مایع که با درصد بالایی از نوع مولکول ها و قطرات ریز پرانده آب می باشد مورد استفاده قرار می گیرد. فیلتر سپراتور آبگیر گازوئیل فیلیتگارد مجهر به یک شیر تخلیه بوده و به بهبود فرایند احتراق با بالا بردن کیفیت سوخت ورودی از انژکتور ها به محفظه سیلندر کمک شایانی می کند. کد های فیلتر گازوئیل فیلیتگارد بصورت FF مخفف Fuel filter و کد های فیلتر سپراتور فیلیتگارد بصورت FS مخفف Filter separator و با قیمت بالاتری در بازار عرضه می شوند. بازرگانی مانا فیلتر عرضه کننده فیلتر های اصلی موتور های دیزل با برند فیلیتگارد در ایران می باشد.
متغیر ها در عملکرد فیلتر سپراتور کمپرسور و اجزای داخلی آن
 آماده سازی مناسب هوا به طور قابل توجهی فرایند و قابلیت اطمینان تولید ماشین آلات را افزایش می دهد. ذرات ، آب و روغن های موجود در هوای فشرده عمر مفید و عملکرد اجزا و سیستم ها را کاهش می دهد. آلاینده های موجود در هوا بهره وری انرژی را مختل می کنند.
یک فوت مکعب هوای فشرده می تواند حاوی میلیون ها ذرات خاک ، مقدار قابل توجهی آب و روغن - و حتی فلزات سنگین مانند سرب ، کادمیوم و جیوه باشد. اگر آلاینده های موجود در هوا فیلتر نشده باشند ، عملکرد بدون مشکل اجزای سیستم ، مانند سوپاپ ها و سیلندرها ، در طولانی مدت تضمین نمی شود. هوای فشرده با کیفیت پایین در صورت عدم کاربری فیلتر سپراتور کمپرسور می تواند دریچه های کنترل را آلوده کرده و باعث خوردگی و سایش زودرس سیل ها شود. در نتیجه ، آماده سازی هوای فشرده مناسب برای کاهش خرابی دستگاه و کاهش هزینه های نگهداری و انرژی ضروری است. سه متغیر برای آماده سازی هوا وجود دارد: خلوص هوای فشرده ، مقدار هوای فشرده (جریان) و فشار هوای فشرده. بسته به الزامات سیستم ، هماهنگی این سه متغیر کیفیت هوای فشرده بالا را تضمین می کند و مبنایی برای انتخاب اجزای واحد سرویس مناسب است. خلوص مورد نیاز هوای فشرده عملکرد و کارایی سیستم های پنوماتیک را افزایش می دهد و می تواند مطابقت با مشخصات قانونی در صنایعی مانند فرآوری مواد غذایی را تضمین کند. مقدار جریان تا حد زیادی توسط مقاطع جریان و ابعاد طراحی دستگاه تعیین می شود. به طور کلی و با توجه به طراحی یکسان ، اجزای بزرگتر دارای نرخ جریان بالاتری هستند. فشار عملکرد بهینه ، کارایی را افزایش می دهد ، سایش را به حداقل می رساند و مصرف برق را کاهش می دهد. به منظور هماهنگی خلوص هوای فشرده ، مقدار و فشار هوای فشرده برای مشخصات یک سیستم ، باید کلیه اجزا و بالاخص در مورد کمپرسور ها که با هوای فشرده سر و کار دارند فیلتر سپراتور کمپرسور صحیح انتخاب شوند. به عنوان مثال ، این شامل شیرهای روشن/خاموش ، شیرهای افزایش فشار ، تنظیم کننده های فشار ، جداکننده های آب ، فیلترها و واحدهای خشک کن است.
آماده سازی مناسب هوا به طور قابل توجهی فرایند و قابلیت اطمینان تولید ماشین آلات را افزایش می دهد. ذرات ، آب و روغن های موجود در هوای فشرده عمر مفید و عملکرد اجزا و سیستم ها را کاهش می دهد. آلاینده های موجود در هوا بهره وری انرژی را مختل می کنند.
یک فوت مکعب هوای فشرده می تواند حاوی میلیون ها ذرات خاک ، مقدار قابل توجهی آب و روغن - و حتی فلزات سنگین مانند سرب ، کادمیوم و جیوه باشد. اگر آلاینده های موجود در هوا فیلتر نشده باشند ، عملکرد بدون مشکل اجزای سیستم ، مانند سوپاپ ها و سیلندرها ، در طولانی مدت تضمین نمی شود. هوای فشرده با کیفیت پایین در صورت عدم کاربری فیلتر سپراتور کمپرسور می تواند دریچه های کنترل را آلوده کرده و باعث خوردگی و سایش زودرس سیل ها شود. در نتیجه ، آماده سازی هوای فشرده مناسب برای کاهش خرابی دستگاه و کاهش هزینه های نگهداری و انرژی ضروری است. سه متغیر برای آماده سازی هوا وجود دارد: خلوص هوای فشرده ، مقدار هوای فشرده (جریان) و فشار هوای فشرده. بسته به الزامات سیستم ، هماهنگی این سه متغیر کیفیت هوای فشرده بالا را تضمین می کند و مبنایی برای انتخاب اجزای واحد سرویس مناسب است. خلوص مورد نیاز هوای فشرده عملکرد و کارایی سیستم های پنوماتیک را افزایش می دهد و می تواند مطابقت با مشخصات قانونی در صنایعی مانند فرآوری مواد غذایی را تضمین کند. مقدار جریان تا حد زیادی توسط مقاطع جریان و ابعاد طراحی دستگاه تعیین می شود. به طور کلی و با توجه به طراحی یکسان ، اجزای بزرگتر دارای نرخ جریان بالاتری هستند. فشار عملکرد بهینه ، کارایی را افزایش می دهد ، سایش را به حداقل می رساند و مصرف برق را کاهش می دهد. به منظور هماهنگی خلوص هوای فشرده ، مقدار و فشار هوای فشرده برای مشخصات یک سیستم ، باید کلیه اجزا و بالاخص در مورد کمپرسور ها که با هوای فشرده سر و کار دارند فیلتر سپراتور کمپرسور صحیح انتخاب شوند. به عنوان مثال ، این شامل شیرهای روشن/خاموش ، شیرهای افزایش فشار ، تنظیم کننده های فشار ، جداکننده های آب ، فیلترها و واحدهای خشک کن است.
فیلتر سپراتور کمپرسور ترکان محصول ایران
یکی از ایده آل ترین کیفیت ها در میان فیلتر های سپراتور کمپرسور در مقایسه با بسیاری از برند های متفرقه فیلتر سپراتور کمپرسور ترکان محصول داخلی و تولید شده در ایران می باشد. استفاده از کارتریج هایی با طول عمر بالا و قابلیت جذب مناسب از مهمترین فاکتور های کیفی این سری از فیلتر های صنعتی می باشد. فیلتر سپراتور کمپرسور ترکان بر روی انواع کمپرسور های اسکرو برقی و دیزلی قابل نصب بوده و قابلیت جذب روغن در خروجی ادامه مطلب ...

فیلتر سپراتور کمپرسور فیلیتگارد Fleetguard آمریکا
فیلیتگارد-کومنز طراحی ، توسعه و تولید طیف متنوعی از فیلترهای مورد نیاز برای کمپرسور اسکرو شامل انواع فیلتر سپراتور و فیلتر هوای ورودی را طبق استاندارد های ASTM آمریکا انجام داده است. فیلتر سپراتور کمپرسور فیلیتگارد کومنز شامل کارتریج های جداکننده روغن هوا ، جدا کننده روغن از نوع spin-on ، فیلترهای خطی مجموعه مسکن از 60m³/h تا 2760m³/h است. فیلیتگارد - کومنز از طیف وسیعی از مواد فایبر گلاس استفاده می کند که باعث ج ادامه مطلب ...

نسل جدید فیلتر های روغن از هوای کمپرسور
ماشین آلات پنوماتیکی که با هوای فشرده عمل می کنند نیاز به هوایی پاک و بدون ذرات و قطرات معلق روغن حتی در حد میکرونی دارند. از همین رو است که نیاز به یک سیستم و مکانیزم فیلتراسیون پیشرفته برای جداسازی قطرات روغن و آب از هوای فشرده دارید. البته قابلیت و تکنولوژی تولید فیلتر سپراتور کمپرسور در دستیابس به هوایی پاک با کیفیت بالا نقشی موثر دارد. اگر به دنبال فیلتر هایی قابل اتکا، مقرون به صرفه و با سرعت بالا در اتصال هستید نسل جدید فیلتر های کمپرسور با برند اطلس کوپکو Atlas Copco پاسخگوی نیاز سیستم های پنوماتیک و کمپرسور شما هستند.
روش فیلتراسیون پیشرفته بکار رفته در تولید این سری از فیلتر های کمپرسور متفاوت با سری های نسل قدیم بوده و قابلیت جداسازی و حذف انواع آلاینده ها در چند مرحله با بکارگیری مدیاهای چند لایه را پدید می آورد. یک لایه پوششی بیرونی Wrapped filter element در بیرونی ترین لایه از فیلتر سپراتور کمپرسور های نسل جدید قرار گرفته که جاذب ذرات و قطرات خیس (قطرات میکرونی آب) می باشد. در یک لایه پایین تر از یک لایه فیلتر مدیا بصورت چین خورده Pleated Element برای جذب آلاینده های فاز جامد و در لایه داخلی مدیا از یک سازه کربنی که به روش ماکرو سازه فعال شده است Macro-structure activated carbon استفاده شده است که جاذب و حذف کننده بخار روغن از هوای فشرده خروجی کمپرسور می باشد.
این نسل از فیلتر های کمپرسور حتی دارای فیلتر های گردشی Spining filter می باشد که به جذب و حذف بهتر قطرات آب از جریان هوای فشرده کمک می کند. تمامی این مراحل بدین معناست که شما با بکارگیری نسل جدید فیلتر های روغن از هوای کمپرسور می توانید کیفیت هوای خروجی را به حداکثر رسانید. البته قابلیت های فوق العاده نسل جدید فیلتر های سپراتور کمپرسور اطلس کپکو تنها به سبب مدیای تولید شده با بخش های مختلف نبوده و استفاده از یک InPass یا یک طراحی دریچه های ورودی که یک انقلاب فوق العاده در طراحی ساختمان فیلتر های کمپرسور را به همراه دارد.
در کاربری های فیلتر کمپرسور تا بحال 3 عدد شیر خارجی Bypass تنها روش برای سرویس دهی به فیلتر های کمپرسور محسوب می شد، که بدون ایجاد مزاحمت برای جریان هوا مورد استفاده قرار می گرفت. بدون این Bypass های گران قیمت، برای تعویض فیلتر کمپرسور شما نیاز به استوپ کردن جریان هوا و کمپرسور بصورت کامل داشتید که این پروسه خود ضرر های مالی از نظر زمانی را به دنبال داشت. این در حالی است که طراحی InPass در نسل جدید فیلتر کمپرسور اجازه عبور هوای فشرده خروجی از کمپرسور را بدون عبور از مدیا و فیلتر فراهم کرده و نیازی به توقف پروسه تولید و یا به برنامه ریزی زمانی برای تعویض فیلتر روغن از هوای کمپرسور ندارد. در واقع این نوع طراحی منحصر به فرد فیلتر سپراتور کمپرسور کم هزینه ترین و سریع ترین نوع طراحی تا این زمان می باشد.
InPass طراحی شده برای نسل جدید فیلتر های سپراتور کمپرسور قابلیت گردش 90 درجه را فراهم می کند که با گردش خود عبور مستقیم جریان بدون برخورد با مدیا و یا عبور از داخل محفظه مدیا فیلتر کمپرسور را سبب می شود. علاوه بر بای پس بکار رفته استفاده از یک تعلیق کننده پیچی در کف که قابلیت جداسازی و تعویض کارتریج فیلتر را فراهم می کند نیز از دیگر تجهیزات این سری از فیلتر های کمپرسور محسوب می شود. علاوه بر تجهیزات نام برده شده نسل جدید فیلتر های سپراتور اطلس کپکپ Atlas Copco برای کمپرسور ها مجهز به یک اسکرین کوچک با سادگی بسیار بالا در خواندن توسط اپراتور ها و تکنسین ها عرضه می گردد که مدت زمان بکارگیری فیلتر کمپرسور، اختلاف فشار ورودی و خروجی و شرایط حفظ و نگهداری را نشان می دهد. این مانیتور مجهز به یک چراغ قرمز می باشد که عدم عملکرد صحیح فیلتر کمپرسور را نشان می دهد.
فیلتر سپراتور روغن کمپرسور MANN-HUMMEL
برند MANN-HUMMEL آلمان یکی از شناخته شده ترین برند های تولید کننده فیلتر های صنعتی محسوب می شود که به تولید فیلتر سپراتور روغن از هوای کمپرسور هم از نوع پیچی spin-on و هم از نوع کارتریجی و همچنین فیلتر سپراتور روغن وکیوم های صنعتی می پردازد. فیلتر سپراتور های روغن از هوا از MANN+HUMMEL با جداسازی موثر روغن در کمپرسورها و پمپ های خلاء بر بهبود کیفیت هوای خروجی از این ماشین های صنعتی تاثیر می گذارد. در فرآیند فشرده سازی ادامه مطلب ...

فیلتر سپراتور کمپرسور دونالدسون DONALDSON آمریکا
برند دونالدسون آمریکا از پیشتازان تولید انواع فیلتر سپراتور برای کمپرسور های هوا با قابلیت جذب بسیار بالا، افت فشار هوای خروجی بسیار اندک، قابلیت حفظ عملکرد در دما و فشار بالا می باشد. طراحی این فیلتر روغن از هوای کمپرسور با بکارگیری مدیاهای مدل Synteq و از سری TM مخصوص برند DONALDSON صورت می پذیرد که سطح مقطع بالاتری از تماس با هوای فشرده خروجی و به دنبال آن کاهش فشر کمتر و راندمان بالاتر کمپرسور را به همراه خ ادامه مطلب ...
تعویض، حفظ و نگهداری فیلتر های کمپرسور
برای حفظ عملکرد کارآمد فیلترها ، کارتریج فیلتر سپراتور کمپرسور باید به صورت دوره ای تعویض شوند. اینکه هر چند وقت یکبار باید این کار انجام شود بستگی به متغیرهایی مانند کیفیت هوای تغذیه و ساعت کار دستگاه دارد. به عنوان یک رویکرد ، می توانید برنامه نگهداری پیشگیرانه ای را که هر 6 ماه یکبار کارتریج فیلتر سپراتور کمپرسور را تعویض می کند ، تعیین و تنظیم کنید.
یک روش مطمئن تر ، استفاده از سنسورهای فشار افتراقی است که افت فشار بین منبع تغذیه و فشار خروجی فیلتر را اندازه گیری می کنند. افت فشار زمانی نشان می دهد که فیلتر مسدود شده است. اینها می توانند سنسورهای الکتریکی باشند که سیگنالی را به PLC ارسال می کنند ، که می تواند به اپراتور هشدار دهد ، یا می توانند نشانگرهای بصری در خود واحد فیلتر سپراتور کمپرسور باشند. به عنوان مثال ، هنگامی که عنصر فیلتر تمیز است ، نشانگر ممکن است یک رنگ سبز نشان دهد و هنگامی که عنصر فیلتر مسدود شده و نیاز به تعویض دارد ، یک رنگ قرمز نشان دهد.
فیلر سپراتور کمپرسور ویکس WIX
برند WIX ویکس آمریکا تولید کننده انواع فیلتر های سپراتور کمپرسور دارای مدیاهایی از جنس میکروگلس Microglass می باشد که قابلیت های منحصر به فرد در جداسازی قطرات روغن معلق در هوای خروجی از اسکرو کمپرسور های هوا می باشد. معروف ترین کد های فیلتر سپراتور کمپرسور ویکس کد های P98B359 و P08B912که اولی دارای مدیا به ارتفاع 543 میلیمتر و ارتفاع دومی 430 میلیمتر است. دبی جریان خروجی از فیلتر سپراتور کمپرسور میکس WIX با شماره فنی P98B ادامه مطلب ...

فیلتر سپراتور کمپرسور بالدوین BALDWIN آمریکا
بکارگیری فیلتر سپراتور کمپرسور بالدوین BALDWIN بر روی بسیاری از انواع مختلف کمپرسور بصورت قطعه اصلی OE صورت می پذیرد که برخی از این برند ها شامل Atlas Copco GA30 III, GA30 IV, GA37 III, GA37 IV, GA45 III Compressors می باشد. دو شماره فنی متفاوت از فیلتر سپراتور کمپرسور بالدوین یعنی کد های OAS98007 و OAS98007 که کد دوم بر روی کمپرسور های Woodgate «یز اتصال پیدا می کند دارای کاربری های گسترده ای در جداسازی روغن از هوای خروجی از کمپرسور دارند. فیلتر کمپ ادامه مطلب ...

فاکتور های کیفی فیلتر کمپرسور
فاکتور های کیفی تعریف شده برای فیلتر های کمپرسور را می توان هم از نظر کیفیت تولید، برایند کاری و و هم از نظر کیفیت هوای خروجی از فیلتر کمپرسور که طبق استاندارد ISO 8573-1:2010 تعریف می شود مورد بررسی قرار داد. یکی از فاکتور های کیفی بسیار مهم برای خریداران و مصرف کنندگان فیلتر سپراتور طول عمر مفید فیلتر در اتصال بر روی کمپرسور می باشد که گفته می شود مدت زمان کاری مفید بیش از 2500 ساعت برای عملکرد مفید این سری از فیلتر آلات صنعتی نشان از کیفیت بالای آنها دارد. قابلیت جذب قطرات ریز روغن معلق در هوای فشارده خروجی از کمپرسور ه بصورت مستقیم تعیین کننده کیفیت هوا بوده و بر حسسب PPM مشخص می شود نیز از دیگر فاکتور های کیفی محسوب می شود که عدد 4-5PPM اغلب عددی معقول برای این سری از فیلتر ها و پایین تر بودن این عدد نشان از کیفیت بالاتر فیلتر سپراتور کمپرسور دارد. یکی دیگر از مشخصات بسیار مهم کیفی این سری از فیلتر ها جلوگیری از افت فشار قبل و بعد از عبور هوا از فیلتر سپراتور روغن از هوای کمپرسور است که این یک چالش بزرگ برای تولید کنندگان است چرا که این فاکتور اغلب با فاکتور حداکثر سایز روغن بصورت معکوس عمل می کند و برای کاهش افت فشار می بایست بافت های درشت تری از سلولز و پلی استر را در ساختار فیلتر کمپرسور استفاده نمود و بافت بزرگتر به معنای اجزای عبور ذرات در سایز های بزرگتر خواهد بود. افت فشار در محدوده 0.03 الی 0.04 مگاپاسکال برای اغلب برند های تولید کننده فیلتر سپراتور کمپرسور تعریف شده است که میزان معقولی می باشد.
برخی فاکتور های ظاهری که مربوط به متریال در اجزا و اتصالات می شود مانند ترکیبات شیمیایی و آلیاژی بخش های فلزی فیلتر کمپرسور ها و یا نوع و کیفیت پیچ های اتصالی اجزا نیز از دیگر فاکتور های کیفی این سری از فیلتر آلات صنعتی محسوب می شوند.
نحوه عملکرد فیلتر سپراتور روغن از هوای کمپرسور
بیشتر روغن مخلوط با هوای خروجی پمپ اسکرو در کمپرسور توسط نیروی گریز از مرکز جدا می شود. مخلوط هوا و روغن با زاویه وارد مخزن جداکننده می شود، بنابراین بیشتر روغن به بیرون رانده می شود و به داخل ظرف روغن می ریزد. معمولاً یک صفحه اسپلش تعبیه شده است که از برخورد مستقیم مخلوط هوا و روغن به فیلتر سپراتور کمپرسور جلوگیری می کند، 85 درصد روغن از این طریق جدا می شود. 15 درصد باقیمانده هوای فشرده به صورت قطرات کوچک و غبار وجود دارد. همانطور که این هوای فشرده روغنی از فیلتر سپراتور کمپرسور جریان می یابد، قطرات کوچک با هم ترکیب می شوند و قطرات بزرگی را تشکیل می دهند تا زمانی که سقوط کنند و در انتهای فیلتر جمع شوند، سپس این روغن مکیده شده و توسط خط کشنده خارج می شود. این مکانیزم هر چند ساده است اما طراحی ساختمان فیلتر سپراتور و قابلیت های فشاری و حرارتی که دارد هم در راندمان کاری و حذف حداکثر میزان آلاینده ها از هوای خروجی و هم بر روی طول عمر کاری فیلتر تاثیر مستقیمی دارد.
در حین فشرده سازی روغن برای روانکاری، آب بندی و جذب گرمای فشرده سازی تزریق می شود، سپس آنچه از عنصر کمپرسور خارج می شود مخلوطی از هوای فشرده و روغن است. جداکننده روغن روغن را از هوا جدا می کند زیرا روغن باید در داخل کمپرسور بماند تا روغن کاری شود در حالی که هوای فشرده نیاز به کمپرسور بدون روغن دارد. به منظور تعویض فیلتر سپراتور کمپرسور استفاده از فیلتر هایی با دبی یا حجم جریان سیال در واحد زمان برابر با نیاز های کمپرسور امری بسیار مهم می باشد. استفاده از فیلتر آلاتی با دبی جریان محدودتر نه تنها فشار هوای خروجی از کمپرسور را محدود می کند بلکه به موتور کمپرسور نیز فشار وارد می آورد. علاوه بر این اطمینان حاصل کنید که از واشرهای ارائه شده استفاده کنید، زیرا این واشرها حاوی یک هادی ذهنی هستند، این امر از ایجاد الکتریسیته ساکن در جداکننده جلوگیری می کند، که می تواند باعث ایجاد جرقه شود، که همچنین می تواند منجر به انفجار مخزن جداکننده شود.
مواردی که به منظور اطمینان از زمان تعویض فیلتر سپراتور کمپرسور چک می شوند.
در صورتیکه هوای پر فشار خروجی از کمپرسور دارای ذرات معلق روغن هستند تنها یکی از دلایل می تواند اشباع فیلتر سپراتور کمپرسور و نیاز به تعویض آن باشد و دلایل متعدد دیگری نیز می توانند در این امر موثر باشند. در زیر یک لیست از مواردی را که پیش از تعویض فیلتر سپراتور می بایست بررسی کنید مشخص می کنیم.
- در صورتیکه میزان غیر معمولی از قطرات روغن در هوای خروجی از کمپرسور وجود دارند اغلب ایراد از خط لوله و مخزن پاکسازی scavenge line می باشد و ایراد از فیلتر روغن از هوا نمی باشد.
- اگر سطح روغن در پایه المنت بالاتر از پنج سانتیمتر باشد، این نشان میدهد که جداکننده شروع به اشباع شدن کرده است، به این معنی که محیط فیلتر سپراتور کمپرسور در حال پر شدن از روغن است و زمان تعویض آن فرا رسیده است.
- در صورتیکه فیلتر سپراتور روغن از هوا سنگین شده است به رنگ تیره در آمده و به شکل اشباع از پایین به بالا رسیده است زمان تعویض فیلتر فرا رسیده است.
- این تنها زمانی قابل اندازه گیری است که کمپرسور در حال بارگذاری است، فشار دیفرانسیل را می توان بررسی کرد و نباید از 0.2 تا 0.3 بار تحت بار باشد.
لازم به ذکر است بررسی تمامی موارد بالا پس از جدا سازی فیلتر روغن از هوای سپراتور قابل بازرسی هستند. تعویض به هنگام و یا حتی برای داشتن هوایی با مرغوبیت بالاتر تعویض زود هنگام فیلتر سپراتور کمپرسور از هدر رفتن روغن که خود به کاهش هزینه های کاربری می انجامد نیز کمک می کند. کاهش بوی هوای فشرده خروجی و کمک به محیط کارگاهی نیز از دیگر مزایای این عملکرد محسوب می شوند.
تنسایل کششی و مفهوم فیلر جوش استیل سری های L
 یکی از مهمترین مشخصه های مکانیکی قابل بحث در اتصالات جوش آرگون با فیلر جوش استیل تنسایل مقاومت کششی نهایی این اتصال می باشد. گرید های مختلف استنلس استیل با تغییر درصد کمی از فلز های آلیاژی روبرو هستند و در اغلب موارد تنسایل مقاومت کششی برابری دارند که بسته به نوع کاربری می تواند تغییرات بسیار زیادی داشته باشد. بعنوان مثال استیل بکار گرفته شده در تولید پیچ و مهره ها با تنسایل 700 مگاپاسکال و استیل بکار گرفته شده در تولید سیم بکسل استیل که دارای کاربری کششی است تنسایلی برابر با 1570 نیوتن بر میلیمتر مربع دارد. در مورد جوش آرگون با فیلر جوش استیل تقریبا تمامی گرید های فیلر با تنسایل برابری مورد استفاده قرار می گیرند و تفاوت عمده این گرید ها نه در تنسایل بلکه یکی در مقاومت محیطی در برابر زنگ زدگی و دیگری در تطابق پذیری آن با اتصال سطوح پایه جوشکاری می باشد.
یکی از مهمترین مشخصه های مکانیکی قابل بحث در اتصالات جوش آرگون با فیلر جوش استیل تنسایل مقاومت کششی نهایی این اتصال می باشد. گرید های مختلف استنلس استیل با تغییر درصد کمی از فلز های آلیاژی روبرو هستند و در اغلب موارد تنسایل مقاومت کششی برابری دارند که بسته به نوع کاربری می تواند تغییرات بسیار زیادی داشته باشد. بعنوان مثال استیل بکار گرفته شده در تولید پیچ و مهره ها با تنسایل 700 مگاپاسکال و استیل بکار گرفته شده در تولید سیم بکسل استیل که دارای کاربری کششی است تنسایلی برابر با 1570 نیوتن بر میلیمتر مربع دارد. در مورد جوش آرگون با فیلر جوش استیل تقریبا تمامی گرید های فیلر با تنسایل برابری مورد استفاده قرار می گیرند و تفاوت عمده این گرید ها نه در تنسایل بلکه یکی در مقاومت محیطی در برابر زنگ زدگی و دیگری در تطابق پذیری آن با اتصال سطوح پایه جوشکاری می باشد.در اغلب فیلر های جوش استیل سری های L مورد استفاده قرار می گیرند. مفهوم L در واقع اشاره به مقاومت محیطی اتصال در دماهای کاری بسیار پایین می باشد. در اغلب موارد اتصالاتی که از فیلر جوش استیل سری L استفاده می کنند قابلیت اتصال خود را پس از جوشکاری در محیط های فوق سرد در مواردی تا -64 درجه سانتی گراد نیز حفظ می کنند. با توجه به اینکه با تشدید سرما فلزات به سمت ترد شدن میل می کنند استفاده از سطوح استیل و فیلر جوش استیل سری های L در مواردی که نتیجه کار و محصولات نهایی در محیط های فوق سرد مانند سردخانه های صنعتی و یا اتصالات مورد استفاده در محیط های قطبی استفاده می شود به طول عمر اتصال کمک شایانی می کند. جهت کسب اطلاعات بیشتر پیرامون جوشکاری آرگون با فیلر جوشکاری استنلس استیل می توانید با گروه فنی جوش و برش آریا تماس حاصل نمایید.
فیلر جوش استیل گرید 316L
ترکیبات شیمیایی فیلر جوش استیل گرید 316L شامل 18.5% کروم و 12.5% نیکل می باشد که درترکبات خود از 1.8% منگنز، 2.5% مولیبدنیوم و 0.35% سیلیسیوم استفاده شده است. این فیلر جوشکاری دارای درصد های اندکی از عناصر نافلزی مانند گوگرد، فسفر و کرین بوده و الباقی محتویات در ترکیبات شیمیایی را فلز نرم آهن Fe تشکیل می دهد و از این ادامه مطلب ...
فیلر جوشکاری استیل گرید 308L
ترکیبات شیمیایی آلیاژی فیلر جوش استیل گرید 308L دارای 20% عنصر فلزی کروم Cr و 10% عنصر فلزی نیکل Ni می باشد که همراه با درصد کمی از عناصر فلزی دیگر مانند 1.7% منگنز Mn مورد استفاده قرار می گیرد. البته درصد های اندکی از عناصر نافلزی که مهمترین آنها کربن و سیلیسیوم هستند نیز در ترکیبات این آلیاژ از فلز آهن Fe که به تولید فیلر جوش استیل سری 308 L می انجامد اضافه شده اند. فیلر جوش استیل 308L برای جوشکاری TIG (GTAW) در فولاد ضد زنگ 304 ، 304 ادامه مطلب ...
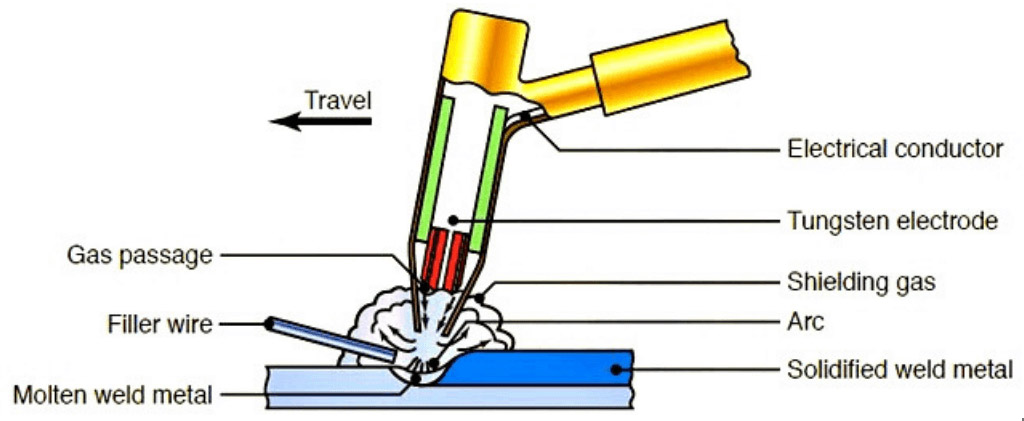
قابلیت جوشکاری آلیاژ های مسی با فیلر جوش مس به روش آرگون
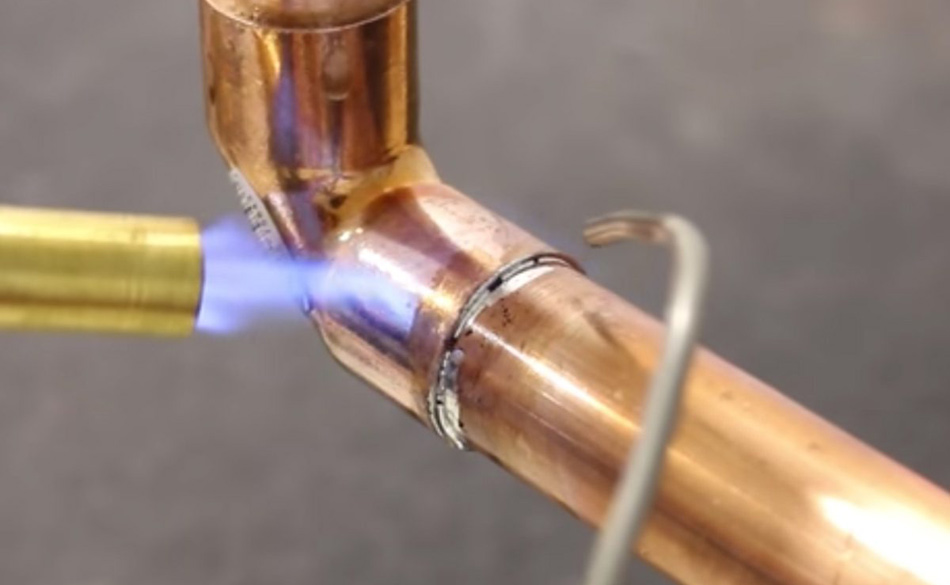 فرآیندهای جوشکاری مانند جوشکاری قوس فلزی گاز آرگون ('GMAW') و جوشکاری قوس تنگستن گاز آرگون ('GTAW') معمولاً برای جوشکاری مس و آلیاژهای آن استفاده می شود ، زیرا ورودی گرمای موضعی بالا هنگام جوشکاری استفاده از فیلر جوش مس با رسانایی حرارتی بالا مهم است. ممکن است از جوشکاری قوس فلزی دستی ('MMAW') از مس و آلیاژهای مس (روش لحیم کاری) استفاده شود ، اگرچه کیفیت آن به همان خوبی نیست که در فرایندهای جوشکاری با گاز محافظ آرگون با فیلر جوش به دست آمده است. قابلیت جوش پذیری مس در بین نمرات خالص مس (a) ، (b) و (c) متفاوت است. میزان بالای اکسیژن در مس سخت می تواند منجر به تلخ شدن در ناحیه تحت تأثیر گرما و تخلخل فلز جوش شود. مس بدون اکسید فسفر قابل جوشکاری بیشتر است ، با استفاده از سیم های پرکننده حاوی اکسید کننده ها (Al ، Mn ، Si ، P و Ti) از تخلخل جلوگیری می شود. بخشهای نازک را می توان بدون پیش گرم کردن با اعمال حرارت به فیلر جوش مس جوش داد ، اگرچه قسمتهای ضخیم تر نیاز به پیش گرم کردن تا 60 درجه سانتی گراد دارند. بر خلاف مس ، آلیاژهای مس به ندرت قبل از جوشکاری نیاز به پیش گرم شدن دارند. قابلیت جوش پذیری در بین آلیاژهای مختلف مس به میزان قابل توجهی متفاوت است و باید مراقبت شود تا از روش صحیح جوشکاری برای هر آلیاژ خاص برای کاهش خطرات نقص جوشکاری اطمینان حاصل شود.مقایسه لحیم کاری مس و جوشکاری مس با فیلر
فرآیندهای جوشکاری مانند جوشکاری قوس فلزی گاز آرگون ('GMAW') و جوشکاری قوس تنگستن گاز آرگون ('GTAW') معمولاً برای جوشکاری مس و آلیاژهای آن استفاده می شود ، زیرا ورودی گرمای موضعی بالا هنگام جوشکاری استفاده از فیلر جوش مس با رسانایی حرارتی بالا مهم است. ممکن است از جوشکاری قوس فلزی دستی ('MMAW') از مس و آلیاژهای مس (روش لحیم کاری) استفاده شود ، اگرچه کیفیت آن به همان خوبی نیست که در فرایندهای جوشکاری با گاز محافظ آرگون با فیلر جوش به دست آمده است. قابلیت جوش پذیری مس در بین نمرات خالص مس (a) ، (b) و (c) متفاوت است. میزان بالای اکسیژن در مس سخت می تواند منجر به تلخ شدن در ناحیه تحت تأثیر گرما و تخلخل فلز جوش شود. مس بدون اکسید فسفر قابل جوشکاری بیشتر است ، با استفاده از سیم های پرکننده حاوی اکسید کننده ها (Al ، Mn ، Si ، P و Ti) از تخلخل جلوگیری می شود. بخشهای نازک را می توان بدون پیش گرم کردن با اعمال حرارت به فیلر جوش مس جوش داد ، اگرچه قسمتهای ضخیم تر نیاز به پیش گرم کردن تا 60 درجه سانتی گراد دارند. بر خلاف مس ، آلیاژهای مس به ندرت قبل از جوشکاری نیاز به پیش گرم شدن دارند. قابلیت جوش پذیری در بین آلیاژهای مختلف مس به میزان قابل توجهی متفاوت است و باید مراقبت شود تا از روش صحیح جوشکاری برای هر آلیاژ خاص برای کاهش خطرات نقص جوشکاری اطمینان حاصل شود.مقایسه لحیم کاری مس و جوشکاری مس با فیلرجوشکاری مقاطع مس ضخیم به دلیل هدایت سریع حرارت از محل اتصال به فلز پایه اطراف نیاز به گرم شدن زیاد پیش از جوشکاری حرارتی با فیلر جوش مس دارد. اکثر آلیاژهای مس ، حتی در مقاطع ضخیم ، نیازی به پیش گرمایش ندارند زیرا انتشار حرارتی بسیار کمتر از مس است. برای انتخاب پیش گرمایش مناسب برای یک کاربرد معین ، باید به فرایند جوشکاری ، آلیاژ جوش داده شده ، ضخامت فلز پایه، مشخصات مکانیکی و شیمیایی فیلر جوش مس و تا حدودی جرم کلی جوشکاری توجه شود. آلومینیوم برنز و آلیاژهای نیکل مس نباید از قبل گرم شوند. مطلوب است که حرارت را تا آنجا که ممکن است محدود کنید تا از ورود بیش از حد مواد به محدوده دمایی که باعث از بین رفتن شکل پذیری می شود ، جلوگیری شود. همچنین اطمینان از حفظ دمای پیش گرم تا زمان اتمام جوشکاری محل اتصال بسیار مهم است.
فیلر جوش مس سری C1
این سری از فیلر جوش مس که در سایز های 1.6mm , 2.4 mm , 3.2 mm عرضه می شود دارای دارای قابلیت روان شدن بسیار بالایی بوده که در جوشکاری قطعات مسی دارای درز های عمیق کاربرد گسترده ای دارد. این گرید از فیلر جوش مس سری C1 علاوه بر درصدی از نقره حاوی عناصر اکسید کننده ضروری است - جوشکاری بدون تخلخل و اجزای اکسید مس ایجاد می کند و در صنایع کشتی سازی، نیروگاهی و صنایع غذایی کاربرد گسترده ای دارد. این گرید از فیلر جوش مس طبق ادامه مطلب ...

فیلر جوشکاری مس سری C11
در ترکیبات شیمیایی فیلر جوش مس سری C11 از 7% عنصر فلزی قلع استفاد شده است که کاربری این فیلر ها برای جوشکاری قطعات فسفر برنز را بسیار بالا می برد. از این فیلر جوش مس بصورت خاص در مواردی استفاده می شود که همرنگی قسمت جوش خورده با قطعات پایه از اهمیت بسیار بالایی برخوردار است. در صنایع سبک از این گرید از فیلر جوش مس در اتصال قطعات همسان با قابلیت جوشپذیری با مس نیز استفاده می شود. این فیلر جوشکاری در سایز های 1. ادامه مطلب ...

ویژگی های فیلر جوش اکسیژن زدایی شده مس De-Oxidised
فیلر جوشکاری مس از نوع ERCu که اغلب به فیلر های بدون اکسیژن یا اکسیژن زدایی شده نیز شناخته می شوند اغلب در سایز 1.6 میلیمتر مورد استفاده قرار گرفته و در جوشکاری آنها از آرگون خالص با خلوص 100% بعنوان گاز محافظ TIG استفاده می شود. این سری از فیلر های جوشکاری برای ایجاد اتصال قطعات مس با قابلیت چکش خواری بالا، هدایت الکتریکی بالا و چسبندگی بالای اتصال تولید شده اند و قابلیت استفاده برای جوشکاری قطعات مسی ریخته گری شده را نیز دارند و همچنین ممکن است برای جوشکاری فولاد گالوانیزه و مس دی اکسید شده به فولاد ملایم که نیازی به اتصالات با مقاومت بالا نیست مورد استفاده قرار گیرد. فیلر جوش مس مس De-Oxidised filler اغلب با بکارگیری برق از نوع جریان DC جوش داده می شود و در ترکیبات شیمیایی خود از 98% مس که گاهی درصد اندکی از فلز ارزشمند نقره را نیز در ترکیبات خود دارد، 1% قلع، حداکثر 0.15% فسفر، 0.5% منگنز% 0.5% سیلیسیوم و درصد بسیار اندکی سرب و الومینیوم استفاده می کند. فیلر جوش مس اکسیژه زدایی شده دارای تنسایل مقاومت کششی برابر با 200 مگاپاسکال و تنش خستگی 55 مگاپاسکال بوده و تحت تنش کششی دارای خزش برابر با 29% است. تولید این فیلر طبق استاندارد ISO 24373 صورت پذیرفته است.
شش فاکتور اصلی در انتخاب فیلر جوش آلومینیوم
 در کل شش فاکتور اصلی در انتخاب مناسبت ترین نوع فیلر جوش در جوشکاری قطعات آلومینیومی می توان بر شمرد که عبارتند از کیفیت جوش کاری یا جوشکاری بدون ترک های سطحی، مقاومت جوشکاری، خاصیت چکش خواری اتصال پس از جوش با فیلر جوش آلومینیوم به روش جوش آرگون، مقاومت محیطی در برابر زنگ زدگی و خوردگی، قابلیت های حرارتی قطعات و اتصال جوش آلومینیوم در دمای بالاتر از 66 درجه سانتی گراد و در نهایت همرنگی اتصال جوش فیلر جوش آلومینیوم با قطعات آلومینیوم.
در کل شش فاکتور اصلی در انتخاب مناسبت ترین نوع فیلر جوش در جوشکاری قطعات آلومینیومی می توان بر شمرد که عبارتند از کیفیت جوش کاری یا جوشکاری بدون ترک های سطحی، مقاومت جوشکاری، خاصیت چکش خواری اتصال پس از جوش با فیلر جوش آلومینیوم به روش جوش آرگون، مقاومت محیطی در برابر زنگ زدگی و خوردگی، قابلیت های حرارتی قطعات و اتصال جوش آلومینیوم در دمای بالاتر از 66 درجه سانتی گراد و در نهایت همرنگی اتصال جوش فیلر جوش آلومینیوم با قطعات آلومینیوم.اولین استاندارد برای انتخاب صحیح فیلر جوش آلومینیوم ، سهولت جوشکاری یا عدم ترک خوردگی است. همانگونه که در بالا نیز گفته شد آلیاژ های آلومینیوم که فاقد عملیات سخت کاری حرارتی هستند نسبت به مواد گرمایی حساسیت کمتری نسبت به ترک خوردگی در جوشکاری آرگون با فیلر جوش آلومینیوم دارند و فرایند جوشکاری آسان تر خواهد بود. در آلیاژهای آلومینیوم دارای عملیات حرارتی ، جایی که معمولاً فیلر جوش و آلیاژ پایه باید متفاوت باشند ، انتخاب فیلر یا تیگراد آلومینیوم صحیح مستلزم توجه دقیق است. دو آزمایش برای تعیین سازگاری فیلر جوش آلومینیوم با آلیاژ پایه قابل عملیات حرارتی استفاده شده است. اولین آزمایش ساده جوشکاری فیله پیوسته است. اگر ترک خوردگی نشان ندهد ، می توانید به آزمایش جوش ناپیوسته حساس تر ادامه دهید. آزمایشات و تجربه عملی نتایج زیر را در مورد جوش پذیری آلیاژهای آلومینیوم تأیید می کند: آلیاژهای سری 1000 خلوص بالا و آلیاژ 3003 به راحتی با آلیاژهای فیلر جوش 1100 یا 4043 جوش داده می شوند. در صورت تمایل می توان آلیاژهای با خلوص بالا را با فیلر جوش آلیاژ پایه جوش داد. آلیاژهای دارای 1 تا 2.5 درصد منیزیم ، مانند 3004 و 5052 ، هنگام استفاده از فیلر جوش آلومینیوم آلیاژ پایه به ترک خوردگی بسیار حساس هستند. آلیاژهای با 3.5 درصد منیزیم و بیشتر حساسیت کمی نسبت به ترک خوردگی جوش دارند. استفاده از فیلر جوش 5٪ حاوی منیزیم ، مانند 5356 ، برای جوشکاری 5052 می تواند درصد منیزیم بالاتری را در فلز جوش رقیق شده ایجاد کرده و حساسیت به ترک خوردگی جوش را کاهش دهد. هرچه آلیاژ منیزیم آلومینیوم منیزیم بیشتری داشته باشد ، احتمال ترک خوردن آن کمتر است. بنابراین ، فیلر جوش های با محتوای بالای منیزیم 5356 ، 5183 و 5556 معمولاً برای جوشکاری آلیاژهای پایه منیزیم آلومینیوم فرفورژه و ریخته گری استفاده می شود.
آلیاژهای سری 6000 ، که قابل درمان با حرارت هستند ، همگی دارای قابلیت جوشکاری نسبی یکسانی هستند. اگر با فیلر جوش آلومینیوم آلیاژ پایه جوش داده شود ، همه آلیاژهای سری 6000 به ترک خوردگی جوش بسیار حساس هستند. این آلیاژها نباید بدون افزودن پرکننده های آلیاژی متفاوت ، ذوب شوند مگر اینکه بتوان فشار فشاری را به جوش وارد کرد. یک بار فشاری که با بستن دو مسیر بشکه در یک تراش اعمال می شود ، می تواند برای غلبه بر تنش های انقباضی انجماد جوشکاری مورد استفاده قرار گیرد تا جوشکاری بدون افزودن پرکننده امکان پذیر شود. آلیاژهای سری 6000 را می توان با پرکننده های سری 5000 منیزیم بالا ، یا آلیاژهای فیلر جوش آلومینیوم سری 4000 سیلیکون بالا جوش داد. فیلر جوش آلومینیوم 4145 ، یک آلیاژ غیر استاندارد ، که آلیاژ مس سیلیکون آلومینیوم با کمترین نقطه ذوب در بین تمام آلیاژهای پرکننده آلومینیوم است ، هنگام استفاده با آلیاژهای پایه 2014 و 2036 ، و همچنین با سری 300 آلومینیوم ، کمترین ترک خوردگی جوش را تولید می کند. آلیاژهای ریخته گری مس سیلیکون. آلیاژهای آلومینیوم روی بدون مس ، مانند 7005 ، در برابر ترک خوردگی جوش بهتر مقاومت می کنند و عملکرد بهتری نسبت به آلیاژهای آلومینیوم روی با مس ، مانند 7075 ، ارائه می دهند. افزودن مس باعث کاهش نقطه ذوب و افزایش دامنه ذوب می شود تا حساسیت به ترک خوردگی داغ-کوتاه. آلیاژ 7075 برای جوشکاری قوس مناسب نیست.
استحکام جوش آلومینیوم به روش جوشکاری آرگون
 استاندارد دوم برای انتخاب صحیح آلیاژ فیلر جوش استحکام است. ما می دانیم که گرمای جوشکاری آلیاژهای آلومینیوم را در ناحیه تحت تأثیر حرارت مجاور جوش نرم می کند. بنابراین ، در اکثر روش های جوشکاری ، ناحیه تحت تأثیر حرارت آلیاژ پایه استحکام اتصال را تعیین می کند. اغلب بسیاری از آلیاژ های فیلر جوش آلومینیوم می توانند این استحکام مورد نیاز را برآورده کنند. از طرف دیگر ، استحکام جوش بستگی به ترکیب آلیاژ فیلر جوش و اندازه فیله دارد. آلیاژهای فیلر جوش حاوی منیزیم بالا بیشترین مقاومت برشی را برای جوشهای فیله تولید می کنند ، در حالی که فیلر جوش آلومینیومی خالص 1100 کمترین مقاومت برشی را ارائه می دهد.
استاندارد دوم برای انتخاب صحیح آلیاژ فیلر جوش استحکام است. ما می دانیم که گرمای جوشکاری آلیاژهای آلومینیوم را در ناحیه تحت تأثیر حرارت مجاور جوش نرم می کند. بنابراین ، در اکثر روش های جوشکاری ، ناحیه تحت تأثیر حرارت آلیاژ پایه استحکام اتصال را تعیین می کند. اغلب بسیاری از آلیاژ های فیلر جوش آلومینیوم می توانند این استحکام مورد نیاز را برآورده کنند. از طرف دیگر ، استحکام جوش بستگی به ترکیب آلیاژ فیلر جوش و اندازه فیله دارد. آلیاژهای فیلر جوش حاوی منیزیم بالا بیشترین مقاومت برشی را برای جوشهای فیله تولید می کنند ، در حالی که فیلر جوش آلومینیومی خالص 1100 کمترین مقاومت برشی را ارائه می دهد.
از آنجا که چندین فیلر جوش آلومینیوم مقاومت جوش عرضی را برای ترکیب آلیاژ پایه ایجاد می کنند ، مقایسه استحکام مقاومت مورد استفاده در راهنمای انتخاب فیلر جوش بر اساس مقاومت برشی ایجاد شده است. اگر فیلر جوش مقاومت کششی جوش باسن مورد نیاز را ایجاد نکند ، درجه بندی نمی شود.
از آنجا که مقادیر مقاومت برشی طولی کمتر از برش عرضی است ، از مقادیر طولی برای تعیین حداقل مجاز استفاده می شود. بیایید نگاهی بیندازیم که انتخاب فیلر جوش آلومینیوم به چه معناست. اگر در جوشکاری آلیاژ 6061 5000 پوند بر اینچ مقاومت برشی مورد نیاز است ، می توان از فیلر جوش های 4043 یا 5556 استفاده کرد. اندازه فیله 1/4 اینچی تنها با 5556 کافی است ، در حالی که اندازه فیله 7/16 اینچی با 4043 مورد نیاز است.
فیلر جوش آلومینیوم با آلیاژ سیلیکون سری TAL 4047
در ترکیب شیمیایی فیلر جوش آلومینیوم با آلیاژ سیلیکون سری TAL 4047 از 88% آلومینیوم که با 12% سیلیسیوم ترکیب شده است استفاده شده و این فیلر در جوشکاری بدون سربازه قطعات آلومینیومی استفاده می شود. تنسایل این فیلر جوش آلومینیوم برابر با 170 نیوتن بر میلیمتر مربع N/mm2 بوده و دارای تنش خستگی 80 مگاپاسکال است. میزان خزش تحت تنش های کششی برای این فیلر آلومینیوم برابر با 5% بوده و در سایز های 2.00x1000 میلیمتر، 2.40x1000 میلیمتر ادامه مطلب ...

فیلر جوش آلومینیوم به روش TIG گرید ER4043
در ترکیبات شیمیاییی این گرید از فیلر جوش آلومینیوم از 4.5-6% سیلیسیوم، 0.8% آهن، 0.3% مس، 0.05% منگنز و از درصد های بسیار پایینی از عناصر منیزیم، روی و قلع و باقی مانده آلومینیوم تشکیل شده است. فیلر جوش آلومینیوم به روش TIG گرید ER4043 در قطر های 1/16 اینچ، 3/32 اینچ و 1/8 اینچ و در طول 36 اینچ به بازار عرضه می شود و اغلب در یک سمت در قسمت انهایی دارای یک پرس بصورت تخت می باشد. ادامه مطلب ...

آلیاژهای غیر حرارتی و حرارتی آلومینیوم به روش جوشکاری واکنش متفاوتی نشان می دهند. همانطور که می دانید ، وقتی از مشعل یا حرارت قوس بر روی آلومینیوم استفاده می کنید ، یک منطقه تحت تأثیر حرارت ایجاد می کنید ، یک منطقه کوچک در دو طرف جوش که فلز در آن استحکام خود را از دست می دهد. در یک آلیاژ فاقد عملیات حرارتی ، سخت یا H-temper که در اصل توسط نورد سرد تولید می شد ، با حرارت فرآیند جوشکاری به حالت آنیل یا 0 درجه تغییر می کند. این آلیاژها با حرارت تا 650 درجه -700 درجه فارنهایت پخت می شوند و زمان در دما بی اهمیت است ، بنابراین قسمت مجاور جوش که تا دمای پخت گرم می شود کاملاً نرم می شود. چندین ساعت در دمای پخت مورد نیاز است تا آلیاژهای دارای عملیات حرارتی سخت کاری آلومینیوم با حرارت کاملاً نرم شوند. هنگام جوشکاری یک آلیاژ آلومینیوم دارای عملیات حرارتی به روش آرگون با بکارگیری فیلر جوش آلومینیوم ، منطقه تحت تأثیر حرارت فقط تا حدی آنیل می شود. درجه اثر پخت هم در این آلیاژها بستگی به زمان و هم دما دارد. هرچه روش جوشکاری و دفع گرما از قطعات سریعتر باشد ، اثر حرارت کمتر و استحکام جوشکاری بالاتر است. جوشکاری خودکار در یک دستگاه ثابت می تواند سرعت حرکت سریع و سرد شدن سریع را با بستن برای ایجاد مقاومت جوشکاری شده بالا در آلیاژهای دارای عملیات حرارتی فراهم کند. در هر دو حالت ، عرض ناحیه تحت تأثیر گرما بستگی به فرایند جوشکاری مورد استفاده ، سرعت جوشکاری و نوع نصب یا پشتیبان برای دفع گرما دارد.
مقایسه کیفی جوشکاری به روش آرگون با روش قوص الکتریکی
 فیلر جوش آهن OK 12.64
فیلر جوش آهن OK 12.64
همانگونه که در بالا نیز بیان شد مشخصات مکانیکی فلز آهن و ترکیبات آلیاژی آن که در راس آنها فولاد و سپس چدن با کاربری گسترده در صنایع به سبب فراونی و سطح قابل قبولی از مقاومت کششی تنسایل و سختی دارد روش های جوشکاری متعددی نیز برای این ترکیبات شیمیایی فلزی وجود دارد که جوشکاری به روش آرگون و بکارگیری فیلر جوش آهن و روش قوص الکتریک تنها دو مورد از این روش ها محسوب می شوند. در مقایسه قابلیت های این دو روش باید گفت که عملا روش جوشکاری با فیلر برای آهن عملا روشی با بکارگیری ابزار آلات با پیچیدگی کمتر با سرعت کمتر و کیفیت پایینتر محسوب می شود چرا که روش قوص الکتریک بر خلاف آرگون با بکارگیری اینورتر ها در دمای بالاتر و سرعت ذوب کنندگی بالاتر آهن و یا ترکیبات آلیاژی که در مغزی الکترود ها قرار می گیرد صورت می پذیرد. دمای بالاتر خاصیت روان شدن بالاتر برای فلز پر کننده یا فیلر را نیز به همراه داشته که عمق نفوذ را نیز بالاتر می برد و از این رو در مقایسه با جوشکاری به روش آرگون با بکارگیری فیلر های جوش آهن روش قوص الکتریک با بکارگیری الکترود پیوستگی بالاتری را نیز برای اتصال آهن به همراه خواهد داشت. انتخاب میان روش های مختلف جوشکاری بر حسب سرعت جوشکاری، هزینه و ابزار آلات موجود صورت می پذیرد. جهت کسب اطلاعات بیشتر از انواع و سایز های فیلر جوش آهن و فلزات دیگر با گروه صنعتی جوش و برش آریا تماس خاصل نمایید.
فیلر جوش آهن OK 12.60مشخصات فیلر جوش آهن گرید E60XX
دو یا سه عدد اول در کد های معرف فیلر جوش آهن که در اینجا عدد 60 می باشد بیانگر تنسایل مقاومت کششی این فیلر می باشد که در واقع 60000 psi معادل 414 مگاپاسکال است. فیلر E60XX یکی از پر مصرف ترین نوع فیلر ها در جوش آهن نرم Mild steel به روش جوشکاری تیگ TIG با گاز آرگون می باشد که یکی از دقیق ترین فرایند های جوشکاری با قابلیت نفوذ و پر کنندگی بالا برای قطعاتی است که سطوح نا هم رس دارند. از آنجا که در فرآیند جوشکاری TIG از الکترود ت ادامه مطلب ...

فیلر جوشکاری آهن نرم گرید E70XX
گرید E70XX از فیلر جوش آهن که برای جوشکاری تنگستن آهن نرم مورد استفاده قرار می گیرد دارای تنسایل مقاومت کششی برابر با 70 ksi معادل 484 مگاپاسکال می باشد که دارای قابلیت جکش خواری و شکل پذیری و هدایت الکتریکی است. فیلر جوش آهن گرید E70XX علاوه بر فیلر جوشکاری به شکل الکترود نیز برای اتصال قطعات آهنی مورد استفاده قرار می گیرد. فولاد نرم معمولاً اولین فلزی است که جوشکار جدید به دلیل سهولت در جوشکاری روی آن تمرین می ادامه مطلب ...

جوشکاری TIG چگونه بر روی آهن نرم انجام می گیرد
وقتی در حال جوشکاری TIG با آهن نرم یا هر فلز دیگری هستید ، باید سه چیز داشته باشید. این سه چیز عبارتند از حرارت ، محافظ و فیلر جوشکاری یا تیگراد. شما اولین مورد ، دما را دریافت می کنید که به دلیل عبور الکتریسیته از الکترود تنگستن ایجاد می شود و قوس را برای شما ایجاد می کند تا روی پروژه خود کار کنید. مورد دوم ، محافظ ، به این معنی است که شما نیاز به یک بطری فشرده گاز دارید که وارد ناحیه جوش می شود و باید آن گاز ر ادامه مطلب ...

گرید های مختلف فیلر جوش آهن
انتخاب گرید های مختلف فیلر جوش آهن طبیعتا بستگی به ترکیبات آلیایژی آهن که به آن فولاد کم کربن و یا در زبان انگلیسی Mild steel گفته می شود دارد. فولادهای کم کربن یا آهن (ملایم) شامل فولادهای با کربن تا 30/0 درصد است (شکل 7-7). در بیشتر فولادهای کم کربن ، کربن بین 0.10 تا 0.25 درصد ، منگنز از 0.25 تا 0.50 درصد ، فسفر حداکثر 0.40 درصد و گوگرد حداکثر 0.50 درصد متغیر است. آهن های این محدوده بیشترین کاربرد را در ساخت و ساخت صنعتی دارند. این آهن های کم کربن هنگام جوشکاری سخت نمی شوند و بنابراین نیازی به پیش گرم کردن یا گرم شدن ندارند مگر در موارد خاص ، مانند مواردی که قرار است قسمت های سنگین جوش داده شوند. به طور کلی هنگام جوشکاری فولادهای کم کربن هیچ مشکلی پیش نمی آید. جوش های فولادی کم کربن مناسب ساخته شده از نظر استحکام برابر یا بیشتر از فلز پایه خواهد بود. فولادهای کم کربن نرم ، شکل پذیر هستند ، می توان آنها را در زمان گرم یا سرد نورد ، مشت ، برش و کار کرد. آنها می توانند ماشینکاری شوند و به راحتی جوش داده می شوند. فولاد ریخته گری دارای سطحی خشن و خاکستری تیره است به جز مواردی که ماشینکاری شده است. فولاد نورد خطوط سطحی خوبی دارد که در یک جهت حرکت می کنند. فولاد فرفورژه معمولاً با شکل ، علائم چکش یا باله های آن قابل تشخیص است. رنگ شکست خاکستری کریستالی روشن است و در آزمایش جرقه جرقه هایی با رگه های بلند و زرد نارنجی ایجاد می شود که تمایل به ترکیدن جرقه های سفید و چنگال دار دارند. فولاد هنگام ذوب شدن جرقه می زند و تقریباً فوراً سفت می شود. آهن را می توان به راحتی با هر یک از فرآیندهای جوشکاری قوس الکتریک با فیلر جوش آهن و یا با بکارگیری الکترود جوش داد. در زیر به گرید های مختلف فیلر جوش آهن در جوشکاری TIG با گاز محافظ آرگون می پردازیم.
- A15 این گرید از فیلر جوش آهن از نوع دی اکسید شده یا اکسیژن زدایی شده و دارای روکش یا آبکاری سطحی مس می باشد و در جوشکاری اغلب انواع آهن یا فولاد کم کربن کم آلیاژ مورد استفاده قرار می گیرد.
- A17 یک گرید عمومی در جوشکاری فولاد کم کربن یا آهن محسوب می شود.
- A18 فیلر جوش آهن ساده بدون با آبکاری مس با کاربری عمومی
- A31 این گرید از فیلر جوش آهن دارای 0.5% عنصر فلزی مولیبدنیوم در ساختار می باشد که برای جوشکاری هایی در دماهای پایین مناسب است.
- A32 این گرید از فیلر جوش آهن دارای 1% عنصر کروم و 0.5% مولیبدنیوم می باشد که میزان خزش فلز پس از فرایند جوشکاری را به حداقل می رساند.
- A33 وجود 2.5% عنصر فلزی کروم و 1% مولیبدنیوم در ترکیبات شیمیایی این فیلر جوش آهن را برای جوشکاری قطعات آهنی که تحت دما و فشار بالا مورد استفاده قرار می گیرند مناسب می کند.
- No 79 این گرید از فیلر جوش آهن مس نیکل ، مناسب برای استفاده در فولاد آلیاژی و بدون آلیاژ ، آلیاژهای CuZn مقاوم در برابر آب دریا و چدن. مناسب برای استفاده در مواردی که تنش بالا و مقاومت در برابر خوردگی مورد نیاز است.
عمومی ترین گرید فیلر جوش آهن و نوع جریان الکتریکی
در حالی که در جوشکاری آلومینیوم با فیلر جوش آلومینیوم ترجیح به استفاده از جریان برق متناوب AC »ی باشد جوشکاری قطعات آهنی به روش TIG بهتر است با بکارگیری جریان برق DC انجام گیرد. این پروسه که دمایی بین 1300 الی 1500 درجه سانتی گراد را به همراه خواهد داشت (دمای ذوب آهن خالص حدود 1539 درجه سانتی گراد است) با نزدیک کردن قطعات فلزی پایه آهن و فیلر جوشکاری زمینه را برای انجام فرایند جوش ماندگار با چسبندگی بالای قطعات و قابلیت چکش خواری فراهم می کند.
فیلر جوش آهن سری ER70S
فیلر TIG با روکش مس ER70S-2 برای جوشکاری Tig در تمام انواع فولاد کربنی ، فولادهای مختلف کروم مولی ، مصارف خانگی و فولاد سازه ای طراحی شده است. این فیلر جوش آهن برای جوشکاری صفحات نازک ، گالوانیزه یا الکترو گالوانیزه مناسب است و به دلیل افزودن تیتانیوم و زیرکونیوم ، پاشش بسیار محدودی ایجاد می کند. اگرچه بین S2 ، S4 و S6 تفاوت های حاشیه ای وجود دارد ، اما این فیلر جوش آهن مناسب شرایط جوشکاری تمیزتر است. فیلر های با ادامه مطلب ...

فیلر جوش آهن با گرید ER70S6 با دارا بودن درصد بالایی از منگنز و سیلیسیوم عمومی ترین و مناسب ترین نوع فیلر در جوشکاری قطعات آهنی با سطوح آلوده به روغن، زنگ زدگی و کثیف محسوب می شود. به طور کلی ، فولادهای کم کربن قابلیت جوش پذیری بسیار خوبی را ارائه می دهند و فقدان عناصر آلیاژی اضافی در فولادهای ملایم یا آهن نیز آنها را به گزینه ای مقرون به صرفه برای بسیاری از کاربردهای جوشکاری تبدیل می کند. فیلر های جوش آهن معمولاً طوری طراحی شده اند که از مواد اولیه بهتر استفاده کرده و دارای استحکام کششی و تسلیم بیشتری باشند.
استفاده از الکترود فولادی بجای الکترود چدن
چدن را می توان با الکترود فولادی پوشش داده شده بجای الکترود چدن جوش داد ، اما این روش فقط باید به عنوان یک اقدام اضطراری مورد استفاده قرار گیرد. هنگام استفاده از الکترود فولادی ، انقباض فلز جوش فولاد ، کربن جمع شده از چدن توسط فلز جوش و سختی فلز جوش ناشی از سرد شدن سریع باید در نظر گرفته شود. وقتی فولاد از حالت مذاب به حالت جامد تبدیل می شود ، فولاد بیشتر از چدن جمع می شود و این امر سبب می شود در صورتیکه فرایند جوشکاری با رعایت ملاحظات بالا صورت نگرفته باشد بر پیکر جوش ترک و جدا شدگی هایی شکل گیرد. . هنگامی که از الکترود فولادی استفاده می شود ، این انقباض ناهموار باعث ایجاد فشار در محل اتصال پس از جوشکاری می شود. هنگامی که مقدار زیادی فلز پرکننده روی مفصل اعمال می شود ، چدن ممکن است درست در پشت خط همجوشی ترک خورده مگر اینکه اقدامات پیشگیرانه انجام شود. برای غلبه بر این مشکلات ، اتصال آماده شده باید با قرار دادن فلز جوش در دانه های رشته کوتاه ، به طول 0.75 تا 1.0 اینچ (19.0 تا 25.4 میلی متر) جوش داده شود. اینها به صورت متناوب و در برخی موارد با روش پشت سر هم و پرش انجام می شوند.انتخاب روش مناسب برای جوشکاری چدنبرای جلوگیری از لکه های سخت ، قوس باید در V زده شود و نه بر روی سطح فلز پایه. هر طول کوتاهی از فلز جوشکاری که روی مفصل اعمال می شود باید در حالی که داغ است با یک چکش به آرامی کنده شود و اجازه داده شود قبل از استفاده از فلز جوش اضافی سرد شود. عمل لایه برداری در زمان مناسب سبب می شود فلز زمان کافی برای سرد شدن را داشته باشد و از ایجاد تنش های حرارتی و سرمایش یکباره در نقطه جوش چدن جلوگیری به عمل آید. الکترودهای مورد استفاده از جنس فولادی که بجای الکترود چدن مورد استفاده قرار می گیرند باید 1/8 اینچ (3.2 میلی متر) قطر داشته باشند تا از حرارت زیاد جوشکاری جلوگیری شود. جوشکاری باید با قطبیت معکوس انجام شود. قبل از افزودن فلز اضافی ، هر رسوب فلز جوش باید کاملاً تمیز شود.
الکترود چدن با مغزی نیکل سری ENI 400
این سری از الکترود چدن که برای جوشکاری چدن خاکستری ایده آل است دارای 98% نیکل در مغزی می باشد که با 1% آهن، 0.5% کربن و سیلیسیوم و منگنز هر یک به میزان 0.25% ترکیب شده. ابن سری از الکترود چدن در ابعاد میلیمتری 2.50x300 , 3.25x300 , 4.00x400 موجود بوده و می بایست در محیط هایی با رطوبت کمتر از 50% و دمای بالای 20 درجه سانتی گراد نگهداری شود. فلاکس و روکش الکترود چدن با مغزی نیکل سری ENI 400 در دمای 150 درجه سانتی گراد و به مدت 1 ساعت خشک ش ادامه مطلب ...

الکترود چدن با مغزی مس-نیکل سری ENI 406
این الکترود که در جوشکاری چدن بکار می رود دارای 64% نیکل و 30% مس در مغزی بوده که در ترکیب شیمیایی خود از 3.5% آهن، 0.5% تیتانیوم و همچنین سیلیسیوم و کربن هر یک به میزان 0.5% استفاده می کند. این الکترود چدن در سایز میلیمتری 2.50x300 با جریام 50 الی 70 امپر، در سایز 3.25x300 با جریان 90 الی 110 آمپر، در سایز 4.00x400 با جریان 110 الی 140 آمپر و در سایز 5.00x400 با جریان 140 الی 200 آمپر جوشکاری می شود. الکترود چدن با مغزی مس-نیکل سری ENI 406 دارای س ادامه مطلب ...

الکترود چدن سری با مغزی آهن-نیکل سری ENI 416
الکترود چدن با مغزی ترکیبی آهن-نیکل که دارای 44.5% آهن Fe در ساختار شیمیایی خود است که با 52% نیکل همراه با درصد های پایینی از عناصر فلزی و نافلزی دیگر مانند 0.8% آلومینیوم، 1.6% سیلیسیوم، 0.65% منگنز و 0.45% کربن مخلوط شده است. این سری از الکترود چدن سری با مغزی آهن-نیکل سری ENI 416 در جوشکاری در سایز 2.50x300 نیاز به آمپراژ جریان 50 الی 80 آمپر، در سایز 3.25x300 نیاز به جریان 80 الی 110 آمپر و در سایز 4.00x400 نیاز به 110 الی 140 آمپر جریان ادامه مطلب ...

الکترود چدن سری 77 بدون ترک
77 یک الکترود جوشکاری چدن درجه یک است که جوش های قابل ماشینکاری را تولید می کند که با استحکام بالا، مقاوم در برابر ترک و بدون تخلخل زمانی که روی طیف گسترده ای از چدن ها اعمال می شود. سیم هسته ویژه سه فلزی دارای ظرفیت حمل جریان بالایی است و پوشش ویژه طراحی شده ناخالصی های فلز پایه را به جای محبوس شدن در رسوب به سرباره تبدیل می کند. نرخ رسوب بالا یک منطقه تحت تأثیر حرارت بسیار باریک ایجاد می کند - یک ویژگی ادامه مطلب ...

الکترود چدن سوخته سری 72
الکترود جوشکاری چدن سوخته سری 72 یک الکترود فاقد نیکل است که قبل از اتمام جوش با الکترود چدن 77 به عمق نفوذ می کند تا در آلاینده های مولد تخلخل آب بندی شود. در حالیکه الکترود چدن سری 77 دارای قابلیت کنترل نفوذ بالایی است که آن را برای جوشکاری های بدون ترک مناسب می کند و قابلیت ماشین کاری را پس از فرایند جوشکاری برای چدن به همراه دارد اما قادر به اتصال قطعات چدنی سوخته یا حرارت دیده نمی باشد در این شرایط است ک ادامه مطلب ...

الکترود چدن از جنس نیکل سری ENI 402 Ni
الکترود چدن دارای سیم هسته نیکل خالص برای جوشکاری چدن بدون یا با پیش گرمایش کم (حداکثر +300 درجه سانتیگراد). مناسب برای جوشکاری چدن با گرافیت لایه ای، چدن چکش خوار سفید و سیاه و چدن گره ای. همچنین از گرید 402 الکترود نیکل چدن برای تعمیر قطعات چدن ترک خورده یا اتصال اجزای ساخته شده از فولاد، مس یا نیکل به چدن استفاده می شود. پس از فرایند جوشکاری قطعه یکپارچه چدنی قابل ماشینکاری است. ایجاد قوس قابل توجه و ادامه مطلب ...

در مواردی که نیاز به ماشینکاری بعدی اتصال جوش داده شده است ، باید از الکترودهای چدنی استفاده شود. الکترودهای فولادی در مواقعی که ماشینکاری جوش مورد نیاز نیست مورد استفاده قرار می گیرند. روش جوشکاری با الکترود چدن مشابه روش جوشکاری با الکترودهای فولادی ملایم است. الکترودهای فولادی ترکیب عالی بین پرکننده و فلزات اساسی را فراهم می کنند. شرایط نگهداری الکترود چدن شامل حداکثر میزان رطوبت که در مورد اغلب برند ها 50% است و دمای نگهداری که توصیه می شود بالای 20درجه سانتی گراد باشد است. در جوشکاری چدن با الکترود بر حسب سایز الکترود چدن از جریان هایی با آمپراژ مختلف از حداقل 50 آمپر تا 200 آمپر استفاده می شود.
مقایسه گرید های مختلف الکترود چدن در جوشکاری
| Eni CI ENi-BG11 | C: 0.7 Mn:1.0
Fe: 2.5 Cu:0.6
Ni: rem | برای حداکثر قابلیت ماشینکاری روی چدن خاکستری و آهن چکش خوار. یک الکترود نیکل خالص برای پر کردن سوراخ ها و ریختن عیوب ، برای اصلاح عیوب ناشی از ماشینکاری و ایجاد قسمتهای فرسوده. برای استفاده در چدن های کثیف ، کهنه و سوخته توصیه می شود. |
ENiFe-CI
ENiFe-1-BG11 | C: 1.1 Fe: 42 Ni: 54 | برای استحکام و چقرمگی بالا بر روی آهن SG شکل پذیر ، از جمله میهنیت و آهن های آستنیتی نوع نیکل مقاوم. همچنین برای اتصال آهن مذکور استفاده می شود: چدن با قابلیت جوشکاری بسیار بالا بدون نیاز به پیش گرمایش |
ENiFe-CI
ENiFe-1-BG11 | C: 1.0 Mn:1.0 Si: 1.0 Ni: 54 Fe: res. | الکترود چدن با روکش ویژه گرافیت پایه با بازیابی 160. مناسب برای اتصال و تعمیر انواع چدن خاکستری ، اما به ویژه برای تعمیر قطعات بزرگ. این الکترود چدن دارای مقاومت بسیار بالایی در برابر ترک خوردگی است و فلز جوش دارای مقاومت کششی بالایی است. |
ENiFe-CI
ENiFe-1-BG 11 | C: 1.1 Fe: 42 Ni: 54 | الکتر چدن با روکش مخصوص گرافیت پایه با مفتول هسته آهن نیکل. مناسب برای اتصال و تعمیر انواع چدن خاکستری با استیل. اما به ویژه برای چدن ندولار. این الکترود دارای مقاومت بسیار بالایی در برابر ترک خوردگی و استحکام کششی بالایی برای فلز جوش است |
| ENiFe-CI ENiFe-1-BG11 | C: 1.1 Ni: 54 Fe: 43 Cu: 0.6 | الکترود جوشکاری چدن با روکش مخصوص گرافیت پایه با هسته آهن نیکل اندود شده با مس. مناسب برای اتصال و تعمیر انواع o (چدن خاکستری با فولاد ، اما به ویژه برای چدن ندولار. این الکترود دارای مقاومت بسیار بالا در برابر ترک خوردگی و استحکام کششی بالا برای فلز جوش است. |
| ESi E Fe C-2-BG 11 | C: 1.7 Si: 1.2 Mn: 0.9 Ti: + | الکترود مخصوص با روکش گرافیت مخصوص برای جوشکاری چدن. برای تعمیر جوشکاری جوشکاری سخت ، بسیار آلوده استفاده می شود و چدن بی کیفیت و همچنین برای پوششهای مقاوم در برابر سایش مناسب است روی قطعات چدنی رسوب جوش دارای تقریبا. 340HB در دو لایه اول. |
الکترود چدن Castweld 55
از این گرید الکترود چدن برای اتصال قطعات چدنی فرسوده شده بدون امادگی سطحی استفاده می شود. اتصال قطعات با این نوع الکترود قابلیت بالایی در کنترل ابعادی جوش نداشته و قابلیت ماشین کاری را نیز پس از فرایند جوشکاری پدید نمی آورد. الکترود چدن Castweld 55 در سایز 2.4 میلیمتر که برای اتصال از جریان الکتریکی 40-80 آمپر استفاده می کند، در سایز 3.2 میلیمتر که از جریان الکتریکی 70-110 آمپر استفاده می کند و سایز 4.0 میلیمتر که از ادامه مطلب ...

انتخاب گرید مناسب از بین انواع آلیاژ های متفاوتی که در تولید مغزی و یا مفتول مرکزی الکترود چدن استفاده شده است به آلیاژ پایه قطعات و شرایط جوشکاری بستگی دارد و با توجه به اینکه اصولا جوشکاری چدن ضعیف تر از جوشکاری آهن است انتخاب این گرید ها می تواند در بهبود فرایند جوشکاری تاثیر بسزایی داشته باشد بالاخص که بسیاری از عناصر آلیاژی فلزی و غیر فلزی بکار رفته در مفتول مغزی پس از فرایند جوش در استخر مذاب باقی می مانند.
روش ها و فرایند جوشکاری قطعات چدنی
در کل چدن فلزی بد قلق در فرایند جوشکاری محسوب می شود که بسته به درصد کربن و ترکیباتی که دارد روش های مختلفی در جوشکاری استفاده می شوند که از جوشکاری با فیلر گرفته تا جوشکاری با الکترود متنوع است. یکی از روش های محبوب در جوشکاری قطعات چدنی تحت نام Braze welding که در کشور انگلستان از گذشته به آن جوشکاری برنز هم می گفتند می باشد که مطابق با استاندارد BS 1724:1990 انجام می گرفته است که اکنون این استاندارد به کلی منسوخ شده است اما جایگزین دقیقی نیز برای آن معرفی نشده است.
با توجه به جوشکاری حساس و دشوار چدن اولین مرحله در این فرایند پاکسازی سطحی می باشد چرا که زنگ زدگی، اکسید ها و ناخالصی های سطحی چدن با اعمال حرارت و طی ذوب شدن از بین نمی روند. از طرفی پاکسازی سطحی به روش های مکانیکی سبب پخش شدن گرافیت بر روی سطح چدن می شود و روشی مناسب برای پاکسازی سطحی محسوب نمی شود. از این رو اغلب از روش هایی مانند حمام نمک در جوشکاری های حساس چدن بالاخص جوشکاری با الکترود چدن مورد استفاده قرار می گیرد.
در جوشکاری ذوبی می توان از فرآیندهای جوشکاری اکسی استیلن، MMA، MIG/FCA استفاده کرد. به طور کلی، شرایط ورودی گرمای کم، پیش گرمایش گسترده و خنک کننده آهسته معمولاً یک پیش نیاز برای جلوگیری از ترک خوردن HAZ هستند. اکسی استیلن به دلیل منبع حرارت نسبتاً پایین، جوش اکسی استیلن به پیش گرمای بالاتری نسبت به MMA نیاز دارد. نفوذ و رقت کم است، اما HAZ گسترده و خنک شدن آهسته یک ریزساختار نرم در جوشکاری چدن ایجاد می کند. جوشکاری پودری که در آن پودر پرکننده از یک قیف کوچک نصب شده بر روی مشعل اکسی استیلن تغذیه میشود، یک فرآیند با حرارت بسیار کم است و اغلب برای آماده سازی سطوح چدن قبل از جوشکاری استفاده میشود.
MMA به طور گسترده در ساخت و تعمیر چدن استفاده می شود زیرا قوس شدید و دمای بالا باعث می شود سرعت جوشکاری با بکارگیری الکترود چدن بالاتر و سطوح چدن نیاز به پیش گرماشی کمتری داشته باشند. نقطه ضعف MMA نفوذ بیشتر در حوضچه جوش و رقیق شدن فلز اصلی است، اما استفاده از قطبیت منفی الکترود به کاهش HAZ کمک می کند.
گرید های مختلف الکترود استیل
گرید های مختلف الکترود استیل با اعداد و حروفی مشخص می شوند که هر یک معرف درصد های مشخصی از ترکیبات آلیاژی کروم و نیکل با درصد بالا و درصدهایی پایین تر از فلزاتی مانند مولیبدنیوم در ترکیبات شیمیایی الکترود استیل هستند. از آنجایی که تنسایل مقاومت کششی گرید های مختلف استیل تقریبا با هم برابر می باشد هر یک از این کد ها سه مشخصه اصلی از الکترود استیل یعنی مقاومت محیطی در تماس با گازهایی با مشخصات خورندگی خاص، قابلیت جذب پذیری تحت میدان مغناطیسی و قابلیت های مقاومت حرارتی از مهمترین آنها می باشند. در زیر به گرید های مختلف الکترود استیل می پردازیم.- الکترود استیل گرید 316 این گرید از الکترود دارای 19% کروم، 12 درصد نیکل و 3 درصد مولیبدنیوم بوده و دارای روکش از نوع Rutile می باشد. مقاومت محیطی این گرید از الکترود استیل بالاخص در محیط های کلریدی بسیار بالا بوده و جذب آن در برابر آهنربا صفر می باشد.
- الکترود استیل 309 این گرید از الکترود استیل دارای درصد بسیار پایین کربن با پوششی از نوع Rutile می باشد. 23% کروم و 12% نیکل در ساختار این الکترود بکار گرفته شده است.
- این نوع الکترود استیل که دارای 19% کروم و 9% نیکل در ترکیبات شیمیایی می باشد دارای روکش Rutile بوده و برای جوشکاری استیل با دقت و کیفیت بسیار بالا بکار گرفته می شود.
- الکترود استیل 310 با کمترین درصد فلز آهن و 25% ترکیبات کروم و 20% نیکل تولید می شود و در جوشکاری های قطعات استنلس استیل بصورت خاص مورد استفاده قرار می گیرد.
- الکترود استیل گرید 304 بطور کلی گرید 304 از استنلس استیل پر کاربرد ترین گرید در تولید قطعات صنعتی می باشد که در اتصالات این قطعات نیز از الکترود استیل 304 استفاده می شود که 18 درصد کروم و 8 الی 10 درصد نیکل در ساختار خود داشته و به میزان بسیار اندکی جذب توسط آهنربا را دارد.
- لکترود استیل گرید 312 با درصد کربن بسیار اندک و پوشش سطحی Rutile مورد استفاده قرار گرفته 29% کروم و 9% نیکل در ساختار خود دارد.
برخی از گرید های استنلس استیل از حرف L نیز در پایان کد خود استفاده می کنند که این حرف اشاره به گرید هایی از استنلس استیل دارد که طی یک عملیات ویژه حرارتی برای عملکرد تحت تنش های سرمایشی نیز آماده شده اند و بعنوان مثال الکترود استیل 316L برای جوشکاری قطعاتی از استیل که بعنوان مثال در محیط های سردخانه ای تحت دمای بسیار پایین عمل می کنند مورد استفاده قرار می گیرد. جهت کسب اطلاعات فنی بیشتر پیرامون این الکترود ها می توانید با گروه فنی بازرگانی جوش و برش آریا تماس حاصل نمایید.
الکترود استیل 308L-16
قابلیت جوشکاری با الکترود استیل 308L در تمامی موقعیت ها به جز جوشکاری عمودی AC و DC+ با پولاریته معکوس وجود دارد. این سری از الکترود ها به الکترود های چند منظوره با قابلیت جوشکاری فولاد آستنیته austenitic steels می باشد که یکی از مهمترین ویژگی های مثبت انها عدم پاشش فلز ذوب شده در فرایند جوشکاری می باشد. از دیگر مشخصات مثبت این سری از الکترود استنلس استیل قابلیت ذوب پذیری در فرایند جوش ذوب پذیری مجدد قطعه پس از فرای ادامه مطلب ...

الکترود استنلس استیل 309L
این گرید از الکترود استنلس استیل دارای تنسایل مقاومت کششی 580 مگاپاسکال برابر 84 Ksi می باشد و درصد خزش آن در پس از فرایند جوشکاری 32% است. تنش خستگی این الکترود استیل 470 نیوتن بر میلیمتر مربع معادل 64 Ksi بوده و در مرحله تست در محدوده دمایی -10 الی 20 درجه سانتی گراد تست می شود. زمان جوشکاری این الکترود استیل در جریان 45-90 آمپر برابر با 38 ثانیه، در جریان 65-120 آمپر برابر با 51 ثانیه، در جریان 85-180 آمپر حدود 50 ثانیه است. ادامه مطلب ...

الکترود استیل 61.81 ESAB
تنسایل مقاومت کششی پس از فرایند جوشکاری این الکترود استیل برابر با 700 مگاپاسکال برابر با 102 Ksi می باشد که در یمان گرید های مختلف قطعات استیل مقاومت کششی بالایی را فراهم می آورد. تنش خستگی Yield Strength پس از جوش برای این الکترود استیل 550 مگاپاسکال برابر با 80 Ksi بوده و دارای 31% میزان خزش تحت کشش پس از فرایند جوشکاری است. این الکترود استیل در ابعاد 2.5 x 300 میلیمتر که برای مدت 36 ثانیه در جریان 50 الی 80 آمپر جوشکاری ادامه مطلب ...

الکترود استنلس استیل سری 67.75
این گرید از الکترود استیل که قابلیت اتصال قطعات استیل در گرید های مختلف را نیز دارد در اصل از نوع 24Cr13Ni یعنی با 24% کروم و 13% نیکل در ترکیبات شیمیایی تولید شده است. الکترود استنلس استیل سری 67.75 در محدوده دمایی -50 الی 80 درجه سانتی گراد تست شده و دارای تنسایل مقاومت کششی 600 مگاپاسکال است. میزان خزش پس از فرایند جوشکاری برای این الکترود استیل 35% بوده و دارای تنسایل خستگی برابر با 470 مگاپاسکال است. الکترود استنلس ادامه مطلب ...

الکترود استیل ESAB سری 68.15
این گرید از الکترود استیل که کروم را بصورت 13Cr استفاده می کند برای اتصال قطعات استیل با گرید همسان تولید شده و زمانی که سازه قرار است در معرض گازهای سولفوریک تهاجمی قرار گیرد دارای کاربری عمده است. الکترود استیل ESAB سری 68.15 به مدت 6 ساعت در دمای -20 الی 20 درجه سانتی گراد مورد تست قرار گرفته و دارای میزان خزش 25% پس از فرایند جوشکاری است. تنسایل مقاومت کششی این سری از الکترود استیل برابر با 530 مگاپاسکال بوده ادامه مطلب ...

الکترود جوش استیل سری 68.81
این گرید از الکترود استیل دارای درصد آلیاژی بالایی از داپلکس آستنیت با 40% فریت را دارد. الکترود جوش استیل سری 68.81 دارای مقاومت بسیار بالایی در برابر تنش های خوردگی داشته و تا دمای 1150 درجه سانتی گراد در برابر پوسته پوسته شدن مقاومت می کند. الکترود جوش استیل سری 68.81 در دمای 68 درجه فارنهایت مورد تست قرار گرفته و دارای خزشی برابر 25% پس از فرایند جوشکاری است. گاز محافظ بکار گرفته شده در جوشکاری این گرید از الکت ادامه مطلب ...

جنس و کاربری فلاکس FLUX یا روکش الکترود استیل
فلاکس یا روکش که در جوشکاری قوس الکتریک با الکترود استیل و الکترود های دیگر بر روی مغزی الکترود قرار می گیرد در اصل برای جلوگیری از اکسیداسیون فلز های پایه که در فرایند جوشکاری تا دمای بسیار بالایی پیش می روند و همچنین برای جلوگیری از سرد شدن یکباره نقطه جوش خورده مورد استفاده قرار می یگرد. فلاکس یا روکش الکترود استیل پس از فرایند جوشکاری بر روی سطح باقی مانده و می بایست توسط برس تمیز کاری شود. از محبوب ترین انواع روکش می توان به بوراکس Borax ، اسید هیدروکلریک ، کلرید روی و کلرید آمونیوم اشاره نمود. عملکرد اصلی روکش یا فلاکس Flux جوش ، اکسیداسیون مواد پایه و پرکننده در طول فرآیند جوشکاری استنلس استیل است. روکش یا فلاکس Flux جوش ماده ای است که در دمای متوسط اتاق تقریباً خنثی است ، اما در صورت قرار گرفتن در معرض دمای بالاتر می تواند به شدت کاهش یابد تا از تشکیل اکسید فلز جلوگیری شود.
فلاکس اکسیدهای سطح فلز را که خیس شدن فلز مذاب را تسهیل می کند ، حل می کند و به عنوان مانعی برای اکسیژن عمل می کند و اکسیداسیون را به حداقل می رساند. از روکش یا فلاکس Fluxها برای ایجاد سطحی برای خیساندن جوشکاری استفاده می شود. با این حال ، روکش یا فلاکس Flux می تواند حاوی برم و کلر باشد و می تواند پس از فرآیند روکش فلاکس الکترود استیل خورنده باقی بماند و متعاقباً باعث خوردگی سطح در طول تولید یا عملیات شود. بنابراین ، تکنیک های آزمایش و تمیز کردن برای اطمینان از عدم خوردگی سطح پس از فرآیند توسعه یافته است. رایج ترین آزمایشات برای شناسایی خواص خورنده باقی مانده روکش یا فلاکس Flux در شرایط شدید طراحی شده اند. در حین آزمایش ، یک گلوله روکش فلاکس الکترود استیل هنگام تماس با روکش یا فلاکس Flux روی یک ورق فلزی ذوب می شود. پس از آن ، لحیم در معرض سطوح مختلف رطوبت قرار می گیرد. سپس خوردگی ایجاد شده بصری ارزیابی می شود.
سری 309 از الکترود استیل و کاربری های آن
Arcaloy 309L-15 برای جوشکاری فولادهای کربنی و کم آلیاژی به استنلس استیل استفاده می شود. این الکترود استیل را می توان به شرطی انجام داد که دمای سرویس از حدود 700 درجه فارنهایت (370 درجه) تجاوز نکند. عملیات حرارتی پس از جوش فقط باید با دقت زیاد انجام شود. Arcaloy 309L-15 را می توان به عنوان اولین لایه فولاد ضد زنگ بر روی کربن یا فولاد کم آلیاژ استفاده کرد. Arcaloy 309L-16 برای جوشکاری فولادهای کربنی و کم آلیاژی به فولادهای ضد زنگ استفاده می شود. این را می توان به شرطی انجام داد که دمای سرویس از حدود 700 درجه فارنهایت (370 درجه سانتیگراد) تجاوز نکند. عملیات حرارتی پس از جوش تنها باید پس از بررسی لازم انجام شود. Arcaloy 309/309H-16 برای جوشکاری فلز پایه برای تمام دماهای سرویس طراحی شده برای نوع 309 استفاده می شود. محتوای کربن در این الکترود استیل حداقل 0.04٪. می توان از آن برای فولادهای کربنی و کم آلیاژ و اتصالات غیر مشابه استیل استفاده کرد.
مقایسه گرید های الکترود استیل SS316 , SS304
الکترود جوشکاری SS 316 کاربرد اصلی برای جوشکاری فولاد زنگ نزن آستنیتی با آنالیز مشابه فلز جوش (AISI 304) و جوشکاری استنلس استیل الکترود جوشکاری ss 316 است که عمدتاً برای جوشکاری فولاد زنگ نزن آستنیتی کم کربن با ترکیب مشابه مانند AISI 304 استفاده می شود. جوشکاری استنلس استیل الکترود جوش L، 308-L و ss 316 برای جوشکاری AISI (صفحه) توصیه می شود بهترین راه برای جوش فولاد چیست؟ بهترین راه برای جوش فولاد چیست؟ برای شروع جوش، فولاد را در جای خود قرار دهید یک میز جوش با استفاده از گیره و جگ. سپس فولاد را از طریق جوش MIG یا TIG به هم وصل کنید. جوشکاری MIG روشی ارزان برای جوش دادن قطعات بزرگتر به یکدیگر است، در حالی که جوشکاری TIG برای جوش های ظریف تر و قوی تر مناسب است.
تفاوت بین استنلس استیل 316 و 316L چیست؟تفاوت بین استنلس استیل 316 و 316L چیست؟تفاوت بین استنلس استیل 316 و 316L. تفاوت بین استنلس استیل 316 و 316L این است که 316L دارای حداکثر کربن 0.03 است و برای جوشکاری خوب است در حالی که 316 دارای سطح کربن متوسط است. 316 و 316L آلیاژهای آستنیتی هستند، به این معنی که این محصولات فولادی ضد زنگ در اثر استفاده از جوشکاری استنلس استیل ss 316 جوشکاری الکترود جوشکاری 316 و فولاد زنگ نزن 316L، الکترود های جوشکاری استنلس استیل (صفحه) استنلس استیل استنلس استیل به دست می آورند.
الکترود های جوشکاری TIG استنلس استیل KUNWU ER309L 1/16 اینچ x 36 اینچ (2 پوند) برای جوشکاری نوع 304 و فلزات پایه مشابه یا غیر مشابه 5.0 از 5 ستاره 8 $28.99 $ 28. 99 (0.91 دلار / اونس) (صفحه) 3.6/5 (22) الکترودهای جوشکاری استنلس استیل - D and H India Limited (فولاد) مورد استفاده برای الکترود جوشکاری استیل نوع کربن بسیار کم 22Cr-12 Ni، اتصال فولادهای کربن و کم آلیاژ به ضد زنگ فولادها و جوشکاری سطح روکش شده از استنلس استیل. برای جوشکاری فولادهای روکش ضد زنگ AISI 316، AISI 31 6-L، جوشکاری مفاصل غیر مشابه مانند جوشکاری 316 به فولادهای کربنی و کم آلیاژ و برای خورندگی مناسب است.

کربن به ضد زنگ مخزن 48 X48X26 بدون فشار است که از 1/4 304 SS ساخته شده است. جوش مخزن مشکلی نیست. جوش دادن مهاربندی به طرفین جایی است که ما با مشکل روبرو هستیم. سیم ضد زنگ به نظر نمی رسد برای نفوذ به مهاربندی فولاد کربنی. این فقط با چیزی که به نظر می رسد نفوذ کمی دارد غلت می زند. پیشنهادی دارید؟ (صفحه) مخلوط دی اکسید کربن برای میگ روی ضد زنگ؟ الکترود جوشکاری استیل به استنلس استیل - جوشکاری میلر جوشکاری ss 316 جوشکاری استنلس استیل 904 فولاد زنگ نزن - تالارهای گفتگوی جوشکاری میلر مشاهده نتایج بیشتر الکترود های جوشکاری فولاد زنگ نزن 316، UNS S31600 جوشکاری فولاد زنگ نزن 316 جوشکاری فولاد زنگ نزن گرید SS 316، برای کاربردهای متعددی برای جوشکاری آلیاژهای آستنیتی با کربن کم، مولیبدن یاتاقان استفاده میشود و همچنین در جوشکاری فولاد کروم، نیکل، مو و فولادهای کروم، نیکل، مو، در مواردی که در آن خوردگی ایجاد میشود، استفاده میشود.
الکترودهای جوشکاری استنلس استیل جوشکاری ضد زنگ . الکترودهای جوشکاری فولاد زنگ نزن ELECTRODES جوشکاری ضد زنگ SS FILLER METAL SELECTOR GUIDE WELDING Stainless STL INFO. نمودار الکترودی قسمت شماره قیمت هر بسته اندازه (قطر) موارد استفاده در بسته بندی مواد شیمیایی معمولی E310-16 AWS A5.4 310-16-332-1 14.95 دلار 3/32 1 پوند بسته(صفحه) E316L-16 - استنلس استیل 4 اینچ جوشکاری x 1/8 ss 316 الکترود جوشکاری استنلس استیل جوش (فولاد) E316L-16 الکترود استنلس استیل AWS A5.4 موقعیت های جوش همه، به جز عمودی پایین AC & DC+ (قطبیت معکوس) مقدمه الکترود استیل روتیل، با آلیاژ بالا (p) E31 -16 الکترود جوشکاری الکترود های فولادی ضد زنگ E316L-16 برای جوش دادن فولادهای مقاوم در برابر اسید مانند 316 و 316L می باشد و دارای قوس صاف با مهره جوش یکنواخت و مسطح و یکنواخت است. محتوای کم کربن در جوش به کاهش بارش کاربید کمک می کند.
دیاگرام تحلیل فرایند جوشکاری با سیم جوش مس به روش CO2
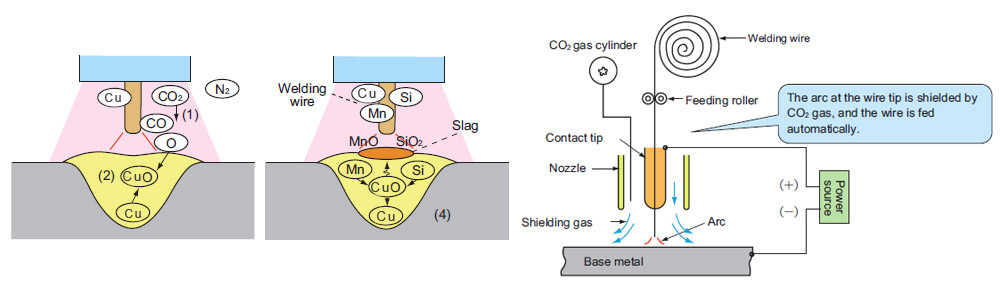 همانگونه کا در بالا نیز گفته شده یکی از مهمترین مزایای جوشکاری قطعات مسی به روش CO2 و با بکارگیری سیم جوش مس تخلخل بسیار پایین می باشد که میزان تمرکز تنش را به حداقل رسانیده و قطعه جوش خورده نهایی مقا.ومت بسیار بالاتری در برابر جدا شدن و شکست بالاخص تحت تاثیر ضربه Impact یا تنش های کششی خواهد داشت. اما با وجود گاز دی اکسید کربن و تجزیه عناصر که حباب هایی را در نقطه جوش در سیم جوش مس ذوب شده بوجود می آورند این فرایند چگونه انجام شده و این ویژگی چگونه قابل تحلیل است؟ شاید کوتاهترین پاسخ به این سوال این باشد که گاز تجزیه شده تحت تاثیر حرارت در تماس با مس و عناصر افزاینده مانند منگنز و سیلیکون دوباره پیش از جامد شدن سیم جوش مس در داخل درز به شکل اولیه دی اکسید کربن در آمده به سمت بالای استخر مذاب حرکت کرده و پیش از جامد شدن از سطح خارج می شود که این تخلخل پایین و جوش خوردگی یکدستی را پدید می آورد. در زیر بصورت مرحله به مرحله به شکل گیری این فرایند در جوشکاری CO2 با سیم جوش مس می پردازیم.
همانگونه کا در بالا نیز گفته شده یکی از مهمترین مزایای جوشکاری قطعات مسی به روش CO2 و با بکارگیری سیم جوش مس تخلخل بسیار پایین می باشد که میزان تمرکز تنش را به حداقل رسانیده و قطعه جوش خورده نهایی مقا.ومت بسیار بالاتری در برابر جدا شدن و شکست بالاخص تحت تاثیر ضربه Impact یا تنش های کششی خواهد داشت. اما با وجود گاز دی اکسید کربن و تجزیه عناصر که حباب هایی را در نقطه جوش در سیم جوش مس ذوب شده بوجود می آورند این فرایند چگونه انجام شده و این ویژگی چگونه قابل تحلیل است؟ شاید کوتاهترین پاسخ به این سوال این باشد که گاز تجزیه شده تحت تاثیر حرارت در تماس با مس و عناصر افزاینده مانند منگنز و سیلیکون دوباره پیش از جامد شدن سیم جوش مس در داخل درز به شکل اولیه دی اکسید کربن در آمده به سمت بالای استخر مذاب حرکت کرده و پیش از جامد شدن از سطح خارج می شود که این تخلخل پایین و جوش خوردگی یکدستی را پدید می آورد. در زیر بصورت مرحله به مرحله به شکل گیری این فرایند در جوشکاری CO2 با سیم جوش مس می پردازیم.سیم جوش مس سری ER70S-6
این گرید از سیم جوش مس دارای تنسایل مقاومت کششی برابر با 500 مگاپاسکال و تنش خستگی برابر با 420 مگاپاسکال است و میزان خزش آن تحت اعمال کشش برابر با 22% می باشد. سیم جوش مس سری ER70S-6 برای جوشکاری MIG با گاز CO2 و در سایز 0.8mm برای جوشکاری با جریان الکتریکی 40-180 آمپر، در سایز 1.0mm برای جوشکاری با جریانی برابر با 50-220 آمپر، در سایز 1.2mm برای جوشکاری با جریان 80-350 آمپر و در سایز 1.6mm برای جوشکاری با جریان 170-550 آمپر مورد استفاده ادامه مطلب ...

سیم جوش آلیاژی مس و سیلیسیوم
این گرید از سیم جوش مس برای جوشکاری قطعات پایه با آلیاژ های مس و زینک (روی) و یا ترکیبات آلیاژی مس با سیلیسیوم مورد استفاده قرار می گیرد. 3% از ترکیبات شیمیایی این گرید از سیم جوش مس را سیلیسیوم با عدد اتمی 14 که عنصری نا فلزی است و به پایداری فرایند جوشکاری می انجامد تشکیل داده است که طبق استاندارد ISO 14640 تولید شده است و از نام های معادلی مانند Cu6560 و AWS A5.7 نیز برای آن استفاده می شود. برای جوشکاری سیم جوش آلیاژ ادامه مطلب ...

سیم جوش اکسیژن زدایی شده مس
Deox Copper Welding Wire یا سیم جوش مس از نوع اکسیژن زدایی شده که از آن برای جوشکاری قطعات با آلیاژ هایی با درصد بالایی از فلز مس و به روش MIG و یا GMAW استفاده می شود است. این آلیاژ جوش های بدون مشکل تولید می کند که تطابق رنگ خوبی با مس دارند و رسانایی الکتریکی بالایی دارند. برای جوشکاری مس به فولاد نیز می توان از سیم جوش مس Deox استفاده کرد. نام علمی این آلیاژ از سیم جوش مس که بصورت دستگاه های خودکار یا نیمه خودکار مورد ادامه مطلب ...

سیم جوش مس از نوع فسفر برنز
این گرید از سیم جوشکاری بعنوان جایگزین برای اتصال بسیاری از قطعات فلزی مانند قطعات با پایه مسی، برنج، ترکیبات آلیاژی مس و قلع و حتی آهن بکار گرفته می شود. این گرید از سیم جوش مس که دارای نام تجاری AWS A5.7 ERCuSn-C می باشد دارای کاربری گسترده ای در جوشکاری نوع GMAW بوده و در اتصال با ماشین های خودکار و روش MIG نیز مورد استفاده قرار می گیرد. سیم جوش مس از نوع فسفر برنز در ترکیبات شیمیایی خود از 7 الی 9 درصد قلع همراه با ادامه مطلب ...

سیم جوش آهن با روکش مس
این گرید از سیم جوشکاری که برای جوشکاری قطعات آهنی یا آلیاژ های کم کربن فولادی مورد استفاده قرار می گیرد دارای لایه و روکشی از مس می باشد. سیم جوش آهن با روکش مس قابل جوشکاری هم با گاز محافظ آرگون و هم گاز دی اکسید کربن می باشد و حتی میتوان از دو گاز بصورت ترکیبی نیز در این جوشکاری استفاده نمود. این محصولات امکان جوشکاری موثر را حتی روی مقادیر زیاد خاک، زنگ زدگی فراهم می کنند. این نوع سیم جوشکاری با روکش ادامه مطلب ...

سیم جوش مس از طریق دستگاه اتوماتیک از روی کلاف کشیده شده و وارد نازل در قسمت سر تماس Contact tip همانگونه که دیاگرام سمت راست دیده می شود کشیده شده و از سر آن وارد منطقه بحرانی می شود. در این منطقه ابتدا تحت دمای بسیار زیاد گاز دی اکسید کربن تجزیه شده و بصورت منواکسید کربن و یک اکسیژن زائد در می آید: CO2 = CO + O همانگونه که در بالا نیز گفته شد در ترکیبات شیمیایی سیم جوش مس درصدی از منگنز و سیسلکون نیز بکار گرفته شده است که این دو عنصر به جذب اکسیژن اضافی بوجود آمده پرداخته و سبک به ترتیب اکسید منگنز و اکسید سیلیسیوم را پدید می آورند که مولکولهایی با دانسیته پایینتر از مس بوده و به سمت سطح بیرونی و بالایی استخر مذاب از سیم جوش مس حرکت می کنند. Cuo + Mn = Cu + Mno Cuo + Si = 2Cu + Sio2 علاوه بر منگنز و سیلیسیوم که برای جذب گازهای آزاد و جلوگیری از ایجاد حباب در ساختار جوشکاری Co2 استفاده می شوند ترکیباتی با درصد پایینتر نیز برای افزایش سختی سطحی، تنسایل و مقاومت های محیطی به این عنصر افزوده می شود.
سرعت جوشکاری ورق های نازک با سیم جوش مس به روش MIG
هنگام جوشکاری ورق های نازک، روش جوشکاری فورهند ترجیح داده می شود. روش بک هند برای ضخامت های 1/4 اینچ (6.4 میلی متر) یا بیشتر ترجیح داده می شود.برای ورق های تا 1/8 اینچ (3.2 میلی متر) ضخامت، اتصال لب به لب ساده با لبه های مربع ترجیح داده می شود. برای ضخامت های بیشتر از 1/8 اینچ (3.2 میلی متر) لبه ها باید برای زاویه 60 تا 90 درجه اریب شوند. این امر نفوذ با گسترش همجوشی در یک منطقه وسیع را تضمین می کند.
اتصالات لب به لب، لبه و روسری در عملیات لحیم کاری استفاده می شود، خواه اعضای اتصال مسطح، گرد، لوله ای و یا دارای مقطع نامنظم باشند. فاصله ها برای اجازه نفوذ سیم جوش مس، به جز در اتصالات لوله با قطر بزرگ، نباید بیشتر از 0.002 تا 0.003 اینچ (0.051 تا 0.076 میلی متر) باشد. فاصله اتصالات لوله با قطر بزرگ ممکن است 0.008 تا 0.100 اینچ (0.203 تا 2.540 میلی متر) باشد. اتصال ممکن است با درج هایی از فلز پرکننده ساخته شود یا فلز پرکننده ممکن است پس از اینکه اتصال به دمای مناسب رسید، از خارج وارد شود.
سرعت جوشکاری به روش MIG با سیم جوش مس باید یکنواخت باشد. انتهای سیم جوش مس باید در گودال مذاب نگهداری شود. در طول کل عملیات جوشکاری، فلز مذاب باید توسط پوشش شعله خارجی محافظت شود. اگر فلز در حین کار نمی تواند آزادانه جریان یابد، سیم جوش مس باید بلند شود و فلز پایه در امتداد درز تا حرارت قرمز گرم شود. جوش را باید دوباره شروع کرد و تا پایان جوشکاری ادامه داد.
در جوشکاری ورقهای مسی، گرما به سرعت از ناحیه جوش دور میشود که رساندن دما تا نقطه همجوشی دشوار است. اغلب لازم است که سطح دمای ورق را در منطقه ای از 6.0 تا 12.0 اینچ (152.4 تا 304.8 میلی متر) دور از جوش افزایش دهیم. جوش باید در نقطه ای دورتر از انتهای اتصال شروع شود و با افزودن فلز پرکننده تا انتها جوش داده شود. پس از بازگشت به نقطه شروع، باید جوش را در خلاف جهت انتهای دیگر درز شروع کرد و انجام داد. در طول عملیات، مشعل باید تقریباً در زاویه 60 درجه نسبت به فلز پایه نگه داشته شود.
مقایسه سیم جوش آلومینیوم گرید های 4043 و 5356
سیم جوش آلومینیوم در گرید های مختلفی تولید می شود که درصد هایی متفاوتی از ترکیبات و افزودنی ها را به همراه داشته و هر یک برای جوشکاری در شرایط خاص و قطعات آلومینیومی در گرید های مختلفی مناسب هستند. در مقایسه ساده این دو گرید از سیم جوش آلومینیوم باید گفت که گرید 4043 دارای 5% سیلیکون و گرید 5356 دارای 5% منگنز در ترکیبات شیمیایی خود است. این تصور که قابلیت جوشکاری قطعات آلومینیومی با هر یک از گرید های سیم جوش آلومینیوم بصورت یکسانی وجود دارد صحیح نبوده و هر چند عملا هر دو گرید سیم جوش قابلیت جوشکاری قطعات آلومینیومی را دارند و قطعات به حالت پیوستگی کامل می رسند اما مشخصات مکانیکی مورد انتظار از جوش در هر حالت بصورت کامل تامین نمی شود. هر چند برای جوشکاری قطعات آلومینیومی گرید 6061 هر دو گرید نام برده شرایط یکسانی خواهند داشت.در صورتیکه همرنگی نقطه جوش خورده از اهمیت بالایی برخوردار است پیشنهاد می شود از سیم جوش آلومینیوم گرید 5356 استفاده شود چرا که سیم جوش آلومینیوم گرید 4043 اغلب پس از انجام فرایند جوش اندکی به تیرگی میگراید.
سیم جوش آلومینیوم ESAB گرید 1070
این گرید از سیم جوش آلومینیوم دارای تنسایل مقاومت کششی برابر با 75 مگاپاسکال و معدل 11 Ksi می باشد که میزان خزش تحت نیروی کششی Elongation برابر با 45% را دارد. سیم جوش آلومینیوم ESAB گرید 1070 در سایز 1.2 mm با قابلیت جوشکاری تحت جریان الکتریکی 140 الی 260 آمپر و با ولتاژ 20-29 ولت، در سایز 1.6 mm برای جوشکاری با گاز محافظ و تحت جریان الکتریکی 190 الی 250 آمپر با 25-30 ولت، در سایز 1.0 mm برای جوشکاری تحت جریان الکتریکی 90 الی 21 آمپر و با ول ادامه مطلب ...

سیم جوش آلومینیوم سری ER4043
به سبب وجود 5% عنصر نافلزی سیلیسیوم در ترکیبات شیمیایی این سیم جوش آلومینیوم به AlSi5 نیز شناخته می شود و در واقع سیم جوش آلومینیوم سری ER4043 بعنوان قدیمی ترین و پر کاربرد ترین گرید در جوشکاری های عمومی شناخته می شود. وجود سیلیکون در ترکیبات شیمیایی این سیم جوشکاری دمای ذوب آن را نسبت به دیگر گرید های آلومینیوم پایین تر آورده و از حساسیت آن در برابر ترک های سطحی پس از فرایند جوشکاری می کاهد. این گرید از سیم جو ادامه مطلب ...

سیم جوشکاری آلومینیوم سری ER5356
وجود 5% عنصر فلزی منگنز Mn در ترکیبات آلیاژی این گرید از سیم جوش آلومینیوم سبب شده است که این گرید را با نام تجاری AlMg5 نیز بکار برند. از سیم جوشکاری آلومینیوم سری ER5356 در جوشکاری قطعات آلومینیومی در گرید های سیم جوشکاری آلومینیوم سری ER5356 و 5457 استفاده می شود. جوشکاری MIG با گاز CO2 محبوب ترین روش برای جوشکاری قطعات آلومینیومی با سیم جوش آلومینیوم به سبب مقاومت محیطی بالاتر پس از فرایند جشوکاری در تست اسپری نمک ادامه مطلب ...

سیم جوش MIG آلومینیوم سری 1050
این گرید از سیم جوش آلومینیوم برای اتصال قطعات غیر آلیاژی آلومینیوم یا به بیان دقیق تر قطعاتی که از آلومینیوم خالص تولید می شوند بکار گرفته می شود. از ویژگی های مثبت سیم جوش MIG آلومینیوم سری 1050 در جوشکاری این است که قطعه یکپارچه نهایی پس از فرایند اتصال دارای قابلیت چکش خواری برابری با قطعات مادر قبل از جوش دارد. گاز محافظ بکار گرفته شده برای جوشکاری با این گرید از سیم جوش آلمینیوم آرگون خالص و یا ترکیبی ادامه مطلب ...

سیم جوشکاری آلومینیوم گرید 4047
این گرید از سیم جوش آلومینیوم از نظر عملکرد دارای شباهت بسیاری به سری AlSi12 که طبق استاندارد آلمانی تولید می شود و سری BS N21 که طبق استاندارد کشور انگلستان تولید می شود دارد. سیم جوشکاری آلومینیوم گرید 4047 در جوشکاری قطعاتی با خلوص بالای آلومینیوم و یا از نوع آلیاژ های سیلیکون دار مورد استفاده قرار می گیرد. آلیاژ پرکننده 4047 در ابتدا به عنوان یک آلیاژ لحیم کاری (BAlSi-4) یا (718) با استفاده از نقطه ذوب پایین و ادامه مطلب ...

سیم جوش آلومینیوم گرید 4043 برای سرویس هایی که نیاز به دمای کاری بالای 150 درجه سانتی گراد دارند انتخاب مناسب تری است حال آنکه به سبب وجود 5% از فلز منگنز سیم جوش گرید 5356 دماهای کاری کمتری را پوشش می دهد. در صورتیکه جوش از فرایند جوشکاری قطعه تحت تاثیر تنش هایی مانند ارتعاشات، ضربه و یا تنش های کششی قرار می گیرد پیشنهاد به استفاده از سیم جوش آلومینیوم گرید 5356 می باشد چرا که این گرید دارای خاصیت چکش خواری بالاتری بوده و مقاومت بهتری را پس از جوش برای قطعه در برابر ضربه پدید می آورد. آلیاژ 4043 از سیم جوش آلومینیوم نرمتر از گرید 5356 می باشد که این امر کشش سیم از روی کویل یا قرقره را توسط ماشین آلات در فرایند جوشکاری CO2 ساده تر از گرید 5356 می کند. سیم جوش آلومینیوم گرید 4043 به طور معمول رتبه بالاتری را برای قابلیت جوشکاری ارائه می دهد و حساسیت به ترک را کمی پایین می آورد. 4043 به طور کلی تمایل به تولید جوش هایی با ظاهر آرایشی بهتر ، سطوح صاف تر ، پاشش کمتر و لکه کمتر دارد. به همین دلیل ، گاهی اوقات برای جوشکار مناسب تر است.
ترکیبات گاز محافظ در جوشکاری آلومینیوم به روش MIG
هنگام جوشکاری آلومینیوم معمولاً از گازی به نام C25 (25٪ CO2 و 75٪ آرگون) استفاده می کنید. برای جوشکاری MIG آلومینیوم از گاز محافظ آرگون خالص استفاده می شود. این اجازه می دهد تا فرآیند انتقال اسپری انجام شود. برای آلومینیوم ضخیم تر (1/2 اینچ یا بیشتر)، از 25٪ تا 75٪ هلیوم اضافه می شود. این امکان نفوذ عمیق تر به قطعه کار را فراهم می کند.
جوشکاری آلومینیوم با سیم جوش به دلیل سوختگی غیر منتظره بدنام است و اگر به اندازه کافی سریع حرکت نکنید، گودال جوش به معنای واقعی کلمه درست از طریق قطعه کار می افتد. به همین دلیل است که نباید سعی کنید قطعات نازک آلومینیوم را جوش دهید.هنگامی که در حال جوشکاری با سیم جوش آلومینیوم MIG هستید، می توانید و باید تفنگ MIG را به اندازه کافی آهسته حرکت دهید تا نفوذ عمیق داشته باشید. با این حال، با آلومینیوم، گودال جوش شبیه فویل مرطوب است. بر خلاف جوشکاری بسیاری از قطعات فلزی مانند آهن شما یک گودال جوش قرمز مذاب با آلومینیوم را نخواهید دید. زمانی که حوضچه جوش آلومینیومی بیش از حد داغ می شود احساس کنید زمان لازم است. به همین دلیل است که اگر مراقب نباشید به راحتی می توانید قطعه کار خود را از بین ببرید.
یک قانون کلی مناسب در جوشکاری قطعات آلومینیومی با سیم جوش این است که تقریباً از همان تنظیمات ولتاژی که در آهن (فولاد کم کربن) استفاده می کنید استفاده کنید، اما سرعت پیشروی دست خود را دو برابر کنید. همانطور که قبلاً گفتم، در ابتدا با اسلحه MIG آلومینیومی خود با سرعت ناراحت کننده ای حرکت خواهید کرد تا زمانی که به آن عادت کنید. سیم جوش MIG از فرآیند انتقال اتصال کوتاه استفاده می کند، به این معنی که سیم جوش آلومینیوم در واقع باعث ایجاد یک اتصال کوتاه در محل اتصال می شود و در نتیجه گودال جوش مذاب ایجاد می شود. هنگام جوشکاری آلومینیوم، در اکثر مواقع از انتقال اسپری استفاده می کنید. انتقال اسپری روشی است که در آن ذرات ریز سیم آلومینیومی در حوضچه جوش پاشیده می شوند. اکثر جوشکاران MIG این فرآیند را انجام می دهند. تنها کاری که باید انجام دهید این است که ولتاژ خود را افزایش دهید و از مخلوط گاز صحیح استفاده کنید.
جهت حرکت در جوشکاری با سیم جوش آلومینیوم
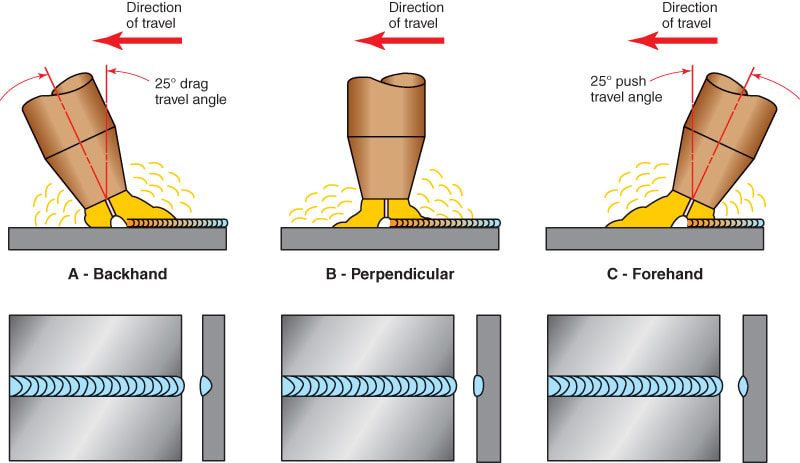
هنگام جوشکاری آلومینیوم با MIG همیشه باید از جهت جوش فورهند (فشار) استفاده کنید. این تضمین می کند که گاز محافظ به اندازه کافی گودال جوش را می پوشاند. هل دادن سیم جوش الومینیوم با نفوذ کمتر می دهد در حالی که کشیدن باعث نفوذ عمیق تر و مهره باریک تر می شود. هنگامی که سعی می کنید گودال جوش را با جوش آلومینیوم بکشید، متوجه خواهید شد که جوش های شما کثیف می شوند. این به دلیل عدم هدایت گودال با پوشش گاز است. با جهت فشار، می دانید که پوشش گاز خوبی دریافت می کنید.
ضروری است که قبل از جوشکاری، اکسید را از آلومینیوم جدا کنید. دمای ذوب اکسید دو برابر خود آلومینیوم است و اگر آن را حذف نکنید، مفاصل شما در جوشکاری با سیم جوش آلومینیوم به هم جوش نمیخورند. تمیز کردن قطعه کار قبل از جوشکاری آسان است. شما می خواهید یک برس سیمی آلومینیومی تهیه کنید (و نه فولادی زیرا باعث آلودگی جوش می شود). محل اتصال آلومینیومی را که در آن جوش ایجاد می شود، برس بزنید، و باید آماده باشید. به طور معمول هنگامی که MIG آلومینیوم را جوش می دهد، سیم کوتاه تری (1/4 اینچ) را حفظ می کنید. Wire stickout به مقدار سیمی اطلاق می شود که هنگام جوشکاری از نازل MIG فراتر می رود. برای آلومینیوم، از آنجایی که از روش انتقال اسپری استفاده میکند و بسیار داغتر میشود، باید از سیم بلندتری استفاده کنید. از ¾ تا 1 اینچ چسبندگی خوب است.
ابعاد و استاندارد ها
فیلر جوشکاری بصورت شاخه هایی که اغلب بطول 1 متر هستند و معمولا بصورت جعبه های 50 شاخه ای به بازار عرضه می شود. البته در استاندارد آمریکای طول شاخه های فیلر جوشکاری اغلب 954 میلیمتر و اندکی کوتاهتر از شاخه های استاندارد متریک می باشد. قطر های مختلفی از فیلر جوشکاری در صنایع مورد استفاده قرار می گیرند که حتی در سایز های کوچکی مانند 0.8 میلیمتر نیز می توانند موجود باشند اما کاربردی ترین قطر های فیلر جوشکاری در سایز های 1/16 اینچ الی 1/4 اینچی یا در استاندارد متریک سایز های 1.57 میلیمتر الی 6.35 میلیمتر تولید می شود. فیلر های جوشکاری بکار گرفته شده در جوشکاری با گاز محافظ آرگون طبق استاندارد ISO 544:2017 تولید می شوند که این استاندارد از ابعاد و سایز فیلر متناسب با ابعاد قطعات و درزهای آنها در شرایط دمایی مشخص صحبت کرده و در مورد گرید و متریال بکار گرفته شده در تولید فیلر جوشکاری صحبتی نمی کند.به طور کلی از فیلر جوشکاری با قطر کمتر از ضخامت فلز جوش داده شده استفاده کنید. با ضخامت فلز پایه کمتر از 1/8 اینچ ، قطر فیلر جوشکاری باید کمی نازکتر از فلز جوش داده شود. برای ورق های ضد زنگ ، از یک اندازه کمتر از فولاد کربنی استفاده کنید. این امر به شما کمک می کند زیرا شما معمولاً در مقایسه با فولاد کربنی ، از آمپر کمتری بر روی فولاد ضد زنگ استفاده می کنید. در آمپر کم ، یک فیلر جوشکاری بزرگ گودال را سرد می کند و می تواند باعث ایجاد یک مهره نامنظم شود. در مورد آلومینیوم ، همان قوانینی که برای ورق های فولادی استفاده می کنید اعمال می شود. طبق تجربه ، می توان از فیلر جوشکاری 1/16 ″ (1.6 میلی متر) برای ورق آلومینیوم به ضخامت 0.040 اینچ استفاده کرد. برای آلومینیوم ضخیم تر ، گاهی اوقات فیلر جوشکاری قبل از اینکه به گودال برسد گلوله می کند. اگر چنین شد ، قوس محکم تری داشته باشید و زاویه مشعل کمتری داشته باشید.
کد ها و ارقام مرتبط با انواع فیلر جوشکاری با متریال های مختلف
جامعه جوشکاران آمریکا American Welding Society برای بهبود فرایند آموزش و اطلاع رسانی به کاربران و بهبود فرایند جوشکاری کد هایی را برای فیلر جوشکاری مانند استاندارد ها کد هایی که برای انواع الکترود جوشکاری تعریف می شود تعریف نموده است که این کد ها با حرف ER شروع شده و با چند رقم در ادامه قید می شود. هر یک از این اعداد دارای مفاهیم شیمیایی دقیقی بوده و ترکیبات شیمیایی متریال ترکیبی در تولید فیلر جوشکاری را معرفی می کنند که در مجموع هر کد برای اتصال قطعات فلزی با متریال خاصی مناسب تر هستند. کد های عمومی تر بکار رفته در تولید فیلر جوشکاری که شناخت آنها می تواند کمک شایانی به انتخاب این قطعه صنعتی داشته باشد در زیر معرفی شده اند.مواد جوشکاری حرارتی با فیلر جوشکاری حاوی نیکل
فولد که قابلیت جوشکاری هم با الکترود و هم با فیلر جوشکاری به روش حرارتی با گاز محافظ را دارد A588 یک ماده درجه هوازدگی است. این ماده با مقاومت بالا و آلیاژ کم (HSLA) یک لایه اکسید محافظ تولید می کند که در واقع مقاومت در برابر خوردگی را افزایش می دهد. به عنوان مثال ، برخی از پل ها انگار هرگز رنگ نشده اند و زنگ زده به نظر می رسند. این شرط خوبی است که آنها از فولاد درجه هوازدگی ساخته شده اند. این فولادها معمولاً با م ادامه مطلب ...

فیلر جوشکاری در اتصالات آهن و استیل
ER70S-2, ER70S-6 و یا در کل کد های سری ER70S برای معرفی فیلر جوشکاری آهن و فولادی مشخص می شوند و که آخرین عدد درجه آلودگی سطوح اتصال را مشخص می کند. ER70S-6 برای اتصال آهن نرم دارای کاربری گسترده تری است. فولادهای خفیف و کم کربن با کمتر از 0.30٪ کربن و ضخامت کمتر از 1 اینچ (2.5 سانتی متر) ، عموماً نیازی به پیش گرمایش ندارند. استثناء از این مجاز جوشکاری بر روی اتصالات بسیار مهار شده است. این اتصالات باید 50 تا 100 درجه فارنهایت از قبل گرم شوند (10 تا 38 درجه سانتی گراد) برای به حداقل رساندن ترک خوردگی در فلز پایه. فولادهای کم آلیاژ مانند فولادهای کروم مولیبدن پس از اتصال با فیلر جوشکاری ، اگر دمای پیش گرمایش بسیار پایین باشد ، مناطق گرمایی سختی را تحت تأثیر قرار می دهند. این به دلیل خنک شدن سریع مواد اولیه و تشکیل ساختارهای دانه مارتنزیتی. دمای پیش گرم 200 تا 400 درجه فارنهایت (93 تا 204 درجه سانتی گراد) سرعت سرد شدن فیلر جوشکاری را کاهش داده و از ساختار مارتنزیتی جلوگیری می کند.
| فلز پایه | نوع اتصال | سایز تنگستن | سایز فیلر جوشکاری | سایز کاپ | جریان گاز محافظ | آمپر جوشکاری | سرعت جاری شدن | ||
| Type | CFH (L/MN) |
PSI | |||||||
| 1/16" - 1.6mm | BUTT | 1.6mm | 1.6mm | 4, 5, 6 | آرگون | 15 (7) | 20 | 95 - 135 | 15" |
| FILLET | 95 - 135 | 15" | |||||||
| 1/8" - 3.2mm | BUTT | 1.6mm / 2.4mm | 2.4mm | 4, 5, 6 | آرگون | 15 (7) | 20 | 145 - 205 | 11" |
| FILLET | 145 - 205 | 11" | |||||||
|
3/16" - 4.8mm |
BUTT | 2.4mm | 3.2mm | 7, 8 | آرگون | 16 (6.5) | 20 | 210 - 260 | 10" |
| FILLET | 210 - 260 | 10" | |||||||
| 1/4" - 6.4mm | BUTT |
3.2mm |
4.0mm | 8, 10 | آرگون | 18 (8.5) | 20 | 240 - 300 | 10" |
| FILLET | 240 - 300 | 10" | |||||||
معرفی کد های مختلف فیلر جوشکاری در اتصالات استنلس استیل
 ترکیبات آلیاژی استنلس استیل برای براورده کردن از نیاز های متفاوتی در صنایع بکار گرفته می شوند که مهمترین آنها خواص ضد زنگ این ترکیبات با بکارگیری عناصری مانند کروم که با فراوانی بین 17 الی 25 درصد در ترکیب با آهن و فلز نیکل که با فراوانی 8 الی 20 درصد در این ترکیبات شرکت می کنند بکار گرفته می شود که مقاومت محیطی بسیار بالایی را برای قطعات استیل و فیلر جوشکاری استیل بالاخص در تماس با آب و رطوبت فراهم می آورد. پر مصرف ترین گرید های استنلس استیل در صنایع گرید های 304 و 316 می باشند که البته دارای مقاومت کششی کاملا برابری نیز هستند. در واقع گرید های مختلف استنلس استیل از نظر مقاومت محیطی در برابر زنگ زدگی، مقاومت حرارتی و خواص ضد مغناطیسی تفاوت داشته و این ویژگی در مورد فیلر های جوشکاری این گرید ها نیز صادق می باشد.
ترکیبات آلیاژی استنلس استیل برای براورده کردن از نیاز های متفاوتی در صنایع بکار گرفته می شوند که مهمترین آنها خواص ضد زنگ این ترکیبات با بکارگیری عناصری مانند کروم که با فراوانی بین 17 الی 25 درصد در ترکیب با آهن و فلز نیکل که با فراوانی 8 الی 20 درصد در این ترکیبات شرکت می کنند بکار گرفته می شود که مقاومت محیطی بسیار بالایی را برای قطعات استیل و فیلر جوشکاری استیل بالاخص در تماس با آب و رطوبت فراهم می آورد. پر مصرف ترین گرید های استنلس استیل در صنایع گرید های 304 و 316 می باشند که البته دارای مقاومت کششی کاملا برابری نیز هستند. در واقع گرید های مختلف استنلس استیل از نظر مقاومت محیطی در برابر زنگ زدگی، مقاومت حرارتی و خواص ضد مغناطیسی تفاوت داشته و این ویژگی در مورد فیلر های جوشکاری این گرید ها نیز صادق می باشد.
ER308 , ER308L یکی از رایج ترین فیلر های جوشکاری برای قطعات استنلس استیل یا ضد زنگ می باشد. این گزینه برای جوشکاری فولاد ضد زنگ 304 است که به طور گسترده در تولید استفاده می شود. علاوه بر این ، این آلیاژ میله پرکننده با فولادهای ضد زنگ سری 200 و سری 300 دیگر استفاده می شود. ER309 , ER309L برای جوشکاری فلزات متفاوت استفاده می شود. می تواند گرمای بیشتری را تحمل کند و مقاومت خوبی در برابر خوردگی دارد. ER316 , ER316L معمولاً برای مخازن تحت فشار ، شیرآلات ، تجهیزات شیمیایی و کاربردهای دریایی استفاده می شود. ("L" به کربن کم اضافی در فیلر جوشکاری ، کمتر از 0.08 refers اشاره دارد ، که مقاومت در برابر خوردگی را افزایش می دهد.)
در جوشکاری فولاد ضد زنگ TIG ، فیلر جوشکاری های جوشکاری دارای پیشوند AWS-ASTM E یا ER می توانند به عنوان فیلر جوشکاری پرکننده استفاده شوند. با این حال ، فقط فیلر جوشکاری های بدون روکش برهنه باید استفاده شود. فلزات با ضخامت کمتر از 1/16 اینچ (1.6 میلی متر) همیشه باید با DCSP با استفاده از گاز آرگون جوش داده شوند. اقدامات احتیاطی معمولی را برای جوشکاری ضد زنگ انجام دهید مانند: سطوح تمیز ؛ الکترودهای خشک ؛ فقط از ابزار و برس های فولادی ضد زنگ استفاده کنید.
دلیل کاربری آرگون در جوشکاری TIG با فیلر جوشکاری| فلز پایه | نوع اتصال | سایز تنگستن | سایز فیلر جوشکاری | سایز کاپ | جریان گاز محافظ | آمپر جوشکاری | سرعت جریان فیلر جوشکاری | ||
| Type | CFH (L/MN) |
PSI | |||||||
| 1/16" - 1.6mm | BUTT | 1.6mm | 1.6mm | 4, 5, 6 | آرگون | 11 (5.5) | 20 | 80 - 100 | 12" |
| FILLET | 90 - 100 | 10" | |||||||
| 1/8" - 3.2mm | BUTT | 1.6mm | 2.4mm | 4, 5, 6 | آرگون | 11 (5.5) | 20 | 120 - 140 | 12" |
| FILLET | 130 - 150 | 10" | |||||||
|
3/16" - 4.8mm |
BUTT | 2.4mm | 3.2mm | 5, 6, 7 | آرگون | 13 (6) | 20 | 19200 - 250 | 12" |
| FILLET | 2.4mm, 3.2mm | 225 - 275 | 10" | ||||||
| 1/4" - 6.4mm | BUTT | 3.2mm | 4.8mm | 8, 10 | آرگون | 13 (6) | 20 | 275 - 350 | 10" |
| FILLET | 300 - 375 | 8" | |||||||
دمای کاری و مشخصات فیلر جوشکاری تیتانیوم
عنصر تیتانیوم یک عنصر فلزی با عدد اتمی 22 و با قابلیت های محیطی بسیار بالا در برابر زنگ زدگی می باشد که فراوانی نسبتا کمی در مقایسه با آهن داشته و قیمت بالایی نیز دارد. بسیاری از قطعات صنعتی با توجه به خواص فوق العاده تیتانیوم با این عنصر فلزی که با علامت شیمیایی Ti نمایش داده شده ساخته شده و اتصال آنها با بکار گیری فیلر جوشکاری تیتانیوم میسر می باشد. مقادیر کمی ناخالصی ها ، به ویژه اکسیژن و نیتروژن ، باعث شکنندگی فیلر جوشکاری تیتانیوم مذاب یا داغ در دمای بالای 500 درجه فارنهایت (260 درجه سانتی گراد) می شود. فلز جوش مذاب در مناطق تحت تأثیر گرما باید توسط یک پوشش محافظ از گاز بی اثر محافظت شود. تیتانیوم به یک فشار قوی و مثبت از آرگون یا هلیوم به عنوان پشتیبان در قسمت ریشه جوش و همچنین دم محافظ و طولانی گاز آرگون برای محافظت از فلز در حین سرد شدن نیاز دارد. محفظه های پاکسازی و سپرهای عقب از CK Worldwide برای کمک به ارائه نتایج با کیفیت در دسترس هستند. جداول و اطلاعات فنی مربوط به فیلر جوشکاری از جنس تیتانیوم در زیر قید شده اند.| فلز پایه | نوع اتصال | سایز تنگستن | سایز فیلر جوشکاری | سایز کاپ | جریان گاز محافظ | آمپر جوشکاری | سرعت جاری شدن فیلر جوشکاری | ||
| Type | CFH (L/MN) |
PSI | |||||||
| 1/16" - 1.6mm | BUTT | 1.6mm | None | 4, 5, 6 | آرگون | 15 (7) | 20 | 90 - 110 | 10" |
| FILLET | 110 - 150 | 8" | |||||||
| 1/8" - 3.2mm | BUTT | 2.4mm | 1.6mm | 5, 6, 7 | آرگون | 17 (8) | 20 | 190 - 220 | 9" |
| FILLET | 210 - 250 | 7" | |||||||
|
3/16" - 4.8mm |
BUTT | 2.4mm | 3.2mm | 6, 7, 8 | آرگون | 21 (10) | 20 | 220 - 250 | 8" |
| FILLET | 240 - 280 | 7" | |||||||
| 1/4" - 6.4mm | BUTT | 3.2mm | 3.2mm | 8, 10 | آرگون | 25 (12) | 20 | 275 - 310 | 8" |
| FILLET | 290 - 340 | 7" | |||||||
فیلر جوشکاری با گاز محافظ آرگون سری 7018 Acclaim
این فیلر جوشکاری که دارای تنسایل مقاومت کششی برابر با 79 ksi معادل 550 مگاپاسکال است و که پس از فرایند جوشکاری TIG تنسایلی برابر با 599 مگاپاسکال را بوجود می آورد دارای تنش خستگی برابر با 450 مگاپاسکال به شکل فیلر جوشکاری و پس از فرایند جوش برابر با 500 مگاپاسکال یا 72 ksi است. این فیلر تست ضربه impact را در دماهای -45 الی 29 درجه سانتی گراد به خوبی گذرانده و با درصد خزش مکانیکی 36% به شکل فیلر و 32% پس از جوشکاری عرضه می شود ادامه مطلب ...

فیلر جوشکاری آلیاژ مس-نیکل CuNi10
تیگراد یا فیلر جوشکاری CuNi10 که طبق استاندارد ISO 24373 تولید می شود و در جوشکاری آلیاژ های مس نیکل بکار گرفته می شود در سایز های 1.6mm , 2.4mm , 3.2mm و در طول یک متر مورد استفاده قرار می گیرد. این گرید از فیلر جوشکاری که در ترکیبات شیمیایی خود از 10% نیکل Ni در کنار 79% مس Cu و 0.5% آهن تولید شده است دارای دمای ذوب 1120 درجه سانتی گراد بوده و به سبب مقاومت بالایی که آلیاژ های مس-نیکل دارند در تماس با آب املاح دار و خورنده دریا ادامه مطلب ...

فیلر جوشکاری فسفر برنز
در ترکیبات شیمیایی فیلر جوشکاری فسفر برنز از 35% عنصر غیر فلزی فسفر همراه با ترکیبات عناصر مس، روی و برنز و در نهایت 5% قلع استفاده شده است. این نوع فیلر که در جوشکاری TIG بکار گرفته شده و تحت نام تجاری ERCuSn-A نیز شناخته می شود در سایز های 1.6mm , 2.4mm , 3.2mm مورد استفاده قرار گرفته و قابلیت جوشکاری برنز و و برنج برای آن وجود دارد. از این فیلر جوشکاری در جوشکاری آلیاژ های مس که دارای درصد قابل توجهی قلع باشند نیز می توا ادامه مطلب ...

فیلر جوشکاری برنز A2
این گرید از فیلر جوشکاری که در واقع در جوشکاری قطعات آلیاژی برنز با آلومینیوم بکار گرفته می شود در جوشکاری GMAW/GTAW مورد استفاده قرار گرفته و حتی برای اتصال قطعات مادر با آلیاژ های متفاوت نیز بکار گرفته می شود. در ترکیبات شیمیایی فیلر جوشکاری برنز A2 از 8.5-11% آلومینیوم در کنار 1.5% آهن و درصد اندکی از عناصر دیگر مانند سیلیسیوم، مس، روی و سرب استفاده شده است. یکی از ویژگی های ایده آل کاربری این فیلر جوشکاری آن ادامه مطلب ...

مراحل فرایند جوشکاری TIG
در جوشکاری TIG ، یک الکترود تنگستن که در فرایند جوشکاری ذوب نمی شود مصرف ، یک قوس بین قطعات فلزی ایجاد می شود که باید با هم جوش داده شوند. این قوس فوق العاده گرم است - بیش از 6000 درجه فارنهایت. این باعث می شود که دو قطعه اساساً با هم ذوب شوند. در همین حال ، یک گاز بی اثر ، معمولاً آرگون ، توسط مشعل برای محافظت از منطقه جوش در برابر آلودگی خارج می شود. هنگام جوشکاری TIG ، می توان از یک فیلر جوشکاری استفاده کرد ، اما در صورتیکه درز بین قطعات بسیار اندک است و فلزات دارای آلیاژ هایی با جوش پذیری بالا هستند استفاده از فیلر لازم نیست.
- اول ، شما باید همه چیزهایی را که نیاز دارید جمع آوری کرده و همه چیز را تنظیم کنید. تصمیم بگیرید که آیا از مواد پرکننده استفاده می کنید یا خیر. اگر چنین است ، مطمئن شوید که در دست است و تمیز است. همچنین لازم است فلزاتی را که قصد پیوستن دارید کاملاً تمیز کنید. اگر کاملاً تمیز نباشند ، جوش ممکن است به خوبی متصل نشود. هر چند بکارگیری گاز های محافظی مانند آرگون به بهبود فرایند جوشکاری با وجود آلودگی کمک می کند اما پیشنهاد می شود با یک برس و یا فرچه سیمی سطوح پایه را قبل از فرایند جوشکاری تمیز کنید.
- اکنون که مواد شما آماده است ، وقت آن است که جوشکار را آماده کنید. شما باید تنظیماتی را که استفاده می کنید مشخص کنید ، که بر اساس نوع فلزاتی که جوش می دهید ، ضخامت آنها ، اندازه الکترود شما و موارد دیگر متفاوت است. در حالی که در این مرحله هستید ، باید الکترود تنگستن خود را آماده کنید. برای انجام این کار ، آن را با فرچه یا سنباده تیز کنید.
- قطعات کار خود را با یک گیره در مکانی فیکس کنید. می توانید از گیره ها برای انجام این کار در یک میز استاندارد استفاده کنید ، اما یک میز جوشکاری کار را حتی ساده تر می کند.
- هنگامی که مواد شما ایمن شدند ، چند جوش کوچک برای اتصال قطعات به هم ایجاد کنید. برای انجام این کار ، مشعل را در حدود ⅛ اینچ از فلز با زاویه راحت نگه دارید. پدال پا را فشار دهید و مشعل را به آرامی درز بین قطعات فلزی خود لمس کنید. اگر می خواهید از فیلر جوشکاری استفاده کنید ، نوک فیلر جوشکاری را در همان نقطه لمس کنید. قوس فقط کسری از ثانیه را به خود اختصاص می دهد. پس از اتمام کار ، نوک را از روی فلز بردارید و نقطه بعدی را جوش دهید.
- اکنون که قطعات شما با جوشکاری چسبانده شده اند ، زمان آن است که شروع به ایجاد جوش های پیوسته کنید. شما همان روشی را که برای ایجاد جوش های چسبنده انجام داده اید ، دنبال خواهید کرد. با این حال ، این بار ، شما هر جوش های پیوسته جوش را در مجاورت جوش های پیوسته قبل از آن ایجاد می کنید تا قسمتی از آن روی هم قرار گیرد. با ادامه ساختن جوش های پیوسته های کوچک در کنار یکدیگر در هر نقطه ، جوش شما شروع به شکل گرفتن می کند.
می توانید دو قطعه را بدون فیلر جوشکاری به یکدیگر جوش دهید. اما اگر از فیلر جوشکاری استفاده می کنید ، در قوس ذوب شده و سفت می شود و این دو قطعه را به هم متصل می کند. الکترود تنگستن در داخل مشعل قرار دارد و شما نوک فلزات جوشکاری را لمس می کنید. شما دستگاه را با یک پدال پا فعال می کنید ، و هنگامی که پدال پا را فشار می دهید ، گاز شروع به خارج شدن می کند و جریان الکتریکی برقرای می شود تا بتوانید قوس ایجاد کنید. رها کردن پدال پا روند کار را متوقف می کند. هر جوش با یک تماس مشعل به فلز ایجاد می شود. اگر از فیلر جوشکاری استفاده می کنید ، فیلر را در همان مکانی که الکترود با آن تماس می گیرد ، لمس می کنید. اما اگر تصمیم به جوشکاری بدون فیلر دارید ، الکترود را به درز بین قطعات فلزی خود لمس کرده و یک جوش کوچک ایجاد می شود. استفاده و یا عدم استفاده از فیلر جوشکاری به قابلیت ذوب پذیری قطعات پایه ، میزان درز دو قطعه و دمای فرایند جوش بستگی دارد. در صورتیکه درز بین دو قطعه کاملا بسته نشده است حتما نیاز به پر کردن حد فاصل دو قطعه با بکارگیری فیلر جوش دارید.
استاندارد تولید مهره سر بسته
مانند دیگر انواع پیچ و مهره ها استاندارد تولید مهره سر بسته نیز اغلب استانداردی ابعادی که بیانگر ارتفاع، نوع و سایز دنده ها ، ارتفاع گنبد و سایز قسمت شش گوش مهره سر بسته است می باشد. دو استاندارد DIN1578 که بدون لبه در قسمت گند مهره سر بسته و استاندارد DIN986 که دارای یک لبه به شکل پله ای بین قسمت شش گوش و قسمت گنبدی مهره سر بسته است در تولید این سری از مهره ها بکار گرفته می شود که در واقع استاندارد مطابق با صنایع کشور آلمان و استانداردی میلیمتری است. مطابق با این استاندارد این سری از مهره ها هم می توانند در گرید های آهنی و هم در گرید A2 , A4 استنلس استیل تولید شده باشند. جدول مربوط به این استاندارد بصورت زیر قابل عرضه می باشد که در این جدول S نشان دهنده سایز قسمت شش گوش مهره سر بسته، t نشان دهنده طول دنده های داخلی مهره، d قطر اسمی دنده ها، h ارتفاع کلی مهره، m ارتفاع قسمت شش گوش مهره سر بسته و dk قطر قسمت گنبدی مهره سر بسته می باشد.
| دنده مهره سر بسته | سری 1 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 |
| سری 2 | - | - | - | M8x1 | M10x1 | M12x1,5 | (M14x1,5) | (M16x1,5) | (M18x1,5) | M20x2 | (M22x1,5) | M24x2 | |
| سری 3 | - | - | - | - | M10x1,25 | M12x1,25 | - | - | (M18x2) | M20x1,5 | (M22x2) | - | |
| P | سری 1 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 | 3 |
| da | حداقل | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| حداکثر | 4,6 | 5,75 | 6,75 | 8,75 | 10,8 | 13 | 15,1 | 17,3 | 19,5 | 21,6 | 23,7 | 25,9 | |
| dk | حداکثر | 6,5 | 7,5 | 9,5 | 12,5 | 15 | 17 | 20 | 23 | 26 | 28 | 33 | 34 |
| dw | حداقل | 5,9 | 6,9 | 8,9 | 11,6 | 14,6 | 16,6 | 19,6 | 22,5 | 24,9 | 27,7 | 31,4 | 33,3 |
| e حداقل | گرید تولید A | 7,66 | 8,79 | 11,05 | 14,38 | 17,77 | 20,03 | 23,35 | 26,75 | 30,14 | 33,53 | 37,72 | 39,98 |
| گرید تولید B | 7,5 | 8,63 | 10,89 | 14,2 | 17,59 | 19,85 | 22,78 | 26,17 | 29,56 | 32,95 | 37,29 | 39,55 | |
| x حداکثر | سری 1 | 1,4 | 1,6 | 2 | 2,5 | 3 | - | - | - | - | - | - | - |
| سری 2 | - | - | - | 2 | 2 | - | - | - | - | - | - | - | |
| سری 3 | - | - | - | - | 2,5 | - | - | - | - | - | - | - | |
| g2 حداکثر | سری 1 | - | - | - | - | - | 6,4 | 7,3 | 7,3 | 9,3 | 9,3 | 9,3 | 10,7 |
| سری 2 | - | - | - | - | - | 5,6 | 5,6 | 5,6 | 5,6 | 7,3 | 5,6 | 7,3 | |
| سری 3 | - | - | - | - | - | 4,9 | - | - | 7,3 | 5,6 | 7,3 | - | |
| h | حداکثر سایز اسمی | 8 | 10 | 12 | 15 | 18 | 22 | 25 | 28 | 32 | 34 | 39 | 42 |
| حداقل P. گرید A | 7,64 | 9,64 | 11,57 | 14,57 | 17,57 | 21,48 | 24,48 | 27,48 | 32,38 | 33,38 | 38,38 | 41,38 | |
| حداقل P. گرید B | 7,42 | 9,42 | 11,3 | 14,3 | 17,3 | 21,16 | 24,16 | 27,16 | 31 | 33 | 38 | 41 | |
| m | حداکثر | 3,2 | 4 | 5 | 6,5 | 8,8 | 10 | 11 | 13 | 15 | 16 | 18 | 19 |
| حداقل | 2,9 | 3,7 | 4,7 | 6,14 | 7,64 | 9,64 | 10,3 | 12,3 | 14,3 | 14,9 | 16,9 | 17,7 | |
| Mw | حداقل | 2,32 | 2,96 | 3,76 | 4,91 | 6,11 | 7,71 | 8,24 | 9,84 | 11,44 | 11,92 | 13,52 | 14,16 |
| r | approx. | 3,25 | 3,75 | 4,75 | 6,25 | 7,5 | 8,5 | 10 | 11,5 | 13 | 14 | 16,5 | 17 |
| s | حداکثر = سایز اسمی | 7 | 8 | 10 | 13 | 16 | 18 | 21 | 24 | 27 | 30 | 34 | 36 |
| حداقل P. گرید A | 6,78 | 7,78 | 9,78 | 12,73 | 15,73 | 17,73 | 20,67 | 23,67 | 26,67 | 29,67 | 33,38 | 35,38 | |
| حداقل P. گرید B | 6,64 | 7,64 | 9,64 | 12,57 | 15,57 | 17,57 | 20,16 | 23,16 | 26,16 | 29,16 | 33 | 35 | |
| t | حداقل | 5,26 | 7,21 | 7,71 | 10,65 | 12,65 | 15,65 | 17,65 | 20,58 | 24,58 | 25,58 | 28,58 | 30,5 |
| حداکثر | 5,74 | 7,79 | 8,29 | 11,35 | 13,35 | 16,35 | 18,35 | 21,42 | 25,42 | 26,42 | 29,42 | 31,5 | |
| w | حداقل | 2 | 2 | 2 | 2 | 2 | 3 | 4 | 4 | 5 | 5 | 5 | 6 |
| وزن kg/1000pcs | - | - | 4,66 | 11 | 20,1 | 28,3 | - | 54,3 | 95 | 104 | - | 216 |
کاربری گرید های استیل مهره سر بسته
از آنجایی که یکی از دلایل اصلی کاربری مهره سر بسته دلایل زینتی و در محیط هایی است که کاربری عمومی دارند استفاده از مهره سر بسته در گرید های استنلس استیل ضد زنگ نیز بسیار گسترده تر از گرید های آهنی و استیل می باشد. در فضاهای عمومی اولا به سبب افزایش طول عمر در تماس با آب و رطوبت و باران های اسیدی و ثانیا به سبب سطح براق و جذابی که آلیاژ فلزی استنلس استیل دارد اغلب از اتصالات استیل مانند پیچ و مهره استیل، سیم بکسل استیل، نرده های استیل و غیره استفاده می شود که پوشش سطحی پیچ های استیل نیز طبیعتا با مهره سر بسته استنلس استیل صورت می پذیرد. خاصیت مقاومت محیطی در برابر زنگ زدگی مهره سر بسته استیل یک خاصیت ذاتی بدون نیاز به آبکاری سطحی بر خلاف مهره آهنی و فولادی می باشد و از وجود درصد بالایی از عناصر کروم و نیکل در ساختار فلزی استیل نشات می گیرد.
مهره سر بسته استنلس استیل گرید A2
گرید استنلس استیل A2 از مهره های سر بسته در واقع در میان استاندارد های آلیاژی استیل از گرید 304 استفاده می کند. از نظر تنسایل مقاومت کششی این گرید از مهره سر بسته استیل دارای قابلیت های کششی و تنشی برابر نسبت به گرید های دیگر می باشد اما از نظر مقاومت محیطی در سطح پایین تری قرار دارد. وجود 18% کروم و 8% نیکل در ساختار و ترکیبات شیمیایی آلیاژی مهره استیل سر بسته A2 سبب می شود تا در تماس با آب و رطوبت دارای مقاومت ادامه مطلب ...

مهره استیل سر بسته گرید A4
گرید A4 از مهره های استیل سر بسته در واقع همان گرید عمومی 316 از استنلس استیل می باشد که به نام نگیر هم شناخته می شود. چرا که این گرید از مهره سر بسته توسط میدان مغناطیسی هیچ نیروی جذبی ندارد. علاوه بر 18% کروم و 8% نیکل حدود 2% عنصر فلزی مولیبنیت نیز در ترکیبات شیمیایی مهره سر بسته استیل 316 یا گرید آستنیته A4 وجود دارد که علاوه بر تاثیر بر خواص مغناطیسی به بهبود مقاومت محیطی این گرید از مهره صنعتی در برابر زنگ ادامه مطلب ...

عمق داخلی مهره سر بسته
قسمت دنده شده داخلی مهره سر بسته نیز طبق استاندارد DIN1574 مشخص می شود که میزان مشخصی داشته و یک میزان حداکثر نیز برای ارتفاع Dome یا کپ برای آن تعیین می شود. از آنجایی که مهره های سر بسته هم قابلیت اتصال بر روی پیچ های ماشینی را با دنده هایی از نوع مشخص و هم پیچ های شش گوش با دنده هایی مشخص دارند در صورتیکه ارتفاع پیچ بصورت زائد در بیرون قطعه کار بسیار بلند باشد مهره بصورت کامل این سطح را پوشش نمی دهد. این امر در مورد پیچ های ماشینی بیشتر اتفاق می افتد که اغلب با توجه به قطر کم این پیچ ها قابلیت قطع کردن سر بیرونی پیچ تا ارتفاعی مشخص برای نشستن کامل مهره سر بسته بر روی این سطح فراهم می شود. در مورد پیچ هایی شش گوش در بسیاری از موارد که کاربری صنعتی و ساختمانی باشد مانند سوله ها در نهایت این سطوح پیچ ها درون کار قرار گرفته و عملا نیازی به استفاده از مهره سر بسته وجود ندارد. عملا در مقایسه با بسیاری انواع مهره از جمله مهره قفلی و مهره شش گوش کاربری مهره سر بسته محدودتر و با تنش های کمتری نیز مواجه می باشد.
مهره سر بسته آهنی کلاس 5
گرید های آهنی در دو کلاس 4 و 5 در تولید مهره سر بسته بکار گرفته می شوند که در کلاس 4 دارای تنسایل مقاومت کششی 380 نیوتن بر میلیمتر مربع و در کلاس 5 دارای تنسایل 460 نیوتن بر میلیمتر مربع هستند. این مهره ها دارای درصد پایینی از کربن بوده و نرم و چکش خوار هستند و از این رو تنها با دنده های درشت تولید می شوند و در اتصالات پیچ های آهنی همین کلاس مورد استفاده قرار می گیرند. به سبب واکنش پذیری بالا و قابلیت زنگ زدگی در ادامه مطلب ...

در صورتیکه در مناطق مرطوب مانند مناطق ساحلی برای بستن سر پیچ ها قصد استفاده از مهره سر بسته را دارید پیشنهاد می شود از گرید استیل 304 که هم قیمت پایین تری نسبت به گرید 315 دارد و هم مقاومت مناسبی در برابر زنگ زدگی دارد استفاده کنید. در مناطقی که با ترکیبات کلردار و یا خورنده های فاز گاز یا مایع از جنس اسیدی و یا خورنده های قوی سرو کار دارد ترجیح به استفاهد از گرید 316 می باشد که مقاومت بالایی در برابر کلرید ها دارد. در فضاها و مناطقی با رطوبت پایین و متوسط می تواندی از مهره سر بسته آهنی گرید های 4 و 5 استفاده کنید اما به خاطر داشته باشید آبکاری گالوانیزه سرد پیچ و مهره ها در صورتیکه دچار خراش سطحی شود در آستانه زنگ زدگی از همان نقطه که به پیش روی در مغز مهره سر بسته نیز می انجامد ادامه می دهد.
محصولات OE فیلتر مان MANN
فیلتر مان MANN با بیش از 70 سال سابقه مستمر در تولید انواع فیلتر صنعتی و با بیش از 6800 فیلتر در انواع سایز ها و مشخصات مختلف که برای کاربری در بیش از 300.000 نوع اتصال ماشین آلات صنعتی مختلف تولید می شوند یکی از پیشگامان این عرصه محسوب می شود. فیلتر مان یم محصول با کیفیت OE یعنی قطعه ای که تولید کنندگان ماشین آلات صنعتی در کارخانه بر روی ماشین آلات خود نصب می کنند بوده و به منظور مراقبت از اجزای موتور در انواع فیلتر های روغن، گازوئیل و آبگیر مان، برای محافظت از مسافران و سرنشینان در انواع فیلتر هوای کابین و برای محافظت از سیستم هیدرولیک تولید می شود.یکی از دلایل پیشرفت و بهبود کیفی محصولات فیلتر مان MANN که بصورت مستمر صورت می پذیرد تعامل مستقیم بخش طراحی و توسعه این شرکت با دو بخش یکی بخش صنعتی برای بر طرف کردن نیاز های ماشین آلات صنعتی و دیگری بخش دانشگاهی برای به روز رسانی سطح کیفی اطلاعات فنی و مهندسی مجموعه فیلتر مان متناسب با جدید ترین تکنولوژی های تولید می باشد. از این رو فیلتر مان محصولاتی OE که حداکثر قابلیت های جذب آلاینده ها در بدترین و سخت ترین شرایط کاری از دما و فشار را داشته باشد در طول عمر بالایی فراهم کرده و از این جهت در بالاترین سطح از اعتماد عمومی و کاربران فنی قرار دارد. فیلتر مان بسته به نوع کاربری هم بصورت کارتریجی و هم بصورت پیچی در داخل قوطی هایی از آلیاژ های آلومینیوم اغلب به رنگ مشکی و در داخل باکس های ویژه این برند تولید کننده فیلتر صنعتی به رنگ سبز و زرد به بازار عرضه می شود.
تصفیه 3 مرحله ای گازوئیل توسط فیلتر سپراتور مان MANN
برند فیلتر مان که به حذف 3 مرحله ای آلاینده ها می پردازد به ثبت جهانی رسیده و قابلیت جذب و حذف بیش از 97% از کلیه آلاینده های گازوئیل پیش از ورود به موتور را دارد. قطرات آب معلق در گازوئیل که ابتدا در ابعاد بزرگتر با قابلیت جذب ساده تری در داخل تانک ذخیره سوخت قرار دارند پس از ورود به فیول پمپ یا پمپ گازوئیل که برای انتقال سوخت از مخزن به سمت سیستم انژکتور بکار می رود شکسته شده و به ابعاد بسیار ریزی بدل می شوند که تنها فیلتر آلات صنعتی با قابلیت و تکنولوژی بالا قابلیت جذب این آلاینده های فاز مایع را دارند. فیلتر سپراتور مان MANN با جذب قطرات آب تا ابعاد 3 الی 5 میکرون از ورود این ذرات به موتور اولا از زنگ زدگی و آسیب به اجزای انژکتور از جمله سوزن انژگتور محافظت می کند و ثانیا به بهبود عملکرد موتور می انجامد.
- Separation of particles حذف آلاینده های جامد: اولین و بیرونی ترین لایه در فرایند تصفیه گازوئیل توسط فیلتر سپراتور مان MANN می باشد. این فرایند توسط یک لایه سلولزی که فشردگی آن بصورت تدریجی از بیرون به درون افزایش پیدا می کند بصورت جذبی انجام می گیرد. این لایه بصورت چین دار کاغذی دیده می شود.
- Coalscence of water droplets ادغام قطرات ریز آب: این دومین مرحله از پاکسازی گازوئیل ورودی به موتور های دیزلی توسط فیلتر سپراتور مان MANN می باشد. این فرایند توسط یک لایه از الیاف مصنوعی صورت می پذیرد. این لایه بدون چین و به شکل یک استوانه بین دو لایه دیگر قرار دارد.
- Separation of water جدا سازی آب: سومین مرحله از فرایند تصفیه گازوئیل توسط فیلتر آبگیر گازوئیل مان می باشد که قطرات ادغام شده آب به هم پیوسته و به سمت مخزن ذخیره آب حرکت می کنند. این لایه از فیلتر به شکل یک مش دیده می شود.
استفاده از فیلتر سپراتور آبگیر مان چهار مزیت کلی جلوگیری از زنگ زدگی، جلوگیری از پدیده کاویتاسیون، پدید آمدن میکرو ارگانیسم ها و آسیب به اجزای موتور را به همراه خواهد داشت. از این رو بر روی انواع ماشین آلات سنگین صنعتی و معدنی و ماشین آلات حمل و نقل که از سوخت گازوئیل استفاده می شود این قطعه بصورت OE مورد استفاده قرار می گیرد. در رده تولیدی اروپا فیلتر مان اغلب با فیلتر آلاتی چون MAHLE اتریش مقایسه می شود.
فیلتر هوای کابین مان MANN
هوای ورودی به محفظه کابین از نظر کیفی حتی می بایست در رده بالاتری از هوای ورودی به موتور باشد چرا که کیفیت هوای موتور به سلامت اجزای موتور و هوای ورودی به کابین با سلامت کاربران سر و کار دارد. فیلتر هوای کابین مان MANN که اغلب از نوع تخت تولید می شود یکی از با کیفیت ترین ها در بازار می باشد. در واقع برند مان MANN آلمان یکی از برند هایی است که بصورت تخصصی در تولید فیلتر های هوای کابین در شکل های مختلف و استاندارد ادامه مطلب ...

فیلتر ماشین های راهسازی مان
ماشین آلات راهسازی و معدنی یکی از پر مصرف ترین و در عین حال پر تنش ترین نوع ماشین های سنگین صنعتی هستند. انواع بولدوزر، بیل مکانیکی، لودر و گریدر از جمله ماشین های راهسازی هستند که فیلتر مان MANN در انواع مختلف برای اتصالات موتور، سیستم هیدرولیک و کابین این ماشین آلات مورد استفاده قرار می گیرد. فیلتر گازوئیل یا سپراتور گازوئیل مان برای تصفیه سوخت ورودی به محفظه موتور دیزلی این ماشین آلات، فیلتر روغن مان ادامه مطلب ...

عملکرد فیلتر سپراتور مان MANN در سرما
برخی اجزای معلق در سوخت موتور دیزل می توانند تا اندازه زیادی از سرما تاثیر پذیرند که قطرات آب و پارافین موجود در گازوئیل از این دسته هستند. آب در انجماد خط سوخت نقش دارد علاوه بر این، دو نکته خاص وجود دارد که بسیار مهم است. عمر فیلتر و عملکرد در هوای سرد برای فیلتر مان تحت تاثیر این دو دما قرار دارد. این نقاط عبارتند از cloud point یا نقطه ابری و Cold filter plug point (CFPP) یا نقطه خفگی تحت سرمای فیلتر. نقطه ابری در واقع دمایی است که در آن کریستال های پارافین رسوب می کنند و CFPP حداکثر دمایی است که در آن مشخصات سوخت یا گازوئیل سبب مسدود شدن و بسته شده منافذ فیلتر می گردد.
یکی از مشخصه های عملکرد فیلتر های سپراتور گازوئیل مان MANN مقاومت بالا در شرایط سرمای شدید می باشد. بصورت معمول بسته به کیفیت گازوئیل پارافین موجود در دمایی در محدوده -17 الی 7 درجه سانتی گراد به کریستال تبدیل می شود. این در حالی است که CFPP برای انواع سوخت با کیفیت های مختلف در محدوده دمایی -23 الی -9 درجه سانتی گراد اتفاق می افتد. بنابراین در دماهای بسیار پایین هم پیدایش کریستال های پارافین (واکس) و همچنین یخ بستگی قطرات آب معلق در گازوئیل تا اندازه زیادی سبب بسته شدن منافذ فیلتر های سپراتور شده و از این رو Pre-heating یا گرمایش گازوئیل پیش از ورود به فیلتر امری مفید می باشد، هر چند که قابلیت های فیلتر های سپراتور با برند های معتبر مانند فیلتر مان MANN ، فیلیتگارد، دونالدسون و فیلتر کاترپیلار در محدوده فوق سرد نیز بالاتر از بسیاری برند های متفرقه دیگر است.
قابلیت های عملکرد مناسب فیلتر سپراتور مان حتی در دماهای پایین برای سیستم های مدرن سوخت رسانی به موتور های دیزل از جمله سیستم های HPCR که در برابر آلاینده ها من جمله قطرات آب بالاخص در قسمت انژکتور دچار آسیب های جدی می شوند در حفظ و افزایش طول عمر این سیستم ها که با حساسیت بالا برای عملکرد تا فشار 30.000 lb/in 2 (2,068 bar) طراحی شده اند بسیار مهم می باشد. در این نوع کاربری حتی در صورتیکه موتور دارای یک فیلتر سپراتور بصورت OE نیز باشد بکارگیری فیلتر مان سپراتور در خط مسیر سوخت می تواند به افزایش طول عمر اجزا بیانجامد.
فیلتر صنعتی مان با برند دویتس DEUTZ
موتور دیزل دویتس DEUTZ یکی از شناخته شده ترین، پر کاربرد ترین و با کیفیت ترین موتور های دیزلی در دنیا محسوب می شود که هم رده با موتور های کامینز بر روی بسیاری ماشین آلات صنعتی از جمله ماشین آلات کشاورزی، معدنی و راهسازی، مولد ها و کمپرسور ها اتصال پیدا می کند. برند دویتس DEUTZ آلمان برای موتور های خود انواع فیلتر آلات را با این برند در نوع پیچی با قوطی های سفید رنگ به بازار عرضه می کند. جالب است بدانید فیلتر های برند دویتس بصورت قطعه اصلی نیز توسط برند فیلتر مان MANN آلمان تولید می شود و تنها بصورت مخصوص با نام دویتس برای این شرکت معتبر تحویل می شود.
انتخاب فیلتر مان MANN بعنوان شرکت تولید کننده فیلتر آلات برای موتور های قدرتمند و فراگیر دویتس خود نشانی از اعتبار و قابلیت اطمینان از مشخصات و کیفیت فنی محصولات فیلتر مان محسوب می شود. شایان ذکر است که با توجه به داشتن فرایند های پیچیده تر تولید، استفاده از مدرن ترین تکنولوژی ها و داشتن استاندارد صنایع کشور آلمان که بدون شک یکی از صنعتی ترین کشور های دنیا محسوب می شود قیمت فیلتر مان نیز تا اندازه ای بالاتر از نمونه های هم رده می باشد. البته قیمت بالاتر این محصولات با تضمین کیفیت بهتر نیز می باشد.
فیلتر هیدرولیک جرثقیل ماشینی مان MANN
جرثقیل ها ماشین آلات سنگینی هستند که برای حمل بار و بصورت ماشین های صنعتی متحرک استفاده می شوند حال آنکه تاور کرین ها ماشین آلاتی هستند که دارای یک ستون و پایه ثابت بوده و در ارتفاعات کار می کنند. یکی از مهمترین بخش های دینامیک جرثقیل ها که بصورت ماشینی با برند هایی مانند تادانو تولید می شوند بخش هیدرولیکی آنها می باشد و فیلتر هیدرولیک مان MANN یکی از محصولات با کیفیت جهانی و تولیدی کشور آلمان می باشد که بر روی این سیستم ها اتصال پیدا می کند. سیستم هدرولیک جرثقیل که از بخش های مختلفی از جمله از آکومولاتور تشکیل شده ادامه مطلب ...

فیلتر هوای کابین بیل مکانیکی مان
بیل های مکانیکی در صنایع شهر سازی و ساخت جاده و تونل و همچنین در حفاری و حتی صنایع ساختمانی دارای کاربرد گسترده ای هستند. بیل های مکانیکی با موتور های دیزلی کار می کنند و دارای توان و گشتاور خروجی بالایی از موتور بوده قابلیت های بالایی در حفاری دارند. انواع مختلفی فیلتر صنعتی بر روی بیل های مکانیکی اتصال پیدا می کند که فیلتر گازوئیل ، فیلتر روغن و فیلتر هیدرولیک در بخش موتور و فیلتر هوای کابین در اتصال و پاکسازی هوای ورودی به محفظه و جایگاه راننده از مهمترین آنها می باشد. فیلتر هوای مان MANN برای کابین سرنشینان اغل ادامه مطلب ...
فیلتر سپرایتور روغن از هوای مان در اتصال کمپرسور
کمپرسور ها از ماشین های صنعتی پر کاربردی هستند که خود بعنوان مولد نیرو در اتصال ماشین های صنعتی دیگر از جمله در اتصال پمپ های پنوماتیکی دیافراگمی مورد استفاده قرار می گیرند. فیلتر های صنعتی مان MANN در شکل های متنوعی بر روی کمپرسور ها اتصال پیدا می کنند از فیلتر های کارتریجی هوا در ورودی این ماشین ها گرفته تا انواع فیلتر روغم مان در تصویه روغن در گردش. یکی از فیلتر های خاص صنعتی که بصورت خواش بر روی کمپرسور ها اتصال پیدا می کند و به فیلتر کمپرسور نیز شناخته می شود فیلتر روغن از هوای سپرایتور کمپرسور مان می باشد. این فیلتر در خروجی پمپ اسکرو یعنی موقعیتی که هوا در دما و فشار بالا خارج می شود اتصال پیدا می کند و به جذب قطرات ریز و پودری روغن از هوا می پردازد. فیلتر سپرایتور مان MANN در اتصال کمپرسور دارای یک کارتریج ویژه که توسط یک مش فلزی پوشانیده شده است می باشد و قابلیت جذب تا سایز 7 میکرون را دارد. فیلتر مان آلمانی نه تنها بصورت دیفالت بر روی کمپرسور های آلمانی بلکه بر روی بسیاری از کمپرسور های تولیدی قاره اروپا اتصال پیدا می کند و دارای قیمت فروش بالایی بالاخص نسبت به برند های متفرقه در بازار است.
مقایسه فیلتر روغن مان MANN و Knecht
برند فیلتر Knecht نیز مانند برند MANN برندی آلمانی می باشد که از سال 1899 به فعالیت در زمینه تولید انواع فیلتر های صنعتی بالاخص در زمینه تولید فیلتر های روغن فعالیت داشته و بصورت موازی با برند MAHLE که یکی از معتبر ترین برند های تولید کننده بوش و پیستون و اجزای موتور های دیزلی است فعالیت دارد. در این بخش از مقاله پیرامون معرفی فیلتر آلات مان MANN قصد مقایسه عملکرد و قابلیت های فیلتر های روغن دو برند معتبر آلمانی مان و Knecht را داریم. این مقایسه نه تنها از جنبه قابلیت حذق درصد بالایی از آلاینده ها بلکه با در نظر گرفتن فاکتور مهم دیگری یعنی قابلیت عبور دبی بالایی از سیال برای تغذیه مناسب موتور دیزل صورت می پذیرد. چرا که این دو فاکتور در صورتیکه فیلتر از تکنولوژی بالایی برخوردار نباشد در تضاد با یکدیگر قرار می گیرند چرا که قابلیت جذب ذرات ریزتر نساز به بافت ریز تر از الیاف کارتریج و بافت ریزتر دبی جریان خروجی را کاهش می دهد و از این رو همواره می بایست یک بالانس مناسبی بین این دو فاکتور وجود داشته باشد.
بر روی اغلب موتور ها از دو نوع فیلتر روغن یکی از نوع پیچی که برای اولین بار در دهه پنجاد میلادی معرفی شد که کاربری ساده تری داشته اما در عوض هم گرانتر هستند و هم بازیافت آنها دشوار است. نمونه دیگر فیلتر های کارتریجی که در این مقاله نیز به تست و مقایسه آنها بین دو برند مان MANN و Knecht می پردازیم است که این سری از فیلتر ها بسیار ارزان تر هستند و قابلیت بازیافت سریعتری دارند اما اغلب با دشواری بالاتری در اتصال روبرو هستند. کارتریج های بکار رفته در تست و مقایسه در اینجا از جنس سلولزی هستند که اغلب دارای فیبر هایی با درز های باز تر نسبت به کارتریج های فیبرگلاس هستند.
در بررسی ظاهری فیلتر های مان در دو سمت لبه های سلولزی چین خورده دارای دیواره هایی از جنس کاغذی خاص با چگالی بالا هستند و در مرز لبه ها دارای یک فوم نگهدارنده قدرتمند هستند که تا اندازه ای از سطح مقطع تماس کلی آنها می کاهد. این در حالی است که فیلتر روغن Knecht در دو سمت دارای بدنه هایی از جنس شبیه به پلاستیک استفاده می کنند و لبه های چین کارتریج دارای فوم پوشاننده نبوده و سطح مقطع بیشتری را فراهم می آورد. در بخش درونی کور و مرکز پلاستیکی فیلتر روغن مان اولا از جنس پلمری با کیفیت بالاتری تولید شده و ثانیا سیار هایی به شکل مارپیچ برای هدایت بهتر روغن دارد در حالیه شیار های فیلتر روغن Knecht بصورت خطی تولید شده اند.
در نمونه تست شده فیلتر روغن مان دارای 156 عدد چین خوردگی در ابعاد 8.2X1.6 cm سانتی متر بوده که سطح مقطع تماس فیلتر با روغن برابر با 2046.72 سانتی متر مربع را پدید می آورد و دارای ضخامت لایه کاغذی برابر با 0.62 میلیمتر است. فیلتر روغن Knecht دارای 120 لایه چین خوردگی بوده که پایینتر از این میزان برای فیلتر مان MANN می باشد. ابعاد چین خوردگی ها در این فیلتر روغن 8.9X1.6 سانتی متر است که در مجموع سطح تماس 1708.8 سانتی متر مربع را با روغن پدید می آورد که باز هم در قیاس با فیلتر مان پایین تر بوده اما ضخامت لایه سلولزی بالاتر از نمونه مان و برابر با 0.85 میلیمتر است. این احتمالا بدان معنا است که نمونه فیلتر روغن Knecht دارای قابلیت جذب و نگهداری بهتری از آلاینده ها نسبت به فیلتر مان داشته اما در عوض میزان جریان و دبی روغن محدودتری را از خود عبور می دهد.
در تست انجام شده برشی از فیلتر با هر دو برند را با روغن از نوع 5W-30 و در دمای 100 درجه سانتی گراد مورد تست قرار می دهیم. در این تست با عبور 200 لیتر روغن با سطح آلاینده های برابر و در دور 1300 دور در دقیقه از اویل پمپ استفاده گردید. در این تست دمای روغن بصورت ثابت و در دمای 50 درجه سانتی گراد نگهداشته شد. در طی فرایند تست میزان برابری از آلاینده ها معادل 6.4 گرم به روغن افزوده شد. این آلاینده ها از ترکیبات ریز آهن، کروم و با مشخصاتی شبیه به آلاینده های عمومی یک موتور دیزلی شبیه سازی شدند. از نظر ابعادی این آلاینده ها در محدوده 10 الی 45 میکرونی مورد استفاده قرار گرفتند. در یک موتور واقعی اغلب جریانی بین 20 الی 40 لیتر از روغن در هر دقیقه از فیلتر روغن عبور می کند و بنابراین این تست حدود 10 دقیقه برای هر یک از فیلتر های مان و Knecht به طول خواهد انجامید.
بصورت قابل تصوری با توجه به رقابتی که بین برند های برتر تولید کننده فیلتر وجود دارد کیفیت روغن پس از فرایند فیلتراسیون در درجه تقریبا برابری با اندکی بهبود به سمت Knecht می باشد. با توجه به ضخامت بالاتر در بخش سلولزی فیلتر Knecht نسبت به مان روغن رسانی به موتور مورد فیلتر روغن مان Mann اندکی بهبود نسبت به نمونه رقیق خود دارد. با این وجود هر دو نوع فیلتر دارای قابلیت هایی نسبتا برابر هستند.
ویژگی های کارتریج و اتصالات فیلتر ولوو اصلی
شاید فیلتر های برند های نا شناخته و یا فیلتر هایی که بصورت طرح تولید می شوند دارای قیمت پایین تری نسبت به فیلتر ولوو VOLVO اصلی باشند اما عدم قابلیت جذب و طول عمر پایین در بلند مدت صدماتی را به اجزای موتور وارد کرده و تعویض دائمی فیلتر را سبب می شود که در نتیجه قیمتی مشابه با زمان هدر رفته و قطعات فرسوده موتور را به دنبال دارد. در مواردی در تست های آزمایشگاهی مشخص شده است که کاربری فیلتر ولوو اصلی تا 6 برابر راندمان، جذب و طول عمر را نسبت به نمونه های طرح پدید می آورد. سطح تماس بیرونی کارتریج فیلتر ولوو اصلی در قسمت بیرونی دارای حداقل 0.64 متر مربع m2 می باشد در حالی که نمونه های طرح از هر 6 عدد تنها 2 عدد از آنها به سختی به سطح تماس 0.6 متر مربع می رسند که این قابلیت جذب مدیا یا کارتریج را کاهش می دهد.سیل و آب بند فیلتر ولوو VOLVO اصلی به مدت 72 ساعت در دمای -30 درجه سانتی گراد مورد تست قرار گرفته و همچنان خاصیت کشسانی خود را حفظ می کنند و این در حالی است که در این دما سیل های فیلتر های متفرقه بسیار ترد شده و عملا خاصیت الاستیک خود را از دست می دهند که این امر نشتی سیال عامل را به همراه خواهد داشت. استفاده از یک فنر در چهار نقطه پشتیبانی در قرارگیری کارتریج فیلتر ولوو پایداری موقعیتی عالی حتی برای اتصال بصورت افقی و عمودی را پدید می آورد حال آنکه کارتریج فیلتر های متفرقه عدم ثبات مکانی داشته که سبب پایین امدن خاصیت جذب و نگهداری در موقعیت های اتصال مختلف می شود و فنر های فیلتر های متفرقه تنها ساپورت عمودی دارند.
اسکن الکترونیکی کارتریج فیلتر اصلی ولوو VOLVO نشان از یکسان نبودن تراکم لایه ها از بیرون به درون کارتریج بوده که این امر از بسته شدن منافذ در بیرون توسط ذرات کوچک جلوگیری کرده و تمامی سطح مقطع کارتریج در فرایند جذب و نگهداری آلاینده ها سهیم هستند. این در حالی است که فیلتر های متفرقه دارای تراکم لایه ای کارتریج یکسان بوده و به سرعت بر روی سطح بیرونی منافذ آنها با گرفتگی روبرو می شود.
فیلتر ماشین های راهسازی ولوو VOLVO
برند ولوو یکی از معتبر ترین برند های تولید کننده ماشین های سنگین راهسازی و معدنی می باشد. انواع فیلتر ولوو VOLVO بصورت قطعه OE بر روی کلیه ماشین های راهسازی ولوو شامل انواع لودر ها در سری های مختلف، بیل های مکانیکی چرخ لاستیکی و چرخ زنجیری، انواع گریدر های ولوو و دیگر ماشین آلات اتصال پیدا می کند. تولید فیلتر ولوو توسط برند تولید کننده ماشین آلات ولوو این مزیت را دارد که مطابق با نیاز های صنعتی ماشین آلات خ ادامه مطلب ...
مقایسه هوزینگ (کاسه بیرونی) و پلیت فیلتر ولوو VOLVO با نمونه های طرح
مقایسه جزو به جز اجزای تشکیل دهنده فیلتر ولوو اصلی VOLVO با نمونه های طراح بصورتی واضح تر طول عمر بالاتر و قابلیت های بیشتر این فیلتر آلات صنعتی رامشخص می کند. هوزینگ و بدنه قوطی شکل فیلتر ولوو اصلی برای داشتن مقاومت بالاتر در برابر زنگ زدگ زدگی بصورت گالوانیزه و از آلیاژ هایی با مقاومت فشاری بالاتر که این فیلتر آلات را در دبی ها و فشار های مختلف ضد انفجار می کند تشکیل می شود. همچنین لبه ها و اتصالات فیلتر ولوو با حداقل تلورانس تولید می شوند که از نشتی در عملکرد جلوگیری به عمل می آورند. این در حالی است که نمونه های متفرقه فیلتر های روغن پیچی ضد زنگ نبوده و در تولید هوزینگ آنها از لایه های فلزی با ضخامت بسیار اندک استفاده می شود که امنیت را به حداقل می رساند. تلورانس ابعادی بالا بالاخص در لبه ها باعث می شود بر خلاف فیلتر ولوو اصلی این سری از فیلتر آلات بالاخص در فشار های بالا یا دماهای پایین با نشتی روبرو شوند.
پلیت فیلتر ولوو که در واقع صفحه ای با سوراخ های سطحی که در کف فیلتر پیچی می نشیند بگونه ای دنده شده است که زمان نشستن بر روی کاسه درزی بین رزوه ها باقی نمی گذارد و سبب قرارگیری گسکت بیرونی در موقعیت کاملا مناسب می شود. با وجود ابعاد بدون درز نصب و اتصال و جداسازی پلیت کف فیلتر ولوو به سادگی صورت می پذیرد. این در حالی است که نمونه های طرح اغلب با نشتی اندکی روبرو هستند که هم به کاهش فشار هیدرولیک در سیستم می انجامد و هم سبب هدر رفتن روغن می گردد.
فیلتر هوای موتور ولوو VOLVO
برند ولوو VOLVO یکی از تولید کنندگان موتور های دیزلی تحت نام ولوو پنتا می باشد که فیلتر هوای موتور ولوو VOLVO بصورت قطعه اصلی بر روی این موتور ها سوار شده است. قابلیت جذب بالای آلاینده های هوا متناسب با نیاز های موتور دیزل ولوو پنتا در جهت فرایند احتراق بهتر و آسیب کمتر به موتور توسط فیلتر های ولوو از نوع کارتریجی استوانه ای صورت می پذیرد. استفاده از کارتریج هایی تولید شده توسط تکنولوژی بسیار بالا توسط برند ولوو ادامه مطلب ...

فیلتر هوای کابین ولوو
تصفیه هوای ورودی با کابین سر نشینان بالاخص در محیط هایی با درصد آلودگی های صنعتی، گرد و غبار و کاز های شیمیایی اهمیت بسیار بالایی دارد. فیلتر هوای کابین ولوو VOLVO که اغلب به شکل فیلتر های تخت با استاندارد ابعادی و در شکل های مختلفی تولید شده است با دارا بودن کارتریجی فراوری شده به صورت خاص با قابلیت جذب بسیار بالای آلاینده ها در بهبود کیفیت هوای در تردد به داخل کابین سرنشینان نقشی مهم ایفا می کند. سایز های دقیق با تلورانس بسیار کم فیلتر هوای ولوو برای کابین که اجزاه تردد هوا از اطراف را می گیرد سبب عبور کل دبی هوای ورودی از کابین از داخل کارتریج سلولزی ویژه تولید شده می کند. طراحی در تراکم لایه ای مختلف فیلتر ولوو برای هوای کابین قابلیت جذب بالاتری را در ابعاد میکرونی فراهم می آورد. لبه های چین خورده با عمق چین بالاتر سطح مقطع بالاتری را در تماس با سیال گاهی بوجود می آورد که این امر سبب می شود دبی جریان عبوری از سطح فیلتر هوای کابین ولوو VOLVO در قیاس با بسیاری برند های مشابه بالاتر باشد.
استاندارد DIN6798 در تولید واشر خورشیدی
 واشر های خورشیدی در ابعاد میلیمتری طبق استاندارد DIN6798 تولید می شوند. این استاندارد بیان کننده ابعاد در بخش های مختلف می باشد و صحبتی از متریال، گرید و نوع آبکاری نمی کند. طبق استاندارد DIN6798 در تولید واشر خورشیدی چهار عدد شامل d1 قطر داخلی، d2 قطر خارجی، h ضخامت لبه به لبه واشر خورشیدی و s1 ضخامت ورق در تولید واشر خورشیدی می باشد. در جدول زیر علاوه بر این ابعاد حداقل تعداد لبه یا دندانه برای قطر های مختلف واشر خورشیدی مشخص شده اند. وزن قید شده در جدول برای هر 1000 عدد واشر بوده و بر حسب کیلوگرم است.
واشر های خورشیدی در ابعاد میلیمتری طبق استاندارد DIN6798 تولید می شوند. این استاندارد بیان کننده ابعاد در بخش های مختلف می باشد و صحبتی از متریال، گرید و نوع آبکاری نمی کند. طبق استاندارد DIN6798 در تولید واشر خورشیدی چهار عدد شامل d1 قطر داخلی، d2 قطر خارجی، h ضخامت لبه به لبه واشر خورشیدی و s1 ضخامت ورق در تولید واشر خورشیدی می باشد. در جدول زیر علاوه بر این ابعاد حداقل تعداد لبه یا دندانه برای قطر های مختلف واشر خورشیدی مشخص شده اند. وزن قید شده در جدول برای هر 1000 عدد واشر بوده و بر حسب کیلوگرم است.| سایز نرمال واشر خورشیدی | d1 | d2 | s1 | حداقل تعداد دندانه | وزن kg/1000pcs | برای دنده | ||
| سایز اسمی - حداقل | حداکثر | سایز اسمی - حد اکثر | حداقل | |||||
| 1,7 | 1,7 | 1,84 | 3,6 | 3,3 | 0,3 | 9 | 0,02 | M1,6 |
| 2,2 | 2,2 | 2,34 | 4,5 | 4,2 | 0,3 | 9 | 0,03 | M2 |
| 2,7 | 2,7 | 2,84 | 5,5 | 5,2 | 0,4 | 9 | 0,045 | M2,5 |
| 3,2 | 3,2 | 3,38 | 6 | 5,7 | 0,4 | 9 | 0,06 | M3 |
| 3,7 | 3,7 | 3,88 | 7 | 6,64 | 0,5 | 10 | 0,11 | M3,5 |
| 4,3 | 4,3 | 4,48 | 8 | 7,64 | 0,5 | 11 | 0,14 | M4 |
| 5,3 | 5,3 | 5,48 | 10 | 9,64 | 0,6 | 11 | 0,26 | M5 |
| 6,4 | 6,4 | 6,62 | 11 | 10,57 | 0,7 | 12 | 0,36 | M6 |
| 7,4 | 7,4 | 7,62 | 12,5 | 12,07 | 0,8 | 14 | 0,5 | M7 |
| 8,4 | 8,4 | 8,62 | 15 | 14,57 | 0,8 | 14 | 0,8 | M8 |
| 10,5 | 10,5 | 10,77 | 18 | 17,57 | 0,9 | 16 | 1,25 | M10 |
| 13 | 13 | 13,27 | 20,5 | 19,98 | 1 | 16 | 1,6 | M12 |
| 15 | 15 | 15,27 | 24 | 23,48 | 1 | 18 | 2,3 | M14 |
| 17 | 17 | 17,27 | 26 | 25,48 | 1,2 | 18 | 2,9 | M16 |
| 19 | 19 | 19,33 | 30 | 29,48 | 1,4 | 18 | 5 | M18 |
| 21 | 21 | 21,33 | 33 | 32,38 | 1,4 | 20 | 6 | M20 |
| 23 | 23 | 23,33 | 36 | 35,38 | 1,5 | 20 | 7,5 | M22 |
| 25 | 25 | 25,33 | 38 | 37,38 | 1,5 | 20 | 8 | M24 |
| 28 | 28 | 28,33 | 44 | 43,38 | 1,6 | 22 | 12 | M27 |
| 31 | 31 | 31,39 | 48 | 47,38 | 1,6 | 22 | 14 | M30 |
استاندارد های معادل تولید واشر خورشیدی در دستگاه های دیگر عبارتند از CSN 021745 و UNI 8842. لازم به ذکر است بصورت کلی سایز واقعی و قطر داخلی واشر ها در هر نوعی که باشند از قطر اسمی آنها بیشتر است تا به راحتی بر روی جان پیچ وارد شوند. جدول قید شده در بالا برای واشر خورشیدی آهنی و فولادی گرید های 325، 425، 10HV و گرید های استنلس استیل A2 , A4 صادق می باشد.
نقش واشر خورشیدی در قفل شدن اتصال مهره و پیچ
وار قفلی در واقع به واشر هایی گفته می شود که از باز شدن مهره بر روی پیچ بر اثر ارتعاشات جلوگیری می کند. در واقع قفل شدن اتصال یا با بکار بردن واشر قفلی از جمله واشر فنری و واشر خورشیدی و یا با بکار بردن مهره های قفلی از جمله مهره کاسه نمدی میسر می شود. ارتعاشات مکانیکی که در تمامی ماشین آلات دینامیکی اتفاق می افتند سبب حرکت و تغیر تنش اتصال مهره بر روی پیچ در کسری از ثانیه می شود که سبب گردش معکوس مهره و باز شدن آن می شود. بکارگیری واشر خورشیدی یکی از روش هایی است که از این فرایند جلوگیری می کند.
از آنجایی که واشر خورشیدی دارای دنده هایی مورب می باشد که در زمان اتصال مهره بر روی پیچ این دنده ها تا اندازه ای پرس می شوند، مانیکه بر اثر ارتعاش در سطح میکرونی در اتصال جابجایی پدید می آید این لبه ها به سرعت بصورت فنری منبسط شده و از کاهش تنش اتصال جلوگیری به عمل می آورند و بدین ترتیب واشر خورشیدی مانند واشر فنری در اتصال سبب قفل شدن مهره بر روی پیچ می شود.
تکنولوژی تولید کارتریج فیلتر دونالدسون آمریکا
بسیاری از تولید کنندگان فیلتر آلات صنعتی در دنیا خود تولید کننده موتور های دیزلی نیز هستند که در این میان می توان به فیلتر فیلیتگارد تولید برند کامینز Cummins آمریکا، فیلتر ولوو که به تولید موتور های دیزلی ولوو پنتا می پردازد و فیلتر کاترپیلار Caterpillar که توسط برند معظم کاترپیلار تولید می شود نام برد. در این میان دو برند فیلتر دونالدسون DONALDSON آمریکا و مان MANN آلمان از برند های معتبری هستند که به تولید فیلتر آلات صنعتی می پردازند و بر روی بسیاری از موتور های قدرتمند با برند های معتبر به صورت قطعه اصلی اتصال پیدا می کنند. رمز موفقیت فیلتر دونالدسون در قابلیت جذب بالا و طول عمر مناسب در بکارگیری تکنولوژی منحصر به فرد در فراوری کارتریج های این برند صنعتی می باشد.کارتریج های فیلتر دونالدسون از یک الگوریتم لگاریتمی لایه ای استفاده می کنند بدین گونه که در بیرونی ترین لایه در تماس با سیال چه در فاز مایع و چه در فاز گازی ابعاد حفره ای بالاتری داشته تا در بیرونی ترین مرحله ذرات معلق و آلاینده هایی در سایز های بزرگتر را جذب و با عبور آلاینده هایی در سایز های ریز تر از بسته شدن منافذ در بیرونی ترین لایه جلوگیری کنند. این امر سبب می شود تمامی لایه های کارتریج فیلتر دونالدسون بصورت نوبتی در امر جذب آلاینده ها شرکت کرده و این ترتیب به صورت لگاریتمی بالا می رود بگونه ای که در درونی ترین لایه از کارتریج فیلتر دونالدسون ذرات و آلاینده های معلق تا سایز 4 میکرومتر را دارد. بسیاری از تولید کنندگان فیلتر آلات صنعتی در حال حاضر بر همین مبنا به تولید کارتریج های خود می پردازند اما رعایت نسبت در فیلتر دونالدسون با دقت بسیار بالایی صورت گرفته که حداکثر طول عمر را برای این سری از فیلتر آلات صنعتی پدید می آورد.
نگاهی به تاریخچه فیلتر ویکس WIX
ال جی الگساندر اولین مدیر شرکت تولید فیلتر آلات ویکس WIX آمریکا می گوید نگاه به آینده همواره می تواند در پیشرفت رو به جلو موثر باشد و این شعاری است که فیلتر ویکس پس از گذشت 75 سال از احداث خود همچنان دنبال می کند. تمرکز فیلتر ویکس WIX در حال حاضر بر همان مبنایی است که در سال 1939 بنیانگذاری شده و آن تولید فیلتر های صنعتی با قابلیت هایی فراتر از حد انتظار است.شرکت فیلتر آلات ویکس در حال حاضر دارای 11 کارخانه تولیدی در 8 کشور صنعتی دنیا با قابلیت تولید 210 میلیون فیلتر در سال می باشد. انواع فیلتر آلات صنعتی تولید برند ویکس WIX در بیش از 80 کشور دنیا بر روی دستگاه ها و ماشین آلات صنعتی مورد استفاده قرار می گیرد و این شرکت با دارا بودن بیش از 3500 نیروی متخصص در سر تا سر دنیا همواره حرکتی رو به جلو نه تنها در بهبود عملکرد ماشین آلات بلکه در تولید هوایی پاک و کاهش آلاینده های محیطی گام برداشته است.
فیلتر ویکس برای اولین بار در یک کارخانه و شرکت آسیاب در گستونیا Gastonia در ایالت کارولینای شمالی آمریکا راه اندازی شد. این شرکت توسط جک ویکس Jack Wicks به همراه شریک تجاری وی پل کرنشا که نیاز به میزان بالایی رشته کتان سفید تصفیه شده برای تولید کارتریج فیلتر داشت احداث گردید. در ام زمان گستونیا بیش از هر نقطه ای از دنیا به تولید رشته های پنبه شناخته می شود. این دو موسس برند فیلتر ویکس WIX بیش از هر چیر با پیشرفت صنعت نیاز به انواع فیلتر های صنعتی را درک کرده و در طی 15 سال برند ویکس را بعنوان یکی از پیشگامان تولید فیلتر آلات در دنیا معرفی کرده و برای اولین فیلتر روغن پیچی مویکس Spin-on را بصورت پتنت به نام خود به ثبت رسانیدند که امروزه نیز پر مصرف ترین نوع فیلتر آلات صنعتی می باشد.
فیلتر روغن لیفتراک اصلی ویکس WIX
لیفتراک ها ماشین هایی با موتور های دیزلی هستند که در کارخانجات برای بارگیری و یا تخلیه پالت ها مورد استفاده قرار می گیرند. فیلتر ویکس WIX در انواع مختلف روغن و سوخت بر روی موتور های دیزلی لیفتراک مورد استفاده قرار می گیرد. فیلتر روغن موتور دیزل ویکس از نوع پیچی در حجم های مختلف که با قوطی هایی فلزی در ارتفاع مختلف تولید می شود دارای کارتریج های ویژه برای تصفیه روغن در گردش در موتور های دیزلی لیفتراک تولید ادامه مطلب ...
قابلیت ها و مشخصات کیفی فیلتر ویکس WIX
کیفیت و خدمات پس از فروش دو فاکتور از زیر مجموعه های فاکتور های کیفی فیلتر آلات صنعتی محسوب می شوند. کیفیت فیلتر ویکس با دارا بودن تمامی استاندارد های سیستمی و کیفی و کاربری آن بعنوان قطعه OE بر روی بسیاری از ماشین آلات صنعتی و سواری بالاخص موتور های ماشین های مسابقه ای که کیفیت تصفیه فیلتر نقشی موثر بر روند عملکرد انها دارد تضمین شده است.
در انتخاب فیلتر آلات صنعتی تلورانس ابعادی، فرم و شکل و کاربری فیلتر ها می بایست برابر و حتی بالاتر از نیاز های قید شده توسط شرکت های تولیدی ماشین آلات انتخاب گردد. هر چیز یا محصول کمتر از این استاندارد های هر چند قیمت پایینی داشته باشد ضررهایی سنگین نیز بر اجزای موتور وارد می کند. از این منظر فیلتر ویکس WIX با وجود قیمت بالا با در نظر گرفتن بالاترین استاندارد ها و ایده آل برند های موتور های دیزلی تولید و مصرف می شود. رعایت استاندارد هایی چون ISO/TS 16949 در تولیدات فیلتر ویکس سبب شده است که انتظار مشتریان در سطح جهانی از عملکرد و طول عمر فیلتر آلات بالا تر رود.
فیلترهای مصرفی کمپرسور
کمپرسور ها در بخش های مختلف از فیلتر آلات برای تصفیه سیالات ورودی و خورجی خود استفاده می کنند. در بخش ورودی و در فرایند مکش کمپرسور ها یکی از مهمترین فیلتر های کمپرسور اتصال پیدا می کند که فیلتر هوا می باشد. این فیلتر از نوع استوانه ای مورد استفاده قرار گرفته که نقش مهمی در حذف آلاینده ها پیش از ورود به پمپ اسکرو کمپرسور محسوب می شود. کیفیت بالای فیلتر هوای کمپرسور ترکان سبب بکارگیری این برند بر روی بسیاری از کمپرسور های داخلی می شود که با جذب آلاینده ها در شکل گرد و غبار و ذرات میکرونی به بهبود فرایند و راندمان کمپرسور و افزایش طول عمر اجزا می انجامد.یکی دیگر از مهمترین فیلتر های اتصالی بر روی کمپرسور ها فیلتر سپراتور کمپرسور می باشد که در واقع یک فیلتر تفکیک کننده روغن از هوا در خروجی کمپرسور می باشد. ساختار فیلتر سپراتور کمپرسور بگونه ای است که هم قطرات ریز آب و هم بخار روغن که برای روانکاری و جلوگیری از ایجاد شنتی بر روی شافت های مارپیچ کمپرسور اسکرو استفاده شده است را جذب می کند. فیلتر سپراتور کمپرسور نه تنها با جذب روغن و آلاینده ها به بهبود کیفیت هوایی از کمپرسور کمک می کند بلکه از هدر رفتن روغن که نیاز به هزینه برای جایگزینی دارد را نیز کاهش می دهد.
فیلتر روغن موتور دیزل دونالدسون DONALDSON
روغن در گردش در موتور های احتراق داخلی از سه جهت دارای اهمیت است. اولا روانکاری اجزای موتور، ثانیا انتقال حرارت و در نهایت انتقال آلاینده ها از داخل موتور به بیرون که در نهایت جذب فیلتر روغن می شوند. درک دینامیک عملکرد فیلتر روغن دونالدسون و مزایایی که نسبت به بسیاری از برند های دیگر دارد مستلزم درک از تفاوت های روش و اجزای تولید می باشد. با توجه به دو فاکتور تکنولوژی بسیار بالای امروزی در تولید موتور های دیزلی و قوانین بین المللی رعایت استاندارد های زیست محیطی در خواست برای فیلتر های روغن با کیفیت بالا را افزایش داده است. موتور های دیزلی با تلرانس ابعادی بسیار کم که به نزدیکی بیشتر اجزای فلزی می انجامد و همچنین افزایش دمای احتراق در موتور ها فیلتر آلات صنعتی با حداکثر راندمان را طلب می کنند.آنچه در موتور های امروزی نیاز است یک فیلتر روغن با مدیای مناسب با ترکیبی بهینه از راندمان، کاهش افت فشار و دبی جریان روغن می باشد. طراحی خاص فیلتر دونالدسون و فرمالاسیون بکار رفته در مدیا این برند در واقع تعیین کننده استاندارد هایی جدید در عرضه فیلتراسیون روغن های صنعتی می باشد. انجام مراحل دقیق در تولید و فرایند های تست کیفیت که بصورت پیچیده و در سطحی میکروسکپی انجام می گیرد تاییدی بر کیفیت این محصولات و برتری برند DONALDSON نسبت به بسیاری برند های دیگر می باشد. استفاده از Tapered thread plate یا صفحه شیار مخروطی برای جلوگیری از تقاطع شیار ها یا Thread crossing، استفاده از هوزینگ یا کاسه فلزی درز دار که سبب به حداقل رسیدن تنش های خستگی در فیلتر دونالدسون می شود، استفاده از یک کویل فنری با کاربری سنگین در قسمت داخلی کارتریج فیلتر دونالدسون که تحت فشار های بالا فشرده و با کاهش فشار سیار منبسط می شود و نقشی موثر در سیل کردن و ممانعت از نشتی در فیلتر دارد از دیگر مشخصات کیفی فیلتر آمریکایی دونالدسون DONALDSON می باشد. این در حالی است که برخی از برند های رقیب بجای استفاده از کویل از فنر های کونیک استفاده می کنند که تحت تنش فشاری اندکی دفرمه شدن و اجازه عبور بخشی از روغن فیلتر نشده از درز ها را فراهم می کند.
تیوب مرکزی فیلتر های دونالدسون دارای صد ها سوراخ و درز بیشتر برای جریان و عبور روغن فیلتر شده در قیاس با برند های رقیب می باشد که مانع از اعمال فشار بیش از اندازه به این تیوب می شود. علاوه بر این لبه های تیز درز ها در تیوب فیلتر های رقیب سبب ایجاد برش یا تنش برشی در جریان روغن می شود که در فیلتر های دونالدسون این لبه ها با طراحی خاص حداقل تنش برشی را پدید می آورند.
به همین ترتیب فیلتر های کارتریجی دونالدسون بر روی پلیت های بالایی و پایینی دارای گسکت هایی به شکل نمد فشرده هستند که برای عملکرد با روغن در فشار و دمای بالا طراحی شده اند. برند دونالدسون به تولید کارتریج هایی در شکل ها و با استاندارد های متنوع برای تمامی ماشین آلات صنعتی شناخته شده می پردازد. نوع سیل و آب بند بکار رفته در تولید فیلتر روغن دونالدسون از جنس الاستومتری هستند حال آنکه بسیاری برند ها سیل نداشته و یا دارای سیل هایی از جنس کاغذ یا چوب پنبه هستند که استقامت محدودی بالاخص در فشار های بالا دارد و طول عمر کمتری از طول عمر مفید فیلتر خواهد داشت.
قابلیت تبدیل جرثقیل برقی تک فاز 2 کاره به 4 کاره
 جرثقیل های برقی تک فاز KATO بصورت کارخانه ای همراه با یک قلاب برای اتصال سقفی و بصورت دو کاره عرضه می گردند. از این رو این ابزار آلات لیفتینگ تنها قابلیت لیفتینگ عمودی بار را دارند. با این وجود قابلیت تبدیل این جرثقیل های دو کاره تک فاز به حالت 4 کاره یعنی قابلیت حرکت افقی بار پس از لیفتینگ وجود دارد. برای این منظور با حذف قلاب سقفی و استفاده از یک ترولی یا کالسکه که با تناژی برابر با تناژ جرثقیل برقی تک فاز KATO انتخاب می شود استفاده می شود. این ترولی هم بصورت وارداتی اغلب چینی و هم بصورت تولید داخلی و ایرانی قابل مصرف هستند و در دو نوع اصلی نیز مورد استفاده قرار می گیرند که به قرار زیر هستند.
جرثقیل های برقی تک فاز KATO بصورت کارخانه ای همراه با یک قلاب برای اتصال سقفی و بصورت دو کاره عرضه می گردند. از این رو این ابزار آلات لیفتینگ تنها قابلیت لیفتینگ عمودی بار را دارند. با این وجود قابلیت تبدیل این جرثقیل های دو کاره تک فاز به حالت 4 کاره یعنی قابلیت حرکت افقی بار پس از لیفتینگ وجود دارد. برای این منظور با حذف قلاب سقفی و استفاده از یک ترولی یا کالسکه که با تناژی برابر با تناژ جرثقیل برقی تک فاز KATO انتخاب می شود استفاده می شود. این ترولی هم بصورت وارداتی اغلب چینی و هم بصورت تولید داخلی و ایرانی قابل مصرف هستند و در دو نوع اصلی نیز مورد استفاده قرار می گیرند که به قرار زیر هستند.- کالسکه یا ترولی دستی جرثقیل که پس از اتصال و لیفیتینگ عمودی بار توسط جرثقیل تکفاز برقی زنجیر با اعمال نیروی افقی به بار و یا بالای جرثقیل حرکت افقی بصورت دستی پدید می آید.
- ترولی زنجیری جرثقیل برقی تک فاز که در واقه یک کالسکه دارای یک هدایتگر شبیه به دنده های اسپراکت بوده که بر روی این دنده ها یک زنجیر دستی سوار می شود. پس از فرایند لیفتینگ بار توسط جرثقیل سقفی با کشیدن این زنجیر توسط اپراتور جرثقیل تک فاز و بار اتصالی شروع به حرکت افقی می کنند. با تغییر در جهت کشش زنجیر جهت حرکت نیز تغییر می کند.
لازم به ذکر است که استفاده از جرثقیل های 4 کاره حتما نیاز به ریل های سقفی که متناسب با میزان بار و قابلیت های جرثقیل طراحی شده باشند دارد. البته ریل های سقفی مزیتی نیز به قلاب های سقفی بکار رفته در آویز جرثقیل تک فاز برقی دارند که آن اتکا به زمین می باشد چرا که این ریل ها بصورت سقفی اما اتکای ستونی بر روی زمین استفاده می کنند حال آنکه قلاب های سقفی اغلب بصورت متصل به سقف عمل می کنند.
معرفی فیلتر آلات صنعتی ماهله MAHLE
برند ماهله MAHLE آلمان یکی از معتبر ترین برند ها در سطح جهان در زمینه تولید قطعات مصرفی ماشین آلات سنگین می باشد. از جمله تولیدات برند MAHLE می توان به تجهیزات و قطعات موتور های دیزلی شامل بوش و پیستون، واشر سر سیلندر یا گسکت، فیلتر آلات صنعتی مصرفی موتور های دیزل، سیستم های خنگ کننده هوا خنک و آب خنک و استارتر و دینام اشاره نمود. محصولات برند آلمانی ماهله MAHLE بر روی بسیاری از ماشین آلات سنگین صنعتی از جمله انواع ماشین آلات راهسازی و معدنی که تنش های سایشی سنگینی بر اجزای موتور را تجربه می کنند حتی بصورت قطعه OE اتصال پیدا می کند. در زیر به بررسی انواع فیلتر های مصرفی برند صنعتی ماهله می پردازیم.- فیلتر گازوئیل سپراتور CleanLine filter MAHLE که نقش این فیلتر های قدرتمند صنعتی در جلوگیری از زنگ زدگی اجزای سوخت رسانی و انژکتور و بهبود فرایند روانکاری روغن محسوس می باشد. این فیلتر های گازوئیل در سه نوع مختلف که دو نوع آن از نوع آبگیر یکی با مخزن ذخیره و دیگری بدون مخزن ذخیره آب است و یک نوع بصورت ساده و تنها بصورت جاذب آلاینده های فاز جامد عرضه می شود.
- فیلتر روغن گیربکس ماهله MAHLE Transmission oil filter که بر روی گیربکس های ATX250, ATX280 ماهله اتصال پیدا می کنند. این فیلتر آلات صنعتی برای حذف اجزای میکرونی در فاز جامد که در اثر سایش هوزینگ و دنده های گیربکس پدید می آیند طراحی شده اند.
- فیلتر هوای کابین ماهله MAHLE Cabin filter نقشی موثر در بهبود هوای استشمام در کابین، جلوگیری از آسیب به سیستم کولر و هواکش، جلوگیری از خاک گرفتگی شیشه ها و جلوگیری از آسیب به سیستم بخاری ماشین آلات خواهد داشت.این سری از فیلتر آلات اتصالی ماشین آلات صنعتی اغلب تا 15000 الی 20000 کیلومتر کارکرد را برای خودروهای سبک تر به همراه خواهند داشت.
- فیلتر های خشک کننده هوای صنایع پنوماتیک MAHLE Air-drying cartridge که در سیستم های کنترل و همچنین در سیستم های ترمز پنوماتیک ماشین آلات سنگین صنعتی مورد استفاده قرار می گیرند. این سری از فیلتر های ماهله برای جذب مایعات شامل آب و روغن از هوا در سیستم های پنوماتیکی که به تانک و خطوط لوله آسیب می رسانند مورد استفاده قرار می گیرند.
- فیلتر سوخت MAHLE Fuel filter که با هدف کوتاه مدت یعنی جذب حداکثر آلاینده ها و هدف بلند مدت که جذب رضایت مشتریان به واسطه طول عمر بالاتر فیلتر صنعتی و جلوگیری از آسیب به اجزای موتور احتراق حاصل می شود تولید شده است. نیاز های سیستم های انژکتور سوخت رسانی جدید به سوخت پاک و هموژنیزه بکارگیری فیلتر های نوع سپراتور یا آبگیر را بجای فیلتر آلات قدیمی تر که تنها از یک لایه کارتریج برای جذب گرد و غبار استفاده می کردند جدی تر از قبل نموده است. فیلتر سوخت در نوع آبگیر گازوئیل ماهله که مطابق با بروز ترین استاندارد های سوخت پاک در صنایع نیز تولید شده است حداکثر راندمان موتور و جذب حداکثری آلاینده ها در فاز های مختلف را گارانتی می کند.
علاوه بر موارد یاد شده در بالا فیلتر های کارتریج استوانه ای شکل هوا که برای تصفیه هوای ورودی به موتور ها یا کمپرسور ها بکار گرفته می شوند قابلیت جذب 99.98% از آلاینده ها (مسمومیت ها) را داشته و مصرف کمتر سوخت و افزایش گشتاور خروجی از موتور را در پی خواهد داشت. کارتریج های سلولزی، پلاستیکی غیر بافته plastic non-wovens و یا کارتریج هایی که از تلفیق هر دو لایه در ساختار فیلتر هوای صنعتی استفاده می کنند امکان جذب حداکثری آلاینده ها را فراهم می کنند. مشخصات فنی فیلتر های ماهله MAHLE با برند های رقیب آلمانی مانند فیلتر مان MANN مقایسه می شود که حتی در بسیاری از شرایط از نظر قابلیت ها و طول عمر از برند های معتبر دیگر نیز پیشی میگیرد.
مقایسه کاربری بلبرینگ تماس زاویه ای و شیار عمیق
بلبرینگ های نوع شعاعی Axial ball bearing با توجه به گستردگی بسیار بالای شافت های افقی در صنایع از شافت های اتصال گیربکس ها گرفته تا الکتروموتور ها در طراحی های مختلفی عرضه می شوند. دو مورد از پر کاربرد ترین نوع بلبرینگ های شعاعی عبارتند از شیار عمیق Deep Groove Ball bearing و بلبرینگ تماس زاویه ای Angular contact ball bearing. اما این سوال پیش می آید که این دو نوع بلبرینگ چه تفاوت هایی در طراحی و کاربری دارند که در ادامه به مقایسه این دو نوع یاتاقان برینگ می پردازیم.بلبرینگ های شیار عمیق پر کاربرد ترین نوع بلبرینگ های صنعتی هستند که در بسیاری از اتصالات محور های افقی که سرعت دورانی متوسطی دارند بکار می روند. این سری از بلبرینگ ها تنها دارای قابلیت تعلیق بار در جهت عمود بر محور یا بار شعاعی را دارند. البته در صورتیکه عمق شیار رینگ اتصالی بر روی ساچمه های این بلبرینگ زیاد باشد تا اندازه ای به قابلیت تعلیق بار های ترکیبی آن افزوده می شود. این در حالی است که بلبرینگ های تماس زاویه ای عملا بلبرینگ هایی هستند که نه تنها قابلیت تعلیق بار در راستای شعاعی را در تمام جهات دارند بلکه بار های محوری تک جهته را نیز تعلیق می کنند. از این منظر بلبرینگ تماس زاویه ای کاربری مشابه با رولبرینگ مخروطی دارد. این قابلیت از بلبرینگ تماس زاویه ای با استفاده از دو نوع طراحی مختلف در ساختار پدید می آید که به قرار زیر هستند.
- طراحی ویژه قفسه بلبرینگ تماس زاویه ای که به شکل کونیک یا مخروطی طراحی شده است و ساچمه ها بر روی یک بدنه زاویه دار قفسه قرار گرفته و بار های ترکیبی را تعلیق می کنند.
- طراحی ویژه رینگ های بلبرینگ تماس زاویه ای بگونه ای که لبه های داخلی رینگ ها دارای یک قوس که دو رینگ بیرونی و درونی قوس هایی در خلاف جهت دارند بگونه ای که خط شعاعی آنها با محور مرکزی بلبرینگ متقاطع است. این نوع طراحی رینگ نیز قابلیت تعلیق بار های ترکیبی را برای بلبرینگ تماس زاویه ای پدید می آورد.
به لحاظ کاربری اتصال بلبرینگ های تماس زاویه ای اغلب بر روی شافت هایی صورت می پذیرد که در وضعیت افقی قرار دارند اما به واسطخ سرعت زاویه ای بالایی که دارند در آستانه انحراف از محور قرار گرفته و قابلیت تعلیق بار های ترکیبی در بلبرینگ های تماس زاویه ای به تعلیق بار اضافی در آنها می پردازد.
مزایا و معایب بلبرینگ کف گرد نسبت به رولبرینگ کف گرد
در صنایع زمانیکه شافت اتصالی و دوار در وضعیت عمودی قرار دارد از نوع برینگ های کف گرد شامل بلبرینگ کف گرد، رولبرینگ کف گرد و حتی یاتاقان های پیچ و مهره ای کف گرد استفاده می شود. اما کجا و در چه شرایطی بلبرینگ کف گرد به رولبرینگ از این نوع ترجیح داده می شود و مزایا و معایب هر یک کدام هستند. در زیر به این موضوع می پردازیم.ساختار برینگ های کف گرد در کل دارای دو بخش اصلی و ثابت یعنی ساچمه و قفسه Cage که وظیفه نگهداری ساچمه ها در شرایط و موقعیت مشخص را دارند تشکیل می شود. با این وجود اغلب برینگ های کف گرد دارای رینگ هایی که از بیرون ساچمه ها را پوشش می دهند نیز می باشند. در اتصال بلبرینگ و رولبرینگ کف گرد تمامی ساچمه ها بصورت هم فاز در ارتفاعی برابر در اتصال قرار می گیرند که این امر از تمرکز تنش بر روی ساچمه ها کاهش می دهد. این در حالی است که ساچمه های برینگ های شعاعی در ارتفاع های مختلفی قرار داشته و ساچمه ای که در بالای اتصال قرار دارد بیشترین میزان تنش فشاری و سایشی را تحمل می کند. البته لازم به ذکر است که هر چند تمرکز تنش کمتری بر روی ساچمه های بلبرینگ و رولبرینگ کف گرد وجود دارد اما با توجه به وضعیت عمودی شافت بخش عمده ای از وزن شافت و اتصالات مرتبط نیز بر روی بدنه برینگ قرار می گیرد. بنابراین در کل میزان بار وارده بر بلبرینگ های کف گرد بالاتر از بلبرینگ های شعاعی اما سرعت دورانی این اتصالات کمتر است.
تفاوت اصلی بلبرینگ و رولبرینگ کف گرد در نوع ساچمه های اتصالی آنها می باشد. این تفاوت شکل هندسی ساچمه ها هم بر روی قابلیت تعلیق، تمرکز تنش، اصطکاک و حرارت و هم بر روی درجه آزادی حرکتی تاثیر می گذارد. در یک مقایسه ساده بین بلبرینگ و رولبرینگ کف گرد می توان گفت.
- میزان تمرکز تنش در ساچمه های کروی بلبرینگ های کف گرد بیشتر از رولبرینگ های کف گرد بوده و از این رو در مواردی که با میزان بسیار بالایی از بار و به دنبال آن تنش های فشاری بالایی روبرو هستیم بکارگیری رولبرینگ کف گرد مناسب تر می باشد.
- به سبب تماس خطی بین ساچمه های رولبرینگ کف گرد نسبت به بلبرینگ کف گرد میزان سایش و به دنبال آن حرارت بالاتری در تماس انتظار می رود. از این رو اغلب در سرعت های دورانی بالا استفاده از بلبرینگ کف گرد منطقی تر به نظر می رسد.
- ساچمه های کروی بلبرینگ کف گرد دارای درجه آزادی حرکتی بیشتری نسبت به ساچمه های رولبرینگ های کف گرد می باشند.
خاطر نشان می کنیم بکارگیری شکل های مختلفی از ساچمه های استوانه ای، مخروطی، بشکه ای و سوزنی قابلیت های متفاوتی را برای رولبرینگ های کف گرد پدید می آورد که در این بین رولبرینگ بشکه ای کف گرد بیشترین درجه آزادی و کمترین اصطکاک را دارد. از نظر قابلیت تعلیق میزان بالای بار رولبرینگ های استوانه ای در بالاترین سطح قرار دارند.
اهمیت چقرمگی در طول عمر ایمپلر پمپ دریایی
چقرمگی Toughness یک کمیت مکانیکی می باشد که هم در مورد فلزات و هم در مورد موا پلیمری از جمله لاستیک و پلی آمید بکار رفته در تولید ایمپلر های لاستیکی انعطاف پذیر دارد. مفهوم چقرمگی در مورد فلزات برابر با قابلیت چکش خواری و مقاومت در برابر شکست تحت تنش های فشاری و ضربه می باشد حال آنکه مفهوم چقرمگی لاستیک و پلاستیک بیانگر میزان تغییر فرم پلاستیک قبل از شکست می باشد. اما با توجه به این مفهوم از چقرمگی چرا این کمیت در کیفیت و طول عمر ایمپلر های لاستیکی نقش دارد؟ایمپلر های لاستیکی تر تماس با آب شور دریا که دارای املاح زیادی است بر روی لایه سطحی بیرونی ترد شده و به سبب مکانیزم حرکت در داخل هوزینگ واتر پمپ دریایی که پره های ایمپلر را دائما در خالت فشرده و کشیده قرار می دهد مستعد ایجاد ترک های سطحی قرار می دهد. میزان تنش بحرانی ناشی از ایجاد یک ترک ریز بر روی سطح بیرونی ایمپلر و سرعت انتشار این ترک با چقرمگی متریال بکار رفته در تولید ایمپلر نسبت عکس دارد. این بدان معنا است است که هر اندازه چقرمگی ایمپلر پمپ آب شور دریا بالاتر باشد ترک های سطحی با سرعت کند تری پیشرفت کرده و این امر طول عمر بیشتر ایمپلر را به همراه خواهد داشت.
دلیل برامدگی دایره شکل سر پره های ایمپلر پمپ چیست؟
با بررسی ظاهری ایمپلر مشاهده می کنید که پره های ایمپلر در منتهی علیه بیرونی دارای یک برامدگی به شکل یک دایره تو پر با قطری بیشتر از ضخامت پره های ایمپلر هستند. اما دلیل این نوع طراحی و ایجاد این برامدگی را می توان در دو بخش بررسی نمود که به قرار زیر هستند.- تماس بیشتر ایمپار با هوزینگ: در واقع این برامدگی طراحی شده بر روی سطح بیرونی پره ایمپلر سبب می شود در نقطه تماس پره با هوزینگ پمپ دریایی این تماس بهتر و برای مدت زمان بیشتری برقرار شود. در واقع در نقطه تماس در حالی که لبه پره خمش پیدا می کند قوس لبه بیرونی این برامدگی است که از جدا شدن پره ایمپلر از روی هوزینگ جلوگیری می کند.
- افزایش قابلیت مکش ایمپلر پمپ: مدت زمان طولانی تر تماس پره ایمپلر با هوزینگ فشردگی بیشتر پره را به دنبال داشته و این امر سبب می شود که در لحظه رها شدن پره ایمپلر نیروی پتانسیل بیشتری را آزاد کرده و به دنبال آن خلا بیشتر و نیروی مکش بیشتری برای پمپ پدید آمده و دبی جریان خروجی واتر پمپ دریایی قایق های موتوری افزایش پیدا کند.
سیستم های هیدرولیکی و پنوماتیکی سیستم هایی با طراحی بسیار حساس و دقیق هستند و عملا دلیلی علمی برای طراحی هر بخش از آن وجود داشته که با کمیت های مکانیک سیالات مانند فشار، دبی، سرعت جریان و همچنین با پدیده هایی مانند کاویتاسیون ارتباط مستقیم پیدا می کنند. مبنای طراحی این لبه های پره ایمپلر و حتی طراحی زاویه دار پره ها می بایست با در نظر داشتن نمودار های جریان صورت پذیرد.
بازبینی و تعویض ایمپلر پمپ خنک کننده قایق موتوری
 زمانی که موتور قایق روشن می شود یکی از مواردی که حتما می بایست مورد تست قرار گیرد این است که سیستم خنک کننده موتور به خوبی کار می کند. در صورتیکه این سیستم خنک کننده به خوبی کار کند می بایست شاهد خارج شدن آب از هوز یا شلنگ لاستیکی مخصوص تخلیه آب باشیم. این جریان آب در صورتیکه ایمپلر پمپ و قطعات وابسته به خوبی عمل کنند می بایست یک جریان پیوسته با دبی مناسب باشد. در صورتیکه در جریا آب خروجی از شلنگ مشکلاتی مانند عدم پیوستگی، پالس و یا گرفتگی دیده شود می بایست به بررسی کامل سیستم خنک کننده از موتور گرفته تا ایمپلر، پمپ، لوله های اتصال و محفظه کننده کننده بپردازیم. برخی از این موتور های حنک کننده از نوع تسمه ای و برخی دیگر بصورت دنده ای عملکرده و به گردش ایمپلر در داخل پمپ دریایی می انجامند. اما مبنای عملکرد تمامی این سیستم ها یکسان می باشد.
زمانی که موتور قایق روشن می شود یکی از مواردی که حتما می بایست مورد تست قرار گیرد این است که سیستم خنک کننده موتور به خوبی کار می کند. در صورتیکه این سیستم خنک کننده به خوبی کار کند می بایست شاهد خارج شدن آب از هوز یا شلنگ لاستیکی مخصوص تخلیه آب باشیم. این جریان آب در صورتیکه ایمپلر پمپ و قطعات وابسته به خوبی عمل کنند می بایست یک جریان پیوسته با دبی مناسب باشد. در صورتیکه در جریا آب خروجی از شلنگ مشکلاتی مانند عدم پیوستگی، پالس و یا گرفتگی دیده شود می بایست به بررسی کامل سیستم خنک کننده از موتور گرفته تا ایمپلر، پمپ، لوله های اتصال و محفظه کننده کننده بپردازیم. برخی از این موتور های حنک کننده از نوع تسمه ای و برخی دیگر بصورت دنده ای عملکرده و به گردش ایمپلر در داخل پمپ دریایی می انجامند. اما مبنای عملکرد تمامی این سیستم ها یکسان می باشد.برای بازرسی کیفی ایمپلر می بایست ابتدا صفحه پوشش Cover plate را که توسط پیچ متصل شده است جدا کنیم. در اغلب موارد در صورتیکه موتور قایق در خشکی روشن شده باشد و یا پلیسه ها و آلودگی هایی از این قبیل وارد سیستم شده باشند شاهد آسیب هایی به پره های ایمپلر خواهیم بود. در این صورت برای تعویض ایمپلر می بایست ابتدا به روشی که آسیبی به محفظه و هوزینگ پمپ وارد نکند استفاده کنیم. ایمن ترین و مهندسی ترین راه بکارگیری ابزاری به نام Impeller puller یا کشنده ایمپلر است استفاده می شود. مبنای کار این ابزار دقیقا شبیه به ابزارهای پیچی است که برای باز کردن بتری های سر چوب پنبه و یا شیشه های شراب استفاده می شود. با این وجود در اغلب موارد کاربران و تعمیر کاران به استفاده از روشی ساده تر بدون نیاز به ابزار ویژه یعنی بکارگیری دو گاز انبر در دو طرف توپی ایملر که به گرفتن دو عدد پره و بیرون کشیدن ایمپلر است می پردازند.
نکته بسیار مهمی که می بایست در نظر گرفته شود این است که در صورتیکه پره های بریده و یا جدا شده از ایمپلر در محفظه هوزینگ پمپ نباشند می بایست حتما به جستجوی این بخش های برش خورده در لوله های انتقال و یا در بلوک کولر یا خنک کننده موتور قایق پرداخته و این بخش های لاستیکی را از سیستم خارج نماییم.
برای جایگزینی ایمپلر جدید پمپ در اغلب کیت ها یک لوبریکانت قرار داشته که سبب قرارگیری بهتر ایمپلر در موقعیت خود می شود. در اینجا نیز نکته بسیار مهمی که می بایست مورد توجه قرار گیرد این است که با توجه به وجود یک لبه با انحنای کن که سبب خم شدن و فشرده شدن یک یا چند پره از ایمپلر پمپ می شود در زمان جا زدن ایمپلر جدید دقت شود که این خم شدگی پره ها می بایست مطابق با جهت گردش پمپ صورت گیر و در صورتی که بر خلاف جهت قرار گیرد احتمالا با اولین استارت موتور این پره ها از روی ایمپلر جدا شده دچار شکستگی می شوند.
فاکتور های کیفی فیلتر جیمکو JIMCO
کیفیت فیلتر آلات صنعتی را می توان در دو بخش کیفیت جذب و ماندگاری فیلتر مورد بررسی قرار داد. فیلتر جیمکو اندونزی با بکارگیری کاغذ های کارتریج سلولزی با کیفیت بسیار بالا، تراکم و ضخامت مناسب تولید می شود تا قابلیت جذب ذرات معلق در جریان های هیدرولیکی را تا ابعاد 7 میکرونی و حتی ریز تر داشته باشد. ضخامت و تراکم فیلتر جیمکو اندونزی به اندازه ای است که قابلیت عبور دبی بالایی از جریان هیدرولیک را فراهم کرده و حداقل افت فشار را در جریان سیال پدید می آورد.فیلتر های پیچی جیمکو JIMCO از قوطی های فلزی بسیار مستحکم استفاده می کنند که بالاخص در نوع فیلتر هیدرولیک دارای قابلیت فشاری بسیار بالایی بوده و از حداقل واکنش پذیری با جریان هیدرولیک برخوردار هستند. دقت بالا در ابعاد تولیدی و تلرانس اندک در تولید فیلتر جیمکو حداقل میزان نشتی در جریان هیدرولیک را به دنبال دارد.
از نظر قیمت فیلتر جیمکو دارای قیمت مناسب تر و به صرفه تری نسبت به بسیاری از برند های مطرح تولید کننده فیلتر ماشین آلات صنعتی از جمله دونالدسون، مان و فیلیتگارد است. این محصول کشور اندونزی دارای استاندارد های ISO در تولید محصول بوده و طول عمر قابل قبولی نسبت به قیمت دارد.
آلودگی صوتی ایجاد شده توسط دیزل ژنراتور سایلنت چقدر است؟
فریم فلزی بکار گرفته شده به دور دیزل ژنراتور سایلنت قابلیت جذب و جلوگیری از خروجی صداهای تولیدی ناشی از عملکرد موتور دیزلی را تا اندازه زیادی دارد. بصورت استاندارد گفته می شود که آلودگی صوتی ناشی از دیزل ژنراتور ها در محدوده 65 الی 85 دسی بل در فاصله 1 متری ژنراتور می باشد که صدایی معادل مکالمه دو نفر با یکدیگر می باشد. این در حالی است که آلودگی صوتی ایجاد شده توسط دیزل ژنراتور های ساده بدون فریم فلزی در محدوده 100 الی 120 دسی بل یعنی صدای معادل عملکرد یک اره برقی می باشد. هزینه اجاره دیزل ژنراتور سایلنت اغلب تفاوت چندانی با نمونه های ساده نداشته و این هزینه بیشتر تابع توان کاری و آمپراژی است که از ژنراتور کشیده می شود.جنس بدنه و عایق های صوتی دیزل ژنراتور سایلنت
آلودگی صوتی شاید در ابتدا مسئله مهمی به نظر نیاید اما برای تکنسین ها و کارگرانی که در نزدیکی دیزل ژنراتور فعالیت می کنند در طولانی مدت تبدیل به درد بزرگی می شود. از این رو یکی از رقابت های شرکت های تولید کننده دیزل ژنراتور سایلنت به منظور به حداقل رسانی صدای تولیدی توسط ژنراتور است. با توجه به اینکه دیزل ژنراتور ها در نهایت نیاز به یک اگزوز برای تخلیه دود دارند که خود عامل انتقال صدا از موتور به بیرون می باشد و با در نظر داشتن این نکته که بر روی بدنه فلزی پوشش سطحی دیزل ژنراتور می بایست دریچه هایی برای عبور هوا جهت خنک کاری موتور و تامین هوای مورد نیاز برای احتراق موتور دیزلی تعبیه گردد عملا به صفر رسانیدن صدای دیزل ژنراتور سایلنت عملا میسر نیست. جنس بدنه فلزی پوشش بیرونی و فریم دیزل ژنراتور سایلنت اغلب از ورق های آهنی گالوانیزه می باشد. بر روی سطح داخلی این ورق ها برخی از تولید کنندگان دیزل ژنراتور سایلنت از پوشش های الاستومتری، پلیمری و یا پشم شیشه استفاده می کنند که سبب به حداقل رساندن آلودگی صوتی ناشی از عملکرد موتور دیزلی ژنراتور می شود.شرایط و مدارک مورد نیاز برای اجاره دیزل ژنراتور در تهران
جهت اجاره دیزل ژنراتور در تهران نیاز به مدارکی مانند چک و سفته نمی باشد. قرارداد بر حسب مدت زمان و یا زمان تقریبی پروژه با شخص خاص بر حسب سمتی که در شرکت ها دارند بسته می شود. هزینه های مرتبط با تعمیرات دیزل ژنراتور در زمان و مدت قرارداد با ما و هزینه های مرتبط با سرویس دیزل ژنراتور مانند تعویض فیلتر و روغن بر حسب ساعت کاری شما سنجیده می شود. فاصله محل پروژه از تهران از دیگر مبحث هایی است که می بایست مورد بررسی قرار گیرد چرا که دیزل ژنراتور نیاز به بازبینی و سرویس داشته و این پروسه توسط ما صورت می پذیرد. هزینه اجاره دیزل ژنراتور در تهران بسته به مدت زمان قرار داد و کاوا دستگاه متفاوت می باشد. برای کاواهای بالای 300 امکان اجاره بصورت ماهینه نیز وجود دارد اما در کاواهای پایین با توجه به هزینه بالای حمل و نقل این امکان بصورت ماهیانه وجود نداشته و اغلب قرارداد های بلند مدت تری بسته می شود.مشخصات فنی و عددی دیزل ژنراتور 70 کاوا KVA کومنز
مشخصات فنی دیزل ژنراتور 70 کاوا KVA کومنز به منظور کاربری در شرایط مختلف در سه قسمت مشخصات موتور دیزلی، مشخصات آلترناتور و مشخصات کوپله قابل ارائه می باشد. جهت اجاره دیزل ژنراتور 70 کاوا بررسی دقیق این مشخصات عددی و تطابق با نیاز های آمپراژ و ولتاژ مصرفی شما امری مهم می باشد. موتور دیزلی کومنز Cummins آمریکا در سری S3.8-G7 که در کشور های آمریکا، انگلستان و هند تولید می شود بر روی این دیزل ژنراتور 70 کاوا اتصال پیدا کرده است. حداکثر توان موتور اتصالی 84 اسب بخار بوده و و دارای حجم 3.8 لیتر (با سوخت گازوئیل) می باشد. این موتور دیزلی 4 سیلندر چهار زمانه بصورت آب خنک می باشد. مصرف سوخت گازوئیل برای دیزل ژنراتور 70 کاوا کومنز در حالت توان 50% حدود 6 یلتر در ساعت و در وضعیت توان 100% حدود 15 لیتر در ساعت تخمین زده می شود. آرایش سیلندر این موتور انژکتوری دیزلی خطی با دور 1500 rpm می باشد. ظرفیت مخزن روغن در گردش موتور دیزلی دیزل ژنراتور 70 کاوا KVA کومنز حدود 11 لیتر بوده و این دستگاه دارای وزن خالص حدود 0.5 تن است. آلترناتور مورد استفاده بر روی دیزل ژنراتور 70 کاوا کومنز با برند Stamford انگلستان استفاده شده است که دارای توان اسمی 60 کاوا و توان اضطراری 66 کاوا می باشد. این آلترناتور دارای راندمان مفید کاری 88% بوده و با فرکانس 50 هرتز کار می کند. آلترناتور دیزل ژنراتور 70 کاوا KVA کومنز با سرعت دورانی 2250 دور در دقیقه کار کرده و ولتاژ خروجی در محدود 230 الی 400 ولت دارد. هزینه اجاره ژنراتورمشخصات فنی و مکانیکی دیزل ژنراتور 100 کاوا KVA کومنز
داشتن اطلاعات فنی کامل پیش از اجاره دیزل ژنراتور و استفاده از مشاوره فنی با کارشناسان ما شما را در انتخاب بهتر و عقد قرارداد کاربری مناسب تر یاری می رساند. از این رو در اینجا به معرفی مشخصات فنی دیزل ژنراتور 100 کاوا KVA برند کومنز آمریکا می پردازیم. این دیزل ژنراتور از موتور دیزلی کومنز آمریکا در سری 6BTA5.9-G5 و با توان حداکثر 131 اسب بخار استفاده می کند. موتور دیزل ژنراتور 110 کاوا کومنز 6 سیلندر همراه با توربوشارژر برای تولید توان بیشتر بوده و با حجم 5.9 لیتر (سوخت گازوئیل) تولید شده است. سیستم خنک کننده دیزل ژنراتور 100 کاوا کومنز از نوع رادیاتور و آب خنک بوده و مصرف گازوئیل در وضعیت توان 50% برابر 12 لیتر در ساعت و در حالت توان 100% حدود 25 لیتر در ساعت می باشد. آرایش سیلندر های موتور این دیزل ژنراتور 100 کاوا KVA خطی و با دور 1500 rpm :ار می کند. موتور دیزل ژنراتور 110 کاوا از نوع انژکتوری و تزریق مستقیم سوخت بوده و دارای نسبت تراکم 17.6:1 طراحی شده است. ظرفیت باک و مخزن سوخت دیزل ژنراتور 110 کاوا KVA کومنز 125 لیتر بوده و میزان روغن در گردش موتور حجم 16.4 لیتر را دارد. وزن خالص دیزل ژنراتور 100 کاوا کومنز 410 کیلوگرم بوده و حداکثر دمای اگزوز برای آن 530 درجه سانتی گراد معرفی شده است. آلتر ناتور اتصالی بر روی این دیزل ژنراتور با برند Stamford انگلستان بوده که با فرکانس 50 هرتز و توان اسمی 100 کاوا KVA عمل می کند. مدل آلترناتور اتصالی بر روی این دیزل ژنراتور UCI274C بوده و دارای راندمان کاری مفید 89% است. آلترناتور اتاصلی دیزل ژنراتور 100 کاوا کومنز قابلیت تولید ولتاژ حداکثر 400 ولت را داشته و با دور 2250 rpm کار می کند. این الترناتور دارای 4 پل و 1 بلبرینگ می باشد. مرکز اطلاعات دیزل ژنراتورمشخصات فنی دیزل ژنراتور 150 کاوا KVA Cummins سری 6BTAA5.9G6
دیزل ژنراتور 150 کاوا KVA کومنز سری 6BTAA5.9G6 دارای یک موتور دیزلی 6 سیلندر با آرایش خطی و با حجم 5.9 لیتر است. این موتور دیزلی آمریکایی دارای حداکثر توان 195 اسب بخار بوده و مجهز به یک توربوشارژر برای تغذیه بهتر هوا با فشار بالاتر به داخل موتور جهت بهبود و تسریع فرایند احتراق است. به منظور اجاره این دیزل ژنراتور می بایست بدانید که در توان 50% میزان مصرف سوخت گازوئیل آن معادل 17 لیتر در ساعت و در توان 100% میزان مصرف سوخت آن 35 L/h است.قطر سیلندر و کورس پیستون برای موتور دیزلی دیزل ژنراتور 150 کاوا کومنز 102x120 (mm) تعریف شده و در دور 1500 rpm کار می کند. نسبت تراکم برای این موتور انژکتوری که بصورت تزریق مستقیم عمل می کند برابر 16.5:1 تعریف شده و این دستگاه دارای وزن خالص 720 کیلوگرم است. ظرفیت باک و مخزن سوخت دیزل ژنراتور 150 کاوا کومنز 125 لیتر بوده و از 16 لیتر روغن به منظور روانکاری این موتور دیزلی استفاده می شود.
دیزل ژنراتور 150 کاوا کومنز مجهز به یک آلترناتور با برند Stanford انگلستان و در سری UCI274E می باشد. این آلترناتور دارای توان اسمی حداکثر 142 کاوا KVA بوده و در فرکانس 50 هرتز کار می کند. راندمان مفید کاری آلترناتور دیزل ژنراتور 150 کاوا KVA کومنز 91% بوده و دارای حداکثر ولتاژ خروجی 400 ولت V است.
مشخصات عددی دیزل ژنراتور 200 کاوا کومنز Cummins سری 6CTA8.3-G2
دیزل ژنراتور سری 6CTA8.3-G2 کومنز آمریکا با ظرفیت کاری 200 کاوا KVA از یک موتور دیزلی با سوخت گازوئیل و در ظرفیت 8.3 لیتر استفاده می کند که بصورت 6 سیلندر و با آرایش خطی تولید شده است. این موتور دیزلی دارای توان متوسط 211 و توان حداکثر 234 اسب بخار می باشد و مجهز به یک توبوشارژر برای تزریف هوا بصورت فشرده به داخل موتور احتراق به منظور افزایش گشتاور خروجی می باشد. سیستم خنک کننده موتور این دیزل ژنراتور 200 کاوا از نوع آب خنک و همراه با یک رادیاتور که ظرفیت 12.3 لیتر آب را دارد صورت می پذیرد.به منظور اجاره دیزل ژنراتور 200 کاوا KVA کومنز باید بدانید که این دستگاه در 50% توان کاری خود مصرف گازوئیلی معادل 20 لیتر در ساعت و برای عملکرد در توان 100% مصرفی معادل 40 لیتر در ساعت را دارد. موتور دیزلی این ژنراتور بصورت تزریق مستقیم و انژکتوری تغذیه شده و نسبت قطر سیلندر در کورس پیستون برای آن 114x135 (mm) طراحی شده است. این موتور دیزلی در دور 1500 دور در دقیقه rpm عملکرده و دارای نسبت تراکم 17.3:1 می باشد.گشتاور تولید شده توسط دیزل ژنراتور 200 کاوا KVA کومنز Cummins برابر 1040 نیوتن متر بوده و دستگاه دارای وزن خالص 770 کیلوگرم است. ظرفیت مخزن روغن این دیزل ژنراتور 200 کاوا 12.8 لیتر و ظرفیت رادیاتور آب خنک کننده آن 12 لیتر است.
برند آلترناتور مورد استفاده بر روی دیزل ژنراتور 200 کاوای کومنز Stamford و محصول کشور انگلستان است. این آلترناتور بصورت 4 پل و تک بلبرینگ تولید شده و توان اسمی 186 اسب بخار و توان اضطراری 206 اسب بخار را دارد. آلترناتور دیزل ژنراتور 200 کاوا KVA کومنز با فرکانس 50 هرتز کار کرده و راندمان 92% را داراست. این آلترناتور که با دور 2250 rpm گردش می کند ولتاژ خروجی در محدوده 230 الی 400 ولت را دارد.
مشخصات فنی و عددی دیزل ژنراتور 270 کاوا کومنز سری QSL9G3
موتور دیزل ژنراتور 270 کاوا KVA کومنز سری QSL9G3 بصورت 6 سیلندر با آرایش خطی و تولید برند شناخته شده کومنز آمریکا می باشد. این موتور دیزلی حجم 8.8 لیتر را داشته و توان متوسط 291 و توان حداکثر 327 اسب بخار را تولید می کند. بر روی این موتور دیزلی به منظور افزایش توان و گشتاور خروجی از یک عدد توربوشارژر استفاده شده که هوار را در فشار زیادی به داخل موتور احتراق تزریق می کند. سیستم خنک کننده موتور دیزلی این ژنراتور از نوع آب خنک و رادیاتوری بوده که حجم آب 15 لیتر را در داخل موتور به جریان در می آورد. جهت اجاره دیزل ژنراتور 270 کاوا KVA کومنز اطلاع از میزان مصرف 34 لیتر در ساعت در ظرفیت کاری 50% موتور و مصرف 59 لیتر گازوئیل در ساعت برای توان حداکثری موتور الزامی است. دیزل ژنراتور 270 کاوا کومنز در دور 1500 rpm کار کرده و دارای نسبت تراکم 17.8:1 می باشد. قطر سیلندر در کورس پیستون برای این موتور دیزلی 114x145 (mm) در نظر گرفته شده و کل دستگاه دارای وزن خالص 860 کیلوگرم است.موتور دیزل ژنراتور 270 کاوا کومنز از نوع انژکتوری بوده و نیاز به 26.5 یلتر روغن به منظور روان کاری دارد. ظرفیت باک و مخزن سوخت این دیزل ژنراتور 315 لیتر بوده و حداکثر دمای اگزوز آن 580 درجه سانتی گراد می باشد. دیزل ژنراتور 270 کاوا کومنز سری QSL9G3 مجهز به یک آلترناتور با برند Stamford انگلستان و با ظرفیت اسمی 250 کاوا KVA و ظرفیت اضطراری 277 کاوا می باشد. این آلترناتور با فرکانس 50 هرتز کار کرده و راندمان 92% را داراست.
مشخصات فنی دیزل ژنراتور 300 کاوا کامینز آمریکا
دیزل ژنراتور سری QLS9-G3 کامینز آمریکا دارای ظرفیت 300 الی 330 کاوا و مجهز به یک موتور دیزلی 6 سیلندر با چیدمان خطی می باشد. حجم موتور 8.8 لیتر قابلیت تولید توان 291 اسب بخار در توان متوسط و 327 اسب بخار در حالت اضطراری را برای این دیزل ژنراتور 300 کاوا فراهم می آورد. نوع موتور از نوع انژکتوری گازوئیل سوز با تزریق مستقیم بوده و برای داشتن گشتاور و توان خروجی بیشتر به یک توربوشارژر هوا مجهز شده است که به انتقال هوا در فشار بالا به موتور می پردازد. برای اجاره دیزل ژنراتور 300 کاوای کومنز اطلاع از اینکه موتور دیزلی کومنز این دستگاه در ظرفیت کاری عادی میزان 34 لیتر سوخت گازوئیل را در دقیقه و در حالت ظرفیت کاری 100% 59 لیتر سوخت در دقیقه مصرف می کند به انتخاب شما کمک می کند.موتور دیزلی این دیزل ژنراتور دارای نسبت تراکم 17.8:1 بوده و با دور 1500 دور در دقیقه rpm کار می کند. دیزل ژنراتور 300 کاوای کامینز دارای قطر در کورس پیستون 114x145 (mm) بوده و از یک باک و مخزن سوخت 315 لیتری استفاده می کند. ظرفیت مخزن روغن برای این دیزل ژنراتور 26.5 لیتر بوده از رادیاتور بصورت سیستم هوا خنک با ظرفیت 18 لیتر استفاده می کند. دیزل ژنراتور 300 کاوا KVA کامینز دارای وزن خالص 860 کیلوگرم بوده و حداکثر دمای اگزوز برای آن 585 درجه سانتی گراد تعریف شده است.
دیزل ژنراتور 300 کاوا Cummins از یک آلترناتور انگلیسی استفاده می کند که توان اسمی 315 کاوا و توان حداکثری 346 کارا را تولید می کند. این آلترناتور دارای راندمان مفید 93% بوده و با فرکانس 50 هرتز کار می کند. این الترناتور 4 پل از یک بلبرینگ در اتصال خود استفاده می کند و دارای سیستم حفاظتی IP23 می باشد. حداکثر ولتاژ تولیدی توسط آلترناتور دیزل ژنراتور 300 کاوا کامینز برابر 400 ولت است.
مشخصات مکانیکی دیزل ژنراتور 400 کاوا کومنز سری NTA855G4
این دیزل ژنراتور قدرتمند که قابلیت تولید ولتاژ در محدوده 230 الی 400 ولت را دارد با دور 1500 rpm کار کرده و از یک موتور دیزلی قدرتمند 6 سیلندر استفاده می کند. موتور دیزلی دیزل ژنراتور 400 کاوا کومنز دارای سیلندر هایی با چیدمان خطی و در حجم 14 لیتر می باشد که مجهز به یک توربوشارژ برای تولید توان و گشتاور بالاتر شده است. سیستم خنک کننده این موتور دیزلی از نوع کاربراتوری و خنک شونده با آب بوده که دارای ظرفیت 45 لیتر است. جهت اجاره دیزل ژنراتور 400 KVA Cummins اطلاع از این نکته ضروری است که این دستگاه مصرف 39 لیتر در ساعت برای کاربری تا ظرفیت 50% و مصرف 76 لیتر در ساعت در ظرفیت 100% را دارد. قدرت موتور این دیزل ژنراتور 411 اسب بخار در حالت عادی و 451 اسب بخار در توان بالا می باشد.دیزل ژنراتور 400 کاوا KVA کامینز از نوع انژکتور گازوئیل سوز با تزریق مستقیم می باشد که نسبت تراکم 14.0:1 را داراست. وزن خالص این دیزل ژنراتور 1.4 تن بوده و برای روانکاری موتور از 38 لیتر روغن استفاده می کند. باک و مخزن سوخت دیزل ژنراتور 400 کاوا کومنز ظرفیت 380 لیتر گازوئیل را داشته و حداکثر دمای اگزوز برای آن 541 درجه سانتی گراد تعریف شده است. قطر سیلندر در کورس پیستون این موتور دیزلی کومنز این ژنراتور 140x152 (mm) تعریف شده است.
أیزل ژنراتور 400 کاوا کامینز مجهز به یک آلترناتور انگلیسی با برند Stamford می باشد که توان اسمی 352 کاوا و توان اضطراری 400 Kva را داراست. این آلترناتور دارای راندمان مفید کاری 93% بوده و در فرکانس 50 هرتز کار می کند. اتصال این آلترناتور بصورت 4 پل و با بکارگیری یک بلبرینگ و یا رولبرینگ صورت می گیرد. آلترناتور دیزل ژنراتور سری NTA855G4 کومنز با دور 2250 rpm گردش می کند. هزینه اجاره ژنراتور
مشخصات فنی دیزل ژنراتور 450 کاوا سری QSX15G4 کومنز
از یک موتور دیزلی قدرتمند تولیدی برند شناخته شده کومنز آمریکا بصورت 6 سیلندر با آرایش خطی بر روی دیزل ژنراتور 450 کاوا سری QSX15G4 استفاده شده است. این موتور گازوئیل سوز دارای حجم 15 لیتر بوده و قابلیت تولید 466 اسب بخار توان در حالت عادی و 516 اسب بخار توان در حالت پر فشار را دارد. سیستم خنک کننده این موتور دیزلی از نوع آب خنک و همراه با یک رادیاتور با حجم آب 42 لیتر صورت می پذیرد. بر روی دیزل ژنراتور 450 کاوا کومنز از یک عدد توربوشارژر هوا استفاده شده که با تزریق هوای پر فشار به داخل موتور دیزلی به بهبود فرایند سوخت و افزایش راندمان و گشتاور خروجی کمک می کند. جهت اجاره دیزل ژنراتور 450 کاوا KVA توجه به این نکته که این موتور مصرف 46 لیتر گازوئیل را تنها در 50% ظرفیت کاری و 86 لیتر گازوئیل در ظرفیت تمام دارد از اهمیت بالایی برخوردار است.دیزل ژنراتور 450 کاوا کومنز دارای نسبت تراکم 17.0:1 بوده و و در دور 1500 rpm کار می کند. حجم مخزن روغن روانکاری این ژنراتور 91 لیتر بوده و و وزن حالص آن 1660 کیلوگرم است. حداکثر دمای اگزوز این دیزل ژنراتور 488 درجه سانتی گراد بوده با قطر سیلندر در کورس پیستون 137x169 (mm) طراحی شده است.
دیزل ژنراتور 450 کاوا کومنز سری QSX15G4 از یک آلترناتور 4 پل استفاده می کند که تولید برند شناخته شده Stamford انگلستان است. این آلترناتور دارای توان اسمی 400 کاوا و توان اضطراری 450 کاوا می باشد. تعداد دور این آلترناتور 2250 دور در دقیقه بوده و با فرکانس 50 هرتز کار می کند. آلترناتور دیزل ژنراتور 450 کاوا کومنز قابلیت تولید ولتاز در محدوده 230 الی 400 ولت را داشته و راندمان 93.5 درصد را داراست. هزینه اجاره ژنراتور
اطلاعات فنی دیزل ژنراتور سری QSZ13-G5 با توان 500 کاوا KVA
دیزل ژنراتور سری QSZ13-G5 کومنز Cummins محصول کشور آمریکا با یک موتور قدرتمند دیزلی 6 سیلندر با آرایش خطی می باشد. این موتور دارای حجم 13 لیتر بوده و با دور 1500 rpm کار می کند. موتور دیزلی این ژنراتور توان حداکثری 526 و توان حداکثری 605 اسب بخار را تولید می کند. بر روی موتور دیزلی ژنراتور 500 کاوا کامینز از یک عدد توربوشارژر برای افزایش دبی هوای تغذیه شده به موتور استفاده شده که سرعت احتراق را بالا برده و به افزایش گشتاور و توان خروجی موتور می انجامد. دیزل ژنراتور 500 کاوا سری QSZ13-G5 کامینز از سیستم آب خنک با یک رادیاتور با حجم آب 62 لیتر استفاده می کند. جهت اجاره دیزل ژنراتور 500 کاوا KVA کامینز اطلاع از این نکته که این موتور در ظرفیت کاری 50% خود حدود 49 لیتر گازوئیل در ساعت و در ظرفیت کاری 100% خود حدود 93 لیتر گازوئیل را در ساعت می سوزاند از اهمیت بالایی برخوردار است.دیزل ژنراتور 500 کاوا KVA کامینز دارای وزن تقریبی 150 کیلوگرم بوده و برای روان کاری موتور از 78 لیتر روغن استفاده می کند. این دیزل ژنراتور از سیستم انژکتوری با تزریق مستقیم گازوئیل استفاده کرده و قطر سیلندر در کورس پیستون برای آن 130x163 (mm) طراحی شده است. آلترناتور مورد استفاده بر روی این دیزل ژنراتور 500 کاوا با برند انگلیسی Stamford می باشد که با فرکانس 50 هرتز کار می کند. این آلترناتور توان اسمی 451 KVA و توان اضطراری 501 KVA را تولید کرده و با دور 2250 rpm کار می کند. راندمان مفید کاری آلترناتور دیزل ژنراتور 500 کاوا کومنز 94.5% بوده و تولید ولتاژ در محدوده 230 الی 400 ولت می کند. ژنراتور کومنز Cummins با توان 500 کاوا انتخابی مناسب برای اتصال بر روی کشتی های مسافربری سبک می باشد. هزینه اجاره ژنراتور
مشخصات فنی دیزل ژنراتور 550 کاوا KVA کومنز سری KTA19-G4
دیزل ژنراتور قدرتمند سری KTA19-G4 کومنز از یک موتور دیزلی 6 سیلندر با چیدمان V برای تولید گشتاور و قدرت استفاده می کند. حجم موتور دیزلی بکار رفته بر روی این ژنراتور 18.9 لیتر می باشد و با توان حداکثری 642 اسب بخار و توان متوسط 573 hp کار می کند. بر روی منیفولد هوای این دیزل ژنراتور از یک توربوشارژر قدرتمند استفاده شده که به تزریق پر فشار هوا به محفظه سیلندر پرداخته و سبب احتراق کامل گازوئیل، تولید دمای بالاتر و گشتاور تولیدی بیشتر می شود. نوع خنک کننده موتور دیزل ژنراتور 550 کاوا مونز آب خنک بوده که توسط یک رادیاتور با ظرفیت 80 لیتر صورت می پذیرد. جهت اجاره دیزل ژنراتور 550 کاوا KVA کومنز مطلع باشید که این دستگاه در ظرفیت کاری 50% مصرف گازوئیلی برابر 57 لیتر در ساعت و برای تولید توان حداکثری 100% مصرف گازوئیل برابر 105 لیتر در ساعت L/h را دارد.دیزل ژنراتور سری KTA19-G4 کومنز دارای نسبت تراکم 13.9:1 بوده و با دور 1500 rpm کار می کند. وزن خالص این دیزل ژنراتور 1850 کیلوگرم بوده و دارای مخزن روغن با ظرفیت 50 لیتر است. سیستم انژکتور این دیزل ژنراتور از نوع تزریق مستقیم بوده و قطر سیلندر در کورس پیستون 159x159 (mm) را داراست
بر روی دیزل ژنراتور 550 کاوا KVA کومنز از یک عدد آلترناتور قدرتمند با برند Stamford انگلستان استفاده شده که با فرکانس 50 هرتز کار می کند. این آلترناتور دارای توان اسمی 509 کاوا و توان اضطراری 556 KVA می باشد. توان 94.8% در و دور 2250 rpm منجر به تولید ولتاز تا سقف 400 ولت برای دیزل ژنراتور 550 کاوا کومنز سری KTA19-G4 می شود.
مشخصات مکانیکی و عددی جرثقیل زنجیری برقی 1 تن کاتو
جرثقیل برقی زنجیری کاتو در چهار حالت یعنی بصورت دو کاره، چهار کاره، چهار کاره دو سرعته و دو سرعته تمام اتوماتیک عرضه می شود. بالاترین قابلیت های کاری برای جرثقیل زنجیری کاتو از نوع دو سرعته تمام اتوماتیک می باشد که هم خود بلوک جرثقیل در لیفتینگ از دو سرعت تند و کند استفاده می کند و هم ترولی در دو سرعت عمل می کند. جرثقیل برقی زنجیری 1 تن کاتو مجهز به کنتاکتور با برند اشنایدر محصول کشور آلمان می باشد که در برق رسانی به دستگاه بسیار دقیق عمل می کند. دسته کنترل این جرثقیل زنجیری مجهز به یک دکمه اضطرار می باشد که در موارد ضروری به قطع کامل جریان برق در الکتروموتور جرثقیل می پردازد. جرثقیل برقی زنجیری کاتو بصورت انخصاری توسط برند کاتو لیفت (زیر مجموعه ویکی لیفت) در ایران وارد شده و در صورت بروز مشکلات نیز در این مجموعه تعمیر می گردد. استفاده از کنترل فاز برای جلوگیری از صدمه به بخش های مختلف جرثقیل برقی از دیگر مشخصات کیفی و مکانیکی جرثقیل 1 تن برقی برند کاتو ژاپن می باشد. این جرثقیل زنجیری کاتو KATO از یک زنجیر 6 متری خشکه در اتصال استفاده می کند که امکان ارتقا متراژ نیز برای آن وجود دارد.مزایای استفاده از جرثقیل برقی زنجیری 2 سرعته کاتو
جرثقیل های زنجیری در کل نسبت به جرثقیل های سیم بکسلی به سبب مقاومت سایشی بالاتر زنجیر نیاز به حفظ و نگهداری محدودتری دارند و طول عمر بالاتری نیز دارند. جرثقیل برقی زنجیری 2 تن و دو سرعته کاتو KATO چین از آلیاژ هایی با سختی سطحی بسیار بالا و دنده های دارای روکش کروم به منظور افزایش مقاومت سایشی استفاده کرده و تحت تنش های شدید و بارگذاری های سنگین نیز مقاومت مناسبی از خود نشان می دهد. در اتصال جرثقیل زنجیری برقی کاتو از زنجیر فولادی خشکه در سایز 10 میلیمتر استفاده شده است که تنسایل مقاومت کششی بسیار بالایی داشته و امنیت بار و اپراتور را بصورت همزمان تامین می کند. گیربکس اسن جرثقیل 2 تن دو سرعته در روغن کار می کند که نقش یک کم کننده صدا را برای آن ایفا کرده و از این رو آلودگی صوتی ایجاد شده توسط این جرثقیل برقی به حداقل رسیده است. جرثقیل زنجیری 2 تن دو سرعته کاتو KATO برای اتصال به منبع تغذیه برق از یک کنتاکتور بسیار قدرتمند و محصول کشور آلمان با برند اشنایدر استفاده می کند که با تنظیم شدت جریان به بهبود عملکرد و افزایش طول عمر جرثقیل کمک می کند. کلیه قطعات اصلی جهت تعویض در صورت بروز مشکل و یا فرسایش جرثقیل برقی زنجیری کاتو در مدت زمان بالا موجود بوده و سرویس کامل آن در مجموعه کاتو لیفت صورت می پذیرد. این جرثقیل برقی زنجیری بصورت کارخانه ای از یک زنجیر بار فولادی 6 متری استفاده می کند که امکان ارتقای ارفاع لیفتینگ برای آن وجود دارد. استفاده از تمامی موارد امنیتی در تولید این جرثقیل برقی 2 تن دو سرعته سبب شده است تا این محصول دارای استاندارد کیفی اتحادیه اروپا بوده و در کشور های مختلفی در دنیا بکار گرفته شود.مشخصات فنی و کیفی جرثقیل برقی زنجیری 3 تن کاتو
یکی از مهمترین مشخصه های مثبت جرثقیل زنجیری 3 تن کاتو که سبب قابلیت و طول عمر بالاتر نسبت به دیگر برند های چینی می شود استفاده از کانکتور با برند آلمانی اشنایدر در این جرثقیل ها می باشد. کانکتور که وضیفه انتقال برق را به جرثقیل برقی ایفا می کند با ارسال دقیق، به موقع و بصورت کنترل شده الکتریسیته می تواند در افزایش طول عمر اجزای داخل بلوک جرثقیل برقی زنجیری نقش موثری داشته باشد.استفاده از یک روکش کروم بر روی دنده و دنده اسپراکت داخل بلوک جرثقیل زنجیری برقی 3 تن کاتو KATO که سبب افزایش قابلیت های سایشی این دنده ها در تماس با یکدیگیر می شود از دیگر فاکتور های کیفی این جرثقیل سقفی محسوب می شود. این فرایند هر چند پروسه تولید دنده های جرثقیل زنجیری را طولانی تر کرده و بکار گیری عنصر فلزی گران قیمت کروم سبب افزایش هزینه تولید می شود اما نقشی بسیار موثر در افزایش قابلیت های سایشی دنده های جرثقیل سقفی دارد.
جرثقیل برقی زنجیری 3 تن کاتو مجهز به یک کنترل فاز می باشد که در صورت عدم اتصال رشته های سیم و بر عکس شدن جریان مانع از خورد شدن اجزای داخلی جرثقیل می گردد که از دیگر فاکتور های کیفی در تولید این جرثقیل سقفی محسوب می شود. کلیه قطعات و لوازم یدکی اصلی این جرثقیل برقی در فروشگاه کاتو لیفت موجود می باشد که امکان سرویس و تعمیرات سریع این ابزار لیفتینگ بار را با قطعات اصلی فراهم می سازد.
مزایا و طول عمر جرثقیل 5 تن زنجیری کاتو
جرثقیل های برقی بر اثر عملکرد تحت بار گذاری های شدید اغلب دچار ساییدگی در قسمت دنده و دنده اسپراکت می شوند. از این منظور دنده های داخلی جرثقیل برقی زنجیری 5 تن کاتو KATO دارای یک روکش از جنس فلز کروم Cr می باشند که سبب افزایش قابلیت های سایشی آنها بر اثر بار گذاری شدید می شود. این فرایند هم به لحاظ اجرا و هم در مصرف کروم بعنوان یک فلز گران قیمت سبب افزایش هزینه های تولید این جرثقیل برقی چینی می شود اما در افزایش طول عمر کاری قطعات داخلی بلوک جرثقیل زنجیری 5 تن کاتو تاثیر قابل توجهی داشته است.از دیگر دلایل آسیب به جرثقیل های برقی نداشتن یک کانکتور با کیفیت در اتصال جرثقیل با منبع تغذیه برق می باشد. در حالی که کانکتور های اغلب جرثقیل های چینی ارزان قیمت و بی کیفیت هستند کانکتور جرثقیل برقی زنجیری 5 تن کاتو از برند اشنایدر آلمان انتخاب شده است که طول عمر کاری مفید موتور الکتریکی را تضمین می کند.
فاکتور های کیفی جرثقیل برقی کاتو محدود به این دو مورد نبوده و داشتن دکمه قطع اضطراری بر روی دسته کنترل که سبب قطع کامل انرژی برق در موارد ضروری می شود از دیگر فاکتور های ایمنی این دستگاه لیفتینگ بار محسوب می شود. همچنین این جرثقیل برقی زنجیری مجهز به یک کیت کنترل و حسگر می باشد که در صورت عدم اتصال درست سیم ها در راه اندازی جرثقیل مانع از حرکت و آسیب به دنده های آن می شود. بازرگانی کاتو لیفت ارائه دهنده تناژ مختلف از جرثقیل برقی زنجیر کاتو و کلیه قطعات اصلی و خدمات پس از فروش این محصول با کیفیت چینی می باشد.
مشخصات لیفتینگ بار با جرثقیل برقی زنجیری 10 تن کاتو KATO
جرثقیل برقی از نوع زنجیری کاتو KATO در توان 10 تن تنها بصورت 3 فاز با برق صنعتی تولید شده و نمونه های تک فاز آن تنها تا تناژ 5 تن موجود می بانشد. در انتخاب جرثقیل برقی زنجیری 10 تن چهار انتخاب پیش روی شماست که شامل نمونه های دو کاره تک سرعته، دو کاره دو سرعته، 4 کاره تک سرعته و 4 کاره دو سرعته می باشد. البته با توجه به اینکه ترولی یا کالسکه این جرثقیل زنجیری نیز دارای دو نوع مختلف تک سرعته و دو سرعته می باشد در واقع 6 انتخاب را برای کاربران فراهم می آورد.جرثقیل برقی زنجیری 10 تن کاتو با زنجیر فولادی خشکه که درصد بالایی کربن داشته و یک عملیات سخت کاری حرارتی را برای داشتن تنسایل بالاتر طی کرده است مورد استفاده قرار می گیرد. این زنجیر که به زنجیر بار جرثقیل نیز شناخته می شود دارای طول 6 متر بصورت کارخانه ای بوده و قابلیت ارتقای طول را نیز دارد. از فسفاته سطحی برای ایجاد پوشش مقاوم رطوبت بر روی زنجیر این جرثقیل 10 تن برقی برند کاتو استفاده شده است.
دنده و دنده اسپراکت داخلی بلوک این جرثقیل زنجیری کاتو KATO با آبکاری کروم پوشانیده شده اند تا هم در برابر زنگ زدگی در محیط های مرطوب مقاومت بهتری داشته باشند و هم مقاومت سایشی بهتری داشته و در مدت طولانی تر در برابر استحلاک تحت تنش های سایشی عمل کنند. این جرثقیل برقی زنجیری از یک سیستم حسگر برای تشخیص اتصال صحیح الکتریسیته استفاده می کند که مانع از ورود برق به جرثقیل در صورت عدم سیم کشی درست شده و از شکستن دنده های جرثقیل جلوگیری می کند.
کنتاکتور اتصالی بر روی این جرثقیل برقی زنجیری چینی کاتو با برند اشنایدر آلمان بوده که آسیب به مواور الکتریکی را در آن به حداقل می رساند. دکمه قطع اورژانسی برق تعبیه شده بر روی دسته کنترل این جرثقیل برقی زنجیری امکان قطع کامل الکتریسیته را در صورت بروز مشکل توسط اپراتور مهیا می کند.
مشخصات فنی دیزل ژنراتور 700 کاوا کومنز
جهت اجاره دیزل ژنراتور کومنز 700 کاوا حتما می بایست از اطلاعات فنی و قابلیت های این دستگاه اطلاع کامل داشته و با نیاز های کاری خود مطابقت دهید. این دیزل ژنراتور دارای یک موتور قدرتمند دیزلی با برند کومنز می باشد که در توان کاری 50% مصرف 70 لیتر گازوئیل در ساعت و در توان حداکثر 100% مصرف 132 لیتر در ساعت را دارد. آرایس سیلندر های این موتور دیزلی از نوع L بوده و با دور 1500 و یا 1800 دور در دقیقه کار می کند. موتور 6 سیلندر دیزل ژنراتور 700 کاوا کومنز دارای حجم موتور 19 لیتر بوده و قدرت 755 ایب بخار را بصورت متوسط تولید می کند.موتور دیزلی این ژنراتور 700 کاوا از نوع هوا خنک با یک رادیاتور با حجم آب 48 لیتری بوده و برای روان کاری موتور از روغن لوبیکانت در حجم 96 لیتر استفاده می کند. این دیزل ژنراتور از یک آلترناتور بسیار قدرتمند با برند Stamford انگلستان استفاده می کند که با فرکانس 50 هرتز عمل کرده و ولتاژی در محدوده 230 الی 400 ولت را پدید می آورد.
مشخصات فنی و عددی دیزل ژنراتور 900 کاوا KVA کومنز
دیزل ژنراتور سری QSK23-G3 با توان 900 کاوا کومنز Cummins محصول کشور آمریکا و تولید یکی از معتبر ترین برند های تولید کننده موموتور های دیزلی در سطح دنیا می باشد. موتور دیزلی این ژنراتور دارای حجم 23.1 لیتر بوده و توان متوسط 915 اسب بخار را تولید می کند. حداکثر توان خروجی این دیزل ژنراتور 900 کاوا 991 اسب بخار است. این موتور دیزلی 6 سیلندر با چیدمان نوع L بوده و مجهز به یک توربو شارژر برای انتفال هوا بصورت فشرده شده به داخل موتور به منظور افزایش و بهبود فرایند احتراق می باشد. جهت اجاره این دیزل ژنراتور 900 کاوا اطلاع از این نکته که در ظرفیت 50% میزان گازوئیل 85 لیتر در ساعت و در توان حداکثری 100% میزان 161 لیتر را مصرف می کند اهمیت بالایی دارد.موتور دیزلی ژنراتور 900 کاوا kva کومنز برای روان کاری موتور از یک مخزن روغن 103 لیتری استفاده کرده و در دور 1500 دور در دقیقه کار می کند. از یک رادیاتور با حجم و ظرفیت آب 57 لیتری برای خنک کردن این موتور دیزلی بصورت آب خنک استفاده شده است. نسبت قطر سیلندر در کورس پیستون برای دیزل ژنراتور 900 کاوا KVA کومنز برابر 170X170 میلیمتر بوده و این ژنراتور دارای وزن حدودی 3.2 تن می باشد.
بر روی دیزل ژنراتور 700 کاوا موکنز از یک عدد آلترناتور بسیار قدرتمند استفاده شده که محصولی از شرکت شناخته شده Stamford انگلستان است. این آلترناتور که در فرکانس 50 هرتز کار می کند دارای توان اسمی برابر 910 kva و توان حداکثری 1000 کاوا عمل می کند. آلترناتور دیزل ژنراتور 900 کاوا کومنز در دور 2550 rpm کار کرده و قابلیت تولید ولتاژ 230 الی 400 ولت را دارد. این آلترناتور دارای راندمان مفید کاری برابر 95.4% می باشد. هزینه اجاره ژنراتور
مشخصات فنی دیزل ژنراتور 1000 کاوا سری 36336 کومنز
بر روی دیزل ژنراتور 1000 کاوا Kva کومنز از یک موتور دیزلی قدرتمند تولیدی برند کومنز آمریکا استفاده شده است که دارای حجم موتور 30.5 لیتر بوده و بصورت 12 سیلندر تولید شده است. این موتور دیزلی که از یک گاورنر الکترونیکی استفاده می کند با دور 1500 rpm عمل کرده و مجهز به یک توربو شارژر قدرتمند برای تزریق هوا در فشار بالا به داخل محفظه احتراق موتور به منظور افزایش توان و بهبود احتراق می باشد. توان متوسط این دیزل ژنراتور 1000 کاوا 1050 اسب بحار و توان حداکثری موتور آن 1150 اسب بخار است.به منظور اجازه دیزل ژنراتور 1000 کاوا کومنز توجه به این نکته که این دستگاه در توان متوسط 50% مصرف گازوئیلی برابر 94 لیتر در ساعت و در توان حداکثری مصرفی برابر 184 لیتر در ساعت دارد از اهمیت بالایی برخوردار است. نوع سیستم خنک کننده موتور دیزل این ژنراتور 1000 کاوا از نوع آب خنک با یک مخزن آب 114 لیتری بوده و مجهز به یک مخزن روغن لوبیرکانت 41 لیتری است. نسبت قطر سیلندر در کورس پیستون برای این دیزل ژنراتور برابر 140x165.1 (mm) و عملکرد انژکتور آن بصورت زریق مستقیم صورت می پذیرد.
دیزل ژنراتور 1000 کاوا kva کومنز مجهز به یک آلترناتور قدرتمند مدل HCI634H تولید کشور انگلستان می باشد که در دور 2250 rpm و در فرکانس 50 هرتز کار می کند. توان اسمی آلترناتور دیزل ژنراتور 1000 کاوا کومنز برابر 910 کاوا و توان حداکثری آن 1000 کاوا می باشد. این آلترناتور دارای راندمان مفید کاری 95% بوده و ولتاژ 230 الی 400 ولت را در خروجی تحویل می دهد. هزینه اجاره ژنراتور
مشخصات فنی جرثقیل برقی تک فاز 1 تن کاتو KATO
مهمترین مزیت کاربری این جرثقیل زنجیری تک فاز بودن آن است که نه تنها با برق 220 ولت شهری کار می کند بلکه قابلیت عملکرد با دیزل ژنراتور را نیز دارد. قابلیت تبدیل این جرثقیل زنجیری برقی کاتو به 4 کاره با ترولی های دستی وجود دارد که هم ترولی دستی ساده و هم ترولی دستی زنجیری قابلیت اتصال در بالا برای حرکت بر روی ریل های سقفی دارند. جرثقیل برقی 1 تن تک فاز کاتو مجهز به یک گیربکس قدرتمند می باشد که در ورودی شافت الکتروموتور را دریافت کرده و با کاهش سرعت و افزایش گشتاور در خروجی نیروی محرکه برای عملکرد این جرثقیل سقفی زنجیری را فراهم می کند. این گیربکس از نوع خورشیدی بوده و بر خلاف جرثقیل های برقی 3 فاز که دارای گیربکس های معلق در روغن هستند این گیربکس بصورت خشک کار می کند. از این رو می بایست در نظر داشت که صدای تولید شده توسط جرثقیل برقی تک فاز کاتو بیشتر از صدای تولید شده توسط نمونه های 3 فاز آن می باشد.بلوک بدنه جرثقیل تک فاز 1 تن کاتو از جنس آلیاژ آلومینیوم با قابلیت های بالایی در برابر ضربه تولید شده است. دنده ها و دنده اسپراکت داخلی بلوک این جرثقیل زنجیری دارای آبکاری کروم می باشند که مقاومت سایشی بالاتری را در اتصال و لیفتینگ تحت تنش های شدید فراهم می آورد. جرثقیل های تک فاز برقی اغلب قیمت مناسب تری نسبت به نمونه های 3 فاز دارند.
مشخصات فنی دیزل ژنراتور 1100 کاوا KVA کومنز سری KTA38G5
دیزل ژنراتور 1100 کاوا کومنز Cummins سری KTA38G5 از یک موتور دیزلی قدرتمند با گشتاور بسیار بالا از برند کمنز استفاده می کند. توان متوسط تولیدی توسط این دیزل ژنراتور 1180 اسب بخار و توان حداکثر خروجی موتور آن 1300 اسب بخار است. موتور دیزل ژنراتور 1100 کاوا کومنز 12 سیلندر با حجم 38 لیتر بوده و مجهز به یک توربو شارژر بسیار قدرتمند به منظور افزایش و تسریع در تزریق هوا در فشار بالا به محفظه موتور می باشد که سبب افزایش دهای احتراق و افزایش گشتاور خروجی از موتور این دیزل ژنراتور می شود. اطلاع از میزان مصرف موتور به منظور اجاره دیزل ژنراتور 1100 کاوا کومنز امری بسیار مهم می باشد. این موتور دیزلی در توان 50% مصرف 113 لیتر در ساعت و در توان 100% مصرف 209 لیتر گازوئیل در ساعت را دارد.نوع خنک کننده موتور دیزل ژنراتور 1100 کاوا کومنز Cummins سری KTA38G5 از نوع آب خنک بوده و از یک رادیاتور 218 لیتری آب استفاده می کند. آرایس سیلندر های موتور دیزلی این ژنراتور V بوده و نسبت قطر سیلندر به کورس پیسوتن در آن 159x159 (mm) می باشد. ظرفیت وخزن روغن دیزل ژنراتور 1100 کاوا کومنز 140 لیتر بوده و حداکثر دمای اگزوز برای آن 513 درجه سانتی گراد تعریف می شود.
آلترناتور نصب شده بر روی دیزل ژنراتور 1100 کاوا مونز با برند شناخته شده Stamford بوده که دارای ظرفیت اسمی 1000 کاوا و ظرفیت حداکثری 1125 kva است. این آلترناتور با راندمان 95% و با فرکانس 50 هرتز کار می کند. فیلتر صنعتی اتصالی این دیزل ژنراتور با برند فیلیتگارد و یا کومنز به شکل فیلتر گازوئیل و فیلتر روغن موتور می باشد. هزینه اجاره ژنراتور
مشخصات فنی دیزل ژنراتور 1500 کاوا کومنز سری KTA50G8
دیزل ژنراتور 1500 کاوا با برند کومنز در سری KTA50G8 از یک موتور دیزلی بسیار قدرتمند تولید برند کومنز استفاده می کند که بصورت 16 سیلندر و با چیدمان سیلندر ها به شکل V تولید شده است. حجم موتور دیزلی این ژنراتور 50.3 لیتر بوده و قابلیت تولید توان متوسط 1608 اسب بخار و توان حداکثری 1915 اسب بخار را دارد. موتور دیزل ژنراتور 1500 کاوا کومنز بصورت آب خنک بوده و از یک رادیاتور با ظرفیت 496 لیتر استفاده می کند. بر روی این موتور دیزلی از یک توربوشارژر برای تزریق هوای فشرده در موتور به منظور تسریع و بهبود فرایند احتراق استفاده شده است. جهت اجاره دیزل ژنراتور 1500 کاوای کومنز اشاره به این تکنه که این دستگاه در توان 50% مصرف گازوئیلی برابر 155 لیتر در ساعت و در توان حداکثری 100% مصرف 289 لیتر در ساعت را دارد ضرورت دارد.موتور دیزل ژنراتور 1500 کاوا کومنز در دور 1500 rpm کار کرده و از یک مخزن روغن 187 لیتری استفاده می کند. نسبت قطر سیلندر به کورس پیستون این ژنراتور 159x159 (mm) می باشد و از یک سیستم انژکتور با تزریق مستقیم بر روی آن استفاده شده است. حداکثر دمای اگزوز این دیزل ژنراتور 510 درجه سانتی گراد مشخص شده و حداکثر جریان گاز اگزوز آن 99.3 m³/h می باشد.
بر روی دیزل ژنراتور 1500 کاوا کومنز از یک آلترناتور انگلیسی بسیار قدرتمند استفاده شده است که توان اسمی 1400 کاوا و توان حداکثری 1500 کاوا را داراست. این الترناتور در فرکانس 50 هرتز و در دور 2250 rpm عمل کرده و قابلیت تولید ولتاژ در محدوده 230 الی 400 ولت را دارد. راندمان مفید کاری آلترناتور دیزل ژنراتور 1500 کاوا کومنز 95.2% می باشد. ضریب قدرت برای این ژنراتور 0.8 و اضافه بار تعریف شده برای آن 110% می باشد. از یک عدد یاتاقان برینگ و 4 پل در اتصال این ژنراتور استفاده شده است. هزینه اجاره ژنراتور
مشخصات فنی جهت اجاره دیزل ژنراتور 2000 کاوا سری QSK60-G7 کومنز
بر روی دیزل ژنراتور 2000 کاوا کومنز سری QSK60-G7 از یک موتور دیزلی از همین برند آمریکا استفاده شده که بصورت 16 سیلندر با چیدمان V تولید شده است. این موتور دیزلی دارای توان متوسط 2165 اسب بخار و توان حداکثری خروجی 2399 اسب بخار است. از متعلقات موتور ژنراتور 2000 کاوا کومنز می توان به توربوشارژر هوا به منظور افزایش دمای احتراق و تکمیل فرایند احتراق که گشتاور بالاتر را نیز به دنبال دارد نام برد. به منظور اجاره دیزل ژنراتور 2000 کاوا کومنز Cummins آمریکا مطلع باشید که این موتور دیزلی مصرف 200 لیتر گازوئیل در ساعت تنها در ظرفیت کاری 50% و مصرف 378 لیتر گازوئیل در توان 1000 دارد. موتور دیزل این ژنراتور دارای ظرفیت 60.2 لیتر بوده و بصورت آب خنک تولید شده است.دیزل ژنراتور 2000 کاوا کومنز با دور 1500 rpm کار کرده و وزن 7.2 تن را دارد. نوع سیستم انژکتور موتور دیزل این ژنراتور تزریق مستقیم بوده و نسبت قطر سیلندر به کورس پیستون در آن 159x190 (mm) می باشد. از یک آلترناتور انگلیسی بسیار قدرتمند با برند Stamford انگلیس برای تولید برق بر روی ژنراتور 2000 کاوا کومنز Cummins استفاده شده است. این آلترناتور با دور 2250 rpm کار کرده و قابلیت تولید برق تک فاز و سه فاز را دارد. توان اسمی آلترناتور دیزل ژنراتور 2000 کاوا کومنز 1900 kva و توان حدامثری آن 2035 کاوا می باشد. این الترناتور با فرکانس 50 هرتز کار کرده و راندمان مفید کاری 96.1% را داراست. هزینه اجاره ژنراتور
مشخصات فنی دیزل ژنراتور 2250 کاوا کومنز سری QSK60-G4
دیزل ژنراتور آمریکایی کومنز Cummins با توان 2250 کاوا KVA در سری QSK60-G4 از یک موتور دیزلی قدرتمند با ظرفیت 60.2 لیتر استفاده می کند که بصورت 16 سیلندر با چیدمان نوع V تولید شده است. موتور این دیزل ژنراتور قابلیت تولید توان متوسط 2273 اسب بخار و توان حداکثری 2345 اسب بخار را دارد. به منظور افزایش گشتاور خروجی و تکمیل فرایند احتراق بر روی موتور دیزل ژنراتور 2250 کاوای کومنز از یک عدد سوپرشارژر هوا استفاده شده است. پیش از اجاره دیزل ژنراتور 2250 کاوای کومنز در نظر داشته باشید که این دستگاه مصرف 200 لیتر در ساعت گازوئیل تنها برای تولید 50% از ظرفیت خود و در حداکثر ظرفیت مصرف 394 لیتر سوخت را داراست.موتور دیزلی ژنراتور 2250 کاوای کومنز بصورت آب خنک با یک مخزن آب با ظرفیت 242 لیتر طراحی شده است. این موتور که در دور 1500 rpm عمل می کند برای روانکاری از یک مخزن روغن 280 لیتری استفاده می کند. نسبت قطر سیلندر در کورس پیستون برای این دیزل ژنراتور 159x190 (mm) بوده و دارای وزن 9.7 تن می باشد.
بر روی دیزل ژنراتور 2250 کاوا kva کومنز سری QSK60-G4 از یک عدد آلترناتور با برند انگلیسی Stamford استفاده شده است که قابلیت تولید توان اسمی 2080 اسب بخار و توان حداکثری 2230 اسب بخار را دارد. این الترناتور در دور 2250 rpm و با فرکانس 50 هرتز کار می کند. آلترناتور دیزل ژنراتور 2250 کاوای کومنز دارای راندمان مفید کاری برابر 96% بوده و قابلیت تولید ولتاژ در محدوده 230 الی 400 ولت را دارد. هزینه اجاره ژنراتور
مشخصات فنی دیزل ژنراتور 2500 کاوا سری QSK60-G13 کومنز
از یک موتور دیزلی با برند کومنز Cummins آمریکا بر روی این دیزل ژنراتور 2500 کاوا استفاده شده است که بصورت 16 سیلندر با چیدمان نوع V تولید شده و قابلیت ایجاد گشتاور بسیار بالایی را دارد. حجم موتور دیزلی این ژنراتور 60.2 لیتر می باشد که قابلیت تولید توان متوسط 2269 اسب بخار و در حداکثر توان با 2826 اسب بخار کار می کند. از گاور نر الکتریکی در این موتور دیزلی استفاده شده و نوع سیستم خنک کننده آن رادیاتوری و از نوع آب خنک است. بکارگیری یک سوپرشارژر هوا به منظور تغذیه بهتر موتور دیزلی در ترکیب هوا و گازوئیل سبب بالا رفتن دمای احتراق و راندمان بهتر این موتور شده است. بخ منظور اجاره دیزل ژنراتور 2500 کاوای کومنز مطلع باشید که این دستگاه عظیم الجثه در توان 50% خود مصرف 210 لیتر گازوئیل در دقیقه و در توان حداکثر خود حدود 399 لیتر گازوئیل را در ساعت می سوزاند.موتور دیزلی ژنراتور 1500 کاوا کومنز دارای نسبت تراکم 14.5:1 . نسبت قطر سیلندر در کورس پیستون 159x190 (mm) می باشد و با دور 1500 rpm کار می کند. مخزن روغن این دیزل ژنراتور دارای ظرفیت 280 لیتر بوده و کل دستگاه حدود 7.2 تن وزن دارد.
به منظور عملکرد مناسب بر روی دیزل ژنراتور 2500 کاوای کومنز سری QSK60-G13 از یک الترناتور قدرتمند با برند Stamford و محصول انگلستان استفاده شده است. این الترناتور با دور 2250 rpm کار کرده و قابلیت تولید ولتاژ حداکثری 400 ولت را دارد. راندمان کاری مفید این آلترناتور حدود 96 درصد می باشد و حداکثر اضافه بار تعریف شده برای آن 110% است. آلترناتور دیزل ژنراتور 2250 کاوای کومنز قابلیت تولید توان اسمی 2080 کاوا و توان حداکثری 2230 کاوا را دارد.
مشخصات فنی دیزل ژنراتور 3000 کاوا سری QSK78-G9 کومنز
بر روی دیزل ژنراتور 3000 کاوای کومنز از یک موتور قدرتمند گازوئیلی با برند کومنز آمریکا با قابلیت تولید گشتاور بسیار بالا و راندمان بالای کاری استفاده شده است. این موتور دیزلی 18 سیلندر با آرایش نوع V بوده و دارای حجم 77.6 لیتر است. به منظور افزایش دما و راندمان احتراق در موتور دیزل ژنراتور 3000 کاوای کومنز از یک عدد توربوشارژر هوای قدرتمند بر روی این دستگاه استفاده شده است. این موتور دیزلی قابلیت تولید توان 3043 اسب بخار را در ظرفیت متوسط و قابلیت تولید توان حداکثری 3324 اسب بخار را دارست. به منظور اجاره دیزل ژنراتور 3000 کاوای کومنز اطلاع از مصرف گازوئیل دارای اهمیت بسیار بالایی است. موتور این ژنراتور در ظرفیت کاری 50% حدود 291 لیتر گازوئیل را در ساعت سوزانده و در توان حداکثری 100% میزان مصرف 528 لیتر گازوئیل را در ساعت دارد.موتور دیزل ژنراتور سری QSK78-G9 کومنز از نوع آب خنک و همراه با یک گاورنر الکترونیکی بوده و در 1500 rpm کار می کند. نسبت قطر سیلندر در کورس پیستون برای این ژنراتور قدرتمند 170x190 (mm) بوده و از نوع سیستم انژکتور با تزریق مستقیم می باشد. دیزل ژنراتور 3000 کاوای کومنز مجهز به یک مخزن روغن با ظرفیت 465 لیتر بوده و دارای وزن خالص معاد 9.2 تن می باشد.
از یک الترناتور بسیار قدرتمند با برند Stamford بر روی ژنراتور سری QSK78-G9 کومنز استفاده شده است که قابلیت تولید توان اسمی 2750 کاوا و توان حداکثری 3000 کاوا را داراست. آلترناتور این ژنراتور در فرکانس 50 هرتز عمل کرده و دارای عایق نوع H می باشد. این الترناتور مجهز به سیستم حفاظت نوع IP23 بوده، با 4 پل و بصورت تک بلبرینگ عمل می کند. آلترناتور دیزل ژنراتور 3000 کاوای کومنز در دور 2250 rpm عمل کرده و قابلیت تولید ولتاژ حداکثری 400 ولت را دارد. حداکثر اضافه بار برای این ژنراتور 110% است.
مشخصات فنی و عددی جرثقیل برقی زنجیری 2 تن کاتو
جرثقیل زنجیری کاتو KATO در اتصال بار خود از یک قلاب هوک S و از نوع ضامن دار استفاده می کند که محصول کشور چین و با گرید G80 تولید شده است. زنجیری اتصالی به بار در این جرثقیل برقی در سایز 10 میلیمتر فولادی خشکه و در گرید G80 تولید شده است. عملیات حرارتی بکار گرفته شده در تولید زنجیر جرثقیل، قلاب و دیگر اجزا به منظور بالا بردن قابلیت های کششی تنسایل و سختی سایشی آن صورت پذیرفته است. این زنجیر بار در طول 6 متر بصورت کارخانه ای تولید شده و قابلیت ارتقا نیز دارد.در حالت عمومی جرثقیل برقی تک فاز 2 تن کاتو بصورت 2 کاره تولید شده و دارای یک قلاب سقفی می باشد. با این وجود قابلیت تبدیل آن به جرثقیل برقی 4 کاره و با بکارگیری یک عدد ترولی از نوع دستی و یا زنجیری وجود دارد. بر خلاف جرثقیل برقی 3 فاز که با ترولی برقی استفاده می شود، با توجه به کمبود ولتاژ در اتصال در اغلب موارد با بکارگیری کالسکه های دستی به اتصال جرثقیل برقی زنجیری می پردازند. این جرثقیل برقی زنجیری از یک بدنه از جنس آلومینیوم سخت تولید شده که بصورت آلیاژی تولید شده و قابلیت مقاومت ضربه بالایی نیز دارد.
مشخصات فنی و عددی جرثقیل برقی 3 تن تک فاز کاتو KATO چین
جرثقیل برقی تک فاز زنجیری کاتو مجهز به یک الکتروموتور در سایز بزرگ تر و در تعداد سیم پیچ بیشتر نسبت به نمونه های 3 از می باشد. دلیل استفاده از موتور الکتریکی قدرتمند تر بر روی جرثقیل زنجیری تک فاز کاتو جبران کاهش ولتاژ ورودی در آن می باشد. اتصال الکتروموتور بصورت کوپلینگ در ساختمان این جرثقیل برقی 3 تن با یک گیربکس خورشیدی صورت گرفته که بصورت خشک کار می کند و اندکی صدای بیشتر نسبت به جرثقیل های برقی 3 فاز تولید می کند. دنده های داخلی بلوک جرثقیل برقی کاتو دارای یک لایه روکش کروم می باشد تا مقاومت یاشی بالاتری را تولید کند.از یک زنجیر فولادی در گرید G80 در طول 6 متر و در سایز 10 میلیمتر بر روی این جرثقیل سقفی استفاده شده است. تنسایل و مقاومت سایشی بالای این زنجیر بر اثر بکارگیری عملیات سخت کاری حرارتی حاصل شده است. این جرثقیل زنجیری بصورت میانگین در هر دقیقه بار 3 تن را به متراژ 1.6 متر بالا می برد که سرعتی پایین تر از نمونه های جرثقیل برقی 3 از می باشد اما عملکرد آن در محدوده ولتاژ 210 الی 230 ولت و لیفتینگ 3 تن قابل توجه می باشد.
اطلاعات فنی جرثقیل برقی زنجیری 5 تن کاتو KATO
جرثقیل های برقی تک فاز کاتو مجهز به الکتروموتوری در سایز بزرگتر برای جبران کسری ولتاژ هستندو این موتور الکتریکی دارای سیم پیچ هایی با دو بیشتر بوده و شافت خروجی از آن به یک گیربکس خورشیدی وارد می شود. وظیفه گیربکس جرثقیل زنجیری 5 تن کاتو کاهش سرعت و افزایش قدرت و گشتاور در خروجی می باشد. بدنه اصلی جرثقیل برقی زنجیری کاتو به شکل یک بلوک فلزی بصورت پک بسته به منظور جلوگیری از ورودی آلاینده ها به داخل جرثقیل می باشد. از یک زنجیری خشکه در گرید G80 بر روی این جرثقیل سقفی استفاده شده است که طول 6 متر را دارد. قابلیت افزایش طول اتصال زنجیر جرثقیل متناسب با نیاز کاربران وجود دارد.جرثقیل برقی زنجیری 5 تن کاتو برای اتصال و حرکت افقی بر روی ریل های سقفی می تواند بصورت 4 کاره اما با یک ترولی دستی و یا زنیری بکار گرفته شود. دلیل عدم استفاده از ترولی های برقی مانند جرثقیل برقی 3 فاز محدودیت در تغذیه الکتریسیته می باشد. این جرثقیل برقی تک فاز در مرحله تست کارگاهی با 1.5 برابر توان و ظرفیت اسمی خود مورد تست قرار گرفته و دارای ضریب امنیتی 3:2 می باشد. جرثقیل برقی زنجیری تک فاز کاتو همراه با 18 ماه ضمانت در کاتو لیفت قابل عرضه است.
اطلاعات فنی دیزل ژنراتور به منظور اجاره در کرج
دیزل ژنراتور های قابل اجاره در کرج از انبار ما در تهران ارسال می شوند. برای کاربری های سبک صنعتی پیشنهاد می شود از دیزل ژنراتور های 30 الی 100 کاوا استفاده نمایید. جهت انجام پروژه های راهسازی و معدنی اجاره دیزل ژنراتور در کرج با توان بالای 300 کاوا که متناسب با کار شما می تواند تا 2500 کاوا نیز بالا رود توصیه می شود. دیزل ژنراتور ها از موتور های دیزلی با برند های کومنز، دویتس و یا CAT استفاده می کنند که با بالا رفتن توان KAVA میزان گازوئیل مصرفی آنها نیز بالا رفته که می تواند هزینه کاربری را بالا برد. از این رو به منظور اجاره دیزل ژنراتور در کرج ختما می بایست حداکثر توان مصرفی شما با حداکثر توان ژنراتور برابری کند تا متحمل هزینه های مازاد نشوید. در نظر داشته باشید که دیزل ژنراتور ها در حداکثر توان مصرفی خود سوخت گازوئیل تا 2 برابر بیشتر از توان 50% خود مصرف می کنند.به منظور اجاره دیزل ژنراتور در کرج اطلاع از این نکته که ولتاژ خروجی اغلب دیزل ژنراتور ها در محدود 230 الی 400 ولت می باشد اهمیت بالایی دارد. موتور های دیزلی اتصالی ژنراتور ها از 4 سیلندر تا 16 سیلندر که بر روی دیزل ژنراتور های 3000 کاوا نصب می شوند متفاوت می باشد. دیزل ژنراتور هایی با توان پایین فاقد توربوشارژر و دیزل ژنراتور هایی با توان بالاتر دارای توربوشارژر هوا هستند.
توان و مشخصات فنی دیزل ژنراتور قابل اجاره در اسلامشهر
برند های مختلف با توان های مختلفی از دیزل ژنراتور توسط گروه حامیان صنعت در اسلامشهر قابل ارائه هستند. اغلب نمونه های موجود با برند آمریکایی کومنز Cummins و یا با برند اروپایی ولوو می باشند. مهمترین فاکتور فنی که می بایست توسط کاربران به منظور اجاره دیزل ژنراتور در اسلامشهر مد نظر قرار گیرد توان یا کاوای تولیدی توسط آلترناتور ژنراتور می باشد. اغلب نمونه های دیزل ژنراتور ها ولتاژ خروجی 230 الی 400 ولت را داشته و در توان های پایین فاقد سوپرشارژ می باشد. در توان های بالای 200 کاوا به منظور انتقال هوا با فشار بیشتر و بهبود فرایند احتراق از سوپرشارژر بر روی دیزل ژنراتور ها استفاده شده است.مورد دیگری که به منظور اجاره دیزل ژنراتور در اسلامشهر می بایست مد نظر قرار گیرد سوخت رسانی و هزینه مرتبط با سوخت این دستگاه ها می باشد. بالا رفتن کاوا یا ظرفیت تولیدی دیزل ژنراتور سبب افزایش چشم گیر میزان گازوئیل مصرفی می شود و از این رو انتخاب توان ژنراتور می تواند سهم مهمی در کاهش هزینه ها داشته باشد. اغلب دیزل ژنراتور ها در حداکثر توان اسمی خود میزان 2 برابر سوخت گازوئیل را نسبت به توان 50% خود مصرف می کنند. دقت داشته باشید عقد قرارداد اجاره دیزل ژنراتور تنها با شرکت های پیمانکاری ثبتی میسر می باشد. بازبینی دوره ای ژنراتور ها توسط تکنسین های حامیان ژنراتور در اسلامشهر و بصورت دوره ای صورت می پذیرد.
مشخصات فنی و کیفی دیزل ژنراتور برای اجاره در قم
محل استقرار دیزل ژنراتور ها به منظور اجاره در قم در واقع تهران می باشد، با این وجود از آنجایی که انتقال دستگاه به قم برای اجاره کننده هزینه ای ندارد این پروسه به سادگی انجام می گیرد. دیزل ژنراتور ها از یک موتور دیزلی قدرتمند که به یک آلترناتور کوپل شده است تشکیل می شوند. میزان سوخت مصرفی که از نوع گازوئیل می باشد بصورت مستقیم تابع توان یا کاوای تولیدی دیزل ژنراتور می باشد. اغلب نمونه های ژنراتور در توان کاری 100% خود تا دو برابر سوخت نسبت به توان 50% مصرف می کنند. از این رو انتخاب توان یا کاوای مناسب به منظور اجاره دیزل ژنراتور در قم می تواند به کاهش مصرف سوخت و در نتیجه کاهش هزینه های کلی شما کمک قابل توجهی کند.موتور های دیزلی ژنراتور ها از نوع آب خنک می باشند که با توجه به هوای گرم وخشک قم دچار مشکل نمی شوند. برای توان های بالای 60 کاوا بر روی دیزل ژنراتور ها از یک توربو شارژر استفاده شده که به بهبود فرایند احتراق در موتور دیزلی پرداخته و توان خروجی را افزایش می دهد. موتور دیزلی ژنراتور ها از 4 الی 16 سیلندر بر حسب توان یا کاوای kva تولیدی متغیر می باشند. جهت اجاره دیزل ژنراتور در قم در نظر داشته باشید که ولتاژ خروجی دیزل ژنراتور ها در محدوده 230 الی 400 ولت می باشد. برای عملکرد در محیط های بسته پیشنهاد ما استفاده از دیزل ژنراتور سایلنت می باشد.
مفهوم کاوا KVA در اجاره دیزل ژنراتور چیست؟
در اجاره و خرید هر ماشین صنعتی یا از کد های فنی و برند استفاده می شود و یا از مهمترین کمیت که بیانگر قابلیت آن ماشین صنعتی باشد. بعنوان مثال در خرید الکتروموتور از تک فاز یا سه فاز بودن، در خرید الکتروگیربکس از نسبت تبدیل کاهش سرعت و در خرید جرثقیل دستی از ظرفیت بارگیری مانند 1 تن استفاده می شود. به همین ترتیب در اجاره دیزل ژنراتور ها نیز از کاوا که به اختصار انگلیسی بصورت KVA نمایش داده می شود. استفاده می شود. کاوا در واقع کیلو ولت آمپر می باشد که هر اندازه بالاتر رود دیزل ژنراتور قابلیت تحویل میزان بالاتری از آمپراژ یا به بیان ساده تر برق بیشتری را تولید می کند و قابلیت تغذیه تعداد بیشتری مصرف کننده را دارد.کاوا KVA در اجاره دیزل ژنراتور تابع دو فاکتور اصلی یعنی قابلیت کاری موتور و کیفیت و عملکرد آلترناتور قرار دارد. موتور های دیزلی با حجم بالاتر که اغلب با برند های کاترپیلار، دوبیتس، ولوو پنتا یا کومنز بر روی دیزل ژنراتور ها مورد استفاده قرار می گیرند دارای حجم موتور و در نتیجه توان خروجی مختلفی هستند که با بالا رفتن توان خروجی (بر حسب کیلو وات KW یا اسب بخار hp) کاوای دیزل ژنراتور نیز بالا می رود. به همین منوال آلترناتور دیزل ژنراتور دارای ضریب قدرت PF (Power Factor) ، توان خروجی (اسب بخار hp( و کاوای مخصوص به خود می باشد که کاوای کلی دیزل ژنراتور برابر و یا نزدیک به توان اضطراری آلترناتور آن می باشد. بعنوان مثال در اجاره دیزل ژنراتور 2000 کاوا توان اضطراری آلترناتور 2035 کاوا kva می باشد.
یک معادله ساده بین توان آلترناتور دیزل ژنراتور و کاوای خروجی آن وجود دارد که به قرار زیر است.
S(kVA) = P(W) / (1000 × PF)در این معادله توان آلترناتور به وات و با حرف P مشخص شده و PF همانطور که در بالا نیز اشاره شد ضریب توان آلترناتور بوده و عددی بین 0 و 1 می باشد. در نظر داشتن مشخصات فنی و برند آلترناتور در اجاره دیزل ژنراتور از این باب دارای اهمیت است که هر اندازه ضریب قدرت بیشتری داشته باشد کاوای بالاتری نیز خواهد داشت. کاوا KVA در اجاره دیزل ژنراتور در محدوده 3 الی 3000 و با بازه های مشخصی با برند های مختلف افزایش پیدا می کند. مثلا در محدوده 1000 الی 1500 کاوا ظرفیت های 1100 و 1400 وجود دارد و بعنوان مثال در صورتیکه قصد اجاره دیزل ژنراتور با ظرفیت 1200 کاوا را داشته باشید می بایست مورد بالاتر یعنی نمونه 1400 کاوایی را مد نظر قرار دهید.
کمیت های عددی موتور در اجاره ژنراتور
موتور های گازوئیلی یا دیزلی با مشخصات مکانیکی مختلفی بر روی دیزل ژنراتور ها اتصال پیدا می کنند. قابلیت های کاری موتور بصورت مستقیم بر کاوا KVA و توان خروجی آلترناتور دیزل ژنراتور تاثیر گذاشته و در اجاره دیزل ژنراتور می بایست مورد بررسی و مقایسه قرار گیرد. مهمترین کمیت های عددی موتور در اجاره دیزل ژنراتور به قرار زیر هستند.- توان موتور دیزل ژنراتور: توان موتور که بر حسب کیلو وات KW یا اسب بخار hp مشخص می شود با دو عدد که توان متوسط و توان حداکثر است در جداول مشخص می شود. بعنوان مثال در اجاره دیزل ژنراتور 1400 کاوا کومنز سری KTA50-G3 از یک موتور دیزلی کومنز با توان 1440 اسب بخار و توان حداکثری 1538 اسب بخار hp استفاده شده است.
- تعداد و چیدمان سیلندر و حجم موتور دیزل ژنراتور: دیزل ژنراتور ها از موتور دیزل 4 الی 16 سیلندر استفاده می کنند که چیدمان سیلندر های آنها برای 8 سیلندر و بالاتر یا چیدمان نوع L و یا چیدمان نوع V می باشد. حجم موتور دیزلی یکی دیگر از کمیت های عددی است که می بایست جهت اجاره دیزل ژنراتور مورد نظر قرار گیرد که بعنوان مثال برای دیزل ژنراتور کومنز 1400 کاوا برابر 50 لیتر می باشد.
- مصرف سوخت دیزل ژنراتور: یکی از مهمترین کمیت های عددی مربوط به موتور در اجاره دیزل ژنراتور مصرف سوخت گازوئیل می باشد که بصورت مستقیم بر هزینه های پیمانکاران تاثیر می گذارد. میزان مصرف سوخت دیزل ژنراتور ها اغلب در سه حالت 50% ، 75% و 100% مشخص می شود. اجاره دیزل ژنراتور با کاوای KVA مورد نیاز و نه توان بالاتر که می بایست با دریافت مشاوره از مهندسین صورت گیرد شما را در کاهش هزینه های مصرفی سوخت دیزل ژنراتور یاری می رساند. بعنوان مثال مصرف گازوئیل دیزل ژنراتور 1400 کاوای کومنز در توان 50% برابر 139 لیتر در ساعت L/h ، در توان 75% برابر 199 لیتر در ساعت و در توان 100% برابر 261 لیتر در ساعت می باشد.
- قطر سیلندر به کورس پیستون و نسبت تراکم موتور دیزل ژنراتور: این دو مشخصه عددی بیشتر به منظور مقایسه موتور های دیزل ژنراتور های برند های مختلف با کاوای برابر ارائه می شوند. بعنوبن مثال قطر سیلندرxکورس پیستون برای دیزل ژنراتور 1400 کاوای کومنز مشخصه عددی 158.8x158.8 (mm) را داشته و نسبت تراکم 13.9:1 را داراست.
- فرکانس کاری و دور موتور دیزل: بر روی دیزل ژنراتور ها اغلب از موتور های دیزلی با فرکانس 50 هرتز و گاهی موتور های 60 هرتزی استفاده می شود. محبوب ترین موتور های اتصالی بر روی ژنراتور ها با دور 1500 rpm کار می کنند.
البته مشخصات عددی موتور در اجاره دیزل ژنراتور دارای کمیت های دیگر با اهمیت پایین تر نیز می باشد. ظرفیت مخزن روغن و مخزن آب رادیاتور بر حسب لیتر و وزن خالص موتور دیزلی از جمله این مشخصات می باشد.
مزایای فیلتر صنعتی برند کاترپیلار CAT همراه با ویدیو
برند کاترپیلار CAT شناخته شده ترین برند صنعتی در حوزه ماشین آلات معدنی و کشاورزی بوده که علاوه بر عرضه انواع بیل مکانیکی، بولدوزر و لودر با این برند به تولید موتور های دیزلی کاترپیلار و انواع فیلتر صنعتی با برند CAT نیز می پردازد. از فیلتر صنعتی CAT در رده فیلتر های روغن صنعتی، فیلتر های گازوئیل و فیلتر سپراتور گازوئیل، فیلتر هیدرولیک و فیلتر هوا بر روی انواع موتور های دیزلی کشتی و لنچ، ماشین آلات راهسازی و معدنی از جمله بیل مکانیکی، گریدر و بولدوزر کاترپیلار، دیزل ژنراتور ها، دستگاه های تراشکاری و CNC، انواع لیفتراک، جرثقیل های ماشینی و ... استفاده می شود. در زیر و از طریق نمایش یک ویدیو به معرفی اجمالی فیلتر کاترپیلار می پردازیم.شما برند کاترپیلار CAT را انتخاب می کنید تا بالاترین راندمان و کاربری را داشته باشید. فیلتر صنعتی کاترپیلار بالاترین تاثیر را در حذف آلودگی از جریان های هوا، روغن و روغن نسبت به هر برند دیگری دارد. فیلتر صنعتی کاترپیلار در کشور آمریکا و در شهر Illinois النوی شیکاگو در یک مجموعه بزرگ تحت نام AFSI (Advanced Filteration System Incorporated) تولید می شود. این مجموعه بزرگ به تولید بیش از 1.000.000 فیلتر صنعتی در ماه می پردازد که هر یک از این فیلتر ها پروسه دقیقی از تولید را پشت سر می گذارند. شروع تولید فیلتر صنعتی با کاغذ کارتریج Paper Media آغاز می شود. تراکم، ضخامت و سایز هر کاغذ فیلتر متناسب با نیاز های سیالات مختلف در فشار مختلف و در شرایط کاری مختلف انتخاب می شود که برای فیلتر هیدرولیک، فیلتر گازوئیل و روغن متفاوت می باشد. تمام مشخصات فنی کاغذ فیلتر صنعتی کاترپیلار به منظور به حداقل ساندن درصد آلاینده ها در جریان خروجی انتخاب شده که در نهایت مشخصات کیفی منحصر به فردی را برای فیلتر کاترپیلار به همراه دارد. ایجاد چین خوردگی های سطحی با عمق بالا و تعداد دقیق متناسب با سایز فیلتر صنعتی و دبی جریانی که از آن عبور می کند. انتخاب استوانه های منفذ دار غیر فلزی در مرکز کارتریج استوانه ای فیلتر صنعتی CAT مانع از ایجاد آلاینده های ناشی از واکنش فلزات شده و در نهایت استفاده از وایر های فلزی بصورت مارپیچ بر روی کاغذ کارتریج استوانه ای دفرمه شدن و حرکت لایه ای را در فیلتر صنعتی به حداقل می رساند. نمونه های مدرن تر از فیلتر صنعتی کاترپیلار بجای داشتن وایر فلزی از یک رشته چسب نازک بر روی کارتریج استفاده می کنند که استفاده از فلز در تولید کارتریج را به حداقل می رساند.
کاربری PU End Cap، کپ یا سیل های پلی یورتان PU در دو سمت کارتریج فیلتر کاترپیلار نشتی در جریان سیال را به حداقل می رساند. در مرحله بعد کارتریج های فیلتر صنعتی راحل پرینت اطلاعات فنی را طی کرده و در مورد فیلتر های پیچی صنعتی یا Spin-on Filters آماده افزودن یک صفحه فلزی که در نهایت در قسمت پایینی کاسه استوانه ای فلزی فیلتر صنعتی قرار میگیرد می شوند. کاسه های فلزی فیلتر های استوانه ای بصورت یک تکه و بدون درز با برند فیلتر صنعتی کاترپیلار تولید می شوند که در مقایسه با نمونه های دو تکه درز دار قابلیت مقاومت بالاتری در برابر نشتی جریان در فشار های بالا دارند. در مرحله بعد قوطی های فلزی با رنگ الکترواستاتیک و به رنگ زرد کاترپیلاری رنگ می شوند.
مرحله تست کیفی فیلتر صنعتی از مهمترین مراحل تولید می شود که هر یک از فیلتر های تولید شده بصورت Spin-on یا پیچی که دارای قوطی های فلزی هستند تحت فشار و به منظور بررسی نشتی مورد تست قرار می گیرند. برند کاترپیلار مدعی می شود که تمامی فیلتر های صنعتی در عمل قابلیت یکسانی نداشته و از کسانی که چنین ادعایی دارند درخواست باز کردن قوطی های فیلتر کاترپیلار و مقایسه اجزای آن با توگر تولید کنندگان فیلتر صنعتی را دارد.
نقش طراحی قفسه در طول عمر ساچمه بلبرینگ
در طراحی بلبرینگ قفسه Cage در واقع یک قطعه مکانیکی می باشد که نگهدارنده ساچمه بلبرینگ بوده و بین رینگ بیرونی و داخلی و یا بوش و کونس قرار می گیرد. کیفیت، دقت طراحی و تلرانس ابعادی بکار رفته در تولید قفسه بلبرینگ نقش بسیار موثری بر طول عمر ساچمه بلبرینگ و در نهایت کاربری بلبرینگ و یاتاقان دارد. در واقع تکنولوژی برند های مختلف تولید کننده بلبرینگ می باشد که به تولید قفسه هایی با ایجاد حداقل سایش با ساچمه بلبرینگ و قابلیت های حرکتی مناسب می انجامد که در نهایت قیمت بالاتر و طول عمر بهتر بلبرینگ ها را در پی دارد.در طراحی بلبرینگ های پیشرفته با برند های برتر قفسه بگونه ای طراحی می شود که با فیکس شدن بلبرینگ در یک نقطه از ماشین آلات صنعتی و در زمان گردش ساچمه و رینگ بیرونی قفسه نیز با سرعتی بسیار اندک تغیر موقعیت داده و این امر سبب می شود که یک ساچمه بلبرینگ در یک زاویه مشخص تحت بار ثابتی قرار نگرفته و ساچمه ها بصورت دوره ای با بار درگیر گردند. در صورتیکه طراحی قفسه بگونه کاملا ثابت صورت گرفته باشد بعنوان مثال ساچمه های بلبرینگ شیار عمیق که در قسمت فوقانی قرار گرفته اند تحت تنش های فشاری و سایشی بیشتری قرار داشته و با سرعت بالاتری دچار سایش می شوند. با برداشته شدن اولین لایه سطحی از روی ساچمه بلبرینگ در این شرایط عملا ساچمه های پایین تر بصورت آزاد قرار گرفته و کلیه بار وارده بر روی ساچمه های بالایی بلبرینگ قرار می گیرد.
عامل دیگری که به اهمیت طراحی قفسه بلبرینگ بستگی دارد گردش ساچمه ها در مداری غیر ثابت بوده بگونه ای که بخش ها و سطوح مختلفی از ساچمه بلبرینگ تحت تنش قرار گیرند. این امر در مواردی که تحت بارگذاری شدید تمرکز تنش بالا می رود دارای اهمیت بسیار بالایی بوده و گردش غیر مداری ساچمه به تعلیق بهتر بار، کاهش سایش خطی و مداری ساچمه و افزایش طول عمر کاری بلبرینگ و یاتاقان می انجامد.
انتخاب گریس در روانکاری ساچمه بلبرینگ
گریس یک روان کننده با ویسکوزیته نسبتا بالا بوده که در اثر گردش و حرکت ساچمه بلبرینگ و افزایش دما به سرعت ماهیت فیزیکی خود را از دست نداده و روان نمی شود. گریس کاری دوره ای ساچمه بلبرینگ نقش بسیار موثری در طول عمر این قطعات دوار دارد. گریس ها با پایه های فلزی و غیر فلزی مختلفی تولید می شوند که این پایه ها بر قابلیت های مکانیکی و شیمیایی گریس تاثیر قابل توجهی دارد. از این رو انتخاب نوع و پایه گریس به شرایط کاری ساچمه بلبرینگ بستگی دارد.
از آنجایی که در اتصالات صنعتی اغلب بلبرینگ هایی با سایز های کوچکتر دارای سرعت دورانی بالاتری هستند، اصطکاک بیشتر، سایش بیشتر ساچمه ها و حرارت تولیدی بیشتری داشته و از این رو در بسیاری از موارد از گریس های نسوز در اتصالات این سری از بلبرینگ ها استفاده می شود. یکی از گریس هایی که با قابلیت حرارتی بالا در روانکاری ساچمه بلبرینگ بکار گرفته می شود گریس با پایه لیتیوم می باشد. این گرید از گریس ها قابلیت عملکرد تا دمای 130 درجه سانتی گراد را نیز داشته و در دمای بالا روان نمی شوند.
یکی دیگر از انواع گریس با قابلیت های مکانیکی ایده آل در رانکاری ساچمه بلبرینگ گریس با پایه آلومینیوم می باشد. علاوه بر قابلیت های حرارتی بالا گریس با پایه آلومینیوم در برابر مواد شوینده نیز مقاومت مناسبی دارد و در روانکاری ساچمه بلبرینگ های کف گرد که بر روی سطوح می نشینند و همچنین انواع نیدل برینگ ها استفاده گسترده ای دارد. لازم به ذکر است که تنها دلیل استفاده از گریس در اتصال ساچمه بلبرینگ روانکاری نبوده و گریس با ایجاد یک لایه محافظ از تماس مستقیم آب و خورنده های دیگر با سطح فولادی رینک و ساچمه بلبرینگ و زنگ زدگی این قطعات فولادی جلوگیری به عمل می آورد.
راهنمای انتخاب برند فیلتر صنعتی بر حسب ماشین آلات
اغلب برند های تولید کننده فیلتر صنعتی به تولید فیلتر های پیچی برای موتور های دیزلی با برند های مختلف می پردازند. با این وجود کاربری برخی از برند های بر روی ماشین آلات صنعتی خاص به سبب تجربه کاربران و شرایط کاری موتور و فیلتر صنعتی بوده و از این رو قابلیت انتخاب برند تولید کننده بر حسب نوع موتور و شرایط کاری موتور ها از دما و رطوبت و حداکثر دبی جریان عبوری گرفته تا میزان و درصد آلاینده های سیال وجود دارد. در زیر راهنمای انتخاب برند فیلتر صنعتی بر حسب صنعت تنها بصورت پیشنهادی ارائه شده است.- فیلتر آلات کشتی و لنچ: بر روی کشتی ها، بارج ها و لنچ ها اغلب از موتور های دیزلی قدرتمندی چون کاترپیلار و دویتس استفاده شده است. فیلتر های صنعتی با برند های کاترپیلار CAT و مان MAN که اولی محصول آمریکا و دومی محصول کشور آلمان است به ترتیب برای موتور های کاترپیلاری و دویتس کشتی و لنچ پیشنهاد می شود.
- فیلتر صنعتی ماشین های راهسازی و معدنی: یکی از مصرف کنندگان بزرگ انواع فیلتر ماشین های معدنی و راهسازی از قبیل لودر، بولدوزر و بیل مکانیکی هستند. از گذشته فیلتر های صنعتی با برند های فیلیتگارد FLEETGUARD برای انواع موتور های دیزلی با برند کومنز CUMMINS آمریکا بر روی این سری از موتور ها اتصال پیدا کرده اند. برند های معتبر جایگزین برای فیلتر صنعتی فیلیتگارد برند های دونالدسون، ویکس WIX و بالدوین هستند که هر سه برند های آمریکایی تولید کننده فیلتر صنعتی می باشد.
- فیلتر صنعتی تراکتور و کمباین: بر روی اغلب ماشین آلات کشاورزی از جمله کمباین که با برند جان دیر به بازار عرضه شده و محصول کشور آمریکا می باشند از فیلتر های فیلیتگارد و یا دونالدسون استفاده شده است. در قسمت فیلتر روغن این ماشین آلات برند های چینی از جمله برند فیلتر جیمکو اندونزی دارای محصولات با کیفیتی هستند.
- فیلتر دیزل ژنراتور: یکی از ماشین های مولد در تبدیل انرژی جنبشی ناشی از سوخت های فسیلی به برق دیزل ژنراتور می باشد. دیزل ژنراتور ها با موتور های دیزلی کومنز با فیلتر صنعتی فیلیتگارد، موتور کاترپیلار با فیلتر CAT، ولوو پنتا با فیلتر صنعتی ولوو VOLVO در بازار ایران به وفور یافت می شوند و تا توان 3000 کاوا KVA نیز قابل عرضه هستند.
- فیلتر تراک ها، کشنده ها و میکسر ها: گستردگی موتور های دیزلی دویتس DEUTZ که از فیلتر مان MANN آلمان استفاده می کنند بر روی انواع تراک ها، کشنده ها و میکسر ها بیش از دیگر موتور های دیزلی می باشد. البته برند فیلتر صنعتی مان به تولید فیلتر برای موتور های دویتس با نام دویتس نیز می پردازد.
- فیلتر کمپرسور: فیلتر های کمپرسور هم از نوع پیچی در قسمت فیلتر روغن، هم از نوع فیلتر سپراتور برای جداسازی روغن از هوای خروجی کمپرسور و هم از نوع استوانه ای بعنوان فیلتر هوای ورودی کمپرسور می باشند. حساس ترین فیلتر اتصالی بر روی کمپرسور ها فیلتر سپراتور کمپرسور می باشد که با برند ترکان که یک برند ایرانی است با کیفیت بسیار بالایی مورد استفاده قرار می گیرد.
کاربری گسترده فیلتر بعنوان یک قطعه مصرفی بر روی ماشین آلات صنعتی سبب شده است تا برند های مختلف تولید کننده فیلتر در رقابت با یکدیگر در جهت بهبود کیفیت کارتریج و اتصالات فیلتر های صنعتی قرار داشته و کیفیت و طول عمر این قطعه روز به روز در حال افزایش می باشد. استفاده از فیلتر های اصلی بجای نمونه های طرح هر چند هزینه اولیه بالاتری را در پی دارد اما در دراز مدت به بهبود راندمان کاری موتور های دیزل صنعتی و افزایش طول عمر قطعات انجامیده و توجیه اقتصادی دارد. سه برند برند برتر تولید کننده فیلتر صنعتی بصورت اجمالی برند های DONALDSON, MANN , WIX می باشند.
مقایسه اشکال و قابلیت های ساچمه بلبرینگ و رولبرینگ
بلبرینگ ها با داشتن ساچمه های کروی شکل تنها یکی از انواع رولبرینگ Roller bearing محسوب می شوند. رولبرینگ ها با ساچمه هایی با قابلیت های مختلف و شکل هندسی گوناگون تولید می شند که هر یک قابلیت های تعلیق بار در راستا های مختلف و به میزان مختلفی را فراهم می کنند. در مقایسه قابلیت ساچمه کروی بلبرینگ با دیگر انواع ساچمه های بکار رفته در رولبرینگ ها باید گفت که ساچمه کروی دارای تماس نوع نقطه ای بر روی رینگ ها و کونس ها داشته و این امر میزان تمرکز تنش را در ساچمه کروی نسبت به دیگر انواع ساچمه به حداکثر می رساند. با این وجود ساچمه های کروی دارای درجه آزادی و دامنه حرکتی گسترده تری نسبت به ساچمه های رولبرینگ بوده و این روانی در حرکت را برای بلبرینگ به حداکثر می رساند. در زیر به بررسی اشکال مختلف ساچمه رولبرینگ ها می پردازیم.
- ساچمه استوانه ای رولبرینگ: ساچمه های استوانه ای که هم در رولبرینگ های استوانه ای شعاعی و هم کف گرد مورد استفاده قرار می گیرند دانه حرکت محدودتری نسبت به دیگر اشکال ساچمه داشته اما دارای بالاترین قابلیت تعلیق بار فشاری هستند. از این رو در اتصال چرخ ماشین آلات راهسازی اغلب از رولبرینگ های استوانه ای استفاده می شود که ساچمه های آنها برای بار سنگین ناشی از وزن اتصالات این ماشین آلات توانایی مناسبی داشته باشند.
- ساچمه مخروطی: از ساچمه های نیمه مخروطی در رولبرینگ مخروطی Tappered roller bearing استفاده می شود. این سری از ساچمه ها قابلیت تعلیق بار ترکیبی یعنی بار های شعاعی در تمام جهات و بار محوری در یک جهت را دارند. ساچمه های مخروطی رولبرینگ برای اولید بار توسط برند TIMKEN آمریکا معرفی شدند.
- ساچمه های بشکه ای: نسل جدید ساچمه های رولبرینگ که در رولبرینگ بشکه ای Spherical roller bearing استفاده می شود. رولبرینگ های بشکه ای حد وسط ساچمه کروی بلبرینگ و ساچمه استوانه ای رولبرینگ بوده و سطح بالایی از درجه آزادی را در کنار قابلیت تعلیق میزان قابل توجهی بار به همراه دارند.
- ساچمه های سوزنی: از ساچمه های سوزنی در رولبرینگ سوزنی Needle bearing استفاده می شود. رولبرینگ سوزنی هم بصورت کف گرد و هم بصورت شاعاعی تولید می شود و به سبب داشتن ساچمه های بسیار نازک حجم و وزن بسیار پایینی داشته در شرایطی که فضای محدودی برای طراحی وجود دارد مورد استفاده قرار می گیرد.
ساچمه بلبرینگ و رولبرینگ مهمترین بخش از این قطعه صنعتی هستند که می بایست با حداکثر تنسایل و سختی و تلرانس ابعادی محدود تولید شده باشند. بصورت کلی کاربری بلبرینگ با ساچمه کروی در واردی که میزان بار تعلیقی محدود است مرسوم تر می باشد. با این وجود ساچمه های استوانه ای با قابلیت تعلیق میزان بالای بار، ساچمه های مخروطی با قابلیت تعلیق بار های ترکیبی و ساچمه های بشکه ای بعنوان نسل جدید ساچمه در جایگزینی انواع بلبرینگ و رولبرینگ محسوب می شوند.
انتخاب نوع ساچمه بلبرینگ و رولبرینگ اغلب توسط طراحان ماشین های صنعتی انجام می گیرد و کاربران در زمان تعویض می بایست طبق دستور العمل تولید کنندگان و مشخصات فنی بلبرینگ عمل نمایند. در هر حال این نکته دارای اهمیت زیادی است که در بسیاری از موارد قابلیت جایگزیزتی بلبرینگ ها با ساچمه کروی توسط رولبرینگ ها وجود دارد اما این امر بصورت بر عکس صادق نبوده و جایگزینی رولبرینگ ها با ساچمه های استوانه ای و نیمه مخروطی با ساچمه کروی بلبرینگ عملا می تواند سبب شکستن یاتاقان برینگ و آسیب به دیگر اجزای ماشین آلات صنعتی گردد.
مقایسه قابلیت های بلبرینگ و رولبرینگ
بلبرینگ و رولبرینگ دو شکل کاربردی از یاتاقان برینگ ها محسوب می شوند. در واقع بلبرینگ ها با دارا بودن ساچمه های کروی تنها یکی از انواع رولبرینگ ها محسوب می شوند چرا که رولبرینگ ها دارای ساچمه هایی در اشکال مختلف دیگر نیز هستند که به قرار زیر هستند.- رولبرینگ استوانه ای Cylindrical roller bearing: از ساچمه های استوانه ای شکل در ساختار رولبرینگ استوانه ای استفاده می شود. ساچمه استوانه ای حداکثر قابلیت بارگذاری را داشته و در قیاس با ساچمه کروی بلبرینگ مقاومت وزنی بسیار بالاتری داشته و از این رو در اتصالات چرخ بیل مکاینیک و دیگر ماشین آلات راهسازی از این سری رولبرینگ ها استفاده می شود. رولبرینگ استوانه ای هم بصورت شعاعی و هم بصورت کف گرد مورد استفاده قرار می گیرد.
- رولبرینگ مخروطی Tapered roller bearing: یکی از توانمند ترین نوع رولبرینگ ها که شبیه به بلبرینگ تماس زاویه ای با قابلیت تعلیق بار های ترکیبی طراحی می شود رولبرینگ مخروطی است.ساچمه مخروطی هم قابلیت تعلیق میزان بالایی از بار را داشته و هم بار های شعاعی را بصورت تک محور تعلیق می کند. در قیاس با بلبرینگ ها رولبرینگ مخروطی درجه آزادی کمتری داشته و توان بارگذاری بالاتری دارد.
- رولبرینگ با ساچمه بشکه ای Spherical roller bearing: ساچمه های بشکه ای برای اولین بار توسط برند SKF اروپا به دنیا معرفی شدند. رولبرینگ بشکه ای هم قابلیت مناسبی در تعلیق میزان بالایی از بار دارد و هم شبیه به بلبرینگ ها دامنه حرکت گسترده ای دارد.
رولبرینگ های سوزنی یا نیدل برینگ Needle bearing نیز زیر دسته رولبرینگ استوانه ای قرار گرفته و برای اتصالات در طراحی هایی که با محدودیت فضا روبرو هستند مورد استفاده قرار می گیرند. در کل باید گفت که بلبرینگ با دارا بودن ساچمه کروی با تمرکز تنش بالایی روبرو بوده و برای بارگذاری های فوق سنگین مناسب نمی باشد. در عوض رولبرینگ ها با داشتن تماس خطی بین ساچمه و کونس یا رینگ اصطکاک یایشی بیشتری داشته و حرارت بالاتری تولید می کند. روانکاری رولبرینگ ها به سبب اصطکاک و حرارت بالاتر کاری اغلب با گریس نسوز صورت می پذیرد.
به منظور انتخاب نوع صحیح بلبرینگ و رولبرینگ در نظر داشتن شرایط کاری بالاخص بار وارده بر این یاتاقان برینگ ها از اهمیت بالایی برخوردار است. در صورتیکه بار بصورت تک محوره شعاعی وارد می شود برای بار های سبک بلبرینگ و برای بار های سنگین تر رولبرینگ استوانه ای پیشنهاد می شود. در صورتی که بار بصورت مورب وارد می شود نیاز به استفاده از بلبرینگ یا رولبرینگ ترکیبی می باشد. از میان بلبرینگ ها نوع خود تنظیم و در میان رولبرینگ ها نوع مخروطی پیشنهاد می شوند.
مقایسه الکترود جریان Direct current مستقیم و جریان متناوب Alternating Current
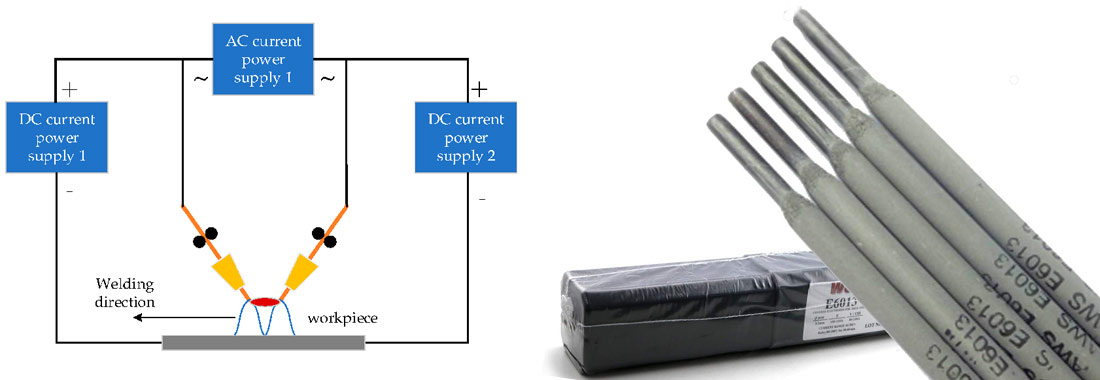 در انتخاب الکترود جوشکاری نوع جریان مستقیم یا متناوب یکی از اصلی ترین فاکتور ها محسوب می شود. در هر صورت دستور العمل های تولید کننده زمانیکه از نوع خاصی الکترود استفاده می شود می بایست بصورت دقیقی رعایت شوند. به طور کلی، الکترودهای جوشکاری قوس الکتریک با گاز محافظ و جریان مستقیم یا برای قطبیت معکوس (الکترود مثبت) یا برای قطبیت مستقیم (الکترود منفی)، یا هر دو طراحی شده اند.
در انتخاب الکترود جوشکاری نوع جریان مستقیم یا متناوب یکی از اصلی ترین فاکتور ها محسوب می شود. در هر صورت دستور العمل های تولید کننده زمانیکه از نوع خاصی الکترود استفاده می شود می بایست بصورت دقیقی رعایت شوند. به طور کلی، الکترودهای جوشکاری قوس الکتریک با گاز محافظ و جریان مستقیم یا برای قطبیت معکوس (الکترود مثبت) یا برای قطبیت مستقیم (الکترود منفی)، یا هر دو طراحی شده اند.
بسیاری از الکترودهای جریان مستقیم، اما نه همه آنها، می توانند با جریان متناوب در فرایند جوشکاری بکار گرفته شوند. جریان مستقیم برای بسیاری از انواع الکترودهای فولادی پوشیده شده، غیر آهنی، لخت و آلیاژی ترجیح داده می شود. توصیه های سازنده همچنین شامل نوع فلز پایه ای است که الکترودهای داده شده برای آن مناسب هستند، اصلاحات برای اتصالات ضعیف و سایر شرایط خاص مورد استفاده قرار می گیرند. در بیشتر موارد، الکترودهای قطبی مستقیم، نفوذ کمتری نسبت به الکترودهای قطبی معکوس دارند و به همین دلیل، سرعت جوشکاری بیشتری را ممکن میسازند. با شرایط جوشکاری مناسب و دستکاری قوس می توان از هر دو نوع نفوذ خوبی بدست آورد.
جریان متناوب هنگام جوشکاری در سطوح محدود یا هنگام استفاده از جریان های زیاد مورد نیاز برای مقاطع جوشکاری ضخیم مطلوب تر است زیرا باعث کاهش ضربه قوس الکتریکی می شود. جریان متناوب در جوشکاری هیدروژن اتمی و در آن دسته از فرآیندهای قوس کربنی که به دو الکترود کربن نیاز دارند استفاده می شود. این کاربری از الکترود جریان متناوب امکان یکنواختی درجوشکاری و کاهش مصرف الکترود را فراهم می کند. در فرآیندهای قوس کربنی که از یک الکترود کربن استفاده می شود، قطبیت مستقیم جریان مستقیم توصیه می شود زیرا الکترود با نرخ کمتری مصرف می شود.
مشخصات کیفی فیلتر ولوو VOLVO برای اتصال بر روی ماشین های صنعتی
 بسیاری از ماشین های سنگین صنعتی و معدنی دارای موتور های دیزلی ولوو پنتا می باشند که بر روی کلیه این ماشین ها از فیلتر ولوو VOLVO بصورت قطعه OE استفاده شده است. از انواع لودر، بیل مکانیکی و گریدر گرفته تا انواع دیزل ژنراتور ها با موتور های دیزلی ولوو پنتا از فیلتر های ولوو استفاده می کنند. برخی از مشخصات کیفی فیلتر ولوو که در قیاس با دیگر برند ها مطرح است به قرار زیر می باشد.
بسیاری از ماشین های سنگین صنعتی و معدنی دارای موتور های دیزلی ولوو پنتا می باشند که بر روی کلیه این ماشین ها از فیلتر ولوو VOLVO بصورت قطعه OE استفاده شده است. از انواع لودر، بیل مکانیکی و گریدر گرفته تا انواع دیزل ژنراتور ها با موتور های دیزلی ولوو پنتا از فیلتر های ولوو استفاده می کنند. برخی از مشخصات کیفی فیلتر ولوو که در قیاس با دیگر برند ها مطرح است به قرار زیر می باشد.- قابلیت های بدنه فلزی فیلتر ولوو: بیرونی ترین بخش از یک فیلتر پیچی ولوو بدنه یا کاسه فلزی می باشد. برند ولوو با بکارگیری آلیاژی های فوق سبک و فوق مقاومت در برابر فشار و واکنش پذیری شیمیایی هم قابلیت تحمل جریان پر فشار سیال را داشته و از ایجاد الودگی بر اثر زنگ زدگی فلز مبرا می باشد.
- کاغذ کارتریج فیلتر ولوو با قابلیت جذب و نگهداری بالا: یکی از مهمترین چالش های تولید کنندگان فیلتر صنعتی تولید فیلتر هایی با قابلیت جذب بالا و در عین حال قابلیت عبور دبی بالایی از جریان سیال است. برند فیلتر ولوو VOLVO با داشتن تکنولوژی بالا و تجربه مرتبط با نیاز های موتور های دیزلی به تولید فیلتر هایی می پردازد که یک بالانس مناسب بین سطح جذب آلاینده ها و قابلیت عبور دبی بالایی از جریان سیال را دارد.
- کاغذ تثبیت شده فیلتر ولوو: یکی از مشکلاتی که فیلتر های صنعتی با برند های ضعیف تر دارند مچاله شدن یا چسبیدن لایه های مختلف کاغذ کارتریج فیلتر تحت دما و فشار می باشد. فیلتر ولوو با بکارگیری تکنولوژی های خاص به تثبیت ساختار کاغذ فیلتر پرداخته و مانع از جمع شدن و به هم پیوستن لایه های کاغذ کارتریج می شود.
رعایت استاندارد های ابعادی در تولید پوشش ها که به تلرانس کمتر و به حداقل رسیدن فاصله سطوح اتصال می انجامد از دیگر مشخصات کیفی فیلتر ولوو محسوب می شود. این تلرانس پایین ابعادی نشت سیال قبل و بعد از فیلتراسیون را به حداقل رسانیده و مانع از امیختن جریان پاک و آلوده می گردد.
فیلتر گیربکس بیل مکانیکی
بیل های مکانیکی در ظرفیت های بارگیری مختلف از 1 متر مکعب تولید شده و دارای توان موتور و اجزای هیدرولیک بالایی هستند. یکی از بخش های مهم با تاثیر بالا بر عملکرد بیل مکانیکی گیربکس می باشد. فیلتر روغن گیربکس بیل مکانیکی به منظور جذب آلاینده های روغن گیربکس که از نوع پلیسه های فلزی است مورد استفاده قرار می گیرد. در واقع اجزا و دنده های گیربکس بیل مکانیکی با تلرانس ابعادی پایینی تولید می شوند که این امر میزان سایش و لایه برداری را افزایش می دهد. فیلتر روغن گیربکس بیل مکانیکی به شکل پیچی با قوطی فلزی اتصال پیدا کرده و در دسته فیلتر های هیدرولیک صنعتی قرار می گیرد. برند فیلتر صنعتی برای اتصال بر روی گیربکس ها اغلب بر حسب برند بیل مکانیکی متفاوت بوده و هر یک از تولید کنندگان بصورت قراردادی با برندی خاص کار می کنند. برخی از برند های تولید کننده بیل مکانیکی مانند کاترپیلار از فیلتر کاترپیلار که بصورت قطعه اصلی توسط همین برند تولید می شود بر روی گیربکس های تولیدی خود استفاده می کنند.با توجه به نیاز بیل های مکانیکی به گشتاور بالا، گیربکس بعنوان یک کاهنده سرعت در اتصال میل لنگ خروجی از موتور دیزلی بیل مکانیکی مورد استفاده قرار می گیرد که در خروجی گشتاور بالایی را تحویل می دهد. استفاده از فیلتر گیربکس بیل مکانیکی سبب حذف پلیسه های فلزی از جریان روغن و کاهش سایش و آسیب به دنده های گیربکس بیل مکانیکی می شود. در اغلب موارد کارتریج فیلتر گیربکس یا بصورت سلولزی و یا پوشیده شده با یک مش فلزی مورد استفاده قرار می گیرد.
مشخصات کیفی فیلتر گیربکس دونالدسون
فیلتر گیربکس دونالدسون با 30% راندمان و طول عمر بیشتر نسبت به بسیاری از انواع فیلتر گیربکس دوجود در بازار عرضه می شود. استفاده از کاغذ های سلولزی با ضخامت مناسب و تراکم ایده آل که هم قابلیت جذب ذرات جامد معلق در روغن هیدرولیک تا محدوده 5-7 میکرون را دارند و حداقل افت فشار را در جریان سیال ایجاد می کنند از مهمترین فاکتور های کیفی فیلتر دونالدسون می باشد.در تولید فیلتر گیربکس صنعتی دونالدسون از کاسه های فلزی با حداقل واکنش پذیری استفاده شده است تا هم مقاومت فشاری مناسبی داشته باشد و هم از ترکیب با روغن هیدرولیک و زنگ زدگی که خود عامل ایجاد آلودگی است جلوگیری شود. تعداد و عمق بالای چین های کاغذ سلولزی استفاده شده در این فیلتر صنعتی سطح تماس بالاتری را با جریان سیال ایجاد کرده که اجازه عبور دبی بالاتری از جریان روغن گیربکس را پدید آورده و افت فشار جریان هیدرولیک را به حداقل می رساند.
اجزای بدنه و کیت فیلتر گیربکس
فیلتر های گیربکس هم بصورت استوانه ای کارتریجی و هم بصورت قوطی و پیچی یا spin-on به بازار عرضه می شوند. فیلتر های روغن گیربکس از نوع پیچی به سبب سرعت بالاتری که در اتصال دارند محبوبیت بسیار بالایی داشته و امروزه بر روی انواع ماشین آلات سنگین صنعتی و به منظور تصفیه روغن هیدرولیک گیربکس های غرق در روغن بکار گرفته می شوند. اجزای اصلی بدنه فیلتر گیربکس به قرار زیر هستند.- قوطی یا کاسه فلزی فیلتر گیربکس پیچی: بدنه هوزینگ فیلتر روغن گیربکس از یک قوطی یا کاسه فلزی تشکیل شده است که از آلیاژ های سخت فلزی و بصورت پرسی تولید می شود. انتخاب آلیاژ هایی که واکنش پذیری حداقلی با روغن هیدرولیک گیربکس داشته باشند و انتخاب ضخامت مناسب که قابلیت فیلتر روغن گیربکس برای عملکرد در فشار بالا را تضمین کند از فاکتور های کیفی کاسه فیلتر روغن گیربکس محسوب می شوند.
- کارتریج سلولزی فیلتر گیربکس صنعتی: مهمترین بخش و در واقع قلب فیلتر گیربکس کارتریج استوانه ای می باشد. سه نوع کارتریج در فیلتر های گیربکس بکار گرفته یم شود که انتخاب آنها به فشار روغن هیدرولیک بستگی دارد. در فشار های پایین تر فیلتر روغن گیربکس با کارتریج سلولزی، در فشار های متوسط کارتریج سلولزی با پوششی از مش فلزی و در فشار های بالای جریان هیدرولیک گیربکس از فیلتر گیربکس با کارتریج فلزی (مشبک یا مش فلزی) استفاده می شود. انتخاب ضخامت مناسب و تراکم کاغذ کارتریج فیلتر گیربکس از مهمترین فاکتور های کیفی در عملکرد این فیلتر صنعتی محسوب یم شود.
- پوشش Cap کف قوطی فیلتر روغن گیربکس: پوشش کفی فیلتر پیچی گیربکس که دارای سوراخ هایی برای ورود و خروجی روغن می باشد نقش مهمی در عملکرد و راندمان این فیلتر دارد. بکارگیری تکنولوژی های مدرن در تولید کفی فیلتر گیربکس با حداقل تلرانس ابعادی که نشتی را به حداقل می رساند از فاکتور های مهم کیفی در تولید این بخش از فیلتر روغن گیربکس محسوب می شود. مغزی کارتریج استوانه ای فیلتر گیربکس: در مرکز کارتریج استوانه ای فیلتر های صنعتی از جمله فیلتر گیربکس از یک استوانه بعنوان تثبیت کننده و نگهدارنده استفاده می شود. برخی از برند های صنعتی از جمله فیلتر کاترپیلار از نگهدارنده های پلیمری استفاده می کنند که اولا مانع از افزایش درصد آلاینده ها در اثر زنگ زدگی می شود و ثانیا تا 30% قابلیت فشاری و حرارتی بهتری دارد.
کیت کامل فیلتر روغن گیربکس که بصورت جعبه ای عرضه می شود شامل یک اورینگ آب بند برای اتصال فیلتر گیربکس می باشد که نقشی موثر در چفت شدن اتصال فیلتر در محل اتصال داشته و مانع از ایجاد نشتی در روغن هیدرولیک گیربکس حتی در فشار های بالای کاری می شود.
نقش فیلتر روغن گیربکس در طول عمر دنده ها
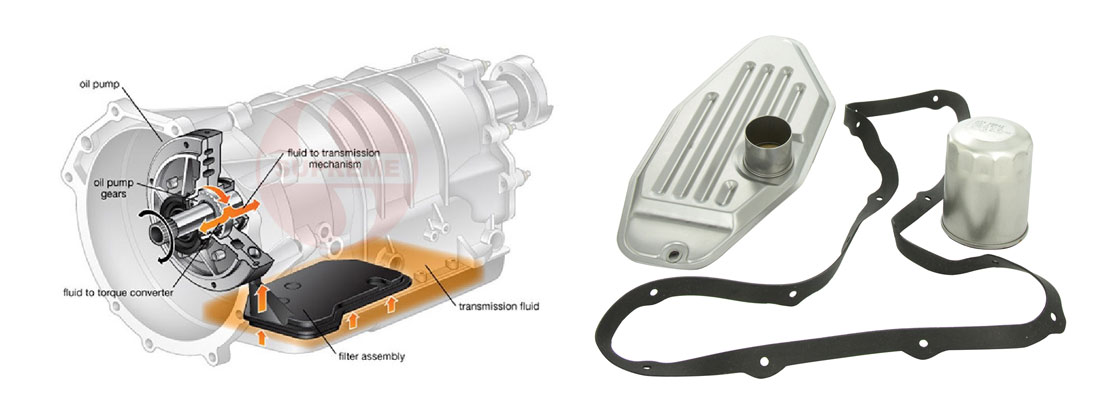 روغن گیربکس در یک هوزینگ و محفظه در بسته گردش می کند. از این رو تمامی آلودگی های جذب شده توسط روغن گیربکس و در نتیجه فیلتر گیربکس ناشی از سایش اجزای گیربکس می باشند. گیربکس ها برای داشتن راندمان بالا با تلرانس ابعادی بسیار کم تولید می شوند و از این رو سایش دنده ها تا اندازه ای امری طبیعی بوده که این سایش سبب ایجاد پلیسه های فلزی می شود. البته دنده های گیربکس با بکارگیری آلیاژ های بسیار سخت فولادی که گاهی دارای سختی بالای 60 راکول هستند تولید می شوند که این سایش سطحی را به حداقل می رساند. فیلتر روغن گیربکس با جذب پلیسه های فلزی از جریان روغن هیدرولیک مانع از رسوب آنها در داخل محفظه جعبه دنده شده و از قرار گیرفتن پلیسه ها بین دنده ها در حال حرکت که سایش سطحی را افزایش می دهد جلوگیری می کند. از این رو استفاده از فیلتر گیربکس به افزایش طول عمر کاری و عدم نیاز به بازبینی گیربکس کمک قابل توجهی می کند.
روغن گیربکس در یک هوزینگ و محفظه در بسته گردش می کند. از این رو تمامی آلودگی های جذب شده توسط روغن گیربکس و در نتیجه فیلتر گیربکس ناشی از سایش اجزای گیربکس می باشند. گیربکس ها برای داشتن راندمان بالا با تلرانس ابعادی بسیار کم تولید می شوند و از این رو سایش دنده ها تا اندازه ای امری طبیعی بوده که این سایش سبب ایجاد پلیسه های فلزی می شود. البته دنده های گیربکس با بکارگیری آلیاژ های بسیار سخت فولادی که گاهی دارای سختی بالای 60 راکول هستند تولید می شوند که این سایش سطحی را به حداقل می رساند. فیلتر روغن گیربکس با جذب پلیسه های فلزی از جریان روغن هیدرولیک مانع از رسوب آنها در داخل محفظه جعبه دنده شده و از قرار گیرفتن پلیسه ها بین دنده ها در حال حرکت که سایش سطحی را افزایش می دهد جلوگیری می کند. از این رو استفاده از فیلتر گیربکس به افزایش طول عمر کاری و عدم نیاز به بازبینی گیربکس کمک قابل توجهی می کند.با توجه به تلرانس ابعادی بسیار پایین و حساسیت اجزای گیربکس بکارگیری فیلتر گیربکس با برند های معتبر که قابلیت جذب ذرات فلزی معلق در روغن هیدرولیک با ابعاد میکرونی ریزتری را دارند پیشنهاد می شود. مضاف بر این، فیلتر گیربکس بر خلاف فیلتر های اتصالی بر روی موتور های دیزلی در دوره های زمانی بالایی نیاز به تعویض پیدا می کند که این امر توجیه اقتصادی بکارگیری فیلتر روغن گیربکس با برند های معتبر تر و قیمت بالاتر می باشد. برخی از برند های معتبر تولید کننده تجهیزات هیدرولیک و پنوماتیک مانند برند هایداک HYDAC آلمان به تولید فیلتر های گیربکس با کیفیت بسیار بالایی مبادرت دارد. نمونه هایی از برند های معتبر فیلتر گیربکس که می توانید با اطمینان از آنها بر روی ماشین آلات خود استفاده کنید در بالا معرفی شده اند.
اجزای تشکیل دهنده دیزل ژنراتور
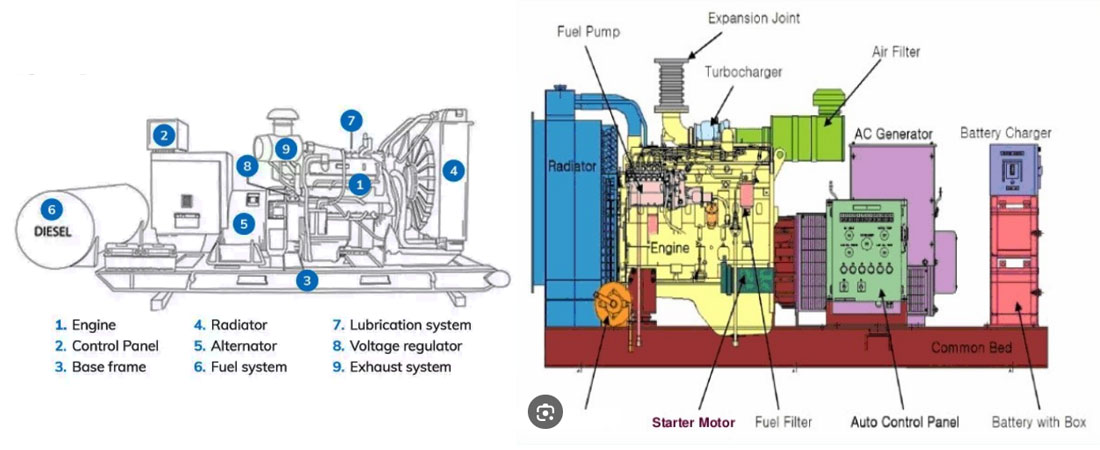 علاوه بر آشنایی با هزینه های جانبی مربوط به ژنراتور ها آشنایی با اجزای تشکیل دهنده این مولد های برق نیز می تواند برای اجاره دیزل ژنراتور ها لازم باشد. دیزل ژنراتورها از اجزای فنی زیادی تشکیل شده اند که با هم کار می کنند تا سوخت را به انرژی تبدیل کنند. دیزل ژنراتورها جریان برق پیوسته یا آماده به کار را پس از تولید از طریق انرژی الکتریکی به سایت ها منتقل می کنند. دیزل ژنراتور ترکیبی از یک موتور دیزل با یک دینام (آلترناتور) برای تولید انرژی الکتریکی است. یک موتور احتراق تراکمی دیزل معمولاً برای کار با سوخت دیزل طراحی می شود، اما برخی از انواع آن برای سایر سوخت های مایع یا گاز طبیعی سازگار هستند. خروجی عملکرد دیزل ژنراتور ها برق AC می باشد که می تواند با بکارگیری مبدل هایی به برق DC تبدیل شود. بررسی اجزای تشکیل دهنده و برند های هر جز می تواند به انتخاب و اجاره دیزل ژنراتور با قابلیت های کاری بهتر کمک کند.
علاوه بر آشنایی با هزینه های جانبی مربوط به ژنراتور ها آشنایی با اجزای تشکیل دهنده این مولد های برق نیز می تواند برای اجاره دیزل ژنراتور ها لازم باشد. دیزل ژنراتورها از اجزای فنی زیادی تشکیل شده اند که با هم کار می کنند تا سوخت را به انرژی تبدیل کنند. دیزل ژنراتورها جریان برق پیوسته یا آماده به کار را پس از تولید از طریق انرژی الکتریکی به سایت ها منتقل می کنند. دیزل ژنراتور ترکیبی از یک موتور دیزل با یک دینام (آلترناتور) برای تولید انرژی الکتریکی است. یک موتور احتراق تراکمی دیزل معمولاً برای کار با سوخت دیزل طراحی می شود، اما برخی از انواع آن برای سایر سوخت های مایع یا گاز طبیعی سازگار هستند. خروجی عملکرد دیزل ژنراتور ها برق AC می باشد که می تواند با بکارگیری مبدل هایی به برق DC تبدیل شود. بررسی اجزای تشکیل دهنده و برند های هر جز می تواند به انتخاب و اجاره دیزل ژنراتور با قابلیت های کاری بهتر کمک کند.
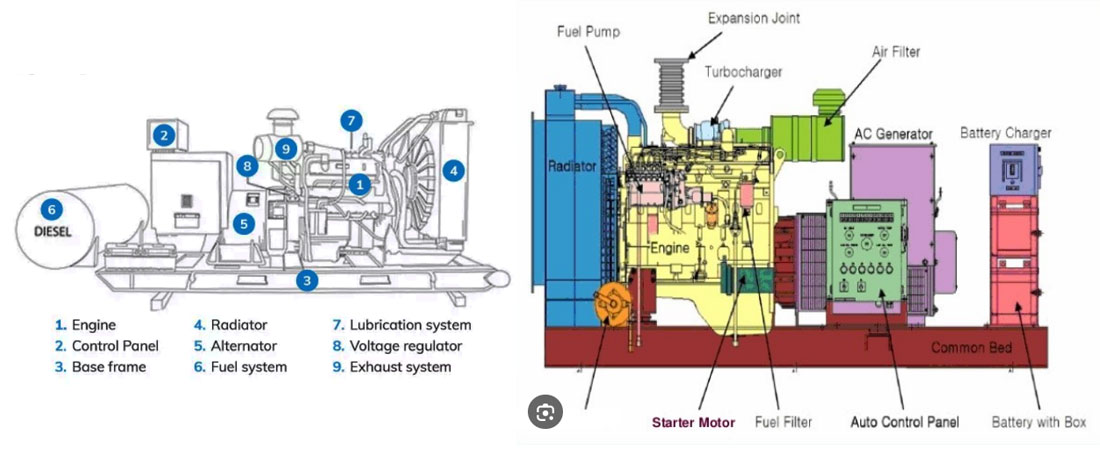
- موتور دیزل ژنراتور: در طراحی و تولید ژنراتور ها بصورت کلی از انواع مختلفی موتور استفاده می شود. موتور های دیزلی رفت و برگشتی، موتور های بنزینی، موتور های توربینی و میکرو توربین ها از انواع موتور ژنراتور محسوب می شوند. دیزل ژنراتور ها از موتور دیزلی با سوخت گازوئیل استفاده می کنند که بر حسب توان یا کاوا می تواند از 4 الی 16 سیلندر داشته باشد. از موتور های دیزل معمول اتصالی بر روی دیژل ژنراتور هایی که برای اجاره موجود هستند می توان به موتور دیزل کومنز Cummins ، کاترپیلار CAT، دویتس DEUTZ و ولوو پنتا VOLVO PENTA اشاره نمود.
- منبع و سیستم سوخت رسانی دیزل ژنراتور: با توجه به مصرف بالای گازوئیل دیزل ژنراتور ها بالاخص در کاوای بالا این ماشین ها نیاز به یک منبع یا باک و اتصالات وابسته از پمپ سوخت، لوله ها، فیلتر گازوئیل و ... می باشند. این مخزن یا باک سوخت کافی برای تامین انرژی یک ژنراتور را برای تعداد یکسان ساعت ذخیره می کند. لوله سوخت مخزن را به موتور متصل می کند و لوله برگشت موتور را برای برگشت سوخت به مخزن سوخت متصل می کند. پمپ های سوخت، سوخت را از باک از طریق لوله سوخت و به موتور منتقل می کنند. یک فیلتر گازوئیل، هر گونه آلودگی در فاز جامد و مایع (قطرات آب) را از سوخت قبل از تحویل به موتور فیلتر می کند. انژکتور سوخت سوخت را اتمیزه می کند و آن را مستقیماً به محفظه احتراق موتور دیزل ژنراتور تزریق می کند.
- رگلاتور ولتاژ دیزل ژنراتور: رگولاتور یا کنترل کننده ولتاژ پیچیده ترین بخش یک ژنراتور است. هدف از بکارگیری این تجهیزات تنظیم ولتاژ خروجی دیزل ژنراتور است. در واقع، رگلاتور تضمین می کند که دیزل ژنراتور برق را با ولتاژ ثابت و قانونی تولید می کند. بدون هیچ تنظیم کننده ولتاژ، بسته به سرعت موتور، نوسانات وحشتناکی اتفاق می افتد.
- سیستم خنک کننده و اگزوز دیزل ژنراتور: اغلب نمونه های دیزل ژنراتور از نوع آب خنک یا خنک شونده با آب هستند. در واقع گردش آب در اطراف موتور دیزلی سبب انتقال حرارت از موتور می گردد. مهمترین بخش سیستم خنک کننده دیزل ژنراتور رادیاتور می باشد که وظیفه انتقال حرارت جذب شده توسط آب به محیط اطراف را دارد. چارچوب اگزوز تقریباً مشابه اگزوز خودرو عمل می کند. گازهای تولید شده توسط موتور دیزل را می گیرد، از طریق چارچوب لوله ها وارد آنها می شود و آنها را از ژنراتور حذف می کند.
- سیستم روغن کاری و روان کننده دیزل ژنراتور: موتور دیزلی برای داشتن قابلیت حرکت روان رفت و برگشتی رینگ پیستون ها در داخل موتور نیاز به روغن کاری دارد. سیستم روغن کاری که شامل مخزن نگهدارنده روغن، اویل پمپ یا پمپ روغن و فیلتر روغن صنعتی می باشد در یک سیکل بسته به روانکاری موتور دیزلی می پردازند.
- شارژ باتری دیزل ژنراتور: یک موتور دیزل به یک موتور الکتریکی نیاز دارد تا به حرکت آن کمک کند. موتور کوچک با باتری کار می کند که باید شارژ شود.
- کنترل پنل اصلی دیزل ژنراتور: هر دیزل ژنراتوری نیاز به یک کنترل پنل اصلی که مغز ژنراتور است دارد. این پنل هر فعالیتی از جمله دکمه استارت، سوئیچ فرکانس، نشانگر سوخت موتور، نشانگر دمای مایع خنک کننده و موارد دیگر را کنترل کرده و به کاربر امکان می دهد کارهای مختلف انجام دهد یا موارد خاصی را بررسی کند. پانل کنترل ژنراتور را راه اندازی و خاتمه می دهد و موتور و دینام را برای اجرای نظارت، نگهداری و کنترل نظارت می کند.
علاوه بر موارد اصلی یاد شده دیزل ژنراتور ها برای اسمبل و نصب شدن نیاز به یک فریم پایه بعنوان نگهدارنده دارند. این فریم از جنس فولادی و یا در مواردی آلیاژی تولید می شود و نقش ستون نگهدارنده برای موتور و آلترناتور دیزل ژنراتور را بازی می کند. علاوه بر فریم پایه دیزل ژنراتور سایلنت با پوشش هایی در اطراف بصورت بدنه محصور می شود تا تولید صدای کمتری نماید.
مکانیزم عملکرد جرثقیل زنجیری
جرثقیل زنجیری قابلیت لیفتینگ بار تا 25 تن را بصورت دستی دارد. اما شاید از خود بپرسید مکانیزم عملکرد جرثقیل زنجیری چیست و چگونه یک فرد عادی که شاید قابلیت لیفت بار 50 کیلوگرمی را نیز نداشته باشد می تواند با بکارگیری جرثقیل زنجیری تا 25 تن بار را نیز لیفت کند؟ با مطالعه اطلاعات بالا متوجه شده اید که جرثقیل زنجیری 2 رشته زنجیر دارد زنجیری که توسط اپراتور با نیروی محدود کشیده می شود و سرعت حرکت بالایی دارد و زنجیر بار که به بار متصل شده و بسیار کند حرکت می کند. نیرویی که برای کشیدن زنجیر دستی به میزان 30 عدد دانه زنجیر مصرف می شود تا 30 برابر توسط جرثقیل زنجیری افزایش پیدا می کند تا بار را به اندازه یک دانه زنجیر بالا ببرد. در واقع متمرکز نمودن انرژی با تبدیل انرژی محدود در طول زیاد به انژی زیاد در طول کم عملکرد جرثقیل زنجیری می باشد. اما در داخل بلوک جرثقیل زنجیری چه اتفاقی می افتد؟برای آشنایی با مکانیزم عملکرد جرثقیل زنجیری ابتدا می بایست با اجزای یک جرثقیل زنجیری آشنا شوید. جرثقیل زنجیری از یک زنجیر دستی که بر روی یک دنده اسپراکت Cog حرکت می کند. دنده اسپراکت بصورت کوپل با یک شافت Drive Shaft حرکت کرده که در پشت بلوک جرثقیل زنجیری دارای یک دنده خورشیدی بوده که چند دنده اقماری را به حرکت در می آورد. انتقال و حرکت دنده ها در نهایت به گردش یک دنده اسپراکت که زنجیر بار بر روی آن قرار گرفته است می انجامد. جرثقیل زنجیری از یک قلاب هوک در بالا برای اتصال آویز استفاده می کند که از الزامات اولیه به منظور بکارگیری این ابزار لیفتینگ بار محسوب می شود. به زبان ساده تر زمانیکه اوپراتور زنجیر دستی را می پرخاند زنجیر دستی به گردش دنده اسپراکت و به دنبال آن شافت مرکزی و چرخدنده ها شده تا در نهایت زنجیر بار با 30 برابر نیروی بیشتر به لیفتینگ بار بپردازد.
به منظور درک بهتر عملکرد چرخدنده های داخلی بلوک جرثقیل زنجیری برای تمرکز نیروی ورودی از زنجیر دستی می بایست یک جرثقیل دستی زنجیری را بصورت کامل اورهال یا باز کنیم. در این ویدیو می توانید بصورت کامل اجزای داخلی بلوک جرثقیل زنجیری را مشاهده کنید (دقیقه 2:00). همانکور که میبینید زنجیر دستی بر روی یک کاگ Cog که دارای 7 نشیمنگاه برای 7 دانه زنجیر دستی است قرار می گیرد. گردش زنجیر Cog را که به صفحه اصطکاکی فشرده شده است به گردش در می آورد. صفحه اصطکاکی به یک چرخ با لبه های بیرونی دنده شده متصل شده است که بر روی آن یک خار یکطرفه بصورت ترمز قرار گرفته که اجازه گردش چرخ در یک سمت را داده و مانع از حرکت آن در سمت مقابل می شود. این امر سبب می شود با رها کردن زنجیر دستی جرثقیل زنجیری بار سقوط نکند. Con یا اسپراکت ورودی علاوه بر چرخ ترمز به یک شافت مرکزی کوپل شده که با حرکت کاگ جرثقیل زنجیری به حرکت در می آید. در انتهای این شافت مرکزی از یک دنده کوچک که دارای 5 دندانه است استفاده شده است. با گردش این چرخدنده کوچک نیروی وارده از گردش زنجیر دستی شروع به متمرکز شدن در جرثقیل زنجیری می کند. در این مرحله نیروی ورودی با نسبت 7:5 متمرکز شده است یا به بیان ساده تر یک نیرو بر روی دنده اسپراکت 7 خانه به یک نیرو بر روی پنج دنده تقسیم می شود. از این رو مقاومت سایشی دنده کوچک انتهای شافت مرکزی می بایست بسیار بالا بوده تا تحمل اصطکاک و فشار وارده را داشته باشد. به منظور کم شدن فشار وارده بجای اتصال این دنده به یک دنده بزرگتر از دو دنده هم سایز در دو سمت دنده انتهای شافت جرثقیل زنجیری استفاده می شود تا بجای یک دنده دو دنده در انتقال قدرت سهیم بوده و تنش فشاری نصف شود.
به نقل از ویکی لیفت، هر یک از دو دنده بزرگ دارای 18 دنده هستند که توسط دنده 5 لبه انهتای شافت جرثقیل زنجیری به حرکت در می آیند. در پشت هر یک از دنده های بزرگ یمک دنده 4 لبه قرار گرفته است که در نهایت به تمرکز بیشتر نیز با نسبت 18:4 می پردازد. دو دنده 4 لبه کوچک در نهایت در قسمت مرکزی جرثقیل زنجیری به گرداندن یک دنده بزرگتر با 19 دنده می پردازند. این دنده در نهایت به اسپراکت نهایی جرثقیل زنجیری که زنجیر فولادی بار با گرید G80 بر روی آن سوار شده است می پردازد.
انواع و دسته بندی ها
برای دریافت اطلاعات کامل از انواع و دسته بندی های جرثقیل سقفی می توانید کلیک نمایید. بصورت مختصر این لیست به قرار زیر می باشد: جرثقیل سقفی زنجیری جرثقیل برقی 4 کاره جرثقیل دستی جرثقیل برقی سیم بکسلیاجزای تشکیل دهنده پرشر سوئیچ
پرشر سوییچ در واقع یک کیت الکترومکانیکی می باشد که با فشار تحریک شده و یک جریان الکتریکی را قطع یا وصل می کند. نقطه ای از فشار یا میزانی از فشار که سبب وصل شدن جریان توسط پرشر سوئیچ می شود را set point و حد بالای فشار که سبب قطع شدن جریان توسط پرشر سوئیچ می شود را cut out point می نامند. پرشر سوئیچ ها می توانند بر حسب طراحی دارای اجزای مختلفی باشند اما اصلی ترین اجزای یک پرشر سوئیچ که تقریبا در تمامی انواع و طراحی ها دیده می شود به قرار زیر است.- دیافراگم پرشر سوئیچ diaphragm: المان اصلی که بعنوان حسگر در ساختمان پرشر سوئیچ عمل می کند یک دیافراگم است. دیافراگم ها از متریال هایی تولید می شوند که تحت تاثیر فشار جریان مانند غشا عمل کرده و منبسط یا منقبض می شوند.
- فنر انطباق adjustment spring: این فنر در ساختمان پرشر سوئیچ به منظور ایجاد تغییر در حد بالا و پایین فشار برای قطع و وصل جریان توسط پرشر سوئیچ طراحی شده است که این اجازه را به کاربر می دهد که بصورت دستی تغییراتی در حد بالا و پایین فشار ایجاد کند.
- دکمه قطع و وصل: این دکمه در واقع به منظور فعال یا غیر فعال کردن پرشر سوئیچ طراحی و نصب شده است. در واقع در هنگام نصب و یا حفظ و نگهداری و تعمیرات در سیستم هیدرولیک از این دکمه برای خاموش کردن پرشر سوئیچ استفاده می شود.
در ساختمان پرشر سوئیچ ها از قطعات و اجزای ریز دیگری نیز استفاده می شود که Electrical contacts یا کانتکت الکتریکی و ترمینال ها نمونه هایی از آن می باشند. کانتکت الکتریکی اجازه عبور جریان از یک منبع خارجی را در پرشر سوئیچ فراهم آورده و ترمینال ها برای اتصال منبع خارجی با کانتکت مورد استفاده قرار می گیرند.
موارد تخصصی کاربری Pressure Switch
پرشر سوئیچ بصورت گسترده ای در سیستم های کنترل فشار در صنایع مورد استفاده قرار می گیرند. فشار حسگر ها در کاربری پرشر سوئیچ در تماس با سیالات هم در فاز مایع و هم در فاز گازی میسر می باشد. برخی از موارد کاربری پرشر سوئیچ در صنایع در زیر بصورت لیست معرفی می شوند.- سیستم های کمپرسور هوا: کمپرسور ها با فشرده سازی هوا بصورت یک مولد صنعتی در راه اندازی بسیاری از تجهیزات صنعتی از جمله پرچ زن ها، پمپ دیافراگمی و ... مورد استفاده قرار می گیرند. قطع و وصل عملکرد کمپرسور ها در سیستم توسط یک پرشر سوئیچ که افت فشار جریان را حس می کند صورت می پذیرد. در واقع پرشر سوئیچ در حد بالای فشار با خاموش کردن کمپرسور هوا و در حد پایین فشار با اتصال جریان و روشن کردن کمپرسور به عملکرد سیستم کمک می کند. برخی کمپرسور ها قبل و بعد از فیلتر سپراتور کمپرسور نیز از پرشر سوئیچ به عنوان یک حسگر استفاده می کنند که در صورت پر شدن منافذ این فیلتر و افت شدید فشار به روشن کردن چراغ هشدار می پردازد.
- سیستم های مشعل گرمایشی: پرشر سوئیچ ها نقشی بسیار مهم بعنوان یک سیستم حسگر امنیتی در کاربری مشعل ها ایفا می کنند. آنها با تشخیص فشار منفی تولید شده توسط موتور القا کوره را خاموش می کنند و از افزایش دما فراتر از حد استاندارد تعریف شده برای سیستم جلوگیری کرده و مانع انفجار در سیستم ها می شوند. پرشر سوئیچ ها همچنین می توانند با مونیتور کردن فشار گاز وجود نشتی در سیستم ها را تشخیص دهند.
- سیستم پمپاژ سیالات: أر کنترل فشار در جریان مایعات پرشر سوئیچ ها نقشی موثر در قطع و وصل کردن جریان ورودی به پمپ ها داشته و سبب حفظ فشار، جلوگیری از افت فشار و یا افزایش بی رویه فشار هیدرولیک در سیستم ها می شوند.
استفاده از پرشر سوئیچ ها در تجهیزات کنترل Process equipment نیز بسیار مرسوم می باشد که در واقع به ثابت نگهداشتن فشار جریان مایع و گاز در سیستم های هیدرولیکی می انجامد.
مشخصات فنی و عددی نازل گازوئیل
نازل گازوئیل اغلب با بدنه ای از جنس برنزی و طبق استاندارد های EN 293 و EN 299 تولید می شود. در ساختار داخلی نازل گازوئیل از یک دیسک اوریفیس orifice disc استفاده شده و جنس پیچ ها نیز مانند جنس بدنه نازل گازوئیل از برنز می باشد. نوع فیلتر نازل ها بصورت پاششی یا sintered filter انتخاب می شود تا تخلخل لازم را داشته و مانع از افت شدید فشار جریان گازوئیل گردد. تقریبا تمامی نازل های گازوئیل تولیدی شرکت های بزرگ بصورت الکتریکی مورد تست قرار می گیرند که پترن اسپری تمامی انژکتور ها مورد تایید قرار گیرد.نازل های گازوئیل اغلب در طول، عرض و ارتفاع 15mm×15mm×48mm و دارای دنده های 9/16 اینچی می باشند. نازل گازوئیل با زاویه اسپری 30,45,60,80 درجه و با سه شکل مختلف از پترن اسپری یعنی مخروطی تو خالی، مخروطی نیمه تو پر و مخروطی تو پر تولید و به بازار عرضه می شوند. دبی جریان گازوئیل خروجی از نازل گازوئیل تنها به سایز دهانه نازل بستگی نداشته و تابع غلظت و دانسیته گازوئیل نیز می باشد. در عملکرد نازل گازوئیل فشار جریان اغلب بین 7 الی 10 بار می باشد که این فشار نیز بصورت مستقیم بر دبی سوخت خروجی از نازل گازوئیل تاثیر دارد.
کد خوانی نازل گازوئیل
 انتخاب و خرید نازل گازوئیل نیاز به اطلاعات فنی بالایی داشته و امری کاملا مهندسی می باشد. در اغلب موارد کاربران تنها به جایگزینی نازل گازوئیل در سیستم پرداخته و انتخاب نوع آن تنها در مرحله طراحی و تولید صورت می پذیرد. نازل گازوئیل با کد هایی مشخص می شود که این کد ها بر روی بدنه نازل حک شده و دارای مفاهیم مشخصی هستند. از آنجایی که این کد ها بصورت اختصاری بر روی نازل گازوئیل حک شده اند در اینجا روش کد خوانی و مراحل و ترتیب قرار گیری کد ها بر روی نازل را شرح می دهیم.
انتخاب و خرید نازل گازوئیل نیاز به اطلاعات فنی بالایی داشته و امری کاملا مهندسی می باشد. در اغلب موارد کاربران تنها به جایگزینی نازل گازوئیل در سیستم پرداخته و انتخاب نوع آن تنها در مرحله طراحی و تولید صورت می پذیرد. نازل گازوئیل با کد هایی مشخص می شود که این کد ها بر روی بدنه نازل حک شده و دارای مفاهیم مشخصی هستند. از آنجایی که این کد ها بصورت اختصاری بر روی نازل گازوئیل حک شده اند در اینجا روش کد خوانی و مراحل و ترتیب قرار گیری کد ها بر روی نازل را شرح می دهیم.همانگونه که در شکل می بینید اولین خانه از چپ معرف برند تولید کننده نازل گازوئیل می باشد که در اینجا برند Danfoss دانمارک را نشان می دهد. دومین خانه از چب در کد خوانی نازل گازوئیل در اینجا با یک مستطیل مشخص شده است که با شماره سریال نازل پر می شود و دارای کاربری های داخلی برای آن برند می باشد. سومین خانه از چپ در کد خوانی نازل گازوئیل CSA می باشد که نوع سرتیفیکت بکار رفته در تولید نازل را معرفی می کند. چهارمین خانه از چپ که در اینجا عدد 0.50 را نشان می دهد بیانگر حداکثر دبی جریان خروجی نازل گازوئیل می باشد که بر حسب USgal/h یا گالن بر ساعت در استاندارد آمریکایی مشخص می شود. خانه پنجم از سمت چپ که در اینجا 60 درجه را نشان می دهد معرف زاویه پاشش نازل گازوئیل می باشد که همانطور که در بالا گفته شد می تواند میزان حداقلی 45 درجه و حداکثری 80 درجه را داشته باشد.
ششمین خانه از چپ یا اولین خانه از راست در کد نازل گازوئیل یکی از مهمترین مشخصات نازل گازوئیل که پترن پاشش می باشد را نشان می دهد. پترن های AH, OD-H معرف پاشش تو خالی، پترن های AS, OD-S معرف پاشش یک دست و تو پر و پترن AB, OD-B پاشش تو پر غیر یکدست با یک حلقه پر فشار را نشان می دهد. نازل گازوئیل با پترن های AH, AS, AB و OD برای جریان های پر فشار گازوئیل طراحی و تولید می شوند که 3 سری اول با چهار زاویه پاشش مختلف و با ظرفیت پاشش از 0.4 الی 3 گالن در ساعت در واحد آمریکایی تولید شده اند. سری OD از نازل گازوئیل یک سری ویژه با مشخصات مکانیکی در بازه وسیعی می باشد که ظرفیت پاشش در محدوده 0.30 to 35 را پوشش می دهد.
اطلاعات تکنیکال و عددی رله برهما سری RE3
 رله برهما سری RE3 از یک بدنه نایلونی (پلاستیکی) استفاده می کند که دارای طول 85 میلیمتر، عرض 65 میلیمتر و ارتفاع 22 میلیمتر است. طول استاندارد کابل اتصالی به رله برهما 60 سانتی متر انتخاب شده است. رله برهما بر حسب درخواست کاربران با ولتاژ های ورودی متغیر 110 ولت، 120 ولت، 220 ولت و 240 ولت و در دو فرکانس کاری 50 و 60 هرتز به بازار عرضه می شود. محدوده دمایی عملکرد رله برهما بین 0 الی 60 درجه سانتی گراد بوده و در صورت افزایش رطوبت محیطی به 95 درصد حداکثر دمای کاری 40 درجه است. نوع فیاز خارجی اتصالی به این رله مشعل 50 mA T بوده و حداقل یونیزاسیون جریان 0,5μA می باشد. این میزان یونیزاسیون تعریف شده برای رلهبرهما در صورت استفاده از تیوب های UV به بالاتر از 15μA و در صورت کاربری الکترود به 5μA می رسد.
رله برهما سری RE3 از یک بدنه نایلونی (پلاستیکی) استفاده می کند که دارای طول 85 میلیمتر، عرض 65 میلیمتر و ارتفاع 22 میلیمتر است. طول استاندارد کابل اتصالی به رله برهما 60 سانتی متر انتخاب شده است. رله برهما بر حسب درخواست کاربران با ولتاژ های ورودی متغیر 110 ولت، 120 ولت، 220 ولت و 240 ولت و در دو فرکانس کاری 50 و 60 هرتز به بازار عرضه می شود. محدوده دمایی عملکرد رله برهما بین 0 الی 60 درجه سانتی گراد بوده و در صورت افزایش رطوبت محیطی به 95 درصد حداکثر دمای کاری 40 درجه است. نوع فیاز خارجی اتصالی به این رله مشعل 50 mA T بوده و حداقل یونیزاسیون جریان 0,5μA می باشد. این میزان یونیزاسیون تعریف شده برای رلهبرهما در صورت استفاده از تیوب های UV به بالاتر از 15μA و در صورت کاربری الکترود به 5μA می رسد.نوع سوکت های اتصالی به رله برهما تاثیر مستقیمی بر وزن نهایی محصول دارد بگونه ای که با کاربری سوکت تیپ A وزن این رله 280 گرم، در صورت استفاده از سوکت سری B وزن ان 300 گرم و در کاربری ترمینال های T حدود 250 گرم وزن دارد.
فاکتور های انتخاب رله زیمنس در سری های مختلف
 محصولات و اتصالات مشعل با برند زیمنس شامل رله زیمنس و حسگر ها و کانکتور ها در مجموع به 480 محصول مختلف می رسد. رله زیمنس در سری های مختلف LGB , LFS, LAL, LDU , LFE, LFL , ... به بازار عرضه شده اند که هر یک برای عملکرد در شرایط مختلف و برای کنترل یک یا چند شعله مناسب هستند. برخی از سری های رله زیمنس مطابق با استاندارد های آمریکایی برای دستگاه هایی که طبق استاندارد های فوت پوند و با دیمانسیون های آمریکایی و انگلیسی ساخته می شوند بکار گرفته می شوند که سری LFL از این دسته محصولات می باشند. یکی از محبوب ترین سری های رله زیمنس سری LFS می باشد که بعنوان Flame safeguard یا گارد امنیتی شعله شناخته می شود.
محصولات و اتصالات مشعل با برند زیمنس شامل رله زیمنس و حسگر ها و کانکتور ها در مجموع به 480 محصول مختلف می رسد. رله زیمنس در سری های مختلف LGB , LFS, LAL, LDU , LFE, LFL , ... به بازار عرضه شده اند که هر یک برای عملکرد در شرایط مختلف و برای کنترل یک یا چند شعله مناسب هستند. برخی از سری های رله زیمنس مطابق با استاندارد های آمریکایی برای دستگاه هایی که طبق استاندارد های فوت پوند و با دیمانسیون های آمریکایی و انگلیسی ساخته می شوند بکار گرفته می شوند که سری LFL از این دسته محصولات می باشند. یکی از محبوب ترین سری های رله زیمنس سری LFS می باشد که بعنوان Flame safeguard یا گارد امنیتی شعله شناخته می شود.رله زیمنس در سری LFS دارای تاییدیه های لازم برای عملکرد بصورت پیوسته بعنوان حسگر ناظر بر شعله های ناشی از گاز و روغن در عملکرد با یونیزاسیون Probe و با حسگر های فتوسل سری RAR9 دارند. قابلیت اتصال و کاربری رله زیمنس در این سری برای حسگر های UV در سری های QRA2 / QRA2M / QRA4 / QRA4M / QRA10 / QRA10M. میسر می باشد. رله زیمنس در سری LFS1 بصورت ترکیبی با واحد های کنترل LEC1، کنترل مشعل LME39.xxxRP و یا کنترلر های قابل برنامه ریزی مورد استفاده قرار می گیرند. امکان نمایش شرایط شعله بر روی رله زیمنس هم از طریق نمایش LED و هم بصورت سیگنال های خروجی DC 0...10 V میسر می باشد.
معرفی سری IFW 15 از رله کروم شرودر
رله کروم شرودر در سری IFW 15 بصورت متصل و همزمان با واحد کنترل شعله سری IFS کار می کند و قابلیت کنترل عملکرد یک یا چند شعله را بصورت همزمان دارد. امکان کنترل از طریق یونیزاسیون و همچنین از طریق حسگر UV برای رله کروم شرودر وجود دارد. این محصول آلمانی دارای استاندارد CE اتحادیه اروپا که یک استاندارد امنیتی است بوده که دلالت بر کیفیت و امنیت بالای کاربری این محصول دارد. رله کروم شرودر برای عملیات متنواب یا For intermittent operation طراحی و تولید می شود که دارای دو حسگر شعله یکی با کانتکت بسته و دیگری بصورت باز است.رله کروم شرودر KROMSCHRODER با اتصال اولین ولتاژ در مسیر قرار گرفته و اماده عملکرد می شود. زمانیکه احتراق فعال و شعله وجود دارد یک جریان d.c به رله اعمال انرژی می کند. در سیستم های کنترل چند شعله از یک واحد کنترل مانند IFS 110 IM هم برای کنترل کلیه شعله ها و هم برای کنترل مشعل اولیه استفاده می شود. از کابل های ولتاژ بالا در اتصال و کاربری رله کروم شرودر استفاده می شود که اغلب برای کاربری تا دمای 180 درجه سانتی گراد از کابل های سری FZLSi 1/7 و در دماهای پایین تر تا 80 درجه سانتی گراد از سری های پایین تر این کابل مانند سری FZLK 1/7 استفاده می شود.
مقایسه انواع و قابلیت های فیلتر نازل
سوخت گازوئیل یک سوخت با آلاینده های بسیار بالا می باشد که این آلاینده ها نه تنها در فاز جامد بلکه در فاز مایع نیز بصورت آب و روغن محلول ظاهر می شوند. آلاینده های گازوئیل هم در مرحله تولید، انتقال و ذخیره این سوخت در داخل تانکر ها پدید می آیند. فیلتر نازل در واقع آخرین نوع فیلتر در سر راه گازوئیل پیش از ورود به نازل می باشد که تنها قابلیت جذب آلاینده های فاز جامد و در ابعاد محدود را دارد. در واقع گازوئیل پیش از برخورد به فیلتر نازل توسط فیلتر های پیچی شکل Spin-on تا درصد بالایی تصفیه شده است.فیلتر نازل گازوئیل که به شکل استوانه ای با وزن بسیار پایین تولید می شود هم در متریال های مختلف و هم در روش های مختلفی تولید و به بازار عرضه می شود. انواع و شکل های مختلف فیلتر نازل به قرار زیر می باشد.
- فیلتر نازل کرکی با مش فلزی: این سری از فیلتر های نازل در واقع از کرک های طبیعی بعنوان مغزی استفاده کرده که در بیرون توسط مش های فلزی احاطه شده اند. فیلتر نازل گازوئیل از این نوع دارای قیمت بالاتری بوده و طول عمر بالایی نیز دارد.
- فیلتر نازل استنلس استیل: این نوع از فیلتر نازل گازوئیل در واقع از فشرده سازی سیم های نازک از جنس استنلس استیل و بصورت پرس کاری قالبی تولید می شود. طول عمر بالا و قابلیت جذب ذرات معلق گازوئیل در ابعاد متوسط از مشخصات کیفی این نوع فیلتر نازل می باشد. حداکثر سایز جذب آلاینده ها توسط این نوع فیلتر نازل 10-15 میکرون است.
- فیلتر نازل گازوئیل با بافت سلولزی: سلولز یک الیاف طبیعی و یکی از اصلی ترین ترکیبات در تولید فیلتر های صنعتی پیچی شکل است. استفاده از فیلتر نازل از جنس سلولز در جریان های کم فشار گازوئیل صورت می پذیرد.
فیلتر های نازل به ندرت از نوع پاششی یا سینتر نیز تولید می شوند که در نهایت الیاف آنها شبیه به حباب های ریز در کنار یکدیگر قرار می گیرند.
علائم بسته شدن حفره های فیلتر نازل
 فیلتر نازل در هر شکلی که باشد دارای حفره هایی برای عبور جریان گازوئیل می باشد. این حفره ها در طراحی مهندسی بگونه ای قرار می گیرند که حفره های با ابعاد بالاتر در بیرونی ترین لایه از فیلتر نازل و حفره های ریز تر در لایه های داخلی تر قرار گیرند که این نوع طراحی از بسته شدن و جلوگیری از عبور گازوئیل در بیرونی ترین لایه جلوگیری می کند. با این وجود با گذر زمان و عملکرد طولانی مدت نازل گازوئیل حفره های فیلتر نازل به تدریج بسته شده و نیاز به تعویض پیدا می کند. یکی از اصلی ترین علائمی که نشان از زمان تعویض فیلتر نازل دارد کاهش فشار پاشش گازوئیل در خروجی نازل می باشد. البته کاهش این فشار می توان ناشی از عدم عملکرد صحیح پمپ گازوئیل و یا بسته شدن حفره های فیلتر اصلی پیچی گازوئیل نیز باشد.
فیلتر نازل در هر شکلی که باشد دارای حفره هایی برای عبور جریان گازوئیل می باشد. این حفره ها در طراحی مهندسی بگونه ای قرار می گیرند که حفره های با ابعاد بالاتر در بیرونی ترین لایه از فیلتر نازل و حفره های ریز تر در لایه های داخلی تر قرار گیرند که این نوع طراحی از بسته شدن و جلوگیری از عبور گازوئیل در بیرونی ترین لایه جلوگیری می کند. با این وجود با گذر زمان و عملکرد طولانی مدت نازل گازوئیل حفره های فیلتر نازل به تدریج بسته شده و نیاز به تعویض پیدا می کند. یکی از اصلی ترین علائمی که نشان از زمان تعویض فیلتر نازل دارد کاهش فشار پاشش گازوئیل در خروجی نازل می باشد. البته کاهش این فشار می توان ناشی از عدم عملکرد صحیح پمپ گازوئیل و یا بسته شدن حفره های فیلتر اصلی پیچی گازوئیل نیز باشد.انواع ترانس جرقه زن مشعل
ترانس های جرقه زن را می توان بر حسب نوع اتصال، کاربری، درجه امنیتی و حساسیت به روش های مختلفی دسته بندی نمود. با این وجود در سفارش و خرید و ترانس جرقه زن اغلب تنها به تعداد وایر های اتصالی (تک وایر و دو وایر) از طرف خریداران اشاره می شود. دسته بندی های اصلی ترانس جرقه زن موجود در بازار مانند محصولات شکوه تولید ایران به قرار زیر هستند.- ترانس جرقه زن تک وایر: این ترانس تنها دارای یک وایر ورودی می باشد و اغلب در فرکانس 50 هرتز کار می کند. ترانس های تک وایر اغلب در تولید جرقه مشعل های گازی مورد استفاده قرار می گیرند اما قابلیت عملکرد با گازوئیل را نیز دارند. این ترانس جرقه زن دارای سیستم قطع اتوماتیک بوده و با امنیت بالایی مورد استفاده قرار می گیرد.
- ترانس جرقه زن دو وایر: این نوع ترانس دارای دو وایر ورودی می باشد که فاصله الکترود های آن اغلب در محدوده 3 الی 6 میلیمتر قرار می گیرد. ترانس جرقه زن دو ویر با برق تک فاز کار کرده و دارای ورودی استاندارد 220 ولتی است. این ترانس جرقه زن قابلیت اتصال در هر زاویه ای را داشته و در سیستم های مشعل دوگانه سوز یعنی هم برای تولید جرقه در مشعل های گازی و هم در مشعل های گازوئیلی مورد استفاده قرار می گیرد.
فاصله الکترود های ترانس جرقه زن می بایست بر حسب نوع و قدرت مشعل انتخاب شود. ترانس های جرقه زن اغلب دارای مصرف پایین، تلفات الکتریکی اندک و راندمان بالایی بوده و به سبب حساسیت در کاربری می بایست با رعایت استاندارد های امنیتی بالا و به دور از کابل های انتقال نصب گردند.
معرفی سری های مختلف از شیر برقی گازوئیل کروم شرودر KROM
 یکی از معتبر ترین برند های تولید کننده شیر برقی گازوئیل در دنیا که به تولید رله و ترانس نیز می پردازد برند المانی کروم شرودر Krom Schroeder آلمان است. سری های مختلفی از شیر برقی با این برند برای عبور گاز و گازوئیل در تجهیز مشعل های صنعتی و تاسیساتی به بازار عرضه شده اند که هر یک دارای مشخصات و مزایایی خاص برای کاربری های مشخص هستند. برخی از انواع سری های شیر برقی گازوئیل کروم شرودر بصورت تک و برخی بصورت سلونوئید دوبل طراحی و تولید شده اند و برخی از آنها نیز با کد خاص بصورت ترکیبی یک شیر برقی و رگلاتور به بازار عرضه می شوند. سری های مختلف از شیر برقی گازوئیل کروم شرودر به قرار زیر می باشند.
یکی از معتبر ترین برند های تولید کننده شیر برقی گازوئیل در دنیا که به تولید رله و ترانس نیز می پردازد برند المانی کروم شرودر Krom Schroeder آلمان است. سری های مختلفی از شیر برقی با این برند برای عبور گاز و گازوئیل در تجهیز مشعل های صنعتی و تاسیساتی به بازار عرضه شده اند که هر یک دارای مشخصات و مزایایی خاص برای کاربری های مشخص هستند. برخی از انواع سری های شیر برقی گازوئیل کروم شرودر بصورت تک و برخی بصورت سلونوئید دوبل طراحی و تولید شده اند و برخی از آنها نیز با کد خاص بصورت ترکیبی یک شیر برقی و رگلاتور به بازار عرضه می شوند. سری های مختلف از شیر برقی گازوئیل کروم شرودر به قرار زیر می باشند.- شیر برقی گازوئیل تک سلونوئید سری VAS: یکی از محبوب ترین سری های شیر برقی گازوئیل کروم سری VAS می باشد که بصورت تک سلونوئید مورد استفاده قرار می گیرد. این سری از شیر با پسوند های مختلفی به بازار عرضه شده است که پسوند N برای ورودی و خروجی سریع، پسوند L برای ورودی آرام و خروجی سریع، پسوند W برای عملکرد در ولتاژ 230 و Q عملکرد در ولتاژ 120 ولت طراحی شده اند.
- شیر برقی گازوئیل VCS با سلونوئید دوبل: این سری از شیر برقی با پسوند های W, Q , K به ترتیب برای عملکرد بصورت 230 ولت، 120 ولت و 24 ولت به بازار عرضه می شوند . این سری از شیر برقی گازوئیل برای محافظت و کنترل سوخت رسانی به مشعل ها و لوازم خانگی استفاده می شود. برای استفاده در سیستم های کنترل گاز و ایمنی در کلیه بخش های صنایع آهن، فولاد، شیشه و سرامیک و همچنین در تولید حرارت تجاری مانند صنایع بسته بندی، کاغذ و مواد غذایی از این سری از شیر برقی گازوئیل استفاده گسترده ای می شود.
- شیر برقی گازوئیل کروم سری VAD: این سری از سیر برقی در واقع بصورت تلفیقی از یک رگلاتور کنترل فشار با شیر می باشد. کد W از این شیر برقی با قابلیت عملکرد بصورت 230 ولت، کد Y بصورت 200 ولت، کد Q بصورت 120 ولتT P بصورت 100 و K بصورت 24 ولت کار می کند.
سری های بسیار متنوعی دیگری از محصولات کروم شرودر بصورت شیر برقی گازوئیل و گاز به بازار عرضه می شوند که شامل VMV که شیر های تطابق دهنده هستند می باشد. اطلاعات فنی شیر ها شامل نوع سیت بکار گرفته شده در اتصال نیز می باشد که برای انواع مختلف شیر برقی گازوئیل کروم در دو نوع A معرف سیت های استاندارد و B سیت های محدود شده می باشند.
انواع و اجزای بوبین شیر برقی
 بصورت کلی بوبین شیر های برقی را می توان در دو دسته بوبین های یکپارچه و بوبین های جدا دسته بندی نمود. اجزای تشکیل دهنده هر دو نوع بوبین یکسان هستند با این تفاوت که در نوع یکپارچه بوبین بخش جدا نشدنی از شیر بوده و در صورت بروز مشکلات فنی می بایست بصورت کامل شیر برقی را باز نمود حال آنکه بوبین های جدا بصورت یک قطعه و الکتریکی با قابلیت جداسازی سریع می باشند و در صورت بروز مشکل نیازی به باز نمود کامل شیر نیست. هر دو نوع بوبین شیر برقی دارای اجزای تشکیل دهنده یکسان به قرار زیر هستند.
بصورت کلی بوبین شیر های برقی را می توان در دو دسته بوبین های یکپارچه و بوبین های جدا دسته بندی نمود. اجزای تشکیل دهنده هر دو نوع بوبین یکسان هستند با این تفاوت که در نوع یکپارچه بوبین بخش جدا نشدنی از شیر بوده و در صورت بروز مشکلات فنی می بایست بصورت کامل شیر برقی را باز نمود حال آنکه بوبین های جدا بصورت یک قطعه و الکتریکی با قابلیت جداسازی سریع می باشند و در صورت بروز مشکل نیازی به باز نمود کامل شیر نیست. هر دو نوع بوبین شیر برقی دارای اجزای تشکیل دهنده یکسان به قرار زیر هستند.- سیم پیچ بوبین: ]مانطور که در بالا گفته شد سیم پیچ از جنس مسی (لاکی) یکی از اجزای اصلی در تولید میدان مغناطیسی بر اثر عبور جریان الکتریکی از بوبین شیر برقی محسوب می شود.
- هسته فلزی بوبین: این هسته در مرکز و یا در موارد دوبل در دو سمت سیم پیچ قرار می گیرد.و هسته های دوبل بصورت یک هسته ثابت و یک هسته متحرک در مجاورت بوبین شیر برقی قرار می گیرند.
- فنر بوبین شیر برقی: از یک فنر پیچشی در ساختمان بوبین استفاده می شود که در زمان باز شدن شیر توسط هسته بوبین شیر برقی جمع (منقبض) شده و زمانیکه جریان قطع می شود میدان مغناطیسی قطع شده هسته با منبسط شدن فنر به حالت اصلی برگشته و تیغه (سنبه) بوبین شیر برقی که جریان سیال را کنترل می کند به وضعیت اولیه خود باز می گردد.
- شنبه یا تیغه بوبین: أر واقع دریچه اصلی کنترل کننده جریان شیر برقی که بصورت متصل و توسط بوبین شیر برقی کنترل می شود تحت نام سنبه یا تیغه می باشد.
طراحی های مختلف از بوبین ها که در اتصالات کنتاکتور ها و یا ترانسفورماتور ها بکار گرفته می شوند می توانند اجزای دیگری نیز داشته باشند. این امر می تواند در مورد بوبین های AC لمینت، روتاری یا چرخشی و همچنین بوبین های DC-C Frame و D frame صادق باشد.
تفاوت پرشر سوئیچ مکانیکی و الکترونیکی در چیست؟
تفاوت پرشر سوئیچ مکانیکی و الکترونیکی در عملکرد، دقت و زمان پاسخ آنها مشخص میشود. پرشر سوئیچ مکانیکی از دیافراگم یا پیستون برای تشخیص فشار استفاده کرده و با یک کنتاکت مکانیکی SPDT یا DPDT سیگنال خروجی میدهد، دقت آن معمولاً ±۱ تا ±۲٪ F.S و زمان پاسخ حدود ۱۰ تا ۳۰ میلی ثانیه است. در مقابل پرشر سوئیچ الکترونیکی از سنسور فشار Piezo یا strain gauge بهره میبرد و سیگنال دیجیتال یا آنالوگ با دقت ±۰٫۲ تا ±۰٫۵٪ F.S تولید میکند، زمان پاسخ کمتر از ۵ میلی ثانیه است. پرشر سوئیچ الکترونیکی قابلیت تنظیم رنج فشار گستردهتر، ارتباط مستقیم با PLC و ذخیره دادههای عملیاتی را دارد، در حالی که نمونه مکانیکی ساختار سادهتر، عمر طولانیتر تا ۱۰,۰۰۰ سیکل و نصب آسان با مقاومت بالاتر در محیطهای خشن را ارائه میدهد.
فاکتور های موثر بر قیمت و خرید پرشرسوئیچ
خرید پرشر سوئیچ و فروش پرشر سوئیچ به عوامل متعددی بستگی دارد که مستقیماً بر قیمت پرشر سوئیچ تاثیر میگذارند. از جمله این عوامل میتوان به محدوده فشار کاری، دقت اندازهگیری، جنس بدنه، نوع اتصال، کلاس حفاظتی و زمان پاسخ دستگاه اشاره کرد. برای برندهای معتبر مانند Wika، Honeywell و Ashcroft، قیمت پرشر سوئیچ صنعتی با فشار ۰٫۵ تا ۶۰۰ بار و دقت ±۱٪ F.S معمولاً بین ۱۲۰ تا ۴۵۰ دلار است. انتخاب نوع سیگنال الکتریکی SPDT یا DPDT و توان جریان کاری ۱۰ آمپر نیز میتواند قیمت را تا ۱۰٪ افزایش دهد. طول عمر مفید ۵ تا ۱۰ سال و استانداردهای بینالمللی ISO 9001 از دیگر فاکتورهای مهم در خرید و فروش پرشر سوئیچ محسوب میشوند.
- محدوده فشار کاری: 0.5 تا 600 بار
- دقت اندازهگیری: ±1% F.S
- جنس بدنه: فولاد ضد زنگ یا آلومینیوم مقاوم
- نوع اتصال: رزوه NPT یا BSP سایز 1/4 تا 1 اینچ
- کلاس حفاظتی: IP65 برای محیط های مرطوب و گرد و غبار
- زمان پاسخ: کمتر از 10 میلی ثانیه
- نوع سیگنال الکتریکی: SPDT یا DPDT
- توان جریان کاری: تا 10 آمپر در 240V AC یا 30V DC
- طول عمر مفید: 5 تا 10 سال
- استانداردهای بینالمللی: ISO 9001
سری های مختلف نازل گازوئیل با برند DANFOSS
Danfoss and Hago® برندی پیشرو در جهان در تولید نازل گازوئیل اسپری دقیق برای ارائه طیف گسترده ای از کاربردها، ظرفیت ها و زوایای پاشش است. این برند از انواع فولاد ضد زنگ و برنج در تولید محصولات استفاده کرده که کلیه محصولات مورد تست کیفی قرار می گیرند. نازل های Danfoss و Hago® - عملکرد، کیفیت و قابلیت اطمینان را برای بیش از 80 سال برای شما به ارمغان می آورد. نازل گازوئیل با برند DANFOSS در رینج متنوعی برای عملکرد در شرایط مختلف با زوایای پاششی مختلفی تولید شده که نیاز های صنعتی مختلفی را پوشش می دهد.- نازل گازوئیل دانفوس سری HFD/HD: این سری از نازل گازوئیل که به رنگ نقره ای می باشند برای سیستم های پر فشار با دبی بالای سوخت طراحی و تولید می شوند. نازل گازوئیل فولادی DANFOSS بصورت توخالی یا الگوی اسپری جامد در 3 زاویه اسپری مختلف با ظرفیت های 0.3 تا 2.50 USgal/h. انواع HFD و SFD دارای دو فیلتر برنز متخلخل هستند در حالی که انواع HD و SD فقط یک فیلتر نازل دارند. فیلتر نازل مورد استفاده بر روی این محصول از نوع مش برنز یا مونل متخلخل می باشد. ظرفیت عملکرد ایده آل برای این سری از نازل گازوئیل دانفوس 0.6 USgal/h (گالن در ساعت) معادل 2.24 کیلوگرم در ساعت در استاندارد بین المللی می باشد.
- نازل گازوئیل دانفوس تیپ M و MW: این دو تیپ از نازل گازوئیل دانفوس DANFOSS هم در جنس استنلس استیل و هم در جنس برنزی به بازار عرضه می شوند. حداکثر دبی جریان سوخت مورد استفاده در عملکرد این نازل گازوئیل 5.00 gal/h گالن بر ساعت بوده و دارای زاویه پاشش 120 درجه بصورت توخالی است. از این نازل دانفس تغلب بعنوان پاشنده آب استفاده می شود.
برند دانفوس از جمله برند های شناخته شده در دنیا می باشد که کلیه محصولات تولیدی این شرکت مورد تست قرار گرفته و دارای استاندارد CE اتحادیه اروپا می باشد. مقاومت در عملکرد، حفظ راندمان بالا پس از کارکرد طولانی ناشی از بکارگیری متریال هایی با کیفیت بسیار بالا و تکنولوژی بالای این برند در تولید نازل گازوئیل با حداکثر دقت ابعادی می باشد.
اجزای بدنه فیلتر گازوئیل لیفتراک از نوع سپرایتور
فیلتر سپرایتور گازوئیل لیفتراک تنها به شکل استوانه ای تولید می شود که برخی از آنها بصورت یکتکه فلزی بوده و برخی دیگر برای داشتن قابلیت دیدن وضعیت مخزن آب دارای یک قسمت پلاستیکی هستند. فیلتر گازوئیل لیفتراک از نوع سپرایتور بر خلاف نمونه های سنتی که تنها بصورت یک تکه و تنها از الیاف سلولزی تولید می شدند از قرار گرفتن یک لایه چین خورده از الیاف طبیعی سلولز به دور یک لایه الیاف با تراکم بالا که از ترکیبات مصنوعی تولید شده اند تشکیل می شود. در قسمت پایینی فیلتر سپرایتور گازوئیل لیفتینگ را نیز یک مخزن همراه با یک دریچه که قابلیت تخلیه آب را از داخل مخزن فراهم می کند قرار گرفته است.فیلتر گازوئیل لیفتراک بر حسب سایز و قابلیت های لیفتراک که چه دبی از جریان گازوئیل را طلب می کند می تواند ارتفاعات مختلفی داشته باشد. اتصال فیلتر گازوئیل لیفتراک از نوع سپرایتور آبگیر با بکارگیری یک سیل صورت می پذیرد که این سیل در داخل کیت فیلتر قرار گرفته از نوع پلیمری تولید شده و از متریال هایی انتخاب شده است تا مقاومت در برابر گازوئیل داشته و تجزیه نشود.
مزایای کاربری فیلتر گازوئیل از نوع سپرایتور بر روی لیفتراک ها
لیفتراک ها از موتور دیزل که مصرف کننده سوخت گازوئیل است استفاده می کنند. سوخت گازوئیل مملو از انواع آلودگی ها می باشد که برخی به شکل سنگ ریزه، خاک، گرد و غبار و الیاف و برخی نیز در فاز مایع به شکل قطرات ریز آب هستند. فیلتر گازوئیل لیفتراک در گذشته با ساختاری شبیه به فیلتر روغن یعنی تنها با بکارگیری الیاف سلولزی در قسمت کارتریج تولید می شود. نسل جدید از فیلتر گازوئیل لیفتراک بصورت سپرایتور آبگیر تولید می شود. این سری از فیلتر ها علاوه بر جذب ذرات جامد قطرات ریز آب را نیز جذب، ادغام و با سقوط این قطرات به کف مخزن فیلتر و تخلیه به حذف آب از گازوئیل پیش از ورود به محفظه احتراق لیفتراک کمک می کنند.فیلتر گازوئیل از نوع سپرایتور آبگیر اتصالی بر روی لیفتراک ها با جذب آب مانع از تماس قطرات آب با سوزن و اجزای انژکتور شده و مانع از زنگ زدگی این قطعات می شود. علاوه بر افزایش طول عمر اجزای موتور لیفتراک استفاده از فیلتر سپرایتور بر روی لیفتراک ها به منظور تصفیه گازوئیل سبب افزایش دمای احتراق شده و گشتاور خروجی از موتور لیفتراک را افزایش می دهد.
مشخصات مکانیکی لودر ولوو L90 VOLVO
لودر ولوو L90 در سری های B, D, E و F به بازار عرضه شده که تمام آنها از نوع لودر های چرخ لاستیکی می باشند. ضریب گشتاور لودر L90 برای اغلب کد ها 2.66:1 می باشد. لوازم اتصالی بر روی لودر L90 ولوو VOLVO اغلب با برند ولوو بالاخص در قسمت موتوری و در بخش های هیدرولیکی با برند های معتبری چون زا.ور دانفوس مورد استفاده قرار گرفته اند. ولوو مارکت عرضه کننده لوازم یدکی لودر ولوو در کد های مختلف بصورت اصلی و طرح در ایران است. لودر ولوو L90 دارای حداکثر سرعت رو به جلو برابر 39.7 کیلومتر بر ساعت و حداکثر سرعت رو به عقب برابر 24.9 کیلو متر بر ساعت می باشد. لودر L90 در سری D دارای باکت با ظرفیت 2.2 الی 7 متر مکعب حجم بوده و این لودر VOLVO دارای وزنی برابv 16 تن است. قابلیت های مکانیکی و توان لودر ولوو L90 أر سری های جدید تر مانند سری E , F مطابق با استاندارد های روز دنیا افزایش پیدا کرده اند. قطعات و لوازم یدکی لودر ولوو L90 VOLVO بسته به برند و شرایط کاری می توانند دارای دوام و طول عمر کاری مختلفی باشند.لوازم یدکی لودر L90 ولوو با برند نورتک NORTEQ
برند نورتک NORTEQ ترکیه یکی از شناخته شده ترین برند های عرضه کننده کلیه لوازم یدکی بیل مکانیکی و لودر ولوو از جمله سری L90 محسوب می شود. این برند هر چند تولیداتی نداشته و بصورت محدود به تولید دنده های گیربکس و چرخ ماشین های راهسازی ولوو مبادرت دارد اما به فعالیت در سطح جهانی در زمینه عرضه محصولات و قطعات یدکی بیل و لودر ولوو مبادرت دارد. لوازم یدکی لودر ولوو L90 با برند نورتک NORTEQ ترکیه بصورت قطعه OE در برخی بخش ها و OEM در برخی دیگر بوده و دارای طول عمر و دوام بسیار بالا و قیمت مناسبی هستند. در زمینه صفحات گیربکس های لودر L90 ولوو محصولات نورتک بصورت اصلی از کشور انگلستان عرضه می شوند. ولوو مارکت بصورت نمایندگی برند نورتک ترکیه در زمینه واردات و فروش لوازم یدکی لودر ولوو L90 فعالیت دارد.برند های معتبر تولید کننده لوازم موتوری لودر L90 ولوو VOLVO
موتور لودر L90 ولوو بصورت اصلی با کد TD61 و توسط خود برند ولوو سوئد VOLVO طراحی و تولید شده اند. این موتور ها دیزلی 6 سیلندر بوده و دارای قدرت پیشران بالایی هستند. با این وجود قطعات و لوازم موتوری لودر نیز مانند دیگر قطعات صنعتی در طولانی مدت دچار استحلاک شده و نیاز به تعویض پیدا می کنند. از میان تولید کنندگان برتر لوازم یدکی لودر L90 در قسمت موتوری که محصولات آن در ایران نیز وجود داشته باشند برند هایی مانند نورال و کلبن شناخته شده تر هستند. البته در همین رده و حتی بالاتر از دیگر تولید کنندگان المانی لوازم یدکی لودر ولوو در بخش موتور می توان به برند ماهله MAHLE آلمان اشاره نمود که محصولات آن به ندرت در بازار ایران یافت می شوند. برند هایی مانند نورتک ترکیه و SLP نیز اغلب در نقش تامین کننده لوازم یدکی لودر L90 فعالیت داشته و خود تولیداتی ندارند.برند های تولید کننده لوازم هیدرولیک لودر L90
هر چند بسیاری از محصولات موجود در بازار برای تامین قطعات و لوازم یدکی لودر ولوو VOLVO محصول کشور چین هستند اما در مورد قطعات هیدرولیک به این ترتیب نیست. در واقع با توجه به تلرانس ابعادی بسیار پایینی که در طراحی و تولید لوازم هیدرولیک لودر ولوو ال 90 VOLVO L90 بکار گرفته می شود تنها تولید کنندگان معتبر ترجیح به تولید این قطعات می کنند هر چند که در دهه گذشته برخی برند های چینی بصورت اصلی با نام برند خود و یا بصورت طرح و کپی شده از برند های معتبر تولید کننده لوازم هیدرولیک لودر ولوو به تولید این قطعات پرداخته اند. بدون ترتیب یکی از معتبر ترین تولید کنندگان پمپ های هیدرولیک برای لودر L90 ولوو برند رکسروت Rexroth می باشد که به تولید قطعات با کد ها و شماره های فنی مختلفی می پردازد. برند آمریکایی پارکر Parker یکی دیگر از شناخته شده ترین تولید کنندگان لوازم هیدرولیک لودر ولوو L90 می باشد که به تولید قطعات هیدرولیک طبق استاندارد ASTM می پردازد. در زمینه تولید پمپ های هیدرولیک برند هایداک HYDAC آلمان نیز نیازی به معرفی نداشته و تولید شده طبق استاندارد صنایع کشور آلمان که یکی از با کیفیت ترین استاندارد ها از نظر مشخصات فنی است می باشد. در زمینه تولید آکومولاتور که بعنوان یک قطعه هیدرولیکی پنوماتیکی اتصالی بر روی لودر ال 90 می باشد برند هایداک، پارکر و اولائر فرانسه از پیشگامان تولید این قطعه صنعتی محسوب می شوند.لوازم یدکی برند NORTEQ برای لودر ال120 ولوو VOLVO L120
لودر ولوو ال120 VOLVO 120 بالاخص در سری های مدرن تر L120E, L120F با بکارگیری ضریب تلرانس کمتری در بخش های مختلف موتوری و بالاخص هیدرولیک تولید شده است. استفاده از لوازم یدکی لودر ال120 با برند های معتبر تر هر چند هزینه بالاتری را به دنبال دارد اما تضمین افزایش عمر اجزای موتور، هیدرولیک و دیگر قطعات لودر L120 ولوو می باشد. یکی از برند هایی که در طی چند سال اخیر به عرضه محصولات و لوازم یدکی لودر ولوو بصورت اصلی و اورجینال پرداخته است برند ترکیه ای نورتک NORTEQ می باشد. این برند هر چند خود تولیدات محدودی در زمینه دنده جات چرخ و گیربکس دارد اما کلیه لوازم یدکی ماشین آلات راهسازی ولوو VOLVO را هم بصورت OE و هم بصورت OEM عرضه می کند.استفاده از لوازم یدکی اورجینال بر روی لودر L120 ولوو ال120 بالاخص در بخش موتور و در زمینه تولید اجزای هیدرولیک در واقع زمان خواب دستگاه را کاهش داده و توجیه اقتصادی دارد. بکارگیری برند هایی مانند رکسروت و هایداک در بخش لوازم یدکی هیرولیک لودر ال120، بکارگیری لوازم یدکی با برند والئو در بخش لوازم برقی لودر ولوو L120 و برند هایی چون نورال و کلبن در بخش لوازم موتوری پیشنهاد گروه صنعتی ولوو مارکت می باشد.
انواع فیلتر های و لوازم مصرفی موتوری لودر ولوو ال120 VOLVO L120
لودر ال120 ولوو L120 از یک موتور احتراق داخلی از نوع دیزلی گازوئیل سوز استفاده کرده و مانند دیگر موتور های احتراق داخلی نیاز به روغن رسانی به منظور روانکاری موتور، آبرسانی به منظور خنک کاری موتور و تامین سوخت می باشد. انواع فیلتر صنعتی بر روی موتور های دیزلی اتصال پیدا کرده و جزو قطعات و لوازم یدکی مصرفی لودر L120 ولوو VOLVO محسوب می شوند. مهمترین فیلتر اتصالی بر روی موتور دیزلی فیلتر گازوئیل یا فیلتر سپرایتور آبگیر گازوئیل می باشد که در نسل های جدید مورد استفاده قرار می گیرد. از آنجایی که سوخت گازوئیل دارای انواع آلودگی ها در فاز جامد و مایع می باشد بکارگیری فیلتر سپرایتور آبگیر که اغلب با برند ولوو VOLVO بر روی این موتور ها اتصال پیدا می کند مهمترین نوع فیلتر صنعتی اتصالی موتور لودر ولوو ال120 می باشد. از دیگر فیلتر های مهم اتصالی بر روی لودر L120 که از قطعات مصرفی موتوری محسوب می شود فیلتر روغن می باشد که از نوع پیچی spin-on مورد استفاده قرار می گیرد. فیلتر هوای موتور نیز که بر روی منیفولد ورودی موتور لودر L120 ولوو اتصال پیدا می کند از دیگر قطعات یدکی موتوری محسوب می گردد که در ولوو مارکت قابل عرضه هستند. فروش لوازم یدکی لودر ولوو با بهترین قیمت و مناسب ترین برند ها در ولوو مارکت صورت می پذیرد.معرفی برند های برتر تولید کننده لوازم هیدرولیک لودر ولوو L120
لودر ولوو ال 120 VOLVO L120 بالاخص در سری های جدیدتر با کد های L120E , L120F از قطعات و لوازم هیدرولیک با حساسیت و کیفیت بسیار بالایی استفاده می کند که تاثیر قابل توجهی در بهبود توان و گشتاور خروجی این ماشین ها دارد. از میان انواع مختلف لوازم یدکی لودر ولوو پیشنهاد گروه صنعتی ولوو مارکت خرید و تعویض لوازم هیدرولیک لودر با قطعات اورجینال OE و یا با برند های برتر تولید کننده این قطعات می باشد که در زیر به معرفی آنها می پردازیم. بدون تردید یکی از شناخته شده ترین برند های تولید کننده پمپ هیدرولیک و شیر آلات هیدرولیک لودر ال120 ولوو برند رکسروت Rexroth می باشد که دقت و فناوری در تولید از مشخصه های بازر کیفی این برند می باشد. برند پارکر آمریکا یکی دیگر از برند های شناخته شده تولید کننده لوازم هیدرولیک لودر ولوو می باشد.فیلتر و لوازم یدکی مصرفی گیربکس لودر L120 ولوو
گیربکس لودر ال120 ولوو VOLVO L120 در روغن عمل کرده که این روغن هم در روانکاری و هم در خنک کاری دنده های گیربکس نقش مثبت ایفا کرده و به کاهش آلودگی صوتی ناشی از عملکرد گیربکس نیز کمک می کند. روغن گیربکس و فیلتر گیربکس دو مورد از لوازم یدکی مصرفی گیربکس لودر ولوو L120 محسوب می شوند که دوره تعویض روغن گیربکس بر حسب شرایط کاری و توان مصرفی لودر بوده و طولانی تر از دوره تعویض روغن موتور دیلی لودر می باشد. کلیه لوازم یدکی لودر ولوو بصورت تخصصی در ولوو مارکت عرضه می شود. فیلتر گیربکس یکی دیگر از لوازم یدکی مصرفی لودر ال120 در قسمت گیربکس می باشد که بصورت پیچی Spin-on مورد استفاده قرار می گیرد. این فیلتر ها متشکل از یک قوطی فلزی در بیرون هستند که در داخل آنها کارتریج های استوانه ای واقع شده که اغلب با بکارگیری الیاف طبیعی سلولزی با قابلیت جذب پلیسه های فلزی قرار دارند. بکارگیری و تعویض به موقع فیلتر گیربکس لودر ولوو ال120 VOLVO L120 مانع از تجمع آلاینده های ریز فلزی و رسوب بین دنده های گیربکس شده و به بهبود عملکرد، افزایش راندمان و افزایش طول عمر گیربکس لودر L120 ولوو می انجامد.فیلتر و لوازم یدکی مصرفی موتور لودر ولوو BM 4400
موتور دیزلی لودر ولوو BM 4400 گازوئیل سوز بوده و از این رو یکی از مهمترین فلیتر های اتصالی بر روی این موتور ها فیلتر گازوئیل می باشد. با توجه به اینکه سوخت گازوئیل دارای درصد بسیار بالایی از آلاینده ها است فیلتر گازوئیل موتور لودر ولوو BM از نوع فیلتر سپرایتور آبگیر گازوئیل مورد استفاده قرار می گیرد. این فیلتر بصورت پیچی طراحی شده و دارای مخزنی برای تخلیه آب جدا شده از سوخت گازوئیل می باشد. از دیگر لوازم یدکی لودر ولوو BM 4400 می توان به فیلتر های روغن اشاره نمود که به منظور حذف ذرات جامد معلق در روغن که نقش روان کننده را در موتور ایفا می کنند مورد استفاده قرار می گیرد. فیلتر روغن صنعتی بر روی لودر ولوو VOLVO با برند های مختلفی از جمله فیلتر ولوو VOLVO ، فیلتر مان MANN محصول کشور آلمان، فیلتر های آمریکایی مانند دونالدسون، ویکس و بالدوین اتصال پیدا می کند. از دیگر فیلتر های اتصالی بر روی موتور لودر ولوو BM می توان به فیلتر هوای موتور اشاره نمود که بصورت استوانه ای کارتریجی مورد استفاده قرار می گیرد. بازرگانی ولوو ماکت وارد کننده و عرضه کننده کلیه لوازم یدکی لودر و بیل مکانیکی ولوو در ایران است.برند های برتر تولید کننده لوازم یدکی لودر ولوو VOLVO BM 4400
لودر ولوو 4400 BM از سری قدیمی ماشین های راهسازی تولید شده توسط این برند سوئدی می باشد که قطعا بر اثر طول عمر بالا و عملکرد تحت تنش های سخت به مرحله ای رسیده است که نیاز به تعویض قطعات، تمیر در برخی موارد و خرید و جایگذاری لوازم یدکی لودر ولوو دارد. لوازم یدکی لودر ولوو BM 4400 در بخش های مختلف با برند های مختلفی تولید می شود که برخی از بخش ها مانند لوازم هیدرولیک دارای حساسیت بالاتری بوده و می بایست حتما با قطعات OE و یا OEM با کیفیت بسیار بالا جایگزین شوند و برخی دیگر مانند قطعات مصرفی موتور از جمله فیلتر ها دارای حساسیت کمتری بوده و می توان از برند های متفرقه نیز استفاده شوند. از برند های برتر تولید کننده لوازم یدکی لودر ولوو BM 4400 VOLVO در بخش موتوری می توان به برند کلبن و ماهله MAHLE آلمان اشاره نمود که محصولات تولیدی این برند ها هم رده با محصولات تولید برند اصلی لودر ولوو برای موتور های TD60 اتصالی بر روی لودر 4400 BM می باشند. از برند های شناخته شده تولید کننده رینگ به برند قدسه GOTZE آلمان می توان اشاره نمود که در کنار برند نورال آمریکا که به تولید بوش و پیستون برای لودر ولوو بی ام 4400 می پردازد قرار می گیرد. از جمله تولید کنندگان لوازم یدکی هیدرولیک لودر ولوو 4400 BM می توان به برند رکسروت و هایداک HYDAC اشاره نمود که علاوه بر تولید پمپ های هیدرولیک به تولید شیر ها و آکومولاتور نیز می پردازند. برند هایی مانند پارکر نیز ار برند های آمریکایی تولید کننده لوازم یدکی هیدرولیک لودر ولوو 4400 BM »حسوب می شوند. برند پارکر بصورت شراکتی با برند اولائر فرانسه به تولید آکومولاتور نیز بعنوان لوازم یدکی هیدرولیک لودر ولوو 4400 BM VOLVO می پردازد.صفحات ترمز چرخ لودر ولوو بی ام BM 4400
از صفحات اصطکاکی در قسمت ترمز چرخ لودر ولوو بی ام BM4400 استفاده می شود. این صفحات اغلب بصورت ترکیبی یعنی یک صفحه فلزی در کنار یک صفحه گرافیتی و یا برنزی مورد استفاده قرار می گیرد که تعداد آنها می توانند متفاوت باشند. صفحه های اصطکاکی از جمله لوازم یدکی لودر ولوو هستند که بر اصر اصطکاک در حرکت دچار استحلاک شده، تاب بر داشته و یا بصورت کامل دچار سایش شده و نیاز به تعویض پیدا می کنند. برند های معتبری در دنیا به تولید صفحه های اصطکاکی ترمز چرخ لودر ولوو بی ام BM4400 می پردازند که از این میان برند های FMC محصول کشور انگلستان، میبا MIBA از دیگر برند های اروپایی تولید کننده صفحه جات ترمز و گیربکس لودر که مطابق با استاندارد های کیفی انحادیه اروپا تولید می شوند از شناخته شده ترین انها می باشند. صفحه های اصطکاکی ترمز چرخ لودر ولوو BM 4400 با برند های چینی با کیفیت بالا و با قیمتی مناسب تر نیز در ولوو مارکت عرضه می شوند.استعلام قیمت لوازم برقی اودر ولوو بی ام BM 4400 با برند والئو و نورتک
یکی از فاکتور های مهم در انتخاب و خرید لوازم یدکی برقی لودر ولوو بی ام BM4400 قطعات قیمت قطعات می باشد. بدیهی است که برند های معتبری که به تولید این قطعات می پردازند مانند برند والئو VALEO بصورت قطعات اصلی بر روی لوودر ولوو بی ام مورد استفاده قرار گرفته و قیمت بالاتری دارند. برخی از برند ها مانند برند نورتک NORTEQ که یک برند ترکیه ای می باشد در واقع به بسته بندی محصولات OE و OEM با برند های معتبر تحت نام برند خود پرداخته و قیمت لوازم یدکی لودر ولوو با این برند نسبت به نمونه های اصلی پایین تر اما در پک محصول اصلی قرار داده شده است. پیشنهاد راهساز مارکت (ولوو مارکت) خرید قطعات و لوازم لودر ولوو BM 4400 بصورت اصلی می باشد و این امر بالاخص در مورد قطعات یدکی برقی که دارای حساسیت بسیار بالایی به شوک های الکتریکی دارند بیشتر نیز می باشد. در واقع از آنجا که هزینه خواب دستگاه و هزینه های جانبی مربوط به باز کردن بخش های مختلف لودر ولوو بی ام BM بالا می باشد انتخاب و خرید قطعات با برند های معتبر توجیه اقتصادی دارد.فیلتر و لوازم هیدرولیک مصرفی لودر ولوو بی ام VOLVO BM 4400
سیستم های هیدرولیکی به منظور جلوگیری از عدم نشتی روغن در فشار بالا با تلرانس ابعادی بسیار پایینی تولید شده و دارای حساسیت بالایی هستند. در واقع یکی از لوازم یدکی لودر ولوو که پیشنهاد می شود حتما بصورت قطعات OE و یا OEM با برند های شناخته شده مورد استفاده قرار گیرد قطعات هیدرولیک لودر ولوو بی ام BM 4400 هستند. به سبب حساسیت در کاربری استفاده از فیلتر های هیدرولیک با کیفیت بسیار بالا سبب جذب آلاینده های روغن هیدرولیک به میزان حداکثری شده و طول عمر اجزای هیدرولیک را افزایش می دهد. فیلتر هیدرولیک لودر ولوو بی ام BM 4400 بصورت استوانه ای و پیچی مورد استفاده قرار می گیرد. کارتریج این سری از فیلتر های صنعتی به منظور داشتن قابلیت عملکرد در فشار و دمای بالای روغن هیدرولیک اغلب بصورت مش های ریز فلزی مورد استفاده قرار می گیرند. از شناخته شده ترین برند های تولید کننده فیلتر هیدرولیک که از لوازم هیدرولیک مصرفی لودر ولوو بی ام محسوب می شود برند هایداک HYDAC آلمان می باشد که بصورت کلی در زمینه تولید قطعات هیدرولیکی-پنوماتیکی فعالیت دارد. بدیهی است که فیلتر ولوو VOLVO تولید برند مادر ولوو بعنوا قطعه اصلی OE بر روی لودر های ولوو BM 4400 مورد استفاده قرار می گیرند.معرفی لوازم یدکی برند NORTEQ برای لودر ولوو بی ام BM4500 VOLVO
لوازم یدکی لودر ولوو بی ام BM 4500 در رده های مختلف شامل قطعات اصلی OE بصورت اورجینال تولید برند ولوو سوئد، بصورت OEM تولید برند های شناخته شده مورد تایید برند ولوو و بصورت طرح که اغلب چینی هستند در بازار عرضه می شود. بر حسب میزان بودجه و حساسیت قطعه از لوازم یدکی لودر ولوو در رده های مختلف استفاده می شود. یکی از برند های شناخته شده در زمینه عرضه لوازم یدکی لودر ولوو بی ام BM 4500 که به عرضه انواع لوازم یدکی موتوری، برقی، هیدرولیک، گیربکس و جک می پردازد برند نورتک NORTEQ محصول کشور ترکیه است. برند نورتک ترکیه خود تولیداتی نداشته و تنها بصورت محدود به تولید دنده جات گیربکس وچرخ لودر ولوو بی ام می پردازد. با این وجود این برند به سبب خرید انبوه و فعالیت مستمر با برند های OEM به عرضه محصولات با قیمت بسیار مناسب می پردازد. در واقع در داخل پک محصولات و لوازم یدکی لودر ولوو بی ام BM 4500 با برند نورتک NORTEQ محصولات OEM با برند های برتر بسته بندی شده و تنها تحت نام این برند و با قیمت مناسب تری نسبت به خرید مستقیم لوازم یدکی OEM به فروش می رسند. ولوو مارکت بصورت نمایندگی مستقیم فروش لوازم یدکی نورتک NORTEQ در ایران فعالیت دارد.لوازم و فیلتر های اتصالی موتور لودر ولوو بی ام BM4500
موتور TD61 اتصالی بر روی لودر ولوو BM بی ام 4500 یک موتور دیزلی با سوخت گازوئیل می باشد. گازوئیل یکی از آلوده ترین نوع سوخت با درصد بالایی از آلاینده ها هم بصورت گرد و غبار و سنگ ریزه یعنی در فاز جامد و هم بصورت قطرات ریز آب معلق یعنی در فاز مایع می باشد. یکی از مهمترین فیلتر ها که در دسته لوازم یدکی موتوری لودر ولوو بی ام BM 4500 قرار می گیرد فیلتر گازوئیل می باشد. در گذشته از فیلتر گازوئیل بصورت ساده که تنها دارای یک کارتریج سلولزی برای جذب آلاینده های فاز جامد بود بر روی موتور لودر ولوو بی ام 4500 استفاده می شده است. در کاربری های مدرن به منظور جلوگیری از قطرات ریز آب از طریق گازوئیل به داخل موتور که سبب زنگ زدگی انژکتور و دیگر اجزای موتور می شود از فیلتر سپرایتور آبگیر گازوئیل استفاده می شود که علاوه بر حذف سنگ ریزه و گرد و غبار به جذب و ادغام و در نتیجه حذف قطرات ریز آب نیز می پردازد. از دیگر لوازم یدکی لودر ولوو که در قسمت موتوری مورد استفاده قرار می گیرد می توان به فیلتر روغن موتور اشاره نمود. فیلتر روغن موتور با جذب و حذف پلیسه های فلزی، دوده و رسوبات موتور سبب بهبود فرایند احتراق و مانع از ایجاد سایش بین بوش، پیستون و رینگ موتور شده به روانکاری موتور لودر ولوو بی ام VOLVO BM 4500 کمک قابل توجهی می کند. فیلتر هوای موتور یکی دیگر از فیلتر های صنعتی اتصالی بر روی لودر ولوو بی ام 4500 می باشد که در ورودی سوپر شارژر نصب شده و از ورود آلاینده ها که اغلب در محیط بیرونی عملکرد لودر ولوو وجود دارند جلوگیری به عمل می آورد.سرویس و تعمیرات لوازم هیدرولیک لودر ولوو بی ام BM4500
لودر ولوو بی ام 4500 در دسته قدیمی لودر هایی است که به ایران وارد شده و طبیعتا لوازم هیدرولیک این لودر ها بر اثر کارکرد طولانی مدت دچار استحلاک شده اند. خدمات بازبینی، سرویس و تعمیرات لوازم یدکی هیدرولیک لودر ولوو بی ام VOLVO BM در ولوو مارکت صورت می پذیرد. تعمیرات پمپ های هیدرولیکی و تعویض کارتریج پمپ ها بر حسب برند با قطعات یدکی اصلی و طرح بر حسب بودجه کاربران صورت می پذیرد. فرایند تعمیرات لوازم هیدرولیک لودر ولوو بی ام VOLVO BM مانند دیگر لوازم یدکی لودر ولوو با ارسال قطعه شامل انواع پمپ هیدرولیک و شیر کنترل به فروشگاه، بازبینی و پس تخمین هزینه تعمیرات به کاربران صورت می پذیرد. در مورد لوازم یدکی اورجینال OE لودر ولوو بی ام از آنجایی که قیمت این قطعات بالا می باشد در اغلب موارد هزینه های مرتبط با تعمیرات و سرویس این قطعات دارای توجیه اقتصادی است. گروه صنعتی راهساز مارکت ارائه دهنده خدمات تعویض قطعات و تعمیرات پمپ و لوازم هیدرولیک لودر ولوو بی ام در ایران است.تعویض قطعات و تعمیر لوازم گیربکس لودر ولوو بی ام 4500
گیربکس ها در کل از تعداد دنده بصورت درگیر که بر روی چند شافت قرار گرفته اند و تعدادی صفحات اصطکاکی گیربکس تشکیل می شوند که در داخل یک هوزینگ یا پوسته گیربکس قرار گرفته و برای تعلیق بار از یک بلبرینگ یا رولبرینگ که اغلب بصورت رولبرینگ مخروطی در لودر ولوو بی ام استفاده می شود تشکیل می شوند. سایش بین اجزای گیربکس لودر ولوو بی ام که سایش سطحی در مورد صفحه های فلزی و اصطکاکی و سایشی دنده ها بر روی دنده جات است سبب استحلاک گیربکس و نیاز به تعویض قطعات می شود. گیربکس جزو لوازم یدکی لودر ولوو محسوب می شوند که به سبب عدم ورود ترکیبات و مواد خارجی بر خلاف موتور دیزلی دارای طول عمر بالاتری بوده و روغن گیربکس در بازه های زمانی طولانی تر نسبت به روغن موتور TD61 که بر روی لودر ولوو بی ام BM 4500 اتصال پیدا می کند تعویض می شوند. فرایند تعویض قطعات شامل انواع دنده ها و صفحه جات اصطکاکی گیربکس، تعویض رولبرینگ اتصالی بر روی شافت مدور گیربکس و کلیه خدمات تعمیر گیربکس لودر ولوو بی ام 4500 در ولوو مارکت صورت می پذیرد.قطعات و لوازم یدکی DANA SPICER برای گیربکس ریچ استاکر
گیربکس دستگاه های ریچ استاکر که در بصورت شافت خروجی از موتور دیزلی استاکر ها نصب و به انتقال گشتاور بر روی گاردان و چرخ این ماشین های انتقال کانتینر می پردازد نیاز به دقت و گشتاور تولیدی بالایی بوده و از برند های معتبری چون ZF و دانا اسپایسر DANA SPICER انتخاب می شود. برند دانا اسپایسر به تولید گیربکس کامل ریچ استاکر و لوازم یدکی کامل گیربکس و گاردان این دستگاه ها می پردازد. Spicer® Driveshafts در نقش میل گاردان برای استاکر های بزرگ، اکسل خورشیدی اتصال گیربکس ریچ استاکر با برند دانا اسپایسر Spicer® Planetary Non-Steering Axle، دنده جات گیربکس با دقت و قابلیت های انتقال بالا که با برند Graziano™️ High-Precision Gears بر روی گیربکس دانا اسپایسر مورد استفاده قرار می گیرند، گیربکس های سری eSH741 از برند دانا اسپایسر که بر روی ریچ استاکر ها مورد استفاده قرار می گیرند و گیربکس های خودکار از برند دانا اسپایسر Spicer Electrified™ e-Transmission که محبوب ترین سری آنها بر روی ریچ استاکر ها محسوب می شوند از نمونه محصولات این برند معتبر محسوب می شوند.با توجه به هزینه های بالای مربوط به بازکردن و تعمیرات و همچنین هزینه های جانبی مربوط به خواب ریچ استاکر ها پیشنهاد می شود از قطعات اصلی OEM با کیفیت مناسب و حداکثر طول عمر بر روی گیربکس های ریچ استاکر ها استفاده شود. تعویض دوره ای روغن هیدرولیک و شاید مهمتر از آن تعویض فیلتر گیربکس نیز از دیگر فاکتور های افزاینده طول عمر کاری قطعات و لوازم گیربکس ریچ استاکر ها محسوب می شوند.
برند های OE و OEM تولید کننده
استفاده از قطعات OE (Original Equipment) یا OEM (Original Equipment Manufacturer) برای لوازم یدکی هیوندای به دلایل متعددی ضروری است. اولا، این قطعات مستقیماً توسط تامینکنندگان رسمی هیوندای تولید میشوند و دقیقا با همان استانداردهای فنی و کیفیتی خودروی اصلی تطابق دارند. این سازگاری کامل باعث میشود عملکرد سیستمهای مختلف خودرو، از موتور و گیربکس تا ترمز و سیستم تعلیق، بهینه باقی بماند. علاوه بر این، قطعات OEM از مواد باکیفیت و فرآیندهای کنترل شده تولید میشوند، که دوام و اطمینان بیشتری نسبت به قطعات غیراصلی یا تقلیدی ارائه میدهند.
- Mando Corporation - تولیدکننده قطعات ترمز و سیستم تعلیق
- Hyundai Mobis - بخش اصلی تأمین قطعات هیوندای (سیستمهای الکترونیکی، چراغها، قوای محرکه)
- DYMOS - تخصص در سیستمهای انتقال قدرت و اکسل
- Hanon Systems - تولیدکننده سیستمهای تهویه و تبرید
- Hyundai WIA - موتور، گیربکس و قطعات فورج شده
- SeAH Besteel - قطعات فولادی و سیستمهای اگزوز
- Hyundai Kefico - قطعات الکترونیکی و کنترلموتور
- Hyundai Steel - تولیدکننده قطعات فلزی و بدنه
- SL Corporation - قطعات بدنه، سپر و سیستمهای روشنایی
- Hyundai Transys - گیربکس و سیستمهای انتقال قدرت
- Hysco - ورقهای فولادی و قطعات پرس شده
- Hyundai Dymos - سیستمهای تعلیق و انتقال قدرت
- Hyundai Partecs - قطعات پلاستیکی و تزئینات داخلی
- Hyundai Hysco - لولههای فولادی و قطعات ساختاری
- Hyundai Powertech - قطعات موتور و سیستمهای هیدرولیک
- Hyundai EMCO - قطعات الکتریکی و ماژولهای کنترل
- Hyundai NGV - قطعات مرتبط با خودروهای گازسوز
- Hyundai C&M - قطعات بدنه و قابهای آلومینیومی
- Hyundai BST - تایر و قطعات لاستیکی
- Hyundai Autron - سیستمهای نرمافزاری و الکترونیک خودرو
دومین مزیت مهم استفاده از قطعات OE/OEM، حفظ ایمنی و ارزش بلندمدت خودرو است. قطعات غیراستاندارد ممکن است در کوتاهمدت ارزانتر باشند، اما اغلب باعث کاهش کارایی، افزایش مصرف سوخت، یا حتی آسیب به سایر بخشهای خودرو میشوند. همچنین، بسیاری از خدمات گارانتی هیوندای مشروط به استفاده از قطعات اصلی است و نصب قطعات غیرOEM ممکن است پوشش گارانتی را باطل کند. در نهایت، با انتخاب قطعات OEM، از هزینههای اضافی تعمیرات مکرر و مشکلات ناشی از ناسازگاری جلوگیری میکنید.
نمونه 24 ولت electric valve coil
بوبین شیر برقی PVD 24Vیکی از اجزای کلیدی در سیستمهای کنترل سیالات است که بهعنوان محرک الکترومغناطیسی در شیرهای برقی (solenoid valves) عمل میکند. این کویل با ولتاژ کاری 24 ولت DC طراحی شده و قابلیت راهاندازی دقیق، سریع و ایمن شیر را در مدارهای کنترل فراهم میکند. طراحی آن به گونهای است که در هنگام فعال شدن، میدان مغناطیسی قوی تولید میکند که منجر به باز یا بسته شدن مسیر جریان در شیر میشود. ساختار بوبین از هسته مغناطیسی داخلی، سیمپیچ مسی و بدنه مقاوم در برابر گرما و رطوبت تشکیل شده که در کنار هم عملکرد پایدار و عمر طولانی را تضمین میکنند.
بوبین PVD 24V در صنایع مختلفی مانند سیستمهای آبیاری خودکار، دستگاههای صنعتی، ماشینآلات بستهبندی، و تجهیزات HVAC کاربرد دارد. عایقکاری دقیق بدنه و کلاس حرارتی مناسب آن موجب میشود در برابر نوسانات ولتاژ، شوکهای حرارتی و گرد و غبار محیطی مقاومت بالایی داشته باشد. این بوبین معمولاً با استانداردهای IP65 یا بالاتر ارائه میشود که به معنی مقاومت در برابر نفوذ آب و ذرات معلق است. وزن سبک، مصرف انرژی کم، و قابلیت نصب آسان، از دیگر مزایای کلیدی این محصول بهشمار میرود که آن را به گزینهای کاربردی برای طیف وسیعی از شیرهای برقی تبدیل میکند.
بوبین شیر برقی بر اساس ولتاژ
بوبینهای شیر برقی در ولتاژهای مختلفی تولید میشوند تا با شرایط برقرسانی متفاوت سازگار باشند. به طور کلی، بوبینها را میتوان به دو دسته کلی AC و DC تقسیم کرد. ولتاژهای رایج برای مدلهای DC شامل 12 ولت و 24 ولت هستند، در حالی که بوبینهای AC معمولا در ولتاژهای 110 ولت، 220 ولت و 380 ولت استفاده میشوند. انتخاب ولتاژ مناسب بوبین باید بر اساس نوع منبع تغذیه سیستم و شرایط ایمنی آن صورت گیرد. استفاده از بوبین با ولتاژ نامناسب میتواند منجر به سوختن سیمپیچ یا عدم عملکرد صحیح شیر شود.
تفاوت بوبین های شیر برقی AC و DC
بوبین شیر برقی در مدلهای AC و DC، از نظر ساختار ظاهری شباهت زیادی به هم دارند اما عملکرد آنها متفاوت است. بوبین DC به دلیل نیاز به جریان یکنواخت، حرارت کمتری تولید میکند و عملکرد نرمتری دارد. این نوع بوبین برای سیستمهایی که نیاز به کنترل دقیقتری دارند، مناسبتر است. در مقابل، بوبینهای AC قدرت تحریک بالاتری دارند اما حرارت بیشتری نیز تولید میکنند. همچنین در ولتاژهای بالا، بوبین AC عملکرد پایدارتری از خود نشان میدهد. در نتیجه، هنگام انتخاب بوبین، باید به نوع ولتاژ موجود در مدار، نیازهای عملکردی سیستم و همچنین شرایط محیطی توجه ویژهای داشت.
اهمیت ولتاژ در بوبینها
یکی از مهمترین عوامل تعیینکننده در عملکرد صحیح بوبین شیر برقی، ولتاژ تغذیه آن است. هر بوبین برای کارکرد بهینه نیاز به ولتاژ مشخصی دارد که باید کاملا با منبع تغذیه سیستم هماهنگ باشد. عدم تطابق ولتاژ میتواند باعث بروز مشکلات متعددی شود؛ از جمله گرمای بیش از حد، سوختن سیمپیچ، عملکرد ناپایدار یا حتی خرابی کامل شیر برقی. به همین دلیل، انتخاب ولتاژ مناسب هنگام خرید بوبین شیر برقی اهمیت بالایی دارد و نباید نادیده گرفته شود.
بوبینها معمولا در دو نوع ولتاژ عرضه میشوند: AC (جریان متناوب) و DC (جریان مستقیم). در بوبینهای AC، ولتاژهای متداول شامل 110، 220 و 380 ولت است، در حالی که بوبینهای DC بیشتر در ولتاژهای 12 ولت و 24 ولت استفاده میشوند. نوع کاربرد و شرایط محیطی تعیین میکند که کدام نوع ولتاژ مناسبتر است. بهعنوان مثال، در سیستمهایی که ایمنی بیشتری لازم است یا امکان تماس انسان با تجهیزات وجود دارد، از بوبینهای 24 ولت DC استفاده میشود تا خطرات ناشی از برقگرفتگی به حداقل برسد.
یکی دیگر از جنبههای حیاتی در انتخاب ولتاژ مناسب، پایداری جریان و امکان نویز الکترومغناطیسی است. بوبینهای AC نسبت به بوبینهای DC در برابر نوسانات برقی حساستر هستند و ممکن است در برخی شرایط صدای لرزش یا لرزش مکانیکی ایجاد کنند. در حالی که بوبینهای DC معمولا عملکردی آرامتر و پایدارتر دارند، ولی نیازمند منبع تغذیه یکنواخت و مطمئن هستند.
در پروژههای صنعتی بزرگ یا محیطهای با شرایط سخت، انتخاب ولتاژ بوبین باید با دقت بیشتری صورت گیرد. بهخصوص در محیطهایی با دمای بالا، رطوبت یا گرد و غبار، انتخاب بوبین مناسب با ولتاژ سازگار و محافظتشده میتواند عمر مفید تجهیزات را افزایش داده و هزینههای نگهداری را بهطور قابل توجهی کاهش دهد.
در مجموع، توجه به ولتاژ در بوبین شیر برقی نه تنها یک الزام فنی است، بلکه تضمینکننده ایمنی، پایداری و عملکرد اقتصادی سیستم نیز خواهد بود. پیشنهاد میشود قبل از خرید، ولتاژ کاری سیستم خود را بررسی کرده و بر اساس آن، بوبینی انتخاب کنید که با آن کاملا تطبیق داشته باشد.
انواع بوبینها بر اساس ولتاژ
بوبین شیر برقی در مدلها و ولتاژهای مختلفی تولید میشود تا با انواع سیستمهای صنعتی، خانگی و تجاری سازگار باشد. ولتاژ تغذیه بوبین یکی از مهمترین ویژگیهایی است که باید در هنگام انتخاب و خرید به آن توجه شود، زیرا عملکرد درست و ایمن شیر برقی به آن وابسته است. در ادامه با رایجترین انواع بوبین بر اساس ولتاژ آشنا میشویم:
- 1. بوبین 12 ولت DC: این نوع بوبین برای سیستمهایی استفاده میشود که از منبع تغذیه 12 ولت جریان مستقیم (DC) استفاده میکنند. بوبینهای 12 ولت معمولا در تجهیزات کوچک، سیستمهای قابل حمل، خودروها و کاربردهای با مصرف انرژی پایین مورد استفاده قرار میگیرند. مزیت این بوبینها، مصرف پایین انرژی و ایمنی بالا در برابر شوک الکتریکی است.
- 2. بوبین 24 ولت DC: بوبین 24 ولت یکی از پرکاربردترین انواع بوبین DC است. این مدل در بسیاری از سیستمهای کنترلی، تابلوهای برق صنعتی، تجهیزات اتوماسیون و خطوط تولید بهکار میرود. بوبینهای 24 ولت DC نسبت به نمونه 12 ولت، قدرت تحریک بالاتری دارند و در عین حال ایمنی مطلوبی را فراهم میکنند. همچنین برای استفاده در محیطهای مرطوب یا خطرناک گزینه مناسبی هستند.
- 3. بوبین 24 ولت AC: برخی سیستمها به جای جریان مستقیم، از جریان متناوب (AC) با ولتاژ پایین استفاده میکنند. بوبینهای 24 ولت AC در این شرایط بهکار میروند. این نوع بوبین در کنترل سیستمهای HVAC (تهویه مطبوع)، سیستمهای خانگی و برخی تجهیزات سبک مورد استفاده قرار میگیرد. مزیت اصلی این بوبینها ایمنی بالا و تطابق با منابع برق خانگی یا تجاری است.
- 4. بوبین 110 ولت AC: بوبین 110 ولت AC در سیستمهایی کاربرد دارد که از برق متناوب با ولتاژ متوسط استفاده میکنند. این مدل در برخی کشورهای خاص که ولتاژ استاندارد برق 110 ولت است یا در ماشینآلاتی با طراحی خاص، بهکار میرود. نسبت به مدلهای ولتاژ پایینتر، توان بیشتری داشته و مناسب بارهای متوسط هستند.
- 5. بوبین 220 ولت AC: این نوع بوبین یکی از رایجترین مدلها در بازار ایران و بسیاری از کشورهاست. بوبینهای 220 ولت با برق شهری تطبیق دارند و در طیف وسیعی از تجهیزات صنعتی، تاسیساتی و ساختمانی بهکار میروند. از مزایای این مدل میتوان به قدرت تحریک بالا، دسترسی آسان و هزینه نگهداری پایین اشاره کرد. با این حال، به دلیل ولتاژ بالا، باید در نصب و استفاده از آن دقت بیشتری داشت.
- 6.بوبین 380 ولت AC: بوبین 380 ولت برای مصارف صنعتی سنگین طراحی شده و معمولا در کارخانهها، سیستمهای تولید انرژی، پمپهای بزرگ و خطوط انتقال با توان بالا مورد استفاده قرار میگیرد. این مدل به دلیل نیاز به برق سهفاز، قدرت بسیار بالایی در تحریک شیر برقی دارد. استفاده از بوبین 380 ولت نیازمند رعایت الزامات ایمنی صنعتی و نصب توسط متخصص است.
نکات کلیدی در انتخاب بوبین شیر برقی بر اساس ولتاژ
یکی از مهم ترین عواملی که هنگام خرید بوبین شیر برقی باید به آن توجه کرد، ولتاژ بوبین است. این ویژگی تاثیر مستقیمی بر عملکرد، ایمنی، مصرف انرژی و طول عمر شیر برقی دارد. انتخاب بوبین با ولتاژ مناسب، در عین سادگی، گاهی به دلیل تنوع گزینه ها و تفاوت های فنی بین جریان مستقیم (DC) و متناوب (AC) ممکن است برای خریداران چالش برانگیز باشد. درک صحیح از نوع جریان، مشخصات منبع تغذیه و شرایط کاری سیستم، اولین گام برای انتخاب بوبین مناسب است.
در بسیاری از سیستم ها، ولتاژ منبع تغذیه از پیش تعیین شده است. بنابراین بوبین باید دقیقا با همان ولتاژ کار کند تا از بروز مشکلاتی مانند داغ شدن بیش از حد، عملکرد ناقص یا سوختن سیم پیچ جلوگیری شود. به عنوان مثال، در سیستم هایی که با برق مستقیم 24 ولت کار می کنند، استفاده از بوبین 220 ولت نه تنها غیر عملی است، بلکه به تجهیزات آسیب می رساند و ممکن است به توقف کامل فرآیند منجر شود. این نکته به ظاهر ساده، از رایج ترین دلایل خرابی بوبین ها در محیط های صنعتی و کارگاهی است.
علاوه بر تطبیق ولتاژ، باید به شرایط محیطی هم توجه شود. در فضاهایی که رطوبت بالا، گرد و غبار یا لرزش مکانیکی وجود دارد، بوبین باید دارای عایق بندی مناسب و محافظت در برابر نفوذ باشد. در این محیط ها معمولا استفاده از بوبین های با ولتاژ پایین مانند 12 یا 24 ولت DC توصیه می شود. این ولتاژها علاوه بر ایمنی بیشتر، خطر برق گرفتگی را کاهش می دهند و در سیستم های قابل حمل یا حساس، عملکرد دقیق تری ارائه می دهند. به خصوص در صنایعی مانند مواد غذایی، دارویی یا پزشکی که سلامت انسان مستقیما درگیر است، استفاده از بوبین های ایمن با ولتاژ پایین یک انتخاب حرفه ای و مسئولانه خواهد بود.
در مقابل، در برخی سیستم های صنعتی سنگین که نیاز به تحریک قوی تری دارند، استفاده از بوبین با ولتاژ بالا مثل 220 یا 380 ولت AC مرسوم است. این بوبین ها قدرت زیادی دارند و برای شیرهای برقی با سایز بزرگ یا کاربردهای پر فشار، عملکرد مطمئن تری ارائه می دهند. با این حال استفاده از این مدل ها نیازمند رعایت کامل اصول ایمنی، استفاده از تجهیزات حفاظتی و نصب توسط نیروی متخصص است، چرا که ولتاژ بالا همواره خطراتی به همراه دارد.
در نهایت، نکته مهم دیگری که نباید نادیده گرفته شود، کیفیت ساخت بوبین و تطابق آن با استانداردهای بین المللی است. برندهای معتبر معمولا اطلاعات دقیقی از ولتاژ، توان مصرفی، کلاس حرارتی و شرایط کاری بوبین ارائه می دهند که راهنمای خوبی برای انتخاب خواهند بود. بوبین هایی که از مواد اولیه مرغوب، سیم پیچ دقیق و عایق با کیفیت ساخته شده اند، طول عمر بیشتری دارند، در برابر حرارت و رطوبت مقاوم ترند و در بلند مدت هزینه های نگهداری را کاهش می دهند.
انتخاب بوبین شیر برقی بر اساس ولتاژ، ترکیبی از شناخت فنی، توجه به شرایط کاربرد و رعایت اصول ایمنی است. این انتخاب اگرچه ممکن است در نگاه اول ساده به نظر برسد، اما نقش بسیار مهمی در کارکرد مطمئن و پایدار سیستم ایفا می کند. بنابراین توصیه می شود پیش از خرید بوبین، ولتاژ کاری سیستم خود را دقیق بررسی کرده، شرایط محیطی و میزان بار کاری را در نظر بگیرید و از مشاوره کارشناسان فنی بهره مند شوید تا از انتخابی مطمئن و بی دردسر برخوردار شوید.
بلبرینگ ماشینی چیست؟
بلبرینگ ماشینی یکی از اجزای حیاتی در سیستم های مکانیکی خودرو است که وظیفه اصلی آن، کاهش اصطکاک بین قطعات دوار و تسهیل حرکت نرم و روان آن هاست. این قطعه کوچک اما بسیار کاربردی، نقش مهمی در افزایش راندمان، کاهش استهلاک و حفظ پایداری عملکرد موتور و سایر بخش های خودرو ایفا می کند.
بلبرینگ های ماشینی در قسمت های مختلف خودرو مانند چرخ ها، گیربکس، کلاچ، دینام، میل لنگ و سیستم تهویه مطبوع به کار می روند. طراحی آن ها به گونه ای است که بتوانند نیروهای شعاعی و محوری را به خوبی تحمل کرده و در برابر فشار، گرما و سرعت بالا مقاومت داشته باشند.
در واقع، بدون استفاده از بلبرینگ مناسب، عملکرد بسیاری از سیستم های خودرو دچار اختلال می شود و ممکن است شاهد افزایش مصرف سوخت، تولید صداهای غیرعادی، کاهش قدرت خودرو یا حتی خرابی قطعات گران قیمت باشیم.
انواع بلبرینگ خودرو
در این صفحه، مجموعه ای متنوع از بلبرینگ های تخصصی خودرو ارائه شده که هر یک بهصورت ویژه برای بخش مشخصی از سیستم فنی خودرو طراحی و تولید شده اند. این بلبرینگ ها نقش کلیدی در کاهش اصطکاک، بهبود عملکرد قطعات متحرک، افزایش بهره وری سیستم های مکانیکی و همچنین افزایش طول عمر قطعات حساس خودرو ایفا می کنند. در جدول زیر می توانید با انواع بلبرینگ ماشینی و ویژگی های فنی هر یک آشنا شوید:
| ویژگی های فنی کلیدی | عملکرد اصلی | محل استفاده | نوع بلبرینگ |
|---|---|---|---|
| مقاومت حرارتی بالا، قابلیت تحمل نیروی محوری بالا | انتقال نرم و دقیق گشتاور | بین موتور و گیربکس | بلبرینگ کلاچ خودرو |
| ضد سایش، مناسب سرعت و گشتاور متغیر | کاهش لرزش و انتقال روان نیرو | انتهای پلوس و درون دیفرانسیل | بلبرینگ پلوس |
| تحمل بار ترکیبی، مقاوم در برابر فشارهای ناگهانی | چرخش روان چرخ دنده ها در سرعت بالا | داخل جعبه دنده | بلبرینگ گیربکس |
| دارای آب بند، ضد گرد و غبار، تحمل بار شعاعی و محوری | افزایش پایداری و کاهش اصطکاک چرخ ها | چرخ جلو یا عقب | بلبرینگ چرخ خودرو |
| مقاوم در برابر ضربه، فشار و سایش | افزایش دقت عملکرد فرمان و حفظ تراز سیستم تعلیق | سیستم تعلیق و فرمان خودرو | بلبرینگ کله گاوی |
| عملکرد بی صدا، ضد حرارت، دارای روان کاری داخلی | چرخش دقیق تسمه تایم و هماهنگی میل سوپاپ و میل لنگ | سیستم تایمینگ موتور | بلبرینگ تایم ثابت |
| مقاوم در دور بالا، مقاوم در برابر گرد و غبار و دما | چرخش نرم پولی دینام برای تولید برق | داخل دینام | بلبرینگ دینام خودرو |
| وزن سبک، دارای شیار دقیق، ضد خوردگی | راهنمایی تسمه ها، کاهش اصطکاک و تنش تسمه | تسمه کشی موتور | بلبرینگ هرزگرد |
| طراحی خاص برای ضربه گیری، مقاوم در برابر ضربات ناگهانی | بهبود عملکرد تعلیق و جذب ضربه | سیستم کمک فنر جلو و عقب | بلبرینگ تلسکوپی |
| عملکرد بی صدا، مقاوم به حرارت، طراحی ضد نشتی | تضمین عملکرد خنک سازی خودرو | کمپرسور تهویه مطبوع | بلبرینگ کمپرسور کولر خودرو |
| متریال سرامیکی یا فولاد ویژه، مقاوم در برابر دمای 200+ درجه | دوام در دمای بالا و جلوگیری از خرابی زودرس | بخش های داخلی موتور با حرارت بالا | بلبرینگ نسوز خودرو |
| طراحی مقاوم در برابر فشار محوری و دور بالا | کاهش اصطکاک و روان سازی چرخش میل لنگ | انتهای میل لنگ | بلبرینگ ته میل لنگ |
آشنایی با اجزاء شیر برقی و اهمیت آنها در عملکرد دستگاه
شیر برقی یکی از اجزای حیاتی در سیستم های کنترل جریان سیالات مانند گاز، آب و مایعات صنعتی است که با بهره گیری از انرژی الکتریکی، عملکرد باز و بسته شدن مسیر جریان را هدایت می کند. اجزای اصلی این تجهیز شامل بدنه، ورودی و خروجی سیال، سیم پیچ، قاب سیم پیچ، اتصال دهنده سیم ها، میله فلزی، فنر و دریچه عملکردی است. هسته مرکزی شامل کویل الکترومغناطیسی می باشد که با عبور جریان برق، نیروی مغناطیسی ایجاد کرده و سبب حرکت فنر و عملکرد شیر می شود. این مکانیزم، مسیر عبور سیال را به طور دقیق باز یا بسته می کند. سیم پیچ ها با مواد عایق بندی شده با کیفیت ساخته شده اند تا در برابر حرارت و شوک های الکتریکی مقاوم باشند. بدنه شیر نیز از فلزاتی مانند برنج، فولاد یا کروم تولید شده و وظیفه تحمل فشار و محافظت مکانیکی را بر عهده دارد.
علاوه بر کویل و بدنه، اجزاء دیگری مانند هسته آهنی، فنر، دیافراگم یا پلاگ، و ترمینالهای اتصال برق در ساختار شیر برقی اهمیت ویژهای دارند. هسته آهنی که درون کویل قرار دارد، باعث تمرکز میدان مغناطیسی و افزایش راندمان عملکرد میشود. فنر تعبیه شده در ساختار شیر وظیفه بازگرداندن شیر به حالت اولیه را پس از قطع برق بر عهده دارد. دیافراگم یا پلاگ، قطعهای است که مستقیما مسیر عبور سیال را کنترل میکند و جنس و طراحی آن تأثیر زیادی بر کیفیت عملکرد شیر دارد. ترمینالها نیز باید به گونهای طراحی شوند که نصب و اتصال آسان و ایمن را تضمین کنند تا ضمن کاهش احتمال بروز مشکلات، ایمنی سیستم حفظ شود. شناخت دقیق این اجزاء و کیفیت ساخت آنها، پایه اصلی انتخاب و خرید شیر برقی با کارایی بالا و عمر طولانی است.
انواع شیر برقی و کاربرد هر کدام
شیرهای برقی انواع مختلفی دارند که بر اساس نحوه عملکرد و کاربردهای صنعتی دستهبندی میشوند. شیرهای برقی نرمال بسته (Normally Closed - NC) در حالت عادی بسته هستند و با اعمال ولتاژ باز میشوند، مناسب سیستمهای ایمنی و قطع سریع جریان. نوع نرمال باز (Normally Open - NO) در حالت عادی باز است و با اعمال ولتاژ بسته میشود، معمولاً در سیستمهایی با نیاز به قطع موقت جریان کاربرد دارد. شیرهای دو حالته (2/2) و سه حالته (3/2) رایجترین انواع هستند که به ترتیب برای قطع و وصل جریان و کنترل مسیرهای چندگانه استفاده میشوند.
شیرهای برقی بر اساس نوع سیال نیز تقسیمبندی میشوند؛ شیرهای آب، هوا، گاز و گازوئیل هر کدام ویژگیهای خاص خود را دارند. به عنوان مثال، شیر برقی گاز معمولاً دارای بدنه برنجی و آببندی مقاوم به دما و فشار بالا است. شیرهای برقی صنعتی با قابلیت تحمل فشار تا 10 بار و دمای کاری تا 120 درجه سانتیگراد در خطوط تولید و فرآیندهای شیمیایی کاربرد فراوان دارند. شیرهای با زمان پاسخدهی کمتر از 50 میلیثانیه برای کنترل دقیق در سیستمهای اتوماسیون صنعتی انتخاب میشوند.
تقسیم بندی بر اساس نوع عملکرد
- شیر برقی مستقیم (Direct Acting Solenoid Valve): در این نوع، نیروی بوبین مستقیماً باعث باز یا بسته شدن شیر میشود. مناسب فشارهای پایین تا حدود 0.7 بار و دبیهای کم است. زمان پاسخدهی سریع و عملکرد ساده از مزایای آن است.
- شیر برقی پایلوتدار (Pilot Operated Solenoid Valve): این شیر برای فشارهای بالاتر و دبیهای بزرگتر طراحی شده است. بوبین تنها کنترل جریان پایلوت را بر عهده دارد و با فشار سیال، مسیر اصلی باز یا بسته میشود. معمولاً در سیستمهای هیدرولیکی و بخار کاربرد دارد.
- شیر برقی چند راهه (Multi-Way Solenoid Valve): این نوع شیرها دارای چند ورودی و خروجی هستند و برای کنترل مسیرهای مختلف جریان سیال استفاده میشوند. معمولاً در اتوماسیون صنعتی و سیستمهای پنوماتیکی کاربرد دارند.
- شیر برقی دو حالته (Two-Way Solenoid Valve): رایجترین نوع شیر برقی است که فقط دو مسیر ورودی و خروجی دارد و جریان را قطع یا وصل میکند.
- شیر برقی سه حالته (Three-Way Solenoid Valve): دارای سه مسیر است و برای تغییر جهت جریان یا کنترل همزمان دو مسیر کاربرد دارد.
- هر نوع شیر برقی بر اساس نیاز سیستم و نوع سیال انتخاب میشود تا بهترین عملکرد و کارایی را ارائه دهد.
جدول فنی مقایسه ای
| وضعیت پیشفرض | فشار کاری (بار) | دمای کاری (°C) | زمان پاسخدهی (میلیثانیه) | کاربرد اصلی | جنس بدنه معمولی | نوع عملکرد | نوع شیر برقی |
|---|---|---|---|---|---|---|---|
| بسته | 0.5 - 10 | -10 تا 120 | 20 - 100 | سیستمهای ایمنی، قطع سریع جریان | برنج، فولاد ضد زنگ | دو حالته (2/2) | نرمال بسته (Normally Closed - NC) |
| باز | 0.5 - 6 | -10 تا 100 | 30 - 120 | سیستمهای تهویه، قطع موقت جریان | برنج، پلاستیک صنعتی | دو حالته (2/2) | نرمال باز (Normally Open - NO) |
| بسته یا باز | 0.5 - 10 | -20 تا 130 | 15 - 50 | قطع و وصل ساده در خطوط سیال | برنج، آلومینیوم | دو حالته (2/2) | دو حالته (2/2) |
| چندس مسیره | 0.2 - 8 | 0 تا 100 | 10 - 40 | کنترل مسیرهای چندگانه | برنج، فولاد ضد زنگ | سه حالته (3/2) | سه حالته (3/2) |
| نرمال بسته | 0.5 - 6 | -15 تا 80 | کمتر از 100 | کنترل جریان سوخت در مشعلها | برنج، استیل ضد زنگ | دو حالته (2/2) یا مستقیم | شیر برقی گاز و گازوئیل |
| نرمال بسته | 1 - 16 | 0 تا 90 | 20 - 80 | سیستمهای آبیاری، تهویه | برنج، پلاستیک مقاوم | مستقیم یا پایلوتدار | شیر برقی آب صنعتی |
| بسته یا باز | تا 0.7 | -10 تا 100 | 10 - 30 | فشار پایین، دبی کم، کنترل دقیق | برنج، استیل | مستقیم (Direct Acting) | شیر برقی مستقیم (Direct Acting) |
| بسته یا باز | 0.5 - 10 | -20 تا 130 | 20 - 70 | فشار بالا، دبی زیاد، کاربردهای هیدرولیک و بخار | برنج، استیل | پایلوتدار (Pilot Operated) | شیر برقی پایلوتدار (Pilot Operated) |
| معمولاً بسته یا چند مسیره | 0.2 - 8 | 0 تا 100 | 15 - 50 | کنترل مسیرهای چندگانه، سیستمهای پنوماتیکی | برنج، فولاد ضد زنگ | چند راهه (Multi-Way) | شیر برقی چند راهه (Multi-Way) |
نکات مهم در انتخاب شیر برقی مناسب
انتخاب شیر برقی مناسب نیازمند بررسی دقیق مشخصات فنی، نوع کاربرد، و شرایط محیطی است. اولین و مهم ترین نکته، بررسی ولتاژ مورد نیاز برای عملکرد شیر است. شیرهای برقی معمولا در دو نوع ولتاژ AC و DC موجود هستند که باید با منبع تغذیه سیستم هماهنگ باشند. مورد دوم، نوع اتصال شیر به خط لوله است؛ شیرهایی با رزوه های استاندارد، فلنجی یا اتصال فشاری باید متناسب با طراحی سیستم انتخاب شوند
یکی دیگر از نکات کلیدی، دمای کاری، فشار مجاز و جنس بدنه شیر است. برای سیستم های با دمای بالا یا سیالات خورنده، استفاده از آلیاژهای خاص مانند استنلس استیل یا برنج توصیه می شود. همچنین در محیط های با رطوبت یا گرد و غبار بالا، استفاده از شیرهایی با درجه حفاظت IP بالا ضروری است. بررسی میزان دبی یا نرخ جریان عبوری نیز در انتخاب قطر شیر تاثیر مستقیم دارد و نباید نادیده گرفته شود.
فاکتور های موثر بر قیمت و خرید شیر برقی
فاکتورهای موثر بر قیمت و خرید شیر برقی شامل جنس بدنه، نوع عملکرد و فشار کاری میباشد. شیرهای برقی با بدنه برنجی یا استیل، مقاومت و طول عمر بالاتری دارند که قیمت آنها بین ۳۰ تا ۲۰۰ دلار متغیر است. همچنین، شیرهای پایلوتدار به دلیل پیچیدگی بیشتر و کاربرد در فشارهای بالا معمولاً گرانتر هستند. برندهای معتبر جهانی مانند ASCO، Parker و SMC قیمتهایی در بازه ۵۰ تا ۳۰۰ دلار ارائه میدهند که بسته به سایز و مشخصات فنی متفاوت است. نوع سیال و دمای کاری نیز نقش مهمی در انتخاب و قیمت نهایی دارد.
عوامل دیگری مانند ولتاژ کاری، سایز اتصال و استانداردهای ایمنی نیز تاثیرگذارند. شیرهای برقی با ولتاژ ۲۴ ولت و ۲۳۰ ولت AC متداولتر و قیمت مناسبتری دارند. مدلهای خاص با قابلیت ضد انفجار یا مقاوم در برابر خوردگی قیمتهایی بیش از ۳۰۰ دلار دارند. خرید از فروشندگان معتبر و گارانتی اصلی، اطمینان از کیفیت و عملکرد را تضمین میکند. در نهایت، هزینه نصب و نگهداری نیز باید در بودجه خرید لحاظ شود.
استانداردهای تولید و تاثیر آنها بر کیفیت و ایمنی
استانداردهای تولید شیر برقی بخش مهمی از فرآیند تضمین کیفیت و ایمنی این محصولات را تشکیل میدهند. این استانداردها به منظور تضمین عملکرد صحیح، دوام بالا و حفاظت از کاربران و تجهیزات جانبی تدوین شدهاند. از مهمترین استانداردهای مورد توجه میتوان به استانداردهای بینالمللی ISO، استانداردهای IEC و استانداردهای مربوط به فشار و ایمنی سیستمهای هیدرولیکی و گازی اشاره کرد. رعایت این استانداردها در مراحل طراحی، ساخت و تست شیر برقی باعث میشود محصول نهایی علاوه بر عملکرد دقیق، در برابر فشارهای بالا، نوسانات جریان و شرایط محیطی گوناگون مقاومت کافی داشته باشد.
یکی از شاخصهای مهم استاندارد تولید، استفاده از مواد اولیه مرغوب و فرآیندهای کنترل کیفیت دقیق در خطوط تولید است. به عنوان مثال، عایقبندی کویل باید طبق استانداردهای حرارتی و الکتریکی انجام شود تا در برابر دمای بالا و نوسانات ولتاژ مقاوم بماند. همچنین طراحی و تستهای عملکردی شیر شامل بررسی سرعت پاسخگویی، میزان نشتی، و دوام مکانیکی در طول زمان، از نکات کلیدی است که استانداردها به آنها توجه ویژه دارند. علاوه بر این، استانداردهای محیط زیستی نیز نقش مهمی در تولید شیر برقی ایفا میکنند تا ضمن کاهش اثرات زیانبار، عمر مفید دستگاه افزایش یابد. انتخاب شیر برقی تولید شده بر اساس این استانداردها، تضمین کننده عملکرد ایمن، اقتصادی و پایدار در سیستمهای مختلف خواهد بود.
در مجموع، شناخت دقیق اجزاء شیر برقی و اهمیت هر یک از آنها در عملکرد کلی دستگاه، همراه با آگاهی از استانداردهای تولید، از عوامل کلیدی در انتخاب یک شیر برقی با کیفیت و عمر طولانی است. انتخاب محصولی که این اصول را رعایت کند، باعث افزایش بهرهوری سیستم، کاهش هزینههای تعمیر و نگهداری و ارتقای ایمنی در محیطهای صنعتی و خانگی میشود. بنابراین، هنگام خرید شیر برقی، دقت به کیفیت اجزاء داخلی و تأییدیههای استاندارد، بهترین راهکار برای اطمینان از عملکرد مطمئن و پایدار دستگاه شما خواهد بود.

انواع سیم جوشکاری و کاربرد هر کدام
سیم جوشکاری انواع مختلفی دارد که بر اساس ترکیب شیمیایی، قطر، جریان کاری و کاربرد صنعتی دسته بندی می شوند. سیم جوش جامد (Solid Wire) با فولاد کم کربن و عناصر Si و Mn در قطر 0.8 تا 1.6 میلی متر و جریان کاری 60 تا 220 آمپر، مناسب سازه های سبک و متوسط است و قوس پایدار و رسوب فلز یکنواخت ایجاد می کند. سیم جوش پودری (Flux-Cored Wire) با هسته فلاکس و قطر 1.2 تا 1.6 میلی متر برای سازه های سنگین و محیط بیرونی مناسب است و در شرایط باد یا فضای باز عملکرد عالی دارد. سیم جوش آلومینیوم با آلیاژ Al و 5% Si یا 5% Mg برای قطعات آلومینیومی و دریایی استفاده می شود و وزن سبک و مقاومت خوردگی بالا دارد.
سایر سیم جوش ها شامل ER70S-6 برای فولاد کربنی با نفوذ بالا و قوس پایدار، سیم جوش استیل (Cr 18% - Ni 8-12% - Mo 2%) برای صنایع غذایی و شیمیایی، و سیم جوش چدن (Ni 50-90%) برای ترمیم قطعات ریخته گری هستند. سیم جوش برنز و مس با رسانایی الکتریکی و حرارتی بالا، سیم جوش کم هیدروژن با کاهش ترک هیدروژنی، سیم جوش شاخه آلومینیوم با سهولت در کنترل قوس و سیم جوش میگ مگ با سرعت جوش بالا از دیگر انواع پرکاربرد هستند. همچنین Flux Cored E71T-1 برای سازه های فولادی و محیط های باز مناسب است و قابلیت نفوذ بالا و پر کردن درزهای بزرگ را دارد.
| ترکیب شیمیایی اصلی | قطر معمول (میلی متر) | محدوده جریان کاری (آمپر) | کاربرد اصلی | ویژگی فنی | نوع سیم جوش |
|---|---|---|---|---|---|
| فولاد کم کربن با Si و Mn | 0.8 - 1.6 | 60 - 220 | سازه های فولادی سبک و متوسط | قوس پایدار و رسوب فلز یکنواخت | سیم جوش جامد (Solid Wire) |
| فولاد کربنی با هسته فلاکس | 1.2 - 1.6 | 100 - 260 | سازه های سنگین، محیط بیرونی | مناسب برای باد و شرایط سخت | سیم جوش پودری (Flux-Cored Wire) |
| آلیاژ Al با 5% Si یا 5% Mg | 1.0 - 1.6 | 70 - 180 | قطعات آلومینیومی و دریایی | وزن سبک و مقاومت خوردگی بالا | سیم جوش آلومینیوم |
| 0.08% C - 1.5% Mn - 1.0% Si | 0.8 - 1.6 | 80 - 220 | ساخت سازه های فولادی و مخازن | نفوذ بالا و قوس پایدار | ER70S-6 (کربن استیل) |
| Cr 18% - Ni 8-12% - Mo 2% | 0.9 - 1.2 | 90 - 200 | صنایع غذایی، شیمیایی و پزشکی | مقاوم در برابر زنگ زدگی | سیم جوش استیل (Stainless Steel) |
| Ni 50-90% - Fe balance | 2.0 - 3.2 | 100 - 250 | ترمیم قطعات ریخته گری | انعطاف پذیری و مقاومت ترک بالا | سیم جوش چدن |
| Cu 90-95% - Sn/Zn balance | 1.6 - 2.4 | 80 - 180 | اتصالات مس و برنز | رسانایی الکتریکی و حرارتی بالا | سیم جوش برنز و مس |
| فولاد کم کربن با فلاکس مخصوص | 2.5 - 4.0 | 120 - 300 | سازه های تحت تنش بالا | کاهش تخلخل و ترک هیدروژنی | سیم جوش کم هیدروژن |
| Al base alloys | 2.4 - 4.0 | 80 - 200 | جوشکاری دستی آلومینیوم | سهولت در کنترل قوس | سیم جوش شاخه آلومینیوم |
| فولاد کم کربن یا آلیاژی | 0.8 - 1.6 | 50 - 220 | صنایع خودروسازی و عمومی | قوس پایدار با سرعت جوش بالا | سیم جوش میگ مگ (MIG/MAG) |
| 0.06% C - 1.7% Mn - Flux core | 1.2 - 1.6 | 120 - 260 | سازه های سنگین و فولاد کربنی | مناسب برای جوشکاری در فضای باز | Flux Cored E71T-1 |
بررسی کامل گریدهای مختلف سیم جوش
کیفیت نهایی جوش تا حد زیادی به نوع سیم جوش و گرید انتخاب شده آن بستگی دارد. هر گرید از سیم جوش ترکیب شیمیایی خاصی دارد که آن را برای کاربردهای مشخصی مناسب می کند. انتخاب صحیح گرید سیم جوش باعث افزایش استحکام اتصال، مقاومت در برابر خوردگی، ظاهر مناسب جوش و کاهش احتمال بروز ترک یا نقص در ناحیه جوش می شود. این انتخاب باید بر اساس نوع فلز پایه، روش جوشکاری، شرایط محیطی و ویژگی های مکانیکی مورد نیاز صورت گیرد.
گرید های انواع سیم جوش بر اساس استانداردهای بین المللی AWS و ISO مشخص می شوند و هر گرید ترکیب شیمیایی و خواص مکانیکی متفاوتی دارد. انتخاب گرید صحیح سیم جوش به نوع فلز پایه، شرایط محیطی، فرآیند جوشکاری و الزامات طراحی وابسته است. به طور کلی گریدها در گروه های فولاد کربنی، فولاد ضد زنگ، آلومینیوم، مس، برنز، چدن و سیم جوش های توپودری تقسیم بندی می شوند. این دسته بندی به مهندسان و تکنسین ها کمک می کند تا بهترین گزینه را برای استحکام اتصال، مقاومت خوردگی و کیفیت سطحی انتخاب کنند.
گرید های مختلف سیم جوش بر اساس ترکیب شیمیایی، استحکام کششی و کاربرد صنعتی طبقه بندی می شوند. انتخاب گرید مناسب اهمیت زیادی در کیفیت نهایی اتصال و عمر سازه دارد. برای مثال گریدهای فولاد کربنی معمولا با پیشوند ER70 مشخص می شوند که مقاومت کششی حدود 490 مگاپاسکال دارند. در مقابل گریدهای استنلس استیل مانند ER308L یا ER316L برای محیط های خورنده طراحی شده اند. همچنین گریدهای آلومینیوم نظیر ER4043 و ER5356 در صنایع سبک و دریایی پرکاربرد هستند. این تنوع به مهندسان اجازه می دهد تا سیم جوش را متناسب با نیاز مکانیکی و شرایط محیطی انتخاب کنند.
- فولاد کربنی: ER70S-3 و ER70S-6 برای سازه های عمومی، خطوط لوله و مخازن تحت فشار با استحکام کششی حدود 490 مگاپاسکال
- فولاد کم آلیاژ: ER80S-D2 و ER110S-G برای قطعات تحت تنش بالا، پل ها و صنایع نفت و گاز با استحکام بیش از 690 مگاپاسکال
- استنلس استیل: ER308L برای فولادهای زنگ نزن سری 300، ER309L برای اتصال استنلس به فولاد کربنی، ER316L برای محیط های دریایی و مقاوم در برابر اسیدها
- آلومینیوم: ER4043 (آلومینیوم-سیلیسیم) برای آلیاژهای سری 6xxx با قوس نرم، ER5356 (آلومینیوم-منیزیم) برای صنایع دریایی، هوافضا و حمل و نقل
- چدن: ENi-CI برای ترمیم چدن خاکستری و ENiFe-CI برای چدن داکتیل با مقاومت بالا در برابر ترک
- مس و برنز: ECuSn-A (برنز قلع) برای اتصالات مسی و قطعات الکتریکی، ECuAl-A2 (آلومینیوم-برنز) برای صنایع دریایی، مقاوم در برابر سایش و خوردگی، ERCuNi برای قطعات مس-نیکل با مقاومت حرارتی بالا، ERCuSi-A برای جوشکاری دقیق مس با حداقل پاشش، ERCu برای اتصالات مس خالص و پروژه های الکتریکی
- الکترود کم هیدروژن: E7018 با پوشش قلیایی برای سازه های سنگین، پل ها و قطعات تحت بار دینامیکی
- سیم جوش توپودری یا فلکس کُرد (Flux-Cored): E71T-1 برای جوشکاری سازه های فولادی در فضای باز با قابلیت تحمل رطوبت و نفوذ بالا
انواع سایز سیم جوش
سیم جوشکاری در سایزهای متنوع تولید می شود تا برای انواع فرآیندهای جوشکاری، فلزات پایه و ضخامت قطعات مناسب باشد. قطر سیم جوش بر اساس نیاز به نفوذ، جریان کاری، سرعت جوشکاری و کیفیت اتصال انتخاب می شود. انتخاب سایز مناسب می تواند از ایجاد نقص در جوش، نفوذ ناقص یا پاشش فلز جلوگیری کند و استحکام مکانیکی را تضمین نماید. برای فرآیند MIG، سیم جوش های با قطر 0.8 تا 1.6 میلی متر متداول هستند، در حالی که برای جوشکاری TIG قطرها از 0.6 تا 2.0 میلی متر انتخاب می شوند. همچنین در سیم جوش توپودری (Flux-Cored) و الکترودهای کم هیدروژن قطرهای بزرگتر تا 4 میلی متر برای سازه های سنگین به کار می روند.
- 0.6 میلی متر: مناسب جوشکاری TIG روی ورق های نازک و قطعات حساس
- 0.8 میلی متر: رایج در جوشکاری MIG و TIG برای ورق های فولادی سبک
- 1.0 میلی متر: مناسب جوشکاری قطعات صنعتی با ضخامت متوسط
- 1.2 میلی متر: متداول برای سازه های فولادی، مخازن و پل ها
- 1.6 میلی متر: مناسب جوشکاری سازه های سنگین و خطوط لوله با ضخامت بالا
- 2.0 میلی متر: استفاده در TIG و FCAW برای قطعات ضخیم و صنعتی
- 3.0 تا 4.0 میلی متر: سیم جوش کم هیدروژن و توپودری برای سازه های تحت بار سنگین و محیط های صنعتی باز
سیم جوشکاری co2
سیم جوشکاری CO2 یا همان جوشکاری با گاز محافظ دیاکسیدکربن، یکی از متداول ترین روش ها در صنایع فولادی است. این سیم جوش از فولاد کم کربن یا آلیاژی با قطر معمول 0.8 تا 1.6 میلی متر تولید می شود و جریان کاری بین 60 تا 220 آمپر دارد. استفاده از گاز CO2 به عنوان محافظ، نفوذ مناسب و قوس پایدار را تضمین می کند و موجب کاهش اکسیداسیون سطح فلز پایه می شود. این نوع جوشکاری برای تولید سازه های فولادی سبک و متوسط، خطوط لوله، بدنه خودرو و قطعات صنعتی استاندارد، گزینه ای ایده آل است.
سیم جوش CO2 در انواع جامد (Solid Wire) و پودری (Flux-Cored) موجود است و می تواند در فرآیند MIG/MAG استفاده شود. ویژگی فنی اصلی این سیم ها شامل رسوب یکنواخت فلز، سرعت جوشکاری بالا و کاهش پاشش است. در پروژه های صنعتی، سیم جوش CO2 با قطر 1.2 میلی متر و جریان کاری 100 تا 260 آمپر برای سازه های سنگین و محیط های باز کاربرد دارد. انتخاب قطر و نوع سیم جوش مناسب، کیفیت اتصال، استحکام مکانیکی و دوام سازه را تضمین کرده و خطر ترک یا نفوذ ناقص را کاهش می دهد.
عوامل موثر بر خرید و قیمت سیم جوش
- نوع آلیاژ و کاربرد - سیم جوش با آلیاژ آلومینیوم، فولاد یا استیل برای کاربرد صنعتی متفاوت قیمت گذاری می شود. حدود قیمت دلاری بین 20 تا 60 دلار برای شاخه های استاندارد است.
- سایز سیم جوش - سایز 2.4 تا 4.0 میلی متر تاثیر مستقیم بر مصرف انرژی و دقت جوش دارد. سایز کوچک حدود 20 تا 35 دلار و سایز بزرگ صنعتی تا 60 دلار قیمت دارد.
- کیفیت مواد اولیه - خلوص آلیاژ و استاندارد تولید، مقاومت جوشکاری و طول عمر محصول را تعیین می کند. سیم جوش با کیفیت بالا معمولا 25 تا 60 دلار قیمت دارد.
- برند و استاندارد - برندهای معتبر جهانی مانند بستارک و ER-5183 قیمت بالاتر و تضمین عملکرد طولانی ارائه می دهند. قیمت حدود 30 تا 60 دلار برای هر شاخه است.
- نوع بسته بندی و شاخه - شاخه های طول 1 متر و بسته بندی مقاوم، سهولت حمل و نگهداری را افزایش می دهند. تاثیر جزئی بر قیمت 5 تا 10 درصد دارد.
- بازار و دسترسی منطقه ای - هزینه حمل، واردات و نوسانات ارزی ممکن است قیمت سیم جوش را 5 تا 15 درصد تغییر دهد.
خرید و فروش عمده سیم جوش
شرکت جوش و برش آریا امکان خرید و فروش عمده انواع سیم جوش با برندهای معتبر جهانی را فراهم می کند و تضمین کیفیت ارائه می دهد. سیم جوش ER70S-6 (کربن استیل) با قطر 0.8 تا 1.6 میلی متر و جریان کاری 80 تا 220 آمپر برای سازه های سبک و خطوط لوله مناسب است و قیمت عمده آن حدود 2.5 تا 3.2 دلار به ازای هر کیلوگرم است. سیم جوش استیل ER308L و ER316L برای صنایع دریایی، شیمیایی و دارویی عرضه می شوند و قیمت آنها بین 6 تا 8 دلار به ازای هر کیلوگرم متغیر است. سیم جوش آلومینیوم ER4043 و ER5356 برای قطعات سبک، دریایی و هوافضا کاربرد دارند و قیمت آنها 5 تا 6.5 دلار به ازای هر کیلوگرم است. خرید عمده از آریا شامل مشاوره فنی، انتخاب گرید و سایز مناسب و ارسال سریع محصولات برای پروژه های صنعتی با کیفیت بهینه می باشد.
مشخصات فنی استاندارد وینچ برقی ماشین و آفرودی
وينچ هاي ماشيني (برقي/آفرودي) از تجهيزات ضروري براي خودروهاي آفرود و عمليات سنگين محسوب مي شوند. در اين بخش مهم ترين مشخصات فني استاندارد اين محصولات را بررسي کرده ايم تا با آگاهي کامل بتوانيد مناسب ترين گزينه را انتخاب کنيد. جدول زير معيارهاي کليدي براي مقايسه و شناخت وينچ هاي باکيفيت را نشان مي دهد.
| نکات کلیدی | جزئیات و استانداردها | پارامتر فنی |
|---|---|---|
| مناسب برای خودروهای سبک تا سنگین | الکتریکی (برقی) - خودرویی/آفرودی | نوع سیستم |
| هرچه قدرت بیشتر، گشتاور بالاتر | 1.5 تا 5 اسب بخار | توان موتور |
| بستگی به نوع خودرو و کاربرد | 800 تا 3000 کیلوگرم | حداکثر ظرفیت کشش |
| مدلهای ریموت دار ایمنی بالاتر | دستی/ریموت دار | سیستم کنترل |
| در بار کامل | 8 تا 15 متر/دقیقه | سرعت سیم بکسل |
| قابل سفارشیسازی | استاندارد 20 تا 40 متر | طول کابل |
| ضروری برای ایمنی کاربر | ترمز اتوماتیک - قطع کن اضافه بار | سیستم ایمنی |
| مقاوم در برابر ضربه و خوردگی | آلومینیوم/فولاد گالوانیزه | جنس بدنه |
| IP54 به بالا توصیه میشود | مقاوم در برابر آب و گردوغبار | شرایط محیطی |
| بستگی به قدرت و ابعاد | 15 تا 40 کیلوگرم | وزن دستگاه |
فیلتر گاز و گازوئیل
خرید فیلتر گاز و گازوییل یکی از مهمترین اقداماتی است که به منظور حفظ عملکرد بهینه موتور و تجهیزات مرتبط با سوخت انجام میشود. فیلترهای گاز و گازوئیل نقش حیاتی در حذف ذرات معلق، ناخالصیها و رطوبت موجود در سوخت دارند که در صورت عدم وجود این فیلترها، میتوانند به قطعات موتور آسیب جدی وارد کنند. این فیلترها به عنوان اولین خط دفاعی در برابر آلودگیهای سوختی عمل میکنند و باعث افزایش عمر مفید موتور، کاهش هزینههای نگهداری و بهبود راندمان سوخت میشوند. با خرید فیلتر گاز و گازوییل مناسب، میتوانید از عملکرد بهینه سیستم سوخترسانی و کاهش مصرف سوخت اطمینان حاصل کنید.
کاربرد در سیستمهای مختلف صنعتی
فیلتر گاز و گازوییل معمولاً در سیستمهای مختلف صنعتی، خودروهای سنگین و ماشینآلات کشاورزی و راهسازی کاربرد دارد. این فیلترها به گونهای طراحی شدهاند که توانایی مقابله با ذرات ریز و بزرگ، آب، زنگ زدگی و مواد شیمیایی مضر را داشته باشند. استفاده از فیلترهای استاندارد و با کیفیت، باعث میشود تا موتور و سیستمهای سوخترسانی از خرابیهای ناگهانی و هزینههای اضافی ناشی از آسیبهای سوختی مصون بمانند. با انتخاب صحیح فیلتر بر اساس نوع کاربرد و نوع سوخت، میتوان از کارکرد روان و بدون مشکل موتور اطمینان حاصل کرد
انواع فیلتر گاز و گازوئیل
فیلتر گاز و گازوئیل در انواع مختلفی تولید میشوند که هر کدام کاربردها و ویژگیهای خاص خود را دارند. انتخاب نوع مناسب فیلتر بستگی به نوع موتور، شرایط کاری و کیفیت سوخت دارد. در ادامه به معرفی و بررسی مهمترین انواع فیلترهای گاز و گازوئیل میپردازیم:
- فیلتر کاغذی (Paper Filter):این نوع فیلتر یکی از رایجترین و پرکاربردترین فیلترهای گاز و گازوئیل است که از کاغذ مخصوص با منافذ بسیار ریز ساخته شده است. فیلتر کاغذی قادر است ذرات معلق، گرد و غبار و آلودگیهای ریز را به خوبی جذب کند و از ورود آنها به موتور جلوگیری نماید. معمولاً این فیلترها در خودروهای سبک، سنگین و ماشینآلات کشاورزی کاربرد دارند. فیلترهای کاغذی قیمت مناسبی دارند اما عمر مفیدشان نسبت به سایر انواع فیلتر کمتر است و نیاز به تعویض دورهای دارند.
نصب و تعویض
فرایند نصب و تعویض فیلتر گاز و گازوییل نیز اهمیت ویژهای دارد. نصب غیر اصولی یا تعویض دیرهنگام فیلترها میتواند باعث کاهش کارایی سیستم و حتی آسیب به قطعات شود. توصیه میشود که فیلترها در بازههای زمانی مشخص تعویض شوند تا همواره سیستم سوخترسانی در شرایط ایدهآل کار کند. همچنین بررسی دورهای وضعیت فیلترها به تشخیص به موقع گرفتگی یا آسیب آنها کمک میکند و از بروز مشکلات جدی جلوگیری میکند. آموزش نحوه نگهداری و تعویض صحیح فیلترها برای اپراتورها و تکنسینها نیز بخشی از مراقبتهای لازم است که باید جدی گرفته شود.
امروزه با پیشرفت فناوریهای تولید، انواع مختلفی از فیلترهای گاز و گازوییل در بازار موجود است که هر کدام ویژگیها و مزایای خاص خود را دارند. فیلترهای کاغذی، فیلترهای با المان سرامیکی و فیلترهای فلزی از رایجترین نمونهها هستند که بر اساس نوع کاربرد و نوع سوخت انتخاب میشوند. هر کدام از این فیلترها در حذف انواع خاصی از ناخالصیها بهتر عمل میکنند و عمر متفاوتی دارند. انتخاب نوع فیلتر متناسب با نیازهای عملیاتی و محیطی، بهینهترین عملکرد را تضمین میکند. همچنین برندهای معتبر با ارائه گارانتی و خدمات پس از فروش، اطمینان بیشتری برای مشتریان فراهم میکنند.
قیمت و خرید فیلتر گاز و گازوییل
قیمت و خرید فیلتر گاز و گازوییل به عوامل مختلفی بستگی دارد که از مهمترین آنها میتوان به نوع فیلتر، کیفیت مواد سازنده، برند تولید کننده و میزان دقت فیلتراسیون اشاره کرد. همچنین ابعاد و نوع کاربرد فیلتر نیز بر قیمت نهایی تأثیرگذار است. برای انتخاب بهترین فیلتر با قیمت مناسب، توصیه میشود که ابتدا نیازهای دقیق تجهیزات و محیط کاری خود را بررسی کنید و سپس بر اساس مشخصات فنی، گزینههای مختلف را مقایسه نمایید. خرید فیلتر گاز و گازوییل از فروشگاههای معتبر و برندهای شناخته شده، تضمینی برای دریافت محصولی با کیفیت و ماندگار است. علاوه بر این، خدمات پس از فروش و امکان مشاوره تخصصی، در انتخاب بهتر محصول کمک شایانی میکند. با توجه به اهمیت بالای فیلترها در حفظ سلامت موتور و تجهیزات، سرمایهگذاری در خرید فیلتر با کیفیت نه تنها هزینههای ناشی از خرابی را کاهش میدهد، بلکه به بهبود عملکرد کلی سیستم نیز کمک میکند.
جدول مقایسه برندها
| کروم شرودر | دانفوس | ماداس | ویژگیها |
|---|---|---|---|
| ساختار مستحکم و استفاده از مواد با دوام بالا، مناسب برای شرایط سخت صنعتی | مواد اولیه با کیفیت و فناوریهای نوین مهندسی جهت افزایش عمر مفید فیلتر | طراحی دقیق و استفاده از متریال مقاوم در برابر خوردگی و فشار بالا | کیفیت ساخت |
| حذف دقیق ذرات معلق و ناخالصیها تا اندازههای بسیار ریز | فیلتراسیون موثر ذرات ریز و محافظت از تجهیزات حساس سیستم | جلوگیری از انسداد و حفظ جریان یکنواخت سوخت در شرایط مختلف | کارایی فیلتراسیون |
| سیستمهای گاز طبیعی و گازوییل در صنایع نفت و گاز | کاربردهای گسترده در صنایع مختلف با نیازهای متفاوت فیلتراسیون | سیستمهای سوخترسانی با فشار و دمای متغیر در پروژههای صنعتی | مناسب برای |
| عمر طولانی با مقاومت بالا در برابر فرسایش و خوردگی | طراحی شده برای استفاده طولانی مدت و کاهش نیاز به تعویض مکرر | دوام مناسب حتی در شرایط کاری سنگین و محیطهای چالشبرانگیز | طول عمر و دوام |
| پشتیبانی فنی و تامین قطعات یدکی در سراسر جهان | ارائه مشاوره تخصصی و خدمات گارانتی معتبر | پشتیبانی فنی و ارائه راهکارهای سفارشی سازی برای مشتریان | خدمات پس از فروش |
| میانرده تا بالا، متناسب با کیفیت و کارایی محصول | قیمت مناسب با تمرکز بر بهرهوری و دوام | رقابتی با تمرکز بر ارائه ارزش بالا در استفاده صنعتی | قیمت |
انواع قطعات یدکی پرکاربرد در تجهیزات سنگین عمرانی
ماشین آلات راهسازی، از بیل مکانیکی گرفته تا لودر و بولدوزر، برای عملکرد موثر نیازمند لوازم یدکی ماشین آلات راهسازی هستند که به صورت پیوسته تحت فشار، سایش و ضربه قرار می گیرند. این لوازم، شامل لوازم هیدرولیک ماشین آلات راهسازی، لوازم زیربندی ماشین آلات راهسازی و لوازم برقی ماشین آلات راهسازی می شوند که هر کدام نقش حیاتی در عملکرد صحیح دستگاه دارند.
در پروژه های عمرانی، معدنی و راهسازی، استفاده از لوازم ماشین آلات راهسازی با کیفیت بالا و تطابق دقیق با مدل دستگاه اهمیت فراوانی دارد تا طول عمر قطعات و کارایی تجهیزات به حداکثر برسد.
| دسته قطعات | نمونه قطعات | عملکرد اصلی | برندهای رایج |
|---|---|---|---|
| لوازم زیربندی ماشین آلات راهسازی | رولیک، اسپراکت، زنجیر، کفشک | انتقال نیرو به زمین، تحمل وزن | کوماتسو، هیوندای، هیتاچی |
| لوازم هیدرولیک ماشین آلات راهسازی | پمپ، جک، شیر کنترل، شیلنگ | ایجاد و انتقال قدرت حرکتی | ولوو، کاترپیلار، دوسان |
| لوازم برقی ماشین آلات راهسازی | استارتر، دینام، سنسور، سیم کشی | راه اندازی، کنترل و ارسال داده | کوماتسو، لیبهر، هیوندای |
| لوازم مصرفی و نگهداری ماشین آلات راهسازی | فیلتر هوا، فیلتر روغن، گریس، تسمه | کاهش اصطکاک، فیلتر کردن و روانکاری | تمام برندها |
استفاده از لوازم یدکی ماشین آلات راهسازی استاندارد و منطبق با مشخصات فنی، تاثیر بسزایی در کاهش استهلاک، افزایش عمر مفید و جلوگیری از توقف های غیرمنتظره دارد. هنگام خرید این قطعات، توجه به شماره فنی، نوع ماشین، سال ساخت و شرایط کاری دستگاه، کلید موفقیت در انتخاب صحیح است.
نکات مهم در خرید لوازم یدکی ماشین آلات سنگین
خرید لوازم یدکی ماشین آلات سنگین یکی از مراحل حیاتی برای حفظ عملکرد بهینه تجهیزات عمرانی و راهسازی است. انتخاب صحیح این قطعات نه تنها باعث افزایش طول عمر ماشین آلات می شود، بلکه از توقف های غیرمنتظره و هزینه های اضافی تعمیر جلوگیری می کند. در این بخش، نکات مهمی که باید در خرید لوازم یدکی ماشین آلات سنگین مد نظر قرار دهید، بررسی می کنیم.
- تطابق با مدل و سال ساخت دستگاه: حتماً از قطعاتی استفاده کنید که با مشخصات فنی دستگاه شما مطابقت کامل داشته باشند.
- کیفیت و استانداردها: لوازم یدکی اصل و با کیفیت از برندهای معتبر انتخاب کنید تا از دوام و کارایی بالای قطعات اطمینان حاصل شود.
- بررسی اصالت قطعه: به دنبال شماره فنی و مجوزهای مربوط به قطعه باشید تا از اصل بودن آن مطمئن شوید.
- توجه به شرایط کاری: شرایط محیطی و نوع فعالیت دستگاه خود را در نظر بگیرید تا قطعه مناسب را انتخاب کنید.
- گارانتی و خدمات پس از فروش: قطعات با گارانتی معتبر خریداری کنید تا در صورت بروز مشکل، امکان تعویض یا تعمیر وجود داشته باشد.
رعایت این نکات می تواند تضمین کننده عملکرد بهتر و عمر طولانی تر ماشین آلات سنگین شما باشد و از هزینه های اضافی جلوگیری کند.
انواع تسمه نوار نقاله
تسمه نوار نقاله یکی از تجهیزات کلیدی در صنایع معدنی، فولادی، غذایی و بسته بندی است که برای انتقال مواد در حجم های مختلف استفاده می شود. این تسمه ها بر اساس جنس، ساختار لایه ها، ضخامت و مقاومت کششی در انواع مختلفی طراحی می شوند تا متناسب با ظرفیت خطوط تولید و شرایط محیطی عمل کنند. ویژگی های اصلی آنها شامل استحکام کششی بین 160 تا 2000 نیوتن بر میلی متر، مقاومت در برابر حرارت و سایش و قابلیت کار در دماهای منفی 20 تا مثبت 120 درجه سانتیگراد است.
- تسمه لاستیکی: مقاوم در برابر سایش با استحکام کششی 160 تا 1000 N/mm برای صنایع معدنی و فولادی
- تسمه PVC: سبک و بهداشتی با ضخامت 2 تا 6 میلی متر برای صنایع غذایی و دارویی
- تسمه PU: مقاوم در برابر روغن و مواد شیمیایی با طول عمر بالا و سختی 85 Shore A
- تسمه مقاوم به حرارت: طراحی شده برای دمای کاری 80 تا 200 درجه سانتیگراد در خطوط فولاد و سیمان
- تسمه آجدار: با سطح پروفیل دار برای انتقال مواد در شیب های تند تا 40 درجه
- تسمه ضد روغن: مناسب برای محیط های نفتی و شیمیایی با مقاومت ویژه در برابر حلال ها
الکتروگیربکس چیست و چه کاربردی دارد؟
الکتروگیربکس ترکیبی از یک الکتروموتور و یک گیربکس مکانیکی است که با هدف کاهش سرعت و افزایش گشتاور طراحی و تولید میشود. در این سیستم، موتور الکتریکی انرژی الکتریکی را به انرژی مکانیکی تبدیل میکند و گیربکس نیز با کاهش دور خروجی، امکان استفاده بهینه از قدرت موتور را در کاربردهای صنعتی و نیمهصنعتی فراهم میسازد. از آنجایی که بسیاری از ماشینآلات به سرعتهای پایین و قدرت بالاتر نیاز دارند، استفاده از الکتروگیربکسها به عنوان یک راهکار موثر، در صنایع گوناگون به شدت رواج یافته است.
یکی از مزیتهای اصلی الکتروگیربکس، امکان اتصال مستقیم موتور به گیربکس است. این ویژگی علاوه بر کاهش فضای نصب، باعث کاهش هزینههای جانبی مانند کوپلینگ و پایههای واسط میشود. همچنین ترکیب یکپارچه الکتروموتور و گیربکس به بهینهسازی عملکرد سیستم و کاهش اتلاف انرژی کمک میکند. در نتیجه، این تجهیز به عنوان یک راهحل کارآمد در خطوط تولید، دستگاههای نوار نقاله، آسانسورها، صنایع غذایی و بستهبندی مورد استفاده قرار میگیرد.
انواع الکتروگیربکس
الکتروگیربکسها از نظر نوع گیربکس به چند دسته اصلی تقسیم میشوند که از جمله رایجترین آنها میتوان به گیربکسهای حلزونی، خورشیدی، هلیکال، آویز و شافت مستقیم اشاره کرد. هر یک از این مدلها برای کاربرد خاصی طراحی شدهاند و انتخاب درست آنها بر اساس نیاز عملیاتی و شرایط محیطی بسیار مهم است. به عنوان مثال، الکتروگیربکس حلزونی برای فضاهای محدود مناسب است و در عین حال صدای کمی تولید میکند، در حالی که مدل خورشیدی با راندمان بالا و گشتاور بسیار زیاد، برای صنایع سنگین کاربرد دارد.
ویژگی دیگری که باید در انتخاب الکتروگیربکس در نظر گرفت، نسبت تبدیل گیربکس است. این نسبت تعیین میکند که سرعت خروجی تا چه اندازه کاهش پیدا کند. نسبت تبدیل بالاتر به معنای کاهش بیشتر سرعت و افزایش گشتاور است. همچنین جنس بدنه، سیستم روانکاری، کلاس حفاظتی (IP)، و نوع کوپلینگ نیز از دیگر فاکتورهای موثر در عملکرد نهایی این دستگاهها هستند. این تنوع باعث شده تا مهندسان بتوانند بسته به پروژه، گزینهای کاملاً بهینه و اقتصادی انتخاب کنند.
مزایای استفاده در صنعت
استفاده از الکتروگیربکس در خطوط تولید صنعتی مزایای فراوانی به همراه دارد. اول و مهمتر از همه، افزایش گشتاور خروجی در کنار کاهش سرعت یکی از نیازهای اصلی در بسیاری از فرآیندهای تولیدی است. این ویژگی باعث میشود دستگاهها بتوانند بارهای سنگینتری را جابجا کرده و در عین حال با سرعت کنترلشده و یکنواختی کار کنند. علاوه بر این، این سیستمها به کاهش فشار بر موتور کمک کرده و در نتیجه موجب افزایش طول عمر و کاهش استهلاک تجهیزات میشوند.
از دیگر مزایای مهم میتوان به کاهش مصرف انرژی اشاره کرد. الکتروگیربکسها با استفاده از سیستمهای انتقال قدرت بهینه، تلفات انرژی را به حداقل میرسانند. همچنین به دلیل طراحی یکپارچه و ساختار فشرده، نیاز به فضای نصب کمتری دارند. در صنایع مدرن که بهرهوری فضا یک اولویت است، این مزیت بسیار حائز اهمیت است. علاوه بر آن، امکان نصب آسان و تعمیر و نگهداری سادهتر نسبت به سیستمهای مجزای موتور و گیربکس، باعث شده این تجهیز یکی از انتخابهای نخست در پروژههای صنعتی باشد.
نکات مهم در انتخاب الکتروگیربکس مناسب
برای انتخاب الکتروگیربکس مناسب باید به چند پارامتر کلیدی توجه داشت. اولین نکته، بررسی مشخصات فنی موتور شامل توان خروجی، سرعت دورانی و ولتاژ تغذیه است. دومین نکته، میزان گشتاور مورد نیاز در خروجی است که با توجه به نوع بار و شرایط کاری تعیین میشود. همچنین باید محیط کاری (مانند دما، رطوبت، گرد و غبار یا احتمال تماس با مواد خورنده) نیز به دقت بررسی شود، چرا که این عوامل در انتخاب کلاس حفاظتی و جنس بدنه موثر هستند.
نوع بار نیز تعیینکننده نوع گیربکس است. به عنوان مثال، برای بارهای ضربهای و غیر یکنواخت بهتر است از الکتروگیربکسهایی با ضریب ایمنی بالا و تحمل بار دینامیکی قوی استفاده شود. همچنین اگر به دنبال سیستم با راندمان بالا هستید، گیربکسهای خورشیدی گزینه مناسبی خواهند بود. در نهایت، همیشه توصیه میشود از برندهای معتبر و دارای خدمات پس از فروش استفاده شود تا در صورت بروز مشکل بتوان از پشتیبانی تخصصی بهرهمند شد.
قیمت و خرید الکتروگیربکس
قیمت الکتروگیربکس به عوامل متعددی بستگی دارد که از جمله مهمترین آنها میتوان به نوع گیربکس، توان و ولتاژ موتور، نسبت تبدیل، برند سازنده و نوع کاربرد اشاره کرد. هر چه توان و گشتاور بالاتر باشد، طبیعتاً قیمت نیز افزایش خواهد یافت. همچنین برندهای بینالمللی مانند SEW، Bonfiglioli، Nord و Motovario معمولاً قیمت بالاتری نسبت به نمونههای چینی یا داخلی دارند، اما در عوض کیفیت ساخت، راندمان کاری و عمر مفید بیشتری ارائه میدهند.
برای خرید الکتروگیربکس، ابتدا باید نیاز دقیق خود را مشخص کرده و بر اساس آن مدل مناسب را انتخاب نمایید. فروشگاههای معتبر معمولاً امکان مشاوره فنی رایگان، ارائه کاتالوگ محصولات، و ارسال سریع به سراسر کشور را دارند. همچنین توصیه میشود پیش از خرید، به ضمانتنامه، خدمات پس از فروش، و پشتیبانی فنی توجه داشته باشید تا از سرمایهگذاری خود در بلندمدت محافظت کنید. در نهایت اگر به دنبال خرید الکتروگیربکس با کیفیت و قیمت مناسب هستید، بهتر است از مجموعههایی خرید کنید که تجربه بالا در تأمین تجهیزات صنعتی دارند و توانایی ارائه راهکارهای تخصصی متناسب با پروژه شما را دارند. یک انتخاب درست میتواند به افزایش بهرهوری خط تولید و کاهش هزینههای تعمیرات و توقفات ناگهانی منجر شود.
جدول مقایسه برندهای مطرح
| کشور مبدا | نقاط قوت | صنایع هدف | گارانتی معمول | برند |
|---|---|---|---|---|
| آلمان | فناوری پیشرفته، طراحی ماژولار | اتوماسیون صنعتی، صنایع سنگین | 2-3 سال | SEW-Eurodrive |
| ایتالیا | راندمان انرژی بالا، تنوع محصول | انرژی های تجدیدپذیر، رباتیک | 2 سال | Bonfiglioli |
| آلمان | مصرف انرژی بهینه، قابلیت اطمینان | صنایع غذایی، سیستم های نقاله | 2 سال | Nord Drivesystems |
| آلمان | یکپارچگی با سیستم های کنترل | صنایع خودروسازی، فولاد | 3 سال | Siemens |
| آلمان | مقاومت در شرایط سخت | معدن، صنایع سیمان | 2 سال | Bauer |
رله و تایمر مشعل
در هر سیستم احتراقی، مخصوصا در مشعلهای گازسوز یا گازوئیلسوز صنعتی و خانگی، کنترل دقیق زمانبندی و نظارت بر عملکرد اجزای مختلف اهمیت بسیار زیادی دارد. رله و تایمر مشعل دو قطعه کلیدی هستند که این وظیفه مهم را برعهده دارند. رله به عنوان مرکز فرمان سیستم، با بررسی سیگنالهای ورودی و وضعیت اجزای مشعل، دستورات لازم برای روشن شدن، فعالیت و خاموش شدن مشعل را صادر میکند. تایمر نیز نقش زمانبندی دقیق برای مراحل مختلف عملکرد مشعل را ایفا میکند؛ از پیشگرمایش گرفته تا تاخیر در قطع گاز. این قطعات کوچک اما حیاتی باعث افزایش ایمنی، بهینهسازی مصرف سوخت و کاهش خرابیهای احتمالی میشوند.
نقش حیاتی رله مشعل در کنترل و ایمنی
رله مشعل در واقع یک برد الکترونیکی هوشمند است که به عنوان کنترلگر اصلی در مشعل عمل میکند. این قطعه وظیفه دارد بر اساس برنامه تعریفشده، وضعیتهایی مانند فرمان جرقهزن، سنسور شعله، شیر گاز و موتور فن را پایش کرده و کنترل نماید. اگر در هر کدام از این مراحل مشکلی رخ دهد، رله به صورت خودکار عملکرد مشعل را متوقف میکند تا از حوادث احتمالی مانند نشت گاز یا انفجار جلوگیری شود. به همین دلیل، کیفیت رله و انتخاب درست آن برای نوع مشعل اهمیت بسیار بالایی دارد. رلهها در مدلهای آنالوگ و دیجیتال عرضه میشوند و بسته به برند و کاربرد، ویژگیهایی مانند نمایشگر خطا، امکان ریست دستی یا اتوماتیک و قابلیت تنظیم برنامه کاری دارند.
رله مشعل یا بهطور دقیقتر رله کنترل مشعل، یک برد الکترونیکی هوشمنده که کل فرآیند روشن شدن، کار کردن، و خاموش شدن مشعل رو کنترل و ایمنسازی میکنه. عملکرد رله مشعل:
- چک کردن شرایط اولیه (مثلاً فشار گاز یا هوا).
- فرمان دادن به فن برای تهویه اولیه (در مشعلهای بزرگتر).
- روشن کردن جرقهزن (ایگنیشن) و ارسال فرمان به شیر گاز.
- چک کردن وجود شعله با استفاده از چشم الکترونیکی (فتوسل).
- اگر شعله درست تشکیل نشه، بلافاصله گاز رو قطع و سیستم رو خاموش میکنه (برای جلوگیری از انفجار).
- مانیتورینگ و نمایش خطاها (در مدلهای پیشرفتهتر).
تایمر مشعل؛ زمانبندی دقیق برای افزایش کارایی
تایمر مشعل به صورت مستقل یا به عنوان بخشی از سیستم رله، وظیفه دارد مدت زمان اجرای هر مرحله از فعالیت مشعل را کنترل کند. در فرآیندهایی مثل تاخیر در روشن شدن، مدت زمان احتراق اولیه یا تاخیر در خاموش شدن فن پس از خاموشی مشعل، تایمر نقشی حیاتی ایفا میکند. اگر تایمر به درستی عمل نکند، ممکن است سوخت به درستی نسوزد یا سیستم بیش از حد گرم شود که این موضوع نه تنها راندمان را پایین میآورد بلکه باعث آسیبهای جدی به تجهیزات نیز میشود. تایمرهای پیشرفته قابلیت تنظیم دستی یا دیجیتال دارند و در برخی مدلها، امکان برنامهریزی برای چندین بازه زمانی مختلف در روز نیز وجود دارد.
تایمر مشعل ممکنه بهصورت جداگانه یا بخشی از رله باشه. وظیفهاش تعیین مدت زمان مشخص برای مراحل مختلف کار مشعله. مثلاً:
- چند ثانیه بعد از روشن شدن فن، جرقهزن روشن بشه.
- چند ثانیه بعد از باز شدن گاز، چشم الکترونیکی بررسی شعله رو انجام بده.
- در صورت عدم تشکیل شعله بعد از 5 ثانیه → سیستم خاموش بشه.
- در واقع تایمرها باعث زمانبندی دقیق و ایمن مراحل مختلف مشعل میشن.
تنوع برند و مدل در بازار ایران
در بازار تجهیزات گرمایشی ایران، برندهای مختلفی از رله و تایمر مشعل موجود است که هر کدام ویژگیها، مزایا و کاربردهای خاص خود را دارند. برندهایی مانند Siemens، Brahma، Satronic، Dungs و Honeywell از شناختهشدهترین تولیدکنندگان جهانی این قطعات هستند که کیفیت ساخت بالا و استانداردهای بینالمللی را تضمین میکنند. همچنین برندهای چینی و ترکیهای نیز به دلیل قیمت مناسبتر، در برخی پروژهها مورد استفاده قرار میگیرند. انتخاب بین این برندها باید با در نظر گرفتن نوع مشعل، ظرفیت حرارتی، منبع سوخت و شرایط کاربری صورت گیرد. برخی مدلها صرفا برای مشعلهای گازسوز طراحی شدهاند، در حالی که برخی دیگر قابلیت کار با هر دو نوع سوخت را دارند.
برند زیمنس (Siemens)
رلهها و تایمرهای مشعل برند زیمنس با طراحی مستحکم و فناوری پیشرفته، برای کاربردهای صنعتی و تجاری ساخته شدهاند. این قطعات از مواد با کیفیت بالا مانند پلاستیکهای مقاوم در برابر حرارت و فلزات با پوشش ضد خوردگی تولید میشوند که دوام آنها را در محیطهای سخت تضمین میکند. رلههای زیمنس معمولاً دارای ولتاژ کاری ۲۴۰V AC و جریان تحمل بالا هستند که امکان کنترل دقیق مشعلهای گازسوز و دیزلی را فراهم میکنند. تایمرهای این برند نیز با دقت زمانی بالا (معمولاً در محدوده ۰.۱ تا ۳۰ ثانیه) طراحی شدهاند تا زمانبندی راهاندازی و خاموشکردن مشعل را بهینه کنند. سیستمهای حفاظتی مانند تشخیص قطع شعله و جلوگیری از احتراق ناقص نیز در این محصولات تعبیه شده است.
از نظر ساختاری، رله و تایمرهای زیمنس معمولاً به صورت ماژولار و با اتصالات استاندارد (مانند ترمینالهای پیچی یا سوکتی) ارائه میشوند که نصب و تعویض آنها را آسان میکند. این قطعات اغلب دارای درجه حفاظت IP40 تا IP65 هستند که مقاومت آنها در برابر گرد و غبار و رطوبت را نشان میدهد. برخی مدلهای پیشرفتهتر مجهز به نمایشگرهای دیجیتال و رابطهای برنامهپذیر (PLC) هستند که امکان تنظیم پارامترهای مختلف مانند تاخیر زمانی و حساسیت تشخیص شعله را فراهم میکنند. زیمنس با بهرهگیری از استانداردهای بینالمللی مانند EN 298 و ISO 9001، ایمنی و کارایی محصولات خود را در شرایط عملیاتی مختلف تضمین میکند.
برند دانفوس (Danfoss)
رلهها و تایمرهای مشعل دانفوس با مهندسی دقیق و مطابق با استانداردهای اروپایی طراحی شدهاند تا عملکردی قابل اعتماد در سیستمهای احتراقی ارائه دهند. این قطعات معمولاً در محدوده ولتاژ کاری 230V AC عمل میکنند و قابلیت تحمل جریانهای تا 10 آمپر را دارند که آنها را برای انواع مشعلهای گازسوز و دیزلی مناسب میسازد. بدنه این محصولات از مواد مقاوم در برابر حرارت و مواد شیمیایی ساخته شدهاند و اغلب دارای درجه حفاظت IP40 تا IP54 هستند. تایمرهای دانفوس با دقت زمانی بالا (معمولاً در محدوده 0.5 تا 30 ثانیه) طراحی شدهاند و مجهز به سیستمهای ایمنی مانند تشخیص شعله و جلوگیری از احتراق ناقص میباشند. این ویژگیها باعث میشود تا محصولات دانفوس در محیطهای صنعتی با شرایط سخت عملکرد پایدار و ایمنی بالایی داشته باشند.
از نظر ساختاری، رله و تایمرهای دانفوس به صورت کامپکت و با اتصالات استاندارد (مانند ترمینالهای پیچی و کانکتورهای سریع) تولید میشوند که نصب و تعمیر آنها را تسهیل میکند. برخی مدلهای پیشرفتهتر دارای نمایشگرهای دیجیتال و قابلیت اتصال به سیستمهای کنترل مرکزی هستند که امکان تنظیم پارامترهای مختلف مانند زمان پیشگرم و تاخیر خاموششدن را فراهم میکنند. دانفوس از فناوریهای پیشرفته مانند مدارهای الکترونیکی با حفاظت اضافه بار و سیستمهای تشخیص خطا در محصولات خود استفاده میکند. این برند با رعایت استانداردهای بینالمللی مانند EN 298 و ISO 9001، کیفیت و ایمنی محصولات خود را در کاربردهای مختلف تضمین مینماید. طراحی ماژولار این قطعات نیز امکان استفاده انعطافپذیر در سیستمهای مختلف کنترل مشعل را فراهم کرده است.
برند دانگز (Dungs)
رلهها و تایمرهای مشعل دانگز با استانداردهای دقیق مهندسی آلمان تولید میشوند و برای کاربردهای حساس در سیستمهای احتراق طراحی شدهاند. این تجهیزات معمولاً در محدوده ولتاژ 230-240 ولت AC کار میکنند و قابلیت تحمل جریانهای تا 8 آمپر را دارند که آنها را برای طیف وسیعی از مشعلهای صنعتی مناسب میسازد. بدنه این محصولات از مواد مقاوم در برابر حرارت و مواد کامپوزیتی با دوام ساخته شدهاند که در برابر شرایط محیطی سخت مقاومت بالایی از خود نشان میدهند. تایمرهای دانگز با دقت زمانی بالا (در محدوده 0.1 تا 60 ثانیه) طراحی شدهاند و مجهز به سیستمهای ایمنی پیشرفته مانند تشخیص قطع شعله و محافظت در برابر احتراق ناقص هستند. این ویژگیها باعث شدهاست محصولات دانگز در صنایعی مانند پالایشگاهها و نیروگاهها مورد اعتماد باشند.
از نظر ساختاری، رله و تایمرهای دانگز به صورت ماژولار و با اتصالات استاندارد صنعتی (ترمینالهای پیچی و کانکتورهای سریع) تولید میشوند که نصب و تعویض آنها را آسان میکند. این محصولات معمولاً دارای درجه حفاظت IP40 تا IP65 هستند که آنها را برای استفاده در محیطهای مرطوب یا پرگردوغبار مناسب میسازد. برخی مدلهای پیشرفته دانگز دارای نمایشگرهای دیجیتال و قابلیت برنامهریزی برای تنظیم پارامترهای مختلف عملکرد مشعل هستند. شرکت دانگز از فناوریهای پیشرفته مانند مدارهای الکترونیکی با حفاظت چندگانه و سیستمهای تشخیص خطای هوشمند در محصولات خود استفاده میکند. رعایت استانداردهای سختگیرانه اروپایی مانند EN 298 و ISO 9001، کیفیت و قابلیت اطمینان این تجهیزات را در شرایط کاری مختلف تضمین مینماید.
برند هانیول (Honeywell)
رلهها و تایمرهای مشعل هانیول با فناوری پیشرفته و مطابق با استانداردهای جهانی طراحی شدهاند تا عملکردی ایمن و پایدار در سیستمهای کنترل احتراق ارائه دهند. این تجهیزات معمولاً در محدوده ولتاژ کاری 120 تا 240 ولت AC عمل میکنند و قابلیت تحمل جریانهای تا 15 آمپر را دارند که آنها را برای طیف گستردهای از مشعلهای صنعتی و تجاری مناسب میسازد. بدنه این محصولات از مواد مقاوم در برابر حرارت و پلاستیکهای مهندسی شده ساخته شدهاند که دوام بالایی در محیطهای عملیاتی سخت دارند. تایمرهای هانیول با دقت زمانی بالا (معمولاً در محدوده 0.1 تا 180 ثانیه) طراحی شدهاند و مجهز به سیستمهای ایمنی پیشرفته مانند تشخیص شعله، محافظت در برابر احتراق ناقص و قطع خودکار در شرایط خطا هستند. این ویژگیها باعث شدهاست محصولات هانیول در صنایع حساس مانند پتروشیمی و نیروگاهها مورد اعتماد باشند.
از نظر ساختاری، رله و تایمرهای هانیول به صورت کامپکت و با اتصالات استاندارد صنعتی (مانند ترمینالهای پیچی و کانکتورهای سریع) تولید میشوند که نصب و تعمیر آنها را تسهیل میکند. این محصولات معمولاً دارای درجه حفاظت IP40 تا IP65 هستند که مقاومت آنها در برابر گرد و غبار، رطوبت و شرایط محیطی سخت را تضمین میکند. برخی مدلهای پیشرفته هانیول دارای نمایشگرهای دیجیتال و قابلیت برنامهریزی برای تنظیم پارامترهای مختلف مانند زمان پیشگرم، تاخیر خاموششدن و حساسیت تشخیص شعله هستند. هانیول از فناوریهای نوین مانند مدارهای الکترونیکی با حفاظت چندلایه و سیستمهای تشخیص خطای هوشمند در محصولات خود استفاده میکند. رعایت استانداردهای بینالمللی مانند EN 298، ISO 9001 و UL، کیفیت و ایمنی این تجهیزات را در کاربردهای مختلف تضمین مینماید. طراحی ماژولار و انعطافپذیر این قطعات نیز امکان استفاده در سیستمهای کنترل مشعل متنوع را فراهم کردهاست.
برند کروم شرودر (Kromschroder)
رلهها و تایمرهای مشعل کروم شرودر با مهندسی دقیق آلمانی و مطابق با استانداردهای صنعتی سختگیرانه تولید میشوند. این تجهیزات در محدوده ولتاژ 24 تا 240 ولت AC/DC کار میکنند و قابلیت تحمل جریانهای تا 16 آمپر را دارند که آنها را برای انواع مشعلهای صنعتی سنگین مناسب میسازد. بدنه محصولات از مواد مقاوم در برابر حرارت (تا 85 درجه سانتیگراد) و ضربه ساخته شدهاند و دارای درجه حفاظت IP40 تا IP65 هستند. تایمرهای این برند با دقت زمانی بالا (0.1 تا 999 ثانیه با قابلیت تنظیم دقیق) و سیستمهای ایمنی پیشرفته مانند تشخیص قطع شعله، کنترل فشار گاز و محافظت در برابر احتراق ناقص طراحی شدهاند. فناوریهای منحصر به فردی مانند مدارهای الکترونیکی با حفاظت چند مرحلهای و سیستمهای تشخیص خطای هوشمند، این محصولات را در صنایع حساس انرژی متمایز کردهاست.
از نظر ساختاری، رله و تایمرهای کروم شرودر با طراحی ماژولار و اتصالات صنعتی استاندارد (ترمینالهای پیچی و کانکتورهای سریع) تولید میشوند. برخی مدلهای پیشرفته مجهز به نمایشگرهای دیجیتال چند زبانه، رابطهای برنامهپذیر (PLC) و قابلیت اتصال به سیستمهای کنترل مرکزی هستند. این محصولات با رعایت استانداردهای EN 298، ISO 9001 و ATEX برای محیطهای خطرناک، قابلیت اطمینان بالایی در شرایط عملیاتی سخت دارند. طراحی ضد ارتعاش و مقاوم در برابر نوسانات الکتریکی، عمر عملیاتی طولانیتری نسبت به محصولات مشابه ایجاد کردهاست. کروم شرودر با بهرهگیری از فناوریهای روز دنیا در زمینه کنترل احتراق، راهکارهای ایمن و کارآمدی برای سیستمهای گرمایش صنعتی ارائه میدهد.
| ولتاژ کاری | محدوده جریان | محدوده زمانی | درجه حفاظت | ویژگی های منحصر به فرد | استانداردها | برند |
|---|---|---|---|---|---|---|
| 240V AC | تا 10A | 0.1-30 ثانیه | IP40-IP65 | طراحی مقاوم در برابر دمای بالا، نمایشگر دیجیتال در مدل های پیشرفته | EN 298, ISO 9001 | Siemens |
| 230V AC | تا 10A | 0.5-30 ثانیه | IP40-IP54 | گارانتی بلندمدت، شبکه توزیع گسترده | EN 298, ISO 9001 | Danfoss |
| 230-240V AC | تا 8A | 0.1-60 ثانیه | IP40-IP65 | سیستم های تشخیص خطای هوشمند، مناسب محیط های مرطوب | EN 298, ISO 9001 | Dungs |
| 120-240V AC | تا 15A | 0.1-180 ثانیه | IP40-IP65 | حفاظت چندلایه، مناسب صنایع پتروشیمی | EN 298, ISO 9001, UL | Honeywell |
| 24-240V AC/DC | تا 16A | 0.1-999 ثانیه | IP40-IP65 | طراحی ضد ارتعاش، مناسب محیط های خطرناک (ATEX) | EN 298, ISO 9001, ATEX | Kromschroder |
اهمیت نصب و نگهداری اصولی
اگرچه رله و تایمر قطعات کوچکی هستند، اما نصب ناصحیح یا بیتوجهی در نگهداری آنها میتواند هزینههای زیادی به دنبال داشته باشد. نصب این قطعات باید توسط تکنسینهای متخصص و با رعایت نکات فنی انجام شود. همچنین انجام بازدیدهای دورهای، بررسی وضعیت اتصالات، تست سنسورهای متصل به رله و بررسی کدهای خطا (در مدلهای دیجیتال) از جمله اقدامات ضروری برای حفظ ایمنی و عملکرد مطلوب مشعل است. استفاده از جعبه محافظ، جلوگیری از نفوذ رطوبت و گرد و غبار و توجه به طول عمر مفید دستگاه از نکات کلیدی در نگهداری این قطعات است.
قیمت و خرید رله و تایمر مشعل
قیمت رله و تایمر مشعل به عواملی مانند برند، کشور سازنده، قابلیتهای فنی، نوع کاربری (صنعتی یا خانگی) و تکنولوژی ساخت بستگی دارد. رلههای دیجیتال و دارای امکانات پیشرفته طبیعتا قیمت بالاتری دارند، اما در مقابل قابلیت اطمینان بیشتری نیز ارائه میدهند. در هنگام خرید این قطعات، توجه به تطابق کامل با مشخصات فنی مشعل بسیار حیاتی است. پیشنهاد میشود برای انتخاب مناسبترین مدل، با کارشناسان فنی مشورت کرده و از فروشگاههایی با ضمانت اصالت کالا و خدمات پس از فروش خرید نمایید. خرید آنلاین رله و تایمر مشعل از فروشگاههای تخصصی تجهیزات گرمایشی، امکان مقایسه آسان قیمتها و مشخصات فنی را فراهم میکند و باعث صرفهجویی در زمان و هزینه میشود.
انواع رگولاتور فشار گاز
رگولاتورهای فشار گاز در مدل های مختلفی طراحی شده اند که هر کدام برای کاربردهای خاصی مناسب هستند. برخی از رایج ترین انواع آن ها عبارتند از:
- 1. رگولاتور فشار گاز تک مرحله ای: این مدل ساده ترین نوع رگولاتور است که فشار گاز را در یک مرحله کاهش می دهد. این نوع برای مصارف مسکونی و تجاری کوچک مناسب است و قیمت مقرون به صرفه ای دارد.
- 2. رگولاتور فشار گاز دو مرحله ای: در این مدل، کاهش فشار در دو مرحله انجام می شود که دقت و پایداری بیشتری در کنترل فشار ایجاد می کند. این رگولاتورها برای صنایع با حساسیت بالا و سیستم های فشار قوی استفاده می شوند.
- 3. رگولاتور فشار گاز پیلوت دار: این نوع رگولاتور از یک سیستم کمکی به نام پیلوت برای تنظیم فشار استفاده می کند و دقت بسیار بالایی دارد. این مدل در صنایع پتروشیمی و نیروگاهی کاربرد گسترده ای دارد.
- 4. رگولاتور فشار گاز مستقیم: در این مدل، فشار خروجی مستقیما توسط فنر و دیافراگم تنظیم می شود و نیازی به سیستم کمکی ندارد. این رگولاتورها برای مصارف عمومی و فشارهای متوسط مناسب هستند.
جدول فنی مقایسه ای
| محدوده فشار ورودی (بار) | محدوده فشار خروجی (بار) | دبی (مترمکعب بر ساعت) | دقت تنظیم فشار (بار) | کاربرد اصلی | مزایا | نوع رگولاتور |
|---|---|---|---|---|---|---|
| 1 تا 20 | 0.1 تا 10 | تا 500 | 0.1 تا 0.5 | مصارف خانگی، صنایع سبک | ساده، هزینه کم، نصب آسان | تک مرحلهای |
| 10 تا 50 | 0.05 تا 5 | تا 2000 | 0.01 تا 0.1 | صنایع سنگین، نیروگاهها | پایدار، کاهش نوسان فشار خروجی | دو مرحلهای |
| 5 تا 50 | 0.5 تا 25 | تا 5000 | 0.05 تا 0.1 | پالایشگاهها، خطوط انتقال گاز | دقت بالا، مناسب فشار و دبی زیاد | پیلوت دار |
| 1 تا 10 | 0.1 تا 5 | تا 300 | 0.1 تا 0.3 | تجهیزات کوچک، مصارف خانگی | طراحی ساده، هزینه پایین | مستقیم |
نکات مهم در انتخاب مناسب
در انتخاب رگولاتور فشار گاز مناسب، نخست باید محدوده فشار ورودی و خروجی دقیق مشخص شود. فشار ورودی معمولاً بین 1 تا 50 بار و فشار خروجی بسته به کاربرد بین 0.1 تا 25 بار متغیر است. دقت تنظیم فشار نقش کلیدی در عملکرد سیستم دارد و برای کاربردهای حساس باید کمتر از 0.05 بار باشد. همچنین دبی گاز باید با ظرفیت رگولاتور همخوانی داشته باشد تا از نوسانات فشار جلوگیری شود. جنس بدنه رگولاتور نیز باید با نوع گاز و شرایط محیطی سازگار باشد، بهعنوان مثال استیل ضد زنگ برای محیطهای خورنده توصیه میشود.
علاوه بر مشخصات فنی، استانداردهای بینالمللی مانند ISO 2503 و ANSI باید در انتخاب رعایت شوند تا ایمنی و کیفیت تضمین گردد. نوع رگولاتور، مستقیم یا پیلوت دار، بر اساس فشار و دبی مورد نیاز انتخاب میشود. قابلیت تعمیر و نگهداری آسان، نوع اتصال ورودی و خروجی و وزن دستگاه نیز از نکات مهم دیگر هستند. انتخاب صحیح رگولاتور علاوه بر افزایش عمر مفید، هزینههای عملیاتی را کاهش داده و کارایی سیستم را بهبود میبخشد.
فاکتور های موثر بر قیمت و خرید رگولاتور فشار گاز
فاکتورهای اصلی موثر بر قیمت رگولاتور فشار گاز شامل نوع رگولاتور، جنس بدنه و دقت تنظیم فشار است. رگولاتورهای پیلوت دار و دو مرحلهای به دلیل ساختار پیچیدهتر، قیمت بالاتری نسبت به رگولاتورهای مستقیم و تک مرحلهای دارند. جنس بدنه معمولا از آلیاژ آلومینیوم، برنج یا استیل ضد زنگ انتخاب میشود که استیل گرانتر بوده و مناسب شرایط سخت صنعتی است. همچنین دقت تنظیم فشار و محدوده عملکرد دستگاه بر قیمت تاثیرگذار است. برندهای معتبر بینالمللی مانند Fisher، Emerson و Tescom قیمتهای متغیری از 150 تا 1500 دلار برای رگولاتورهای استاندارد ارائه میدهند.
عوامل دیگری همچون ابعاد، نوع اتصال ورودی و خروجی و قابلیت تعمیر و نگهداری نیز بر هزینه خرید تاثیر دارد. رگولاتورهای با دبی بالاتر و فشار کاری گستردهتر معمولا هزینه بیشتری دارند. در بازار جهانی، مدلهای کوچک و ساده با قیمت حدود 150 تا 300 دلار و مدلهای صنعتی پیشرفته تا 1200 دلار عرضه میشوند. انتخاب صحیح رگولاتور با توجه به نیاز فنی و بودجه، علاوه بر کاهش هزینههای عملیاتی، ایمنی و دوام تجهیزات را تضمین میکند.
برندهای معتبردر بازار جهانی
در بازار جهانی، برندهای معتبر رگولاتور فشار گاز مانند Fisher، Emerson و Tescom به دلیل کیفیت بالا و رعایت استانداردهای بینالمللی شناخته میشوند. شرکت Fisher که زیرمجموعه Emerson است، انواع رگولاتورهای پیلوت دار و دو مرحلهای با دقت تنظیم فشار تا 0.01 بار تولید میکند. Tescom نیز با تمرکز بر تجهیزات فشار بالا و دبیهای وسیع، محصولات خود را مطابق استانداردهای ISO 2503 و ASME ارائه میدهد. این برندها در صنایع نفت، گاز و پتروشیمی کاربرد فراوان دارند و قابلیت تحمل فشارهای تا 100 بار را فراهم میکنند.
برندهایی مانند Honeywell و Cavagna Group نیز در رده برترینها قرار دارند. Honeywell با فناوریهای نوین، رگولاتورهای الکترونیکی با دقت بالا و قابلیت کنترل دیجیتال عرضه میکند. Cavagna با تولید رگولاتورهای استیل و برنجی، در صنایع پزشکی و جوشکاری شناخته شده است. تمامی این برندها دارای گواهینامههای CE، UL و ATEX برای تضمین ایمنی و کیفیت محصولات هستند. انتخاب برند مناسب بر اساس نوع کاربرد، فشار کاری و دقت مورد نیاز، عملکرد بهینه سیستم را تضمین میکند.
روندهای جدید در تولید
صنعت تولید رگولاتورهای فشار گاز در سال های اخیر شاهد تحولات قابل توجهی بوده است. بسیاری از برندهای مطرح به سمت تولید رگولاتورهای هوشمند حرکت کرده اند که قابلیت اتصال به سیستم های مانیتورینگ و کنترل از راه دور را دارند. این فناوری ها امکان نظارت لحظه ای بر عملکرد دستگاه و تشخیص سریع مشکلات احتمالی را فراهم می کنند.مواد جدید مورد استفاده در ساخت رگولاتورها نیز تحول بزرگی در این صنعت ایجاد کرده است. استفاده از آلیاژهای پیشرفته و پوشش های نانویی باعث افزایش مقاومت دستگاه ها در برابر خوردگی و سایش شده است. برخی برندها نیز روی کاهش ابعاد و وزن محصولات خود تمرکز کرده اند، در حالی که عملکرد و دوام آنها را حفظ کرده اند.
برندهای معتبر تولیدکننده diesel nozzles
در بازار جهانی، برندهای مختلفی در زمینه تولید نازل گازوئیل فعالیت میکنند که برخی از آنها به دلیل سابقه بالا، کیفیت فنی و سازگاری با استانداردهای بینالمللی، شهرت بیشتری دارند. برند DANFOSS از دانمارک یکی از معروفترین تولیدکنندگان نازلهای گازوئیلی است که به دلیل دقت بالا، طراحی ضد گرفتگی و عمر طولانی در بسیاری از سیستمهای گرمایشی استفاده میشود. برند HAGO نیز به عنوان یکی از زیرمجموعههای DELAVAN در ایالات متحده شناخته میشود و در صنایع حرفهای و مشعلهای صنعتی کاربرد گستردهای دارد. برند STEINEN نیز در آمریکا تولید میشود و نازلهای آن به عملکرد پایدار و یکنواخت معروف هستند. تمامی این برندها در مدلها و ظرفیتهای مختلف عرضه میشوند تا پاسخگوی طیف وسیعی از نیازهای مصرفی و صنعتی باشند.
جدول مقایسه فنی برندهای تولید کننده نازل گازوئیل
| کشور سازنده | زاویههای پاشش | نوع پاشش | جنس بدنه | مناسب برای مشعلهای | ویژگی برجسته | برند |
|---|---|---|---|---|---|---|
| دانمارک | 30° تا 80° | مخروطی توپر و توخالی | استیل ضد زنگ | خانگی و نیمه صنعتی | دوام بالا در محیطهای مرطوب | Danfoss |
| آمریکا | 45° تا 80° | پاشش یکنواخت خطی | برنج با روکش نیکل | مشعلهای صنعتی سبک | مقاومت عالی در برابر گرفتگی | Steinen |
| آمریکا | 30° تا 90° | پاشش اتمیزه حرفهای | استیل حرارت دیده | مشعلهای نیروگاهی | تنوع در ظرفیت و مدل | Delavan |
| آمریکا | 45° تا 70° | مخروطی متراکم | برنج آبکاریشده | سیستمهای گرمایشی متوسط | طراحی دقیق و یکنواخت | Hago |
| سوئیس | 30° تا 60° | پاشش نرم و فشرده | استیل با مقاومت بالا | مشعلهای دقیق با شعله نازک | فیلتر چندمرحلهای داخلی | Monarch |
عوامل موثر بر خرید و قیمت نازل گازوئیل
- کیفیت ساخت نازل: نازل های با بدنه فولادی ضد زنگ عمر طولانی تر و دقت بیشتری در سوخت رسانی دارند. قیمت حدودی: 25 تا 80 دلار.
- نوع جریان و خروجی: نازل های با جریان متغیر و دبی کنترل دقیق، باعث صرفه جویی سوخت می شوند. قیمت حدودی: 40 تا 120 دلار.
- سیستم ضد چکه و ایمنی: نازل هایی که دارای مکانیزم ضد چکه هستند از هدر رفت سوخت جلوگیری می کنند. قیمت حدودی: 35 تا 90 دلار.
- سازگاری با پمپ و تانکر: نازل باید با اندازه و فشار پمپ هماهنگ باشد تا عملکرد بهینه داشته باشد. قیمت حدودی: 30 تا 100 دلار.
- مواد و پوشش داخلی: استفاده از پلیمرهای مقاوم در برابر سایش و خوردگی، طول عمر نازل را افزایش می دهد. قیمت حدودی: 28 تا 75 دلار.
- برند و گارانتی: برندهای معتبر با ارائه ضمانت، اعتماد و اطمینان خریدار را افزایش می دهند. قیمت حدودی: 45 تا 130 دلار.
- سفارشی بودن نازل: نازل هایی که برای کاربردهای صنعتی یا خودروهای خاص طراحی شده اند، قیمت بالاتری دارند. قیمت حدودی: 60 تا 150 دلار.
- هزینه نگهداری و تعمیر: نازل هایی که قطعات یدکی آسان و ارزان دارند، در بلند مدت مقرون به صرفه تر هستند. قیمت حدودی: 20 تا 70 دلار.
چشمی مشعل چیست و چه کاربردی دارد؟
چشمی مشعل یا سنسور شعله، یکی از حیاتیترین اجزای سیستمهای احتراق در مشعلهای گازی، گازوئیلی و دوگانهسوز است که وظیفه تشخیص وجود یا عدم وجود شعله را بر عهده دارد. عملکرد صحیح این قطعه مستقیماً با ایمنی و کارایی کل سیستم گرمایشی در ارتباط است. چشمی مشعل در واقع با استفاده از فناوریهای مختلف از جمله اشعه فرابنفش (UV) یا مادون قرمز (IR)، وجود شعله را درون محفظه احتراق شناسایی کرده و به کنترلر مشعل ارسال میکند تا در صورت نبود شعله، دستور قطع گاز به سرعت صادر شود. این واکنش سریع، از بروز انفجار، آتشسوزی و آسیب به تأسیسات جلوگیری میکند. خرید چشمی مشعل مناسب برای هر نوع مشعل، گامی کلیدی در ارتقاء ایمنی و بهینهسازی عملکرد سیستم گرمایشی صنعتی و خانگی به شمار میرود.
انواع چشمی مشعل از نظر تکنولوژی
چشمی مشعل از نظر تکنولوژی ساخت به چند نوع اصلی تقسیم میشود: چشمی UV، چشمی IR و چشمی فتوسل. چشمیهای UV معمولاً در مشعلهای گازی و صنعتی کاربرد دارند و با شناسایی امواج فرابنفش حاصل از شعله، وجود آن را تشخیص میدهند. چشمیهای IR یا مادون قرمز بیشتر در سیستمهایی استفاده میشوند که شعله دارای شدت نور پایینتری است. در این نوع سنسورها، حرارت و تابش مادون قرمز ساطعشده از شعله، عامل اصلی تشخیص است. نوع سوم، چشمیهای فتوسل هستند که نور مرئی شعله را ثبت میکنند و بیشتر در مشعلهای گازوئیلی به کار میروند. انتخاب نوع چشمی باید بر اساس نوع سوخت، شرایط محیطی و نوع کنترلر مورد استفاده در سیستم صورت گیرد.
اجزای اصلی و نحوه عملکرد
هر چشمی مشعل از بخشهای کلیدی مانند سنسور حساس به نور، بدنه مقاوم در برابر حرارت، کابل اتصال و کانکتور تشکیل شده است. سنسور داخل چشمی معمولاً به صورت اپتیکی طراحی میشود و اشعههای ساطعشده از شعله را دریافت میکند. پس از دریافت این سیگنال، اطلاعات به یک واحد تقویتکننده یا کنترلر ارسال شده و وضعیت شعله تحلیل میشود. در صورتی که شعله در مدت زمان مشخص شناسایی نشود، سیگنال قطع گاز توسط کنترلر صادر میشود. این فرآیند نه تنها باعث ایمنی بالا میشود بلکه از هدررفت انرژی و آسیب به مشعل جلوگیری میکند. به همین دلیل استفاده از چشمی با کیفیت و اورجینال برای حفظ پایداری عملکرد سیستم بسیار ضروری است.
نکات مهم در انتخاب و نصب
برای انتخاب یک چشمی مناسب، ابتدا باید نوع سوخت مشعل (گاز یا گازوئیل) مشخص باشد، سپس باید بررسی شود که مشعل به کدام نوع کنترلر مجهز است. برخی چشمیها تنها با کنترلرهای خاصی سازگار هستند. عامل دیگر شرایط محیطی محل نصب است؛ اگر محیط دارای رطوبت بالا، گرد و غبار یا حرارت شدید است، باید از چشمیهایی با درجه حفاظت بالا (IP مناسب) استفاده شود. نصب درست چشمی نیز اهمیت زیادی دارد؛ باید در زاویهای نصب شود که به خوبی در معرض شعله قرار گیرد اما در عین حال از تابش مستقیم نور محیط یا حرارت بیش از حد محافظت شود. در نهایت، رعایت نکات مربوط به اتصال صحیح سیمها و اطمینان از عملکرد سیستم در هنگام راهاندازی، برای جلوگیری از خطا در تشخیص شعله حیاتی است.
مزایای استفاده از چشمی مشعل با کیفیت
استفاده از چشمیهای با کیفیت و برندهای معتبر مانند هانیول، زیمنس یا دت وایلر میتواند تأثیر مستقیمی بر عمر مفید مشعل، کاهش هزینههای تعمیرات و افزایش ایمنی داشته باشد. این چشمیها معمولاً دارای سنسور دقیقتر، عمر طولانیتر، بدنه مقاومتر و پایداری بالاتر در برابر نویز و حرارت هستند. از طرفی عملکرد پایدار آنها موجب کاهش دفعات خاموش و روشن شدن ناگهانی مشعل شده که این موضوع در مصرف انرژی نیز صرفهجویی ایجاد میکند. همچنین در صنایع حساس مانند صنایع غذایی، داروسازی یا نفت و گاز که کنترل دقیق شعله اهمیت بالایی دارد، چشمیهای حرفهای و استاندارد، نقش بسیار تعیینکنندهای دارند.
قیمت و خرید چشمی مشعل
قیمت چشمی مشعل با توجه به نوع تکنولوژی، برند سازنده، کشور تولیدکننده و مشخصات فنی آن متفاوت است. چشمیهای UV و IR به دلیل دقت بالا و فناوری پیچیدهتر، معمولاً قیمت بالاتری نسبت به فتوسلهای ساده دارند. برندهایی مانند Honeywell، Siemens، Satronic و Brahma در این حوزه شناختهشده و مورد اعتماد هستند. در هنگام خرید چشمی مشعل، باید به تطابق کامل آن با مدل مشعل و کنترلر مورد استفاده توجه شود تا عملکرد بدون اختلال تضمین شود. پیشنهاد میشود از فروشگاههای تخصصی با گارانتی معتبر و مشاوره فنی خرید انجام گیرد تا انتخابی هوشمندانه و متناسب با نیاز سیستم خود داشته باشید.
برندهای معتبر تولید کننده
در دنیای تجهیزات گرمایشی صنعتی، انتخاب برند معتبر برای خرید قطعات حساس مانند چشمی مشعل اهمیت بسیار زیادی دارد. چشمی مشعل یا سنسور شعله یکی از اجزای کلیدی سیستم احتراق مشعل است که وظیفه دارد وجود شعله را با دقت بالا تشخیص داده و در صورت نبود آن، فرمان قطع جریان گاز را صادر کند. عملکرد دقیق و بدون خطای این قطعه، به طور مستقیم با ایمنی و بازدهی مشعل در ارتباط است. به همین دلیل، خرید چشمی مشعل از برندهای شناختهشده و مورد اعتماد نه تنها باعث افزایش طول عمر سیستم میشود بلکه سطح ایمنی تجهیزات گرمایشی را نیز بهطور قابل توجهی بالا میبرد.
- Honeywell هانیول:شرکت آمریکایی Honeywell یکی از پرچمداران صنعت اتوماسیون و کنترل احتراق است. چشمیهای مشعل هانیول از نظر طراحی، دقت، دوام و سازگاری با سیستمهای کنترلی بسیار پیشرفته هستند. مدلهایی مانند C7027A1049 یا C7012A1024 در بسیاری از مشعلهای صنعتی به کار میروند و توانایی بالایی در تشخیص شعلههای گاز یا گازوئیل دارند. سنسورهای UV و فتوسل تولید این برند، قابلیت تشخیص سریع و دقیق شعله را حتی در شرایط سخت محیطی دارند. استفاده از بدنه مقاوم در برابر حرارت و طراحی جمعوجور از ویژگیهایی است که هانیول را در میان بهترین تولیدکنندگان چشمی مشعل قرار داده است.
- Siemens زیمنس:زیمنس یکی دیگر از برندهای برتر جهانی در زمینه تولید چشمی مشعل است که سابقهای طولانی در طراحی سیستمهای ایمنی شعله دارد. سری QRA از زیمنس به طور خاص برای مشعلهای صنعتی طراحی شده و با کنترلرهای قدرتمند این شرکت سازگار است. چشمیهای UV و مادون قرمز زیمنس با تکنولوژی بسیار دقیق، توانایی تشخیص شعله در شرایط نوری متغیر و فشار بالا را دارند. یکی از ویژگیهای بارز چشمیهای زیمنس، تحمل دمای بالا و عملکرد پایدار در مدت زمان طولانی است که آنها را برای کاربردهای سخت صنعتی ایدهآل میسازد.
- Satronic ساترونیک:برند Satronic که امروزه بخشی از مجموعه Honeywell به شمار میرود، سالهاست در تولید چشمی مشعل تخصص دارد. چشمیهایی مانند IRD1020 یا MZ770 که از محصولات معروف این برند هستند، در مشعلهای گازوئیلی و دوگانهسوز کاربرد گستردهای دارند. طراحی ساده اما دقیق، قیمت مناسب و سازگاری با انواع کنترلرهای اروپایی باعث شده چشمیهای ساترونیک در بازار ایران نیز محبوب باشند. این برند برای سیستمهایی که نیاز به تشخیص سریع شعله در مدت کوتاه دارند، گزینهای بسیار مناسب محسوب میشود.
- Brahma برهما:اگر به دنبال ترکیبی از قیمت مناسب و عملکرد پایدار هستید، برند ایتالیایی Brahma میتواند انتخابی مناسب برای شما باشد. چشمیهای فتوسل برهما بیشتر در مشعلهای گازوئیلی کوچک و متوسط کاربرد دارند و با بسیاری از تابلوهای فرمان موجود در بازار سازگار هستند. کیفیت ساخت قابل قبول، نصب آسان و خدمات پس از فروش در دسترس از جمله مزایای اصلی این برند هستند. بسیاری از نصابها و تکنسینها برای پروژههای نیمهصنعتی، از Brahma به عنوان برند اصلی چشمی مشعل استفاده میکنند.
- سایر برندهای تخصصی در بازار:در کنار برندهای نامبرده، شرکتهایی مانند Riello، Danfoss، Oilon و Eckerle نیز سهم قابل توجهی از بازار چشمی مشعل را در اختیار دارند. هر یک از این برندها با توجه به نیازهای خاص بازار، محصولات خود را توسعه دادهاند. به عنوان مثال، Riello به عنوان تولیدکننده مشعلهای صنعتی و تجاری، چشمیهایی با عملکرد خاص در محصولات خود ارائه میدهد که با سیستمهای همین برند هماهنگ هستند. دانفوس نیز بیشتر در بازار چشمیهای گازوئیلی با عملکرد قابل اتکا شناخته میشود.
جدول مقایسه برندهای مختلف
| کشور سازنده | نوع تکنولوژی | کاربرد رایج | ویژگی شاخص | برند |
|---|---|---|---|---|
| آمریکا | UV و فتوسل | مشعلهای صنعتی و نیمهصنعتی | دقت بالا، سازگاری گسترده، کیفیت ساخت عالی | Honeywell |
| آلمان | UV و IR | صنایع سنگین، نیروگاهها | پایداری طولانی، تحمل حرارت بالا | Siemens |
| سوئیس / آمریکا | IR و فتوسل | مشعلهای گازوئیلی و دوگانهسوز | نصب آسان، دقت متوسط، قیمت اقتصادی | Satronic (Honeywell) |
| ایتالیا | فتوسل | گرمایش نیمهصنعتی و مسکونی | قیمت مناسب، طراحی ساده، عملکرد قابل اعتماد | Brahma |
| دانمارک | فتوسل | سیستمهای گرمایشی کوچک | طراحی جمعوجور، طول عمر بالا | Danfoss |
| آلمان | فتوسل | مشعلهای نیمهصنعتی | ساختار مقاوم، مناسب محیطهای صنعتی | Eckerle |
| ایتالیا | فتوسل و UV | مشعلهای تجاری و صنعتی | سازگاری با مشعلهای اختصاصی Riello | Riello |
انتخاب برند مناسب برای چشمی مشعل به فاکتورهایی مانند نوع مشعل، سوخت مصرفی، شرایط محیطی، بودجه و میزان حساسیت مورد انتظار بستگی دارد. برندهای مطرحی مانند Honeywell و Siemens گزینههایی حرفهای برای محیطهای صنعتی هستند، در حالی که Brahma یا Satronic انتخابهایی اقتصادیتر و متناسب با نیازهای عمومی هستند. اگر اولویت شما امنیت، پایداری و خدمات پس از فروش است، انتخاب برندهای معتبر جهانی، اطمینانی دوچندان در کارکرد ایمن سیستم گرمایشی فراهم میکند.
در سیستمهای گرمایشی و احتراقی، پمپ سوخت وظیفه حیاتی انتقال و تزریق سوخت از مخزن به مشعل یا موتور را بر عهده دارد. این پمپها با ایجاد فشار یکنواخت و جریان مستمر، کمک میکنند تا احتراق بهصورت پایدار و ایمن انجام شود. خرید پمپ سوخت برای انواع مشعلهای گازوئیلی، دیزلی یا حتی برخی سیستمهای صنعتی خاص، باید با آگاهی از مشخصات فنی و ظرفیت پمپ انجام گیرد. انتخاب پمپ نامناسب میتواند منجر به کاهش راندمان سیستم و افزایش مصرف سوخت یا حتی توقف عملکرد مشعل شود.
انواع پمپ سوخت و کاربردهای آن
پمپ سوخت در انواع مختلفی تولید میشود که هر کدام با توجه به ساختار و مکانیزم عملکرد، برای کاربردهای خاصی مناسب هستند. رایجترین انواع پمپ سوخت شامل پمپهای دندهای، پرهای، پیستونی و دیافراگمی میشوند که هر کدام ویژگیها و مزایای مخصوص به خود را دارند. پمپهای دندهای با عملکرد ساده و قابلیت تامین فشار متوسط، بیشتر در سیستمهای مشعلهای صنعتی و دیگهای بخار کاربرد دارند. پمپهای پرهای که از تیغههای انعطافپذیر تشکیل شدهاند، توانایی ایجاد جریان پیوسته و یکنواخت را دارند و برای مصارف با دبی پایین و فشار متوسط بسیار مناسباند.
پمپهای پیستونی با طراحی پیچیدهتر قادر به تولید فشارهای بالا هستند و معمولاً در صنایع نفت، گاز و نیروگاهها به کار میروند که نیاز به فشار بسیار دقیق و قوی دارند. همچنین پمپهای دیافراگمی که با حرکت یک دیافراگم انعطافپذیر کار میکنند، برای انتقال سوختهای حساس به نوسان فشار یا سیستمهایی که به ایمنی بیشتری نیاز دارند، استفاده میشوند. هر یک از این پمپها در صنایع مختلفی مانند گرمایش مرکزی، موتورهای دیزلی، سیستمهای گازسوز و خطوط انتقال سوخت کاربرد گسترده دارند و انتخاب صحیح نوع پمپ بسته به شرایط کاری و مشخصات فنی پروژه اهمیت بالایی دارد.
نکات مهم در نصب و نگهداری
نصب صحیح پمپ سوخت نقش بسیار مهمی در افزایش عمر مفید و عملکرد پایدار آن دارد. محل نصب باید عاری از گرد و غبار و دمای بالا باشد و همچنین مسیر ورودی و خروجی سوخت بدون گرفتگی و با اتصالات محکم طراحی شود. نگهداری منظم شامل بررسی دورهای فیلترها، اطمینان از روانکاری صحیح قطعات و کنترل فشار سیستم، از عواملی است که موجب کاهش خرابیها و افزایش بهرهوری میشود. آموزش اپراتورها برای استفاده صحیح و رسیدگی به هشدارهای سیستم، میتواند از بروز خسارتهای جدی جلوگیری کند.
قیمت و خرید پمپ سوخت
قیمت پمپ سوخت با توجه به عوامل مختلفی مانند نوع پمپ، ظرفیت، برند تولیدکننده و ویژگیهای فنی آن تعیین میشود. هرچه کیفیت ساخت و قابلیتهای فنی بالاتر باشد، بهطور طبیعی قیمت نیز افزایش خواهد یافت. برای خرید پمپ سوخت مناسب، بهتر است ابتدا نوع مشعل یا دستگاه مصرفکننده را مشخص کرده و سپس با مشورت کارشناسان فنی، مدلی انتخاب شود که با نیاز پروژه سازگاری کامل داشته باشد. خرید از فروشگاههای معتبر و دارای گارانتی میتواند خیال مصرفکننده را از بابت کیفیت و اصالت کالا راحت کند.
معرفی برندهای تولید کننده
در فرآیند خرید پمپ سوخت، یکی از مهمترین فاکتورها انتخاب برند معتبر و شناخته شده است که کیفیت و دوام محصولات آن تضمین شده باشد. پمپ سوخت به عنوان قلب سیستم تأمین سوخت در مشعلها، دیگها و موتورهای احتراق، نقش حیاتی در عملکرد صحیح و ایمن این دستگاهها دارد. برندهای معتبر با استفاده از فناوریهای پیشرفته، متریال باکیفیت و استانداردهای جهانی، محصولات خود را به گونهای طراحی میکنند که توانایی کار در شرایط سخت صنعتی را داشته باشند. به همین دلیل، انتخاب پمپ از یک برند معتبر نه تنها باعث افزایش طول عمر سیستم میشود بلکه هزینههای نگهداری و تعمیرات را به طور قابل توجهی کاهش میدهد.
بازار پمپ سوخت جهانی و داخلی میزبان برندهای متعددی است که هر کدام با ویژگیهای خاص و طیف متنوعی از محصولات، نیازهای مختلف مشتریان را پوشش میدهند. از برندهای پیشرو میتوان به دانفوس (Danfoss) اشاره کرد که به خاطر تکنولوژی روز و کیفیت بالای ساخت شناخته شده است. همچنین برند سانترال (Central) با محصولات متنوع در حوزه پمپهای دندهای و پرهای از دیگر انتخابهای مطمئن محسوب میشود. برندهایی مانند شکوه الکترونیک، ساور دانفوس، اسپیکو و دلوان نیز در بازار ایران و منطقه فعالیت چشمگیری دارند و به دلیل قیمت رقابتی و خدمات پس از فروش مناسب، طرفداران زیادی دارند. هر یک از این برندها با ارائه مدلهای متنوع، امکان انتخاب پمپ سوخت متناسب با نیازهای صنعتی مختلف را فراهم کردهاند.
ویژگیهای محصولات برندهای معتبر
محصولات برندهای معتبر پمپ سوخت معمولا دارای استانداردهای بینالمللی مانند ISO و CE هستند که تضمینکننده کیفیت و ایمنی دستگاه میباشند. این برندها بر طراحی دقیق قطعات داخلی، استفاده از مواد مقاوم در برابر خوردگی و حرارت، و بهرهگیری از تکنولوژیهای نوین تاکید دارند. علاوه بر این، این برندها معمولاً پشتیبانی فنی قوی، خدمات پس از فروش گسترده و تأمین سریع قطعات یدکی را برای مشتریان خود فراهم میکنند. این موارد باعث میشود تا خرید پمپ سوخت از این برندها، گزینهای مطمئن برای پروژههای صنعتی و تجاری باشد.
یکی دیگر از عوامل مهمی که در انتخاب پمپ سوخت تأثیرگذار است، قیمت و شرایط خدمات پس از فروش برندهای مختلف است. برندهای شناخته شده به دلیل کیفیت بالاتر و تکنولوژی پیشرفتهتر معمولا قیمت بیشتری دارند، اما این هزینه در بلندمدت با کاهش خرابیها و افزایش عمر مفید دستگاه جبران میشود. همچنین تضمین گارانتی معتبر و دسترسی آسان به قطعات یدکی، از دیگر مزایای خرید پمپ سوخت از برندهای مطرح است. شرکتهای تولیدکننده معتبر معمولاً شبکه فروش و خدمات گستردهای دارند که در نقاط مختلف، نصب، تعمیر و نگهداری پمپها را تسهیل میکند.
انتخاب برند مناسب در خرید پمپ سوخت نقش کلیدی در افزایش بازدهی و دوام سیستمهای احتراق ایفا میکند. آشنایی با ویژگیها و سابقه برندهای معتبر به کاربران کمک میکند تا تصمیمی آگاهانه و اقتصادی بگیرند. در نهایت، خرید پمپ سوخت از برندهای با کیفیت و معتبر باعث میشود تا عملکرد سیستمهای گرمایشی و صنعتی بهینه شده و هزینههای عملیاتی کاهش یابد. پیش از نهایی کردن خرید، توصیه میشود مشخصات فنی، شرایط نصب و نیازهای پروژه به دقت بررسی و با کارشناسان فنی مشورت شود تا بهترین انتخاب انجام شود.
جدول مقایسه برندها
| گارانتی و خدمات پس از فروش | نوع پمپ | ویژگی های کلیدی | کاربردها | مزایا | برند پمپ سوخت |
|---|---|---|---|---|---|
| گارانتی استاندارد بین المللی، شبکه خدمات گسترده جهانی | دنده ای، پره ای | عملکرد دقیق در فشارهای متوسط، مقاومت بالا در برابر سایش و خوردگی | مشعل های گازوئیلی، دیگ های بخار، سیستم های گرمایش مرکزی | طراحی ساده و قابل اطمینان، قابلیت تعمیر آسان، مصرف انرژی کم | SUNTEC سانتک |
| گارانتی معتبر، تامین سریع قطعات یدکی، خدمات پس از فروش حرفهای | دنده ای، پیستونی، پره ای | کیفیت ساخت بالا، فناوری روز، قابلیت تنظیم دقیق فشار و دبی | صنایع نفت و گاز، نیروگاهها، مشعلهای صنعتی | کارایی بالا، دوام طولانی، پشتیبانی فنی قوی | DANFOSS دانفوس |
| گارانتی قابل قبول، خدمات پس از فروش در بازارهای منطقهای | دنده ای، پره ای | طراحی بهینه برای دبی پایین و فشار متوسط، عملکرد پایدار | مشعلهای کوچک و متوسط، سیستمهای گرمایشی خانگی و صنعتی | قیمت رقابتی، نصب و راهاندازی آسان، مصرف سوخت بهینه | Central سانترال |
انواع پرشر سوییچ
پرشر سوییچها در انواع مختلفی طراحی و تولید میشوند که هرکدام برای کاربردهای خاصی مناسب هستند. پرشر سوییچ مکانیکی یکی از رایجترین انواع است که با استفاده از دیافراگم، پیستون یا لوله بوردون فشار را حس میکند و تغییرات فشار باعث فعالسازی کنتاکت الکتریکی میشود. نوع الکترونیکی این دستگاهها از سنسورهای فشار دیجیتال بهره میبرد و دقت بالاتر و قابلیت برنامهریزی گستردهتری دارد. همچنین، پرشر سوییچهای ضد انفجار برای استفاده در محیطهای پرخطر طراحی شدهاند که استانداردهای ایمنی سختگیرانهای دارند و عملکردی مطمئن ارائه میدهند.
انواع مختلف پرشر سوییچ با دامنههای فشاری متنوع و قابلیت تنظیم نقطه قطع و وصل مختلف، در صنایع گوناگون کاربرد دارند. این دستگاهها میتوانند فشار مثبت، منفی یا تفاضلی را اندازهگیری کنند و بر اساس نوع سیال و شرایط محیطی انتخاب میشوند. مدلهای هوشمند مجهز به نمایشگر و خروجی دیجیتال نیز امکان مانیتورینگ دقیق و کنترل از راه دور را فراهم میکنند. انتخاب نوع مناسب پرشر سوییچ براساس نیاز دقیق سیستم و استانداردهای ایمنی اهمیت بالایی دارد.
قیمت و خرید وینچ مناسب برای خودرو آفرود
اگر به دنبال خرید وینچ ماشینی آفرود با قیمت مناسب و کیفیت بالا هستید، می توانید متناسب با نوع خودرو و نیاز خود، ظرفیت کشش مناسب مانند 9500 پوند یا 12000 پوند را انتخاب کنید. این وینچ ها با موتور قدرتمند، سیم بکسل مقاوم و طراحی ایمن، یک ابزار کاربردی برای علاقه مندان به آفرود، کمپینگ و سفرهای طبیعت گردی محسوب می شوند. با داشتن یک winch آفرود استاندارد، می توانید در مسیرهای گلی، ماسه ای و صعب العبور بدون نگرانی سفر کنید و در مواقع ضروری خودرو خود را به راحتی نجات دهید.
خرید وینچ آفرود با کیفیت، یک سرمایه گذاری هوشمندانه برای سفرهای ماجراجویانه شما است که امنیت و آرامش بیشتری در سفر به شما هدیه می دهد. با انتخاب یک وینچ خودرو آفرود مناسب، از هر مسیر دشوار عبور کرده و آزادی عمل بیشتری در سفرهای آفرودی خواهید داشت. اگر قصد خرید وینچ برقی برای سفرهای آفرودی دارید، می توانید همین حالا برای دریافت مشاوره رایگان و انتخاب ظرفیت مناسب با خودرو خود، با ما در ارتباط باشید و با اطمینان به دل طبیعت بزنید.
انواع چشم الکترونیکی و تفاوتهای آنها
چشمهای الکترونیکی در مدلهای مختلفی تولید میشوند که هرکدام متناسب با نوع کاربرد و محیط نصب طراحی شدهاند. رایجترین دستهبندی این تجهیزات شامل چشم نوری، مادون قرمز (PIR)، آلتراسونیک، و ترکیبی است. مدلهای نوری معمولاً برای کاربردهایی مانند درب اتوماتیک فروشگاهها یا آسانسورها استفاده میشوند. چشمهای مادون قرمز مناسب برای تشخیص حرکت انسان در محیط داخلی هستند و در سیستمهای روشنایی هوشمند، دزدگیرها و خانههای هوشمند بهکار میروند. مدلهای آلتراسونیک نیز با ارسال امواج صوتی فراصوت عمل میکنند و در فضاهای خاص صنعتی کاربرد دارند. انتخاب صحیح نوع چشم الکترونیکی به نوع پروژه و نیاز عملیاتی شما بستگی دارد.
1. چشم الکترونیکی مادون قرمز (PIR)
یکی از پرکاربردترین انواع چشم الکترونیکی، مدل مادون قرمز غیرفعال یا PIR است. این نوع چشم توانایی تشخیص تغییرات دمایی ناشی از حرکت انسان یا حیوان را دارد. هنگامی که موجودی زنده وارد محدوده دید سنسور میشود، تغییر در الگوی گرمایی محیط باعث فعال شدن حسگر میشود. چشمهای PIR معمولاً در سیستمهای روشنایی هوشمند، دزدگیرهای خانگی و اداری، و پروژههای خانه هوشمند استفاده میشوند. از مزایای آن میتوان به مصرف انرژی پایین و حساسیت مناسب در فضای بسته اشاره کرد، هرچند در فضای باز یا شرایط جوی خاص عملکرد آن ممکن است دچار اختلال شود.
2. چشم نوری (Photoelectric Sensor)
چشم نوری یا فتوالکتریک از تکنولوژی ارسال و دریافت نور مرئی یا مادون قرمز برای تشخیص اشیاء استفاده میکند. این مدل معمولاً شامل یک فرستنده (Transmitter) و گیرنده (Receiver) است که بین آنها یک پرتو نوری قرار دارد. در صورت قطع شدن این پرتو توسط یک جسم، سیگنال خروجی فعال میشود. چشمهای نوری به دلیل دقت بالا و پاسخ سریع در خطوط تولید، شمارش محصولات، دربهای اتوماتیک و سیستمهای امنیتی بسیار کاربرد دارند. بسته به نوع سیستم، چشم نوری ممکن است بهصورت یکپارچه (Retro-reflective)، جدا از هم (Through-beam) یا انتشار پراکنده (Diffuse) طراحی شود.
3. چشم آلتراسونیک
این نوع چشم الکترونیکی بر اساس امواج صوتی فراصوت کار میکند. در این مدل، سنسور با ارسال پالسهای صوتی و اندازهگیری زمان بازتاب آنها، میتواند فاصله تا جسم مقابل را تشخیص دهد. چشمهای آلتراسونیک در محیطهایی که نور، دود یا گردوغبار زیاد وجود دارد و سنسورهای نوری عملکرد مطلوبی ندارند، عملکرد بهتری از خود نشان میدهند. این مدل در صنایع سنگین، ماشینآلات خاص و سیستمهای مانیتورینگ سطح سیالات کاربرد دارد. دقت بالا در فاصلهسنجی و مقاومت در برابر شرایط نوری از مزایای این مدل محسوب میشود.
4. چشم ترکیبی یا چندحسگره (Multi-sensor)
مدلهای ترکیبی، از دو یا چند فناوری همزمان برای افزایش دقت تشخیص استفاده میکنند. برای مثال، ترکیب PIR با امواج مایکروویو میتواند هم تغییرات دمایی و هم حرکت فیزیکی را شناسایی کند. این نوع چشم الکترونیکی در مکانهایی با ترافیک بالا، محیطهای نیمهصنعتی یا فضای باز که عوامل مختلف ممکن است در تشخیص اختلال ایجاد کنند، بسیار مفید است. هرچند این مدلها گرانتر از سایر انواع هستند، اما سطح ایمنی و اطمینان بالاتری ارائه میدهند.
تفاوتهای کلیدی بین انواع چشم الکترونیکی
- فناوری تشخیص: PIR از تغییرات دمایی استفاده میکند، در حالی که چشم نوری به نور وابسته است و آلتراسونیک از امواج صوتی بهره میبرد.
- محیط قابل استفاده: مدلهای نوری و PIR بیشتر برای فضاهای داخلی مناسباند، در حالی که آلتراسونیک و ترکیبی در محیطهای صنعتی یا خارجی بهتر عمل میکنند.
- دقت و برد تشخیص: چشمهای نوری در تشخیص اجسام بسیار کوچک دقت بالایی دارند. آلتراسونیک برای فاصلهسنجی مناسب است، و مدلهای ترکیبی بهترین دقت را در شرایط پیچیده دارند.
- مصرف انرژی: چشمهای PIR معمولاً کممصرفترین نوع هستند.
- قیمت: مدلهای سادهتر مانند PIR یا نوری مقرونبهصرفهاند، در حالی که مدلهای ترکیبی یا صنعتی هزینه بالاتری دارند.
جدول مقایسه
| فناوری تشخیص | محیط مناسب | میزان دقت | مصرف انرژی | محدوده قیمت | کاربرد رایج | نوع چشم الکترونیکی |
|---|---|---|---|---|---|---|
| تشخیص تغییر دمای محیط | فضای داخلی | متوسط | کم | اقتصادی | روشنایی هوشمند، دزدگیر | مادون قرمز (PIR) |
| ارسال و دریافت نور | فضای داخلی و صنعتی | بالا | متوسط | متوسط | درب اتوماتیک، شمارش محصول | نوری (Photoelectric) |
| امواج صوتی فراصوت | محیط صنعتی یا پر گردوغبار | بالا | متوسط | نسبتاً بالا | فاصلهسنجی، مانیتورینگ سطح | آلتراسونیک |
| ترکیب چند حسگر (PIR + Microwave) | محیط پیچیده یا فضای باز | بسیار بالا | بیشتر | گرانقیمت | سیستم امنیتی پیشرفته، ساختمان هوشمند | ترکیبی (Multi-sensor) |
کاربرد در صنایع مختلف
چشم الکترونیکی به عنوان یکی از اجزای کلیدی سیستمهای اتوماسیون و کنترل، در صنایع گوناگون نقش مهمی ایفا میکند. این تجهیز به واسطه توانایی در تشخیص حرکت، حضور، نور یا تغییرات فیزیکی، قابلیت کنترل دقیق بسیاری از فرآیندها را فراهم میکند. همین ویژگی باعث شده تا در صنایع کوچک و بزرگ، از کارگاههای تولیدی گرفته تا مجتمعهای صنعتی پیشرفته، از چشم الکترونیکی به شکل گستردهای استفاده شود.
در صنعت تولید و بستهبندی، چشم الکترونیکی در خطوط مونتاژ و کنترل کیفیت کاربرد دارد. این سنسورها برای شمارش قطعات، شناسایی بستههای ناقص، تشخیص موقعیت اجسام و حتی هماهنگی بین ماشینآلات استفاده میشوند. با کمک این حسگرها میتوان سرعت تولید را افزایش داد و ضریب خطای انسانی را کاهش داد. عملکرد دقیق آنها در زمانبندی بین مراحل تولید، باعث بهینهسازی کل فرآیند میشود.
در حوزه سیستمهای حملونقل و انبارداری، چشم الکترونیکی برای کنترل حرکت کالاها، مدیریت نوار نقاله و توقف خودکار سیستمها بهکار میرود. این حسگرها قادر به شناسایی حضور بستهها، بارها و وسایل نقلیه در موقعیتهای مشخص هستند. در سیستمهای لجستیکی و انبارهای خودکار، از این تجهیزات برای هدایت دقیق رباتها یا شناسایی محل قرارگیری کالاها بهره گرفته میشود.
در صنعت ساختمان و معماری هوشمند، چشم الکترونیکی برای کنترل نور، تهویه، باز و بسته شدن دربها و پردهها، و همچنین در سیستمهای امنیتی و اعلام سرقت کاربرد دارد. برای مثال، چراغهای راهرو یا پارکینگ در زمان حضور افراد بهطور خودکار روشن میشوند و پس از خروج، خاموش خواهند شد. استفاده از این سنسورها در پروژههای خانه هوشمند موجب صرفهجویی در مصرف انرژی و ارتقاء راحتی و ایمنی کاربران میشود.
در صنایع غذایی و دارویی، استفاده از چشم الکترونیکی اهمیت دوچندانی پیدا میکند. این صنایع نیاز به دقت بالا در شمارش، بستهبندی و عدم تماس مستقیم اپراتور با محصول دارند. سنسورهای نوری و نواحی تشخیص بسیار دقیق، امکان بررسی محصولات در حال عبور از خطوط تولید را فراهم میکنند تا در صورت نقص یا آلودگی، فرآیند تولید متوقف شود. این اقدام موجب تضمین کیفیت و بهداشت محصول نهایی خواهد شد.
در صنایع خودروسازی، چشمهای الکترونیکی برای هدایت بازوهای رباتیک، بررسی وضعیت قطعات و کنترل دقیق در خطوط مونتاژ استفاده میشوند. همچنین در آزمونهای ایمنی و کنترل کیفیت نهایی، این حسگرها نقش کلیدی دارند. با کمک چشم الکترونیکی، حتی تفاوتهای میلیمتری در موقعیت نصب قطعات قابل تشخیص خواهد بود، که برای حفظ استانداردهای دقیق در این صنعت ضروری است.
در سیستمهای امنیتی و نظارتی، چشم الکترونیکی بخش اصلی بسیاری از راهکارهای حفاظتی را تشکیل میدهد. این حسگرها در دربهای اتوماتیک، دوربینهای حرکتی، آژیرهای هشدار و سیستمهای دسترسی هوشمند به کار گرفته میشوند. توانایی شناسایی سریع حضور افراد در مناطق حساس، امکان واکنش فوری را فراهم کرده و امنیت فضا را به شکل قابل توجهی افزایش میدهد.
همچنین در پروژههای شهری و فضاهای عمومی مانند ایستگاههای مترو، فرودگاهها، بیمارستانها و مراکز تجاری، چشمهای الکترونیکی در کنترل دسترسی، هدایت جمعیت، تهویه هوشمند و مدیریت روشنایی نقش مهمی دارند. نصب این سنسورها نه تنها باعث افزایش کارایی و بهینهسازی مصرف انرژی میشود، بلکه تجربه کاربری را نیز بهبود میبخشد.
نکات مهم در انتخاب و نصب
1. نوع کاربرد و محیط نصب: اولین قدم در انتخاب چشم الکترونیکی، بررسی دقیق نوع کاربرد و شرایط محیطی است. برای محیطهای داخلی مانند منازل یا دفاتر، سنسورهای PIR یا نوری گزینههای مناسبی هستند. اما در فضاهای صنعتی، کارگاههای پر گردوغبار یا محیطهای باز، بهتر است از سنسورهای آلتراسونیک یا مدلهای ترکیبی با مقاومت بالا در برابر شرایط جوی استفاده شود. همچنین نوع کاربرد (روشنایی خودکار، امنیت، کنترل صنعتی و...) تأثیر زیادی بر انتخاب تکنولوژی حسگر خواهد داشت.
2. برد تشخیص و زاویه دید: هر چشم الکترونیکی دارای محدوده مشخصی از برد تشخیص و زاویه پوشش است. اگر قصد دارید در محیطی وسیع از سنسور استفاده کنید، باید مدلی با برد بالا و زاویه دید گسترده انتخاب کنید تا نقطه کور باقی نماند. در مقابل، برای فضاهای محدود و مسیرهای باریک، سنسورهایی با برد کوتاه و تشخیص متمرکز کارآمدتر خواهند بود. توجه به این موضوع در جلوگیری از تشخیص اشتباه یا فعالسازی بیمورد بسیار مؤثر است.
3. حساسیت و فیلترهای نویز: سنسورهای باکیفیت معمولاً قابلیت تنظیم حساسیت دارند. این ویژگی به کاربر اجازه میدهد که میزان حساسیت نسبت به حرکت یا نور را بر اساس شرایط محیط تنظیم کند. همچنین وجود فیلترهای داخلی برای جلوگیری از نویزهای الکترومغناطیسی یا حرارتی باعث افزایش دقت عملکرد سنسور میشود. در غیر این صورت ممکن است حسگر در مواجهه با حرارت تجهیزات یا تابش مستقیم نور خورشید، سیگنالهای نادرست صادر کند.
4. ولتاژ تغذیه و سازگاری با سیستمهای کنترلی: یکی از نکات فنی مهم در انتخاب چشم الکترونیکی، تطابق مشخصات برقی آن با سیستم کنترل مرکزی یا منبع تغذیه است. برخی مدلها با ولتاژ 12V DC کار میکنند، در حالی که برخی دیگر نیازمند 24V یا حتی 220V هستند. پیش از نصب باید مطمئن شوید که ولتاژ، نوع خروجی (NO یا NC) و پروتکل ارتباطی دستگاه با تجهیزات موجود سازگار باشد. در غیر این صورت احتمال آسیب به سیستم یا عدم عملکرد صحیح وجود دارد
5. برند، کیفیت ساخت و گارانتی: در بازار انواع برندهای معتبر و غیرمعتبر وجود دارد. استفاده از محصولات برندهای شناختهشده، نظیر زیمنس، فتک، اشنایدر و سایر برندهای صنعتی معتبر، به دلیل کیفیت بالاتر، پایداری عملکرد و خدمات پس از فروش بهتر، همیشه توصیه میشود. بررسی گواهیهای کیفی، استانداردهای تولید و مدت گارانتی نیز در تصمیمگیری شما تأثیر مستقیم خواهد داشت.
6. محل دقیق نصب و زاویه قرارگیری: حتی بهترین چشم الکترونیکی هم اگر به درستی نصب نشود، عملکرد مطلوبی نخواهد داشت. سنسور باید در ارتفاع و زاویهای نصب شود که بیشترین پوشش را با کمترین خطا داشته باشد. نصب نزدیک منابع گرما، نور مستقیم خورشید یا مکانهای با لرزش زیاد میتواند باعث اختلال در عملکرد شود. در صورتی که زاویه نصب دقیق نباشد، ممکن است نقاط کور ایجاد شده یا اشیای غیرهدف تشخیص داده شوند.
7. تست و کالیبراسیون پس از نصب: پس از نصب چشم الکترونیکی، لازم است عملکرد آن در شرایط واقعی تست شود. بررسی کنید که آیا در محدوده مورد انتظار واکنش صحیح نشان میدهد یا خیر. در صورت وجود قابلیت کالیبراسیون، تنظیم مجدد حساسیت، زمان پاسخدهی یا فیلتر نویز را انجام دهید. اجرای این مرحله باعث اطمینان از عملکرد دقیق و کاهش خطاهای احتمالی در استفاده روزمره خواهد شد.
قیمت و خرید چشم الکترونیکی
قیمت چشم الکترونیکی بسته به نوع فناوری، برند سازنده، میزان دقت و قابلیتهای ویژه هر مدل متفاوت است. مدلهای سادهتر با کاربردهای عمومی قیمت مقرونبهصرفهتری دارند، در حالی که مدلهای صنعتی یا هوشمندتر با قابلیتهای پیشرفته ممکن است هزینه بیشتری داشته باشند. برای خرید چشم الکترونیکی مناسب، لازم است نیاز دقیق خود را مشخص کرده و با متخصصان این حوزه مشورت کنید. خرید از فروشگاههای معتبر و دارای گارانتی اصالت کالا میتواند ریسکهای مربوط به کیفیت یا تطابق را کاهش دهد. انتخاب درست در این زمینه به افزایش بهرهوری، کاهش هزینههای انرژی و ارتقای ایمنی محیط کمک شایانی خواهد کرد.
بلبرینگ ماشینی از چه آلیاژی ساخته می شود؟
بلبرینگ ماشینی معمولا از فولاد پرکربن کروم دار با استاندارد SAE 52100 یا DIN 100Cr6 ساخته می شود که سختی بالا، مقاومت در برابر سایش و توان تحمل فشار های محوری و شعاعی را فراهم می کند. این آلیاژ دارای ترکیب تقریبی 1.5 درصد کروم و 1 درصد کربن است که پس از عملیات حرارتی به سختی حدود 60 Rockwell C می رسد و عملکردی روان و بدون اصطکاک در خودرو ایجاد می کند. در برخی موارد، برای مقاومت بیشتر در برابر رطوبت و خوردگی، از فولاد ضد زنگ در ساخت بلبرینگ ماشینی استفاده می شود که طول عمر مناسبی در مناطق مرطوب دارد اما سختی آن نسبت به فولاد کروم دار کمتر است.
انتخاب آلیاژ مناسب برای بلبرینگ ماشینی به شرایط کاری، نوع خودرو و سرعت کارکرد بستگی دارد. فولاد کروم دار بهترین گزینه برای بلبرینگ چرخ جلو و عقب، بلبرینگ دینام و گیربکس خودرو است چرا که علاوه بر تحمل فشار های ناگهانی، مانع از ایجاد لرزش و صدا در سیستم تعلیق می شود. استفاده از بلبرینگ با آلیاژ استاندارد و عملیات حرارتی دقیق باعث افزایش طول عمر قطعات و کاهش هزینه های تعمیر و نگهداری خودرو خواهد شد.
| فولاد کروم دار SAE 52100 | فولاد ضد زنگ | ویژگی |
| 1.3 - 1.6 درصد | 12 - 18 درصد | درصد کروم |
| 0.9 - 1.1 درصد | 0.08 - 0.15 درصد | درصد کربن |
| 58 - 65 | 50 - 55 | سختی سطحی (HRC) |
| متوسط | بسیار بالا | مقاومت در برابر خوردگی |
| بسیار بالا | بالا | مقاومت به سایش |
| بلبرینگ چرخ، گیربکس، دینام | بلبرینگ در مناطق مرطوب | کاربرد |
مزایای خرید رابط لوله پلی اتیلن با فلنج مقاوم با کیفیت
استفاده از اتصال فلنج دار پلی اتیلن در خطوط انتقال آب باعث کاهش هزینه های نگهداری و تعمیرات می شود. این اتصال ها دارای وزن سبک، نصب سریع و آب بندی مطمئن هستند و به دلیل عدم زنگ زدگی، انتخابی قابل اعتماد در پروژه های بلندمدت محسوب می شوند. در صورتی که به دنبال خرید اتصال فلنج دار پلی اتیلن با نصب آسان و تحمل فشار بالا هستید، محصولات این دسته بندی پاسخگوی نیاز پروژه شما خواهند بود.
این نوع اتصال به دلیل مقاومت در برابر فشار و ضربه، گزینه ای مناسب برای خطوط انتقال آب آشامیدنی، شبکه های فاضلاب، سیستم های آبیاری تحت فشار و پروژه های صنعتی است. اتصال فلنج دار پلی اتیلن در برابر مواد شیمیایی و شرایط محیطی مانند تابش مستقیم نور خورشید، رطوبت و تغییرات دما مقاوم است و در طول زمان، کیفیت و عملکرد خود را حفظ می کند. همچنین این اتصال ها از مواد اولیه بهداشتی تولید می شوند و برای انتقال آب شرب، بدون تغییر در طعم و کیفیت آب قابل استفاده هستند.
مشخصات فنی اتصالات فلنجی PE
اتصالات فلنجی پلی اتیلن با طراحی مقاوم و متناسب با نیاز پروژه های انتقال آب و فاضلاب انتخابی مطمئن برای افزایش طول عمر خطوط لوله کشی هستند. این محصولات از مواد اولیه با کیفیت PE100 و PE80 تولید شده و به دلیل تحمل فشار بالا و مقاومت در برابر ضربه، اشعه UV و شرایط محیطی در پروژه های صنعتی و کشاورزی کاربرد گسترده ای دارند. اگر به دنبال خرید فلنج پلی اتیلن برای خطوط انتقال آب، شبکه فاضلاب و سیستم های آبیاری هستید، مشخصات فنی این محصولات به شما در انتخاب صحیح کمک خواهد کرد.
| مشخصات | ویژگی |
|---|---|
| پلی اتیلن PE100 یا PE80 | جنس |
| 63، 90، 110، 160، 200، 250، 315 میلی متر | سایز |
| 6، 10، 16 بار | تحمل فشار |
| انتقال آب آشامیدنی، فاضلاب، آبیاری کشاورزی | کاربرد |
| مقاوم در برابر خوردگی، فشار و اشعه UV | مقاومت |
| فلنجی، پیچ و مهره ای، آب بندی مطمئن | نوع اتصال |
| ISO 4427، INSO 14427 | استاندارد |
با توجه به مشخصات بالا فلنج پلی اتیلن برای پروژه هایی که نیاز به تحمل فشار بالا، جلوگیری از نشتی و کاهش هزینه های نگهداری دارند یک انتخاب ایده آل است. این نوع اتصال با قابلیت نصب آسان و وزن سبک سرعت اجرای پروژه را افزایش داده و باعث می شود هزینه های حمل و نصب کاهش یابد. اگر به دنبال قطعاتی با طول عمر بالا برای پروژه های بلندمدت هستید فلنج پلی اتیلن می تواند نیاز پروژه شما را به بهترین شکل برطرف کند.
راهنمای خرید اتصال فلنج دار پلی اتیلن
خرید اتصالات فلنجدار Polyethylene نیازمند بررسی دقیق سایز، فشار قابل تحمل، کیفیت مواد اولیه و استانداردهای تولید است تا بتوانید انتخابی مناسب برای پروژه انتقال آب، خطوط فاضلاب یا آبیاری کشاورزی خود داشته باشید. این اتصالات با طراحی مقاوم، آب بندی مطمئن و طول عمر بالا، باعث کاهش هزینه های تعمیر و نگهداری شبکه لوله کشی می شوند و به دلیل مقاومت در برابر خوردگی و ضربه، برای استفاده در شرایط محیطی مختلف مناسب هستند.
برای انتخاب بهترین اتصال فلنجی پلی اتیلن باید به ظرفیت تحمل فشار کاری، نوع فلنج، ضخامت بدنه و برند تولیدکننده توجه کنید تا هم از نظر کیفیت و هم از نظر اقتصادی بهترین خرید را انجام دهید. در صورتی که نیاز به مشاوره برای انتخاب سایز و مدل مناسب دارید، می توانید با کارشناسان فروش ما در ارتباط باشید تا متناسب با نیاز پروژه، اتصالات فلنجی پلی اتیلن با کیفیت و قیمت مناسب به شما پیشنهاد شود.
قیمت اتصال فلنج دار پلی اتیلن چگونه محاسبه می شود؟
قیمت اتصال فلنج دار پلی اتیلن به عواملی مانند سایز لوله، نوع فلنج به کار رفته، فشار قابل تحمل و کیفیت متریال بستگی دارد. هرچه سایز و فشار کاری بالاتر باشد، وزن و ضخامت فلنج افزایش یافته و در نتیجه قیمت آن نیز بیشتر می شود. علاوه بر این، برند تولیدکننده و رعایت استانداردهای بین المللی مانند ISO 4427 و INSO 14427 نیز در تعیین قیمت فلنج پلی اتیلن موثر است.
برای اطلاع از لیست قیمت روز اتصال فلنج دار پلی اتیلن و انتخاب بهترین گزینه متناسب با نیاز پروژه انتقال آب، فاضلاب یا آبیاری کشاورزی، می توانید با کارشناسان فروش ما تماس بگیرید. تیم پشتیبانی ما آماده است تا با بررسی نیاز دقیق پروژه شما، بهترین نوع اتصال فلنجی پلی اتیلن با قیمت مناسب و کیفیت تضمینی را معرفی کرده و فرآیند خرید شما را سریع تر و مطمئن تر کند.
اتصال سه راه پلی اتیلن Polyethylene Tee چیست؟
سه راه پلی اتیلن یکی از اتصالات مهم لوله کشی پلی اتیلن است که امکان انشعاب گیری با زاویه 90 درجه از لوله اصلی را فراهم می کند. این اتصال کاربرد گسترده ای در خطوط انتقال آب شرب، شبکه های آبیاری قطره ای و بارانی، خطوط فاضلاب و پروژه های گازرسانی دارد. سه راه پلی اتیلن از مواد پلی اتیلن سنگین و با کیفیت بالا تولید می شود و به دلیل مقاومت بالا در برابر فشار، خوردگی و ترکیدگی، در پروژه های عمرانی و صنعتی به عنوان یک انتخاب مطمئن و اقتصادی شناخته می شود.
سه راه پلی اتیلن در سایزهای مختلف از 20 میلی متر تا 400 میلی متر تولید و عرضه می شود و در دو مدل سه راه جوشی پلی اتیلن و سه راه پیچی پلی اتیلن موجود است. سه راه جوشی پلی اتیلن برای پروژه های فشار قوی و دائمی و سه راه پیچی پلی اتیلن برای نصب سریع و آسان در پروژه های سبک تر و موقت استفاده می شود. با استفاده از این اتصال می توانید به راحتی خطوط انشعاب برای آبرسانی یا انتقال سیالات را بدون نشتی و با استحکام بالا ایجاد کنید.
انواع اتصال سه راهی PE جوشی و پیچی
سه راه پلی اتیلن یکی از پرکاربردترین اتصالات در شبکه های لوله کشی آب، فاضلاب، گاز و آبیاری قطره ای است که برای انشعاب گیری با زاویه 90 درجه از لوله اصلی مورد استفاده قرار می گیرد. این محصول با توجه به نوع پروژه، فشار کاری، سرعت نصب و شرایط نگهداری در مدل های مختلف تولید و عرضه می شود تا پاسخگوی نیاز پروژه های صنعتی، کشاورزی و عمرانی باشد. شناخت انواع سه راه پلی اتیلن به شما کمک می کند انتخابی هوشمندانه داشته باشید و ضمن صرفه جویی در هزینه ها، از دوام و آب بندی مناسب شبکه لوله کشی خود مطمئن شوید.
سه راه پلی اتیلن جوشی
سه راه پلی اتیلن جوشی برای پروژه های لوله کشی با حجم بالا و فشار کاری سنگین استفاده می شود. این نوع اتصال با استفاده از دستگاه بات فیوژن یا الکتروفیوژن به لوله پلی اتیلن جوش داده می شود و اتصال یکپارچه ای ایجاد می کند که مقاومت بالایی در برابر نشتی، ترکیدگی و فشارهای هیدرولیکی دارد. از این نوع سه راه بیشتر در خطوط انتقال آب شهری، شبکه های گازرسانی و پروژه های بزرگ آبیاری تحت فشار استفاده می شود. طول عمر بالا و تحمل فشار کاری 6 الی 16 بار از ویژگی های مهم سه راه جوشی پلی اتیلن است.
سه راه پلی اتیلن پیچی
اگر به دنبال سه راه پلی اتیلن نصب آسان و سریع هستید، سه راه پلی اتیلن پیچی بهترین انتخاب است. این نوع اتصال بدون نیاز به دستگاه جوش و تنها با استفاده از آچار قابل نصب بوده و برای پروژه های کوچک، آبیاری کشاورزی، باغ ها و خطوط انتقال موقت بسیار کاربردی است. سه راه پیچی پلی اتیلن امکان باز و بسته شدن در صورت نیاز به تغییر مسیر یا تعمیرات شبکه را فراهم می کند و مقاومت مناسبی در برابر فشارهای متوسط دارد. این نوع اتصال معمولا در سایزهای 20 الی 110 میلی متر موجود است و سرعت نصب آن نسبت به سه راه جوشی بسیار بالاتر است.
مقایسه اتصال سه راه جوشی و سه راه پیچی پلی اتیلن
یکی از سوالات متداول کاربران هنگام خرید سه راه پلی اتیلن این است که تفاوت سه راه جوشی و سه راه پیچی چیست و کدام گزینه برای پروژه مناسب تر است. برای پاسخ به این سوال، در جدول زیر به مقایسه ویژگی ها، نحوه نصب و کاربرد هر یک از این اتصالات پرداخته ایم تا بتوانید انتخاب آگاهانه تری داشته باشید.
| سه راه پیچی پلی اتیلن | سه راه جوشی پلی اتیلن | ویژگی |
|---|---|---|
| نصب با آچار | نیاز به دستگاه جوش | روش نصب |
| سریع | متوسط | سرعت نصب |
| متوسط | بالا | مقاومت در برابر فشار |
| کمی بالاتر در پروژه های کوچک | اقتصادی در پروژه های بزرگ | قیمت |
| پروژه های موقت، کشاورزی و سبک | پروژه های فشار قوی و دائمی | موارد استفاده |
| خیر | بله | نیاز به مهارت نصب |
همانطور که در جدول مشاهده می کنید، سه راه جوشی پلی اتیلن برای پروژه های دائمی و فشار بالا مناسب بوده و مقاومت بالایی در برابر نشتی و فشار دارد. در مقابل، سه راه پیچی پلی اتیلن برای پروژه های سبک تر، کشاورزی و مواقعی که نیاز به نصب سریع و آسان باشد گزینه ای کاربردی است و امکان باز و بسته کردن اتصال در آینده را فراهم می کند. بنابراین با توجه به نوع پروژه، میزان فشار کاری و بودجه خود می توانید بهترین انتخاب را برای خرید سه راه پلی اتیلن داشته باشید.
عوامل موثر بر قیمت سه راه پلی اتیلن
قیمت سه راه پلی اتیلن بسته به سایز، نوع (پیچی یا جوشی)، برند تولید کننده، فشار کاری و نوع مواد اولیه استفاده شده در تولید متفاوت است. عواملی مانند نرخ مواد پتروشیمی، کیفیت ساخت، استانداردهای تولید و نحوه اتصال (الکتروفیوژن، بات فیوژن یا پیچی) در تعیین قیمت سه راه پلی اتیلن موثر هستند. به طور کلی، سه راه های پلی اتیلن جوشی برای پروژه های بزرگ با حجم مصرف بالا به دلیل قیمت تمام شده کمتر در متراژ بالا، مقرون به صرفه تر هستند، در حالی که سه راه پلی اتیلن پیچی به دلیل نصب آسان و سرعت اجرا در پروژه های کوچک و موقت، با قیمتی متفاوت عرضه می شود.
قیمت سه راه پلی اتیلن در بازار ممکن است با نوسانات قیمت مواد اولیه و شرایط اقتصادی تغییر کند، به همین دلیل توصیه می شود قبل از خرید، با کارشناسان ما در ارتباط باشید تا ضمن دریافت مشاوره رایگان، مناسب ترین نوع و سایز سه راه پلی اتیلن را متناسب با نیاز پروژه خود با قیمت رقابتی تهیه نمایید. همچنین در صورت نیاز به خرید عمده سه راه پلی اتیلن، امکان دریافت تخفیف همکاری و ارسال سریع به سراسر کشور برای شما فراهم است.
مشخصات ساختاری و ترکیب آلیاژی سیم جوش حلقه ای میگ مگ
سیم جوش حلقه ای میگ مگ یکی از پرکاربردترین انواع فیلرهای جوشکاری در فرآیندهای نیمهاتوماتیک MIG و MAG است که با ساختار مکانیکی منسجم و ترکیب شیمیایی کنترلشده، برای ایجاد جوشهایی مستحکم و باکیفیت طراحی شده است. این نوع سیم جوش عمدتاً در قالب قرقره یا حلقههای منظم عرضه میشود تا تغذیه یکنواخت و بیوقفهای در تجهیزات جوشکاری فراهم شود. طراحی حلقهای سیم نه تنها از گره خوردگی یا کشیدگی ناهموار جلوگیری میکند، بلکه باعث افزایش طول عمر تجهیزات و کاهش توقف خطوط تولید میگردد.
از نظر ساختاری، این سیم جوش از فولاد کم کربن ساخته میشود که سطح آن با لایهای از پوشش مسی پوشانده شده است. این پوشش مسی موجب بهبود رسانایی الکتریکی، افزایش سرعت انتقال جریان و همچنین محافظت نسبی در برابر خوردگی میشود. همچنین ساختار سطحی یکنواخت آن سبب کاهش اصطکاک با غلطکها و نازلها در دستگاه جوش میشود که این ویژگی خود نقش موثری در حفظ کیفیت قوس و پایداری آن در زمان عملیات دارد.
از نظر ترکیب آلیاژی، سیم جوش حلقه ای میگ مگ معمولاً شامل مقادیر دقیقی از عناصر سیلیسیم (Si) و منگنز (Mn) است. این عناصر به عنوان عناصر آلیاژی کلیدی شناخته میشوند که موجب افزایش مقاومت مکانیکی، بهبود شکلپذیری منطقه جوش و همچنین کاهش پاشش فلز میشوند. علاوه بر این، درصد کربن (C) نیز به صورت کنترلشده در ترکیب قرار دارد تا از بروز تردی در منطقه جوش جلوگیری شود. برخی از مدلهای پیشرفته ممکن است حاوی عناصر دیگری همچون تیتانیوم یا نیکل باشند که بسته به کاربرد خاص، ویژگیهایی مانند مقاومت در برابر سایش یا زنگزدگی را افزایش میدهند.
همچنین این سیم جوش قابلیت عملکرد در شرایط مختلف را دارد و با گازهای محافظ مانند آرگون، دیاکسید کربن یا ترکیب این دو به خوبی سازگار است. عملکرد پایدار قوس، شروع سریع، و کنترل خوب بر روی حوضچه مذاب، از جمله مزایای فنی هستند که از ساختار و ترکیب دقیق این محصول ناشی میشوند. این ویژگیها باعث شده تا سیم جوش حلقه ای میگ مگ در صنایع مختلف از جمله خودروسازی، سازههای فلزی، تولید تجهیزات صنعتی و مخازن تحت فشار بهطور گسترده مورد استفاده قرار گیرد.
کاربرد در صنایع مختلف
سیم جوش حلقه ای میگ مگ یکی از پرکاربردترین مواد مصرفی در فرآیند جوشکاری نیمه اتوماتیک است که به دلیل ساختار مهندسیشده و عملکرد پایدار، در طیف وسیعی از صنایع مورد استفاده قرار میگیرد. این نوع سیم به صورت قرقره یا حلقهای طراحی شده تا تغذیهای یکنواخت و بدون گرهخوردگی در دستگاه جوش ایجاد کند، به همین دلیل برای خطوط تولید صنعتی بسیار مناسب است. در فرآیندهای جوشکاری MIG (جوشکاری با گاز بیاثر فلز) و MAG (جوشکاری با گاز فعال فلز)، این سیم به عنوان یک انتخاب حرفهای برای جوشهای مستحکم، یکنواخت و با حداقل پاشش فلز به کار میرود.
در صنعت خودروسازی، سیم جوش حلقه ای میگ مگ به طور گسترده برای اتصال قطعات بدنه خودرو، شاسی، تقویتکنندهها و اجزای ساختاری سبک و سنگین استفاده میشود. کیفیت بالا و سرعت عمل این نوع جوشکاری در این صنعت باعث بهینهسازی فرآیند تولید و کاهش ضایعات شده است. همچنین در بخش ساخت سازههای فلزی مانند سولهها، پلها، پلتفرمها و اسکلتهای فولادی، این سیم جوش به دلیل استحکام بالا و قابلیت اجرای طولانی بدون توقف، یک گزینه ایدهآل محسوب میشود.
در تولید تجهیزات صنعتی و ساخت مخازن تحت فشار نیز سیم جوش حلقه ای میگ مگ عملکرد بسیار خوبی دارد. ترکیبات شیمیایی این سیم، شامل سیلیسیم، منگنز و کربن کنترلشده، به افزایش استحکام جوش و مقاومت در برابر ترکخوردگی کمک میکند. همچنین در صنایعی مانند نفت، گاز، پتروشیمی و نیروگاهها که دقت و دوام جوش نقش حیاتی دارد، استفاده از این سیم کاملا رایج است.
از دیگر کاربردهای مهم سیم جوش حلقه ای میگ مگ میتوان به استفاده در تولید لوازم خانگی، صنایع کشتیسازی، صنایع دفاعی و ساخت قطعات سنگین ماشینآلات راهسازی اشاره کرد. این تنوع کاربرد به دلیل ویژگیهایی مانند پایداری قوس، شروع آسان جوش، کاهش پاشش فلز و قابلیت استفاده در محیطهای گاز محافظ مانند آرگون یا ترکیب آرگون و CO₂ است.
در مجموع، کاربرد سیم جوش حلقه ای میگ مگ در تمامی صنایعی که به جوشهای دقیق، مقاوم و یکنواخت نیاز دارند، جایگاه ویژهای دارد و انتخاب آن نقش مهمی در افزایش بهرهوری و کیفیت محصول نهایی ایفا میکند. برای انتخاب صحیح این محصول بر اساس پروژه خود، میتوانید با کارشناسان فروش در فروشگاههای تخصصی مانند جوش و برش آریا فروشگاه تخصصی انواع سیم جوش مشورت کنید.
سوالات متداول درباره اتصال سه راهی Polyethylene Tee
طول عمر سه راه پلی اتیلن چقدر است؟
سه راه پلی اتیلن در صورت نصب صحیح و استفاده از برند معتبر، طول عمری بین 50 تا 100 سال دارد.
آیا می توان سه راه پلی اتیلن را در پروژه های گازرسانی استفاده کرد؟
بله، استفاده از سه راه پلی اتیلن استاندارد و دارای تاییدیه گاز در پروژه های گازرسانی مجاز و ایمن است.
سه راه پلی اتیلن پیچی بهتر است یا جوشی؟
برای پروژه های بزرگ و فشار بالا، استفاده از سه راه جوشی پلی اتیلن توصیه می شود اما برای کارهای سبک تر و پروژه های کوچک می توان از سه راه پیچی استفاده کرد.
کاربرد در صنایع مختلف
فتوسل زیمنس مدل QRA2 یکی از مهمترین ابزارهای ایمنی در سیستمهای احتراقی صنعتی به شمار می رود که نقش کلیدی در تشخیص دقیق شعله و جلوگیری از وقوع خطرات ناشی از خاموشی ناگهانی مشعل دارد. این فتوسل با بهره گیری از فناوری فرابنفش (UV) و حساسیت بالا تنها در حضور شعله واقعی فعال می شود و از تشخیصهای اشتباه در اثر نور محیط یا جرقه های الکتریکی جلوگیری می کند. همین ویژگی، آن را به گزینه ای قابل اعتماد برای صنایع مختلف با نیازهای پیچیده و شرایط محیطی سخت تبدیل کرده است. در صنایع نفت، گاز و پتروشیمی، وجود یک سیستم دقیق و واکنش پذیر برای نظارت بر شعله کوره ها و هیترها از اهمیت بسیار بالایی برخوردار است. QRA2 در این صنایع با عملکرد پایدار در دماهای بالا و محیط های دارای آلودگی نوری یا گرد و غبار، ایمنی فرآیندهای حساس را تضمین می کند. همچنین در صنعت غذایی و دارویی، که کیفیت و بهداشت محصول وابسته به دمای یکنواخت و شعله های کنترل شده است، استفاده از این فتوسل باعث افزایش کنترل پذیری فرآیندهای حرارتی می شود و از بروز اختلالات احتمالی جلوگیری می کند.
در صنایع سنگین مانند فولاد، شیشه، سیمان و سرامیک، شرایط کاری اغلب با گرمای شدید و نوسانات شعله همراه است. فتوسل زیمنس مدل QRA2 با طراحی مقاوم و سرعت پاسخ بالا، توانایی حفظ دقت عملکرد خود را در این شرایط حفظ می کند. این محصول با استفاده در کوره های ذوب و مشعل های صنعتی، نقش مهمی در پایداری تولید و کاهش زمان توقف دستگاه ها ایفا می کند. همچنین در نیروگاه ها و واحدهای تولید انرژی، QRA2 به عنوان بخشی از سیستم مانیتورینگ شعله در بویلرها و توربین ها به کار گرفته می شود و با شناسایی سریع اختلالات، از بروز آسیب به تجهیزات گران قیمت و خاموشی های ناخواسته جلوگیری می کند. در مجموع، کاربرد فتوسل زیمنس مدل QRA2 در صنایع مختلف فراتر از یک ابزار ساده تشخیص شعله است؛ این محصول به عنوان بخشی جدایی ناپذیر از سیستم های ایمنی و کنترلی شناخته می شود که با دقت، پایداری و انعطاف پذیری خود، به بهینه سازی فرآیندهای صنعتی، افزایش بهره وری و کاهش ریسک های عملیاتی کمک شایانی می کند.

کاربردهای سیم جوش میگ مگ
فرآیند جوشکاری میگ مگ یکی از رایج ترین و پرکاربردترین روش های اتصال فلزات در صنایع مدرن است. این تکنیک که با استفاده از سیم جوش مداوم و گاز محافظ انجام می شود، امکان ایجاد اتصالات مستحکم، تمیز و با کیفیت را فراهم می کند. انتخاب و خرید سیم جوش میگ مگ متناسب با نوع پروژه، نوع فلز پایه، ضخامت قطعات و شرایط محیطی اهمیت بسیار زیادی دارد. در واقع، هرچه گرید سیم جوش و ترکیب گاز محافظ بهتر با شرایط کار هماهنگ باشد، نتیجه نهایی از نظر دوام و استحکام بهتر خواهد بود. با توجه به تنوع برندها و ویژگی های فنی، آگاهی از کاربردهای مختلف این سیم جوش می تواند نقش مهمی در انتخاب هوشمندانه و کاهش هزینه های پروژه ایفا کند.
کاربرد در صنایع خودروسازی
یکی از مهم ترین حوزه های استفاده از سیم جوش میگ مگ، صنعت خودروسازی است. در تولید بدنه خودرو، شاسی، سیستم های اگزوز و سایر قطعات فلزی، نیاز به جوش های دقیق، تمیز و یکنواخت وجود دارد. سیم جوش های گرید ER70S-6 یا ER70S-3 در این صنعت به طور گسترده استفاده می شوند و امکان جوشکاری سریع و پایدار در خطوط تولید را فراهم می کنند. به دلیل سرعت بالای این روش، امکان استفاده در فرآیندهای روباتیک نیز وجود دارد. در کنار این موارد، توجه به قیمت سیم جوش میگ مگ در پروژه های خودروسازی بسیار مهم است، زیرا حجم بالای مصرف بر هزینه نهایی تاثیر می گذارد. انتخاب سیم جوشی که هم از نظر کیفیت فنی تایید شده باشد و هم از نظر اقتصادی مقرون به صرفه باشد، یکی از فاکتورهای کلیدی در این حوزه است.
صنایع ساختمانی و سازه های فلزی
در ساخت اسکلت های فلزی، پل ها، سوله ها و سازه های سنگین فلزی، جوشکاری با استفاده از سیم جوش میگ مگ گزینه ای ایده آل محسوب می شود. دلیل این انتخاب، قدرت نفوذ بالا، استحکام مکانیکی مناسب و مقاومت خوب در برابر ترک خوردگی در اتصالات جوش شده با این روش است. در این کاربردها، اغلب از گریدهای فولادی با توان بالا استفاده می شود که بتوانند بارهای سازه ای را تحمل کنند. فرآیند جوشکاری میگ مگ به دلیل قابلیت استفاده در موقعیت های مختلف (افقی، عمودی، سربالا) به ویژه برای پروژه های ساختمانی که دارای پیچیدگی های هندسی هستند، عملکرد بسیار خوبی دارد. از آنجا که فروش سیم جوش میگ مگ در این حوزه معمولا در مقیاس انبوه انجام می شود، کیفیت پایدار و تامین مطمئن سیم جوش اهمیت زیادی دارد.
صنایع تجهیزات خانگی و فلزکاری سبک
بسیاری از وسایل خانگی مانند یخچال، اجاق گاز، ماشین لباسشویی و تجهیزات فلزی آشپزخانه با استفاده از فرآیند جوشکاری میگ مگ تولید می شوند. در این محصولات، زیبایی ظاهری جوش، حداقل پاشش و کنترل دمای دقیق بسیار مهم است. سیم جوش میگ مگ این امکان را فراهم می کند که جوش هایی ظریف، تمیز و بدون اعوجاج تولید شود. همچنین برای اتصال ورق های نازک فولادی، سیم جوش با گرید مناسب (مانند ER70S-3) می تواند دمای ورودی را به حداقل برساند و خطر سوراخ شدن یا تغییر شکل قطعه را کاهش دهد. در این حوزه نیز جوش و برش آریا فروشگاه تخصصی انواع سیم جوش، امکان تهیه گریدهای مناسب برای فلزکاری سبک را با کیفیت استاندارد فراهم می کند.
کاربرد در صنایع نفت، گاز و پتروشیمی
سیم جوش میگ مگ به طور گسترده در صنایع انرژی برای اتصال خطوط لوله، مخازن تحت فشار و تجهیزات فرآیندی مورد استفاده قرار می گیرد. جوش هایی که در این صنعت اجرا می شوند باید دارای مقاومت بالا در برابر حرارت، فشار، سایش و خوردگی باشند. بنابراین انتخاب سیم جوش از گریدهایی مانند ER80S-D2 یا ER90S-B3 برای جوشکاری فولادهای کم آلیاژ و مقاوم در برابر دما ضروری است. در این صنایع، توجه به اسناد فنی و استانداردهای بین المللی مثل ASME و AWS در انتخاب گرید سیم جوش نقش کلیدی دارد. قیمت و کیفیت سیم جوش در این پروژه ها باید متعادل باشد تا هزینه های تعمیر و نگهداری کاهش یابد.
کاربرد در صنایع کشتی سازی و دریایی
محیط های دریایی به دلیل وجود نمک، رطوبت بالا و شرایط سخت مکانیکی نیازمند جوش هایی با مقاومت استثنایی در برابر خوردگی هستند. در کشتی سازی و ساخت تجهیزات دریایی، استفاده از سیم جوش میگ مگ با گریدهای ویژه مانند ER308L یا ER316L برای فولاد ضد زنگ توصیه می شود. این گریدها نه تنها اتصال قوی و بادوام ایجاد می کنند، بلکه مقاومت خوبی در برابر شرایط خورنده دارند. در ساخت بدنه کشتی ها، سازه های ساحلی و اسکله ها، سیم جوش میگ مگ به دلیل سرعت بالا و کیفیت یکنواخت گزینه ای قابل اطمینان است. فروش سیم جوش میگ مگ برای صنایع دریایی معمولا با استانداردهای دقیق همراه است، بنابراین انتخاب فروشنده معتبر اهمیت زیادی دارد.
انتخاب درست و خرید سیم جوش میگ مگ برای پروژه های صنعتی
سیم جوش میگ مگ نه تنها یکی از کارآمدترین روش های اتصال فلزات است، بلکه با توجه به تنوع گرید و کاربرد آن، به ابزاری چندمنظوره برای جوشکاری در طیف گسترده ای از صنایع تبدیل شده است. چه در خودروسازی، چه در صنایع سنگین، چه در پروژه های دقیق و سبک، این نوع سیم جوش با گاز محافظ عملکردی قابل اطمینان ارائه می دهد. با توجه به اهمیت کیفیت و هزینه، شناخت کاربردها، ویژگی های فنی و قیمت سیم جوش میگ مگ می تواند به شما در انتخاب درست و خرید بهینه کمک کند. برای تهیه محصولات با کیفیت و مشاوره فنی، جوش و برش آریا فروشگاه تخصصی انواع سیم جوش آماده ارائه خدمات به صنایع کوچک و بزرگ است.
مقایسه لودر L90, L90E, L90F, L120, L120F VOLVO
لودرهای ولوو سری L90 و L120ویژه مدلهای L90E، L90F و L120F، از جمله ماشینآلات سنگین و پیشرفتهای هستند که برای بارگیری، جابهجایی و کار در پروژههای عمرانی، معدنی و صنعتی طراحی شدهاند. مدل L90 به عنوان پایه این گروه، دارای ظرفیت عملیاتی حدود 2.5 تا 3.0 متر مکعب است، در حالی که مدل L120 با ظرفیت حدود 3.0 تا 3.6 متر مکعب، توان جابهجایی بارهای سنگینتر را با راندمان بالاتر فراهم میکند. لودر L90E مجهز به موتور Tier 3 با توان تقریبی 161 اسب بخار است، در حالی که L90F با بهینهسازی در سیستم هیدرولیک و مصرف سوخت، عملکرد نرمتری در باربرداریهای پیوسته دارد. تفاوت اصلی بین نسخههای E و F در افزایش بازده موتور، بهبود سیستم خنککننده و کاهش آلایندگیها طبق استانداردهای زیستمحیطی روز جهان است. در مقایسه با L90F، مدل L120F از موتور قدرتمندتر با توان حدود 180 تا 195 اسب بخار بهره میبرد که این ویژگی، همراه با افزایش وزن کاری حدود 18 تن، آن را برای کاربردهای سنگینتر مانند بارگیری مواد معدنی یا مصالح سنگین مناسبتر میسازد. سیستم انتقال قدرت در تمام این مدلها از نوع Power Shift چهار سرعته است، اما در مدلهای L90F و L120F شاهد بهبودهایی در انتقال نرمتر گشتاور و بازده مصرف سوخت هستیم. علاوه بر این، تمامی این لودرها به سیستمهای Load-Sensing هیدرولیک مجهز هستند که متناسب با نیاز، دبی و فشار روغن را تنظیم میکند. در زمینه طراحی کابین، ولوو در نسخههای F ارتقاء قابل توجهی در ارگونومی، میدان دید و کاهش صدا انجام داده است که باعث راحتی بیشتر اپراتور در کارهای طولانیمدت میشود. این ویژگیها موجب شده تا مدلهای F از نظر بهرهوری، ایمنی و سهولت تعمیرات، گزینهای برتر در بین لودرهای همرده تلقی شوند.مقایسه زنجیر فولادی گرید G80, G100 و G120
زنجیرهای فولادی گرید G80، G100 و G120 از جمله تجهیزات حیاتی در سیستمهای باربرداری و حمل بارهای سنگین هستند که بر اساس میزان مقاومت کششی، سختی سطح و توان تحمل بار طبقهبندی میشوند. زنجیر فولادی G80 با حداقل استحکام کششی حدود 800 مگاپاسکال، به عنوان گزینهای استاندارد برای بسیاری از کاربردهای صنعتی، ساختمانی و انبارداری شناخته میشود. این نوع زنجیر از فولاد آلیاژی سختکاری شده تولید میگردد و توان تحمل بار تا دو برابر ظرفیت اسمی خود را دارد. زنجیر G100 با استحکام کششی نزدیک به 1000 مگاپاسکال، نسبت به G80 حدود 25 درصد قویتر است و این امکان را میدهد که از زنجیرهای با قطر کمتر برای همان بار استفاده شود، که منجر به کاهش وزن و افزایش راندمان در طراحی سیستمهای بالابری میگردد. زنجیر فولادی گرید G120 به عنوان مقاومترین و پیشرفتهترین نوع در این دسته، با مقاومت کششی در حدود 1200 مگاپاسکال، حدود 50 درصد قویتر از G80 میباشد و برای کاربردهای فوقسنگین و شرایط عملیاتی سخت مانند صنایع نفت، گاز، معدن و پروژههای عمرانی عظیم طراحی شده است. این نوع زنجیر علاوه بر مقاومت بالا، دارای سختی سطحی بیشتر و مقاومت فوقالعاده در برابر سایش و خوردگی است، که موجب افزایش طول عمر و ایمنی در شرایط کاری دشوار میشود. زنجیرهای G100 و G120 به دلیل تکنولوژی پیشرفته در فرآیند تولید، از دقت ابعادی بالاتر و کنترل کیفی سختگیرانهتری برخوردارند که همین موضوع باعث افزایش قیمت نهایی آنها نسبت به G80 میگردد. انتخاب میان این گریدها باید بر اساس نوع کاربرد، ظرفیت بار، محیط کاری و الزامات ایمنی صورت گیرد تا بهرهوری و ایمنی در حین عملیات به حداکثر برسد.تاثیر تنش های پیچشی بر مقاومت سیم بکسل
تنش های پیچشی یکی از عوامل مهم و تاثیرگذار بر عملکرد و دوام سیم بکسل در کاربردهای صنعتی و لیفتینگ به شمار می روند. هنگامی که سیم بکسل تحت نیروی پیچشی یا گشتاور پیچشی قرار می گیرد، تعادل بین مفتول ها و لایه های داخلی آن به هم می ریزد و تنش های غیریکنواخت در طول مقطع آن توزیع می شود. این وضعیت می تواند منجر به افزایش تمرکز تنش در نقاط خاصی از سیم بکسل شده و باعث خستگی زودرس، ترک های مویرگی یا شکست تدریجی شود. به طور معمول، حتی یک چرخش ناخواسته به میزان 10 تا 15 درجه در یک متر طول سیم بکسل می تواند تاثیر منفی در حدود 5 تا 10 درصد بر ظرفیت کششی نهایی آن داشته باشد. این کاهش در مقاومت، در کاربردهایی مانند تاور کرین، جرثقیل یا آسانسور که نیاز به دقت و ایمنی بالاست، اهمیت حیاتی دارد. از نظر مهندسی مکانیک، تنش پیچشی ایجاد شده در سیم بکسل تابعی از گشتاور اعمالی، هندسه کابل (زاویه تاب، تعداد رشته ها، آرایش مفتول ها) و خصوصیات مکانیکی مصالح سازنده مانند مدول برشی فولاد است. در سیم بکسل های دارای تاب چپ یا راست، اگر پیچش در جهت مخالف تاب طبیعی آن باشد، مقاومت کششی و پایداری آن تا حد زیادی کاهش می یابد. این موضوع به ویژه در باربرداری های دینامیک یا سیستم هایی با قرقره های غیر هم راستا شدیدتر می شود. برای جلوگیری از این اثرات، استفاده از سیم بکسل های نچرخ (rotation-resistant) در کاربردهای حساس توصیه می شود. همچنین نصب غلط، کشیدن بار به صورت زاویه دار و یا چرخش درام بدون هم راستایی با کابل، می تواند گشتاور پیچشی ایجاد کرده و منجر به کاهش عمر مفید سیم بکسل تا 30 درصد گردد. کنترل تنش های پیچشی از طریق طراحی مهندسی مناسب و مانیتورینگ پیوسته تنش، یکی از الزامات کلیدی برای حفظ ایمنی در سیستم های بالابر و حمل بار است.نحوه انتخاب جرثقیل برقی زنجیری بر حسب وزن و ارتفاع لیفتینگ
انتخاب جرثقیل برقی زنجیری بر اساس وزن بار و ارتفاع لیفتینگ از مهم ترین مراحل در طراحی و بهره برداری سیستم های بالابر صنعتی است که مستلزم درک دقیق پارامترهای فنی و مهندسی می باشد. در ابتدا، وزن بار قابل حمل باید به دقت مشخص شود؛ این مقدار معمولاً به تن یا کیلوگرم بیان می شود و نقش کلیدی در تعیین ظرفیت جرثقیل دارد. برای مثال، جرثقیل هایی با ظرفیت 1 تن تا 10 تن معمولاً در صنایع سبک تا متوسط کاربرد دارند، در حالی که ظرفیت های بالاتر از 10 تن برای پروژه های سنگین صنعتی و معدنی مورد استفاده قرار می گیرند. انتخاب جرثقیل برقی باید به گونه ای باشد که ظرفیت اسمی آن حداقل 20 تا 30 درصد بیشتر از وزن بار طراحی شده باشد تا ایمنی و دوام دستگاه تضمین شود. همچنین، معیار دوم ارتفاع لیفتینگ است که بیانگر حداکثر فاصله ای است که بار باید بلند شود. ارتفاع لیفتینگ بر اساس متر محاسبه شده و بر طراحی زنجیر، موتور و سیستم ترمز تاثیر مستقیم دارد. در ادامه، با توجه به ارتفاع لیفتینگ، طول زنجیر و مشخصات مکانیکی آن باید متناسب با نیاز پروژه انتخاب گردد؛ به عنوان مثال، برای ارتفاع های زیر 10 متر، زنجیرهای استاندارد با طول متناسب و موتورهای با توان معمولی کفایت می کنند، اما برای ارتفاع های بالاتر، نیاز به زنجیرهای مقاوم تر با گریدهای بالاتر و موتورهای پرقدرت تر وجود دارد تا از افزایش بار دینامیکی و استهلاک زودرس جلوگیری شود. همچنین، در ارتفاعات زیاد، سیستم های ترمز پیشرفته و کنترل های الکترونیکی دقیق برای حفظ ایمنی و پایداری عملکرد ضروری است. در نهایت، انتخاب جرثقیل برقی زنجیری باید با توجه به شرایط محیطی، نوع بار، فرکانس کارکرد و استانداردهای بین المللی انجام شود تا ضمن بهینه سازی هزینه ها، ایمنی اپراتور و طول عمر تجهیزات تضمین گردد.انواع فیلر جوش استیل
فیلر جوش استیل در گریدهای مختلفی تولید میشود که هرکدام متناسب با نوع فولاد زنگنزن مورد استفاده، شرایط کاری، و نیازهای مکانیکی و شیمیایی خاص انتخاب میشوند. شناخت دقیق این گریدها به کاربران کمک میکند تا در زمان خرید فیلر جوش استیل، انتخابی اصولی و کاربردی داشته باشند. در این بخش به معرفی پرکاربردترین انواع فیلر جوش استیل و تفاوتهای کلیدی آنها میپردازیم.
فیلر جوش استیل ER308 و ER308L
فیلر ER308 یکی از رایجترین انواع فیلر برای جوشکاری فولادهای زنگنزن سری 304 و 304L است. این فیلر ترکیبی متعادل از کروم و نیکل دارد که مقاومت مناسبی در برابر خوردگی، حرارت و ترکهای تنشی ایجاد میکند. نسخه کمکربن آن با نام ER308L شناخته میشود که بهویژه برای جلوگیری از تشکیل کاربید کروم در ناحیه جوش (و جلوگیری از خوردگی بیندانهای) طراحی شده است.
تفاوت اصلی بین این دو در میزان کربن است. فیلر ER308L کربن کمتری دارد و در جوشکاری قطعاتی که تحت تنش حرارتی بالا قرار میگیرند، عملکرد بهتری ارائه میدهد. این فیلر انتخابی رایج برای صنعت غذایی، داروسازی و ساخت تجهیزات استیل سبک است.
ER316 و ER316L
اگر مقاومت در برابر محیطهای خورنده مثل اسیدها یا آب شور اهمیت دارد، فیلر ER316 یا نسخه کمکربن آن یعنی ER316L گزینهای ایدهآل خواهد بود. این فیلر حاوی عنصر مولیبدن است که مقاومت خوردگی بهویژه در برابر کلریدها را افزایش میدهد. به همین دلیل در صنایع شیمیایی، پتروشیمی، دریایی و حتی تجهیزات پزشکی کاربرد زیادی دارد
نسخه L یا Low Carbon آن برای جلوگیری از خوردگی ناشی از رسوب کاربید در شرایط حرارتی بالا طراحی شده است. در هنگام خرید فیلر جوش استیل برای محیطهای حساس به خوردگی، توصیه میشود از نوع 316L استفاده شود تا پایداری جوش در طولانیمدت تضمین شود.
ER309 و ER309L
این نوع فیلر برای جوشکاری فولادهای غیر همجنس یا به اصطلاح dissimilar metal welding استفاده میشود. معمولاً از ER309 برای اتصال فولادهای زنگنزن به فولادهای کربنی یا کمآلیاژ استفاده میشود. ترکیب این فیلر دارای درصد بالاتری از کروم و نیکل است تا سازگاری بین دو فلز ناهمگون فراهم شود و از ایجاد ترک جلوگیری کند.
نسخه ER309L نیز مانند سایر گریدهای L برای شرایطی که جوش در معرض حرارت مداوم قرار میگیرد مناسبتر است. هنگام خرید فیلر جوش استیل برای پروژههایی با ساختارهای ترکیبی، انتخاب این گرید توصیه میشود. این نوع فیلر در صنایع نیروگاهی، پالایشگاهی و همچنین در ساخت تجهیزات حرارتی بهکار میرود.
فیلر جوش استیل ER347
فیلر ER347 حاوی تیتانیوم است و بهطور خاص برای جوشکاری فولادهای زنگنزن پایدارشده یا فولادهای با درصد بالای کربن طراحی شده است. تیتانیوم از تشکیل ترکیبات مضر کاربیدی در حین جوش جلوگیری میکند و در نتیجه جوشی با دوام و مقاوم در برابر خوردگی بیندانهای ایجاد میشود.
این فیلر انتخاب خوبی برای کاربردهای صنعتی با دمای بالا مثل اگزوز خودرو، تجهیزات حرارتی و بویلرهاست. اگر نیاز به خرید فیلر جوش استیل برای کاربردهای حساس به پایداری دمایی دارید، ER347 میتواند گزینهای بسیار مناسب باشد.
جدول مقایسه
| کاربرد اصلی | ویژگی برجسته | مناسب برای جوشکاری | نوع فیلر |
|---|---|---|---|
| فولاد 304 | مقاومت عمومی در برابر خوردگی | صنایع غذایی، تجهیزات سبک | ER308 / ER308L |
| محیط خورنده | مقاومت بالا به کلرید | صنایع شیمیایی، دریایی | ER316 / ER316L |
| اتصال ناهمجنس | مناسب فولاد ضدزنگ به کربنی | ساخت مخازن ترکیبی | ER309 / ER309L |
| دمای بالا | پایداری حرارتی بالا | بویلر، مبدل حرارتی | ER347 |
کاربردهای فیلر جوش مس
فیلر جوش مس یکی از مهمترین مواد مصرفی در صنایع حساس و پیشرفته است که به دلیل ویژگیهای خاص فلز مس، در بسیاری از پروژههای فنی و صنعتی به کار میرود. از جمله دلایل محبوبیت این فیلرها میتوان به هدایت حرارتی و الکتریکی بالا، مقاومت مناسب به خوردگی، و قابلیت جوشکاری آسان در شرایط خاص اشاره کرد. در ادامه، کاربردهای اصلی فیلر جوش مس را در صنایع مختلف بررسی میکنیم.
- 1. صنایع برق و الکترونیک:یکی از مهمترین کاربردهای فیلر جوش مس در حوزه تولید تجهیزات برقی و الکترونیکی است. در این صنعت، هرگونه مقاومت در محل اتصال میتواند منجر به افت کارایی، داغ شدن بیش از حد و حتی آتشسوزی شود. استفاده از فیلر جوش مس برای اتصال کابلهای ضخیم، ترمینالها، صفحات رسانا و قطعات حساس باعث به حداقل رسیدن مقاومت و انتقال موثر جریان میشود. خلوص بالا و هدایت الکتریکی عالی مس، این فیلر را به انتخابی بیرقیب در این حوزه تبدیل کرده است.
- 2. سیستمهای سرمایش و گرمایش:در صنایع تبرید، تهویه مطبوع و گرمایش، استفاده از لولههای مسی بسیار رایج است. برای اتصال این لولهها، نیاز به جوشی کاملاً آببندیشده و مقاوم به فشار وجود دارد. فیلر جوش مس در این کاربرد بهخوبی عمل میکند و امکان اتصال دقیق و بدون نشتی لولههای مسی را فراهم میسازد. بهویژه در سیستمهای دارای گاز فشرده یا مبرد، انتخاب صحیح فیلر نقش حیاتی در عملکرد و ایمنی سیستم دارد.
- 3. خودروسازی و حمل و نقل:در صنعت خودروسازی، برخی قطعات نیاز به جوشهایی سبک، رسانا و مقاوم دارند. از فیلرهای جوش مسی برای اتصال لولههای رادیاتور، مدارهای خنککاری، سیستمهای الکتریکی خودرو و قطعاتی که باید در برابر لرزش یا حرارت بالا مقاومت داشته باشند، استفاده میشود. همچنین در تولید وسایل حملونقل ریلی و هوایی، که وزن و هدایت حرارتی اهمیت زیادی دارد، این فیلرها جایگاه ویژهای دارند.
- 4. صنایع دریایی و نفت و گاز:فیلر جوش مس، بهویژه در ترکیب با نیکل (مثل Cu-Ni)، در صنایع دریایی و سیستمهای انتقال نفت و گاز بهکار میرود. این ترکیب مقاومت بسیار خوبی در برابر آب شور و خوردگیهای الکترولیتی دارد. لولهها، مبدلهای حرارتی و سیستمهای خنککاری در کشتیها یا سکوی نفتی معمولاً با این نوع فیلر جوشکاری میشوند. در این کاربردها، انتخاب دقیق فیلر باعث افزایش دوام تجهیزات در شرایط سخت محیطی میشود.
- 5. تولید تجهیزات پزشکی و آزمایشگاهی:در ساخت تجهیزات پزشکی مانند دستگاههای تصویربرداری، اتصالات حرارتی، و اجزای سیستمهای حساس به جریان برق، استفاده از فیلر جوش مس بسیار رایج است. زیرا علاوهبر رسانایی بالا، این فیلرها میتوانند اتصالاتی ایجاد کنند که فاقد ناخالصی و سازگار با شرایط بهداشتی باشند. در مواردی که از فیلرهای مس خالص استفاده میشود، معمولاً کیفیت سطح نهایی نیز بسیار بالا و قابل استریل شدن است.
- 6. هنرهای فلزی و صنایع دستی:علاوهبر صنایع سنگین، فیلر جوش مس در هنرهای فلزی نیز کاربرد دارد. هنرمندان برای ایجاد اتصال بین قطعات فلزی، یا افزودن جزئیات تزئینی به مجسمهها و ظروف فلزی، از فیلرهای مسی بهره میگیرند. قابلیت شکلپذیری بالای مس و رنگ زیبای آن، این فیلر را برای کارهای تزئینی و هنری بسیار مناسب میسازد.
- 7. کاربردهای آزمایشگاهی و تحقیقاتی:در مراکز تحقیقاتی و دانشگاهی که پروژههای پیشرفته در زمینه انرژی، الکترونیک یا مواد انجام میشود، فیلر جوش مس برای ساخت نمونههای خاص، اتصال سنسورها، یا ایجاد مسیرهای حرارتی استفاده میشود. امکان کنترل دقیق حرارت و جوش در مقیاس کوچک، این فیلر را به یک ابزار کاربردی در آزمایشگاهها تبدیل کرده است.
فیلر جوش مس به دلیل ویژگیهای فنی خاص خود، در صنایع سنتی و مدرن جایگاه ویژهای دارد. با توجه به گستره بالای کاربرد آن، خرید فیلر جوش مس باید با بررسی دقیق نوع کاربرد، آلیاژ پایه، روش جوش و شرایط عملیاتی صورت گیرد. همچنین توجه به قیمت فیلر جوش مس و تطبیق آن با بودجه و نیاز پروژه، باعث افزایش کارایی و کاهش ریسکهای فنی میشود.
معرفی انواع انواع اتصال ماده پلی اتیلن
اتصال ماده پلی اتیلن یکی از مراحل حیاتی در فرآیند ساخت و نصب محصولات پلاستیکی است که نقش مهمی در تضمین دوام، ایمنی و کارایی آن ها دارد. پلی اتیلن به دلیل ساختار شیمیایی خاص خود، نیازمند روش های اتصال ویژه و استاندارد است تا از ایجاد نشتی و ضعف مکانیکی جلوگیری شود. در این بخش به بررسی سه روش اصلی اتصال پلی اتیلن می پردازیم که هرکدام در صنایع مختلف کاربرد و مزایای منحصر به فرد خود را دارند.
اتصال حرارتی پلی اتیلن (Heat Fusion): اتصال حرارتی یا فیوژن حرارتی، پرکاربردترین روش اتصال پلی اتیلن است. در این روش، دو قطعه پلی اتیلن در دمایی کنترل شده و با استفاده از دستگاههای مخصوص گرم میشوند تا سطح آنها نرم و نیمه ذوب گردد. سپس دو قطعه به یکدیگر فشرده میشوند تا پس از سرد شدن، پیوندی قوی، یکپارچه و بدون نشتی شکل بگیرد. این اتصال به گونهای است که مواد ذوب شده با هم ترکیب شده و یکپارچگی ساختاری ایجاد میکنند. دقت در کنترل دما، زمان گرمایش و فشار فشردهسازی در این فرآیند بسیار حیاتی است تا کیفیت و دوام اتصال تضمین شود.
اتصال مکانیکی پلی اتیلن: در این روش، به جای ذوب مواد، از اتصالات مکانیکی مانند پیچ و مهره، فلنج، بستها و کوپلینگهای مخصوص استفاده میشود. این نوع اتصال امکان جداسازی و تعمیر قطعات را فراهم میکند و در شرایطی که نیاز به باز و بسته شدن مکرر وجود دارد، کاربرد دارد. روش اتصال مکانیکی به تجهیزات گرمایشی نیازی ندارد و نصب آن ساده و سریع است، اما اتصال حاصل معمولاً به اندازه اتصال حرارتی از لحاظ مقاومت و عایق بودن در برابر نشتی کامل نیست.
اتصال با چسب پلی اتیلن: چسبهای مخصوص پلی اتیلن که معمولاً بر پایه ترکیبات شیمیایی خاص و حلالهای قوی تولید میشوند، برای اتصال قطعات کوچک یا مناطقی که امکان استفاده از روشهای حرارتی و مکانیکی وجود ندارد، کاربرد دارند. این چسبها باید دارای چسبندگی بالا و مقاومت مناسب در برابر مواد شیمیایی و تغییرات دمایی باشند. قبل از اعمال چسب، سطح قطعات باید کاملاً تمیز و خشک شود تا اتصال مقاوم و بادوامی ایجاد گردد. این روش اتصال سریع و آسان است ولی برای اتصالات ساختاری بزرگ و تحت فشار توصیه نمیشود.
مشخصات فنی اتصال ماده پلی اتیلن و استانداردهای بینالمللی
اتصال ماده پلی اتیلن یکی از مراحل کلیدی در تولید و نصب محصولات پلاستیکی است که کیفیت و دوام نهایی قطعات را تضمین میکند. این فرآیند نیازمند رعایت مشخصات فنی دقیق و استفاده از استانداردهای بینالمللی مانند ISO 21307، ASTM F1055 و استانداردهای DIN است تا اطمینان حاصل شود اتصالات در برابر فشار، دما و مواد شیمیایی مقاومت کافی داشته و از ایجاد نشتی جلوگیری شود. رعایت این مشخصات فنی علاوه بر افزایش عمر مفید قطعات، باعث افزایش ایمنی و کاهش هزینههای نگهداری میشود.
| محدوده یا مقدار | استاندارد مرتبط | توضیح | مشخصه فنی |
|---|---|---|---|
| 220-250 درجه سانتی گراد | ISO 21307 | دمای لازم برای ذوب و اتصال قطعات پلی اتیلن | دمای جوشکاری (Welding Temperature) |
| تا 16 بار (MPa) | ASTM F1055 | حداکثر فشار قابل تحمل در اتصال | فشار کاری (Operating Pressure) |
| PE100، PE80 | ISO 4427 | نوع پلی اتیلن مصرفی برای اتصال | نوع پلی اتیلن (PE Type) |
| از 2.3 میلی متر به بالا | DIN 8074/75 | ضخامت قطعات پلی اتیلن قابل اتصال | ضخامت جداره (Wall Thickness) |
| اتصال حرارتی، مکانیکی، با چسب | ISO 21307، ASTM D2657 | انواع روشهای اتصال مورد تایید | روش اتصال (Joining Method) |
| 2 تا 10 دقیقه بسته به سایز اتصال | ISO 21307 | مدت زمان خنک شدن و تثبیت اتصال | زمان سرد شدن (Cooling Time) |
مشخصات فنی و ساختاری الماس تراشکاری والتر TNMG160412-MP5
الماس تراشکاری والتر مدل TNMG160412-MP5 با ابعاد استاندارد 16.00 × 4.76 میلیمتر و شعاع نوک 1.2 میلیمتر، برای تراشکاری نیمهتمام تا پرداخت نهایی طراحی شده است. این اینسرت از جنس کاربید با پوشش چندلایه AlTiN ساخته شده که مقاومت بالا در برابر سایش و حرارت تا 900 درجه سانتیگراد را تضمین میکند. هندسه TNMG همراه با زاویه براده مثبت و برادهشکن سهبعدی، کاهش نیروی برشی و بهبود کنترل براده را در سرعتهای بالا فراهم میکند. ضخامت 4.76 میلیمتر اینسرت تعادل مناسبی بین سختی و جذب لرزش ایجاد کرده و کیفیت سطح قطعه کار را افزایش میدهد. این مدل با ابزارگیرهای استاندارد ISO سازگار است و در صنایع خودروسازی، هوافضا و ماشینآلات سنگین کاربرد گسترده دارد که نمونههای باکیفیت آن در الماس تراشکاری موجود است.
مشخصات فنی و ساختاری الماس تراشکاری WNMG 060404 EM YBG202
طراحی ساختاری الماس تراشکاری WNMG 060404 EM YBG202 شامل برادهشکنهای دقیق است که با کاهش پرش براده و بهبود جریان آن، عملیات برش روان و بدون وقفه را تضمین میکند. اینسرت با وزن حدود 6 گرم و ابعاد مناسب، توانایی مقابله با تنشهای مکانیکی بالا را دارد. ضخامت و هندسه ابزار به گونهای است که ارتعاشات را به حداقل رسانده و به کیفیت سطح بهتر و عمر بیشتر ابزار کمک میکند. کاربردهای اصلی اینسرت شامل صنایع خودروسازی، هوافضا و تولید قطعات دقیق است که به دقت بالا و دوام ابزار نیاز دارند و نمونههای باکیفیت این نوع ابزار در الماس تراشکاری موجود است.مشخصات فنی و ساختاری الماس تراشکاری TNMG220408-MS3
الماس تراشکاری TNMG220408-MS3 با ترکیبی از الماس مصنوعی بسیار سخت و پوشش مقاوم TiAlN تولید شده است تا مقاومت بالایی در برابر سایش و حرارت داشته باشد. این اینسرت با طول برش 22 میلی متر، ضخامت 4 میلی متر و زاویه راس 80 درجه طراحی شده است که باعث افزایش دقت برش و کاهش نیروی وارد بر ابزار میشود. ساختار هندسی بهینه این ابزار لرزشها را کاهش داده و کیفیت سطح قطعه را بهبود میبخشد. وزن این الماس تراشکاری حدود 8 گرم است و میتواند با سرعت برش تا 150 متر بر دقیقه کار کند، که آن را برای صنایع هوافضا و خودروسازی ایدهآل میکند. استفاده از برادهشکنهای دقیق، جریان براده را تسهیل کرده و فشار مکانیکی وارد بر ابزار را کاهش میدهد و در نتیجه عمر ابزار را افزایش میدهد. این ویژگیها باعث شدهاند که الماس تراشکاری TNMG220408-MS3 انتخابی مناسب برای کاربردهای دقیق و صنعتی باشد.مشخصات فنی و ساختاری الماس تراشکاری TNMG220412-NR4
الماس تراشکاری TNMG220412-NR4 با پوشش پیشرفته TiN/TiCN طراحی شده تا مقاومت بالا در برابر سایش و حرارت را تضمین کند. این اینسرت با طول برش 22 میلی متر و ضخامت 4.12 میلی متر، دقت بالایی در برش انواع فولادهای سخت ارائه میدهد. زاویه راس 80 درجه باعث افزایش استحکام ابزار و کاهش فشار مکانیکی میشود. هندسه خاص برادهشکنها جریان بهینه براده را تضمین و لرزشهای حین تراشکاری را کاهش میدهد. وزن این ابزار حدود 7.5 گرم است و قابلیت تحمل سرعت برش تا 140 متر بر دقیقه را دارد که مناسب صنایع خودروسازی و هوافضا است. این ویژگیها باعث افزایش عمر و کارایی الماس تراشکاری TNMG220412-NR4 شده و آن را برای کاربردهای دقیق صنعتی ایدهآل میکند.مشخصات فنی و ساختاری گیره هیدرولیک 30 سانتی
مشخصات فنی و ساختاری گیره هیدرولیک 30 سانتی به گونهای طراحی شده است که پاسخگوی نیازهای ماشینکاری دقیق و سنگین در صنایع مختلف باشد. این ابزار دارای بدنهای از جنس چدن داکتیل EN-GJS-500-7 با استحکام بالا و مقاومت در برابر حرارت تا 400 درجه سانتیگراد است. فکهای سختکاری شده با سختی HRC 58 تا 62، مقاومت عالی در برابر سایش و فشار ایجاد میکنند. دامنه بازشدگی فک متحرک تا 300 میلیمتر بوده و دقت تکرارپذیری آن حدود ±0.01 میلیمتر است. سیستم هیدرولیک داخلی این گیره قابلیت اتصال به پمپهای دستی یا پدالی را دارد و از طریق شیر اطمینان قابل تنظیم است. اگر به دنبال اطلاعات بیشتر یا مشاهده مدلهای متنوع گیره هیدرولیک هستید، لینک ارائهشده میتواند راهنمای مناسبی باشد.
مشخصات فنی و ساختاری گیره هیدرولیک ۳۰ سانت ایرانی
مشخصات فنی و ساختاری گیره هیدرولیک ۳۰ سانت ایرانی بیانگر توانایی این ابزار در تامین نیازهای ماشینکاری دقیق در کارگاههای صنعتی داخلی است. این گیره با دهانه مؤثر 300 میلیمتر، از چدن داکتیل EN-GJS-400 ساخته شده و مقاومت مناسبی در برابر تنشهای مکانیکی و حرارت دارد. فکها از فولاد آلیاژی سختکاری شده با سختی سطحی HRC 55 تولید شدهاند و دقت تکرارپذیری آن حدود ±0.02 میلیمتر است. سیستم هیدرولیکی داخلی قابلیت اتصال به پمپ دستی یا پدالی را دارد و تنظیم فشار از طریق شیر اطمینان انجام میشود. ساختار مستحکم، طراحی صنعتی و قیمت رقابتی، این ابزار را برای کارگاهها و خطوط تولید سبک تا متوسط، گزینهای قابل اعتماد میسازد. برای بررسی انواع گیره هیدرولیک و انتخاب مدل مناسب، پیشنهاد میشود از لینک درجشده استفاده کنید.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس مدل VH6
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس مدل VH6 نشاندهنده دقت و دوام بالای این ابزار در محیطهای صنعتی است. این گیره هیدرولیک دارای دهانه فک 160 میلیمتر و فکهای ساخته شده از فولاد آلیاژی با سختی سطحی HRC 58-62 است. بدنه از چدن داکتیل EN-GJS-500-7 ساخته شده و استحکام مکانیکی بالایی دارد. کورس فک متحرک تا 160 میلیمتر بوده و دقت تکرارپذیری در حدود ±0.01 میلیمتر است. سیستم هیدرولیکی داخلی امکان تنظیم فشار با شیر اطمینان را فراهم میکند و مکانیزم بستهشدن سریع، کارایی را افزایش میدهد. این محصول برای ماشینهای فرز، CNC و دستگاههای سوراخکاری بسیار مناسب است و با وزن حدود 23 کیلوگرم، ثبات عالی روی میز دستگاه دارد.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس نشاندهنده ترکیبی از دقت بالا، دوام صنعتی و طراحی ارگونومیک است. این گیره هیدرولیک با دهانهای بین 160 تا 300 میلیمتر و عرض فک 150 میلیمتر برای ماشینکاری قطعات فلزی متوسط و بزرگ طراحی شده است. بدنه از چدن داکتیل با گرید EN-GJS-500-7 ساخته شده که استحکام مکانیکی و پایداری حرارتی بالایی دارد. فکها از فولاد سختکاری شده با سختی سطحی HRC 58 تا 62 تولید شدهاند و دقت تکرارپذیری در حدود ±0.01 میلیمتر است. سیستم هیدرولیکی داخلی با شیر تنظیم فشار و مکانیزم بستهشدن سریع باعث افزایش بهرهوری در خطوط تولید میشود. این گیره گزینهای ایدهآل برای کارگاههای CNC، دستگاههای فرز و محیطهای صنعتی پرفشار است.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس مدل VH-6
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس مدل VH-6 ترکیبی از دقت مهندسی، استحکام ساختاری و قابلیت اطمینان در محیطهای صنعتی را ارائه میدهد. این گیره هیدرولیک با دهانه بازشو 160 میلیمتر و عرض فک 150 میلیمتر برای تثبیت دقیق قطعات در عملیات ماشینکاری طراحی شده است. فکها از فولاد آلیاژی سختکاری شده با سختی HRC 58 تا 62 ساخته شدهاند که مقاومت بالا در برابر فشار و سایش را فراهم میکنند. بدنه گیره از چدن داکتیل EN-GJS-500-7 تولید شده و قابلیت تحمل بارهای مکانیکی سنگین را دارد. سیستم هیدرولیکی داخلی با قابلیت تنظیم فشار، همراه با مکانیزم قفل سریع، باعث افزایش سرعت و دقت در خطوط تولید میشود. این مدل برای کارگاههای CNC و ماشینآلات فرز انتخابی حرفهای و صنعتی محسوب میشود.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس مدل VA
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس مدل VA نشاندهنده ترکیبی از عملکرد صنعتی قدرتمند و دقت بالا در نگهداری قطعات فلزی است. این گیره هیدرولیک با عرض فک 175 میلیمتر و دهانه بازشو تا 200 میلیمتر مناسب برای ماشینکاری قطعات بزرگ و سختگیرانه طراحی شده است. بدنه دستگاه از چدن داکتیل EN-GJS-600-3 تولید شده که مقاومت بالایی در برابر فشار مکانیکی و حرارت ایجاد میکند. سیستم هیدرولیکی داخلی با توان اعمال نیروی 30 کیلو نیوتن و مکانیزم قفل سریع، باعث افزایش دقت و سرعت در خطوط تولید میشود. فکها از فولاد آلیاژی سختکاری شده با سختی سطحی HRC 58 تا 62 ساخته شدهاند تا حداکثر دوام و پایداری را در شرایط صنعتی تضمین کنند.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس شامل استفاده از مواد مقاوم و با کیفیت بالا است که تضمینکننده طول عمر و عملکرد بهینه در شرایط کاری سخت میباشد. این گیره هیدرولیک به سیستم هیدرولیکی پیشرفته مجهز شده که امکان کنترل دقیق نیروی گیره را فراهم میکند و به افزایش ایمنی و دقت در عملیات کمک مینماید. طراحی ارگونومیک و ساختار مقاوم در برابر فشار بالا از دیگر ویژگیهای برجسته این محصول است که باعث میشود برای کاربردهای صنعتی متنوع بسیار مناسب باشد. رعایت استانداردهای بینالمللی در ساخت این گیره هیدرولیک، کیفیت و قابلیت اطمینان آن را تضمین میکند.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس
گیره هیدرولیک ورتکس با طراحی مهندسی پیشرفته و ساختار مقاوم، توانایی تحمل فشار تا 50 تن را دارد و برای کاربردهای صنعتی سنگین مناسب است. این گیره هیدرولیک از فولاد آلیاژی با استحکام بالا ساخته شده و سیستم هیدرولیکی آن فشار کاری 250 بار را پشتیبانی میکند. دقت عملکرد این گیره تا 0.01 میلیمتر بوده و ساختار ارگونومیک آن نصب و استفاده آسان را تضمین میکند. علاوه بر این، پوشش مقاوم در برابر خوردگی و استانداردهای بینالمللی کیفیت، عمر مفید و ایمنی دستگاه را افزایش میدهد.
گیره هیدرولیک ورتکس 12 سانتی
گیره هیدرولیک ورتکس 12 سانتی با ظرفیت نیروی فشار 12 تن و دقت عملکرد 0.005 میلیمتر، گزینهای ایدهآل برای کاربردهای صنعتی دقیق است. این گیره هیدرولیک از فولاد آلیاژی مقاوم ساخته شده و سیستم هیدرولیکی آن فشار کاری 220 بار را پشتیبانی میکند. طول گیره 120 میلیمتر و وزن آن حدود 8 کیلوگرم است که نصب و استفاده آسان را تضمین میکند. پوشش مقاوم در برابر خوردگی و سایش، دوام این محصول را در محیطهای سخت صنعتی افزایش میدهد. طراحی مطابق استانداردهای ISO 12100، ایمنی و کیفیت عملکرد را تضمین میکند.
مشخصات فنی و ساختاری گیره هیدرولیکی VHO-5 کارگیر 220 میلیمتری
گیره هیدرولیکی VHO-5 کارگیر 220 میلیمتری با ظرفیت نیروی فشار 5 تن و دقت عملکرد 0.007 میلیمتر، مناسب برای پروژههای صنعتی دقیق است. این گیره هیدرولیک از فولاد آلیاژی با مقاومت کششی بالا ساخته شده و سیستم هیدرولیک آن فشار کاری 200 بار را تحمل میکند. طول کارگیر 220 میلیمتر و وزن گیره حدود 7 کیلوگرم است که نصب آسان و عملکرد پایدار را تضمین میکند. پوشش مقاوم در برابر خوردگی و سایش باعث افزایش طول عمر این محصول در محیطهای صنعتی میشود. طراحی دقیق مطابق با استانداردهای ISO 12100 و ISO 9001 ایمنی و کیفیت را تضمین میکند.
مزایا و کاربردهای تخصصی اتصال نر پلی اتیلن Polyethylene
در صنایع مختلف، انتخاب نوع اتصال مناسب برای لوله های پلی اتیلن نقش بسیار مهمی در کارایی و دوام کل سیستم دارد. اتصال نر پلی اتیلن به دلیل ویژگی های فنی منحصر به فرد و تطابق بالا با استانداردهای بین المللی، یکی از گزینه های اول برای ایجاد اتصالات پایدار و مقاوم در برابر شرایط سخت محیطی به شمار می رود. در این بخش به بررسی مزایا و کاربردهای تخصصی این اتصال می پردازیم تا دید جامع تری نسبت به عملکرد و قابلیت های آن در پروژه های صنعتی و ساختمانی فراهم شود.
- مقاومت شیمیایی: اتصال نر پلی اتیلن در برابر انواع مواد شیمیایی، اسیدها، بازها و خورنده ها مقاوم است و به همین دلیل در صنایع نفت، گاز و پتروشیمی کاربرد وسیع دارد.
- نصب و نگهداری آسان: طراحی ارگونومیک این اتصال باعث کاهش زمان نصب و نیاز کمتر به ابزارهای پیچیده می شود.
- پایداری در برابر فشار و ضربه: ساختار پلی اتیلن HDPE موجب افزایش مقاومت در برابر ضربه های ناگهانی و فشارهای دینامیکی می شود.
- کاربرد گسترده: در سیستم های آبرسانی تحت فشار، شبکه های توزیع گاز طبیعی، آبیاری های صنعتی و حتی خطوط انتقال مواد شیمیایی استفاده می شود.
بررسی فنی و استانداردهای اتصال نر پلی اتیلن
برای انتخاب و استفاده صحیح از اتصال نر پلی اتیلن در پروژه های مختلف، آشنایی با ویژگ ها و مشخصات فنی این محصول ضروری است. جدول زیر مجموعه ای از مهمترین اطلاعات فنی و استانداردهای بین المللی مربوط به این اتصال را در اختیار شما قرار می دهد. این اطلاعات شامل نوع ماده اولیه، محدوده دمای کاری، فشار قابل تحمل، نوع اتصال، مقاومت شیمیایی و مکانیکی و سایر ویژگی هایی است که در عملکرد نهایی سیستم لوله کشی شما نقش حیاتی دارند. با بررسی این جدول می توانید انتخابی دقیق، مهندسی شده و متناسب با نیاز پروژه خود داشته باشید.
| توضیحات | مشخصه فنی |
|---|---|
| پلی اتیلن با چگالی بالا (HDPE) | جنس |
| از منفی 40 تا مثبت 60 درجه سانتیگراد | دمای کاری |
| بین 6 تا 16 بار (PN6 تا PN16) | فشار قابل تحمل |
| مطابق با DIN 8077/8078، ISO 15874 و استاندارد ملی ایران | استاندارد ساخت |
| رزوه ای (پیچی) و فشاری (Push-Fit) | نوع اتصال |
| مقاوم در برابر اسیدها، بازها و مواد خورنده | مقاومت شیمیایی |
| آبرسانی تحت فشار، آبیاری قطره ای، گازرسانی، انتقال مواد شیمیایی | موارد استفاده |
| مقاوم در برابر ضربه و فشارهای ناگهانی | مقاومت مکانیکی |
| بیش از 50 سال در شرایط استاندارد | طول عمر |
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس 20 سانتی
گیره هیدرولیک ورتکس 20 سانتی با ظرفیت نیروی فشار 20 تن و دقت عملکرد 0.005 میلیمتر، برای کاربردهای صنعتی سنگین و ماشینکاری دقیق طراحی شده است. این گیره هیدرولیک از فولاد آلیاژی با مقاومت کششی 840 مگاپاسکال ساخته شده و سیستم هیدرولیکی آن فشار کاری 240 بار را تحمل میکند. طول کارگیر این گیره 200 میلیمتر و وزن آن حدود 13 کیلوگرم است که نصب آسان و کاربری مطمئن را تضمین میکند. پوشش مقاوم در برابر خوردگی و سایش باعث افزایش طول عمر و دوام محصول در شرایط سخت کاری میشود و طراحی ارگونومیک آن ایمنی و کیفیت بالای عملکرد را تضمین میکند.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس 30 سانتی
گیره هیدرولیک ورتکس 30 سانتی با ظرفیت نیروی فشار 30 تن و دقت عملکرد 0.004 میلیمتر، برای کاربردهای صنعتی سنگین و ماشینکاری دقیق طراحی شده است. این گیره هیدرولیک از فولاد آلیاژی با مقاومت کششی 860 مگاپاسکال ساخته شده و سیستم هیدرولیکی آن فشار کاری 250 بار را تحمل میکند. طول کارگیر این گیره 300 میلیمتر و وزن آن حدود 18 کیلوگرم است که نصب آسان و کاربری مطمئن را تضمین میکند. پوشش مقاوم در برابر خوردگی و سایش باعث افزایش طول عمر و دوام محصول در شرایط سخت کاری میشود و طراحی ارگونومیک آن ایمنی و کیفیت بالای عملکرد را تضمین میکند.
مشخصات فنی
در انتخاب و استفاده از تبدیل پلی اتیلن پیچی، آگاهی کامل از مشخصات فنی محصول اهمیت بسیار بالایی دارد. این مشخصات، نه تنها کیفیت و دوام محصول را تضمین می کنند، بلکه به شما کمک می کنند تا بهترین گزینه را متناسب با نیازهای فنی پروژه خود انتخاب نمایید. تبدیل های پلی اتیلن پیچی با رعایت استانداردهای دقیق تولید و استفاده از مواد اولیه با کیفیت بالا، توانایی تحمل فشارهای کاری متنوع و شرایط محیطی گوناگون را دارند. در جدول زیر، مهم ترین ویژگی ها و پارامترهای فنی این نوع تبدیل ها به طور کامل آورده شده است تا در فرآیند خرید و نصب، تصمیم گیری دقیق تر و آگاهانه تری داشته باشید.
| مقدار / استاندارد | مشخصه |
|---|---|
| پلی اتیلن با چگالی بالا (HDPE) | جنس مواد |
| ASTM D2513، ISO 4427 | استاندارد تولید |
| تا 16 بار (PN16) | فشار کاری |
| -20 تا +60 درجه سانتیگراد | محدوده دمای کاری |
| رزوه ای (پیچی) | نوع اتصال |
| مقاوم در برابر اسید، قلیا و مواد شیمیایی معمولی | مقاومت شیمیایی |
| مقاومت بالا در برابر ضربه و فشارهای مکانیکی | مقاومت مکانیکی |
| بیش از 50 سال در شرایط استاندارد | طول عمر |
این ویژگی ها و مشخصات فنی باعث می شود که تبدیل پلی اتیلن پیچی در پروژه های آبرسانی شهری، کشاورزی تحت فشار، شبکه های فاضلاب، و حتی صنایع شیمیایی و نفتی انتخابی مطمئن و به صرفه باشد.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس 16 سانتی
گیره هیدرولیک ورتکس 16 سانتی با ظرفیت نیروی فشار 16 تن و دقت عملکرد 0.006 میلیمتر، مناسب برای پروژههای صنعتی دقیق و نیمهسنگین است. این گیره هیدرولیک از فولاد آلیاژی با مقاومت کششی 820 مگاپاسکال ساخته شده و سیستم هیدرولیکی آن میتواند فشار کاری تا 230 بار را تحمل کند. طول کارگیر این محصول 160 میلیمتر و وزن آن حدود 10 کیلوگرم است که نصب آسان و عملکرد مطمئن را تضمین میکند. پوشش مقاوم در برابر خوردگی و سایش باعث افزایش طول عمر و دوام دستگاه در شرایط محیطی سخت میشود و طراحی ارگونومیک آن ایمنی و راحتی کاربر را تضمین میکند.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس 20 سانتی
گیره هیدرولیک ورتکس 20 سانتی با ظرفیت نیروی فشار 20 تن و طول کارگیر 200 میلیمتر برای کاربردهای صنعتی دقیق طراحی شده است. این گیره هیدرولیک از فولاد آلیاژی با مقاومت کششی 830 مگاپاسکال ساخته شده و سیستم هیدرولیکی آن قادر به تحمل فشار کاری تا 240 بار میباشد. دقت عملکرد دستگاه تا 0.005 میلیمتر تضمین شده است و وزن کل گیره حدود 12.5 کیلوگرم است که نصب و استفاده آسان را فراهم میکند. پوشش مقاوم در برابر سایش و خوردگی دوام و طول عمر دستگاه را در محیطهای سخت صنعتی افزایش میدهد و طراحی ارگونومیک آن ایمنی و راحتی کاربر را تضمین میکند.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس 30 سانتی
گیره هیدرولیک ورتکس 30 سانتی با طراحی مهندسی و ساختار مقاوم، برای عملیات ماشینکاری دقیق و صنعتی با ظرفیت فشار 30 تن تولید شده است. این گیره هیدرولیک دارای فکهایی به طول 300 میلیمتر بوده و از فولاد آلیاژی با استحکام کششی بالا ساخته شده است. فشار کاری سیستم هیدرولیک آن تا 250 بار قابل تنظیم است و دقت عملکرد آن تا 0.004 میلیمتر میرسد. روکش ضد سایش با ضخامت 160 میکرون باعث مقاومت در برابر خوردگی و افزایش طول عمر دستگاه میشود. این گیره با رعایت استانداردهای بینالمللی ISO 9001 و ISO 12100 طراحی شده و وزن تقریبی آن 18 کیلوگرم است که حمل و نصب آن را در محیطهای صنعتی آسان میسازد.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس 20 سانتی
گیره هیدرولیک ورتکس 20 سانتی یکی از ابزارهای تخصصی در حوزه ماشینکاری و قالبسازی است که برای کاربردهای صنعتی با دقت بالا طراحی شده است. این ابزار دارای بدنهای از جنس فولاد آلیاژی مقاوم در برابر تنشهای مکانیکی بوده و فکهایی با طول مفید 200 میلیمتر دارد. سیستم قفل داخلی آن امکان نگهداری ایمن قطعهکار را بدون نیاز به نیروی خارجی فراهم میکند. فشار کاری سیستم هیدرولیک تا 230 بار بوده و نیروی گیرهسازی آن تا 25 تن قابل تنظیم است. دقت حرکتی فکها کمتر از 0.005 میلیمتر است که موجب دقت بالای عملیات میشود. پوشش سطحی ضد خوردگی به ضخامت 140 میکرون، طول عمر محصول را در محیطهای صنعتی مرطوب تضمین میکند. این گیره هیدرولیک انتخابی ایدهآل برای کارگاههای CNC و واحدهای قالبسازی دقیق است.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس 30 سانتی
گیره هیدرولیک ورتکس 30 سانتی با بدنه فولادی مقاوم و طراحی صنعتی، برای عملیات دقیق در ماشین کاری سنگین تولید شده است. طول فک مفید این مدل برابر با 300 میلیمتر بوده و مکانیزم قفل شونده خودکار دارد. نیروی گیره تا 30 تن و فشار کاری سیستم تا 250 بار تنظیم شده است. این گیره هیدرولیک دارای دقت توازی فک کمتر از 0.005 میلیمتر است که برای فرآیندهای با دقت بالا مناسب میباشد. پوشش کروم سخت با کیفیت بالا، از خوردگی و سایش در شرایط صنعتی جلوگیری میکند. این محصول برای استفاده در خطوط تولید، قالب سازی و مراکز ماشین کاری CNC طراحی شده و به علت دقت و دوام بالا، گزینه ای مطمئن برای کاربردهای حرفه ای به شمار می آید.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس مدل VH-6
گیره هیدرولیک ورتکس مدل VH-6 با ظرفیت گیره تا 6 تن و طول فک 150 میلیمتر طراحی شده است. بدنه این دستگاه از فولاد سخت کاری شده با سختی 50 HRC ساخته شده تا مقاومت بالا در برابر فشار و سایش را تضمین کند. فشار کاری سیستم هیدرولیک این مدل تا 200 بار تنظیم شده و دقت توازی فک ها کمتر از 0.003 میلیمتر است. وزن کل دستگاه 12 کیلوگرم بوده و باعث ثبات مطلوب در هنگام استفاده روی میزهای CNC میشود. این ویژگیها گیره هیدرولیک VH-6 را به گزینهای مناسب برای ماشین کاری قطعات حساس و دقیق تبدیل کرده است.
مشخصات فنی و ساختاری گیره هیدرولیک
گیره هیدرولیک یکی از ابزارهای کلیدی در صنایع مختلف برای ثابت نگه داشتن قطعات در فرآیندهای صنعتی است. این گیره هیدرولیک از سیستم هیدرولیکی با فشار روغن بهره میبرد که نیروی یکنواخت و قابل تنظیم را ایجاد میکند. بدنه آن معمولاً از فولاد مقاوم ساخته شده که توانایی تحمل فشارهای بالا را دارد و پوشش ضد خوردگی طول عمر آن را افزایش میدهد. دقت بالای همراستایی فکها و امکان تنظیم فشار به صورت دقیق، از ویژگیهای مهم این گیره است که باعث افزایش کیفیت کار و ایمنی قطعه میشود.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس VH-6
گیره هیدرولیک ورتکس VH-6 با فشار کاری 150 بار طراحی شده است و نیروی بسته شدن آن تا 6000 نیوتن میرسد. طول حرکت فک این دستگاه 6 سانتیمتر بوده و قادر است قطعات با ضخامتهای متنوع را محکم کند. بدنه از آلیاژ فولاد حرارت دیده با پوشش ضد خوردگی ساخته شده است تا مقاومت و دوام بالایی داشته باشد. وزن کلی دستگاه حدود 12 کیلوگرم است که تعادل مناسبی بین قابلیت حمل و استحکام فراهم میکند. سیستم کنترل این گیره هیدرولیک به صورت دستی و هیدرولیکی عمل میکند و امکان تنظیم دقیق فشار را دارد. ابعاد دستگاه 25 در 12 در 15 سانتیمتر است که آن را برای استفاده در ماشینهای CNC و تجهیزات صنعتی کوچک مناسب میسازد. دقت تراز فکها کمتر از 0.1 میلیمتر بوده و این مدل مطابق استاندارد بینالمللی ISO 9001 تولید شده است.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس VH-4
گیره هیدرولیک ورتکس VH-4 دارای فشار کاری استاندارد 140 بار است که نیروی گیرهگیری تا 4500 نیوتن را فراهم میکند. طول کورس فک این مدل 4 سانتیمتر است که امکان نگهداری دقیق قطعات با ضخامتهای مختلف را دارد. بدنه از آلیاژ فولاد مقاوم با پوشش ضدزنگ ساخته شده تا دوام و طول عمر بالایی داشته باشد. وزن این گیره هیدرولیک حدود 9 کیلوگرم است که حمل و نصب آن را آسان میکند. طراحی جمع و جور آن مناسب فضاهای محدود در محیطهای صنعتی است.
گیره هیدرولیک ورتکس مدل VH-12 با فشار کاری 160 بار طراحی شده و نیروی گیرهکردن تا 8500 نیوتن را فراهم میکند. طول کورس این دستگاه 12 سانتیمتر بوده که امکان تنظیم دقیق و نگهداری ایمن قطعات مختلف را ممکن میسازد. بدنه دستگاه از فولاد آلیاژی سخت شده ساخته شده که مقاومت بالا در برابر سایش و خوردگی دارد و طول عمر دستگاه را تضمین میکند. وزن کل این گیره 22 کیلوگرم است که تعادل مناسبی بین استحکام و قابلیت حمل ایجاد میکند. ابعاد فکهای گیره هیدرولیک ورتکس VH-12 برای هماهنگی با ابزارهای صنعتی مختلف مهندسی شده است و قطعات را با دقت بالا ثابت نگه میدارد. این مدل به شیر ایمنی داخلی مجهز است که از افزایش فشار بیش از حد جلوگیری میکند و ایمنی عملیات را تضمین میکند. طراحی ارگونومیک و جمعوجور VH-12 باعث سهولت استفاده در فضاهای محدود کاری میشود. این گیره هیدرولیک برای کاربردهای سنگین و نیمهسنگین در صنایع مختلف مناسب است.
مشخصات فنی و ساختاری گیره هیدرولیک 30 سانتی
گیره هیدرولیک 30 سانتی دارای ظرفیت بارگیری تا 1500 کیلوگرم است و از جنس فولاد آلیاژی مقاوم به سایش ساخته شده است. این گیره هیدرولیک با فشار عملیاتی 20 مگاپاسکال کار میکند و مجهز به سیستم ایمنی خودکار برای جلوگیری از لغزش بار است. طول بازوی این دستگاه 30 سانتیمتر بوده و حرکت آن با جک هیدرولیکی دقیق کنترل میشود. وزن کلی گیره حدود 12 کیلوگرم است و طراحی ارگونومیک آن موجب کاهش خستگی اپراتور میشود. استفاده از این ابزار در صنایع مختلف، به خصوص در جابجایی ورقهای فلزی، با بهرهوری و ایمنی بالا توصیه میشود. استانداردهای DIN و ISO در ساخت این محصول کاملا رعایت شدهاند.
مشخصات فنی و ساختاری گیره هیدرولیک ورتکس VH-5
گیره هیدرولیک ورتکس VH-5 دارای ظرفیت بارگیری 500 کیلوگرم است و برای جابجایی ورقهای فولادی با ضخامت 1 تا 20 میلیمتر طراحی شده است. ساختار این گیره هیدرولیک از فولاد آلیاژی مقاوم با پوشش ضدزنگ ساخته شده و وزن آن 10 کیلوگرم است. سیستم هیدرولیکی دستگاه با فشار عملیاتی 18 مگاپاسکال عملکردی دقیق و ایمن دارد. بازوی گیره به طول 25 سانتیمتر طراحی شده و حرکت آن توسط جک هیدرولیکی کنترل میشود. مکانیزم قفل ایمنی از لغزش ناخواسته بار جلوگیری میکند و استانداردهای DIN 5692 و ISO 9001 در ساخت آن رعایت شدهاند. این محصول مناسب استفاده در صنایع فولاد و ساختوساز با دوام و کارایی بالا است.
مشخصات فنی و ساختاری تسمه تایمینگ
تسمه تایمینگ از چندین لایه عملکردی شامل روکش بیرونی مقاوم، مغزی تقویتشده و دندانههای انتقال قدرت تشکیل شده است. ساختار خارجی از نئوپرن یا پلییورتان با تحمل دمایی تا 120 درجه سانتیگراد طراحی میشود. مغزی داخلی از رشتههای کولار یا فایبرگلاس با مقاومت کششی بین 1500 تا 3000 نیوتن ساخته میشود. زاویه دندانهها معمولا بین 40 تا 60 درجه و گام آنها بین 5 تا 10 میلیمتر است. ضخامت تسمه بین 4 تا 8 میلیمتر بوده و طول آن تا 1600 میلیمتر متغیر است. طراحی پروفیل بر اساس استانداردهای بینالمللی مانند DIN 7721 و ISO 13050 انجام میگیرد. عملکرد دقیق تسمه تایمینگ موجب همزمانسازی دقیق اجزای متحرک موتور و کاهش لرزش مکانیکی میشود.
راهنمای خرید و قیمت تسمه تایمینگ صنعتی مگادین
در خرید و تعیین قیمت تسمه تایمینگ صنعتی مگادین، فاکتورهایی مانند جنس مواد اولیه، عرض و طول تسمه، تعداد دندانهها و دقت ساخت اهمیت بالایی دارند. تسمههای MEGADYNE معمولاً از پلی اورتان یا لاستیک مقاوم با تقویت نخ تولید میشوند و مقاومت قابل توجهی در برابر سایش و حرارت دارند. کاربرد این تسمهها در موتورهای صنعتی، خطوط تولید، کمپرسورها و تجهیزات خودکار گسترده است. طول عمر معمولی آنها بین 4 تا 10 سال است و انتخاب مناسب بر اساس سرعت و بار کاری باعث افزایش راندمان و کاهش هزینه نگهداری میشود. قیمت تقریبی این تسمهها بین 30 تا 140 دلار متغیر است.
- جنس پلی اورتان یا لاستیک مقاوم: افزایش دوام و مقاومت در برابر سایش
- طول و عرض تسمه: تعیین کننده توان انتقال نیرو و سازگاری با پولی
- تعداد و نوع دندانهها: تضمین هماهنگی دقیق با شافتها
- برند MEGADYNE: کیفیت استاندارد جهانی و دقت بالای تولید
- مقاومت در برابر حرارت و روغن: مناسب محیطهای صنعتی سخت
- کاربرد صنعتی: موتورهای صنعتی، خطوط تولید و تجهیزات خودکار
مشخصات فنی و ساختاری تسمه تایم صنعتی MEGADYNE
تسمه تایمینگ صنعتی MEGADYNE از ترکیب پلییورتان ترموپلاستیک با مغزیهای کولار یا فولاد بافته شده ساخته میشود که تحمل کششی تا 3500 نیوتن را فراهم میکند. این نوع تسمه تایمینگ برای عملکرد مداوم در بازه دمایی منفی 30 تا مثبت 100 درجه سانتیگراد طراحی شده است. پروفیل دندانهها به صورت منحنی یا RPP است تا تماس یکنواخت با پولی و کاهش اصطکاک را تضمین کند. گام دندانهها در سریهای صنعتی بین 5 تا 14 میلیمتر متغیر است و ضخامت کلی تسمه تا 10 میلیمتر میرسد. این تسمهها در مدلهای مدار باز و پیوسته و با طولهای تا 20 متر قابل تولید هستند. استفاده در سیستمهای دقیق، بدون نیاز به روانکاری و با حداقل صدا، از ویژگیهای کلیدی این برند میباشد.
مشخصات فنی و ساختاری تسمه تایمینگ
ساختار تسمه تایمینگ شامل چند لایه تخصصی است که هرکدام نقش مهمی در عملکرد آن ایفا میکنند. روکش بیرونی از لاستیک نئوپرن یا پلییورتان مقاوم به حرارت و سایش ساخته شده است. مغزی تسمه از نخهای کولار یا فایبرگلاس با مقاومت کششی 1500 تا 3000 نیوتن تشکیل میشود. دندانهها با گام 5 تا 14 میلیمتر و پروفیل ذوزنقهای یا منحنی طراحی شدهاند تا انتقال نیرو بهینه باشد. ضخامت تسمه بین 4 تا 10 میلیمتر و عرض آن معمولا بین 10 تا 85 میلیمتر متغیر است. این ساختار باعث میشود تسمه در دمای کاری منفی 30 تا مثبت 120 درجه سانتیگراد پایدار باقی بماند و عمر مفید بالایی داشته باشد.
فلنج پلی اتیلن چیست و چه مزایایی در اتصال لوله ها دارد؟
فلنج پلی اتیلن (Polyethylene flange یا PE flange) یکی از مهم ترین اتصالات در سیستم های لوله کشی پلی اتیلن است که به منظور ایجاد پیوندی مطمئن و غیرقابل نفوذ بین لوله های پلی اتیلن و سایر اجزای شبکه مانند شیرآلات، پمپ ها، یا لوله های فلزی به کار می رود. این فلنج ها از جنس پلی اتیلن با چگالی بالا (HDPE) ساخته می شوند که دارای خواص فیزیکی و شیمیایی منحصر به فردی هستند.
ویژگی های فنی فلنج پلی اتیلن عبارتند از:
- مقاومت مکانیکی بالا: فلنج های پلی اتیلن تحمل قابل توجهی در برابر فشارهای داخلی و تنش های مکانیکی دارند که آنها را مناسب برای استفاده در سیستم های تحت فشار متوسط و بالا می کند. این مقاومت به دلیل ساختار مولکولی متراکم پلی اتیلن HDPE است که باعث افزایش سختی و دوام محصول می شود.
- مقاومت شیمیایی عالی: پلی اتیلن HDPE در برابر طیف وسیعی از مواد شیمیایی خورنده مانند اسیدها، بازها، نمک ها و بسیاری از محلول های آلی مقاوم است. این ویژگی باعث می شود فلنج پلی اتیلن برای کاربردهای صنعتی، فاضلاب، و شبکه های آبرسانی که در معرض مواد خورنده قرار دارند، بسیار مناسب باشد.
- عمر طولانی و دوام بالا: فلنج پلی اتیلن در برابر فرسایش ناشی از سایش، اشعه UV و تغییرات دمایی مقاوم است و می تواند تا چند دهه بدون نیاز به تعمیر یا تعویض کار کند. این مزیت باعث کاهش هزینه های نگهداری و افزایش بازدهی سیستم لوله کشی می شود.
- نصب آسان و انعطاف پذیری بالا: فلنج پلی اتیلن با طراحی دقیق و سازگاری بالا به راحتی با انواع لوله های پلی اتیلن و قطعات دیگر در سیستم لوله کشی ترکیب می شود. نصب آن به صورت جوشی یا پیچ و مهره ای انجام شده و به دلیل وزن سبک تر نسبت به فلنج های فلزی، عملیات نصب سریع تر و کم هزینه تر انجام می شود.
- ضریب انبساط حرارتی پایین: این فلنج ها دارای ضریب انبساط حرارتی نسبتاً پایینی هستند که باعث حفظ اتصال پایدار و بدون نشتی در شرایط دمایی متغیر می شود.
از آنجا که فلنج پلی اتیلن نقش اساسی در اتصالات فلنج دار پلی اتیلن دارد، استفاده از آن برای ایجاد اتصالات مقاوم و قابل اطمینان در شبکه های لوله کشی پلی اتیلن بسیار حیاتی است.
به طور خلاصه، فلنج پلی اتیلن به عنوان یک راهکار مطمئن، اقتصادی و بادوام در سیستم های انتقال آب، فاضلاب، گاز و صنایع شیمیایی شناخته می شود و استفاده از آن به دلیل مزایای فنی و اقتصادی، امری ضروری برای افزایش کیفیت و طول عمر شبکه های لوله کشی پلی اتیلن است.
مشخصات فنی و ساختاری تسمه تایمینگ L
ساختار تسمه تایمینگ L شامل لاستیک نئوپرن تقویت شده با الیاف فایبرگلاس است که مقاومت کششی بین 1200 تا 2500 نیوتن را فراهم میکند. گام دندانهها برابر 9.525 میلیمتر بوده و با پروفیل ذوزنقهای طراحی شدهاند تا هماهنگی دقیق با پولیهای استاندارد ایجاد شود. عرض تسمه در بازه 6 تا 30 میلیمتر و ضخامت آن حدود 5 میلیمتر است. دمای کاری مناسب این تسمه بین منفی 20 تا مثبت 90 درجه سانتیگراد تعریف شده است. دقت قالبگیری دندانهها و پوشش مقاوم در برابر سایش و روغن، عمر مفید تسمه را تا 8000 ساعت افزایش میدهد. انعطافپذیری تسمه امکان استفاده در مدارهای باز و بسته با شعاع خمش حداقل 30 میلیمتر را فراهم میکند.
مشخصات فنی و ساختاری تسمه انتقال نیرو
مشخصات فنی و ساختاری تسمه انتقال نیرو شامل ترکیبی از مواد الاستومری مقاوم مانند نئوپرن و پلیاورتان با الیاف تقویتشده فایبرگلاس یا کولار است. این ترکیب ساختاری امکان تحمل دمای کاری منفی ۳۰ تا مثبت ۱۲۰ درجه سانتیگراد را فراهم میکند. ضخامت تسمهها معمولاً بین ۵ تا ۱۵ میلیمتر و عرض آنها در بازه ۱۰ تا ۱۰۰ میلیمتر متغیر است. مقاومت کششی تسمهها در محدوده ۱۰ تا ۴۰ مگاپاسکال قرار دارد و کشش اولیه در تسمههای V بین ۳ تا ۱۰ درصد طول تسمه تنظیم میشود. راندمان انتقال قدرت این تسمهها بین ۹۰ تا ۹۸ درصد و توان انتقالی تا ۵۰ کیلووات است. طراحی استاندارد تسمه و رعایت پارامترهای فنی، نقش مهمی در افزایش عمر و کارایی سیستم انتقال نیرو دارد.
مشخصات فنی و ساختاری تسمه انتقال نیرو
مشخصات فنی و ساختاری تسمه انتقال نیرو شامل مواد الاستومری مقاوم مانند نئوپرن و پلیاورتان است که با الیاف تقویتکننده کولار یا فایبرگلاس ترکیب شدهاند. این تسمهها قادر به تحمل دماهای کاری منفی ۳۰ تا مثبت ۱۲۰ درجه سانتیگراد هستند. ضخامت تسمهها بین ۵ تا ۱۵ میلیمتر و عرض آنها معمولاً از ۱۰ تا ۱۰۰ میلیمتر متغیر است. مقاومت کششی تسمهها در محدوده ۱۰ تا ۴۰ مگاپاسکال قرار دارد و توان انتقالی تا ۵۰ کیلووات است. کشش اولیه در تسمههای V بین ۳ تا ۱۰ درصد طول تسمه تنظیم میشود تا از لغزش جلوگیری کند. راندمان انتقال نیرو در این تسمهها بین ۹۰ تا ۹۸ درصد است و طراحی دقیق آنها تاثیر زیادی بر افزایش عمر و کارایی سیستم دارد.
مشخصات فنی و ساختاری تسمه انتقال نیرو
مشخصات فنی و ساختاری تسمه انتقال نیرو شامل ترکیبی از الاستومرهای مقاوم مانند نئوپرن و پلیاورتان است که با الیاف کولار یا فایبرگلاس تقویت شدهاند. این تسمهها قادر به تحمل دمای کاری منفی ۳۰ تا مثبت ۱۲۰ درجه سانتیگراد هستند. ضخامت تسمهها بین ۵ تا ۱۵ میلیمتر و عرض آنها از ۱۰ تا ۱۰۰ میلیمتر متغیر است. مقاومت کششی تسمهها معمولاً بین ۱۰ تا ۴۰ مگاپاسکال است و کشش اولیه در تسمههای V حدود ۳ تا ۱۰ درصد طول تسمه تنظیم میشود. توان انتقال نیرو در این تسمهها تا ۵۰ کیلووات و راندمان انتقال قدرت آنها بین ۹۰ تا ۹۸ درصد است. طراحی دقیق و مواد با کیفیت، دوام و کارایی سیستم انتقال نیرو را افزایش میدهد.
مشخصات فنی و ساختاری تسمه وی بلت پلی یورتان PU
مشخصات فنی و ساختاری تسمه وی بلت پلی یورتان PU شامل ساختار تقویت شده با الیاف کششی و ترکیب پلی یورتان با مقاومت سایشی بالا است. این تسمه دارای مقاومت کششی تا 1800 نیوتن بر میلیمتر عرض بوده و در ضخامت 6 تا 10 میلیمتر و عرض 10 تا 30 میلیمتر تولید میشود. مقاومت حرارتی آن از منفی 30 تا مثبت 90 درجه سانتیگراد تعریف شده است. طراحی پروفیل V شکل موجب افزایش راندمان انتقال نیرو و کاهش لغزش در سیستمهای مکانیکی میشود. همچنین، تسمه در برابر روغن، مواد شیمیایی و پارگی مقاوم بوده و مناسب کاربردهای صنعتی با سرعت چرخش تا 10000 دور در دقیقه میباشد.
مشخصات فنی و ساختاری تسمه وی بلت اپتی بلت OPTIBELT
مشخصات فنی و ساختاری تسمه وی بلت اپتی بلت OPTIBELT شامل ترکیب پلی اورتان با الیاف تقویت شده است که مقاومت کششی تا 1500 نیوتن بر میلیمتر عرض را دارد. ضخامت تسمه بین 8 تا 12 میلیمتر و عرض آن از 10 تا 38 میلیمتر متغیر است. تسمهها در انواع Z، A، B و C با دندانههای دقیق طراحی شدهاند که انتقال توان مکانیکی بهینه و کاهش لغزش را تضمین میکنند. مقاومت حرارتی تسمه تا 80 درجه سانتیگراد و تحمل دور موتور تا 9000 دور در دقیقه باعث عملکرد پایدار در شرایط مختلف میشود. پوشش مقاوم در برابر سایش، روغن و مواد شیمیایی طول عمر تسمه را در محیطهای صنعتی افزایش میدهد و استانداردهای DIN و ISO در تولید آن رعایت شده است.
مشخصات فنی و ساختاری تسمه وی بلت V
مشخصات فنی و ساختاری تسمه وی بلت V از ترکیب لاستیک مقاوم و الیاف تقویت شده با مقاومت کششی تا 1200 نیوتن بر میلیمتر عرض ساخته شده است. ضخامت این تسمهها بین 7 تا 15 میلیمتر و عرض آنها در استانداردهای A تا D بین 10 تا 40 میلیمتر متغیر است. طراحی پروفیل V شکل موجب افزایش ضریب اصطکاک و انتقال توان بهینه میشود. تحمل دمای کاری تسمه بین منفی 20 تا مثبت 70 درجه سانتیگراد است و ساختار مقاوم در برابر سایش و پارگی دارد. این تسمهها در صنایع مختلف، کشاورزی و سیستمهای تهویه با استانداردهای ISO 4184 و DIN 2215 کاربرد گسترده دارند.
مشخصات فنی و ساختاری تسمه وی بلت شیار دار
مشخصات فنی و ساختاری تسمه وی بلت شیار دار شامل طراحی با چند شیار موازی در سطح داخلی برای افزایش اصطکاک و انتقال توان بهینه است. این تسمه از لاستیک مصنوعی با الیاف کششی مقاوم ساخته شده و مقاومت کششی آن تا 1400 نیوتن بر میلیمتر عرض میرسد. عرض تسمه بین 15 تا 40 میلیمتر و ضخامت آن بین 3 تا 6 میلیمتر متغیر است. زوایای شیارها معمولاً بین 40 تا 45 درجه طراحی میشود تا تماس یکنواخت با پولی ایجاد کند. تحمل حرارتی آن از منفی 30 تا مثبت 100 درجه سانتیگراد تعریف شده و قابلیت تحمل دور موتور تا 12000 دور در دقیقه را دارد. این تسمه برای فضاهای محدود و پولیهای قطر کوچک ایدهآل است.
مشخصات فنی و ساختاری تسمه نوار نقاله 4 ستاره
تسمه نوار نقاله 4 ستاره با ترکیب لاستیک طبیعی و منجید EP با مقاومت کششی 200 الی 400 نیوتن بر میلیمتر طراحی میشود. ساختار چند لایهای آن شامل 4 لایه نخ پلیاستر-نایلون با ضخامت کلی 10 تا 12 میلیمتر است که برای تحمل بارهای سنگین تا 150 کیلوگرم بر متر مربع مناسب میباشد. این تسمه نوار نقاله دارای مقاومت سایشی کمتر از 120 میلیمتر مکعب طبق استاندارد DIN 22102 است. دمای کاری تسمه بین منفی 20 تا مثبت 80 درجه سانتیگراد تعریف شده است. ضخامت پوشش رویی حدود 4 میلیمتر و زیرین 2 میلیمتر بوده و سختی سطح حدود 65 Shore A میباشد. این نوع تسمه برای خطوط انتقال مواد معدنی و صنایع سنگین پیشنهاد میگردد.
مشخصات فنی و ساختاری تسمه نوار نقاله صنعتی 60 سانتی متری
تسمه نوار نقاله صنعتی 60 سانتی متری با عرض 600 میلیمتر و ضخامت کلی 10 تا 12 میلیمتر برای انتقال پیوسته مواد سنگین طراحی میشود. این تسمه از 4 لایه منجید EP با استحکام کششی 200 نیوتن بر میلیمتر ساخته شده و مقاومت سایشی آن کمتر از 120 میلیمتر مکعب طبق استاندارد DIN است. پوشش رویی با ضخامت 4 میلیمتر و زیرین 2 میلیمتر از لاستیک مقاوم در برابر حرارت و روغن تشکیل شده است. دمای کاری این نوع تسمه بین منفی 25 تا مثبت 80 درجه سانتیگراد است. شعاع خمش آن حداقل 400 میلیمتر و سختی سطح آن حدود 65 Shore A میباشد. برای مشاهده انواع تسمه نوار نقاله صنعتی میتوانید به صفحه مربوطه مراجعه کنید.
مشخصات فنی و ساختاری تسمه نوار نقاله
تسمه نوار نقاله یکی از اجزای حیاتی سیستمهای انتقال مواد صنعتی است که با عرض 300 تا 1600 میلیمتر و ضخامت کلی 8 تا 15 میلیمتر تولید میشود. این تسمهها معمولاً دارای 3 تا 5 لایه منجید EP با استحکام کششی بین 150 تا 315 نیوتن بر میلیمتر هستند. پوشش لاستیکی سطح تسمه با ضخامت 3 تا 6 میلیمتر از نوع ضد سایش و مقاوم به حرارت میباشد. مقاومت سایشی این تسمه کمتر از 120 میلیمتر مکعب و دمای کاری آن بین منفی 30 تا مثبت 90 درجه سانتیگراد است. سختی سطح حدود 65 Shore A و شعاع خمش بین 300 تا 600 میلیمتر طراحی شده است. برای آشنایی بیشتر با مشخصات تسمه نوار نقاله و کاربردهای آن میتوانید به صفحه معرفی محصول مراجعه کنید.
مشخصات فنی پمپ استنلس استیل صنایع غذایی AXFLOW
پمپ های استنلس استیل AXFLOW با بهره گیری از تکنولوژی پیشرفته و طراحی کاملا بهداشتی، برای کاربردهای حساس در صنایع غذایی، دارویی و نوشیدنی طراحی شده اند. این پمپ استیل با رعایت کامل استانداردهای بین المللی، ترکیبی از عملکرد، دوام و ایمنی را ارائه می دهند.
- + طراحی بهداشتی (Hygienic Design): بدون نقاط مرده، قابل شست و شو با سیستم های CIP و SIP، مناسب خطوط بهداشتی
- + جنس بدنه: استنلس استیل 316L یا 304 (بسته به مدل و کاربرد)
- + مکانیکال سیل: مقاوم در برابر فشار و دما، با گزینه های مختلف برای تطابق با نوع سیال
- + راندمان انرژی: مصرف انرژی بهینه با طراحی داخلی مهندسی شده
- + تاییدیه ها: دارای گواهینامه های بین المللی مانند FDA، EHEDG، 3A Sanitary Standards
- + قابلیت تعمیر و نگهداری: دسترسی سریع به قطعات داخلی، هزینه نگهداری پایین
- + نوع پمپ ها: موجود در مدل های مختلف: سانتریفیوژ، لوب، دیافراگمی و پریستالتیک
- + ظرفیت و فشار کاری: متغیر بسته به مدل (قابل سفارش سازی بر اساس نیاز خط تولید)
- + نوع سیالات قابل انتقال: مایعات شفاف، ویسکوز، حاوی ذرات معلق، محصولات حساس به دما یا آلودگی
- + مناسب برای: صنایع لبنی، نوشیدنی، آبمیوه، سس، روغن خوراکی، دارو، محصولات تخمیری و ...
مزایای رقابتی پمپ های AXFLOW
پمپ های AXFLOW با طراحی و ساخت پیشرفته، مزایای رقابتی منحصر به فردی را در صنایع غذایی و بهداشتی ارائه می دهند که آنها را از سایر گزینههای موجود در بازار متمایز می کند:
- + جلوگیری از آلودگی متقاطع در فرآیند تولید مواد غذایی: طراحی بهداشتی و استفاده از مواد با کیفیت بالا باعث میشود که این پمپ ها به راحتی از آلودگیهای احتمالی جلوگیری کنند. سطوح صاف و بدون درز، امکان شستوشوی کامل (CIP و SIP) را فراهم کرده و از تجمع میکروبها و باکتریها جلوگیری میکند. این ویژگی برای حفظ سلامت و کیفیت محصول نهایی بسیار حیاتی است.
- + کارکرد پایدار در خطوط تولید 24 ساعته: پمپ های AXFLOW با بهرهگیری از مکانیزمهای مقاوم و قطعات با دوام، قادرند به صورت پیوسته و بدون توقف در خطوط تولید فعال باقی بمانند. این پایداری عملکرد باعث افزایش بهرهوری و کاهش زمانهای توقف ناخواسته در کارخانه میشود که به طور مستقیم در کاهش هزینههای عملیاتی موثر است.
- + طول عمر بالا حتی در شرایط کاری سخت و مداوم: استفاده از فولاد ضد زنگ 316L و مکانیکال سیلهای مقاوم در برابر فشار و دما، تضمین کننده عمر طولانی این پمپها حتی در شرایط سخت کاری مانند مواجهه با مواد خورنده، حرارت بالا یا ذرات جامد معلق است. این دوام بالا باعث کاهش هزینههای نگهداری و تعویض قطعات میشود.
- + قابلیت سفارشی سازی مطابق با نیاز مشتری: پمپ های AXFLOW قابلیت تنظیم و تغییر در ابعاد، نوع موتور، اتصالات و نوع پمپاژ را دارند تا به صورت دقیق با نیازهای خاص هر خط تولید هماهنگ شوند. این انعطاف پذیری به مشتریان این امکان را میدهد که بهترین کارایی و بیشترین بازدهی را از سرمایهگذاری خود دریافت کنند.
راهنمای انتخاب و خرید وینچ جلو ماشینی TMAX تیمکس
وینچ های TMAX تیمکس به دلیل تنوع ظرفیت کششی و ویژگی های فنی پیشرفته، یکی از بهترین گزینه ها برای انواع خودروهای آفرود، SUV و مصارف صنعتی محسوب می شوند. برای انتخاب بهترین وینچ TMAX متناسب با نیاز خودرو و شرایط کاری، آشنایی با انواع طناب وینچ، نوع موتور، سرعت کشش و کاربرد هر مدل اهمیت ویژه ای دارد:
- + طناب الیافی (Fiber Rope): طناب های الیافی وزن بسیار کمتری نسبت به طناب های فولادی دارند و به همین دلیل برای خودروهای آفرود تخصصی که کاهش وزن مهم است، محبوب تر هستند. این طناب ها ضد زنگ، مقاوم در برابر خوردگی و آسان برای جمع شدن هستند، اما مقاومت کششی آنها کمی کمتر از طناب فولادی است و در برابر سایش شدید دوام کمتری دارند. به همین دلیل، طناب الیافی برای شرایطی که نیاز به وزن سبک تر و حمل آسان تر است، بهترین انتخاب است.
- + طناب فولادی (Steel Cable): طناب فولادی از نظر مقاومت مکانیکی و تحمل بار قوی تر است و در برابر سایش و ضربه عملکرد بهتری دارد. با این حال وزن بیشتر، احتمال زنگ زدگی و نیاز به نگهداری بیشتر از معایب آن محسوب می شود. این نوع طناب بیشتر در کاربردهای صنعتی، خودروهای سنگین و شرایطی که دوام و مقاومت بالا لازم است، کاربرد دارد.
- + نوع موتور وینچ: وینچ های TMAX عمدتاً با موتورهای برقی 12 ولت و 24 ولت عرضه می شوند. موتورهای 12 ولت برای خودروهای سبک و SUV های متوسط مناسب بوده و موتورهای 24 ولت برای خودروهای سنگین تر و مصارف صنعتی طراحی شده اند. قدرت و توان موتور بسته به ظرفیت وینچ متفاوت است.
- + سرعت کشش طناب: سرعت جمع شدن طناب در وینچ های TMAX با افزایش ظرفیت کاهش می یابد. مدل های ظرفیت پایین تر سرعت بالاتری دارند و برای کارهای سبک تر مناسب تر هستند، در حالی که وینچ های ظرفیت بالا سرعت کمتر اما توان کشش بیشتری ارائه می دهند.
- + کاربردهای وینچ TMAX: ظرفیت های پایین تر وینچ (4500 تا 6000 پوند) معمولاً برای خودروهای SUV کوچک و متوسط و آفرودهای سبک مناسب است. ظرفیت های میانی (8000 تا 12500 پوند) برای خودروهای آفرود سنگین تر، وانت ها و کاربردهای نیمه صنعتی طراحی شده اند. ظرفیت های بالا (15000 پوند و بیشتر) مخصوص کاربردهای صنعتی و خودروهای فوق سنگین هستند.
مزایای وینچ آفرود تیمکس (TMAX)
وینچ جلو خودرو TMAX تیمکس در تمامی ظرفیت ها، از مدل های سبک ۲.۵ تنی تا مدل های سنگین ۱۰ تنی و بالاتر، با مزایای فنی منحصربهفردی طراحی شده است که آن را به یکی از قابل اعتمادترین انتخاب ها برای رانندگان آفرود، دارندگان SUV و کاربران صنعتی تبدیل می کند. در ادامه با مهم ترین مزایای این وینچ های کششی آشنا می شوید:
- + موتور DC با راندمان بالا در تمامی مدل ها: تمامی مدل های وینچ جلو TMAX به موتور DC 12 ولت با گشتاور بالا مجهز هستند که قدرت کشش مداوم و پایداری در عملکرد را تضمین می کند. این موتورها با مصرف انرژی بهینه، برای شرایط دشوار آفرود، عملیات امداد و نجات و همچنین کاربری صنعتی بسیار مناسب هستند.
- + گیربکس سیاره ای (Planetary Gearbox) با عملکرد انتقال قدرت دقیق: سیستم چندمرحله ای دنده سیاره ای در وینچ های تیمکس، باعث انتقال یکنواخت نیرو از موتور به درام و کابل می شود. این طراحی علاوه بر کاهش استهلاک قطعات داخلی، موجب افزایش گشتاور خروجی و بهبود دوام کلی وینچ در کارکردهای سنگین می شود.
- + کابل فولادی ضدزنگ با استاندارد صنعتی: وینچ های تیمکس از کابل های فولادی با کیفیت بالا استفاده می کنند که متناسب با ظرفیت کشش هر مدل، دارای قطر و طول مشخص هستند (بین ۱۲ تا ۱۵ متر). این کابل ها در برابر کشش ناگهانی، خوردگی، پارگی و سایش مقاومت بالایی دارند.
- + ریموت کنترل بی سیم برای سهولت و ایمنی: همه مدل های وینچ جلو TMAX به ریموت کنترل بی سیم با برد مناسب مجهز هستند که امکان کنترل از راه دور دستگاه را فراهم می کند. این ویژگی به ویژه در موقعیت های خطرناک یا محیط های مرطوب و لغزنده، امنیت اپراتور را بالا می برد و استفاده از وینچ را ساده تر و ایمن تر می کند.
- + سیستم ترمز اتوماتیک با قفل ایمن کابل: ترمز خودکار بارگیر (Load-Holding Brake) یکی از اصلی ترین ویژگی های ایمنی وینچ جلو تیمکس است که در تمام ظرفیت ها وجود دارد. این سیستم به صورت خودکار، کابل را در زمان توقف موتور قفل می کند و از بازگشت ناگهانی یا شل شدن کابل جلوگیری می کند؛ موضوعی حیاتی برای حفظ ایمنی خودرو، بار و کاربران.
- + بدنه مستحکم با استاندارد IP67 برای محیط های سخت: بدنه وینچ های TMAX از آلیاژ مقاوم ساخته شده و دارای استاندارد IP67 است. این یعنی دستگاه در برابر نفوذ آب، گل، گرد و خاک و حتی نفوذ موقتی در آب، مقاوم باقی می ماند. عملکرد عالی در شرایط اقلیمی سخت – از کوهستان های بارانی تا بیابان های خشک – از ویژگی های ممتاز این وینچ ها است.
وینچ جلو تیمکس TMAX تنها یک ابزار کشش نیست، بلکه مجموعه ای از فناوری، مهندسی دقیق و طراحی مقاوم است که برای کاربران حرفه ای، آفرودبازها و متخصصان امداد ساخته شده است. مزایای فنی پایدار در تمام ظرفیت ها، این برند را به انتخاب اول در بازار وینچ خودرو تبدیل کرده است.
برای خرید و قیمت وینچ جلو ماشین TMAX می توانید با کارشناسان ما در لیفتینگ ابزار تماس بگیرید تا بهترین مدل متناسب با نیازتان را انتخاب کنید و از خدمات پس از فروش بهره مند شوید.
مشخصات فنی و ساختاری سیم جوش جامد فلزی
مشخصات فنی و ساختاری سیم جوش جامد فلزی شامل ویژگیهای دقیق متالورژیکی و مکانیکی برای بهینهسازی عملکرد در فرآیندهای جوشکاری صنعتی است. ترکیب شیمیایی این سیم جوش شامل کمتر از 0.1 درصد کربن، زیر 1.5 درصد منگنز و فسفر کمتر از 0.025 درصد است. ساختار یکنواخت و همگن آن منجر به پایداری قوس و نفوذ یکنواخت در قطعه کار میشود. مقاومت کششی نهایی فلز جوش بین 500 تا 620 مگاپاسکال است که برای سازههای سنگین مناسب است. قطر این سیمها معمولاً در بازه 0.8 تا 1.6 میلیمتر تولید میشود. پوشش مسی سطح آن باعث کاهش مقاومت الکتریکی و جلوگیری از اکسیداسیون میگردد. استانداردهای بینالمللی AWS A5.18 و ISO 14341 تضمینکننده کیفیت این نوع سیم هستند.
مشخصات فنی و ساختاری سه نظام اتوماتیک
مشخصات فنی و ساختاری سه نظام اتوماتیک شامل پارامترهای دقیق عملکردی برای کاربردهای صنعتی در ماشینکاری مدرن است. سه نظام اتومات از فولاد سختکاریشده با سختی سطحی حدود 58 راکول C تولید میشود. قطر دهانه گیره در مدلهای رایج بین 100 تا 250 میلیمتر است. دقت هممحوری کمتر از 0.03 میلیمتر باعث بهبود دقت عملیات تراشکاری میگردد. نیروی گیره با مکانیزم پنوماتیک یا هیدرولیک تأمین میشود. گشتاور نگهدارنده در محدوده 300 تا 1000 نیوتنمتر تعریف میگردد. این ابزار مطابق استانداردهای ISO 3442 و DIN 6350 طراحی شده و در دستگاههای CNC کاربرد فراوان دارد.
مشخصات فنی و ساختاری سه نظام اتومات
سه نظام اتومات دنباله BT40 دارای دقت مکانیکی بالا با تلرانس کمتر از 0.01 میلیمتر است. این ابزار از فولاد آلیاژی مقاوم ساخته شده و وزن استاندارد آن حدود 1.2 کیلوگرم است. قطر خارجی سه نظام 63 میلیمتر و طول کلی آن 150 میلیمتر میباشد. حداکثر سرعت دوران مجاز تا 8000 دور بر دقیقه بوده و قابلیت نگهداری ابزار با قطر 3 تا 16 میلیمتر را دارد. طراحی بهینه دنباله BT40 ثبات و حداقل لرزش در فرزکاری دقیق را تضمین میکند. این سه نظام با استاندارد ISO 7388-1 سازگار است و در دستگاههای CNC با محور BT40 کاربرد دارد. استفاده از مکانیزم قفل اتومات سرعت تعویض ابزار را به میزان قابل توجهی افزایش میدهد. سه نظام اتومات جزء تجهیزات کلیدی در فرزکاری دقیق صنعتی است.
مشخصات فنی و ساختاری سه نظام اتومات دریل
مشخصات فنی و ساختاری سه نظام اتومات دریل شامل جزئیاتی دقیق و مهندسی برای استفاده در ابزارهای برقی و شارژی است. سه نظام اتومات دریل از فولاد آلیاژی سختکاریشده با سختی سطحی بین 50 تا 60 راکول C ساخته میشود تا در برابر سایش و فشارهای مداوم مقاوم باشد. این ابزار دارای ظرفیت نگهداری مته در بازه 1.5 تا 13 میلیمتر بوده و دقت هممحوری آن کمتر از 0.05 میلیمتر است که برای عملیات سوراخکاری دقیق مناسب میباشد. ساختار قفل فکها بهصورت مکانیکی فنری طراحی شده و بدون نیاز به آچار باز و بسته میشود. رزوه اتصال در بیشتر مدلها 1/2 اینچ 20 UNF است و قابلیت تحمل سرعت چرخشی تا 3000 دور بر دقیقه را دارد. وزن کلی آن نیز بین 400 تا 800 گرم متغیر بوده و با استانداردهای بینالمللی مانند DIN 6349 و ISO 238 مطابقت دارد.
مشخصات فنی و ساختاری سه نظام اتومات دنباله BT40
سه نظام اتومات دنباله BT40 دارای ساختار فلزی مقاوم و دقت بالای نصب است. قطر دهانه سه نظام اتومات بین 3 تا 16 میلیمتر متغیر است و امکان قفل شدن خودکار قطعات را فراهم میکند. طول دنباله این نوع سه نظام برابر با 70 میلیمتر است که با استاندارد DIN 69871 سازگار است. این سه نظام قابلیت تحمل نیروی گشتاور تا 50 نیوتنمتر را دارد و با سیستم کلاچ داخلی از آسیب به ابزار جلوگیری میکند. سرعت چرخش مجاز در این مدل تا 8000 دور بر دقیقه تعیین شده است. جنس بدنه از فولاد آلیاژی با عملیات حرارتی مقاوم در برابر سایش است که عمر مفید دستگاه را افزایش میدهد.
مشخصات فنی و ساختاری سه نظام اتومات دریل
سه نظام اتومات دریل با ساختار فولادی سخت کاری شده، قابلیت نگهداری مته با قطر 1.5 تا 13 میلیمتر را دارد. وزن این سه نظام حدود 0.6 کیلوگرم و قطر دنباله آن 43 میلیمتر است. حداکثر سرعت دوران مجاز به 5000 دور بر دقیقه میرسد که مناسب کاربردهای صنعتی و نیمهصنعتی است. مکانیزم قفل اتومات این ابزار، تعویض سریع و بدون نیاز به ابزار کمکی را ممکن میسازد. دقت گیره سه نظام کمتر از 0.02 میلیمتر بوده که ثبات و کاهش لرزش در حین سوراخکاری را تضمین میکند. سه نظام اتومات دریل با استانداردهای صنعتی سازگار و مقاوم در برابر خوردگی طراحی شده است.
مشخصات فنی و ساختاری سه نظام اتومات دقیق ورتکس تایوان
سه نظام اتومات دقیق ورتکس تایوان با دقت گیره کمتر از 0.01 میلیمتر، از فولاد آلیاژی سخت کاری شده ساخته شده است. قطر خارجی این سه نظام 65 میلیمتر و طول کلی آن 155 میلیمتر میباشد. دنباله استاندارد با قطر 40 میلیمتر، سازگار با دستگاههای CNC محور BT40 است. حداکثر سرعت دوران مجاز به 8000 دور بر دقیقه میرسد و قابلیت نگهداری ابزار با قطر 3 تا 16 میلیمتر را دارد. مکانیزم قفل اتومات با فنرهای مقاوم، تعویض سریع و ایمن ابزار را فراهم میکند. این محصول با استانداردهای بینالمللی ISO 7388-1 و DIN 69871 همخوانی کامل دارد و طراحی ضد لرزش آن باعث افزایش عمر ابزار و دستگاه میشود. سه نظام اتومات ورتکس گزینهای ایدهآل برای فرزکاری دقیق صنعتی است.
مشخصات فنی و ساختاری سه نظام اتومات صنعت سایش امامی
سه نظام اتومات صنعت سایش امامی با دقت گیره کمتر از 0.015 میلیمتر و قابلیت نگهداری ابزار با قطر 2 تا 20 میلیمتر طراحی شده است. این ابزار از فولاد آلیاژی مقاوم ساخته شده و با عملیات حرارتی سخت کاری شده است. وزن آن حدود 1.3 کیلوگرم و قطر دنباله آن 50 میلیمتر میباشد. حداکثر سرعت دوران مجاز تا 7000 دور بر دقیقه بوده و برای دستگاههای CNC محور BT50 کاملاً مناسب است. پوشش ضد خوردگی سطحی موجب افزایش عمر مفید در شرایط کاری سخت میشود. طراحی مهندسی و مکانیزم قفل سریع باعث تسهیل در تعویض ابزار بدون نیاز به آچار میگردد. سه نظام اتومات صنعت سایش امامی با استانداردهای بینالمللی سازگار و مناسب کاربریهای دقیق و سنگین صنعتی است.
سه نظام اتوماتیک 65 تولز چک دستگاه تراش
سه نظام اتوماتیک 65 تولز چک دستگاه تراش با بدنه فولادی سخت کاری شده و دقت گیره کمتر از 0.02 میلیمتر برای تراشکاری دقیق طراحی شده است. قطر دهانه این سه نظام 65 میلیمتر و طول کلی آن 145 میلیمتر میباشد. وزن آن حدود 1.4 کیلوگرم است و توانایی نگهداری ابزار با قطر 2 تا 16 میلیمتر را دارد. حداکثر سرعت مجاز دوران تا 6000 دور بر دقیقه بوده و مکانیزم قفل فنری اتومات، امکان تعویض ابزار بدون نیاز به آچار را فراهم میسازد. این مدل با استانداردهای DIN 238 و DIN 6349 سازگار است و مناسب نصب روی دستگاههای تراش دستی و CNC میباشد. طراحی ضد لرزش و فکهای سخت قابل تعویض، عملکرد پایدار و عمر طولانی را تضمین میکند. سه نظام اتومات 65 تولز چک انتخابی حرفهای برای تراشکاری صنعتی است.
مشخصات فنی و ساختاری سه نظام اتوماتیک 70 تولز چک دستگاه تراش
سه نظام اتوماتیک 70 تولز چک دستگاه تراش با دقت گیره کمتر از 0.015 میلیمتر و بدنهای از فولاد سخت کاری شده طراحی شده است. قطر بدنه این سه نظام 70 میلیمتر و طول کلی آن 150 میلیمتر میباشد. وزن آن حدود 1.6 کیلوگرم است و توانایی نگهداری ابزار با قطر 3 تا 20 میلیمتر را دارد. مکانیزم قفل فنری اتومات امکان تعویض سریع ابزار را بدون نیاز به آچار فراهم میسازد. حداکثر سرعت دوران مجاز تا 6000 دور بر دقیقه بوده و عملکرد دقیق آن برای دستگاههای تراش دستی و CNC بهینه شده است. طراحی ضد لرزش و فکهای سخت قابل تعویض، ثبات عملکرد و طول عمر ابزار را تضمین میکند. سه نظام اتومات 70 تولز چک گزینهای حرفهای برای تراشکاری دقیق و صنعتی است.
مشخصات فنی و ساختاری سه نظام اتوماتیک 110 تولز چک دستگاه تراش
سه نظام اتوماتیک 110 تولز چک دستگاه تراش با دقت گیره کمتر از 0.015 میلیمتر و بدنهای از فولاد سخت کاری شده، برای ابزارهای با قطر 5 تا 32 میلیمتر طراحی شده است. وزن این سه نظام حدود 3.8 کیلوگرم و قطر بدنه آن 110 میلیمتر میباشد. طول کلی آن 165 میلیمتر است و حداکثر سرعت دوران مجاز آن 4500 دور بر دقیقه است. مکانیزم قفل اتومات با فنر تقویت شده، تعویض ابزار را بدون نیاز به ابزار جانبی تسهیل میکند. پوشش ضد خوردگی باعث افزایش دوام در محیطهای کاری سخت میشود. سه نظام اتومات 110 تولز چک برای دستگاههای تراش صنعتی با نیازهای دقیق و سنگین، انتخابی ایدهآل است.
مشخصات فنی و ساختاری سه نظام اتوماتیک 125 تولز چک دستگاه تراش
سه نظام اتوماتیک 125 تولز چک دستگاه تراش با دقت گیره کمتر از 0.02 میلیمتر و بدنه فولادی سخت کاری شده، برای ابزارهای با قطر 6 تا 35 میلیمتر طراحی شده است. وزن این سه نظام 5.2 کیلوگرم و قطر بدنه آن 125 میلیمتر میباشد. طول کلی آن 175 میلیمتر و حداکثر سرعت دوران مجاز 4000 دور بر دقیقه است. مکانیزم قفل فنری اتومات امکان تعویض سریع ابزار را بدون نیاز به آچار فراهم میکند. پوشش مقاوم در برابر خوردگی، دوام محصول را در محیطهای کاری سخت افزایش میدهد. طراحی فکهای سخت قابل تعویض، ثبات عملکرد و دقت بالای دستگاه را تضمین میکند. سه نظام اتومات 125 تولز چک انتخابی ایدهآل برای تراشکاری صنعتی دقیق و مستمر است.
مشخصات فنی و ساختاری سه نظام اتومات
سه نظام اتومات با بدنه ساخته شده از فولاد سخت کاری شده، دقت گیره کمتر از 0.02 میلیمتر را ارائه میدهد. این محصول قابلیت نگهداری ابزار با قطر 1 تا 25 میلیمتر را دارد. وزن نمونههای استاندارد بین 0.8 تا 4 کیلوگرم متغیر است و طول کلی معمولاً بین 120 تا 180 میلیمتر میباشد. مکانیزم قفل فنری اتومات، تعویض سریع ابزار بدون نیاز به ابزار جانبی را امکانپذیر میسازد. حداکثر سرعت دوران آن تا 7000 دور بر دقیقه است. پوشش مقاوم در برابر خوردگی و سایش، دوام و عمر طولانی دستگاه را تضمین میکند. طراحی مهندسی شده باعث کاهش لرزش و افزایش دقت گیره در فرآیندهای ماشینکاری میشود. سه نظام اتومات انتخابی ایدهآل برای کاربردهای صنعتی و دقیق است.مشخصات فنی و ساختاری سه نظام اتومات قفل شو رهم المان 1-13
سه نظام اتومات قفل شو رهم آلمان مدل 1-13 با دقت گیره کمتر از 0.015 میلیمتر، مناسب ابزار با قطر 1 تا 13 میلیمتر است. بدنه ساخته شده از فولاد سخت کاری شده و پوشش ضد خوردگی، وزن 1.2 کیلوگرم و طول 140 میلیمتر دارد. قطر بدنه برابر 100 میلیمتر است و حداکثر سرعت دوران آن 6000 دور بر دقیقه میباشد. مکانیزم قفل شو اتومات با فنرهای مقاوم، تعویض سریع ابزار بدون نیاز به ابزار جانبی را تضمین میکند. این سه نظام اتومات مطابق استانداردهای DIN 6349 و DIN 6350 برای دستگاههای CNC و تراش دستی طراحی شده است. فکهای سخت قابل تعویض، عملکرد دقیق و پایدار را تضمین میکنند.
مشخصات فنی و ساختاری لنت
مشخصات فنی و ساختاری لنت صنعتی شامل ترکیب متریال های آلی و معدنی با مقاومت حرارتی تا 600 درجه سانتیگراد است. ضخامت لنت ها معمولاً بین 8 تا 20 میلیمتر و ضریب اصطکاک آنها در بازه 0.35 تا 0.45 قرار دارد. ساختار لنت به گونهای طراحی شده که میزان سایش آن کمتر از 0.07 میلیمتر در هر 1000 کیلومتر رانندگی صنعتی باشد. سختی سطحی لنت صنعتی معمولاً بین 60 تا 75 راکول C اندازه گیری می شود. همچنین وجود شیارها و سوراخ های ویژه موجب افزایش خنک کنندگی و کاهش صدای ترمز تا 25 درصد میشود. لنت صنعتی باید تحمل بار دینامیکی بیش از 1500 نیوتن و فشار تماس بالای 3 مگاپاسکال را داشته باشد تا در شرایط کاری سخت عملکرد پایدار ارائه دهد.
مشخصات فنی و ساختاری لنت پرس ضربه ای
مشخصات فنی و ساختاری لنت پرس ضربه ای شامل ترکیب الیاف کربن، رزین فنولیک و ذرات فلزی با چگالی بالا است. ضخامت لنت ها معمولاً بین 10 تا 18 میلیمتر بوده و ضریب اصطکاک آنها در محدوده 0.40 تا 0.50 قرار دارد. مقاومت حرارتی این لنت ها تا 550 درجه سانتیگراد است و میزان سایش کمتر از 0.06 میلیمتر در هر 1000 کیلومتر است. سختی سطحی لنت پرس ضربهای بین 70 تا 85 راکول C اندازه گیری می شود که نشاندهنده دوام و مقاومت بالا در برابر ضربه و خراش است. طراحی شیارها و ساختار یکپارچه باعث بهبود خنک کنندگی و کاهش ترک حرارتی می شود و این لنتها در سیستمهای ترمز صنعتی با فشار بالا کاربرد فراوانی دارند.
مشخصات فنی و ساختاری لنت فرودو
مشخصات فنی و ساختاری لنت فرودو شامل ترکیب دقیق از الیاف آرامید، رزین فنولیک و ذرات مس یا گرافیت است که عملکرد ترمز را در شرایط دمایی بالا تثبیت می کند. ضریب اصطکاک این لنت ها بین 0.35 تا 0.42 بوده و در دمای کاری تا 500 درجه سانتی گراد بدون افت قابل توجه باقی می ماند. ضخامت ماده اصطکاکی در محصولات فرودو بین 10 تا 16 میلیمتر متغیر است و نرخ سایش کمتر از 0.05 میلیمتر در هر 1000 کیلومتر اندازه گیری شده است. سختی سطحی در محدوده 65 تا 75 راکول C قرار دارد و طراحی شیارهای آکوستیک موجب کاهش نویز تا 30 درصد می شود. این لنت ها مطابق با استاندارد ECE R90 ساخته شده اند و برای خودروهای سبک و متوسط با طول عمر 30000 تا 50000 کیلومتر بهینه سازی شده اند.
مشخصات فنی و ساختاری لنت پرس ضربه ای فورج
مشخصات فنی و ساختاری لنت پرس ضربه ای فورج شامل ترکیبی مهندسی شده از الیاف فلزی، رزین های فنولیک تقویت شده و ذرات سرامیکی با تحمل حرارتی تا 600 درجه سانتیگراد است. ضریب اصطکاک این لنت ها در بازه 0.42 تا 0.52 قرار دارد و عملکرد یکنواختی در فشارهای بالا تا 5 مگاپاسکال ارائه می دهند. سختی سطحی در محدوده 75 تا 90 راکول C اندازه گیری شده که نشاندهنده مقاومت بالا در برابر ضربه های مکرر صنعتی است. طراحی سطح با شیارهای عمیق و کانال های دفع حرارت باعث کاهش دمای عملیاتی تا 15 درصد می شود. نرخ سایش کمتر از 0.05 میلیمتر در هر 1000 کیلومتر ثبت شده و دوام ساختاری تا 80000 سیکل ترمزگیری تضمین شده است. این لنت ها برای ماشین آلات صنعتی سنگین و سیستم های ترمز پرقدرت طراحی شده اند.
مشخصات فنی و ساختاری لنت کلاچ پرس ضربه ای
مشخصات فنی و ساختاری لنت کلاچ پرس ضربه ای شامل ترکیبی از الیاف مسی، رزین فنولیک و ذرات مقاوم در برابر حرارت با تحمل دمایی تا 450 درجه سانتیگراد است. ضخامت این لنت ها بین 8 تا 14 میلیمتر بوده و ضریب اصطکاک آنها در بازه 0.38 تا 0.48 عملکرد یکنواخت در سیکل های فشاری سریع را تضمین می کند. مقاومت فشاری تا 22 مگاپاسکال و سختی سطحی بین 65 تا 80 راکول C ثبت شده است. طراحی سطح مشبک به همراه شیارهای تهویه دار باعث کاهش دمای عملیاتی تا 18 درصد می شود. نرخ سایش کمتر از 0.06 میلیمتر در هر 1000 سیکل و طول عمر بین 50000 تا 70000 سیکل ترمزگیری در شرایط صنعتی تایید شده است. این لنت ها برای پرس های فورج و تجهیزات انتقال قدرت دقیق طراحی شده اند.
مشخصات فنی و ساختاری لنت صنعتی برنزی
مشخصات فنی و ساختاری لنت صنعتی برنزی شامل ترکیبی از آلیاژ برنز، الیاف کربنی و رزین فنولیک است که مقاومت حرارتی تا 550 درجه سانتیگراد و ضریب اصطکاک بین 0.35 تا 0.45 دارد. ضخامت این لنت ها بین 8 تا 15 میلیمتر بوده و نرخ سایش آنها کمتر از 0.07 میلیمتر در هر 1000 کیلومتر است. ساختار مواد به گونهای طراحی شده که انتقال حرارت بهینه و مقاومت بالا در برابر خوردگی و سایش را تضمین میکند. مقاومت فشاری لنت تا 30 مگاپاسکال و سختی سطحی بین 70 تا 85 راکول C اندازهگیری شده است. طراحی سطح با شیارهای موازی و کانالهای خنککننده باعث کاهش دمای کاری تا 20 درصد و افزایش دوام لنت میشود. این لنت ها در سیستمهای ترمز صنعتی و ماشینآلات معدنی کاربرد گسترده دارند.
مشخصات فنی و ساختاری لنت ترمز کفشکی جرثقیل
مشخصات فنی و ساختاری لنت ترمز کفشکی جرثقیل شامل ترکیب الیاف کربن، رزین فنولیک و ذرات فلزی است که مقاومت حرارتی تا 500 درجه سانتیگراد و ضریب اصطکاک 0.35 تا 0.48 را دارا میباشد. ضخامت این لنتها بین 12 تا 20 میلیمتر متغیر بوده و نرخ سایش آنها کمتر از 0.08 میلیمتر در هر 1000 کیلومتر ثبت شده است. مقاومت فشاری تا 28 مگاپاسکال و سختی سطحی بین 68 تا 82 راکول C نشاندهنده دوام و استحکام بالای این قطعه است. طراحی شیارهای سطحی باعث بهبود تهویه و کاهش دمای کاری تا 15 درصد میشود. این لنتها قادر به تحمل نیروهای دینامیکی بالای 2000 نیوتن بوده و در شرایط محیطی مرطوب و پرگردوغبار عملکرد پایدار دارند. کاربرد اصلی این لنتها در سیستمهای ترمز جرثقیلهای صنعتی سنگین است.
مشخصات فنی و ساختاری لنت ترمز دستگاه پرس
مشخصات فنی و ساختاری لنت ترمز دستگاه پرس شامل ترکیب پیشرفته الیاف کربن، رزین فنولیک و مواد معدنی است که مقاومت حرارتی تا 520 درجه سانتیگراد را تضمین میکند. ضخامت این لنتها بین 10 تا 16 میلیمتر و ضریب اصطکاک آنها در بازه 0.40 تا 0.52 قرار دارد. ساختار متراکم و فشرده لنت باعث کاهش ترکهای حرارتی و افزایش دوام مکانیکی در شرایط فشار و دمای بالا میشود. نرخ سایش کمتر از 0.06 میلیمتر در هر 1000 کیلومتر عملکرد پایدار آنها را تضمین میکند. طراحی شیارهای عمقی در سطح لنت به بهبود تهویه و کاهش دمای کاری تا 18 درصد کمک میکند. این لنتها قابلیت تحمل فشار فشاری تا 32 مگاپاسکال و نیروهای دینامیکی بیش از 2500 نیوتن را دارند و برای سیستمهای ترمز دستگاههای پرس صنعتی با فشار کاری بالا بهینه شدهاند.
مشخصات فنی و ساختاری لنت ورق صنعتی
مشخصات فنی و ساختاری لنت ورق صنعتی شامل ترکیب دقیق الیاف کربن، رزین فنولیک و ذرات فلزی است که مقاومت حرارتی تا 480 درجه سانتیگراد را فراهم میکند. ضخامت این لنتها بین 8 تا 15 میلیمتر و ضریب اصطکاک آنها در محدوده 0.38 تا 0.48 است. ساختار فشرده و یکپارچه این لنت موجب کاهش ترکهای حرارتی و افزایش دوام مکانیکی میشود. نرخ سایش کمتر از 0.07 میلیمتر در هر 1000 کیلومتر عملکرد پایدار را تضمین میکند. مقاومت فشاری تا 25 مگاپاسکال و سختی سطحی بین 65 تا 80 راکول C از ویژگیهای مهم این لنت است. طراحی شیارهای سطحی به بهبود تهویه و کاهش دمای کاری تا 12 درصد کمک میکند. این لنتها در سیستمهای ترمز صنعتی با فشار متوسط کاربرد گسترده دارند و عمر کاری آنها تا 70000 سیکل ترمزگیری تخمین زده شده است.
مشخصات فنی و ساختاری لنت رول فردو
مشخصات فنی و ساختاری لنت رول فردو شامل ترکیبی دقیق از الیاف کربن، رزین فنولیک و مواد معدنی است که مقاومت حرارتی تا 520 درجه سانتیگراد را فراهم میکند. ضخامت این لنتها بین 6 تا 12 میلیمتر و ضریب اصطکاک در محدوده 0.42 تا 0.52 است. ساختار متراکم و منسجم لنت رول فردو، کاهش ترکهای حرارتی و تولید حرارت را تضمین میکند و دوام مکانیکی بالایی دارد. نرخ سایش کمتر از 0.05 میلیمتر در هر 1000 کیلومتر عملکرد پایدار و طولانی مدت را تضمین میکند. مقاومت فشاری تا 30 مگاپاسکال و سختی سطحی بین 70 تا 85 راکول C از ویژگیهای برجسته این لنت هستند. طراحی شیارهای سطحی باعث بهبود تبادل حرارتی و کاهش دمای کاری تا 18 درصد میشود، که کاربرد این لنت را در سیستمهای ترمز صنعتی با فشار بالا افزایش میدهد.
مشخصات فنی و ساختاری لنت ورق ترمز
لنت ورق ترمز با ساختار ترکیبی از الیاف کربن، رزین فنولیک و ذرات فلزی طراحی شده تا عملکرد مکانیکی و پایداری حرارتی مطلوبی ایجاد کند. ضخامت این نوع لنت بین 8 تا 15 میلیمتر بوده و ضریب اصطکاک آن در محدوده 0.38 تا 0.48 قرار دارد. مقاومت حرارتی لنت تا دمای 520 درجه سانتیگراد تضمین شده است. نرخ سایش آن کمتر از 0.07 میلیمتر در هر 1000 کیلومتر اندازهگیری شده و فشار فشاری قابل تحمل آن تا 25 مگاپاسکال میباشد. طراحی شیارهای سطحی باعث بهبود تهویه و کاهش دمای عملیاتی تا 12 درصد میشود. سختی سطحی لنت بین 65 تا 80 راکول C گزارش شده و این ویژگی نقش کلیدی در کاهش خراش و ترک حرارتی ایفا میکند. لنت ورق ترمز برای کاربرد در ترمزهای صنعتی و خودرویی سنگین بسیار مناسب است.مشخصات فنی و ساختاری لنت کلاف بافته شده
مشخصات فنی و ساختاری لنت کلاف بافته شده لنت کلاف بافته شده از الیاف مقاوم در برابر حرارت مانند شیشه و آرامید به صورت مارپیچی بافته میشود تا انعطافپذیری بالا و استحکام مکانیکی مطلوب داشته باشد. ضخامت این نوع لنت معمولاً بین 6 تا 12 میلیمتر بوده و دانسیته آن در محدوده 1.7 تا 2.3 گرم بر سانتیمتر مکعب قرار دارد. ضریب اصطکاک خشک بین 0.36 تا 0.44 و در شرایط مرطوب بین 0.30 تا 0.38 متغیر است. این لنت ها قابلیت تحمل دمای کاری تا 500 درجه سانتیگراد را دارند و نرخ سایش آنها کمتر از 0.05 میلیمتر در هر 1000 کیلومتر گزارش شده است. مقاومت کششی لنت تا 150 مگاپاسکال و سختی سطحی آن در بازه 65 تا 78 راکول C اندازهگیری میشود. ساختار بافتی مارپیچ باعث توزیع یکنواخت نیرو و کاهش تمرکز تنش در نقاط بحرانی میشود.مشخصات فنی و ساختاری لنت ورق اصلی با ابعاد 600*600 میلیمتر مربع
لنت ورق اصلی با ابعاد 600 در 600 میلیمتر از ترکیب الیاف کربن، رزین فنولیک و پودر فلزی ساخته شده که تراکم آن حدود 2.2 گرم بر سانتیمتر مکعب است. این ورق قابلیت تحمل دمای کاری تا 520 درجه سانتیگراد را دارد و ضریب اصطکاک آن بین 0.40 تا 0.48 در شرایط خشک اندازهگیری شده است. ضخامت استاندارد این لنت ها بین 8 تا 20 میلیمتر متغیر بوده و نرخ سایش آن کمتر از 0.06 میلیمتر در هر 1000 کیلومتر است. استحکام فشاری این ورق تا 30 مگاپاسکال گزارش شده و سختی سطحی آن بین 72 تا 84 راکول C میباشد. طراحی سطح یکنواخت و بدون شیار این لنت امکان برش و ماشینکاری دقیق در ابعاد مختلف را فراهم میکند.بررسی تخصصی جنس بدنه و دیسک شیر ویفری
انتخاب جنس مناسب شیر ویفری نقش بسیار مهمی در عملکرد، دوام و ایمنی سیستم دارد؛ زیرا هر نوع متریال بدنه و دیسک ویژگی ها و مقاومت های خاص خود را دارد که با توجه به نوع سیال و شرایط کاری مانند دما، فشار و خورندگی باید به دقت انتخاب شود تا عملکرد بهینه و عمر طولانی شیر تضمین شود. در ادامه با انواع متریال به کار رفته در شیرپروانه ای ویفری آشنا می شویم تا بتوانید بهترین گزینه را برای نیازهای خاص خود انتخاب کنید.
شیر ویفری با بدنه چدنی
شیرآلات پروانه ای ویفری با بدنه چدنی به عنوان یکی از متداول ترین و اقتصادی ترین شیرآلات، در پروژه های متعددی در حوزه های مختلف کاربرد دارند. این شیرها به دلیل مقاومت خوب در برابر فشار متوسط و دمای معمولی، به ویژه در سیستم های آب رسانی شهری، شبکه های فاضلاب و تأسیسات تهویه مطبوع (HVAC) بسیار مورد استفاده قرار می گیرند. بدنه چدنی این شیرها در مقابل خوردگی های رایج در آب و فاضلاب مقاومت مناسبی دارد که باعث می شود انتخابی مقرون به صرفه و در عین حال کارآمد برای کاربردهای عمومی باشد. همچنین نصب ساده و نگهداری آسان شیرهای چدنی، آن ها را به گزینه ای ایده آل برای پروژه های ساختمانی و تأسیساتی تبدیل کرده است که نیاز به کارایی مناسب با هزینه پایین دارند.
شیرآلات ویفری فولادی
شیر پروانه ای ویفری ساخته شده از فولاد کربن و استنلس استیل به دلیل استحکام بالا و مقاومت بی نظیر در برابر فشار و دما، در محیط های صنعتی و سخت بسیار کاربردی می باشد. این شیرها بهترین گزینه برای خطوط انتقال بخار اشباع، گاز طبیعی، فرآورده های نفتی و انواع مواد شیمیایی با خورندگی متوسط تا شدید به شمار می آیند. فولاد ضدزنگ به خصوص در صنایعی که نیاز به مقاومت در برابر خوردگی، زنگ زدگی و شرایط شیمیایی سخت وجود دارد، کاربرد فراوان دارد. همچنین، این شیرها می توانند فشارهای بالای کاری را تحمل کنند و در برابر شوک های مکانیکی و نوسانات دما، مقاومت مناسبی داشته باشند، بنابراین در صنایع نفت، گاز، پتروشیمی و نیروگاهی گزینه ای مطمئن و پایدار محسوب می شوند.
شیر پروانه ای بدون فلنج با بدنه برنزی یا آلومینیومی
شیرآلات پروانه ای ویفری با بدنه برنزی یا آلومینیومی به دلیل وزن سبک و قابلیت مقاومت نسبی در برابر خوردگی، در برخی صنایع خاص و کاربردهای ویژه کاربرد دارند. این شیرها معمولاً در خطوط هوای فشرده، سیستم های دریایی، کشتی سازی و محیط هایی که فشار کاری پایین تر است، استفاده می شوند. بدنه برنزی مقاومت قابل توجهی در برابر خوردگی ناشی از آب دریا و رطوبت دارد و به همین دلیل در محیط های دریایی بسیار کاربردی است. آلومینیوم نیز با نسبت استحکام به وزن بالا امکان نصب سریع و آسان و جابجایی آسان تجهیزات را فراهم می آورد. گرچه این شیرها در مقایسه با نمونه های فولادی تحمل فشار و دمای کمتری دارند، اما در شرایطی که وزن تجهیزات اهمیت داشته باشد و یا سیال خورندگی پایینی داشته باشد، انتخابی مناسب و به صرفه محسوب می شوند.
شیر ویفری با دیسک و لاینر تفلونی
انواع شیرآلات باتر فلاوی ولو ویفری با پوشش تفلون (PTFE یا FEP) در محیط هایی که سیال بسیار خورنده است مانند اسیدها، بازها و کلر، کاربرد گسترده ای دارند. این نوع شیرها با مقاومت شیمیایی بالا، از تماس مستقیم سیال با فلز جلوگیری کرده و باعث افزایش عمر شیر می شوند. همچنین در صنایع دارویی و غذایی که رعایت استانداردهای بهداشتی اهمیت زیادی دارد، این شیرها به دلیل پوشش غیر سمی و مقاوم خود بسیار مورد استفاده قرار می گیرند. مزیت دیگر این شیرها کاهش هزینه های تعمیر و نگهداری و جلوگیری از نشتی های خطرناک است. بنابراین در محیط های حساس و خورنده، شیر ویفری با پوشش تفلون به عنوان یک راهکار ایمن، با دوام و بهداشتی به شمار می رود.
مشخصات فنی و ساختاری لنت کلاف بافته شده فرودو یا فرد
لنت کلاف بافته شده فرودو یا فرد از ترکیبی دقیق از الیاف شیشه، آرامید و سیم برنجی تشکیل شده است که استحکام مکانیکی بالا و انعطافپذیری مناسب را تضمین میکند. چگالی این لنت حدود 1.95 گرم بر سانتیمتر مکعب و ضخامت آن بین 8 تا 16 میلیمتر متغیر است. ضریب اصطکاک آن در بازه 0.38 تا 0.46 قرار دارد و نرخ سایش کمتر از 0.07 میلیمتر در هر 1000 کیلومتر است. مقاومت حرارتی این لنت تا 480 درجه سانتیگراد اندازهگیری شده و قابلیت تحمل فشار تا 26 مگاپاسکال را داراست. طراحی بافته شده آن توزیع یکنواخت نیروها را فراهم کرده و توان تحمل نیروهای دینامیکی بیش از 1600 نیوتن را دارد. عمر کاری این لنت به بیش از 85000 سیکل ترمز میرسد و مقاومت بالایی در برابر رطوبت و روغن نشان میدهد، که آن را برای کاربردهای صنعتی سنگین مناسب میکند.عوامل موثر بر قیمت شیر ویفری
قیمت شیر پروانه ای ویفری یکی از معیارهای کلیدی در تصمیم گیری خرید این شیرآلات کاربردی و صنعتی است که باید با دقت و آگاهی کافی بررسی شود. عوامل متعددی بر تعیین قیمت شیر ویفری تاثیرگذار هستند که از مهم ترین آن ها می توان به جنس بدنه و دیسک شیر، سایز و اندازه شیر، نوع پوشش داخلی (مانند لاینر تفلونی یا لاستیکی)، برند و کیفیت ساخت، و همچنین شرایط بازار و محل خرید اشاره کرد.
جنس بدنه شیر ویفری نقش تعیین کننده ای در قیمت نهایی دارد؛ به عنوان مثال، شیرهای با بدنه چدنی معمولا قیمت مقرون به صرفه تری دارند، در حالی که شیرهای فولادی یا استنلس استیل با مقاومت و دوام بیشتر، قیمت بالاتری دارند. همچنین پوشش های داخلی مانند تفلون (PTFE) که مقاومت بالایی در برابر خوردگی و مواد شیمیایی دارند، می توانند باعث افزایش قیمت شیر شوند.
سایز شیر نیز یکی از عوامل تاثیرگذار است، چرا که شیرهای بزرگ تر با سطح مقطع بیشتر و نیاز به متریال بیشتر هزینه بیشتری خواهند داشت. علاوه بر این، برندهای معتبر و با سابقه معمولا قیمت بالاتری دارند اما تضمین کیفیت، عملکرد بهتر و خدمات پس از فروش قابل توجهی ارائه می کنند که در نهایت به صرفه جویی در هزینه های تعمیر و نگهداری کمک می کند.
برای خرید شیر پروانه ای ویفری با قیمت مناسب، بهتر است علاوه بر مقایسه قیمت ها، به مشخصات فنی، استانداردهای کیفی، و شرایط محیط کاری نیز توجه کنید. انتخاب شیر مناسب و با کیفیت، نه تنها عمر مفید سیستم شما را افزایش می دهد بلکه از هزینه های اضافی ناشی از خرابی و تعویض مکرر جلوگیری می کند.
در نهایت، اگر به دنبال دریافت لیست به روز قیمت شیر ویفری و مشاوره تخصصی برای انتخاب بهترین گزینه متناسب با نیاز پروژه خود هستید، می توانید همین حالا با کارشناسان ما تماس بگیرید. تیم فروش ما آماده است تا شما را در مسیر خریدی مطمئن، اقتصادی و متناسب با شرایط فنی راهنمایی کند.
مشخصات فنی و ساختاری لنت صنعتی ترمز و کلاچ
مشخصات فنی و ساختاری لنت صنعتی ترمز و کلاچ شامل ترکیبی از الیاف آلی، رزین فنولیک و ذرات فلزی است که مقاومت مکانیکی بالا و تحمل دمای کاری تا 520 درجه سانتیگراد را فراهم میکند. ضخامت این لنت ها معمولاً بین 8 تا 20 میلیمتر متغیر بوده و ضریب اصطکاک آنها در بازه 0.35 تا 0.48 قرار دارد. نرخ سایش کمتر از 0.06 میلیمتر در هر 1000 کیلومتر، دوام طولانی و عملکرد پایدار را تضمین میکند. ساختار منسجم این لنت ها با توزیع مناسب ذرات فلزی، انتقال حرارت بهینه و کاهش تولید حرارت اضافی را به دنبال دارد.
مشخصات فنی و ساختاری لنت ترمز دستگاه نساجی
مشخصات فنی و ساختاری لنت ترمز دستگاه نساجی شامل ترکیبی از الیاف آلی، رزین فنولیک و مواد معدنی است که مقاومت حرارتی تا 480 درجه سانتیگراد دارد. ضخامت لنت بین 10 تا 18 میلیمتر و ضریب اصطکاک آن در بازه 0.38 تا 0.46 است. نرخ سایش کمتر از 0.07 میلیمتر در هر 1000 کیلومتر نشاندهنده دوام بالای این لنت میباشد. ساختار متراکم لنت باعث کاهش تولید حرارت و افزایش مقاومت مکانیکی در حین عملکرد میشود و طراحی آن به گونهای است که به کاهش دمای کاری و افزایش عمر مفید کمک میکند.
مشخصات فنی و ساختاری لنت ترمز لقمه پرس ارفورت
مشخصات فنی و ساختاری لنت ترمز لقمه پرس ارفورت شامل ضخامت 8 تا 15 میلیمتر و ضریب اصطکاک 0.40 تا 0.50 است که توان تحمل دمای کاری تا 520 درجه سانتیگراد را دارد. ترکیب مواد شامل رزین فنولیک، الیاف کربن و ذرات فلزی موجب مقاومت مکانیکی و حرارتی بالا شده و از ترکهای حرارتی جلوگیری میکند. نرخ سایش این لنت کمتر از 0.06 میلیمتر در هر 1000 کیلومتر است که دوام آن را تضمین میکند. طراحی ساختار متراکم این محصول باعث کاهش تولید حرارت و افزایش عمر مفید در شرایط عملیاتی سخت میشود.
مشخصات فنی و ساختاری لنت ترمز تراکتور رومانی
مشخصات فنی و ساختاری لنت ترمز تراکتور رومانی شامل ترکیبی از مواد آلی و فلزی است که مقاومت حرارتی تا 350 درجه سانتیگراد را دارا می باشد. ضخامت استاندارد این لنت معمولا 10 میلی متر و طول آن در حدود 200 میلی متر است. ساختار فیبری بهینه شده باعث افزایش عمر مفید و کاهش صدای ترمز در عملکردهای سنگین می شود. ضریب اصطکاک این لنت بین 0.35 تا 0.45 بوده و برای کار در شرایط سخت و رطوبتی مقاوم است. همچنین پوشش مقاوم به سایش و خوردگی، دوام بالایی در برابر فشارهای مکانیکی و حرارتی فراهم می کند.
مشخصات فنی و ساختاری لنت بافته شده فردو
مشخصات فنی و ساختاری لنت بافته شده فردو شامل ترکیبی از الیاف کربن و مواد مقاوم به حرارت است که توان تحمل دمای تا 450 درجه سانتیگراد را دارد. ضخامت این لنت در بازه 8 تا 12 میلی متر و عرض آن حدود 150 میلی متر طراحی شده است. ضریب اصطکاک بین 0.4 تا 0.5 باعث ایجاد نیروی ترمز پایدار و مؤثر در شرایط مختلف می شود. ساختار چند لایه بافته شده، مقاومت سایشی را افزایش داده و فرسایش را کاهش می دهد. همچنین، چگالی بالا و بافت دقیق این لنت عملکرد حرارتی بهینه و توزیع یکنواخت فشار را تضمین می کند.
مشخصات فنی و ساختاری لنت ورق کلاف بافته شده فردو
مشخصات فنی و ساختاری لنت ورق کلاف بافته شده فردو شامل الیاف مقاوم حرارتی مانند آرامید و فایبرگلاس است که توانایی تحمل دمای تا 450 درجه سانتیگراد را دارد. ضخامت این لنت بین 6 تا 10 میلی متر و عرض آن در محدوده 100 تا 200 میلی متر طراحی شده است. ضریب اصطکاک این نوع لنت در بازه 0.38 تا 0.45 قرار دارد که عملکرد پایدار در ترمزهای مکانیکی و هیدرولیکی را تضمین می کند. ساختار بافته شده و لایهای موجب مقاومت کششی بالا و کاهش تغییر شکل در برابر فشار مداوم می شود. همچنین، چگالی 2.2 تا 2.4 گرم بر سانتی متر مکعب نشانگر تراکم مناسب و کیفیت بالای این محصول است.
مشخصات فنی و ساختاری لنت دنده ای
مشخصات فنی و ساختاری لنت دنده ای شامل طراحی ماژولار با قطعات دندانه دار است که انتقال گشتاور بدون لغزش را در سیستمهای گیربکسی صنعتی ممکن می سازد. جنس این لنت از الیاف فلزی، رزین صنعتی و افزودنی های مقاوم به حرارت تشکیل شده است. ضخامت هر دندانه بین 8 تا 12 میلی متر و قطر خارجی کل قطعه تا 300 میلی متر قابل تنظیم است. ضریب اصطکاک در محدوده 0.4 تا 0.48 و مقاومت حرارتی تا 400 درجه سانتیگراد می باشد. وزن مخصوص این نوع لنت بین 2.3 تا 2.6 گرم بر سانتی متر مکعب است که پایداری و عملکرد مطلوب در شرایط صنعتی را تضمین می کند.
مشخصات فنی و ساختاری لنت برنزی کشتی
مشخصات فنی و ساختاری لنت برنزی کشتی شامل آلیاژ برنز تقویت شده با گرافیت است که برای عملکرد در شرایط دریایی طراحی شده است. این لنت دارای ضریب اصطکاک 0.3 تا 0.36 بوده و مقاومت حرارتی تا 500 درجه سانتیگراد را تأمین می کند. چگالی آن بین 7.5 تا 8.2 گرم بر سانتی متر مکعب است که باعث جذب ضربه و پایداری مکانیکی می شود. سختی سطحی این لنت حدود 80 تا 100 برینل بوده و در برابر خوردگی و اکسیداسیون مقاومت بالایی دارد. ساختار متخلخل با پخش یکنواخت گرافیت، روانکاری خودکار و کاهش سایش قطعات متحرک را ممکن می سازد.
مشخصات فنی و ساختاری لنت ترمز صنعتی کارخانه فولاد
مشخصات فنی و ساختاری لنت ترمز صنعتی کارخانه فولاد شامل ترکیبی از مواد فلزی و رزینی مقاوم به حرارت بالا است. ضریب اصطکاک این لنت بین 0.4 تا 0.48 و دمای کاری آن تا 600 درجه سانتیگراد میرسد. ضخامت این لنت معمولا 12 تا 25 میلی متر و چگالی آن در بازه 2.6 تا 3.1 گرم بر سانتی متر مکعب است. ساختار چندلایه با الیاف فلزی و پوشش ضد سایش، مقاومت مکانیکی و حرارتی بالایی ایجاد میکند. این ویژگیها عملکرد پایدار و عمر طولانی در شرایط سخت تولید فولاد تضمین میکنند.
مشخصات فنی و ساختاری لنت وینچ یدک کش و کشتی
مشخصات فنی و ساختاری لنت وینچ یدک کش و کشتی شامل ترکیب مواد مقاوم به سایش و حرارت با ضخامت 10 تا 20 میلی متر است. ضریب اصطکاک این لنت در بازه 0.35 تا 0.42 و دمای کاری منفی 20 تا مثبت 400 درجه سانتیگراد قرار دارد. چگالی مواد به کار رفته 2.4 تا 2.8 گرم بر سانتی متر مکعب است که مقاومت مکانیکی و حرارتی بالا را تضمین میکند. ساختار چندلایه با الیاف فلزی و رزینهای حرارت دیده عملکرد پایدار در محیطهای مرطوب و خورنده دریایی دارد و عمر مفید لنت را افزایش میدهد.
مشخصات فنی و ساختاری اینسرت تراشکاری
اینسرت تراشکاری قطعهای با ابعاد دقیق بین 6 تا 25 میلیمتر است که از جنس کاربید تنگستن، سرامیک یا الماس مصنوعی تولید میشود. سختی اینسرتها بین 1500 تا 2200 HV است و تحمل دمای کاری تا 900 درجه سانتیگراد را دارند. زاویه برش اصلی اینسرت معمولاً بین 0 تا 15 درجه و زاویه پشتی 7 درجه طراحی شده تا کیفیت سطح برش بهینه شود. ضخامت اینسرتها در بازه 2 تا 6 میلیمتر قرار دارد و وزن آنها از 2 تا 15 گرم متغیر است. سیستم نصب اینسرتها با دقت کمتر از 0.01 میلیمتر، تضمین کننده ثبات ابزار در طول فرآیند تراشکاری است. پوششهای نیترید تیتانیوم (TiN) و نیترید آلومینیوم تیتانیوم (AlTiN) مقاومت سایشی این قطعات را به طور چشمگیری افزایش میدهند و موجب کاهش اصطکاک میشوند. انتخاب اینسرت تراشکاری مناسب نقش مهمی در بهبود کیفیت و افزایش عمر ابزار دارد.مشخصات فنی و ساختاری اینسرت تراشکاری سرامیک
اینسرت تراشکاری سرامیکی از آلومینا با افزودنیهای زیرکونیا ساخته میشود و سختی آن بین 1800 تا 2200 HV است. این نوع اینسرت تراشکاری در دمای بالای 1000 درجه سانتیگراد عملکرد پایدار دارد و مقاومت سایشی قابل توجهی ارائه میدهد. ابعاد استاندارد آن بین 6 تا 20 میلیمتر طول و عرض است و ضخامت بین 3 تا 6 میلیمتر متغیر میباشد. زاویه برش اصلی اینسرتها معمولاً 0 تا 15 درجه و زاویه پشتی حدود 7 درجه است که به برش دقیق و روان کمک میکند. وزن این قطعات بین 3 تا 10 گرم است و نصب آنها با دقت کمتر از 0.01 میلیمتر انجام میشود تا ثبات در فرآیند تراشکاری تضمین شود. پوششهای نیترید تیتانیوم کربن (TiCN) و آلومینا (Al2O3) دوام و مقاومت ابزار را افزایش میدهند.مشخصات فنی و ساختاری اینسرت تراشکاری CBC
مشخصات فنی و ساختاری اینسرت تراشکاری CBC شامل ترکیب بور کاربید مکعبی با سختی حدود 3200 تا 3500 ویکرز است که برای ماشینکاری آلیاژهای بسیار سخت استفاده میشود. این ابزارها دارای پایداری حرارتی تا دمای 1200 درجه سانتیگراد بوده و عملکرد بسیار مناسبی در برش خشک و عملیاتهای با سرعت بالا دارند. استاندارد ضخامت آنها بین 3.18 تا 6.35 میلیمتر و زاویه آزاد بین 7 تا 11 درجه طراحی میشود. اشکال پرکاربرد مانند CNGA و SNGA با شعاع نوک 0.4 تا 1.2 میلیمتر موجب افزایش دقت برش میشوند. این اینسرت تراشکاری فاقد پوشش سطحی بوده زیرا خود ماده دارای مقاومت شیمیایی و سایشی بالا است و برای پرداخت نهایی فولادهای سخت بسیار مناسب میباشد.مشخصات فنی و ساختاری اینسرت تراشکاری CBC
اینسرت CBC با ساختار کریستالی بر پایه بورون کاربید، سختی و پایداری بسیار بالایی در ماشینکاری مواد فوق سخت ارائه میدهد. این نوع اینسرت تراشکاری دارای سختی حدود 3200 تا 3500 ویکرز است که برای براده برداری از فولادهای سختکاریشده تا 65 HRC مناسب میباشد. زاویه آزاد معمول آن بین 7 تا 11 درجه و شعاع نوک در محدوده 0.4 تا 1.2 میلیمتر طراحی میشود. این اینسرت قابلیت تحمل دمای کاری تا 1200 درجه سانتیگراد را دارد و عمدتاً در عملیات خشک و سرعت بالا استفاده میشود. در اغلب موارد پوشش خاصی ندارد زیرا مقاومت سایشی ذاتی آن بسیار بالاست. اشکال هندسی پرکاربرد آن شامل CNGA و SNGA بوده که پایداری مناسبی در برابر لرزش و شکست دارند و طول عمر ابزار را افزایش میدهند.
مشخصات فنی و ساختاری اینسرت تراشکاری
اینسرت تراشکاری یکی از اجزای کلیدی در ابزارهای برادهبرداری بوده و معمولاً از کاربید تنگستن، سرامیک یا CBN ساخته میشود. ضخامت استاندارد اینسرتها بین 2.5 تا 6.35 میلیمتر است و زاویه آزاد آنها بین 5 تا 11 درجه تغییر میکند. شعاع نوک آنها معمولاً از 0.2 تا 1.2 میلیمتر متغیر بوده و کدهای هندسی مانند CNMG یا CCMT مشخصکننده فرم و کاربرد آنها هستند. سختی اینسرت کاربیدی حدود 1600 ویکرز و مقاومت حرارتی آن تا دمای 800 درجه سانتیگراد میرسد. بسیاری از اینسرتها دارای پوشش TiN یا AlTiN برای افزایش عمر ابزار تا 300 درصد هستند. این ویژگیها موجب بهبود دقت ماشینکاری و کاهش زمان توقف دستگاه میشوند.مشخصات فنی و ساختاری اینسرت تراشکاری CBN
مشخصات فنی و ساختاری اینسرت تراشکاری CBN شامل سختی بسیار بالا بین 4000 تا 4500 ویسکر و مقاومت حرارتی تا 1200 درجه سانتیگراد است. ضخامت لایه CBN معمولا 0.5 تا 1 میلیمتر و روی بستر کارباید نصب میشود. زاویه برش 5 تا 7 درجه و شعاع نوک 0.2 تا 0.8 میلیمتر برای افزایش دقت برش بهینه شده است. اینسرت CBN قابلیت عملکرد در سرعتهای برشی بیش از 200 متر بر دقیقه را داشته و برای ماشینکاری خشک و قطعات سخت مانند شافتها و میللنگها با تلرانس 0.01 میلیمتر مناسب است. پوششهای محافظ مانند TiAlN عمر ابزار و مقاومت به سایش را بهبود میبخشند و هندسههای مختلفی برای کاربردهای متنوع طراحی شدهاند.
مشخصات فنی و ساختاری اینسرت تراشکاری RNG با روکش TIN
مشخصات فنی و ساختاری اینسرت تراشکاری RNG با روکش TiN شامل سختی 1800 تا 2000 واحد HV و ضخامت پوشش 2 میکرون است. این پوشش باعث کاهش ضریب اصطکاک تا 0.3 و مقاومت حرارتی تا 800 درجه سانتیگراد میشود. ابعاد دقیق اینسرتها با تلرانس ±0.01 میلیمتر و زاویه برش 55 درجه طراحی شدهاند تا عملکرد بهینه در سرعتهای برش 150 تا 300 متر بر دقیقه ارائه دهند. طول لبه برش برابر با 3.2 میلیمتر بوده و مناسب برای ماشینکاری انواع فولادهای سخت شده و آلیاژی است. این محصولات در بستههای 10 عددی و وزن تقریبی 50 گرم عرضه میشوند و در صنایع خودروسازی و هوافضا کاربرد وسیعی دارند.
مشخصات فنی و ساختاری اینسرت تراشکاری سندویک مدل VBMT 16
این اینسرت تراشکاری سندویک مدل VBMT 16 با ابعاد 16x16x4 میلیمتر و زاویه گوشه 80 درجه ساخته شده است. جنس آن از کاربید تنگستن با پوشش نیترید تیتانیوم است که سختی پوشش به 2400 Vickers میرسد و مقاومت حرارتی تا 1000 درجه سانتیگراد را تضمین میکند. این مشخصات باعث افزایش عمر ابزار و کارایی در ماشینکاری فولادهای سخت و آلیاژی میشود. طراحی هندسی دقیق این اینسرت تراشکاری به کاهش نیروی برش و بهبود کیفیت سطح کمک میکند و با دستگاههای CNC و تراش دستی سازگار است.
مشخصات فنی و ساختاری اینسرت تراشکاری
مشخصات فنی و ساختاری اینسرت تراشکاری شامل مواد اصلی کاربید تنگستن با سختی 1600 تا 2400 ویسکرز و مقاومت حرارتی تا 1200 درجه سانتیگراد است. ضخامت اینسرتها معمولا بین 3 تا 6 میلیمتر متغیر بوده و با پوششهایی مانند TiN، TiAlN و Al2O3 پوشانده میشوند تا مقاومت سایشی و حرارتی افزایش یابد. طراحی هندسی بهینه با زاویه برش بین 80 تا 95 درجه موجب کاهش نیروی برش و افزایش دقت فرآیند میشود. اینسرتها در صنایع خودرو، فولاد و هوافضا کاربرد دارند و توسط استانداردهای ISO و DIN تایید شدهاند. وزن هر قطعه حدود 5 گرم است و قیمت آنها متناسب با نوع پوشش و مواد اولیه بین 5 تا 50 دلار تغییر میکند.
مشخصات فنی و ساختاری اینسرت تراشکاری سندویک مدل RCGX09
مشخصات فنی و ساختاری اینسرت تراشکاری سندویک مدل RCGX09 شامل قطر 9 میلیمتر و ضخامت 4.76 میلیمتر است. این قطعه از کاربید تنگستن با روکش پیشرفته ساخته شده که مقاومت بالایی در برابر حرارت و سایش دارد. درجه ماده 6165 برای برش فلزات مقاوم به حرارت و سوپر آلیاژها مناسب است. طراحی گرد اینسرت با زاویه برش خنثی و دو لبه برش، عملکرد دقیق و کاهش نیروی برش را تضمین میکند. این مدل قابلیت تحمل سرعت برش تا 250 متر بر دقیقه را دارد و باعث افزایش عمر ابزار تا 30 درصد میشود. هندسه بهینه آن، کیفیت سطح قطعه کار و بازدهی فرایند تراشکاری را بهبود میبخشد.
مشخصات فنی و ساختاری اینسرت تراشکاری
مشخصات فنی و ساختاری اینسرت تراشکاری شامل جنس پایه از کاربید تنگستن با سختی 1600 تا 2200 ویسکر است که توانایی تحمل دماهای بالای 900 درجه سانتیگراد را دارد. ضخامت اینسرت ها معمولاً بین 2 تا 5 میلیمتر و طول لبه برش بین 6 تا 25 میلیمتر متغیر است. پوشش های رایج مانند TiN، TiAlN و Al2O3 باعث افزایش مقاومت به سایش و حرارت تا بیش از 1000 درجه سانتیگراد میشوند. زاویه برش و هندسه لبه بسته به نوع عملیات تراشکاری، اعم از پرداختی یا خشن، انتخاب میشود تا بهترین کارایی و عمر ابزار فراهم شود. دقت ساخت این قطعات در محدوده میکرون و تلرانس ابعادی زیر 0.01 میلیمتر، کیفیت سطح قطعه کار را بهینه میکند و هزینههای جانبی را کاهش میدهد.
مشخصات فنی و ساختاری اینسرت تراشکاری سندویک مدل RNMG
اینسرت RNMG از نوع گرد دو طرفه بوده و دارای قطر اسمی 12.7 میلیمتر و ضخامت 4.76 میلیمتر میباشد. زاویه برش این اینسرت صفر درجه بوده و لبه برشی آن بهصورت شعاعی طراحی شده است. پوشش سطحی آن از نوع TiAlN یا CVD چندلایه است که مقاومت حرارتی تا 1050 درجه سانتیگراد را فراهم میکند. بستر کاربید تنگستن با سختی بین 1700 تا 2000 ویکرز، دوام مناسبی در برابر سایش ایجاد مینماید. شعاع نوک اینسرت بین 0.4 تا 1.2 میلیمتر متغیر است که بر دقت پرداخت سطحی و نیروهای ماشینکاری تأثیر مستقیم دارد. طراحی متقارن این ابزار امکان استفاده مجدد با چرخش را فراهم کرده و بهرهوری را افزایش میدهد. جهت مشاهده مشخصات بیشتر اینسرت تراشکاری کلیک نمایید.
مشخصات فنی و ساختاری اینسرت تراشکاری
اینسرتها از مواد پیشرفتهای مانند کاربید تنگستن با پوششهایی نظیر TiAlN یا CVD ساخته میشوند که سختی سطحی تا 2800HV را فراهم میکنند. زاویه براده در اینسرت تراشکاری بین 5 تا 25 درجه و زاویه آزاد معمولاً 6 درجه است تا تعادل مناسبی بین سایش و مقاومت برشی ایجاد شود. ضخامت اینسرتها حدود 4.76 میلیمتر و طول لبه برشی آنها 12.7 میلیمتر است. شعاع نوک برشی بسته به نوع کاربرد بین 0.2 تا 1.2 میلیمتر متغیر است. اینسرتها طبق استاندارد ISO 1832 کدگذاری شده و با ابزارگیرهای رایجی مانند CNMG یا SNMG سازگار هستند که در عملیات خشنتراشی و پرداخت سطح مورد استفاده قرار میگیرند.
مشخصات فنی و ساختاری اینسرت تراشکاری
ساختار اینسرت تراشکاری بر پایه ترکیباتی مانند کاربید تنگستن، سرامیک یا CBN طراحی میشود که سختی سطحی آن به بیش از 2500HV میرسد. ضخامت اینسرتها معمولاً 4.76 میلیمتر و طول لبه برشی آنها 12.7 میلیمتر است. زاویه براده بین 5 تا 25 درجه و زاویه آزاد بین 5 تا 7 درجه تنظیم میشود تا تعادل میان بار مکانیکی و راندمان برادهبرداری حاصل شود. شعاع نوک اینسرت در بازه 0.2 تا 1.2 میلیمتر متغیر است و مستقیماً بر کیفیت سطح نهایی اثر میگذارد. پوششهایی مانند TiAlN یا Al₂O₃ جهت بهبود مقاومت حرارتی تا 800 درجه سانتیگراد و افزایش عمر ابزار به کار میروند. طراحی هندسی و کدگذاری اینسرتها مطابق با استاندارد جهانی ISO 1832 انجام میشود.
مشخصات فنی و ساختاری اینسرت تراشکاری
ساختار اینسرت تراشکاری معمولاً از ترکیبات پیشرفتهای مانند کاربید تنگستن، سرامیک یا CBN ساخته میشود که سختی سطح آن تا 2500HV افزایش یافته است. ضخامت استاندارد اینسرتها حدود 4.76 میلیمتر و طول لبه برشی 12.7 میلیمتر است. زاویه براده در بازه 5 تا 25 درجه و زاویه آزاد بین 5 تا 7 درجه تنظیم میشود تا کارایی برش و طول عمر ابزار بهینه شود. شعاع نوک اینسرتها از 0.2 تا 1.2 میلیمتر متغیر است و تاثیر مستقیم بر کیفیت سطح نهایی دارد. پوششهای مقاوم به حرارت مانند TiAlN یا Al₂O₃ باعث افزایش مقاومت تا دمای 800 درجه سانتیگراد و کاهش سایش میشوند. استاندارد ISO 1832 مبنای کدگذاری و طراحی هندسی این ابزارها است.
مشخصات فنی و ساختاری اینسرت تراشکاری TNMG22
ساختار اینسرت تراشکاری TNMG22 از کاربید تنگستن با سختی بیش از 2500HV ساخته شده است. این اینسرت دارای طول لبه برشی 12.7 میلیمتر، ضخامت 4.76 میلیمتر و شعاع نوک 0.8 میلیمتر است. زاویه براده آن 15 درجه و زاویه آزاد 7 درجه تنظیم شده تا بالانس دقیق بین عمر ابزار و کیفیت سطح ایجاد شود. پوشش TiAlN مقاومت حرارتی تا 900 درجه سانتیگراد و مقاومت به سایش اینسرت را افزایش میدهد. طراحی دوطرفه و سازگاری کامل با ابزارگیرهای CNMG و DNMG، آن را برای کاربردهای خشنتراشی و پرداخت ایدهآل میکند. استاندارد ISO 1832 مبنای کدگذاری و مشخصات هندسی این ابزار است.
مشخصات فنی و ساختاری اینسرت تراشکاری TNMG22 مخصوص چدن
ساختار اینسرت تراشکاری TNMG22 مخصوص چدن از کاربید تنگستن با سختی سطحی بالای 2600HV تشکیل شده است. این اینسرت دارای طول لبه برشی 12.7 میلیمتر، ضخامت 4.76 میلیمتر و شعاع نوک 0.8 میلیمتر است که کنترل براده و کیفیت سطح را افزایش میدهد. زاویه براده 15 درجه و زاویه آزاد 7 درجه بهینهسازی شدهاند تا عملکرد برشی در چدن به حداکثر برسد. پوشش TiAlN مقاومت حرارتی تا 900 درجه سانتیگراد را فراهم کرده و عمر ابزار را افزایش میدهد. اینسرت مطابق استاندارد ISO 1832 کدگذاری شده و با ابزارگیرهای CNMG و DNMG سازگاری کامل دارد.
مشخصات فنی و ساختاری اینسرت تراشکاری TNMG22 مخصوص فولاد
ساختار اینسرت تراشکاری TNMG22 مخصوص فولاد از کاربید تنگستن با سختی سطحی بالای 2600HV ساخته شده است. طول لبه برشی این اینسرت 12.7 میلیمتر، ضخامت 4.76 میلیمتر و شعاع نوک 0.8 میلیمتر است که به کنترل بهتر براده و دقت ماشینکاری کمک میکند. زاویه براده 15 درجه و زاویه آزاد 7 درجه برای افزایش عمر ابزار و بهبود کیفیت سطح نهایی بهینه شدهاند. پوشش TiAlN مقاومت حرارتی تا 900 درجه سانتیگراد را فراهم کرده و مقاومت به سایش را افزایش میدهد. اینسرت مطابق استاندارد ISO 1832 کدگذاری شده و با ابزارگیرهای CNMG و DNMG سازگاری کامل دارد.
مشخصات فنی و ساختاری اینسرت تراشکاری TNMG22 مخصوص استیل تراشی
ساختار اینسرت تراشکاری TNMG22 مخصوص استیل تراشی از کاربید تنگستن با سختی سطحی بالای 2700HV تشکیل شده است. اینسرت دارای طول لبه برشی 12.7 میلیمتر، ضخامت 4.76 میلیمتر و شعاع نوک 0.8 میلیمتر است که به کنترل بهتر براده و کیفیت برش کمک میکند. زاویه براده 15 درجه و زاویه آزاد 7 درجه به منظور کاهش نیروی برش و افزایش عمر ابزار بهینه شدهاند. پوشش TiAlN مقاومت حرارتی تا 950 درجه سانتیگراد را فراهم کرده و مقاومت به سایش را افزایش میدهد. اینسرت مطابق استاندارد ISO 1832 کدگذاری شده و با ابزارگیرهای CNMG و DNMG سازگاری کامل دارد.
مشخصات فنی و ساختاری اینسرت تراشکاری TCGT22 مخصوص المینیوم
ساختار اینسرت تراشکاری TCGT22 مخصوص المینیوم از کاربید تنگستن با سختی سطحی حدود 2400HV تشکیل شده است. اینسرت دارای طول لبه برشی 12.7 میلیمتر، ضخامت 4.76 میلیمتر و شعاع نوک 0.8 میلیمتر است که به براده برداری سریع و دقیق کمک میکند. زاویه براده مثبت 20 درجه و زاویه آزاد 7 درجه موجب کاهش اصطکاک و بهبود کنترل براده میشوند. پوشش TiN مقاومت به سایش و چسبندگی فلز به ابزار را کاهش داده و عمر ابزار را افزایش میدهد. طراحی هندسی اینسرت باعث کاهش لرزش و افزایش کیفیت سطح قطعه کار میشود.
مشخصات فنی و ساختاری اینسرت تراشکاری TNMG16 مخصوص استیل
ساختار اینسرت تراشکاری TNMG16 مخصوص استیل از کاربید تنگستن با سختی سطحی بالای 2700HV تشکیل شده است. اینسرت دارای طول لبه برشی 8 میلیمتر، ضخامت 4.76 میلیمتر و شعاع نوک 0.4 میلیمتر است که کنترل دقیق براده و کاهش نیروی برش را تضمین میکند. زاویه براده 15 درجه و زاویه آزاد 7 درجه موجب افزایش عمر ابزار و کاهش اصطکاک در برش استیل میشوند. پوشش TiAlN مقاومت حرارتی تا 950 درجه سانتیگراد و مقاومت به سایش را بهبود میبخشد. طراحی دوطرفه اینسرت لرزش را کاهش داده و کیفیت سطح قطعه کار را افزایش میدهد.
مشخصات فنی و ساختاری اینسرت تراشکاری سندویک
اینسرت تراشکاری سندویک از کاربید تنگستن با پوشش TiAlN ساخته شده که مقاومت حرارتی تا 1000 درجه سانتیگراد دارد. ضخامت اینسرت معمولاً 4.76 میلیمتر، طول لبه برشی بین 8 تا 12.7 میلیمتر و شعاع نوک بین 0.4 تا 1.2 میلیمتر است. زاویه براده مثبت 7 تا 20 درجه و زاویه آزاد 6 تا 7 درجه، نیروی برش را کاهش داده و لرزش را کنترل میکند. اینسرتها در هندسههای TNMG، CNMG و TCGT تولید میشوند که هر کدام برای مواد فولاد، استیل و آلومینیوم بهینه شدهاند. فناوری پوشش نانو لایه، دقت ماشینکاری و عمر ابزار را افزایش میدهد. استانداردهای تولید مطابق با ISO 9001 تضمین کیفیت و تعویض سریع را فراهم میکند. برای مشاهده جزئیات بیشتر اینسرت تراشکاری میتوانید به صفحه اینسرت تراشکاری مراجعه کنید.
مشخصات فنی و ساختاری اینسرت تراشکاری zcc
اینسرت ZCC با ساختار پایه از کاربید تنگستن و پوشش چندلایه TiN یا CVD TiCN تولید میشود و دارای سختی سطحی تا 92 HRA میباشد. ضخامت اینسرت بین 3.18 تا 6.35 میلیمتر بوده و شعاع نوک آن از 0.4 تا 1.2 میلیمتر متغیر است. زاویه براده مثبت آن بین 7 تا 15 درجه طراحی شده است تا عملیات برش با لرزش کمتر و دقت بالاتری انجام شود. طراحی هندسی اینسرتها به گونهای است که با استانداردهای ISO و DIN مطابقت داشته و با انواع نگهدارندههای صنعتی سازگار هستند. برای ماشینکاری فولاد آلیاژی، سرعت برش بهینه بین 180 تا 450 متر بر دقیقه و نرخ پیشروی 0.1 تا 0.35 میلیمتر بر دور تنظیم میشود. ساختار دقیق اینسرت تراشکاری ZCC موجب افزایش طول عمر ابزار تا بیش از 120 دقیقه در شرایط خنک کاری استاندارد میگردد.
مشخصات فنی و ساختاری استاد بولت B7
استاد بولت B7 از فولاد آلیاژی کروم مولیبدن ساخته شده و مطابق با استاندارد ASTM A193 Grade B7 تولید می شود. مقاومت کششی این نوع استاد بولت حداقل 125 ksi معادل 860 مگاپاسکال و استحکام تسلیم آن حداقل 105 ksi برابر با 725 مگاپاسکال است. سختی سطحی بین 24 تا 35 راکول C بوده و در حالت Quenched and Tempered عرضه می شود. این استاد بولت دارای رزوه یونیفاید کلاس 2A مطابق با استاندارد ASME B1.1 است و در قطرهای 1/4 تا 4 اینچ تولید می گردد. سطح آن معمولا با پوشش گالوانیزه گرم یا اکسید سیاه محافظت می شود تا مقاومت در برابر خوردگی افزایش یابد. بازه دمای کاری آن از منفی 29 تا مثبت 427 درجه سانتیگراد می باشد.
مشخصات فنی و ساختاری استاد بولت B8
استاد بولت B8 از فولاد زنگ نزن آستنیتی نوع 304 یا معادل آن ساخته می شود و برای محیط های خورنده طراحی شده است. این نوع استاد بولت مطابق با استاندارد ASTM A193 Grade B8 تولید می شود و دارای مقاومت کششی حداقل 75 ksi معادل 515 مگاپاسکال است. استحکام تسلیم آن حداقل 30 ksi برابر با 205 مگاپاسکال بوده و سختی آن حداکثر 223 برینل می باشد. این پیچ به صورت آنیل شده یا سختکاری شده عرضه می شود و رزوه آن کلاس 2A مطابق با استاندارد ASME B1.1 است. استاد بولت B8 در قطرهای 1/4 تا 2.5 اینچ و طول های سفارشی تولید می گردد. محدوده دمای کاری آن از منفی 195 تا مثبت 538 درجه سانتیگراد است و به دلیل مقاومت در برابر خوردگی نیازی به پوشش سطحی ندارد.
مشخصات فنی و ساختاری استاد بولت B16
استاد بولت B16 از فولاد آلیاژی دارای کروم و مولیبدن ساخته می شود و برای کاربردهای دمای بالا و فشار زیاد طراحی شده است. این قطعه مطابق با استاندارد ASTM A193 Grade B16 تولید می گردد و دارای مقاومت کششی حداقل 125 ksi معادل 860 مگاپاسکال می باشد. استحکام تسلیم آن نیز حداقل 105 ksi معادل 725 مگاپاسکال است. سختی سطحی بین 235 تا 321 برینل بوده و عملیات حرارتی آن شامل کوئنچ و تمپر است. ترکیب شیمیایی B16 شامل کربن حداکثر 0.50 درصد و کروم بین 0.80 تا 1.10 درصد می باشد. رزوه ها مطابق با استاندارد ASME B1.1 و کلاس 2A اجرا می شوند. این استاد بولت در قطرهای 1/4 تا 4 اینچ تولید شده و اغلب دارای پوشش اکسید سیاه یا گالوانیزه گرم است.
مشخصات فنی و ساختاری استاد بولت B8M
استاد بولت B8M از فولاد زنگ نزن آستنیتی نوع 316 ساخته می شود و مقاومت بالایی در برابر خوردگی در محیط های شیمیایی و دریایی دارد. ترکیب شیمیایی آن شامل 16 تا 18 درصد کروم، 10 تا 14 درصد نیکل و 2 تا 3 درصد مولیبدن می باشد. این استاد بولت در حالت آنیل شده دارای مقاومت کششی حداقل 75 ksi معادل 515 مگاپاسکال و استحکام تسلیم حداقل 30 ksi برابر با 205 مگاپاسکال است. سختی سطحی آن حداکثر 223 برینل بوده و در صورت نیاز به صورت strain hardened نیز تولید می شود. دمای کاری این استاد بولت بین منفی 200 تا مثبت 550 درجه سانتیگراد است و معمولا در اتصالات مبدل های حرارتی، مخازن اسید و خطوط لوله دریایی استفاده می گردد. رزوه آن مطابق با استاندارد ASME B1.1 و کلاس 2A اجرا می شود.
مشخصات فنی و ساختاری استاد بولت فولادی
استاد بولت فولادی از فولاد کربنی یا آلیاژی با ترکیب شیمیایی کنترلشده تولید میشود و برای کاربردهای صنعتی با بارگذاری مکانیکی و حرارتی بالا مناسب است. این قطعه دارای مقاومت کششی بین 60 تا 150 ksi بسته به گرید متریال میباشد. برای گریدهایی مانند ASTM A193 B7، مقاومت کششی حداقل 125 ksi و استحکام تسلیم 105 ksi تعریف شده است. سختی نهایی سطحی در محدوده 24 تا 35 راکول C تنظیم میشود و عملیات حرارتی شامل کوئنچ و تمپر در دماهای بالای 800 درجه سانتیگراد انجام میگیرد. رزوه استاد بولت طبق استاندارد ASME B1.1 و کلاس دقت 2A یا 3A ماشینکاری میشود. قطر این نوع استاد بولت معمولا از 1/4 تا 4 اینچ بوده و پوشش سطحی آن میتواند شامل گالوانیزه گرم، اکسید سیاه یا فسفاته باشد.
مشخصات فنی و ساختاری استاد بولت استیل
استاد بولت استیل از فولاد زنگ نزن آستنیتی و مارتنزیتی با ترکیب شیمیایی شامل 16 تا 18 درصد کروم و 8 تا 14 درصد نیکل ساخته شده است. این استاد بولت دارای مقاومت کششی بین 70 تا 125 ksi (حدود 480 تا 860 مگاپاسکال) بوده و عملیات حرارتی آنها شامل آنیل و تمپر برای افزایش سختی و انعطاف پذیری می باشد. سختی سطحی در بازه 200 تا 300 برینل قرار دارد و قطرهای معمول آن از 1/4 تا 3 اینچ است. رزوهها مطابق با استاندارد ASME B1.1 و کلاس 2A یا 3A طراحی می شوند. این استاد بولت ها برای کاربردهای صنعتی در دماهای منفی 200 تا مثبت 600 درجه سانتیگراد مناسب بوده و مقاومت خوردگی بسیار بالایی دارند.
مشخصات فنی و ساختاری استاد بولت نسوز
استاد بولت نسوز از آلیاژهای خاص نیکل-کروم و فولاد زنگ نزن با مقاومت کششی 80 تا 140 ksi ساخته میشود. دمای کاری این استاد بولت بین 600 تا 1100 درجه سانتیگراد است و سختی سطحی آنها در محدوده 250 تا 350 برینل قرار دارد. قطر استاندارد از 1/4 تا 2 اینچ متغیر است و رزوهها طبق استاندارد ASME B1.1 با دقت بالا تولید میشوند. فرآیند تولید شامل عملیات حرارتی کوئنچ و تمپر برای افزایش مقاومت به خستگی و سختی است. این استاد بولتها در برابر اکسیداسیون و خوردگی حرارتی بسیار مقاوم بوده و در کاربردهای صنعتی پرحرارت مانند کورهها و مبدلهای حرارتی استفاده میشوند.
مشخصات فنی و ساختاری استاد بولت گالوانیزه
استاد بولت گالوانیزه از فولاد کربنی با مقاومت کششی 60 تا 110 ksi ساخته شده و پوشش روی آن معمولاً 50 تا 100 میکرون است. قطر این استاد بولت از 1/4 تا 2 اینچ متغیر بوده و طولهای متنوعی دارند. رزوهها طبق استاندارد ASME B1.1 و با دقت کلاس 2A یا 3A تولید میشوند. روش گالوانیزه گرم، پوشش مقاومتری نسبت به الکتروپلیتینگ ارائه میدهد. سختی سطحی پس از گالوانیزه کردن در بازه 180 تا 250 برینل است. این استاد بولتها در محیطهای مرطوب و خورنده مقاومت بالایی دارند و به دلیل خواص ضد خوردگی، طول عمر و ایمنی اتصالات را افزایش میدهند.
مشخصات فنی و ساختاری استاد بولت داکرومات
استاد بولت داکرومات از فولاد کربنی با مقاومت کششی 70 تا 110 ksi ساخته شده است. پوشش داکرومات این استاد بولتها به ضخامت 8 تا 12 میکرون بوده و مقاومت بسیار بالایی در برابر خوردگی شیمیایی و زنگ زدگی دارد. قطر این استاد بولتها معمولاً بین 1/4 تا 2 اینچ متغیر است و رزوهها طبق استاندارد ASME B1.1 تولید میشوند. سختی سطحی بعد از اعمال پوشش در بازه 200 تا 280 برینل قرار دارد. فرآیند پوشش شامل آماده سازی سطح، اعمال پوشش و پخت حرارتی برای افزایش دوام و چسبندگی است. این ویژگیها باعث افزایش عمر مفید و کاهش هزینههای نگهداری در محیطهای خورنده میشود.
مشخصات فنی و ساختاری استاد بولت دنده اینچی
استاد بولت دنده اینچی معمولاً از فولاد کربنی یا آلیاژی با مقاومت کششی 60 تا 110 ksi ساخته میشود. قطر این استاد بولت بین 1/4 تا 2 اینچ و طولهای متنوعی دارد. رزوهها طبق استاندارد ASME B1.1 و با دقت کلاس 2A یا 3A تولید میشوند. سختی سطحی پس از عملیات حرارتی در بازه 180 تا 240 برینل قرار دارد. این استاد بولتها به دلیل دقت ابعادی بالا و مقاومت مکانیکی، گزینهای ایدهآل برای اتصالات صنعتی محسوب میشوند.
قیمت و خرید موتور الکتریکی صنعتی برند VEM آلمانی
خرید الکتروموتور VEM آلمانی یکی از هوشمندانه ترین انتخاب ها برای صنایع، کارگاه ها و پروژه هایی است که به دنبال یک الکتروموتور سه فازبا راندمان بالا، کیفیت ساخت بی نظیر و طول عمر طولانی هستند. موتورهای VEM با بهره گیری از تکنولوژی روز اروپا و رعایت استانداردهای بین المللی مانند IEC و DIN، به عنوان یکی از مطمئن ترین گزینه ها در بازار شناخته می شوند.
قیمت الکتروموتور سه فاز VEM بسته به توان، ولتاژ، نوع نصب (پایه دار یا فلنج دار) و مشخصات فنی مانند کلاس بهره وری (IE2 یا IE3)، متفاوت است. ما در اینجا تلاش کرده ایم تا بهترین قیمت بازار را همراه با ضمانت اصالت کالا، ارائه دهیم.
مشخصات فنی و ساختاری استاد بولت دنده میلی متری
در ساختار استاد بولت دنده میلی متری از فولادهای آلیاژی با استحکام کششی 700 تا 1100 مگاپاسکال استفاده می شود. قطر رزوه ها از 6 تا 48 میلی متر و گام رزوه ها بر اساس استانداردهای ISO 261 یا DIN 13 تعیین می شود. این نوع استاد بولت دارای کلاس تلرانسی 6g یا 6h است که باعث دقت بالا در اتصال می شود. عملیات سخت کاری شامل نرماله یا تمپرینگ انجام شده و سختی نهایی حدود 220 تا 280 برینل به دست می آید. پوشش سطحی معمولا از نوع گالوانیزه یا فسفاته برای مقاومت در برابر خوردگی استفاده می شود. این استاد بولت ها به دلیل طراحی دقیق و خواص مکانیکی بالا، در تجهیزات حساس صنعتی و تأسیسات فشار بالا عملکردی ایمن و ماندگار ارائه می دهند.
راهنمای خرید موتور سه فاز WEG
خرید
راهنمای خرید و استعلام قیمت باسکول دیجیتالی 5 تنی
قیمت باسکول آویز 5 تن بسته به برند، کیفیت ساخت، دقت اندازه گیری، نوع نمایشگر، جنس بدنه و امکانات جانبی آن متغیر است. برای مثال، باسکول هایی با قابلیت اتصال به سیستم مدیریت انبار یا خروجی USB قیمت بالاتری نسبت به مدل های ساده دارند. همچنین برندهای معتبر بین المللی ممکن است هزینه بیشتری داشته باشند، اما در مقابل دوام، گارانتی و دقت بالاتری نیز ارائه می دهند.
برای دریافت قیمت به روز
چرا ترازوی صنعتی دیجیتالی ده تنی از لیفتینگ ابزار بخریم؟
خرید باسکول آویز دیجیتال ده تنی، سرمایه گذاری روی یک ابزار حرفه ای برای بهینه سازی عملیات وزن کشی در محیط های صنعتی است. این دستگاه ها نه تنها دقت بالایی دارند، بلکه با طراحی مقاوم و ویژگی های کاربردی، بهره وری عملیات حمل و جابجایی را افزایش می دهند. همچنین امکان نصب و استفاده آسان از آن ها، این باسکول ها را به گزینه ای ایده آل برای مشاغل صنعتی و تجاری تبدیل کرده است.خرید باسکول دیجیتال آویز10 تن از لیفتینگ ابزار با تضمین اصالت کالا، مشاوره فنی تخصصی و قیمت رقابتی همراه است. برای دریافت اطلاعات بیشتر، استعلام قیمت یا ثبت سفارش، با کارشناسان ما تماس بگیرید.
علائم و نشانه های خرابی بلبرینگ عقب پژو پارس
شناخت علائم خرابی بلبرینگ چرخ عقب پژو پارس به شما کمک می کند قبل از بروز مشکلات جدی تر، به موقع اقدام به تعمیر یا تعویض کنید. از جمله نشانه های رایج خرابی بلبرینگ عبارت اند از:
- صدای غیر عادی و وزوز هنگام حرکت: شنیدن صدای زوزه یا وزوز که با افزایش سرعت خودرو شدت می یابد، معمولاً نشان دهنده ساییدگی یا خرابی بلبرینگ است.
- لرزش فرمان یا خودرو: اگر هنگام رانندگی لرزش غیرمعمول در فرمان یا بدنه خودرو احساس کردید، ممکن است بلبرینگ چرخ آسیب دیده باشد.
- داغ شدن چرخ: در برخی موارد، خرابی بلبرینگ باعث افزایش حرارت در چرخ ها می شود که قابل لمس است.
- کج شدن یا لق زدن چرخ: حرکت اضافی و لق بودن چرخ ها هنگام تست فنی نشانه ای از خرابی بلبرینگ است.
- کاهش کنترل خودرو: مشکلاتی مثل کشیدن فرمان به یک سمت یا کاهش فرمان پذیری می تواند به دلیل خرابی بلبرینگ باشد.
در صورت مشاهده هر یک از این علائم، توصیه می شود هر چه سریع تر به تعمیرکار متخصص مراجعه کنید تا از آسیب بیشتر به سیستم تعلیق و چرخ جلوگیری شود.
از کجا بفهمیم بلبرینگ عقب 405 خراب شده است؟
شناخت نشانه های خرابی بلبرینگ چرخ عقب پژو 405 به شما کمک می کند تا پیش از بروز مشکلات جدی، در زمان مناسب نسبت به تعمیر یا تعویض اقدام کنید. برخی از علائم معمول خرابی بلبرینگ عبارتند از:
- صداهای غیرطبیعی و وزوز هنگام حرکت: شنیدن صدای زوزه یا وزوز که با افزایش سرعت خودرو تشدید می شود، معمولاً نشانه سایش یا خرابی بلبرینگ است.
- لرزش غیرعادی فرمان یا بدنه خودرو: احساس لرزش در فرمان یا بدنه هنگام رانندگی ممکن است نشان دهنده آسیب دیدگی بلبرینگ چرخ باشد.
- گرم شدن بیش از حد چرخ: گاهی خرابی بلبرینگ باعث افزایش دمای چرخ ها می شود که به راحتی قابل لمس است.
- لق یا کج شدن چرخ ها: وجود حرکت اضافی یا لق بودن چرخ در تست فنی می تواند نشانه ای از خرابی بلبرینگ باشد.
- کاهش کنترل و فرمان پذیری خودرو: مشکلاتی مانند کشیدن فرمان به یک سمت یا کاهش کنترل خودرو ممکن است ناشی از خرابی بلبرینگ باشد.
در صورت مشاهده هر یک از این علائم، بهتر است هر چه سریع تر به تعمیرکار حرفه ای مراجعه کنید تا از بروز آسیب های بیشتر در سیستم تعلیق و چرخ جلوگیری شود.
مشخصات فنی و ساختاری استاد بولت ASTM A 193 B16
استاد بولت ASTM A193 B16 از فولاد آلیاژی با عناصر کروم، مولیبدن و وانادیوم ساخته میشود و برای فشارهای بالا طراحی شده است. این گرید دارای استحکام کششی بین 860 تا 1030 مگاپاسکال و تنش تسلیم 690 تا 860 مگاپاسکال میباشد. عملیات حرارتی کوئنچ و تمپر باعث افزایش سختی و مقاومت حرارتی آن میشود. حداکثر دمای کاری این استاد بولت حدود 510 درجه سانتیگراد است. این نوع پیچ معمولاً با مهرههای ASTM A194 Grade 4 یا 7B استفاده میشود. نوع دنده در آن معمولاً UN یا M بوده و مطابق با استانداردهای کلاس 2A ماشینکاری میشود. روکش سطحی میتواند از نوع فسفاته، اکسید سیاه یا گالوانیزه باشد که باعث محافظت در برابر خوردگی میشود.
مشخصات فنی و ساختاری استاد بولت استیل
استفاده از استاد بولت استیل در صنایع نفت، گاز و پتروشیمی به دلیل مقاومت بالا در برابر خوردگی بسیار رایج است. این نوع استاد بولتها معمولاً از فولاد ضد زنگ گرید 304 یا 316 ساخته میشوند. درصد کروم در آلیاژ حدود 18 درصد و نیکل بین 8 تا 10 درصد است. این ترکیب شیمیایی سبب حفظ مقاومت مکانیکی تا دمای 870 درجه سانتیگراد میشود. تنش تسلیم در محدوده 205 تا 520 مگاپاسکال و استحکام کششی بین 515 تا 860 مگاپاسکال قرار دارد. استاد بولت استیل مطابق استانداردهایی مانند ASTM A193 و DIN 976 ساخته میشود. برای تضمین طول عمر، سطح آن به روشهای پولیش، پسیو یا الکترولیتیک پوشش داده میشود. دندهکاری این استاد بولتها طبق استانداردهای متریک یا اینچی انجام میگیرد.
راهنمای خرید بلبرینگ عقب سمند
خرید بلبرینگ چرخ عقب سمند نیازمند دقت و شناخت کامل از مشخصات فنی و کیفیت محصول است. برای انتخاب بهترین بلبرینگ، موارد زیر را در نظر بگیرید:
اصالت و برند محصول: انتخاب بلبرینگ از برندهای معتبر و شناخته شده باعث تضمین کیفیت، دوام و عملکرد بهتر در شرایط مختلف رانندگی میشود. بلبرینگهای اصلی عمر طولانیتری دارند و کمتر نیاز به تعویض پیدا میکنند.
بررسی مشخصات فنی: بلبرینگ مناسب باید مطابق با استانداردهای کارخانه سمند باشد و توانایی تحمل بار و فشارهای وارده در محور عقب را داشته باشد. مشخصات فنی مانند قطر داخلی و بیرونی، عرض بلبرینگ و نوع آن را حتماً بررسی کنید.
توجه به نوع بلبرینگ: بلبرینگ چرخ عقب سمند معمولاً از نوع ساچمهای (رولبرینگ) است که مقاومت خوبی در برابر فشار و اصطکاک دارد. اطمینان حاصل کنید که نوع بلبرینگ با نیاز خودرو و شرایط رانندگی شما هماهنگ باشد.
قیمت و گارانتی: قیمت بلبرینگ چرخ عقب باید منطقی و متناسب با کیفیت آن باشد. همچنین وجود گارانتی یا ضمانت بازگشت کالا نشانهای از اعتماد فروشنده به محصول است و به شما اطمینان خاطر میدهد.
خرید از فروشگاههای معتبر: برای جلوگیری از خرید کالای تقلبی، همیشه از فروشگاههای معتبر و با سابقه خرید کنید. فروشگاههای معتبر معمولاً محصولات اصلی را با تضمین اصالت ارائه میدهند و مشاوره فنی تخصصی نیز در اختیار خریداران قرار میدهند.
مشخصات فنی و ساختاری استاد بولت استاندارد A193 B7
>استاد بولت استاندارد A193 B7 از فولاد آلیاژی سختکاریشده تولید میشود و مقاومت کششی آن حداقل 125000 psi و حداقل تنش تسلیم آن 105000 psi است. ترکیب شیمیایی این نوع استاد بولت شامل کربن حداکثر 0.50 درصد، منگنز تا 0.85 درصد، کروم 0.80 تا 1.10 درصد و مولیبدن 0.15 تا 0.25 درصد میباشد. عملیات حرارتی کوئنچ و تمپر باعث افزایش سختی سطح و مقاومت حرارتی تا دمای کاری 450 درجه سانتیگراد میشود.طول آنها از 10 میلیمتر تا 3 متر قابل تولید است و دندهها به صورت میلیمتری یا اینچی مطابق با استاندارد UNF یا UNC طراحی میشوند. این استاد بولتها با استانداردهای ASTM A193 و ASME B1.1 مطابقت کامل دارند و در صنایع پتروشیمی، نفت، گاز و نیروگاهی برای اتصالات فلنج تحت فشار بالا استفاده میشوند.
نکات مهم در خرید بلبرینگ جلو خودرو ال نود
برای خرید بلبرینگ چرخ جلو اس ان آر مدل ای بی اس ال 90، دقت و توجه به چند نکته کلیدی اهمیت زیادی دارد تا بهترین انتخاب را داشته باشید و عملکرد خودرویتان به صورت بهینه حفظ شود. انتخاب بلبرینگ چرخ جلو اس ان آر مدل ای بی اس ال 90 از برند معتبر اس ان آر، تضمین کننده کیفیت بالا، دوام طولانی و هماهنگی کامل با سیستم ترمز ABS خودرو است.
همچنین بررسی دقیق مشخصات فنی و استانداردهای مربوط به بلبرینگ چرخ جلو اس ان آر مدل ای بی اس ال 90، از اهمیت ویژه ای برخوردار است تا بلبرینگ به درستی روی ال 90 نصب شده و ایمنی و کارایی سیستم تعلیق و ترمز حفظ شود.قیمت مناسب و وجود گارانتی اصل، به همراه خرید از فروشگاه های معتبر، از عوامل کلیدی برای اطمینان از اصالت بلبرینگ چرخ جلو اس ان آر مدل ای بی اس ال 90 محسوب می شوند. همچنین مشاوره فنی تخصصی در انتخاب بهترین مدل، کمک می کند تا قطعه ای متناسب با نیاز خودرو و شرایط رانندگی خود داشته باشید.
در نهایت، توجه به سازگاری کامل بلبرینگ چرخ جلو اس ان آر مدل ای بی اس ال 90 با سیستم ABS خودرو، موجب افزایش امنیت و عملکرد مطلوب در جاده های مختلف می شود. با رعایت این نکات، انتخابی هوشمندانه و مطمئن برای خودرو ال 90 خود خواهید داشت.
مشخصات فنی و ساختاری استاد بولت استیل استاد بولت فولادی
مشخصات فنی و ساختاری استاد بولت استیل و فولادی بر اساس استانداردهای بین المللی طراحی شده است. استاد بولت استیل از جنس فولاد زنگ نزن 304 و 316 ساخته میشود که مقاومت کششی آن تا 750 مگاپاسکال و سختی بین 200 تا 300 برینل است. این نوع استاد بولت مقاومت بالایی در برابر خوردگی و اکسیداسیون در دماهای بالا دارد. در مقابل، استاد بولت فولادی معمولاً از فولاد کربنی با درصد کربن 0.3 تا 0.6 ساخته شده و مقاومت کششی بین 600 تا 900 مگاپاسکال دارد. سختی استاد بولت فولادی در محدوده 250 تا 350 برینل قرار میگیرد که مناسب شرایط فشار و دمای متوسط است.
مشخصات فنی و ساختاری استاد بولت فولادی گرید B7
مشخصات فنی و ساختاری استاد بولت فولادی گرید B7 شامل مقاومت کششی حداقل 1050 مگاپاسکال و مقاومت تسلیم 860 مگاپاسکال است. این نوع استاد بولت از فولاد آلیاژی کروم-مولیبدن ساخته شده که مقاومت حرارتی تا 425 درجه سانتیگراد را دارد. طول و قطر رزوه ها مطابق با استاندارد ASTM A193 بوده و سختی سطح در بازه 240 تا 280 برینل تنظیم شده است. این ویژگی ها باعث میشود استاد بولت در کاربردهای فشار بالا و صنعتی بسیار قابل اعتماد باشد و عملکرد مکانیکی مطلوبی ارائه دهد.
لیست قیمت و خرید انواع بلبرینگ برای خودروهای ایرانی و خارجی
در بازار امروز، انواع بلبرینگ برای خودروهای ایرانی و خارجی با برندها و مدلهای مختلف موجود است که انتخاب بهترین گزینه نیازمند آگاهی از کیفیت، قیمت و کاربرد هر نوع بلبرینگ است. از جمله پرطرفدارترین و پرفروشترین انواع بلبرینگها میتوان به بلبرینگ چرخ جلو و عقب، بلبرینگ موتور، بلبرینگ پلوس، بلبرینگ کلاچ و بلبرینگ سرپلوس اشاره کرد. هر کدام از این انواع بلبرینگ نقش حیاتی در عملکرد و ایمنی خودرو دارند.
برای خرید بلبرینگ با بهترین قیمت و ضمانت اصالت کالا، فروشگاه رول ایرانیان بورس بلبرینگ یکی از معتبرترین مراکز عرضه انواع بلبرینگهای اصلی و اورجینال است. این فروشگاه با ارائه مشاوره فنی تخصصی و خدمات پس از فروش، به شما کمک میکند تا متناسبترین و باکیفیت ترین بلبرینگ را برای خودروی خود تهیه کنید.
اگر به دنبال بلبرینگهای باکیفیت از برندهای معتبر و قیمت رقابتی هستید، رول ایرانیان بورس بلبرینگ انتخابی مطمئن برای شماست.
خرید توپ بلبرینگ SKF خود تنظیم با بهترین قیمت
شرکت SKF یکی از معتبرترین تولیدکنندگان بلبرینگ در جهان است که با فناوری روز و استانداردهای بین المللی، محصولات خود را تولید می کند.ساچمه بلبرینگ خود تنظیم SKF با کیفیت بی نظیر، استانداردهای صنعتی را رعایت کرده و اطمینان می دهد که دستگاه های شما با کمترین خرابی و بالاترین راندمان کار کنند.برای خرید ساچمه بلبرینگ خود تنظیم SKF اصل و اورجینال، حتما از فروشگاه ما اقدام کنید تا از اصالت و کیفیت محصول مطمئن باشید.
ساچمه بلبرینگ از کجا بخریم؟
انتخاب محل مناسب برای خرید ساچمه بلبرینگ از اهمیت ویژه ای برخوردار است، چرا که کیفیت و اصالت محصول تاثیر مستقیم بر عملکرد دستگاه های صنعتی و مکانیکی دارد. برای خرید ساچمه بلبرینگ اصل و با دوام بالا، بهتر است به فروشگاه ها و نمایندگی های معتبر و تخصصی مراجعه کنید که ضمانت کیفیت و خدمات پس از فروش را ارائه می دهند.
در بازار امروز، انواع مختلفی از ساچمه بلبرینگ با برندهای گوناگون وجود دارد؛ اما برای اطمینان از اصالت و بهره مندی از تکنولوژی های روز دنیا، پیشنهاد می کنیم از برندهای معتبر جهانی مانند SKF خرید کنید. فروشگاه هایی که دارای مجوز رسمی و سابقه معتبر هستند، بهترین انتخاب برای خرید ساچمه بلبرینگ با قیمت مناسب و خدمات پس از فروش قابل اعتماد به شمار می روند.
اگر به دنبال خرید ساچمه بلبرینگ با کیفیت و گارانتی اصل هستید، فروشگاه ما با ارائه مشاوره تخصصی و ارسال سریع، بهترین گزینه برای شماست.
راهنمای کامل ابعاد و مشخصات بلبرینگ کف گرد
بلبرینگ کف گرد به علت ساختار مقاوم و دوام بالا، گزینه ای ایده آل برای تجهیزات سنگین، پمپ ها، موتورهای الکتریکی و ماشین آلات خط تولید محسوب می شود. عملکرد روان و کاهش اصطکاک در این یاتاقان باعث افزایش طول عمر مفید دستگاه و کاهش هزینه های نگهداری می گردد. در ادامه یک جدول نمونه از ابعاد رایج یاتاقان کف گرد (Thrust Ball Bearing) آورده شده است که شامل اندازه های داخلی، خارجی و ارتفاع (عرض) یاتاقان است. این جدول می تواند به عنوان راهنمای اولیه برای انتخاب ابعاد مناسب استفاده شود:
| شماره مدل (Model) | قطر داخلی (mm) | قطر خارجی (mm) | ارتفاع (عرض) (mm) |
|---|---|---|---|
| 51203 | 17 | 35 | 10 |
| 51204 | 20 | 42 | 12 |
| 51205 | 25 | 47 | 12 |
| 51206 | 30 | 55 | 13 |
| 51207 | 35 | 62 | 14 |
| 51208 | 40 | 68 | 15 |
| 51209 | 45 | 75 | 16 |
| 51210 | 50 | 80 | 16 |
قیمت و خرید بیرینگ موتور بنز ده تن
قیمت یاتاقان موتور GLYCO بنز ده تن و مایلر بستگی زیادی به کیفیت، مدل و اصل یا تقلبی بودن محصول دارد. این قطعه به عنوان یکی از اجزای حیاتی موتورهای سنگین، باید از برندهای معتبر و با کیفیت بالا تهیه شود تا عملکرد موتور بهینه باقی بماند و از هزینه های تعمیرات ناخواسته جلوگیری شود. هنگام خرید یاتاقان GLYCO توصیه می شود علاوه بر قیمت، به ضمانت، اصالت کالا و خدمات پس از فروش نیز توجه ویژه داشته باشید. انتخاب یاتاقان مناسب و با دوام می تواند باعث افزایش طول عمر موتور و کاهش استهلاک قطعات شود. به همین دلیل بهتر است خرید خود را از فروشگاه های معتبر و تخصصی انجام دهید تا علاوه بر قیمت مناسب، از کیفیت و کارایی محصول مطمئن باشید.
خرید و قیمت بیرینگ مغناطیسی صنعتی با عملکرد بدون اصطکاک
یاتاقان مغناطیسی یکی از پیشرفته ترین انواع یاتاقان ها در صنعت مدرن است که بدون تماس فیزیکی و با استفاده از نیروی مغناطیسی، از اصطکاک بین قطعات جلوگیری می کند. این نوع یاتاقان ها در تجهیزات با سرعت بالا و حساس به لرزش مانند توربین ها، ژنراتورها، کمپرسورها و تجهیزات هوافضا مورد استفاده قرار می گیرند. به دلیل ساختار بدون سایش، یاتاقان مغناطیسی طول عمر بسیار بالاتری نسبت به انواع سنتی دارد و نیاز به روانکاری مکانیکی را به حداقل می رساند.
قیمت یاتاقان مغناطیسی با توجه به نوع طراحی، برند سازنده، ظرفیت تحمل بار، سیستم کنترلی و تکنولوژی ساخت متفاوت است. معمولا این یاتاقان ها در دسته تجهیزات تخصصی و با تکنولوژی بالا قرار می گیرند، بنابراین در هنگام خرید باید دقت ویژه ای به مشخصات فنی و سطح کیفیت محصول داشت.
برای خرید انواع یاتاقان مغناطیسی صنعتی با ضمانت اصالت، مشاوره تخصصی و قیمت مناسب، می توانید با مجموعه ابتکار صنعت در ارتباط باشید. این مجموعه با سابقه ای معتبر در تأمین قطعات تخصصی مکانیکی، آماده ارائه راهکارهای مهندسی و تأمین تجهیزات پیشرفته برای پروژه های صنعتی شماست.
قیمت ترازو های دیجیتال صنعتی
قیمت ترازوهای دیجیتال صنعتی به عوامل مختلفی بستگی دارد و بسته به نوع کاربرد، ویژگی های فنی و برند تولیدکننده، می تواند بازه قیمتی گسترده ای را شامل شود. یکی از مهم ترین نکاتی که هنگام بررسی قیمت این تجهیزات باید در نظر گرفت، کاربرد ترازو های دیجیتال صنعتی در خطوط تولید، انبارداری، بسته بندی، کنترل کیفیت و سایر فرایندهای صنعتی است.
این ترازوها با ظرفیت های متفاوت (از چند کیلوگرم تا چند تن) و با دقت های مختلف طراحی می شوند تا بتوانند نیازهای متنوع صنایع سنگین، غذایی، دارویی و پتروشیمی را پاسخ دهند. ویژگی هایی مانند نمایشگر دیجیتال دقیق، قابلیت اتصال به کامپیوتر یا چاپگر، ضد آب بودن، بدنه مقاوم از جنس استیل یا آلیاژهای صنعتی و کالیبراسیون خودکار از جمله عواملی هستند که بر قیمت نهایی تاثیر می گذارند.
با توجه به تنوع بالا در مدل ها، بهتر است پیش از خرید، ابتدا نیاز دقیق خود و کاربرد ترازو های دیجیتال صنعتی در کسب و کارتان را مشخص کرده و سپس نسبت به انتخاب مدل مناسب اقدام کنید. همچنین پیشنهاد می شود از فروشندگان معتبر و دارای ضمانت اصالت کالا مشاوره بگیرید تا از کیفیت، دقت و دوام محصول اطمینان حاصل نمایید.
قیمت و خرید موتور ترمزدار 3 فاز
الکتروموتور ترمزدار 3 فاز یکی از تجهیزات حیاتی در صنعت است که علاوه بر تامین نیروی محرکه قوی و پایدار، امکان توقف سریع و ایمن بارهای سنگین را فراهم می کند. اگر به دنبال خرید این نوع موتورهای صنعتی با کیفیت و قیمت مناسب هستید، شناخت دقیق عوامل موثر بر قیمت و ویژگی های فنی آن اهمیت زیادی دارد.
قیمت الکتروموتور ترمزدار 3 فاز بسته به پارامترهایی مانند توان موتور، نوع ترمز (مکانیکی یا الکترومغناطیسی)، برند سازنده، درجه حفاظت (IP)، و قابلیت های نصب متنوع متغیر است. همچنین، شرایط بازار و نرخ ارز نیز می توانند بر قیمت نهایی تاثیرگذار باشند.
برای خرید الکتروموتور ترمزدار سه فاز، علاوه بر قیمت مناسب، توجه به گارانتی، خدمات پس از فروش و اصالت کالا از اهمیت بالایی برخوردار است. انتخاب موتور متناسب با نیازهای صنعتی شما، مثل سرعت، گشتاور، و نوع بار، تضمین کننده کارکرد بهینه و افزایش طول عمر دستگاه خواهد بود.
اگر به دنبال بهترین قیمت و کیفیت در خرید الکتروموتور ترمزدار 3 فاز هستید، فروشگاه صنعت آریا با ارائه محصولات اصل، مشاوره تخصصی و خدمات پس از فروش جامع، همراه شماست. هم اکنون با کارشناسان صنعت آریا تماس بگیرید و بهترین انتخاب را برای نیازهای صنعتی خود داشته باشید.
خرید گیربکس سیاره ای رجینا با بهترین قیمت
گیربکس خورشیدی رجینا (Reggiana Riduttori) به دلیل کیفیت مهندسی، دوام و تطبیق پذیری بالا، یکی از گزینه های برجسته برای پروژه های صنعتی با نیازهای دقیق و سنگین است. انتخاب این گیربکس، به بهینه سازی عملکرد دستگاه ها و کاهش هزینه های نگهداری کمک می کند. برای بهره مندی از بهترین عملکرد و عمر طولانی، انتخاب صحیح مدل متناسب با نیاز فنی و محیط کاری بسیار حائز اهمیت است.
قیمت و خرید گیربکس سیاره ای رجینا بستگی به مدل، نسبت کاهش سرعت و گشتاور مورد نیاز دارد. برای خریدی مطمئن با بهترین قیمت و خدمات پس از فروش، می توانید از صنعت آریا اقدام کنید. صنعت آریا تضمین کیفیت و مشاوره تخصصی در انتخاب گیربکس مناسب را به شما ارائه می دهد.
مشخصات فنی و ساختاری تسمه کانوایر معدن سیمان
تسمههای مورد استفاده در صنعت سیمان باید ساختاری مقاوم در برابر سایش، دمای بالا و بارگذاری سنگین داشته باشند. لایههای تقویتکننده از نوع EP با مقاومت کششی 1000 تا 2000 نیوتن بر میلیمتر، استحکام بالایی فراهم میکنند. ضخامت کل تسمه معمولاً بین 10 تا 20 میلیمتر بوده و لایه رویی با ضخامت 4 تا 6 میلیمتر از لاستیک مقاوم در برابر ذرات ساینده تشکیل شده است. عرض تسمه از 800 تا 1600 میلیمتر متغیر است و در خطوط بارگیری و تخلیه کلینکر و سنگ آهک استفاده میشود. برای آشنایی با انواع تسمه کانوایر صنعتی، بررسی مشخصات فنی و انتخاب صحیح مطابق شرایط کاری الزامی است.مشخصات فنی و ساختاری تسمه کانوایر پیرلی Pirelli ایتالیا
تسمه کانوایر پیرلی ساخت ایتالیا دارای ساختار چندلایه از جنس EP یا NN با مقاومت کششی بین 1000 تا 2000 نیوتن بر میلیمتر است. این نوع تسمه کانوایر برای انتقال مواد سنگین در صنایع سیمان، فولاد و معدن به کار میرود و عملکرد بالایی در شرایط سخت محیطی دارد. ضخامت لایه رویی بین 5 تا 8 میلیمتر بوده و از لاستیک مقاوم به سایش با سختی 65 تا 70 Shore A تشکیل شده است. تسمهها در عرضهای 500 تا 1600 میلیمتر تولید شده و در دماهای -25 تا +130 درجه سانتیگراد قابل استفاده هستند. همچنین مدلهای نسوز آن تا دمای 300 درجه را تحمل میکنند و طول عمر بیشتری نسبت به میانگین بازار دارند.
مشخصات فنی و ساختاری تسمه کانوایر نقاله
تسمه کانوایر نقاله از چند لایه تقویت شده با الیاف EP یا NN تشکیل میشود که مقاومت کششی آنها معمولاً بین 1000 تا 2000 نیوتن بر میلیمتر است. این نوع تسمه کانوایر دارای ضخامت کلی بین 8 تا 25 میلیمتر میباشد و با توجه به وزن بار و طول مسیر انتخاب میشود. لایه رویی تسمه از لاستیک مقاوم به سایش با سختی 65 Shore A ساخته شده است تا در برابر ذرات ساینده مقاومت بالایی داشته باشد. تسمهها در عرضهای مختلف از 400 تا 2000 میلیمتر و با طولهای سفارشی قابل تولید هستند. محدوده دمای کاری آنها بین منفی 25 تا مثبت 130 درجه سانتیگراد است و در مدلهای نسوز تا 300 درجه نیز افزایش مییابد.نکات کلیدی در خرید گیربکس خورشیدی Bonfiglioli سری Jack up
اگر به دنبال یک گیربکس خورشیدی با کیفیت بالا، طول عمر زیاد و عملکرد مطمئن هستید، سری Jack up از برند Bonfiglioli ایتالیا یکی از بهترین گزینه های موجود در بازار جهانی و ایران به شمار می رود. این گیربکس ها با طراحی مهندسی شده، بازده انرژی بالا و قابلیت سفارشی سازی متناسب با نیازهای خاص، جایگاه ویژه ای در میان کاربران صنعتی و تولیدکنندگان تجهیزات سنگین کسب کرده اند.
برای انتخاب صحیح این نوع گیربکس صنعتی ایتالیایی، رعایت چند نکته مهم ضروری است:
- تطابق با نیازهای فنی دستگاه: قبل از خرید، حتما پارامترهای فنی مانند نسبت تبدیل، میزان گشتاور مورد نیاز، سرعت دوران و شرایط کاری دستگاه را مشخص کنید. گیربکس خورشیدی مناسب باید با بار کاری و ساختار مکانیکی ماشین آلات شما کاملا سازگار باشد تا عملکرد پیوسته، ایمن و بدون آسیب را تضمین کند.
- گارانتی معتبر و خدمات پس از فروش: برند Bonfiglioli به ارائه خدمات پس از فروش قدرتمند و گارانتی اصلی شناخته شده است. با این حال، لازم است خرید خود را از نمایندگی های رسمی یا فروشندگان معتبر انجام دهید تا از پشتیبانی فنی، تأمین قطعات یدکی و خدمات تعمیر و نگهداری حرفه ای در آینده بهره مند شوید.
- بررسی دقیق مشخصات فنی و مستندات محصول: مطالعه دقیق کاتالوگ رسمی گیربکس Bonfiglioli و اسناد فنی ارائه شده توسط کارخانه، به شما کمک می کند تا مدلی را انتخاب کنید که دقیقا با نیازهای پروژه شما مطابقت داشته باشد. مواردی مانند وزن، ابعاد، راندمان، کلاس حفاظتی، ظرفیت بار و شرایط نصب باید با دقت بررسی شوند.
مشخصات فنی و ساختاری تسمه کانوایر نوار نقاله معدن گچ
تسمه کانوایر نوار نقاله معدن گچ باید از مواد بسیار مقاوم در برابر سایش و خوردگی ساخته شود تا در شرایط سخت معدن دوام داشته باشد. ساختار داخلی این تسمه کانوایر شامل لایههای تقویت شده با الیاف EP با مقاومت کششی 1200 تا 1800 نیوتن بر میلیمتر است. ضخامت کلی تسمه بین 10 تا 20 میلیمتر طراحی شده تا بار سنگین را به خوبی تحمل کند و از پارگی جلوگیری نماید. رویه تسمه از لاستیک مقاوم با سختی 65 تا 70 Shore A ساخته شده که در برابر ساییدگی و مواد معدنی بسیار مقاوم است. عرض تسمه معمولاً 600 تا 1500 میلیمتر و طول آن بر اساس نیازهای پروژه قابل تنظیم است. همچنین این تسمهها در دمای کاری -20 تا +120 درجه سانتیگراد عملکرد پایدار دارند و برخی مدلها تا 250 درجه سانتیگراد مقاومت حرارتی ارائه میدهند.
کاربردهای گیربکس سیاره ای رجیانا (Reggiana) در صنایع مختلف
این گیربکس سیارهای به دلیل دقت حرکتی کمتر از 3 arcmin و نویز صوتی کمتر از 70 دسیبل، برای کاربردهای حساس مانند ماشینآلات CNC، خطوط بستهبندی، رباتیک و تجهیزات موقعیتیابی دقیق بسیار مناسب است. همچنین، کلاس حفاظتی IP65، مقاومت این گیربکس را در برابر گرد و غبار و رطوبت تضمین میکند.
سیستم روانکاری داخلی مادامالعمر، نیاز به نگهداری و تعمیرات مکرر را به حداقل میرساند و هزینههای عملیاتی را کاهش میدهد. این ویژگی باعث میشود که گیربکس خورشیدی Reggiana گزینهای مقرونبهصرفه و قابلاعتماد برای پروژههای بلندمدت صنعتی باشد.
چرا گیربکس رجینا را انتخاب کنیم؟
انتخاب گیربکس خورشیدی Reggiana به مهندسان و مدیران پروژه کمک میکند تا عملکرد سیستمهای انتقال قدرت را بهینه کرده و طول عمر تجهیزات خود را افزایش دهند. انعطافپذیری بالا، دقت حرکتی مناسب و دوام مثالزدنی، این محصول را به یکی از بهترین گزینهها برای انواع ماشینآلات صنعتی و تجهیزات اتوماسیون تبدیل کرده است.
در نهایت، اگر به دنبال گیربکسی با راندمان بالا، قابلیت اطمینان و عمر طولانی هستید، گیربکس خورشیدی Reggiana یکی از انتخابهای هوشمندانه در بازار جهانی و ایران محسوب میشود.
قیمت و خرید وینچ جلو ماشین ۲۰۰۰
وینچ ماشین 2000 یکی از تجهیزات ضروری برای خودروهای آفرودی، امدادی و شاسی بلند است که در شرایط سخت جاده ای و مسیرهای ناهموار کاربرد فراوان دارد. این وینچ ها با قدرت کشش بالا، به راننده کمک می کنند تا خودرو را از گل، برف، ماسه یا سراشیبی نجات دهد. هنگام خرید وینچ جلو ماشین 2000 باید به عواملی مانند ظرفیت کشش، نوع موتور، جنس سیم بکسل، سیستم نصب و مقاومت در برابر شرایط محیطی توجه کرد.
برای خرید مطمئن و انتخاب بهترین مدل متناسب با نیازتان، همین حالا با کارشناسان ابزار سلوکی تماس بگیرید و از مشاوره تخصصی و ارسال سریع بهره مند شوید.
پرسشهای متداول درباره وینچ جلو ماشین
تفاوت بین وینچ سیم بکسلی و وینچ با کابل مصنوعی چیست؟
وینچ سیم بکسلی معمولا از سیم های فولادی مقاوم ساخته شده و دوام بالایی دارد، ولی سنگین تر است. در مقابل، کابل های مصنوعی سبک تر هستند و در صورت پارگی ایمن تر محسوب می شوند، اما ممکن است در برابر اشعه UV یا سایش مقاومت کمتری داشته باشند.
وینچ ماشین کنترلی چگونه کار می کند؟
وینچ ماشین کنترلی با استفاده از ریموت کنترل (بی سیم یا سیم دار) عمل می کند و کاربر می تواند بدون نیاز به لمس مستقیم وینچ، آن را از فاصله دور کنترل کند. این ویژگی در شرایط سخت آفرود یا هنگام امدادرسانی بسیار مفید است.
قیمت وینچ پاترول دست دوم چقدر است؟
قیمت وینچ پاترول دست دوم بسته به عواملی مانند برند سازنده، توان کشش، سلامت موتور و ریموت کنترل، و همچنین نوع کابل (سیم بکسلی یا مصنوعی) متفاوت است. برندهای معتبر و دستگاه هایی که در شرایط فنی خوبی قرار دارند، معمولا قیمت بالاتری دارند. همچنین، قیمت ممکن است با توجه به شرایط بازار و نوسانات آن تغییر کند.
مشخصات فنی و ساختاری پیچ آلن استنلس استیل
مشخصات فنی و ساختاری پیچ آلن استنلس استیل شامل ویژگیهای دقیق مکانیکی و متریالی است که آن را برای مصارف صنعتی حساس مناسب میسازد. پیچ آلن استنلس استیل معمولاً از آلیاژهای A2 یا A4 با مقاومت کششی بین 500 تا 800 مگاپاسکال ساخته میشود. این پیچها در قطرهای 3 تا 24 میلیمتر و با طولهای 6 تا 200 میلیمتر تولید میشوند. زاویه سر پیچ معمولاً 90 یا 120 درجه بوده و استانداردهایی مانند DIN 912 یا ISO 4762 را رعایت میکند. گرید مقاومتی پیچ در کلاسهای 50 تا 80 عرضه میشود و سطح آن بهصورت پولیشخورده یا برسخورده نهایی میگردد. گام رزوه مطابق با استاندارد ISO در دو نوع ریز و درشت طراحی شده و با تلرانس ساخت ±0.1 میلیمتر ماشینکاری میشود.
مشخصات فنی و ساختاری پیچ آلنی آهنی
مشخصات فنی و ساختاری پیچ آلنی آهنی شامل ویژگیهای مکانیکی و ابعادی دقیق است که آن را برای کاربردهای صنعتی مناسب میسازد. پیچ آلن آهنی معمولاً از فولاد کربنی با گریدهای 5.6، 8.8 و 10.9 ساخته میشود و مقاومت کششی بین 400 تا 1040 مگاپاسکال دارد. قطر پیچ در بازه 3 تا 30 میلیمتر و طول آن از 8 تا 250 میلیمتر متغیر است. زاویه سر پیچ معمولاً 90 یا 120 درجه بوده و مطابق استانداردهای DIN 912 و ISO 4762 تولید میشود. پوششهای سطحی شامل گالوانیزه سرد، گالوانیزه گرم و فسفاته سیاه برای افزایش مقاومت در برابر خوردگی به کار میروند. رزوههای این پیچها بر اساس استاندارد ISO به صورت ریز یا درشت با تلرانس ساخت ±0.2 میلیمتر طراحی شدهاند و برای تحمل بارهای مکانیکی متوسط تا بالا مناسباند.
مشخصات فنی و ساختاری پیچ آلنی نیم دنده
مشخصات فنی و ساختاری پیچ آلنی نیم دنده< به گونهای طراحی شده است که بخشی از طول آن دارای رزوه است و این ویژگی باعث افزایش مقاومت در برابر خستگی میشود. پیچ آلن نیم دنده معمولاً از فولاد کربنی یا استنلس استیل با گریدهای 8.8، 10.9 و A2-70 ساخته میشود و قطر آن بین 4 تا 20 میلیمتر و طول بین 10 تا 150 میلیمتر است. زاویه سر پیچ 90 درجه و نوع سر آن استوانهای یا عدسی طراحی شده است. رزوهها بر اساس استانداردهای DIN 912 و ISO 4762 با گام 0.7 تا 2.5 میلیمتر ساخته میشوند. تلرانس ساخت ±0.15 میلیمتر و سختی سطحی پس از عملیات حرارتی به 35 تا 45 HRC میرسد. این پیچ برای اتصالات با دقت بالا در صنایع خودرو و ماشینآلات سنگین کاربرد دارد.
مشخصات فنی و ساختاری پیچ آلنی استیل
مشخصات فنی و ساختاری پیچ آلنی استیل شامل ویژگیهای مکانیکی و شیمیایی است که این پیچ را برای محیطهای خورنده مناسب میکند. پیچ آلن استیل معمولاً از آلیاژهای A2 (304) و A4 (316) با مقاومت کششی 500 تا 700 مگاپاسکال تولید میشود. قطر این پیچها بین 3 تا 24 میلیمتر و طول آنها از 6 تا 200 میلیمتر متغیر است. استانداردهای تولید این پیچها DIN 912 و ISO 4762 هستند. زاویه سر پیچ 90 درجه و نوع سر به شکل استوانهای یا عدسی طراحی شده است. رزوهها مطابق استاندارد ISO با تلرانس ساخت ±0.1 میلیمتر ساخته میشوند. سطح پیچ با پرداخت پولیش یا برسزنی پوشش داده میشود تا مقاومت در برابر زنگزدگی و سایش افزایش یابد. این پیچها در صنایع غذایی، پزشکی و دریایی کاربرد گسترده دارند.
مشخصات فنی و ساختاری پیچ آلن گالوانیزه
مشخصات فنی و ساختاری پیچ آلن گالوانیزه بر پایه خواص مکانیکی و پوشش محافظ طراحی شده است تا در محیطهای صنعتی و مرطوب عملکرد بلندمدت ارائه دهد. پیچ آلن گالوانیزه معمولاً از فولاد کربنی با گرید 8.8 یا 10.9 ساخته میشود و دارای مقاومت کششی بین 800 تا 1040 مگاپاسکال است. این پیچها در قطرهای 4 تا 24 میلیمتر و طولهای 10 تا 200 میلیمتر تولید میشوند. زاویه سر پیچ 90 درجه است و طراحی آن مطابق استاندارد DIN 912 یا ISO 4762 انجام میگیرد. پوشش گالوانیزه با ضخامت 5 تا 25 میکرون باعث افزایش مقاومت در برابر خوردگی و زنگزدگی میشود. رزوه پیچ بر اساس استاندارد ISO با گام 0.7 تا 2.5 میلیمتر و تلرانس ±0.15 میلیمتر ماشینکاری شده است.
الکتروپمپ لجن صنعتی چيست و چرا برند نويد سهند؟
پمپ لجن کش دستگاهی است که برای پمپاژ سيالات غليظ، فاضلاب، آب گل آلود، آب های دارای شن و ماسه يا ذرات جامد طراحی شده است. ويژگی اصلی اين پمپ ها توانايی انتقال سيالات با درصد بالای ناخالصی است. پمپ لجن کش نويد سهند يکی از پرفروش ترين و پرکاربردترين تجهيزات صنعتی در زمينه انتقال سيالات سنگين، فاضلابی و دارای ذرات معلق است. اين نوع پمپ با طراحی مقاوم و عملکرد بالا، در صنايع مختلف از جمله آب و فاضلاب، پتروشيمی، کارگاه های صنعتی و حتی در مصارف کشاورزی جايگاه ويژه ای دارد. اگر قصد خريد پمپ لجن کش با کيفيت بالا و قيمت مناسب داريد، محصولات برند نويد سهند يکی از بهترين گزينه های موجود در بازار ايران هستند.
راهنمای انتخارو خرید پمپ لجن کش برند ایرانی نوید سهند
انتخاب درست پمپ لجن کش باعث افزایش عمر دستگاه، بهبود کارایی و صرفه جویی در هزینه های نگهداری و انرژی می شود. هنگام خرید پمپ لجن کش نوید سهند باید به موارد زیر توجه ویژه داشته باشید:
- نوع سیال و درصد مواد جامد معلق نوع سیال و میزان ذرات معلق داخل آن تاثیر مستقیم بر نوع پمپ، جنس پروانه و بدنه دارد. اگر سیال شامل ذرات بزرگ و ساینده است، باید پمپی با پروانه باز یا نیمه باز انتخاب کنید که از گیر کردن جلوگیری کند. برای سیالات اسیدی یا خورنده، جنس بدنه باید مقاوم به خوردگی باشد. درصد مواد جامد معلق در سیال تعیین کننده توان و طراحی پمپ است، زیرا پمپ های لجن کش برای انتقال سیالات با ناخالصی بالا طراحی شده اند، اما هر مدل محدوده خاصی دارد.
- دبی مورد نیاز (لیتر بر دقیقه یا مترمکعب در ساعت) دبی یا حجم سیالی که باید پمپاژ شود، بر اساس نیاز پروژه تعیین می شود. این عدد نشان می دهد پمپ باید چه مقدار سیال را در واحد زمان جابجا کند. انتخاب پمپی با دبی کمتر یا بیشتر از نیاز باعث کاهش کارایی یا افزایش مصرف انرژی می شود. معمولاً دبی به صورت لیتر بر دقیقه (L/min) یا مترمکعب در ساعت (m³/h) اعلام می شود.
- ارتفاع هد (هد دینامیکی کل) هد یا ارتفاع پمپاژ نشان دهنده ارتفاع یا فشار مورد نیاز برای انتقال سیال است. این مقدار شامل ارتفاع مکش، فشار لازم برای انتقال سیال تا نقطه خروج و افت فشار در لوله ها و اتصالات است. هد نامناسب باعث کارکرد ناصحیح پمپ، کاهش عمر مفید یا حتی آسیب به دستگاه می شود.
- قطر لوله ورودی و خروجی قطر لوله ها باید متناسب با پمپ انتخاب شود. قطر کوچک تر یا بزرگ تر از حد استاندارد باعث کاهش بازدهی، ایجاد فشار اضافی یا افت جریان می شود. در پروژه ها باید دقت شود که سایز لوله با قطر خروجی پمپ هم خوانی داشته باشد تا از گرفتگی و فشار غیر ضروری جلوگیری شود.
- برق مصرفی (تک فاز یا سه فاز) نوع برق مصرفی بر اساس شرایط محل نصب انتخاب می شود: پمپ های تک فاز معمولاً برای مصارف کوچک تر و خانگی مناسب تر هستند. پمپ های سه فاز برای مصارف صنعتی و پروژه های بزرگ تر که نیاز به توان بالا دارند، استفاده می شوند. انتخاب نادرست می تواند باعث اختلال در عملکرد و آسیب به موتور پمپ شود.
مشخصات فنی و ساختاری تسمه پلی کرد گرد
تسمه پلی کرد گرد از پلییورتان ترموپلاستیک با سختی سطحی بین 85 تا 95 Shore A ساخته میشود و برای کاربردهای انتقال نیرو با بار سبک تا متوسط طراحی شده است. قطر مقطع این تسمهها معمولاً بین 2 تا 20 میلیمتر بوده و استحکام کششی آنها در بازه 40 تا 60 مگاپاسکال قرار دارد. دمای کاری مجاز تسمه از منفی 20 تا مثبت 80 درجه سانتیگراد تعریف شده است و این ویژگی امکان استفاده در محیطهای صنعتی متنوع را فراهم میکند. نوع جوشپذیر بودن تسمه پلی کرد اجازه میدهد که آن را بدون نیاز به باز کردن کامل سیستم، در محل نصب به صورت حلقهای متصل کرد. این تسمه در برابر سایش، روغن و مواد شیمیایی ضعیف مقاوم بوده و برای عملکرد پایدار نیاز به کشش اولیه 5 تا 8 درصدی در هنگام نصب دارد.
قیمت و خرید ساچمه گرد بلبرینگ شیار عمیق FAG آلمان کیفیت اصل با بهترین قیمت
ساچمه بلبرینگ شیار عمیق FAG آلمان یکی از مهم ترین قطعات در ساچمه بلبرینگ های صنعتی و خودرویی است که نقش حیاتی در کاهش اصطکاک و افزایش عمر مفید تجهیزات دارد. این ساچمه ها با استفاده از فولاد کروم با کیفیت بالا تولید می شوند و مقاومت بی نظیری در برابر سایش، خوردگی و فشارهای مکانیکی دارند.
قیمت ساچمه بلبرینگ شیار عمیق FAG آلمان به دلیل کیفیت برتر و فناوری ساخت پیشرفته آن، در بازارهای جهانی و ایران متغیر است. با این حال، انتخاب یک فروشگاه معتبر که علاوه بر ارائه قیمت مناسب، اصالت کالا و خدمات پس از فروش را تضمین کند، اهمیت بسیار زیادی دارد.
اگر به دنبال خرید ساچمه بلبرینگ شیار عمیق FAG آلمان با بهترین قیمت و تضمین کیفیت هستید، فروشگاه ویکی برینگ بهترین انتخاب برای شماست. ویکی برینگ با سال ها تجربه در زمینه تامین قطعات صنعتی اصل، انواع ساچمه بلبرینگ را با گارانتی اصالت و ارسال سریع عرضه می کند.
مشخصات فنی و ساختاری تسمه پلی کرد با مغزی پلی استر
تسمه پلی کرد با مغزی پلی استر از یک لایه بیرونی پلییورتان با سختی 90 تا 95 Shore A و یک هسته داخلی از الیاف پلی استر تشکیل شده است. این ساختار ترکیبی موجب افزایش استحکام کششی تا حدود 100 مگاپاسکال و کاهش کشیدگی در طول زمان میشود. دمای کاری تسمه بین منفی 15 تا مثبت 80 درجه سانتیگراد تعریف شده و مقاومت بالایی در برابر سایش و مواد شیمیایی صنعتی دارد. این نوع تسمه پلی کرد با مغزی تقویتشده قابلیت انتقال نیرو در سرعتهای بالا تا 30 متر بر ثانیه را دارد. کشش اولیه نصب بین 3 تا 5 درصد در نظر گرفته میشود که به کاهش فشار روی یاتاقانها و افزایش دقت عملکرد کمک میکند.
مشخصات فنی و ساختاری تسمه پلی کرد نوار نقاله
تسمه پلی کرد نوار نقاله از پلییورتان ترموپلاستیک با سختی بین 85 تا 95 Shore A تولید شده و برای انتقال مواد سبک تا متوسط طراحی شده است. قطر تسمه معمولاً بین 3 تا 15 میلیمتر است و مقاومت کششی آن در بازه 40 تا 70 مگاپاسکال قرار دارد. دمای کاری تسمه بین منفی 20 تا مثبت 80 درجه سانتیگراد است و در برابر سایش، روغنهای سبک و مواد شیمیایی ضعیف مقاوم است. ساختار این تسمه پلی کرد شامل مغزی تقویت شده با الیاف است که پایداری طولی و استحکام کششی تسمه را افزایش میدهد. کشش اولیه نصب معمولاً بین 5 تا 8 درصد طول تسمه است تا از لغزش جلوگیری کند و سرعت خطی تسمه تا 25 متر بر ثانیه قابل تحمل است.
مشخصات فنی و ساختاری تسمه پلی کرد بن گرد
تسمه پلی کرد بن گرد از پلییورتان ترموپلاستیک با سطح مقطع دایرهای و سختی بین 85 تا 95 Shore A ساخته شده است. قطر این تسمهها معمولاً بین 2 تا 20 میلیمتر متغیر است و استحکام کششی آنها در بازه 40 تا 60 مگاپاسکال قرار دارد. دمای کاری تسمه از منفی 20 تا مثبت 80 درجه سانتیگراد متغیر بوده و مقاومت قابل توجهی در برابر سایش، روغنهای سبک و مواد شیمیایی ضعیف دارد. ساختار این تسمه پلی کرد باعث افزایش انعطافپذیری و کاهش صدای عملکرد میشود که برای کاربردهای حساس و فضای محدود مناسب است. کشش اولیه نصب معمولاً بین 5 تا 8 درصد طول تسمه است و سرعت خطی قابل تحمل تا 25 متر بر ثانیه است.
قیمت و خرید الکتروگیربکس بونفیلیولی Bonfiglioli
گیربکس هالو شافت هلیکال Bonfiglioli با طراحی پیشرفته و کیفیت ساخت ایتالیا، انتقال قدرتی دقیق و با راندمان بالا را برای تجهیزات صنعتی فراهم می کند. این گیربکس ها به خاطر نصب آسان و ابعاد فشرده، در صنایع مختلف کاربرد گسترده ای دارند. برای اطلاع از قیمت روز و خرید گیربکس هالو شافت هلیکال Bonfiglioli، همین حالا با کارشناسان ما تماس بگیرید.
خرید و قیمت گیربکس اکسترودر SMR
گیربکس هالو شافت اکسترودر SMR یکی از تجهیزات کلیدی در صنایع تولید پلاستیک و اکسترودینگ است که با طراحی پیشرفته و ساختار مستحکم، انتقال قدرت دقیق و پایداری بالا را فراهم می کند. این گیربکس ها به دلیل داشتن شافت توخالی (هالو شافت) نصب آسان تری دارند و فضای کمتری را اشغال می کنند که باعث افزایش کارایی دستگاه های اکسترودر می شود.با توجه به کیفیت بالای ساخت و عملکرد بهینه، گیربکس هالو شافت SMR گزینه ای مناسب برای خطوط تولید صنعتی با کارکرد پیوسته و نیاز به دوام و راندمان بالا به شمار می رود. برای و استعلام قیمت گیربکس هالو شافت اکسترودر SMR می توانید با کارشناسان ما تماس بگیرید و از مشاوره تخصصی بهره مند شوید.
کاربردهای شیر وگ ایران دیسکی Figure 275 در صنایع مختلف
این شیر مخصوصاً در شرایطی که فضای نصب محدود است و سرعت عملکرد اهمیت دارد، انتخاب ایده آلی به شمار می رود. از جمله کاربردهای رایج آن می توان به موارد زیر اشاره کرد:
- ایستگاه های پمپاژ آب و فاضلاب
- سیستم های گرمایش و سرمایش مرکزی
- صنایع پتروشیمی و پالایشگاهی
- نیروگاه های برق و بخار
- خطوط لوله انتقال نفت و گاز
- تاسیسات ساختمانی و صنعتی
چرا خرید شیر صنعتی یک طرفه Figure 275 وگ ایران؟
برند وگ ایران با بهره گیری از فناوری روز دنیا، استانداردهای بین المللی و کنترل کیفیت دقیق، محصولی را عرضه کرده که علاوه بر دوام و کارایی بالا، از نظر اقتصادی نیز مقرون به صرفه است. استفاده از این شیر در پروژه های بزرگ ملی و بین المللی گواهی بر کیفیت و اعتبار آن در صنعت پایپینگ ایران است.
برای مشاهده انواع شیر یکطرفه صنعتی می توانید به لینک مورد نظر مراجعه کنید.
ویژگی های فنی و ساختاری نیدل ولو بیلوزدار 90 درجه
این شیر با زاویه 90 درجه طراحی شده و از نوع بیلوزدار (Bellows Sealed) می باشد که این ویژگی باعث افزایش طول عمر و کاهش نیاز به تعمیرات دوره ای می شود. آب بندی کامل و مطمئن، مقاومت بالا در برابر حرارت و فشار، و عملکرد دقیق در کنترل جریان از جمله مشخصات کلیدی این محصول هستند.
- نوع : شیر سوزنی (Needle Valve with Bellows Seal) بیلوزدار
- زاویه خروجی: 90 درجه
- کد فنی: Figure 235
- برند سازنده: وگ ایران (Vog Iran)
- موارد استفاده: صنایع پتروشیمی، پالایشگاه ها، نیروگاه ها، خطوط بخار، سیستم های خلاء
مزایای استفاده از شیر سوزنی بیلوزدار Figure 235
- کنترل دقیق جریان سیال: ساختار سوزنی باعث می شود تنظیم جریان با دقت بالایی انجام شود.
- آب بندی بی نقص: استفاده از بلوز (Bellows) از نشتی در محل ساقه جلوگیری می کند.
- مقاومت در برابر حرارت و خوردگی: مناسب برای محیط های صنعتی با شرایط سخت
- طول عمر بالا و نگهداری آسان: ساختار مستحکم و کیفیت ساخت بالا باعث کاهش هزینه های تعمیر و نگهداری می شود.
- طراحی 90 درجه ای: مناسب برای فضاهای محدود و مسیرهای لوله کشی خاص
برای خرید شیر سوزنی بیلوزدار 90 درجه Figure 235 وگ ایران با بهترین قیمت و تضمین کیفیت، همین حالا با کارشناسان ما تماس بگیرید و مشاوره تخصصی رایگان دریافت کنید!
ویژگی ها و مزایای نیدل ولو بیلوزدار Figure 234 وگ ایران
انتخاب شیر سوزنی مناسب از اهمیت بالایی برخوردار است، زیرا کنترل دقیق جریان سیالات باعث افزایش بهره وری و کاهش هزینه های نگهداری می شود. شیر سوزنی بیلوزدار Figure 234 وگ ایران با داشتن استانداردهای بین المللی و تست های کیفی متعدد، تضمین کننده عملکرد بی نقص در طولانی مدت است.ویژگی های شیر سوزنی بیلوزدار Figure 234 وگ ایران
- دقت کنترل بالا: به کمک طراحی بیلوزدار، شیر قابلیت تنظیم دقیق جریان را دارد و از نشت احتمالی جلوگیری می کند.
- مقاومت در برابر خوردگی: استفاده از مواد مرغوب و پوشش های مقاوم، طول عمر بالای شیر را تضمین می کند.
- کارکرد مطمئن در فشار و دمای متنوع: شیر سوزنی Figure 234 وگ ایران توانایی کار در محیط های سخت صنعتی را داراست.
- سهولت نصب و نگهداری: طراحی ارگونومیک و استاندارد باعث سهولت در نصب و سرویس دهی شیر شده است.
برای خرید شیر سوزنی بیلوزدار Figure 234 وگ ایران، توصیه می شود از نمایندگی های رسمی و فروشگاه های معتبر تجهیزات صنعتی استفاده کنید. این کار باعث اطمینان از اصالت کالا و بهره مندی از خدمات پس از فروش خواهد شد.
مشخصات فنی قلاویز لوله G
مشخصات فنی قلاویز دستی لوله آب 1/8 G عبارت است از:
- نوع رزوه: BSP (British Standard Pipe) – موازی
- سایز اسمی رزوه: 1/8 اینچ
- قطر خارجی رزوه: حدود 9.7 میلی متر
- نوع ابزار: دستی، مناسب برای استفاده با دسته قلاویز یا آچار دستی
- جنس ابزار: فولاد ابزارکاری، HSS یا فولاد تندبر برای مقاومت بالا در برابر سایش
قلاویز دستی لوله آب 1/8 G یکی از ابزارهای پایه و حیاتی در هر کارگاه تاسیسات یا مکانیکی است. با انتخاب صحیح و استفاده اصولی از آن، می توان رزوه هایی دقیق، تمیز و بادوام برای اتصالات لوله ای ایجاد کرد.
مشخصات فنی و ساختاری قلاویز دستی اینچی 9/16 UNC
قلاویز دستی اینچی 9/16 UNC از نوع دنده درشت (Unified National Coarse) بوده و با گام 18 TPI طراحی میشود. این ابزار برای ایجاد رزوه داخلی در قطعات فلزی با سختی متوسط بهکار میرود. قطر اسمی قلاویز برابر با 14.29 میلیمتر است و معمولاً در ستهای سهتایی شامل شروع، میانی و پایانی ارائه میگردد. جنس این قلاویزها عمدتاً از فولاد پرسرعت HSS بوده و برای بهبود طول عمر، با پوششهایی مانند اکسید سیاه یا تیتانیوم پوشانده میشود. دسته مناسب برای این سایز قلاویز دستی، معمولاً از نوع T-handle یا دسته آچاری با فک قابل تنظیم است. طول کلی ابزار در محدوده 80 تا 100 میلیمتر و طول دندهزنی فعال حدود 22 میلیمتر میباشد. برای مشاهده انواع قلاویز دستی و مشخصات بیشتر به لینک مراجعه کنید.
کاربرد صنعتی استاد بولت B8
استاد بولت B8 از جنس فولاد زنگ نزن آستنیتی نوع 304 با عملیات حرارتی سخت کاری شده، برای اتصال در محیط های خورنده و دمای بالا به کار می رود. این استاد بولت ها معمولاً در صنایع پتروشیمی، پالایشگاه ها، سیستم های بخار، خطوط اسید و واحدهای فرآیندی حساس کاربرد دارند. مقاومت کششی آن حدود 75 ksi و حداکثر دمای کاری تا 550 درجه سانتیگراد است. استاندارد تولید این قطعه ASTM A193 است و در کنار مهره B8 یا B8M استفاده می شود. طراحی رزوه سرتاسری و مقاومت به خوردگی کلرایدی، آن را برای محیط های خورنده ایده آل کرده است. استفاده از استاد بولت B8 در نقاطی که نیاز به اتصال دائم یا مقاوم در برابر فشار و دما وجود دارد، باعث افزایش ایمنی و کاهش نیاز به تعمیرات مکرر می شود.
- اتصال فلنج های استنلس استیل در خطوط اسید و باز در واحدهای شیمیایی و پالایشگاهی
- نصب تجهیزات فشار قوی در سیستم های بخار با دمای کاری تا 550 درجه سانتیگراد
- کاربرد در محیط های دارای کلراید یا بخار آب شور مانند نیروگاه های ساحلی
- استفاده در اتصالات دائم و حساس که نیاز به مقاومت به خوردگی و تنش دارند
- نصب شیرآلات صنعتی در سیستم های حاوی گازهای خورنده یا دمای بالا
- بکارگیری در صنایع دارویی و غذایی به دلیل ساختار استیل مقاوم در برابر آلودگی
- اتصال راکتورها، مخازن فشار قوی و مبدل های حرارتی با نیاز به طول عمر بالا
مشخصات فنی و ساختاری قلاویز ماشینی لوله گاز 1/16 NPT
قلاویز ماشینی لوله گاز 1/16 NPT ابزاری دقیق است که طبق استاندارد ANSI/ASME B1.20.1 برای ایجاد رزوه مخروطی 60 درجه طراحی شده است. قطر اسمی خارجی این قلاویز برابر با 9.728 میلیمتر و گام رزوه آن 27 رزوه در اینچ است. جنس ابزار از فولاد تندبر HSS یا کاربید سخت با پوشش TiN برای افزایش مقاومت در برابر سایش ساخته میشود. طول کلی ابزار معمولاً بین 40 تا 50 میلیمتر بوده و دارای دنباله استاندارد DIN 376 است. این قلاویز ماشینی برای رزوهزنی دقیق لولههای گاز با فشار متوسط استفاده میشود و سرعت برش بهینه آن بین 8 تا 15 متر بر دقیقه است.
مشخصات فنی و ساختاری قلاویز ماشینی لوله گاز 1/2 NPT
مشخصات فنی و ساختاری قلاویز ماشینی لوله گاز 1/2 NPT شامل قطر اسمی 21.34 میلیمتر و گام رزوه 14 رزوه در اینچ است. این ابزار بر اساس استاندارد ANSI/ASME B1.20.1 طراحی شده و زاویه مخروط رزوه آن 60 درجه است. جنس قلاویز از فولاد تندبر HSS یا کاربید با پوشش TiN ساخته شده که مقاومت سایشی بالا و عمر طولانی را تضمین میکند. طول کلی ابزار بین 70 تا 85 میلیمتر است و دارای دنباله استاندارد DIN 376 برای نصب آسان روی دستگاه CNC و دریلهای ستونی میباشد. این قلاویز قادر به ایجاد رزوههای دقیق با دقت کلاس 6H مطابق استاندارد ISO است و در صنایع نفت، گاز و هیدرولیک کاربرد فراوان دارد.
مشخصات فنی و ساختاری قلاویز ماشینی 1 اینچ G
مشخصات فنی و ساختاری قلاویز ماشینی 1 اینچ G شامل قطر اسمی 25.4 میلیمتر و گام رزوه 11 رزوه در اینچ است. این ابزار مطابق استاندارد BS EN 10226-1 طراحی شده و زاویه رزوه آن 55 درجه میباشد. جنس قلاویز از فولاد تندبر HSS با پوشش TiN یا TiCN ساخته شده که مقاومت سایشی بالا و عمر طولانی را تضمین میکند. طول کل ابزار بین 70 تا 90 میلیمتر است و دنباله آن مطابق DIN 376 یا ISO 296 برای نصب آسان روی دستگاههای CNC و ماشینهای تراش طراحی شده است. این قلاویز قادر به ایجاد رزوه دقیق با کلاس تحمل 6H است و در صنایع هیدرولیک و خطوط لوله با فشار متوسط کاربرد گسترده دارد.
مشخصات فنی و ساختاری قلاویز ماشینی 1/8 BSW
مشخصات فنی و ساختاری قلاویز ماشینی 1/8 BSW شامل قطر اسمی 9.68 میلیمتر و گام 20 رزوه در اینچ است. این ابزار بر اساس استاندارد BS 84 طراحی شده و زاویه رزوه آن 55 درجه میباشد که برای رزوههای Whitworth مشخص است. جنس قلاویز از فولاد تندبر HSS با پوشش TiN ساخته شده که مقاومت سایشی و حرارتی بالایی دارد. طول کلی ابزار بین 40 تا 60 میلیمتر است و دنباله آن مطابق DIN 376 برای نصب آسان روی دستگاههای CNC و دریلهای ستونی طراحی شده است. این قلاویز قادر به ایجاد رزوههای دقیق با کلاس تحمل 6H است و در صنایع خودرو، ماشینسازی و تجهیزات دقیق کاربرد فراوان دارد.
انواع hand tap و کاربرد آن ها
قلاویزدستی وسیله ای است برای ایجاد دنده (رزوه) داخلی روی قطعات مختلف فلزی، پلاستیکی یا حتی چوبی. این ابزار در شکل ها و نوع های مختلفی تولید می شود تا برای شرایط گوناگون کاری مناسب باشد. شناخت انواع قلاویز دستی دستی کمک می کند انتخاب بهتری متناسب با نیاز پروژه داشته باشید.
- قلاویز دستی تک تکه (Straight Tap): مناسب برای فلزات نرم مثل آلومینیوم، برنج و پلاستیک؛ سرعت بالا و دقت متوسط؛ استفاده در کارهای سبک و تعمیرات خانگی.
- قلاویز دستی سه تکه (Taper, Plug, Bottoming): شامل سه مرحله قلاویز ابتدایی (Taper Tap)، میانی (Plug Tap) و نهایی (Bottoming Tap)؛ مناسب برای فولاد سخت، فولاد ضد زنگ و قطعات حساس؛ دقت و کیفیت بالا در رزوه کاری.
- قلاویز چپ گرد: مخصوص رزوه هایی که باید در جهت خلاف عقربه های ساعت بسته شوند؛ کاربرد در ماشین سازی و تجهیزات چرخان.
- قلاویز مخروطی یا NPT: برای ایجاد رزوه های مخروطی مخصوص لوله هایی که نیاز به آب بندی بدون واشر دارند؛ استفاده در لوله کشی گاز، بخار و سیستم های هیدرولیک.
- قلاویز دستی BSP (نوع G): رزوه موازی برای لوله های آب، بخار و هوا در صنعت ساختمان و تاسیسات؛ نمونه رایج 1/8 G برای اتصالات کوچک و دقیق.
قیمت و خرید قلاویز دستی HSS سایز 10 میلی متر
قلاویز دستی HSS سایز 10 میلی متر یکی از ابزارهای کاربردی و پرطرفدار در صنعت و کارگاههای فنی است. جنس فولاد تندبر (HSS) این قلاویز باعث شده که مقاومت بسیار خوبی در برابر سایش و حرارت داشته باشد و برای رزوهکاری دقیق روی انواع فلزات از جمله فولاد، آلومینیوم و برنج مناسب باشد.اگر به دنبال خرید قلاویز دستی HSS سایز 10 میلی متر هستید، توجه داشته باشید که قیمت این محصول تحت تاثیر جنس، برند تولیدکننده، و کیفیت ساخت آن قرار دارد. معمولا قلاویزهای HSS با کیفیت بالاتر قیمتی مناسبتر اما دوام و کارایی بیشتر دارند که در نهایت باعث صرفهجویی در هزینههای تعمیر و تعویض میشود.
برای خرید کلی قلاویز دستی HSS سایز 10 میلی متر، معمولاً فروشندگان تخفیفهای ویژهای ارائه میکنند که قیمت تمامشده را کاهش میدهد و خرید عمده را به صرفهتر میکند. به همین دلیل، اگر در کارگاه یا کارخانه خود نیاز به تعداد زیادی قلاویز دارید، پیشنهاد میشود خرید کلی را مد نظر قرار دهید تا از مزایای قیمت مناسبتر و تامین مطمئن برخوردار شوید.در نهایت، انتخاب قلاویز دستی HSS سایز 10 میلی متر با کیفیت بالا و قیمت مناسب، تضمینکننده عملکرد دقیق و طول عمر بیشتر ابزار شما در پروژههای مختلف است.
مشخصات فنی و ساختاری قلاویز ماشینی 7/16 BSW
مشخصات فنی و ساختاری قلاویز ماشینی 7/16 BSW شامل قطر اسمی 11.11 میلیمتر و گام 14 رزوه در اینچ است. این ابزار مطابق استاندارد BS 84 با زاویه رزوه 55 درجه طراحی شده که استحکام بالای اتصال را تضمین میکند. جنس قلاویز از فولاد تندبر HSS با پوشش TiN است که مقاومت حرارتی و سایشی بالا دارد. طول کل ابزار بین 50 تا 75 میلیمتر و دنباله آن طبق DIN 376 برای نصب سریع و ایمن روی دستگاههای CNC و دریلهای ستونی طراحی شده است. این قلاویز قادر به ایجاد رزوههای دقیق با کلاس تحمل 6H بوده و کاربرد گستردهای در صنایع خودرو، ماشینسازی و هیدرولیک دارد.
مشخصات فنی و ساختاری قلاویز ماشینی 3/16 UNF
مشخصات فنی و ساختاری قلاویز ماشینی 3/16 UNF شامل قطر اسمی 4.76 میلیمتر و گام 24 رزوه در اینچ است. این ابزار مطابق استاندارد ANSI/ASME B1.1 با زاویه رزوه 60 درجه طراحی شده که باعث دقت و استحکام بالای اتصال میشود. جنس قلاویز از فولاد تندبر HSS با پوشش TiN است که مقاومت حرارتی و سایشی بالایی دارد. طول کل ابزار بین 40 تا 55 میلیمتر و دنباله آن مطابق DIN 376 برای نصب سریع و ایمن روی دستگاههای CNC و دریلهای ستونی طراحی شده است. این قلاویز قابلیت ایجاد رزوههای دقیق با کلاس تحمل 6H را دارد و در صنایع خودرو، الکترونیک و تجهیزات دقیق کاربرد وسیعی دارد.
مشخصات فنی و ساختاری قلاویز ماشینی 7/8 BSW
مشخصات فنی و ساختاری قلاویز ماشینی 7/8 BSW شامل قطر اسمی 22.23 میلیمتر و گام 9 رزوه در اینچ است. این ابزار مطابق استاندارد BS 84 با زاویه رزوه 55 درجه طراحی شده که باعث توزیع یکنواخت فشار و استحکام بالای اتصال میشود. جنس قلاویز از فولاد تندبر HSS با پوشش TiN بوده که مقاومت حرارتی و سایشی مناسبی ارائه میدهد. طول کل ابزار بین 70 تا 100 میلیمتر و دنباله آن طبق استاندارد DIN 376 برای نصب سریع و مطمئن روی دستگاههای CNC و دریلهای ستونی طراحی شده است. این قلاویز توانایی ایجاد رزوه دقیق با کلاس تحمل 6H را دارد و در صنایع نفت، خودرو و ماشینسازی کاربرد فراوانی دارد.
مشخصات فنی و ساختاری قلاویز ماشینی 1/2 UNF
مشخصات فنی و ساختاری قلاویز ماشینی 1/2 UNF شامل قطر اسمی 12.7 میلیمتر و گام 20 رزوه در اینچ است. این ابزار مطابق استاندارد ANSI/ASME B1.1 با زاویه رزوه 60 درجه طراحی شده که توزیع یکنواخت فشار و استحکام بالای اتصال را تضمین میکند. جنس قلاویز از فولاد تندبر (HSS) با پوشش TiN بوده که مقاومت حرارتی و سایشی مناسبی ارائه میدهد. طول کل ابزار بین 50 تا 75 میلیمتر و دنباله آن طبق استاندارد DIN 376 برای نصب سریع و مطمئن روی دستگاههای CNC و دریلهای ستونی طراحی شده است. این قلاویز قابلیت تولید رزوه با کلاس تحمل 6H را دارد و در صنایع خودروسازی، هوافضا و تجهیزات پزشکی کاربرد گستردهای دارد.
معرفی انواع SN.SNH.SNA
یاتاقان های سری SN، SNH و SNA، همگی از نوع یاتاقان های شیار عمیق (Deep Groove Ball Bearings) هستند اما تفاوت هایی در طراحی و کاربرد دارند:
- یاتاقان SN: این یاتاقان ها معمولا برای کاربردهای استاندارد طراحی شده اند. دارای قابلیت تحمل بارهای شعاعی و بارهای محوری متوسط هستند. مناسب برای سرعت های بالا و دارای قابلیت تنظیم دقیق هستند.
- یاتاقان SNH: نسخه بهبود یافته سری SN که دارای تحمل بار محوری بیشتر است. طراحی آن به گونه ای است که بارهای محوری بیشتری را می تواند تحمل کند و برای کاربردهای با بار محوری سنگین تر مناسب است. همچنین مقاومت بهتری در برابر شرایط کاری سخت تر دارد .
- یاتاقان SNA: این سری بیشتر برای کاربردهایی که نیاز به دقت بالا و تنظیمات حساس دارند به کار می رود. همچنین قابلیت تحمل بارهای محوری و شعاعی خوبی دارد و اغلب در موتورهای الکتریکی و دستگاه هایی با سرعت بالا استفاده می شود.
قیمت و خرید بلبرینگ SN، SNH و SNA
قیمت یاتاقان های سری SN، SNH و SNA تحت تاثیر عوامل متعددی قرار دارد که عبارتند از:
- جنس مواد: کیفیت فولاد و مواد به کار رفته در ساخت یاتاقان تاثیر مستقیم بر قیمت دارد.
- ابعاد و اندازه: اندازه یاتاقان شامل قطر داخلی، قطر خارجی و عرض، تعیین کننده قیمت آن است.
- کشور سازنده: یاتاقان های ساخت کشورهای معتبر با استانداردهای بالاتر معمولا قیمت بالاتری دارند.
- شرایط کارکرد: نوع آب بندی، پوشش ضدزنگ و مقاومت در برابر حرارت و خوردگی می تواند قیمت را افزایش دهد.
- برند و کیفیت: برندهای معتبر و یاتاقان های با کیفیت بالاتر قیمت بیشتری دارند اما دوام و عملکرد بهتری ارائه می دهند.
- تعداد سفارش: خرید عمده معمولا با قیمت های مناسب تری انجام می شود.
مشخصات فنی و ساختاری قلاویز ماشینی 4 HSS
قلاویز ماشینی 4 HSS ابزاری دقیق با قطر اسمی 4 میلیمتر و گام متریک استاندارد است که برای ایجاد رزوههای دقیق طراحی شده است. این ابزار مطابق استاندارد ISO 68-1 و با زاویه رزوه 60 درجه ساخته شده که توزیع فشار یکنواخت و استحکام بالای اتصال را تضمین میکند. جنس قلاویز از فولاد تندبر (HSS) با پوشش ضدسایش بوده و طول کل آن بین 40 تا 60 میلیمتر متغیر است. دنباله این ابزار مطابق DIN 371 طراحی شده تا نصب و تعویض سریع روی دستگاههای CNC و تراشکاری آسان باشد. این قلاویز ماشینی قابلیت ایجاد رزوه با دقت کلاس 6H و مناسب برای فلزات نرم تا نیمهسخت مانند آلومینیوم و فولاد کربنی دارد.
مشخصات فنی و ساختاری قلاویز ماشینی 18 HSS
قلاویز ماشینی 18 HSS ابزاری دقیق با قطر اسمی 18 میلیمتر و گام استاندارد متریک است که برای ایجاد رزوههای متقارن طراحی شده است. این قلاویز ماشینی مطابق با استاندارد ISO 68-1 ساخته شده و زاویه رزوه 60 درجه دارد که فشار را به صورت یکنواخت توزیع میکند و استحکام اتصال را افزایش میدهد. جنس این ابزار از فولاد تندبر با سختی بالا و پوشش ضدسایش است که مقاومت عالی در برابر حرارت و سایش فراهم میکند. طول کل ابزار بین 60 تا 80 میلیمتر متغیر بوده و دنباله آن طبق استاندارد DIN 371 برای نصب آسان روی دستگاههای CNC طراحی شده است. سرعت برش پیشنهادی 8 تا 15 متر بر دقیقه و هندسه دندانهها برای برش نرم و خروج بهینه براده تنظیم شده است، که کیفیت و دوام رزوه را تضمین میکند. این قلاویز در صنایع خودرو، ماشینسازی و تجهیزات پزشکی کاربرد فراوان دارد و برای پروژههای صنعتی پیچیده ایدهآل است.
مشخصات فنی
یاتاقان متحرک نیسان پاترول شش سیلندر از جنس آلیاژ آلومینیوم و قلع با لایه نهایی بای متال ساخته می شود تا مقاومت بالا در برابر فشار و دمای کاری را فراهم کند.
- قطر داخلی استاندارد: حدود 59.98 میلی متر
- ضخامت متوسط: بین 1.485 تا 1.495 میلی متر
- لقی مجاز روغن کاری: در محدوده 0.025 تا 0.055 میلی متر
- حداکثر تحمل بار شعاعی: تا 4200 نیوتن بر میلی متر مربع
- حداکثر دمای کاری: 220 درجه سانتی گراد
سطح تماس این یاتاقان دارای شیار مرکزی برای توزیع یکنواخت روغن بوده و پوشش ضد سایش آن از جنس قلع نیکل یا پلیمر تخصصی بسته به مدل تولید است.
قیمت و خرید
قیمت این قطعه بسته به عوامل زیر متفاوت است:
- برند تولیدکننده: مانند TAIHO، GLYCO، NDC یا برندهای ایرانی و چینی
- سایز یاتاقان: استاندارد یا اورسایز
- جنس و کیفیت متریال
- اصالت کالا: اصل یا تقلبی بودن قطعه
- نوسانات بازار قطعات یدکی خودرو
برای اطلاع از قیمت روز و خرید یاتاقان متحرک نیسان پاترول شش سیلندر با کارشناسان فروشگاه بلبرینگ انصاری تماس بگیرید و از مشاوره تخصصی و خرید مطمئن بهره مند شوید.
قیمت و خرید
قیمت این نوع یاتاقان ها معمولاً به موارد زیر بستگی دارد:
- تکنولوژی و نوع طراحی به کار رفته
- ابعاد و ظرفیت تحمل بار یاتاقان
- برند و کیفیت ساخت
- وجود سیستم های کنترلی و حسگرهای هوشمند همراه
- امکانات و خدمات پس از فروش
اگر قصد خرید یاتاقان مغناطیسی با کیفیت بالا و قیمت مناسب را دارید، پیشنهاد می کنیم با کارشناسان فروشگاه بلبرینگ انصاری تماس بگیرید. این فروشگاه محصولات اصل و استاندارد را همراه با پشتیبانی فنی ارائه می دهد تا شما بهترین انتخاب را داشته باشید.
ویزگی های کلیدی و مزایا
شیر پروانه ای ویفری گیربکس دار لاگ وگ ایران با بهره گیری از فناوری روز و طراحی مهندسی دقیق، توانسته است عملکرد بهینه و قابل اعتمادی در کنترل جریان سیالات صنعتی ارائه دهد. وجود گیربکس قوی، امکان کاربری آسان و تنظیم دقیق شیر را فراهم کرده و طراحی ویفری آن، نصب سریع و بدون دردسر را ممکن می سازد. این محصول در شرایط کاری سخت و محیط های خورنده، دوام بالایی داشته و نیاز به نگهداری مکرر را کاهش می دهد. در نتیجه، این شیر گزینه ای ایده آل برای صنایع پیشرفته است که نیازمند ترکیبی از دقت، استحکام و سهولت استفاده می باشند. مزایای شیر پروانه ای ویفری گیربکس دار لاگ وگ ایران عبارت است از:
- نصب سریع و آسان بدون نیاز به پیچ و مهره اضافی
- عملکرد مطمئن و دقیق در کنترل جریان سیالات
- کاهش هزینه های نگهداری و افزایش طول عمر دستگاه
- مناسب برای کاربردهای صنعتی حساس با نیاز به قطع و وصل سریع
- مقاومت بالا در برابر سایش و خوردگی سیالات مختلف
- قابلیت استفاده در صنایع نفت، گاز، پتروشیمی و نیروگاهی
- کاهش افت فشار به دلیل طراحی بهینه پروانه
برای مشاهده اطلاعات بیشتر درباره انواع شیر پروانه ای و محصولات مرتبط میتوانید به این صفحه مراجعه کنید.
مشخصات فنی و ساختاری قلاویز ماشینی DIN376 M16*2.0
قلاویز ماشینی DIN376 M162.0 با قطر اسمی 16 میلیمتر و گام رزوه 2.0 میلیمتر برای ایجاد رزوه متریک استاندارد داخلی طراحی شده است. این ابزار مطابق استاندارد DIN376 ساخته شده و دارای شیارهای مستقیم برای تخلیه یکنواخت براده در طول فرآیند رزوهزنی میباشد. طول کلی ابزار معمولاً برابر با 100 میلیمتر و طول بخش دندانهزن آن بین 22 تا 26 میلیمتر است. متریال ساخت معمولاً فولاد تندبر HSS یا HSS-E است که مقاومت بالایی در برابر حرارت و سایش دارد. دقت بالا در ساخت موجب تولید رزوههایی با تلرانس صنعتی دقیق شده و خطای هندسی را به حداقل میرساند. از قلاویز ماشینی DIN376 M162.0 در دستگاههای CNC، خطوط تولید انبوه و صنایع فلزکاری با بار کاری متوسط تا سنگین استفاده میشود.مشخصات فنی و ساختاری قلاویز ماشینی TIN-SFT DIN371 M5*0.8
قلاویز ماشینی TIN-SFT DIN371 M5\*0.8 ابزاری با دقت بالا برای ایجاد رزوه داخلی با قطر 5 میلیمتر و گام 0.8 میلیمتر میباشد. این ابزار مطابق استاندارد DIN371 طراحی شده و دارای شیار مارپیچی چپبر با زاویه حدود 35 تا 40 درجه است. طراحی آن بهگونهای است که تخلیه براده را در سوراخهای کور تسهیل میکند و مانع از گیرکردن ابزار میشود. طول کلی این قلاویز حدود 70 میلیمتر و طول قسمت رزوهزن آن تقریباً 16 میلیمتر میباشد. پوشش سطحی TiN باعث افزایش مقاومت سایشی و کاهش اصطکاک در حین کار میشود. جنس بدنه از فولاد تندبر یا آلیاژ HSS-E انتخاب شده که عملکرد حرارتی و مکانیکی مناسبی دارد. این قلاویز ماشینی برای استفاده در خطوط تولید دقیق و ماشینهای CNC گزینهای حرفهای و کارآمد محسوب میشود.
خرید TIN-SFT DIN371 M5*0.8 و سایر ابزار رزوه زنی از سدید صنعت
اگر به دنبال ابزاری هستید که در شرایط سخت صنعتی عملکرد قابل اعتماد داشته باشد، این مدل با طراحی مهندسی شده و پوشش ضد سایش، گزینه ای بی رقیب در میان قلاویزهای ماشینی محسوب می شود. استفاده از آن در خطوط تولید، تعمیرات صنعتی و ساخت قطعات دقیق، بهره وری را افزایش داده و کیفیت رزوه زنی را تضمین می کند.
برای تهیه قلاویز ماشینی TIN SFT DIN371 M5*0.8 و سایر انواع قلاویز ماشینی و دستی با استانداردهای DIN، UNC، UNF و متریک، می توانید با مجموعه تخصصی سدید صنعت تماس بگیرید. این مجموعه با ارائه ابزارهای رزوه زنی اصل، مشاوره فنی و ارسال سریع، انتخابی مطمئن برای تامین ابزارآلات صنعتی شماست.
مشخصات فنی و ساختاری قلاویز ماشینی TIN-SFT DIN371 M3*0.5
قلاویز ماشینی TIN-SFT DIN371 M3*0.5 با قطر 3 میلیمتر و گام 0.5 میلیمتر برای ایجاد رزوههای دقیق داخلی طراحی شده است. این ابزار مطابق استاندارد DIN371 و با شیار مارپیچی چپبر ساخته شده تا تخلیه براده در سوراخهای کور بهینه شود. طول کلی قلاویز حدود 55 میلیمتر و طول رزوهزنی آن تقریباً 12 میلیمتر است. پوشش تیتانیوم نیترید (TiN) مقاومت سایشی ابزار را افزایش داده و طول عمر آن را بهبود میبخشد. جنس بدنه از فولاد تندبر HSS یا HSS-E است که تحمل حرارت و فشار مکانیکی بالا را تضمین میکند. طراحی دقیق شیارها و زاویه مارپیچ باعث کاهش اصطکاک و افزایش کیفیت رزوه میشود. این قلاویز ماشینی در ماشینهای CNC و خطوط تولید صنعتی با دقت بالا کاربرد فراوان دارد.
قیمت و خرید TIN-SFT DIN371 M3*0.5
در بازار جهانی، قیمت قلاویز ماشینی با مشخصات مشابه معمولاً بین 3 تا 8 دلار متغیر است، بسته به برند، جنس و نوع پوشش. این قیمت میتواند در بازار ایران با توجه به نرخ ارز، هزینه حمل و واردات به چند برابر تبدیل شود.
برای اطلاع از قیمت دقیق، موجودی و شرایط خرید، پیشنهاد میشود با کارشناسان فروش سدید صنعت تماس بگیرید. کارشناسان سدید صنعت آمادهاند تا شما را در انتخاب بهترین قلاویز ماشینی متناسب با نیاز صنعتی تان راهنمایی کنند.
قیمت و خرید بال ولو Figure 565 وگ ایران
قیمت شیر توپی Figure 565 وگ ایران با توجه به سایز، جنس بدنه و نوع آببندی متفاوت است. عوامل تاثیرگذار در قیمت شامل فشار کاری، متریال استفاده شده و قابلیت نصب عملگر میباشند.همچنین تامین شیر با گارانتی کیفیت و خدمات پس از فروش اصلی از اهمیت بالایی برخوردار است.
خرید شیر توپی Figure 565 وگ ایران به صورت حضوری یا آنلاین از فروشگاههای تخصصی تجهیزات صنعتی و تاسیساتی امکانپذیر است. پیش از خرید، بررسی مشخصات فنی، سایز مناسب و تطابق با نیازهای پروژه، به انتخاب بهتر کمک میکند. همچنین، درخواست مشاوره فنی از کارشناسان فروش میتواند انتخابی بهینه و مطمئن را تضمین نماید.
قیمت و خرید کلاچ برینگ خودرو لیفان X60
قیمت و خرید بلبرینگ کلاچ لیفان به عوامل مختلفی از جمله نوع خودرو، کیفیت قطعه و برند تولیدکننده بستگی دارد. بلبرینگ کلاچ یکی از قطعات حیاتی سیستم انتقال قدرت است که عملکرد صحیح آن نقش مهمی در کارایی و دوام کلاچ دارد. انتخاب بلبرینگ با کیفیت بالا باعث کاهش آسیب به سایر اجزای کلاچ و بهبود عملکرد خودرو می شود. برای دریافت اطلاعات دقیق قیمت و خرید بهترین بلبرینگ کلاچ لیفان با گارانتی معتبر، می توانید به رول پارس مراجعه کنید. تیم حرفه ای رول پارس آماده ارائه مشاوره تخصصی و خدمات سریع در زمینه تامین قطعات یدکی خودرو است. جهت استعلام قیمت و خرید، همین حالا با رول پارس تماس بگیرید و از بهترین شرایط بهره مند شوید.
فروش بلبرینگ باکیفیت برای کلاچ خودرو پیکان
خرید و قیمت بلبرینگ کلاچ پیکان تحت تاثیر کیفیت ساخت، برند تولیدکننده و شرایط بازار قرار دارد. این قطعه نقش مهمی در انتقال نیرو و کارکرد صحیح کلاچ ایفا میکند. استفاده از بلبرینگ با کیفیت بالا موجب افزایش دوام سیستم کلاچ و کاهش هزینههای تعمیرات میشود. برای دریافت بهترین قیمت و خرید مطمئن بلبرینگ کلاچ پیکان، به رول پارس مراجعه کنید. رول پارس ارائهدهنده قطعات اصلی با گارانتی و خدمات پس از فروش کامل است. جهت استعلام قیمت و ثبت سفارش، همین حالا با تیم رول پارس تماس بگیرید و از مشاوره تخصصی بهرهمند شوید.
خرید یاتاقان کلاچ خودرو سمند با بهترین قیمت
برای خرید و استعلام قیمت بلبرینگ کلاچ سمند باید به کیفیت مواد اولیه و دقت ساخت توجه کرد. این قطعه حیاتی در عملکرد صحیح سیستم کلاچ خودرو تأثیر مستقیم دارد و تعویض به موقع آن از آسیب های جدی جلوگیری می کند. رول پارس با ارائه بلبرینگهای اصل و با دوام، بهترین گزینه برای تامین قطعات خودروهای سمند است. شما می توانید با مراجعه به رول پارس، از مشاوره تخصصی بهره مند شده و قیمت های رقابتی را دریافت کنید. جهت خرید آسان و مطمئن، همین الان با کارشناسان رول پارس تماس بگیرید و سفارش خود را ثبت کنید.
مشخصات فنی و ساختاری تسمه جوشی گرد
مشخصات فنی و ساختاری تسمه جوشی گرد شامل ویژگی های دقیق متالورژیکی و ابعادی این مقطع فولادی است که برای کاربردهای صنعتی و سازه ای طراحی می شود. تسمه جوشی گرد از ورق فولادی کم کربن با درصد کربن 0.15 تا 0.25 تولید شده و دارای مقاومت کششی 350 تا 500 مگاپاسکال می باشد. قطر این محصول معمولا در بازه 6 تا 60 میلیمتر و تلرانس قطر ±0.3 میلیمتر است. سختی سطحی در محدوده 110 تا 170 برینل قرار داشته و سطح آن می تواند نورد گرم یا گالوانیزه باشد. این تسمه به طول 6 یا 12 متر یا به صورت کلافی عرضه شده و با فرآیند جوشکاری مقاومتی یا لیزری تولید می گردد که دقت ابعادی و کیفیت جوش را تضمین می کند.
مشخصات فنی و ساختاری تسمه جوشی استخوانی
مشخصات فنی و ساختاری تسمه جوشی استخوانی شامل ترکیب متریال، ابعاد و ویژگی های مکانیکی این پروفیل خاص است. تسمه جوشی استخوانی از فولاد کربنی با درصد کربن 0.15 تا 0.30 ساخته شده و مقاومت کششی آن بین 380 تا 520 مگاپاسکال است. عرض بخش میانی معمولا 20 تا 100 میلیمتر و عرض لبه ها 30 تا 150 میلیمتر است. ضخامت این تسمه 3 تا 10 میلیمتر بوده و تلرانس ابعادی ±0.5 میلیمتر در عرض و ±0.2 میلیمتر در ضخامت دارد. سطح آن می تواند نورد گرم، روغنی یا گالوانیزه باشد. جوشکاری این تسمه با روش مقاومتی یا لیزری انجام شده و سختی سطح بین 120 تا 180 برینل است که قابلیت خمکاری سرد و پانچکاری دقیق را فراهم می کند.
مشخصات فنی و ساختاری تسمه جوشی PU پلی یورتان
تسمه جوشی PU پلی یورتان از مواد پلی اورتان با چگالی حدود 1.2 گرم بر سانتیمتر مکعب ساخته شده است. مقاومت کششی این تسمهها بین 30 تا 50 مگاپاسکال و مقاومت سایشی آنها کمتر از 0.1 میلیمتر در 1000 متر کارکرد است. عرض تسمه جوشی معمولاً از 10 تا 100 میلیمتر و ضخامت آن از 1 تا 5 میلیمتر متغیر است. این تسمهها دارای انعطافپذیری بالا و مقاومت حرارتی بین منفی 30 تا مثبت 80 درجه سانتیگراد هستند. اتصال تسمه جوشی با روش جوش حرارتی انجام میشود که باعث افزایش دوام و مقاومت در برابر پارگی میشود. این ویژگیها تسمه جوشی PU را برای کاربردهای صنعتی مانند انتقال مواد و تجهیزات بستهبندی ایدهآل میکند. برای اطلاعات بیشتر درباره تسمه جوشی پلی یورتان به سایت مراجعه کنید.
مرکز فروش وینچ ماشینی برند TMAX در تهران
برند TMAX سال هاست که در زمینه طراحی و تولید وینچ خودرویی و وینچ برقی فعال است و محصولات آن در پروژه های صنعتی، امداد و نجات و سفرهای طبیعت گردی استفاده می شوند. ویژگی های مهم این برند عبارت اند از:
- قدرت کشش بالا در مدل های مختلف
- مقاومت در برابر شرایط آب و هوایی سخت
- طراحی ارگونومیک و استفاده آسان
- طول عمر بالا و قطعات یدکی در دسترس
مرکز فروش وینچ ماشینی TMAX در تهران
در تهران، پیدا کردن یک مرکز فروش وینچ در تهران که هم تنوع مدل ها را ارائه دهد و هم خدمات پس از فروش قوی داشته باشد، اهمیت زیادی دارد. این مراکز معمولا امکان:
- مشاوره تخصصی قبل از خرید
- تست و نصب وینچ روی خودرو
- ارائه گارانتی و خدمات تعمیر
را برای مشتریان فراهم می کنند. یکی از نام های شناخته شده در این حوزه، لیفتینگ ابزار است که به عنوان مرجع فروش تجهیزات بالابر، کشنده و نجات، مدل های مختلف وینچ TMAX را با ضمانت اصالت و بهترین قیمت عرضه می کند.
خرید باسکول آویز ۳ تن دیجیتالی از لیفتینگ ابزار
فروشگاه لیفتینگ ابزار یکی از تامین کنندگان تخصصی تجهیزات بالابری و توزین صنعتی در ایران است که انواع باسکول آویز دیجیتال با ظرفیت های مختلف از جمله مدل ۳ تنی 3000 کیلوگرم را عرضه می کند. با خرید از لیفتینگ ابزار می توانید از مزایای زیر بهره مند شوید:
- ارائه محصولات اورجینال با مشخصات فنی دقیق
- تنوع برند و مدل برای انتخاب متناسب با نیاز
- مشاوره تخصصی پیش از خرید جهت انتخاب بهترین باسکول آویز دیجیتال
- گارانتی معتبر و خدمات پس از فروش
- ارسال سریع به سراسر کشور
اگر به دنبال قیمت به روز باسکول آویز دیجیتال ۳ تنی هستید یا میخواهید مدل های مختلف را با هم مقایسه کنید، کافی است به وب سایت لیفتینگ ابزار مراجعه کرده یا با کارشناسان فروش این مجموعه تماس بگیرید. تیم پشتیبانی این فروشگاه با ارائه اطلاعات کامل، شما را در انتخاب بهترین گزینه یاری می کند تا با خیال راحت خرید خود را انجام دهید.
دستگاهقلاویز زن هیدرولیک بازویی یکی از ابزارهای صنعتی پیشرفته و پرکاربرد در حوزه ماشینکاری و تعمیرات صنعتی است که برای ایجاد رزوه داخلی (قلاویزکاری) با دقت بالا و سرعت مطلوب طراحی شده است. این دستگاه به دلیل مکانیزم هیدرولیکی و بازویی بودن، امکان انجام عملیات قلاویز زنی روی قطعات سنگین و بزرگ با سهولت و ایمنی بیشتر را فراهم می کند.
ویژگی های کلیدی دستگاه قلاویز زن هیدرولیک بازویی
- قدرت و دقت بالا: مکانیزم هیدرولیکی قوی باعث افزایش دقت و کیفیت رزوه ها می شود و امکان قلاویز کاری روی انواع فلزات سخت را فراهم می کند.
- بازوی قابل تنظیم: بازوی انعطاف پذیر و قابل تنظیم این دستگاه، اجازه می دهد که عملیات قلاویز زنی در فضاهای محدود و قطعات با ابعاد مختلف انجام شود.
- کاربری آسان و ایمن: طراحی ارگونومیک و سیستم کنترلی ساده باعث سهولت استفاده حتی در محیط های صنعتی سخت و پرخطر می گردد.
- سرعت بالا و صرفه جویی در زمان: نسبت به روش های دستی، دستگاه هیدرولیک بازویی سرعت و بازدهی بالاتری دارد که موجب افزایش بهره وری در کارگاه ها می شود.
- قابلیت جابجایی و نصب سریع: وزن مناسب و طراحی جمع و جور دستگاه امکان انتقال و نصب سریع را برای استفاده در موقعیت های مختلف مهیا می کند.
نکات مهم در خرید دستگاه قلاویز زن هیدرولیک بازویی
برای انتخاب بهترین دستگاه قلاویز زن هیدرولیک بازویی، باید به فاکتورهایی مانند قدرت موتور هیدرولیک، محدوده عملکرد بازو، قابلیت تنظیم سرعت و جهت گردش، کیفیت ساخت و برند معتبر توجه کرد. همچنین وجود خدمات پس از فروش و تامین قطعات یدکی نیز از اهمیت بالایی برخوردار است.
دسته قلاویز یکی از ابزارهای حیاتی و کاربردی در صنعت ماشینکاری و تعمیرات فلزی است که برای ایجاد رزوه داخلی یا اصطلاحا قلاویزکاری استفاده می شود. این ابزار ساده اما مهم، به شما امکان می دهد تا پیچ های داخلی قطعات فلزی را با دقت و سرعت مناسب ایجاد کنید یا تعمیر نمایید.
کاربردهای دسته قلاویز
- ایجاد رزوه داخلی در قطعات فلزی در کارگاه های تولیدی و تعمیراتی
- تعمیر رزوه های خراب شده در قطعات مختلف صنعتی
- استفاده در صنایع خودرو سازی، هوافضا، ماشین آلات سنگین و ساخت تجهیزات صنعتی
- مناسب برای کارهای دستی و نیمه صنعتی که نیاز به دقت و کنترل بالا دارند
نکات مهم در انتخاب و خرید دسته قلاویز
برای خرید دسته قلاویز با کیفیت، توجه به جنس دسته، قابلیت تنظیم سایز، دوام در برابر فشار و وزن دسته اهمیت دارد. همچنین خرید از برندهای معتبر و فروشگاه های تخصصی ابزار صنعتی باعث می شود تا محصولی اورجینال و با گارانتی دریافت کنید.
علائم خرابی کلاچ برینگ 207
اگر هر یک از نشانه های زیر را مشاهده کردید، احتمال خرابی بلبرینگ کلاچ 207 وجود دارد. تشخیص زودهنگام مشکل می تواند از هزینه های بالای تعمیرات گیربکس جلوگیری کند.
- شنیدن صدای زوزه یا ساییدگی هنگام گرفتن کلاچ — معمولا صدای زوزه یا غرش هنگام فشردن پدال کلاچ نشان دهنده فرسایش یا آسیب در بلبرینگ رهاکننده کلاچ است.
- لرزش یا سفت شدن پدال کلاچ — اگر پدال کلاچ نرم و روان نیست و هنگام فشردن لرزش یا سختی حس می شود، بلبرینگ ممکن است از کار افتاده یا روانکاری اش از بین رفته باشد.
- دشواری در تعویض دنده به خصوص در دنده های پایین — خرابی بلبرینگ می تواند باعث عدم قطع کامل درگیری صفحه کلاچ شود و تعویض دنده را مشکل ساز کند.
- بوی سوختگی — حس بوی سوختگی یا داغ شدن غیرمعمول در ناحیه کلاچ می تواند نشانه فشار و لغزش بیش از حد و در نتیجه آسیب دیدن قطعات از جمله بلبرینگ باشد.
بلبرینگ کلاچ پژو 207، قیمت بلبرینگ کلاچ 207، علائم خرابی بلبرینگ کلاچ، تعویض بلبرینگ کلاچ پژو 207، خرید بلبرینگ کلاچ، بلبرینگ رهاکننده کلاچ، بلبرینگ کلاچ دستی، نکات نگهداری سیستم کلاچ.
بلبرینگ رها ساز کلاچ خراب شود چه میشود؟
اگر بلبرینگ کلاچ دچار ساییدگی یا شکستگی شود، خودرو هنگام گرفتن کلاچ صدای زوزه یا خرخر تولید می کند. همچنین ممکن است لرزش در پدال احساس شود و تعویض دنده ها به سختی انجام شود. در صورتی که به موقع برای تعویض بلبرینگ کلاچ پراید اقدام نکنید، آسیب به دیسک و صفحه و حتی گیربکس ممکن است رخ دهد.
برای استعلام قیمت روز و خرید یا دریافت مشاوره ، با کارشناسان رول پارس تکمیل صنعت تماس بگیرید.
انتخاب درست، یعنی رانندگی ایمن و بدون دردسر!
قیمت و خرید بلبرینگ کلاچ پراید | بلبرینگ کلاچ پراید در کجا قرار دارد | علائم خرابی بلبرینگ کلاچ پراید چیست | تعویض بلبرینگ کلاچ پراید چقدر زمان می برد | قیمت روز بلبرینگ کلاچ پراید | بهترین برند بلبرینگ کلاچ برای پراید
قیمت بلبرینگ کلاچ برلیانس
قیمت این قطعه به برند، کشور سازنده، کیفیت متریال و نوسانات بازار وابسته است. بلبرینگ کلاچ های اورجینال معمولا گران تر ولی با دوام تر هستند، در حالی که نمونه های اقتصادی قیمت کمتری دارند اما ممکن است عمر مفید کمتری ارائه دهند. با تماس با کارشناسان رول پارس، مرکز فروش انواع بلبرینگ خودرو از جمله بلبرینگ کلاچ در تهران، می توانید قیمت روز بلبرینگ کلاچ برلیانس را استعلام کرده و خریدی مطمئن انجام دهید.
بلبرینگ کلاچ برلیانس H230، بلبرینگ کلاچ برلیانس H220، بلبرینگ کلاچ برلیانس H330، بلبرینگ کلاچ برلیانس H320، قیمت بلبرینگ کلاچ برلیانس، خرید بلبرینگ کلاچ برلیانس، علائم خرابی بلبرینگ کلاچ برلیانس، بلبرینگ رهاکننده کلاچ برلیانس، نکات نگهداری سیستم کلاچ برلیانس.
نکات مهم در انتخاب و خرید ساچمه بلبرینگ تماس زاویه ای کویو
برای انتخاب درست و بهینه این نوع بلبرینگ باید به چند نکته توجه داشت:
- زاویه تماس: بسته به نوع بار و شرایط کاری، زاویه تماس متفاوتی لازم است. رایج ترین زاویه ها 15، 25 و 40 درجه هستند.
- قطر داخلی و خارجی: بر اساس نیاز دستگاه باید سایزهای مناسب را انتخاب کنید تا هماهنگی کامل با محور و بدنه فراهم شود.
- سرعت چرخش: ظرفیت تحمل سرعت در برند کویو بسیار بالا است اما بهتر است براساس کاتالوگ شرکت استعلام شود.
- نوع روانکاری: استفاده از گریس یا روغن مناسب طول عمر بلبرینگ را افزایش می دهد.
- گواهی اصالت و ضمانت: از فروشگاه ها و تامین کنندگان معتبر خرید کنید تا اصل بودن محصول تضمین شود.
اگر به دنبال یک بلبرینگ با کیفیت، دقیق و بادوام برای ماشین آلات خود هستید، ساچمه بلبرینگ تماس زاویه ای کویو KOYO ژاپن گزینه ای ایده آل است. این محصول با فناوری ژاپنی و استانداردهای جهانی طراحی شده تا عملکردی پایدار و مطمئن در انواع کاربردهای صنعتی ارائه دهد.
نکات مهم در خرید ساچمه برینگ شعاعی خود تنظیم NTN
برند NTN یکی از معتبرترین تولیدکنندگان بلبرینگ در جهان است که شهرت خود را مدیون فناوری پیشرفته ژاپنی و رعایت استانداردهای سخت گیرانه است. مزایای استفاده از ساچمه بلبرینگ شعاعی خود تنظیم NTN عبارتند از:
- کیفیت مواد اولیه بالا: استفاده از فولاد ضد زنگ با خلوص بالا که مقاومت بلبرینگ را در برابر سایش و خستگی افزایش می دهد.
- دقت ساخت و طراحی هوشمند: طراحی کروی رینگ خارجی و دو ردیف ساچمه به صورت کاملاً مهندسی شده باعث عملکرد بی نقص و کاهش لرزش می شود.
- قابلیت خود تنظیمی: این بلبرینگ ها حتی در شرایط ناهمراستایی محور یا شاسی، عملکرد مناسبی ارائه می دهند و از خرابی زودرس جلوگیری می کنند.
- مناسب برای بارهای شعاعی سنگین: تحمل بارهای شعاعی بالا و همچنین بارهای محوری کم تا متوسط.
- دوام و طول عمر بالا: فناوری پیشرفته NTN باعث می شود این بلبرینگ ها در شرایط محیطی مختلف از جمله دماهای بالا و گرد و غبار عملکرد مناسبی داشته باشند.
ویژگی های برجسته ساچمه بیرینگ خود تنظیم کویو KOYO
ویژگی های برجسته ساچمه بلبرینگ خود تنظیم کویو KOYO برند کویو (KOYO) یکی از معتبرترین تولیدکنندگان بلبرینگ در جهان به شمار می رود که محصولاتش به دلیل کیفیت بالا و فناوری پیشرفته ژاپنی شناخته شده اند. ویژگی های اصلی این بلبرینگ عبارتند از:
- طراحی خود تنظیم دقیق: ساختار دو ردیفه ساچمه به همراه رینگ کروی باعث جبران ناهمراستایی ها شده و از سایش زودرس جلوگیری می کند.
- مواد اولیه با کیفیت: استفاده از فولاد با کیفیت بالا و فرآیند حرارتی پیشرفته سبب افزایش مقاومت در برابر خستگی و خوردگی می شود.
- قابلیت تحمل بارهای شعاعی و محوری: این بلبرینگ برای بارهای شعاعی سنگین و همچنین بارهای محوری سبک تا متوسط بسیار مناسب است.
- دوام و طول عمر بالا: فناوری تولید کویو باعث شده تا بلبرینگ در شرایط سخت کاری و محیط های آلوده عملکرد پایدار و بدون نقص داشته باشد.
- کاهش لرزش و نویز: طراحی دقیق ساچمه و رینگ ها به کاهش لرزش و صدای ناشی از چرخش کمک می کند.
نکات کلیدی در خرید ساچمه خود تنظیم کویو
برای خرید بهینه و افزایش عمر مفید این بلبرینگ، به نکات زیر توجه کنید:- انتخاب سایز مناسب: بر اساس نیاز دستگاه و ابعاد محور، سایز داخلی، خارجی و عرض بلبرینگ را دقیق تعیین کنید.
- بررسی تحمل بار و سرعت: ظرفیت تحمل بار و سرعت مجاز بلبرینگ باید متناسب با شرایط کاری انتخاب شود.
- روانکاری صحیح: استفاده از روانکار مناسب و نگهداری به موقع بلبرینگ، عمر و عملکرد آن را به طور قابل توجهی افزایش می دهد.
- خرید از تامین کنندگان معتبر: تهیه محصول از فروشگاه های مجاز با گواهی اصالت، تضمین کیفیت و خدمات پس از فروش را به همراه دارد.
- نصب اصولی: رعایت اصول نصب و استفاده از تجهیزات تخصصی، از آسیب دیدن بلبرینگ جلوگیری می کند.
مشخصات فنی و ساختاری تسمه صنعتی انتقال قدرت
مشخصات فنی و ساختاری تسمه صنعتی انتقال قدرت شامل ضخامت 3 تا 15 میلی متر و عرض 10 تا 150 میلی متر است. مقاومت کششی این تسمه ها بین 2000 تا 12000 نیوتن متغیر می باشد و سرعت خطی مجاز تا 50 متر بر ثانیه است. ساختار آن شامل لایه های تقویت شده با الیاف پلی استر یا آرامید است که دوام و مقاومت در برابر سایش و حرارت را افزایش می دهد. ضریب اصطکاک مناسب تسمه موجب جلوگیری از لغزش و بهینه شدن انتقال نیرو می گردد. تلرانس ابعادی در ضخامت و قطر نباید از ±0.02 میلی متر بیشتر باشد تا عملکرد یکنواخت تضمین شود. مقاومت شیمیایی تسمه صنعتی در برابر روغن و مواد صنعتی باعث حفظ عملکرد پایدار در محیط های سخت می شود.
خرید و قیمت تسمه صنعتی تایمینگ timing
در انتخاب و تعیین قیمت تسمه صنعتی تایمینگ، عوامل متعددی مانند جنس مواد اولیه، عرض و ضخامت، طول تسمه، و برند تولیدکننده نقش اساسی دارند. کیفیت تولید، دقت دندانهها، و مقاومت در برابر سایش نیز بر قیمت نهایی تاثیرگذار است. تسمههای صنعتی تایمینگ استاندارد معمولا بین 15 تا 150 دلار قیمت دارند. انتخاب مناسب باید با توجه به نوع موتور و شرایط کارکرد انجام شود تا عمر مفید دستگاه افزایش یابد.
- جنس مواد اولیه: پلی اورتان، نایلون یا لاستیک مقاوم
- عرض و ضخامت: تعیین کننده توان تحمل بار
- طول تسمه: بر اساس قطر پولی و مسیر حرکت
- برند و کیفیت ساخت: تضمین دقت و دوام
- مقاومت در برابر دما و سایش: مناسب محیط کاری صنعتی
- نوع دندانهها: سینکرون یا استاندارد برای انتقال نیرو
مشخصات فنی و ساختاری تسمه صنعتی PU پلی یورتان
مشخصات فنی و ساختاری تسمه صنعتی PU پلی یورتان شامل ضخامت 2 تا 10 میلی متر و عرض 10 تا 100 میلی متر است. مقاومت کششی تسمه بین 3000 تا 10000 نیوتن متغیر بوده و دقت ابعادی آن تا ±0.05 میلی متر کنترل می شود. این تسمه ها دارای مقاومت بالا در برابر سایش، روغن، حرارت تا 90 درجه سانتی گراد و مواد شیمیایی هستند. ساختار انعطاف پذیر تسمه PU امکان انتقال نیرو با حداقل لغزش و حداکثر بهره وری را فراهم می کند. این تسمه ها در صنایع مختلفی مانند بسته بندی، خودروسازی و ماشین آلات دقیق کاربرد دارند و عملکرد پایدار در شرایط محیطی سخت از ویژگی های بارز آنها محسوب می شود.
خرید و قیمت تسمه صنعتی باندو BANDO
فاکتورهای موثر بر خرید و قیمت تسمه صنعتی باندو BANDO شامل جنس مواد، طول و عرض، نوع شیار و کاربرد نهایی است. تسمههای تایمینگ و انتقال نیرو با تقویت فولادی و مقاومت حرارتی بالا قیمت حدود 20 تا 150 دلار دارند. مقاومت شیمیایی و دمای کاری تاثیر مستقیم بر انتخاب و دوام تسمه دارد. همچنین برند باندو کیفیت یکنواخت و کاهش لغزش را تضمین میکند. انتخاب درست مطابق مشخصات فنی موجب کاهش هزینه نگهداری و افزایش عمر مفید سیستمهای انتقال نیرو میشود.
- نوع تسمه صنعتی: تایمینگ (Timing) یا انتقال نیرو (Power Transmission)
- جنس مواد: نئوپرن، پلیاورتان یا لاستیک تقویتشده با فولاد
- طول و عرض: طول 500–3000 میلیمتر، عرض 10–50 میلیمتر
- تعداد شیار: 3–12 شیار بسته به کاربرد و توان انتقالی
- مقاومت حرارتی: 70–120 درجه سانتیگراد بسته به جنس
- مقاومت شیمیایی: مقاوم در برابر روغن، گریس و مواد شیمیایی صنعتی
- برند: باندو تضمین کیفیت، یکنواختی و کاهش لغزش ارائه میدهد
- قیمت تقریبی: 20–150 دلار بر اساس ابعاد و جنس
- کاربرد: خودرو، ماشینآلات صنعتی، خطوط نقاله و سیستمهای انتقال نیرو
- طول عمر متوسط: 50,000–120,000 کیلومتر بسته به شرایط کاری
نکات مهم در خرید کلاچ برینگ رانا
انتخاب بلبرینگ کلاچ رانا اصلی یکی از مهم ترین اقداماتی است که می تواند تاثیر مستقیمی بر عملکرد نرم سیستم کلاچ و افزایش عمر دیسک و صفحه داشته باشد. در ادامه نکات کلیدی که باید هنگام خرید به آن توجه کنید را بررسی می کنیم:
- اصل بودن و کیفیت قطعه خرید بلبرینگ کلاچ اورجینال رانا با شماره فنی مخصوص این خودرو، تضمین کننده عملکرد بی صدا، تعویض دنده روان و جلوگیری از خرابی زودهنگام کلاچ است. قطعات غیراصل معمولا از آلیاژهای بی کیفیت ساخته می شوند و به دلیل دقت پایین در ساخت، خیلی سریع دچار لقی یا ساییدگی می گردند.
- انتخاب برند معتبر برندهای شناخته شده ای مانند INA، Valeo و SKF در بازار ایران و جهان امتحان خود را پس داده اند. این برندها از تکنولوژی پیشرفته در تولید بلبرینگ کلاچ خودروهای پژو و رانا استفاده می کنند و دوام بالاتری دارند. توجه کنید که برخی فروشندگان از نام این برندها سوء استفاده کرده و نمونه های تقلبی را به جای اصلی عرضه می کنند.
- بررسی بسته بندی و هولوگرام محصولات اصلی دارای بسته بندی با چاپ باکیفیت، هولوگرام امنیتی و شماره سریال معتبر هستند. پیش از خرید، شماره سریال را با شرکت واردکننده یا وب سایت رسمی برند بررسی کنید تا از اصالت کالا مطمئن شوید.
- گارانتی و خدمات پس از فروش فروشگاه های معتبر معمولا ضمانت اصالت بلبرینگ کلاچ رانا را به مشتری ارائه می دهند. گارانتی می تواند شامل تعویض قطعه معیوب یا بازگشت وجه باشد. خرید از فروشگاه بدون گارانتی ریسک بالایی دارد و ممکن است شما را با هزینه های دوباره باز و بست گیربکس مواجه کند.
- تناسب با مدل و سال ساخت خودرو هرچند بلبرینگ کلاچ رانا شباهت زیادی به مدل های دیگر خانواده پژو دارد، اما برای بهترین عملکرد باید دقیقا متناسب با مدل و سال ساخت خودرو انتخاب شود. استفاده از قطعه غیرهمخوان می تواند باعث ایجاد صدا، لرزش و حتی آسیب به گیربکس شود.
توصیه تخصصی: هنگام خرید بلبرینگ کلاچ رانا اورجینال، حتما به فروشنده معتبر مراجعه کنید، شماره فنی را بررسی نمایید و از قطعه دارای هولوگرام و فاکتور رسمی استفاده کنید. فروشگاه رول پارس (تکمیل صنعت) یکی از مراکز معتبر فروش قطعات یدکی خودرو به ویژه بلبرینگ کلاچ رانا اصلی است که محصولات خود را با ضمانت اصالت کالا و فاکتور رسمی عرضه می کند. خرید از این فروشگاه می تواند اطمینان شما را از طول عمر بالا و عملکرد روان سیستم کلاچ تضمین نماید.
علائم خرابی کلاچ بیرینگ پمپی ام وی ام 530
تشخیص به موقع خرابی بلبرینگ کلاچ پمپی از اهمیت بالایی برخوردار است تا از آسیب رسیدن به سایر قطعات جلوگیری شود. برخی از علائم رایج خرابی بلبرینگ کلاچ پمپی ام وی ام 530 عبارتند از:
- ایجاد صدای غیرطبیعی هنگام گرفتن کلاچ
- احساس لرزش یا گیر کردن پدال کلاچ
- سخت شدن تعویض دنده ها
- لغزش یا تاخیر در انتقال نیرو به گیربکس
این علائم نشان می دهد که بلبرینگ نیاز به بررسی یا تعویض دارد.
خرید بلبرینگ رهاساز پمپی ام وی ام 530 با کیفیت
برای خرید بلبرینگ کلاچ پمپی مناسب، بهتر است به نکات زیر توجه کنید:
- انتخاب برند معتبر و قطعات اصلی
- بررسی گارانتی و خدمات پس از فروش
- تطابق شماره فنی بلبرینگ با خودرو ام وی ام 530
- مشورت با کارشناسان فنی و مکانیک های متخصص
یکی از معتبرترین مراکز تامین قطعات اصلی، رول پارس (تکمیل صنعت) است که با ارائه محصولات با کیفیت و گارانتی معتبر، می تواند گزینه مناسبی برای خرید بلبرینگ کلاچ پمپی ام وی ام 530 باشد.
استفاده از قطعات غیراستاندارد ممکن است باعث کاهش کارایی و افزایش هزینه های تعمیر شود، بنابراین حتماً قبل از خرید با کارشناسان رول پارس (تکمیل صنعت) مشورت کنید تا بهترین انتخاب را داشته باشید.
علائم خرابی و نشانه های تعویض یاتاقان پلوس L90
بلبرینگ پلوس یکی از قطعات حیاتی در سیستم انتقال نیرو خودرو ال L90 است که خرابی آن میتواند تاثیر مستقیم روی عملکرد خودرو و ایمنی رانندگی داشته باشد. شناسایی سریع علائم خرابی بلبرینگ پلوس باعث میشود قبل از بروز مشکلات بزرگتر، نسبت به تعویض آن اقدام کنید.
مهمترین علائم خرابی بلبرینگ پلوس ال L90 عبارت است از:
- صدای غژغژ، جیرجیر یا غرغر هنگام حرکت:شنیدن صداهای غیرعادی از قسمت جلو یا اطراف پلوس مخصوصا هنگام حرکت، پیچیدن یا شتابگیری، یکی از واضحترین نشانههای خرابی بلبرینگ است.
- لرزش یا تکان غیرطبیعی در فرمان یا بدنه خودرو:خرابی بلبرینگ باعث ایجاد لرزش در هنگام رانندگی میشود که معمولا در سرعتهای بالا یا پیچیدن بیشتر احساس میشود.
- سختی در تعویض دنده یا کاهش شتاب خودرو:بلبرینگ معیوب باعث انتقال نامناسب نیرو میشود که این امر ممکن است باعث کاهش عملکرد پلوس و سختی در تعویض دنده شود.
- نشتی روغن یا گریس از اطراف پلوس:خرابی بلبرینگ باعث آسیب به لاستیکهای آببندی و نشت روغن میشود که باید به سرعت بررسی و رفع شود.
- گرم شدن بیش از حد پلوس:اگر پلوس پس از رانندگی داغ میشود، احتمالا به دلیل اصطکاک زیاد و خرابی بلبرینگ است.
نشانههای قطعی برای تعویض بلبرینگ ال L90
- افزایش محسوس صدای بلبرینگ حتی در حالت سکون یا سرعت پایین
- افزایش لرزش و ناپایداری خودرو در مسیرهای صاف
- مشاهده شل بودن یا حرکت غیرعادی پلوس هنگام بازدید فنی
- وجود خوردگی، ترک یا آسیب ظاهری روی بلبرینگ هنگام باز کردن قطعه
- کاهش چشمگیر کارایی خودرو و ایجاد صدای ساییدگی در گیربکس
چگونه بهترین پلوس برینگ سمند را بخرم؟
انتخاب بهترین بلبرینگ پلوس سمند نقش بسیار مهمی در حفظ عملکرد صحیح سیستم انتقال نیرو و افزایش طول عمر قطعات خودرو دارد. برای اینکه از کیفیت و دوام قطعه اطمینان حاصل کنید، به نکات زیر توجه ویژه داشته باشید:
- اطمینان از اصل بودن قطعه و برند معتبر: استفاده از بلبرینگ پلوس اصل و باکیفیت، مهمترین عامل در جلوگیری از خرابیهای زودهنگام و آسیب به سایر قطعات خودرو است. برندهای معتبر داخلی و خارجی که استانداردهای فنی را رعایت میکنند، گزینههای مطمئنی برای خرید محسوب میشوند.
- هماهنگی با مدل و سال ساخت خودرو سمند: بلبرینگ پلوس سمند در مدلها و سالهای مختلف ممکن است دارای مشخصات فنی متفاوتی باشد. بنابراین باید بلبرینگی را انتخاب کنید که کاملا با مدل خودروی شما سازگار باشد تا عملکرد بهینه و نصب صحیح را تضمین کند.
- بررسی گارانتی و خدمات پس از فروش: انتخاب قطعهای که همراه با گارانتی معتبر ارائه میشود، امنیت خرید را افزایش میدهد و در صورت بروز هرگونه مشکل، امکان تعویض یا تعمیر آن وجود دارد. همچنین خدمات پس از فروش مناسب باعث میشود در طول دوره استفاده از محصول، نگرانی کمتری داشته باشید.
- استفاده از نظر متخصصین و تعمیرکاران مجرب: تجربه و دانش کارشناسان تعمیر خودرو و قطعات یدکی در انتخاب بهترین بلبرینگ پلوس بسیار ارزشمند است. آنها میتوانند با بررسی دقیق نیاز خودرو و شرایط کارکرد، بهترین گزینه را به شما پیشنهاد دهند.
برای خرید بلبرینگ پلوس سمند اصل و با کیفیت، کارشناسان مجرب رول پارس (تکمیل صنعت) آماده راهنمایی و مشاوره تخصصی به شما هستند. با بهرهگیری از تجربه چندین ساله و همکاری با برندهای معتبر، رول پارس تضمین میکند که بهترین قطعات را با قیمت رقابتی و خدمات پس از فروش کامل در اختیار مشتریان قرار دهد.
شما میتوانید از طریق تماس با کارشناسان رول پارس، ضمن دریافت مشاوره تخصصی، خریدی مطمئن و بدون دغدغه داشته باشید. همچنین تیم پشتیبانی این مجموعه همراه شما خواهد بود تا هرگونه سوال و مشکل فنی در زمینه نصب و نگهداری بلبرینگ پلوس سمند را پاسخگو باشد.
خرید بهترین بلبرینگ برای پلوس خودرو پژو 405 از رول پارس (تکمیل صنعت)
برای خرید بهترین بلبرینگ پلوس پژو 405 به نکات زیر دقت کنید:
- خرید از برندهای معتبر و تامینکنندگان قابل اعتماد
- اطمینان از اصل بودن قطعه و داشتن گارانتی معتبر
- هماهنگی با مدل و سال ساخت خودرو پژو 405
- دریافت مشاوره از کارشناسان فنی و متخصصان تعمیر خودرو
برای خرید بلبرینگ پلوس از بهترین برندها و با اطمینان کامل، با کارشناسان رول پارس (تکمیل صنعت) تماس بگیرید تا مشاوره تخصصی دریافت کنید و خریدی مطمئن و با کیفیت داشته باشید.
نکات مهم در خرید بلبرینگ مناسب برای گیربکس خودرو پژو 206
نکات مهم در انتخاب بلبرینگ گیربکس 206 عبارت است از:
- کیفیت و اصل بودن قطعه: استفاده از بلبرینگ گیربکس 206 اصل و با کیفیت بالا باعث افزایش عمر گیربکس و جلوگیری از مشکلات زودرس می شود.
- تناسب با مدل خودرو: بلبرینگ گیربکس باید کاملاً با مشخصات فنی پژو 206 شما هماهنگ باشد تا عملکرد بهینه ای داشته باشد.
- گارانتی و خدمات پس از فروش: قطعه با گارانتی معتبر انتخاب کنید تا در صورت بروز مشکل بتوانید از خدمات تعویض یا تعمیر بهره مند شوید.
- مشاوره تخصصی: قبل از خرید با کارشناسان متخصص مشورت کنید تا بهترین گزینه را متناسب با نیاز خودرویتان انتخاب کنید.
با انتخاب بلبرینگ گیربکس پژو 206 اصل و باکیفیت، عملکرد گیربکس خودروی خود را بهبود بخشید و از رانندگی روان و بدون مشکل لذت ببرید. برای خرید و مشاوره تخصصی، میتوانید با کارشناسان مجرب رول پارس (تکمیل صنعت) تماس بگیرید تا بهترین راهنمایی را دریافت کنید.
ویژگیهای بلبرینگ برای گیربکس انواع خودرو سواری و سنگین
هر خودرو با توجه به نوع گیربکس و مشخصات فنی خود، نیازمند بلبرینگ گیربکس خاصی است که به طور دقیق با سیستم آن هماهنگ باشد. بلبرینگ های بی کیفیت یا نامتناسب می توانند باعث خرابی زودرس، صداهای غیرطبیعی و کاهش راندمان گیربکس شوند. به همین دلیل، انتخاب بلبرینگ گیربکس اصل و استاندارد برای خودروهای سبک، سنگین، سواری و حتی خودروهای شاسی بلند اهمیت زیادی دارد.
- کیفیت ساخت بالا: بلبرینگ باید از مواد مرغوب و استاندارد ساخته شده باشد تا در برابر فشار، حرارت و سایش مقاومت کافی داشته باشد.
- هماهنگی کامل با مدل خودرو: هر مدل خودرو نیاز به سایز و مشخصات فنی خاصی از بلبرینگ دارد که باید دقیقاً تطابق داشته باشد.
- ضدزنگ و مقاوم در برابر خوردگی: مقاومت در برابر رطوبت و شرایط جوی مختلف، از اهمیت بالایی برخوردار است.
- گارانتی و خدمات پس از فروش: قطعاتی که همراه با گارانتی معتبر عرضه می شوند، اطمینان خرید را بالا می برند.
علائم خرابی گیربکس بیرینگ پژو 405 چیست
بلبرینگ گیربکس پژو 405 وظیفه کاهش اصطکاک میان قطعات متحرک گیربکس را دارد و به انتقال صحیح نیرو کمک می کند. خرابی این قطعه باعث ایجاد صدای غیرعادی، سختی در تعویض دنده و کاهش کارایی خودرو می شود. به همین دلیل انتخاب بلبرینگ گیربکس اصل و باکیفیت اهمیت زیادی دارد.
- صدای زوزه یا ساییدگی هنگام تعویض دنده
- لرزش غیرطبیعی در گیربکس یا بدنه خودرو
- سختی در تعویض دنده یا گیر کردن دنده ها
- نشت روغن یا گریس از محل نصب بلبرینگ
- افزایش دمای گیربکس در حین رانندگی
مشخصات فنی و ساختاری فیلتر هیدرولیک لیفتراک
مشخصات فنی و ساختاری فیلتر هیدرولیک لیفتراک شامل ظرفیت فیلتراسیون 5 تا 20 میکرون و فشار کاری تا 25 بار است. عناصر فیلتراسیون آن از جنس الیاف سلولزی یا سینتتیک با سطح فیلتراسیون تا 1 متر مربع ساخته میشوند. قاب فیلتر از فلز مقاوم به خوردگی طراحی شده که در برابر لرزشهای شدید عملکرد پایدار دارد. این فیلترها با دمای کاری منفی 20 تا 110 درجه سانتیگراد سازگار بوده و عمر مفید آنها بین 800 تا 1500 ساعت است. استانداردهای بینالمللی مانند ISO 16889 تضمینکننده کیفیت فیلتراسیون و دوام مکانیکی این فیلترها میباشند. طراحی دقیق و ساختار مقاوم باعث افزایش طول عمر سیستم هیدرولیکی و کاهش هزینههای تعمیرات لیفتراک میشود.
خرید و قیمت فیلتر هیدرولیک روغن گیربکس
قیمت و خرید فیلتر هیدرولیک روغن گیربکس به عوامل متعددی مانند نوع فیلتر، دقت فیلتراسیون و برند سازنده بستگی دارد. قیمت این فیلترها معمولاً در بازه 60 تا 180 دلار متغیر است و برندهای معتبر مانند Parker، Bosch و Donaldson کیفیت تضمینی ارائه میدهند. انتخاب فیلتر با ظرفیت فیلتراسیون 5 تا 15 میکرون و تحمل فشار کاری حداقل 30 بار، باعث افزایش دوام سیستم انتقال قدرت میشود. خرید از فروشندگان معتبر و توجه به استانداردهای جهانی مانند ISO 16889، ضامن عملکرد بهینه و طول عمر بالای فیلتر است. استفاده از فیلترهای استاندارد موجب کاهش هزینههای تعمیر و نگهداری تا 25 درصد میشود و بهرهوری دستگاه را افزایش میدهد.
قیمت و خرید فیلتر هیدرولیک بالدوین Baldwin
قیمت و خرید فیلتر هیدرولیک بالدوین Baldwin تحت تاثیر کیفیت ساخت، دقت فیلتراسیون و مواد به کار رفته قرار دارد. این فیلترها با ظرفیت فیلتراسیون 3 تا 10 میکرون و تحمل فشار کاری تا 35 بار، در صنایع مختلف کاربرد وسیع دارند. قیمت فیلترهای بالدوین در بازار جهانی بین 80 تا 220 دلار متغیر است و برند Baldwin به دلیل دوام بالا و عملکرد بهینه شناخته شده است. خرید از تامینکنندگان معتبر و اطمینان از اصالت کالا، تاثیر زیادی بر کارایی و طول عمر سیستم هیدرولیکی دارد. انتخاب صحیح این فیلترها باعث کاهش هزینههای نگهداری تا 30 درصد و افزایش بازدهی تجهیزات میشود.
قیمت و خرید فیلتر هیدرولیک دویتس DEUTZ
قیمت و خرید فیلتر هیدرولیک دویتس DEUTZ تحت تاثیر عوامل متعددی مانند مدل دستگاه، ظرفیت فیلتراسیون و فشار کاری قرار دارد. این فیلترها معمولاً دقت فیلتراسیون 5 تا 12 میکرون و تحمل فشار تا 30 بار دارند. قیمت آنها در بازه 70 تا 200 دلار متغیر است و برند DEUTZ به خاطر کیفیت بالا و عمر مفید طولانی شناخته میشود. استفاده از فیلترهای اصلی دویتس باعث بهبود کارایی سیستم هیدرولیک و کاهش استهلاک قطعات داخلی میشود. خرید از تامینکنندگان معتبر با تضمین اصالت محصول، ضامن عملکرد پایدار و کاهش هزینههای نگهداری است. انتخاب فیلتر متناسب با شرایط کاری دستگاه، عمر سیستم هیدرولیکی را تا 35 درصد افزایش میدهد.
قیمت و خرید فیلتر هیدرولیک بیل مکانیکی کوماتسو KOMATSU
قیمت و خرید فیلتر هیدرولیک بیل مکانیکی کوماتسو KOMATSU بستگی به مدل دستگاه و مشخصات فنی فیلتر دارد. دقت فیلتراسیون این فیلترها بین 5 تا 15 میکرون و تحمل فشار کاری تا 35 بار است. قیمت معمول آنها در محدوده 80 تا 220 دلار متغیر است. انتخاب فیلتر استاندارد باعث بهبود عملکرد سیستم هیدرولیکی و کاهش استهلاک قطعات متحرک میشود. خرید از تامینکنندگان معتبر و با تضمین کیفیت، عمر مفید سیستم هیدرولیک را تا 30 درصد افزایش میدهد. استفاده از فیلترهای اصلی کوماتسو به حفظ فشار و روانکاری مناسب کمک میکند و هزینههای تعمیرات دورهای را به طور چشمگیری کاهش میدهد.
قیمت و خرید فیلتر هیدرولیک مینی لودر باب کت Bobcat
قیمت و خرید فیلتر هیدرولیک مینی لودر باب کت Bobcat بستگی به نوع فیلتر، دقت فیلتراسیون و برند دارد. این فیلترها معمولاً با ظرفیت فیلتراسیون 5 تا 15 میکرون و تحمل فشار کاری تا 30 بار طراحی میشوند. قیمت آنها بین 80 تا 220 دلار متغیر است و فیلترهای اورجینال باب کت به دلیل کیفیت بالای ساخت و دوام، از بهترین گزینهها هستند. انتخاب فیلتر مناسب موجب افزایش عمر سیستم هیدرولیکی تا 30 درصد و کاهش هزینههای تعمیرات میشود. خرید از فروشندگان معتبر با تضمین اصالت کالا، تضمینکننده عملکرد بهینه دستگاه در شرایط کاری سنگین است. به همین دلیل، انتخاب دقیق فیلتر اهمیت بالایی در حفظ بهرهوری و سلامت مینی لودر دارد.
قیمت و خرید فیلتر هیدرولیک ولوو VOLVO
قیمت و خرید فیلتر هیدرولیک ولوو VOLVO تحت تاثیر نوع فیلتر، دقت فیلتراسیون و فشار کاری قرار دارد. این فیلترها معمولاً با ظرفیت فیلتراسیون 5 تا 15 میکرون و تحمل فشار تا 35 بار عرضه میشوند. قیمت آنها در بازه 80 تا 210 دلار است و برند ولوو به کیفیت بالا و دوام طولانی مشهور است. استفاده از فیلترهای اصلی ولوو موجب افزایش عمر مفید سیستم هیدرولیکی و کاهش هزینههای تعمیر و نگهداری میشود. خرید از تامینکنندگان معتبر با تضمین اصالت محصول، عملکرد بهینه و ایمنی دستگاه را تضمین میکند. انتخاب فیلتر مناسب شرایط کاری دستگاه، بهرهوری سیستم را تا 30 درصد افزایش میدهد.
نکات مهم در خرید بلبرینگ دما بالا برای خودرو ال 90
هنگام خرید این قطعه مهم و تاثیرگذار، به نکات زیر توجه کنید:
- اصل بودن محصول: همیشه از برندهای معتبر و قطعات اورجینال استفاده کنید تا از خرابی زود هنگام جلوگیری شود.
- تطابق با مدل خودرو: پیش از خرید، سازگاری بلبرینگ با مدل L90 یا تندر 90 را بررسی کنید.
- ضمانت نامه معتبر: خرید از فروشگاه هایی که گارانتی و خدمات پس از فروش ارائه می دهند، خیال شما را از کیفیت محصول راحت می کند.
قیمت این قطعه بسته به برند، کشور سازنده و کیفیت مواد اولیه متفاوت است. بلبرینگ های تولید برندهای معتبر اروپایی یا ژاپنی معمولا قیمت بالاتری دارند، اما از نظر دوام و عملکرد، ارزش خرید بیشتری خواهند داشت.
💡 برای خرید بلبرینگ نسوز L90 با بهترین قیمت و دریافت مشاوره تخصصی، همین حالا با کارشناسان رول پارس تکمیل صنعت تماس بگیرید و از خدمات تضمینی ما بهره مند شوید.
خرید و قیمت بلبرینگ برای خودرو سمند
نکات مهم در خرید بلبرینگ نسوز خودرو سمند عبارت است از:
- اصل بودن محصول: همیشه از برندهای معتبر و قطعات اورجینال استفاده کنید.
- تطابق با مدل خودرو: اطمینان حاصل کنید که بلبرینگ انتخابی با مدل و سال ساخت خودروی سمند شما سازگار باشد.
- ضمانت نامه معتبر: خرید از فروشگاه هایی که گارانتی و خدمات پس از فروش ارائه می دهند، امنیت خرید را بالا می برد.
قیمت این قطعه به عوامل مختلفی مانند برند، کشور سازنده، کیفیت مواد اولیه و نوع بلبرینگ بستگی دارد. معمولا برندهای معتبر اروپایی و ژاپنی قیمت بالاتری دارند اما طول عمر و کیفیت بیشتری ارائه می دهند.
بلبرینگ نسوز خودرو سمند، خرید بلبرینگ نسوز سمند، قیمت بلبرینگ نسوز خودرو، بهترین بلبرینگ برای سمند، ویژگی های بلبرینگ نسوز، بلبرینگ نسوز چرخ جلو سمند، عمر بلبرینگ نسوز.
فاکتور های موثر بر قیمت و خرید Kingpin bearing
قیمت بلبرینگ کله گاوی بسته به برند سازنده، کیفیت مواد اولیه، کشور تولید و نوع بلبرینگ متفاوت است. معمولا محصولات برندهای اروپایی و ژاپنی قیمت بالاتری دارند اما از نظر کیفیت و دوام گزینه بهتری محسوب میشوند.
اگر به دنبال بلبرینگ کله گاوی با کیفیت برای خودروی ال L90 خود هستید، حتما محصولی استاندارد و اورجینال انتخاب کنید تا از عملکرد بهینه سیستم تعلیق و فرمان خودرو خود مطمئن باشید. برای خرید با بهترین قیمت و مشاوره تخصصی، همین حالا با فروشگاه رول پارس (تکمیل صنعت) تماس بگیرید و از خدمات حرفهای ما بهره مند شوید.
اهمیت خرید بلبرینگ مناسب برای پژو 206
خودروی پژو 206 به دلیل طراحی فنی خاص سیستم تعلیق و شرایط متنوع جادهای، نیازمندبلبرینگ کله گاوی است که بتواند فشارهای مکانیکی را در طول زمان تحمل کند. انتخاب بلبرینگ کله گاوی استاندارد و اصل، از آسیب به قطعات جانبی جلوگیری کرده و تجربه رانندگی ایمن و روان تر فراهم میآورد.برای خرید بلبرینگ کله گاوی اصل و با کیفیت برای خودروی پژو 206 خود، همین حالا با کارشناسان حرفهای رول پارس تماس بگیرید و از مشاوره تخصصی و قیمت های مناسب بهره مند شوید.
بلبرینگ کله گاوی پژو 206، خرید بلبرینگ کله گاوی پژو 206، قیمت بلبرینگ کله گاوی پژو 206، بلبرینگ تعلیق پژو 206، بهترین بلبرینگ کله گاوی پژو 206، ویژگی های بلبرینگ کله گاوی پژو.
نکات مهم در خرید باتر فلای ولو مدل تفلونی
شیر پروانه ای تفلونی با ویژگی های مقاومت بالا در برابر خوردگی و عملکرد دقیق، انتخابی مناسب برای صنایع شیمیایی و حساس است. انتخاب شیر اصل با کیفیت و متناسب با نیاز فرآیند، باعث افزایش کارایی سیستم و کاهش هزینه های نگهداری می شود.مهم ترین نکات مهم در انتخاب شیر پروانه ای تفلونی شامل موارد زیر است:
- جنس بدنه و پوشش تفلونی: اطمینان از کیفیت تفلون و سازگاری با سیال مورد نظر
- سایز و فشار کاری: انتخاب شیر مناسب با ابعاد و فشار کاری سیستم
- گارانتی و استانداردها: خرید از برندهای معتبر با ضمانت کیفیت
- نوع عملگر: شیر پروانه ای تفلونی با عملگر دستی، پنوماتیک یا الکتریکی متناسب با نیاز فرآیند
فاکتورهای موثر بر قیمت و خرید باتر فلای ولو گیربکسی
قیمت شیر پروانه ای گیربکسی به فاکتورهایی مانند جنس بدنه، نوع گیربکس، برند سازنده و ابعاد شیر بستگی دارد. شیرهای برندهای معتبر اروپایی و آسیایی به دلیل کیفیت بالاتر معمولا قیمت بالاتری دارند اما از نظر دوام و عملکرد به صرفه تر هستند.
فاکتورهای موثر بر قیمت و خرید شیر پروانه ای گیربکسی عبارتند از:
- جنس بدنه و گیربکس: کیفیت مواد اولیه به ویژه جنس بدنه و گیربکس تاثیر مستقیم بر دوام و قیمت دارد. بدنه های فولادی ضد زنگ یا آلیاژهای مقاوم، معمولا قیمت بالاتری دارند.
- سایز شیر: هرچه قطر شیر بزرگتر باشد، قیمت آن نیز افزایش می یابد، چرا که مواد بیشتری مصرف شده و نیاز به گیربکس قوی تری است.
- فشار کاری: شیرهای مناسب برای فشارهای بالا قیمت بالاتری دارند، زیرا باید استحکام بیشتری داشته باشند و استانداردهای خاصی را رعایت کنند.
- نوع گیربکس: گیربکس های دستی ساده معمولا ارزان تر هستند، اما گیربکس های پنوماتیک یا الکتریکی به دلیل پیچیدگی بیشتر و قابلیت اتوماسیون، قیمت بالاتری دارند.
- برند و کشور سازنده: برندهای معتبر اروپایی و ژاپنی به دلیل کیفیت و خدمات پس از فروش بهتر، قیمت های بالاتری دارند.
- استانداردها و گارانتی: داشتن استانداردهای بین المللی و ضمانت معتبر روی قیمت تاثیر می گذارد و خرید مطمئن تری را رقم می زند.
ویژگی های کلیدی باتر فلای ولو ویفری برند وگ ایران
شیر پروانه ای ویفری گیربکس دار VOG Iran با طراحی کامپکت و نصب آسان، امکان کنترل دقیق جریان سیالات را فراهم می کند. گیربکس موجود در این شیر، باعث تسهیل عملیات باز و بسته کردن آن حتی در فشارهای بالا و قطرهای بزرگ می شود.
از مهم ترین ویژگی های این شیر می توان به موارد زیر اشاره کرد:
- بدنه ویفری با ضخامت مناسب برای نصب بین دو فلنج بدون نیاز به پیچ و مهره اضافی
- گیربکس مقاوم و دقیق برای باز و بسته شدن نرم و سریع
- مکانیزم آب بندی مطمئن با استفاده از نشیمن گاه لاستیکی یا فلزی
- مناسب برای سیالات مختلف از جمله آب، هوا، بخار، روغن و مواد شیمیایی
- استانداردهای بین المللی و ملی مطابق با استاندارد API و BS
چرا شیر پروانه ای صنعتی مدل ویفری گیربکس دار وگ ایران را بخریم؟
انتخاب شیر پروانه ای مناسب، نقش کلیدی در افزایش بازدهی سیستم های انتقال سیالات دارد. شیر پروانه ای ویفری گیربکس دار VOG Iran با بهره گیری از تکنولوژی روز دنیا و مواد اولیه با کیفیت، تضمین کننده عمر طولانی و عملکرد بی نقص است.
از دیگر مزایای این محصول می توان به موارد زیر اشاره کرد:
- کاهش هزینه های نگهداری و تعمیرات
- کاربری آسان و ایمنی بالا
- مقاومت در برابر خوردگی و فشارهای بالا
- سازگاری کامل با استانداردهای ملی و بین المللی
نکات مهم هنگام خرید چک ولو ویفری دو دیسکه VOG IRAN
برای خرید شیر یکطرفه ویفری دو دیسکه باید به موارد زیر توجه کنید:
- تعیین دقیق قطر و فشار کاری مورد نیاز سیستم
- بررسی استانداردها و گواهی های کیفیت محصول
- انتخاب برند معتبر و دارای پشتیبانی
- مطابقت شیر با نوع سیال و شرایط کاری
به طور کلی شیر یکطرفه نوع ویفری دو دیسکه وگ ایران (VOG Iran) با طراحی بهینه، عملکرد قابل اعتماد و نصب آسان، بهترین انتخاب برای جلوگیری از برگشت جریان در سیستم های صنعتی و عمرانی است. این محصول با کیفیت عالی و قیمت مناسب، به افزایش ایمنی و بهره وری سیستم شما کمک می کند.
مشخصات فنی و ساختاری فیلتر سپراتور پرکینز Perkins
مشخصات فنی و ساختاری فیلتر سپراتور پرکینز Perkins شامل طراحی دقیق برای جداسازی ذرات روغن از هوا با راندمان بیش از 99.9 درصد و ظرفیت تحمل فشار کاری تا 10 بار می باشد. این فیلتر با ابعاد دقیق و استفاده از الیاف میکرونی مقاوم، طول عمر متوسط 2000 ساعت عملکرد مداوم را فراهم می کند. بدنه فلزی گالوانیزه و درز بندی مقاوم در برابر دماهای 80 تا 120 درجه سانتیگراد، عملکرد پایدار را تضمین می کند. کاربرد اصلی فیلتر سپراتور پرکینز در کمپرسورهای صنعتی و ماشین آلات سنگین بوده و قابلیت حذف ذرات تا اندازه 0.3 میکرون را دارا است که منجر به کاهش استهلاک تجهیزات می شود.
قیمت و خرید فیلتر سپراتور موتور دیزل دویتس
قیمت و خرید فیلتر سپراتور موتور دیزل دویتس تحت تاثیر عوامل متعددی مانند برند، نوع فیلتر و ظرفیت کاری قرار دارد. این فیلترها با توانایی جداسازی دقیق ذرات روغن و آب، عمر مفید تجهیزات دیزل را افزایش می دهند. قیمت معمولی فیلترهای اصلی دویتس بین 40 تا 120 دلار متغیر است که بسته به مدل و سایز تغییر می کند. خرید از تامین کنندگان معتبر تضمین کیفیت و سازگاری فیلتر با موتور را به همراه دارد. استفاده از فیلترهای اورجینال باعث کاهش هزینه های نگهداری و افزایش بهره وری موتور دیزل می شود. نانو تجارت با ارائه مشاوره تخصصی، بهترین گزینهها را در زمینه قیمت و خرید فیلتر سپراتور موتور دیزل دویتس به مشتریان ارائه می دهد.
قیمت و خرید فیلتر فیلتر سپراتور آبگیر ویکس WIX آمریکا
قیمت و خرید فیلتر سپراتور آبگیر ویکس WIX آمریکا به دلیل کیفیت بالای ساخت و دقت عملکرد، مورد توجه صنایع مختلف است. این فیلترها با قابلیت حذف آب و ذرات معلق از سوخت، عمر تجهیزات را افزایش می دهند. قیمت نمونههای اصلی این فیلترها در بازار جهانی معمولاً بین 50 تا 130 دلار متغیر است که به مدل و ظرفیت بستگی دارد. خرید از تامینکنندگان معتبر مانند نانو تجارت، تضمین کننده اصالت و کارایی محصول است. فیلترهای WIX با استانداردهای سختگیرانه تولید و تست شدهاند تا بهترین عملکرد در شرایط سخت کاری را ارائه دهند. انتخاب صحیح این فیلترها باعث کاهش خرابی موتور و بهبود کارایی سیستم سوخت رسانی می شود.قیمت و خرید فیلتر سپراتور آب از گازوئیل دویتس DEUTZ
قیمت و خرید فیلتر سپراتور آب از گازوئیل دویتس DEUTZ به عوامل مختلفی مانند کیفیت ساخت، برند و ظرفیت جداسازی بستگی دارد. این فیلترها توانایی حذف ذرات آب تا 99 درصد را دارند که از آسیب به موتور جلوگیری میکند. قیمت معمول در بازار جهانی بین 50 تا 130 دلار متغیر است و بسته به مدل دقیق دستگاه متفاوت است. خرید فیلتر از منابع معتبر تضمین کننده دوام و کارایی طولانی مدت در عملکرد سیستم سوخترسانی میباشد. نانو تجارت با ارائه فیلترهای اصل و مشاوره تخصصی، بهترین گزینهها را برای خرید فیلتر سپراتور آب از گازوئیل دویتس فراهم میکند تا کارایی موتور دیزل بهینه بماند و هزینههای نگهداری کاهش یابد.
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور بالدوین Baldwin
عوامل متعددی بر قیمت و خرید فیلتر سپراتور بالدوین تاثیر میگذارند. کیفیت مواد اولیه، دقت فیلتراسیون و سازگاری با تجهیزات مختلف از جمله مهمترین عوامل هستند. فیلترهای بالدوین با استانداردهای بینالمللی تولید شده و دقت جداسازی ذرات آنها معمولاً تا 99.9 درصد است. قیمتهای این فیلترها بین 50 تا 150 دلار بسته به مدل و سایز متغیر است. همچنین، نوع کاربرد فیلتر، مانند استفاده در موتورهای دیزل یا کمپرسورها، در تعیین قیمت موثر است. تامینکنندگان معتبر و گارانتی محصول نیز در انتخاب و خرید بهینه نقش دارند. نانو تجارت با ارائه محصولات اورجینال و اطلاعات تخصصی، خرید مطمئن را برای مشتریان تضمین میکند.
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور آبگیر کت CAT
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور آبگیر کت CAT شامل کیفیت ساخت، مواد اولیه و دقت فیلتراسیون است. این فیلترها با راندمان جداسازی آب تا 99 درصد، عملکرد موتور را بهبود می بخشند. برند CAT به دلیل استانداردهای سختگیرانه تولید و تست دوام، قیمت بالاتری دارد. قیمت این فیلترها معمولا در بازه 50 تا 150 دلار است که بر اساس مدل و سازگاری با سیستم هیدرولیک تغییر می کند. تامین از فروشندگان معتبر تضمین اصالت کالا و طول عمر فیلتر را به همراه دارد. انتخاب صحیح فیلتر سپراتور آبگیر کت CAT موجب کاهش هزینههای تعمیر و افزایش بازدهی موتور می شود.
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور ماشین آلات راهسازی
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور ماشین آلات راهسازی شامل جنس مواد سازنده، نرخ فیلتراسیون و سازگاری با نوع دستگاه است. کیفیت ساخت و استانداردهای بین المللی نقش کلیدی در دوام و عملکرد دقیق فیلتر دارند. برندهای معتبر با فناوری پیشرفته هزینه بالاتری دارند اما عمر مفید فیلتر را افزایش می دهند. ظرفیت فیلتر و ابعاد نیز تاثیر مستقیم بر قیمت دارند. قیمت فیلترهای تخصصی راهسازی بین 60 تا 150 دلار متغیر است. انتخاب فیلتر مناسب با توجه به نوع و شرایط کاری دستگاه باعث بهینه سازی عملکرد و کاهش هزینه های تعمیرات می شود. همچنین، تامین از فروشندگان معتبر تضمین اصالت و کارایی محصول را به همراه دارد.
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور آب از گازوئیل کمباین فرگوسن
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور آب از گازوئیل کمباین فرگوسن شامل کیفیت مواد سازنده، دقت فیلتراسیون و برند تولیدکننده است. دقت جداسازی آب تا 99 درصد باعث افزایش عمر موتور و کاهش هزینه تعمیرات میشود. قیمت فیلترهای استاندارد این دستگاه بین 30 تا 90 دلار متغیر است. فیلترهای با عملکرد بالا معمولا از مواد مقاوم در برابر خوردگی ساخته شدهاند که دوام را افزایش میدهد. خرید از فروشندگان معتبر تضمین کننده تطابق فیلتر با استانداردهای موتور فرگوسن است. همچنین ظرفیت و سایز فیلتر بر قیمت نهایی تاثیرگذار است و انتخاب درست فیلتر با توجه به شرایط عملیاتی دستگاه اهمیت ویژهای دارد. نانو تجارت با ارائه محصولات اورجینال، مشاوره تخصصی و قیمت رقابتی، گزینهای مطمئن برای خرید فیلتر سپراتور است.
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور موتور دیزل کومنز
فاکتورهای موثر بر قیمت و خرید فیلتر سپراتور موتور دیزل کومنز شامل کیفیت مواد ساخت، دقت فیلتراسیون و ظرفیت جریان روغن است. برندهای معتبر با تکنولوژی پیشرفته، قیمت بالاتری دارند که با عمر طولانی تر و عملکرد بهتر همراه است. عوامل دیگری مانند اندازه فیلتر، فشار کاری و مقاومت در برابر خوردگی نیز تاثیر مستقیم بر هزینه خرید دارند. معمولاً قیمت این فیلترها بین 50 تا 130 دلار متغیر است که بستگی به مدل و استانداردهای مورد نیاز موتور دارد. انتخاب فیلترهای اصل و استاندارد باعث کاهش هزینههای نگهداری و افزایش بازدهی سیستم هیدرولیک موتور میشود. در نهایت، تامینکنندگان معتبر با ارائه ضمانت و خدمات پس از فروش، اطمینان خرید را برای مصرفکننده فراهم میکنند.
مزایای خرید از پمپ صنعتی دنده ای بوش رکسروت
خرید پمپ دنده ای مناسب نقش بسیار مهمی در افزایش کارایی سیستم های هیدرولیکی دارد. پمپ دنده ای بوش رکسروت با ویژگی های خاص خود، مزایای زیر را برای کاربران فراهم می کند:
- افزایش دقت و کنترل جریان سیال
- کاهش هزینه های تعمیر و نگهداری به دلیل دوام بالا
- عملکرد بی صدا و روان در شرایط کاری مختلف
- سهولت نصب و راه اندازی
- تضمین کیفیت و پشتیبانی از سوی برند معتبر بوش رکسروت
اگر به دنبال خرید پمپ دنده ای بوش رکسروت اصل و با مشاوره تخصصی هستید، تیم ما آماده پاسخگویی و ارائه بهترین راهکارها به شماست.
نکات مهم هنگام خرید پمپ غلیط کش آلمانی KRACHT
برای خرید پمپ دنده ای KRACHT آلمان باید به موارد زیر توجه داشته باشید:
- تعیین دقیق مشخصات فنی پمپ متناسب با نیاز سیستم
- بررسی اصالت کالا و گارانتی محصول
- انتخاب پمپ با متریال سازگار با نوع سیال مورد استفاده
- بررسی فشار کاری و دبی مورد نیاز
- مشاوره با کارشناسان متخصص برای انتخاب بهترین مدل
اگر به دنبال خرید پمپ دنده ای KRACHT آلمان با بهترین قیمت و همراه با مشاوره تخصصی هستید، تیم ما آماده ارائه خدمات و راهنمایی به شما می باشد.
مزایای خرید پمپ صنعتی دنده ای بیرونی Hydromot
پمپ دنده ای بیرونی Hydromot یکی از بهترین گزینه ها برای انتقال سیالات در سیستم های هیدرولیکی و صنعتی است که به دلیل کیفیت ساخت بالا و عملکرد قابل اعتماد، مورد توجه بسیاری از مهندسان و متخصصان قرار گرفته است. اگر به دنبال یک پمپ دنده ای بیرونی با کارایی عالی و طول عمر بالا هستید، Hydromot انتخاب ایده آلی خواهد بود.
چرا پمپ دنده ای بیرونی Hydromot را را بخریم؟
- عملکرد دقیق و کنترل بهینه جریان سیالپمپ دنده ای بیرونی Hydromot با طراحی مهندسی پیشرفته امکان انتقال سیالات با دبی و فشار ثابت را فراهم می کند که این موضوع در حفظ پایداری و کارایی سیستم های هیدرولیکی بسیار مهم است.
- دوام و طول عمر بالا این پمپ ها از متریال مقاوم و با کیفیت ساخته شده اند که در برابر سایش، خوردگی و فشارهای بالا مقاومت خوبی دارند و همین باعث کاهش نیاز به تعمیر و نگهداری مکرر می شود.
- کاهش هزینه های عملیاتیبا انتخاب پمپ دنده ای بیرونی Hydromot، هزینه های مربوط به نگهداری، تعمیرات و تعویض قطعات به طور قابل توجهی کاهش می یابد که این موضوع باعث صرفه جویی اقتصادی در بلندمدت می شود.
- نصب و راه اندازی آسان ساختار فشرده و طراحی کاربردی این پمپ باعث می شود که نصب و راه اندازی آن در سیستم های مختلف به سهولت انجام شود و زمان توقف تجهیزات به حداقل برسد.
- سازگاری با انواع سیالاتپمپ دنده ای بیرونی Hydromot برای انتقال انواع سیالات از جمله روغن های صنعتی، مواد شیمیایی، آب و دیگر مایعات مناسب است و به همین دلیل در صنایع متعددی کاربرد دارد.
- عملکرد بی صدا و روان این پمپ ها به گونه ای طراحی شده اند که در هنگام کارکرد، نویز و لرزش کمتری تولید کنند که این موضوع باعث بهبود شرایط کاری و افزایش ایمنی محیط می شود.
اگر قصد خرید پمپ دنده ای بیرونی Hydromot را دارید و به دنبال محصول با کیفیت و خدمات پس از فروش مطمئن هستید، تیم ما آماده ارائه مشاوره تخصصی و راهنمایی کامل به شماست.
قیمت و خرید پمپ صنعتی دنده ای هیدرولیک KOZMAKSAN ترکیه
قیمت و خرید پمپ دنده ای هیدرولیک KOZMAKSAN ترکیه یکی از موارد مهمی است که هنگام انتخاب و تامین تجهیزات هیدرولیکی باید به آن توجه ویژه داشت. پمپ دنده ای KOZMAKSAN با کیفیت ساخت بالا و عملکرد بهینه، گزینهای ایدهآل برای سیستمهای هیدرولیک صنعتی محسوب میشود. این پمپها با قابلیت تحمل فشارهای بالا و انتقال سیالات با دقت و راندمان بالا، در صنایع مختلف از جمله ماشینآلات سنگین، خطوط تولید و سیستمهای هیدرولیکی کاربرد گستردهای دارند. هنگام خرید پمپ دنده ای هیدرولیک KOZMAKSAN، علاوه بر قیمت رقابتی، باید به اصالت کالا، گارانتی معتبر و خدمات پس از فروش توجه شود تا بهترین بهرهوری و عمر مفید دستگاه تضمین گردد. انتخاب این برند ترک، با توجه به تکنولوژی روز و استانداردهای بینالمللی، میتواند سرمایهگذاری مطمئنی برای بهبود عملکرد سیستمهای هیدرولیکی شما باشد.
قیمت و خرید بلبرینگ جلو تارا
بلبرینگ چرخ جلو تارا به عوامل متعددی مانند برند سازنده، کیفیت مواد اولیه، تکنولوژی تولید و استانداردهای رعایت شده بستگی دارد. برندهای معتبر جهانی مانند SKF، NSK و FAG به دلیل استفاده از فولادهای مقاوم و طراحی مهندسی پیشرفته، عمر طولانی و عملکرد روان ارائه می دهند. این برندها معمولا دارای استانداردهای ISO و گواهینامه های بین المللی هستند که بر ارزش محصول می افزاید. شرایط آب و هوایی، نوع جاده و سبک رانندگی نیز در انتخاب بلبرینگ مناسب موثر است. انتخاب محصولی که با شرایط کاری خودروی تارا هماهنگ باشد، مانع خرابی زودهنگام سیستم تعلیق و افزایش هزینه های نگهداری می شود. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و از مشاوره تخصصی بهره مند شوید.
قیمت بلبرینگ جلو برلیانس H220 و H230
بلبرینگ چرخ جلو برلیانس تحت تاثیر برند، جنس فولاد، نوع آبکاری و تکنولوژی ساخت قرار دارد. برندهای معتبر مانند SKF، NTN و KOYO طراحی دقیق و آب بندی پیشرفته ارائه می دهند. معمولا قیمت در بازار جهانی بین 40 تا 90 دلار بسته به سایز و مدل متغیر است.
شرایط جاده، آب و هوا و شیوه رانندگی در دوام بلبرینگ موثر است. بلبرینگ های ارزان تر ممکن است در بازه 20 تا 35 دلار قرار گیرند اما دوام کمتری دارند. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) تماس بگیرید و از مشاوره تخصصی بهره مند شوید.
بلبرینگ جلوی خودرو پراید را از کجا بخریم؟
بلبرینگ چرخ جلو پراید به عواملی مانند برند، کیفیت فولاد، فناوری تولید و استانداردهای کیفی وابسته است. برندهای مطرح جهانی مانند SKF، KOYO و NSK به دلیل استفاده از فولاد سخت کاری شده و طراحی مهندسی دقیق، عملکرد روان و عمر طولانی ارائه می دهند. این محصولات اغلب دارای استانداردهای بین المللی مانند ISO یا TS هستند که ارزش خرید را افزایش می دهد. در بازار جهانی، قیمت بلبرینگ چرخ جلو برای این برندها معمولا بین 15 تا 35 دلار متغیر است و بسته به مدل و محل تولید تغییر می کند.
شرایط کارکرد خودرو، کیفیت جاده ها و سبک رانندگی نقش مهمی در انتخاب بلبرینگ مناسب دارند. بلبرینگ های اقتصادی که از فولاد متوسط ساخته می شوند، معمولا بین 8 تا 15 دلار عرضه می شوند اما دوام کمتری دارند. انتخاب محصول استاندارد و اورجینال هزینه های تعمیرات آتی را کاهش می دهد. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و از مشاوره تخصصی بهره مند شوید.
قیمت بلبرینگ برای چرخ عقب 405
بلبرینگ چرخ عقب 405 تحت تاثیر عواملی مانند برند سازنده، کیفیت متریال، فناوری تولید و محل ساخت قرار دارد. برندهای شناخته شده بین المللی مانند SKF، FAG و NTN با استفاده از فولادهای مقاوم و فرآیندهای حرارت دهی دقیق، محصولاتی با دوام بالا و عملکرد روان ارائه می کنند. این بلبرینگ ها اغلب دارای استانداردهای جهانی مانند ISO یا DIN هستند که اعتبار و ارزش خرید آن ها را افزایش می دهد. در بازار جهانی، قیمت بلبرینگ چرخ عقب این برندها برای مدل های متناسب با پژو 405 معمولا بین 18 تا 40 دلار متغیر است.
نوع کاربری خودرو، شرایط جاده و تناوب سرویس دهی نیز تاثیر مستقیم بر انتخاب و طول عمر بلبرینگ دارد. محصولات اقتصادی تر با کیفیت متوسط حدود 10 تا 18 دلار قیمت دارند اما در شرایط سخت دوام کمتری خواهند داشت. استفاده از بلبرینگ استاندارد علاوه بر بهبود ایمنی، هزینه های تعمیرات آتی را کاهش می دهد. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و از مشاوره تخصصی بهره مند شوید.
قیمت و خرید بلبرینگ مناسب برای چرخ عقب خودرو پراید
بلبرینگ چرخ عقب پراید تحت تاثیر عواملی مانند برند تولیدکننده، کیفیت فولاد، تکنولوژی ساخت و محل تولید قیمتگذاری میشود. برندهای معتبر بین المللی مانند SKF، NSK و KOYO به دلیل استفاده از فولاد مقاوم و طراحی مهندسی دقیق، دوام و عملکرد بهتری ارائه می دهند. این بلبرینگ ها اغلب دارای استانداردهای جهانی ISO هستند که باعث افزایش اطمینان خریدار می شود. در بازار جهانی، قیمت این محصولات برای مدل های سازگار با پراید معمولا بین 12 تا 25 دلار متغیر است که بسته به کشور سازنده تغییر می کند.
شرایط استفاده خودرو، کیفیت جاده و نحوه نگهداری نیز تاثیر مستقیمی بر انتخاب و طول عمر بلبرینگ دارند. بلبرینگ های ارزان تر با کیفیت متوسط حدود 7 تا 12 دلار قیمت دارند اما ممکن است در شرایط سخت دوام کمتری داشته باشند. انتخاب محصول استاندارد باعث افزایش ایمنی و کاهش هزینه های تعمیرات آینده می شود. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و از مشاوره تخصصی بهره مند شوید.
بهترین برند و مارک بلبرینگ عقب تیبا کدام است؟
بهترین مارک بلبرینگ چرخ عقب تیبا معمولاً برندهای معتبر جهانی مثل SKF، NSK و FAG شناخته می شوند. این برندها به دلیل کیفیت بالای مواد اولیه، دقت ساخت بالا و رعایت استانداردهای بین المللی، عملکرد روان و طول عمر بالایی دارند.
استفاده از این برندها باعث افزایش ایمنی و کاهش نیاز به تعویض مکرر بلبرینگ می شود و از آسیب به سیستم تعلیق خودرو جلوگیری می کند. البته انتخاب بلبرینگ اصل و متناسب با مشخصات فنی خودرو تیبا اهمیت زیادی دارد. اگر بخواهید راهنمایی تخصصی تر یا خرید این برندها را داشته باشید، کارشناسان رول پارس (تکمیل صنعت) می توانند کمک کنند.
فاکتورهای موثر بر قیمت و خرید Alternator bearing پژو 405
قیمت بلبرینگ دینام 405 تحت تاثیر عواملی مانند برند سازنده، کیفیت مواد اولیه و دقت تولید قرار دارد. برندهای معتبر جهانی مانند SKF و NSK با استفاده از فولادهای با کیفیت و تکنولوژی پیشرفته، عمر طولانی و عملکرد بهینه را تضمین می کنند. معمولا قیمت این برندها بین 15 تا 35 دلار متغیر است که نشان دهنده ارزش و دوام بالای محصول است. علاوه بر برند، رعایت استانداردهای بین المللی و گواهینامه های کیفیت نیز بر افزایش قیمت تاثیر می گذارد.
نوع بلبرینگ و مقاومت آن در برابر شرایط محیطی، از دیگر فاکتورهای مهم قیمت است. بلبرینگ های دارای پوشش مقاوم در برابر رطوبت و گرد و غبار، قیمت بالاتری دارند اما عملکرد پایدارتری ارائه می دهند. همچنین، عرضه در بازار و نوسانات ارزی نیز می تواند قیمت نهایی را تحت تاثیر قرار دهد. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و از مشاوره تخصصی بهره مند شوید.
فاکتور های موثر بر قیمت و خرید بلبرینگ Alternator bearing خودرو L90
قیمت بلبرینگ دینام L90 تحت تاثیر فاکتورهای متعددی قرار دارد که مهمترین آنها کیفیت مواد اولیه و برند سازنده است. برندهای معتبر جهانی مانند SKF، NSK و FAG به دلیل استفاده از فولادهای مقاوم و فناوریهای پیشرفته، عملکرد بالا و دوام طولانی ارائه میدهند. قیمت این محصولات معمولا بین 20 تا 40 دلار متغیر است که نشاندهنده کیفیت و طول عمر آنها است. همچنین نوع طراحی و دقت ساخت بلبرینگ در تحمل فشارهای دینام خودرو موثر است و بر قیمت نهایی تاثیر میگذارد.
از سوی دیگر، شرایط بازار، نوسانات ارزی و دسترسی به قطعات اصل نیز نقش مهمی در قیمت خرید بلبرینگ دینام L90 ایفا میکنند. بلبرینگهایی که دارای استانداردهای بینالمللی و ضمانت کیفیت هستند، اغلب قیمت بالاتری دارند اما خرید آنها ریسک خرابی زودهنگام را کاهش میدهد. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و از مشاوره تخصصی بهرهمند شوید.
فاکتورهای موثر بر قیمت و خرید Alternator bearing تیبا
قیمت خرید بلبرینگ دینام تیبا به عوامل مختلفی مانند کیفیت مواد اولیه و برند سازنده بستگی دارد. برندهای معتبر جهانی مانند SKF، NSK و FAG با استفاده از فولادهای مقاوم و فناوری پیشرفته، بلبرینگ هایی با عمر طولانی و عملکرد دقیق تولید می کنند. قیمت این محصولات معمولاً بین 15 تا 35 دلار متغیر است که نشان دهنده تفاوت کیفیت و تکنولوژی ساخت است. انتخاب بلبرینگی که متناسب با شرایط کاری دینام تیبا باشد، از خرابی زودهنگام و هزینه های تعمیر جلوگیری می کند.
علاوه بر این، نوسانات ارزی و وضعیت بازار نیز بر قیمت بلبرینگ دینام تیبا تاثیرگذار است. همچنین، استانداردهای بین المللی و گارانتی محصول، فاکتورهای مهمی هستند که کیفیت و طول عمر بلبرینگ را تضمین می کنند. بلبرینگ های اصل و استاندارد در مقایسه با نمونه های غیر اصل، قیمت بالاتری دارند اما از نظر دوام و عملکرد مقرون به صرفه ترند. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و مشاوره تخصصی دریافت کنید.
قیمت و خرید دینام بیرینگ پراید به چه عواملی بستگی دارد؟
قیمت خرید بلبرینگ دینام پراید به عوامل مختلفی بستگی دارد که کیفیت مواد اولیه و برند سازنده از مهم ترین آن ها هستند. برندهای معتبر جهانی مانند SKF، NSK و FAG به دلیل استفاده از فولادهای مقاوم و طراحی مهندسی دقیق، عمر طولانی و عملکرد بهینه را تضمین می کنند. قیمت این بلبرینگ ها معمولاً در بازه 10 تا 25 دلار متغیر است که تفاوت کیفیت و تکنولوژی ساخت را نشان می دهد. انتخاب بلبرینگی متناسب با شرایط کاری دینام پراید، از خرابی زودهنگام و هزینه های اضافی جلوگیری می کند.
علاوه بر کیفیت، نوسانات ارزی و میزان عرضه و تقاضا در بازار نیز تاثیر مستقیمی بر قیمت بلبرینگ دینام پراید دارند. استانداردهای بین المللی و وجود گارانتی معتبر، اهمیت زیادی در اطمینان از خرید محصول اصل و با کیفیت دارند. نمونه های اصلی و استاندارد ممکن است قیمت بالاتری داشته باشند اما از نظر دوام و عملکرد اقتصادی تر هستند. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و مشاوره تخصصی دریافت کنید.
مشخصات فنی و ساختاری S نازل گازوئیل دانفوس 45 درجه 1.00 گالن ساعت
مدل S45 1 محصول برند معتبر DANFOSS کشور دانمارک با ظرفیت 1 گالن بر ساعت و زاویه پاشش 45 درجه برای مشعل های گازوئیل سوز طراحی شده است. این نازل گازوئیل از جنس برنج با وزن 35 گرم ساخته شده و مقاومت بالایی در برابر خوردگی و سایش ارائه می دهد. نوع پاشش Solid Cone موجب توزیع یکنواخت سوخت و بهبود راندمان احتراق می شود. تلرانس های دقیق تولید باعث حفظ فشار کاری و کاهش مصرف سوخت در شرایط عملیاتی استاندارد می گردد. بسته بندی 10 عددی این محصول آن را برای کاربردهای صنعتی و مسکونی مقرون به صرفه می سازد. فناوری پیشرفته در سوراخکاری، قطرات سوخت هم اندازه ایجاد کرده و موجب کاهش آلایندگی و افزایش طول عمر سیستم گرمایشی می شود.
فاکتورهای موثر بر قیمت و خرید S نازل گازوئیل دانفوس 45 درجه 0.85 گالن ساعت
در تعیین قیمت و خرید نازل گازوئیل دانفوس مدل S با ظرفیت 0.85 گالن بر ساعت و زاویه 45 درجه، عوامل مختلفی تاثیرگذارند. کیفیت مواد اولیه، بخصوص جنس برنجی نازل، نقش مهمی در دوام و عملکرد بهینه دارد. فناوری تولید و دقت ساخت باعث بهبود توزیع سوخت و افزایش راندمان احتراق میشود. بستهبندی 10 عددی و شرایط بازار، از جمله عرضه و تقاضا، قیمت نهایی را تحت تاثیر قرار میدهد. همچنین نوسانات نرخ ارز و هزینههای حمل و نقل در تعیین قیمت موثر هستند. برند معتبر DANFOSS و اصالت محصول از فاکتورهای مهم برای خرید مطمئن و اقتصادی به شمار میروند.
فاکتورهای موثر بر قیمت و خرید S نازل گازوئیل دانفوس 45 درجه 0.75 گالن ساعت
در تعیین قیمت و خرید نازل گازوئیل دانفوس مدل S 45 با ظرفیت 0.75 گالن بر ساعت، کیفیت مواد اولیه تاثیر قابل توجهی دارد. جنس برنجی نازل، دوام و مقاومت در برابر خوردگی و حرارت را تضمین میکند. فناوری ساخت دقیق باعث توزیع یکنواخت سوخت و افزایش راندمان مشعل میشود. بستهبندی 10 عددی و نوسانات بازار، قیمت نهایی را تحت تاثیر قرار میدهد. برند معتبر DANFOSS و اصالت محصول نیز ارزش خرید را افزایش میدهد. علاوه بر این، نوسانات نرخ ارز و تقاضای بازار از عوامل کلیدی در قیمتگذاری این محصول به شمار میروند. انتخاب فروشنده معتبر، اطمینان از کیفیت و خدمات پس از فروش را تضمین میکند.
فاکتورهای موثر بر قیمت و خرید S نازل گازوئیل دانفوس 45 درجه 1.35 گالن ساعت
در تعیین قیمت و خرید نازل گازوئیل دانفوس مدل S با ظرفیت 1.35 گالن بر ساعت و زاویه 45 درجه، عوامل متعددی تاثیرگذار هستند. کیفیت مواد اولیه، به ویژه جنس برنجی نازل، نقش مهمی در دوام و عملکرد بهینه دارد. فناوری تولید دقیق و کنترل کیفیت باعث افزایش کارایی و طول عمر نازل میشود. بستهبندی 10 عددی و شرایط بازار مانند نوسانات نرخ ارز، بر قیمت نهایی تاثیرگذارند. برند معتبر DANFOSS و رعایت استانداردهای بینالمللی، ارزش افزوده این محصول را افزایش میدهد. تقاضای بازار و میزان موجودی نیز از عوامل مهم در خرید به شمار میروند که باید در نظر گرفته شوند.
فاکتورهای موثر بر قیمت و خرید S نازل گازوئیل دانفوس 45 درجه 0.50 گالن ساعت
در تعیین قیمت و خرید نازل گازوئیل دانفوس مدل S 45 با ظرفیت 0.50 گالن بر ساعت، عوامل متعددی تاثیرگذار هستند. کیفیت مواد اولیه، به ویژه جنس برنجی نازل، نقش مهمی در دوام و کارایی دارد. همچنین دقت ساخت و فناوری تولید، تضمین عملکرد بهینه در مشعلهای گازوئیل سوز را فراهم میکند. بستهبندی محصول به صورت 10 عددی و شرایط بازار نیز در قیمت نهایی موثر است. وجود استانداردهای بینالمللی و اصالت برند DANFOSS نیز ارزش افزوده محصول را افزایش میدهد. تقاضای بازار و نوسانات نرخ ارز از عوامل کلیدی دیگر در تعیین قیمت نازل هستند که باید در هنگام خرید مورد توجه قرار گیرند.
قیمت بلبرینگ fixed timing bearing پژو 405 تحت تاثیر چه عواملی است؟
قیمت بلبرینگ تایم ثابت پژو 405 به عوامل متعددی بستگی دارد که کیفیت مواد اولیه و دقت ساخت از مهم ترین آنهاست. برندهای معتبر جهانی مانند SKF و FAG با استفاده از فولاد مقاوم و فناوری پیشرفته معمولا قیمت حدود 20 تا 40 دلار برای این نوع بلبرینگ اعلام می کنند. دقت در تحمل بار و مقاومت در برابر فشارهای مکانیکی ارزش محصول را افزایش می دهد.
سایز و نوع بلبرینگ تایم ثابت بر قیمت تاثیرگذار است. بلبرینگ های بزرگتر یا با استانداردهای خاص معمولا قیمت بالاتری دارند. برندهای کمتر شناخته شده ممکن است قیمت پایین تری داشته باشند اما دوام کمتری ارائه می دهند. گارانتی و خدمات پس از فروش نیز فاکتوری مهم است. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید و از مشاوره تخصصی بهره مند شوید.
فاکتورهای موثر بر قیمت و خرید بلبرینگ های تایم پراید
عوامل متعددی بر قیمت خرید بلبرینگ تایم ثابت پراید تاثیر میگذارند. کیفیت مواد اولیه و دقت ساخت نقش کلیدی دارند. بلبرینگهای برندهای معتبر مانند SKF و FAG معمولاً با فناوریهای پیشرفته تولید میشوند و دوام بالاتری دارند. اندازه و ابعاد بلبرینگ نیز در قیمت موثر است. معمولاً قیمت این بلبرینگها در بازار جهانی بین ۱۰ تا ۳۰ دلار متغیر است. همچنین، نوع پوشش و مقاومت در برابر خوردگی باعث افزایش قیمت میشود. بسته بندی و گارانتی محصول نیز از دیگر فاکتورهای مهم هستند.
علاوه بر برند و کیفیت، عوامل اقتصادی مانند نرخ ارز و هزینه حمل و نقل نیز بر قیمت بلبرینگ تایم ثابت پراید اثرگذارند. همچنین، شرایط بازار و تقاضای داخلی میتوانند باعث نوسان قیمت شوند. انتخاب فروشنده معتبر و خدمات پس از فروش، ارزش خرید را بالا میبرد. بنابراین، برای خرید بلبرینگ با کیفیت و قیمت مناسب، شناخت دقیق عوامل موثر ضروری است. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید.
عوامل تعیین کننده قیمت بلبرینگ fixed timing ال نود
عوامل متعددی بر قیمت خرید بلبرینگ تایم ثابت ال نود تاثیر میگذارند. کیفیت متریال و دقت ساخت از عوامل اصلی هستند. بلبرینگهای برندهای معتبر مثل SKF و FAG معمولاً قیمت بالاتری دارند اما عمر و عملکرد بهتری ارائه میدهند. اندازه، ابعاد و نوع بلبرینگ نیز در تعیین قیمت موثر است. معمولاً قیمت این بلبرینگها در بازار جهانی بین ۱۲ تا ۳۵ دلار متغیر است. علاوه بر این، نوع پوشش ضد زنگ و مقاومت در برابر حرارت، هزینه نهایی را افزایش میدهد. بستهبندی استاندارد و خدمات پس از فروش نیز ارزش محصول را بالا میبرد.
نوسانات نرخ ارز و هزینه حمل و نقل بر قیمت بلبرینگ تایم ثابت ال نود تاثیرگذارند. همچنین شرایط بازار و میزان تقاضا میتوانند قیمت را تغییر دهند. انتخاب فروشنده معتبر و دریافت ضمانت معتبر، خرید را مطمئنتر میکند. به همین دلیل، شناخت دقیق عوامل موثر برای خرید اقتصادی و با کیفیت ضروری است. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید.
چه عواملی بر قیمت fixed timing bearing سمند تاثیر می گذارند؟
قیمت خرید بلبرینگ تایم ثابت سمند به عوامل مختلفی بستگی دارد. کیفیت مواد اولیه و دقت تولید از مهمترین فاکتورها هستند. برندهای معتبر مانند SKF و FAG معمولاً محصولات با دوامتر و عملکرد بهتر عرضه میکنند که قیمت آنها معمولاً بین ۱۵ تا ۳۵ دلار است. ابعاد و نوع بلبرینگ، پوشش ضد زنگ و مقاومت در برابر حرارت نیز بر قیمت تاثیرگذارند. بستهبندی مناسب و وجود ضمانتنامه از نکات مهم دیگر به شمار میروند که ارزش خرید را افزایش میدهند.
نوسانات نرخ ارز و هزینههای حمل و نقل، قیمت بلبرینگ تایم ثابت سمند را تحت تاثیر قرار میدهند. همچنین شرایط بازار و میزان تقاضا نقش مهمی در تغییر قیمتها دارند. انتخاب فروشنده معتبر و خدمات پس از فروش، اعتماد مشتری را بالا میبرد و تجربه خرید را بهبود میبخشد. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید.
قیمت بلبرینگ Fixed Timing پژو 206 و عوامل موثر بر آن
قیمت خرید بلبرینگ تایم ثابت پژو 206 تحت تاثیر چند عامل مشخص قرار دارد. کیفیت فولاد و دقت ماشینکاری مهمترین معیارها هستند. بلبرینگهای برندهای معتبر مانند NSK، SKF و FAG معمولاً دوام و دقت بالاتری دارند. ابعاد، نوع نشیمن و روکش ضد خوردگی قیمت را تغییر میدهند. بازار جهانی این قطعات برای برندهای معتبر معمولاً بین ۱۲ تا ۳۵ دلار قیمتگذاری میشود.
نوسان نرخ ارز و هزینه حمل تاثیر مستقیم بر قیمت نهایی دارند. توزیعکننده معتبر و داشتن گارانتی رسمی ریسک خرید را کاهش میدهد. خرید عمده و سفارش از فروشندههای قابل اعتماد میتواند هزینه واحد را پایین بیاورد. انتخاب قطعه اصل به صرفهجویی در بلندمدت منجر میشود. برای خرید و اطلاع از قیمت با کارشناسان رول پارس (تکمیل صنعت) ارتباط بگیرید.
مشخصات فنی برینگ چهار گوش با فلنج چدنی برند NSK
یاتاقان چهار گوش با فلنج چدنی NSK از جنس چدن با مقاومت کششی حداقل 250 مگاپاسکال ساخته می شود. ابعاد استاندارد شامل عرض 40 تا 100 میلی متر و قطر داخلی 20 تا 80 میلی متر است. این یاتاقان ها تحمل بار محوری و شعاعی تا 5000 نیوتن دارند. دقت تولید با تلرانس های ISO 492 در محدوده P5 تا P6 تضمین می شود. سطح فلنج با پوشش ضد خوردگی مقاوم شده و نصب آسان را فراهم می کند. این یاتاقان ها در دماهای کاری منفی 30 تا مثبت 120 درجه سانتی گراد عملکرد پایدار دارند.
سیستم روانکاری داخلی شامل بلبرینگ های ساچمه ای و روانکارهای تخصصی NSK است. نرخ سرعت دورانی تا 3500 دور بر دقیقه برای این یاتاقان ها توصیه می شود. فلنج چهار گوش با ضخامت 8 میلی متر نصب روی بدنه های صنعتی را تضمین می کند. طراحی مقاوم باعث افزایش تحمل لرزش و شوک های مکانیکی شده است. این ویژگی ها طول عمر کاری را افزایش داده و نیاز به نگهداری را کاهش می دهند. کاربردهای اصلی شامل ماشین آلات صنعتی، سیستم های انتقال نیرو و تجهیزات کشاورزی است.
اطلاعات و مشخصات فنی مورد نیاز خرید Bearing تیمکن Timken اصل
برای سفارش و خرید یاتاقان بلبرینگ تیمکن، ابتدا باید ابعاد دقیق شامل قطر داخلی، قطر خارجی و عرض بلبرینگ مشخص شود. نوع بلبرینگ (توپی، غلتکی مخروطی یا سوزنی) و کلاس دقت مورد نیاز باید تعیین گردد. ظرفیت بارگذاری دینامیکی و استاتیکی بلبرینگ اهمیت ویژهای دارد و باید با شرایط کاری مطابقت داشته باشد. همچنین نوع روانکاری و دمای کاری محدوده عملکرد یاتاقان از پارامترهای کلیدی محسوب میشوند. در نهایت، انتخاب برند تیمکن معتبر و بررسی استانداردهای بینالمللی مانند ISO و ANSI، کیفیت و دوام محصول را تضمین میکند. تمامی این مشخصات برای انتخاب صحیح و بهینه بلبرینگ ضروری هستند.
- قطر داخلی (Inner Diameter) به میلیمتر
- قطر خارجی (Outer Diameter) به میلیمتر
- عرض بلبرینگ (Width) به میلیمتر
- نوع بلبرینگ (Ball, Tapered Roller, Needle)
- کلاس دقت (Accuracy Class) مطابق استاندارد ISO
- ظرفیت بار دینامیکی و استاتیکی (Dynamic & Static Load Ratings)
- دمای کاری مجاز (Operating Temperature Range)
- نوع روانکاری (Lubrication Type)
- استانداردهای بینالمللی معتبر
برند های معتبر تولید کننده Rolling Bearing
برندهای معتبر تولید کننده یاتاقان غلتشی نقش حیاتی در کیفیت دوام و دقت تولید ایفا می کنند. دقت ساخت این برندها معمولا در کلاس های P5 تا P2 بر اساس استاندارد ISO است. استفاده از فولاد با کیفیت بالا و فناوری های نوین حرارتی باعث افزایش مقاومت در برابر سایش و بارگذاری دینامیکی تا چند هزار نیوتن می شود. دوام طولانی مدت این یاتاقان ها در شرایط کاری سخت تضمین شده است. استانداردهای سختگیرانه بین المللی مانند ISO ANSI و JIS در فرآیند تولید رعایت می شود. انتخاب برند معتبر موجب کاهش استهلاک کاهش هزینه های نگهداری و افزایش بازدهی سیستم های صنعتی می گردد و عملکرد دقیق یاتاقان ها در سرعت های بالا تضمین می شود.
- SKF - سوئد - تخصص در یاتاقان های صنعتی و خودرو - استانداردهای ISO ANSI DIN
- NSK - ژاپن - تخصص در یاتاقان های دقیق و ابزارآلات - استانداردهای ISO JIS
- FAG - آلمان - تخصص در یاتاقان های مهندسی و صنعتی - استانداردهای ISO DIN
- Timken - آمریکا - تخصص در یاتاقان های غلتکی مخروطی و سنگین - استانداردهای ANSI ISO
- NTN - ژاپن - تخصص در یاتاقان های خودرویی و صنعتی - استانداردهای ISO JIS
فاکتور های موثر بر قیمت خرید Bearing موتور لودر هیوندا
قیمت خرید یاتاقان موتور لودر هیوندا تحت تاثیر عوامل متعددی قرار دارد. کیفیت مواد اولیه بکار رفته و دقت تولید از مهم ترین عوامل هستند که تاثیر مستقیم بر دوام و عملکرد یاتاقان دارند. برند تولیدکننده نیز نقش کلیدی دارد، به طوری که یاتاقان های برندهای معتبر جهانی مانند SKF و NSK در بازه قیمت 50 تا 120 دلار عرضه می شوند. نوع یاتاقان (توپی، غلتکی یا مخروطی) و ابعاد دقیق نیز بر قیمت نهایی اثرگذار هستند. علاوه بر این، استانداردهای بین المللی و ضمانت کیفیت محصول، هزینه خرید را تحت تاثیر قرار می دهند.
شرایط محیط کاری مانند دما، بارگذاری و سرعت عملکرد یاتاقان از دیگر عوامل تعیین کننده قیمت هستند. یاتاقان های مقاوم در برابر دمای بالا و بارهای سنگین قیمت بالاتری دارند. همچنین، روش های روانکاری و نوع پوشش ضد خوردگی می توانند هزینه را افزایش دهند. به طور معمول، یاتاقان های موتور لودر هیوندا در محدوده 60 تا 150 دلار برای برندهای مطرح در بازار جهانی معامله می شوند. انتخاب یاتاقان با کیفیت بالا باعث کاهش هزینه های نگهداری و افزایش عمر مفید دستگاه می شود.
برند های معتبر تولید کننده Bearing پیچ و مهره ای کف گرد
برندهای معتبر تولید کننده یاتاقان پیچ و مهره ای کف گرد تاثیر قابل توجهی بر کیفیت دوام و دقت عملکرد این قطعات دارند. این برندها با استفاده از آلیاژهای فولادی با مقاومت کششی بالای 800 مگاپاسکال و فرآیندهای ماشینکاری دقیق توان تحمل بار محوری تا چندین تن را فراهم می کنند. دقت ساخت معمولا در محدوده کلاس P5 یا بهتر بر اساس استاندارد ISO تضمین می شود. استفاده از روش های سختکاری سطحی و پوشش های ضد خوردگی باعث افزایش طول عمر کاری در محیط های صنعتی سنگین می شود. انتخاب برند معتبر نه تنها موجب کاهش هزینه های تعمیرات و توقف ماشین آلات می گردد بلکه ثبات عملکرد در دما و فشارهای بالا را نیز تضمین می کند.
- SKF - سوئد - تخصص در یاتاقان های صنعتی سنگین - استانداردهای ISO ANSI DIN
- NSK - ژاپن - تخصص در یاتاقان های دقیق و کف گرد - استانداردهای ISO JIS
- FAG - آلمان - تخصص در یاتاقان های مهندسی و صنایع سنگین - استانداردهای ISO DIN
- Timken - آمریکا - تخصص در یاتاقان های غلتکی و کف گرد - استانداردهای ANSI ISO
- NTN - ژاپن - تخصص در یاتاقان های محوری و صنعتی - استانداردهای ISO JIS
چک ولو سوپاپی وگ ایران VOG IRAN
برای انتخاب یک شیر یکطرفه مناسب و کارآمد، بررسی دقیق ویژگی های فنی و ساختاری محصول اهمیت بسیار زیادی دارد. شیر یکطرفه سوپاپی وگ ایران با تمرکز بر کیفیت مواد اولیه و طراحی مهندسی، توانسته است عملکردی پایدار و قابل اعتماد را در شرایط مختلف صنعتی ارائه دهد. در ادامه مهم ترین خصوصیات این شیر یکطرفه را بررسی می کنیم:
- ساختار مقاوم و با دوام: شیر وگ ایران از متریال با کیفیت بالا ساخته شده که مقاومت عالی در برابر فشارهای بالا و شرایط محیطی سخت دارد و دوام طولانی مدت را تضمین می کند.
- عملکرد بی نقص و بدون نشتی: طراحی سوپاپی خاص این شیر امکان عبور جریان را تنها در یک جهت فراهم کرده و از هرگونه برگشت و نشتی جلوگیری می کند.
- نصب آسان و نگهداری کم هزینه: ساختار ساده و استاندارد شیر، نصب سریع و آسان را ممکن ساخته و نیاز به نگهداری پیچیده و پر هزینه را به حداقل می رساند.
- قابلیت استفاده در صنایع مختلف: این شیر در صنایع متنوعی مانند آبیاری، نفت و گاز، سیستم های گرمایش و سرمایش، و خطوط انتقال آب کاربرد فراوان دارد.
چرا شیر یکطرفه سوپاپی وگ ایران را انتخاب کنیم؟
انتخاب شیر یکطرفه مناسب می تواند تاثیر زیادی بر کارایی و ایمنی سیستم های صنعتی و خانگی داشته باشد. شیر یکطرفه سوپاپی وگ ایران نه تنها از نظر کیفیت و عملکرد در سطح بالایی قرار دارد، بلکه به دلیل طراحی استاندارد و قیمت مقرون به صرفه، گزینه ای محبوب و اقتصادی برای مشتریان به شمار می رود. در ادامه دلایلی که این محصول را به انتخابی ایده آل تبدیل کرده توضیح می دهیم:
- کیفیت بالا و قیمت مناسب: تعادل بین کیفیت ساخت و قیمت رقابتی این شیر، ارزش خرید بالایی ایجاد کرده است.
- طول عمر زیاد و مقاومت بالا: استفاده از مواد با کیفیت و طراحی مهندسی باعث شده شیر عمر طولانی و کارایی پایدار داشته باشد.
- افزایش امنیت سیستم: جلوگیری از برگشت جریان، از آسیب به تجهیزات و بروز مشکلات جدی در سیستم ها جلوگیری می کند.
- امکان نصب در فضاهای محدود: طراحی استاندارد شیر امکان نصب آسان حتی در محیط های با فضای محدود را فراهم می کند.
نکات مهم هنگام خرید چک ولو سوپاپی
خرید شیر یکطرفه سوپاپی با کیفیت مستلزم توجه به نکات فنی و تطابق محصول با نیازهای سیستم شما است. در این بخش به مهم ترین مواردی که هنگام انتخاب و خرید این نوع شیر باید در نظر داشته باشید اشاره می کنیم:
مشخصات فنی Check valve نوع فنردار ضربه قوچی وگ ایران
شیر یکطرفه نوع فنردار ضربه قوچی وگ ایران VOG IRAN دارای بدنه چدنی خاکستری با پوشش اپوکسی پودری الکترواستاتیک به ضخامت تقریبی 250 میکرون است. فشار نامی کاری این شیر PN16 بوده و قادر به تحمل فشار آزمایشی تا 24 بار می باشد. دمای کاری مجاز آن بین 0 تا 80 درجه سانتیگراد تعریف شده و فنر داخلی از فولاد ضد زنگ AISI 304 یا AISI 316 ساخته شده است. قطر اسمی شیر در محدوده DN50 تا DN300 عرضه می شود و اتصال فلنجی طبق استاندارد EN 1092-2 طراحی شده است. مکانیزم فنردار داخلی امکان بسته شدن سریع دیسک را فراهم می کند و از بروز ضربه قوچی در خطوط جلوگیری می نماید.
آب بندی شیر یکطرفه فنردار وگ ایران از جنس NBR یا EPDM انتخاب می شود که مقاومت بالایی در برابر سایش و خوردگی شیمیایی دارد. وزن تقریبی محصول متناسب با سایز از 12 تا 95 کیلوگرم متغیر است. طراحی مسیر عبور سیال به صورت تمام عبوری Full Bore انجام شده که افت فشار حداقلی را تضمین می کند. این شیر دارای قابلیت نصب در حالت افقی و عمودی است و برای خطوط آب آشامیدنی، آب صنعتی و فاضلاب قابل استفاده می باشد. پوشش داخلی و خارجی با روش پاشش حرارتی اعمال شده تا در برابر رطوبت و مواد خورنده مقاومت طولانی مدت ایجاد شود.
نشانه های خرابی شیر یکطرفه نوع فنردار ضربه قوچی وگ ایران
نشانه های خرابی چک ولو نوع فنردار ضربه قوچی وگ ایران VOG IRAN می توانند تاثیر مستقیم روی عملکرد سیستم و ایمنی تجهیزات داشته باشند. شناخت به موقع این علائم به شما کمک می کند تا از خسارت های بزرگ تر جلوگیری کنید و تعمیر یا تعویض شیر را به موقع انجام دهید.
- برگشت جریان سیالاگر متوجه شدید جریان سیال به جای عبور یکطرفه، در جهت معکوس نیز حرکت می کند، این نشانه مشکل در آب بندی یا فنر داخلی شیر است.
- صدای غیرطبیعی یا ضربه قوچیشنیدن صداهای ناگهانی یا ضربه های مکرر در سیستم هنگام کارکرد، ممکن است به دلیل خرابی فنر یا دیسک شیر باشد.
- نشتی سیال در محل شیروجود نشت مایع یا گاز اطراف شیر نشان دهنده فرسودگی یا آسیب در بخش آب بندی و بدنه است.
- کاهش فشار یا افت عملکرد سیستماگر فشار سیستم کاهش یافته یا جریان به صورت غیر یکنواخت است، احتمال گرفتگی یا گیرکردن دیسک در شیر وجود دارد.
- قفل شدن یا عدم بسته شدن کامل شیرعملکرد ناقص فنر یا وجود رسوبات داخل شیر می تواند باعث باز ماندن شیر و برگشت جریان شود.
در صورت مشاهده هر یک از این علائم، توصیه می شود برای بررسی دقیق تر و سرویس شیر یکطرفه فنردار ضربه قوچی وگ ایران اقدام نمایید تا از بروز مشکلات جدی تر جلوگیری شود.
مشخصات فنی چک ولو اهرم وزنه ای VOG IRAN
شیر یکطرفه اهرم وزنه ای وگ ایران دارای بدنه ای از جنس چدن داکتیل با پوشش رنگ اپوکسی مقاوم است که در برابر خوردگی و فشارهای کاری تا 16 بار مقاومت دارد. قطر اسمی شیر در بازه DN50 تا DN300 طراحی شده و اتصال فلنجی آن مطابق با استاندارد EN 1092-2 است. وزن محصول بسته به سایز بین 15 تا 90 کیلوگرم متغیر بوده و محدوده دمای کاری آن از 0 تا 120 درجه سانتیگراد است. وزنه تعادلی این شیر از فولاد ضد زنگ ساخته شده تا عملکرد دقیق و بدون خطا را تضمین کند و اهرم طراحی شده به گونه ای است که باز و بسته شدن سریع دیسک را ممکن می سازد.
دیسک شیر از جنس فولاد ضد زنگ یا چدن سخت شده با لاستیک EPDM یا NBR برای آب بندی دقیق و جلوگیری از نشت سیال ساخته شده است. فشار آزمایش هیدرواستاتیک شیر برابر با 24 بار است که ایمنی عملکردی در شرایط فشار بالا را تضمین می کند. طراحی جریان سیال به صورت تمام عبوری (Full Bore) است تا افت فشار در سیستم به حداقل برسد. این شیر قابلیت نصب افقی و عمودی دارد و به دلیل مکانیزم اهرم و وزنه، برای سیستم های آبرسانی، نفت، گاز و فاضلاب ایده آل می باشد.
مزایای خرید شیر یکطرفه اهرم وزنه ای وگ ایران
شیر یکطرفه اهرم وزنه ای وگ ایران به دلیل طراحی مهندسی پیشرفته و استفاده از مواد با کیفیت، گزینه ای بسیار مناسب برای سیستم های صنعتی و تاسیساتی است. این شیر با مکانیزم اهرم و وزنه امکان کنترل دقیق جریان را فراهم می کند و از برگشت ناخواسته سیال جلوگیری می نماید. در ادامه مهم ترین مزایای خرید این محصول را بررسی می کنیم:
- عملکرد پایدار و مطمئن: ساختار مقاوم و طراحی دقیق باعث عملکرد بدون نقص و افزایش طول عمر شیر می شود.
- مقاومت در برابر فشارهای بالا: تحمل فشار کاری تا 16 بار، مناسب برای کاربردهای صنعتی و خطوط انتقال سنگین.
- نصب و نگهداری آسان: طراحی ساده و استاندارد شیر باعث سهولت نصب و کاهش هزینه های نگهداری می گردد.
- کاهش هزینه های تعمیر و جایگزینی: دوام بالا و کاهش خرابی ها، هزینه های جانبی را به حداقل می رساند.
- کاهش صدا و لرزش سیستم: مکانیزم اهرم وزنه ای به کاهش صدای ضربه قوچی و لرزش های ناخواسته کمک می کند.
- سازگاری با انواع سیستم ها: امکان استفاده در صنایع نفت، گاز، آب و فاضلاب و سیستم های گرمایشی و سرمایشی.
مزایای خرید چک ولو لولایی PN16 وگ ایران
مزیت اصلی شیر یکطرفه دریچه ای PN16 وگ ایران، نصب آسان و نگهداری کم هزینه آن است که سبب کاهش هزینه های عملیاتی در سیستم های صنعتی می شود. طراحی دقیق شیر، افت فشار کم و جلوگیری کامل از نشت جریان را تضمین می کند. این محصول با بهره گیری از استانداردهای بین المللی و تست های کیفیت سختگیرانه، عملکردی مطمئن و کارآمد را در شبکه های انتقال آب، خطوط نفت و گاز و سیستم های فاضلاب ارائه می دهد. اگر به دنبال شیر یکطرفه مقاوم، با دوام و قیمت مناسب هستید، شیر دریچه ای PN16 وگ ایران گزینه ای ایده آل برای شما خواهد بود.
شیر یکطرفه دریچه ای PN16 وگ ایران به دلیل طراحی مهندسی پیشرفته و استفاده از مواد با کیفیت، گزینه ای ایده آل برای سیستم های انتقال سیالات است. این شیر با ساختار مقاوم و تحمل فشار بالا، عملکردی پایدار و مطمئن را در شرایط صنعتی سخت ارائه می دهد. در ادامه سایر مزایای خرید این محصول را بررسی می کنیم:
- مقاومت بالا در برابر خوردگی و فشار: بدنه چدن داکتیل و پوشش اپوکسی، دوام طولانی مدت را تضمین می کند.
- کنترل دقیق جریان و جلوگیری از برگشت سیال: طراحی دریچه ای باعث عبور جریان فقط در یک جهت می شود.
- نصب و نگهداری آسان: ساختار استاندارد شیر، فرایند نصب سریع و کم هزینه را ممکن می سازد.
- کاهش افت فشار در سیستم: طراحی بهینه داخلی باعث حفظ راندمان سیستم می شود.
- سازگاری با صنایع مختلف: مناسب برای کاربردهای آب، نفت، گاز و فاضلاب صنعتی.
کاربردهای Check Valve اهرم وزنه ای وگ ایران
شیر یکطرفه اهرم وزنه ای وگ ایران به دلیل طراحی منحصر به فرد و عملکرد قابل اعتماد، در بسیاری از صنایع کاربرد فراوانی دارد. این شیر قادر است جریان سیال را به صورت دقیق و موثر در یک جهت کنترل کند و از برگشت ناخواسته جلوگیری نماید. در ادامه به مهم ترین کاربردهای این محصول اشاره می کنیم:
- صنایع نفت و گاز: کنترل جریان در خطوط انتقال نفت، گاز و فرآورده های نفتی با حفظ ایمنی سیستم.
- سیستم های آبرسانی: جلوگیری از برگشت آب در شبکه های توزیع و سیستم های پمپاژ آب شهری و صنعتی.
- صنایع پتروشیمی: محافظت از تجهیزات حساس در برابر فشار معکوس و نوسانات جریان.
- تاسیسات حرارتی و برودتی: کنترل جریان سیالات در سیستم های گرمایش مرکزی و تهویه مطبوع.
- خطوط انتقال مایعات صنعتی: تضمین جریان یکطرفه و کاهش خطرات ناشی از برگشت جریان در فرآیندهای صنعتی.
مشخصات فنی گیربکس شافت موازی آویز SEW
گیربکس آویزSEW با طراحی مدرن و ساختار مهندسی دقیق، یکی از گزینههای برتر در انتقال قدرت صنعتی محسوب میشود.این گیربکس با بهرهگیری از تکنولوژی پیشرفته در ساخت چرخدندهها و استفاده از مواد با کیفیت بالا، توانایی تحمل بارهای سنگین و عملکرد پیوسته در شرایط سخت کاری را داراست.سیستم شافت موازی این محصول، علاوه بر بهینهسازی فضای نصب، باعث افزایش سهولت در مونتاژ و نگهداری میشود.همچنین، استانداردهای بینالمللی رعایت شده در طراحی این گیربکس، تضمینکننده دوام، کارایی و ایمنی بالا در انواع کاربردهای صنعتی است.
| مشخصه | محدوده |
|---|---|
| نسبت تبدیل (Gear Ratio) | 3.4:1 تا 290:1 |
| گشتاور خروجی (Nm) | 200 تا 50,000 |
| توان ورودی (kW) | 0.12 تا 200 |
| نوع شافت خروجی | هالو شافت، هالو شافت با شیرینک دیسک، شافت توپر |
| درجه حفاظت | IP55 یا IP65 |
| جنس بدنه | چدن خاکستری مقاوم یا آلومینیوم |
مشخصات فنی گیربکس شافت موازی بونفیلیولی ایتالیایی
گیربکس آویز بونفیلیولی Bonfiglioli با طراحی شافت موازی و استفاده از دنده های هلیکال سخت کاری شده، یکی از دقیق ترین و کارآمدترین گیربکس های صنعتی محسوب می شود. این گیربکس ها با راندمان مکانیکی بسیار بالا، طیف گسترده ای از توان و گشتاور را پوشش می دهند و برای کارکرد مداوم در شرایط سنگین صنعتی طراحی شده اند. کیفیت ساخت بالا، سازگاری با استانداردهای بین المللی و قابلیت اطمینان در دماها و محیط های متنوع، از مهم ترین ویژگی های این محصولات است.
- گیربکس آویز بونفیلیولی Bonfiglioli از دنده های هلیکال سخت کاری شده با طراحی شافت موازی استفاده می کند.
- راندمان مکانیکی بیش از 95 درصد با محدوده نسبت تبدیل بین 5 تا 400.
- قابلیت اتصال به انواع موتورهای الکتریکی یا هیدرولیکی.
- توان نامی بین 0.02 تا بیش از 200 کیلووات.
- گشتاور خروجی از چند ده نیوتن متر تا بیش از 15000 نیوتن متر.
- بدنه ساخته شده از آلیاژ چدن یا آلومینیوم با مقاومت مکانیکی بالا و دفع حرارت مطلوب.
- طراحی برای کارکرد پیوسته 24 ساعته و تحمل بارهای شعاعی و محوری بالا.
- سیستم روانکاری مناسب برای دماهای کاری -25 تا +90 درجه سانتیگراد.
- بلبرینگ های دقیق با کیفیت بالا برای کاهش لرزش و صدای کمتر از 70 دسی بل.
- فلنج ورودی و شافت خروجی سازگار با استانداردهای DIN و ISO.
- امکان نصب افقی یا عمودی.
- وزن بسته به مدل بین 4 تا بیش از 500 کیلوگرم.
- سیستم آب بندی چندلایه مقاوم در برابر گرد و غبار و رطوبت.
- قابلیت کوپل مستقیم یا با کوپلینگ انعطاف پذیر.
فاکتورهای موثر بر قیمت Bonfiglioli Shaft Mounted Gearbox
قیمت گیربکس آویز بونفیلیولی Bonfiglioli تحت تاثیر چندین عامل کلیدی قرار دارد که مهم ترین آن توان نامی، نسبت تبدیل و جنس بدنه است. مدل هایی با توان بالاتر و گشتاور خروجی بیشتر معمولاً قیمت بالاتری دارند. همچنین بدنه چدنی مقاوم در برابر فشار و ضربه، نسبت به بدنه آلومینیومی سبک، هزینه بیشتری ایجاد می کند. نوع دنده به کار رفته نیز در قیمت تاثیرگذار است و دنده های هلیکال سخت کاری شده هزینه بالاتری نسبت به انواع ساده دارند. به طور کلی، برای برندهای معتبر جهانی، محدوده قیمت این گیربکس ها بسته به سایز و مشخصات بین حدود 300 تا 3,500 دلار آمریکا متغیر است.
یکی دیگر از فاکتورهای مهم، شرایط نصب و تجهیزات جانبی مانند فلنج ورودی، نوع شافت خروجی و سیستم های آب بندی خاص است. اضافه شدن سیستم های پیشرفته روانکاری یا سنسورهای مانیتورینگ دما و لرزش، قیمت نهایی را افزایش می دهد. همچنین نرخ ارز و هزینه های واردات نقش مستقیم در تعیین قیمت برای بازارهای مختلف دارند. محصولات بونفیلیولی ساخت ایتالیا معمولاً گران تر از مدل های مونتاژ شده در کشورهای دیگر هستند. در بازار جهانی، قیمت مدل های کوچک و سبک از حدود 300 دلار آغاز شده و مدل های صنعتی پرقدرت با گشتاور بالا می توانند تا بیش از 5,000 دلار قیمت داشته باشند.
>سری های گیربکس آویز بونفیلیولی و مشخصات فنی
شرکت بونفیلیولی گیربکس های آویز شافت موازی خود را در سری های مختلف و با توان های متنوع تولید می کند تا نیاز صنایع گوناگون را پوشش دهد. انتخاب مدل مناسب بستگی به نیاز فنی پروژه و شرایط کاری دارد. مشاوره با کارشناسان فنی می تواند به انتخاب بهینه و افزایش عمر مفید سیستم کمک کند.
| سری گیربکس | توان انتقالی (کیلووات) | توضیحات و کاربرد |
|---|---|---|
| F10 | 0.06 تا 2.6 | مناسب برای کاربردهای سبک و تجهیزات کوچک |
| F20 | 0.03 تا 5 | برای خطوط تولید با ظرفیت متوسط |
| F25 | 0.02 تا 7 | کاربرد در ماشین آلات بسته بندی و انتقال مواد |
| F31 | 0.02 تا 13.1 | برای صنایع غذایی و نوار نقاله های متوسط |
| F41 | 0.05 تا 21 | مناسب برای دستگاه های صنعتی نیمه سنگین |
| F51 | 0.07 تا 33 | استفاده در خطوط تولید و انتقال بار سنگین |
| F60 | 0.15 تا 33 | انتخابی مناسب برای صنایع فولاد و سیمان |
| F70 | 0.13 تا 82 | برای ماشین آلات معدنی و تجهیزات پرقدرت |
| F80 | 0.23 تا 100 | توان بالا، مناسب پروژه های صنعتی بزرگ |
| F90 | 0.39 تا 200 | قدرتمندترین سری، برای کارهای سنگین و 24 ساعته |
مشخصات فنی گیربکس شافت موازی ایلماز ترکیه
گیربکس آویز یا شافت موازی ایلماز (Yilmaz Shaft Mounted Gearbox) یکی از راهکارهای پیشرفته در انتقال قدرت صنعتی است که با بهره گیری از تکنولوژی ساخت دقیق، امکان انتقال گشتاور بالا را با کمترین اتلاف انرژی فراهم می کند. این نوع گیربکس با استفاده از شافت خروجی هالو (Hollow Shaft) یا شافت ورودی مستقیم، قابلیت نصب سریع و بدون نیاز به کوپلینگ های پیچیده را ارائه می دهد. طراحی چرخدنده ها با پروفیل اصلاح شده (Profile Modification) و عملیات حرارتی کنترل شده، باعث افزایش مقاومت سایشی و کاهش نویز در حین کار می شود.
از نظر عملکرد، گیربکس آویز Yilmaz برای کارکردهای مداوم (Continuous Duty) در محیط های صنعتی سنگین و متوسط مناسب است و می تواند در دماهای محیطی گسترده و با روانکاری پایدار، عملکرد طولانی مدت داشته باشد. این محصول با استانداردهای بین المللی کیفیت و دقت، مانند ISO 9001 و DIN 3990، همخوانی دارد و در خطوط تولید، نوار نقاله ها، صنایع فولاد، بسته بندی، و انتقال مواد فله کاربرد گسترده ای دارد.
مشخصات فنی گیربکس آویز ایلماز Yilmaz عبارت است از:
- نسبت تبدیل (Gear Ratio):از 5:1 تا 100:1، قابل انتخاب بر اساس نیاز به گشتاور یا سرعت خروجی
- گشتاور خروجی (Output Torque):از 300 تا 18,000 نیوتن متر، بسته به سایز و مدل گیربکس
- توان ورودی مجاز (Input Power):بین 0.37 تا 200 کیلووات، هماهنگ با سرعت ورودی و ظرفیت حرارتی
- سرعت ورودی (Input Speed):حداکثر 1800 دور بر دقیقه، با روانکاری استاندارد و بار مجاز
- نوع شافت خروجی:هالو شافت، هالو شافت با شیرینک دیسک، یا شافت توپر، متناسب با سری DR، DN، DV یا DT
- قطر شافت خروجی:از 25 تا 120 میلی متر، قابل تطبیق با استاندارد IEC یا ابعاد سفارشی
- نوع بلبرینگ:رولربرینگ مخروطی و بلبرینگ شعاعی برای تحمل بارهای محوری و شعاعی بالا
- روانکاری:روغن صنعتی با ویسکوزیته ISO VG 220 یا 320، به صورت غوطه ور یا پاششی
- جنس بدنه:چدن خاکستری یا آلیاژ چدن مقاوم، با ریخته گری دقیق و طراحی ضد لرزش
- درجه حفاظت (IP Rating):حداقل IP55، مقاوم در برابر گرد و غبار و پاشش آب
- دمای کاری مجاز:از منفی 20 تا مثبت 80 درجه سانتیگراد، با آب بندی و روغن مناسب
- وزن تقریبی:بین 25 تا 450 کیلوگرم، متناسب با مدل، نسبت تبدیل و تجهیزات جانبی
فاکتورهای موثر بر قیمت و خرید الکترو گیربکس شافت موازی ترکیه ای ایلماز
فاکتورهای متعددی بر قیمت خرید گیربکس آویز ایلماز Yilmaz تاثیرگذار هستند که مهمترین آنها شامل نوع گیربکس، توان ورودی و نسبت تبدیل میشود. برندهای معتبر جهانی مانند SEW، Bonfiglioli و Nord قیمتهایی بین 1500 تا 7000 دلار برای این نوع گیربکسها ارائه میدهند. کیفیت مواد اولیه و دقت ساخت نیز نقش مهمی در تعیین قیمت نهایی دارند. همچنین نوع شافت خروجی و سیستم اتصال به موتور میتواند هزینه نصب و نگهداری را تغییر دهد. انتخاب مناسب این پارامترها باعث بهینهسازی قیمت و افزایش عمر مفید دستگاه خواهد شد.
عوامل دیگری که بر قیمت تاثیر میگذارند شامل سطح فناوری به کار رفته، استانداردهای بینالمللی رعایت شده، و خدمات پس از فروش میباشند. به طور مثال، گیربکسهای دارای استاندارد IP55 یا بالاتر معمولاً قیمت بالاتری دارند. همچنین ابعاد و وزن گیربکس و قابلیتهای سفارشیسازی در پروژههای خاص قیمت را افزایش میدهند. در نهایت، نرخ ارز و هزینههای واردات نیز بر قیمت تمام شده گیربکس ایلماز اثرگذار هستند. این عوامل باعث میشوند قیمت گیربکس آویز ایلماز متغیر و بر اساس نیاز کاربر تنظیم شود.
موارد کاربری صنعتی فیلتر روغن فیلیتگارد LF16029
- موتورهای دیزلی سنگین در ماشینآلات راهسازی و خاکبرداری
- کامیونها و خودروهای باری سنگین برای حفاظت از سامانه روانکاری
- ژنراتورهای اضطراری و دائم در نیروگاهها و مراکز داده
- تجهیزات معدنی و دستگاههای حفاری در شرایط محیطی سخت
- واحدهای کمپرسور و پمپهای صنعتی برای جلوگیری از سایش قطعات
- کشتیها و صنایع دریایی برای سامانههای موتور و مولد برق
- تجهیزات کشاورزی سنگین مانند تراکتورها و کمباینها
- کارخانههای تولید سیمان و بتن برای ماشینآلات خاکی و تراکمی
- واحدهای راهاندازی و نگهداری در صنایع نفت، گاز و پتروشیمی
- خطوط تولید صنعتی با موتورهای دیزلی و سیستمهای هیدرولیک
سایز فیلتر سپراتور آبگیر گازوئیل Fleetguard FS19763
ابعاد دقیق فیلتر سپراتور آبگیر گازوئیل فیلیتگارد FS19763 بر اساس استانداردهای مهندسی شامل قطر خارجی 93 میلیمتر و ارتفاع 209 میلیمتر می باشد. این فیلتر دارای قطر رزوه اتصال 1-14 UNS بوده که سازگاری کامل با جایگاه های استاندارد را تضمین می کند. وزن تقریبی آن حدود 0.9 کیلوگرم است که برای نصب و تعویض آسان طراحی شده است. ساختار دقیق ابعادی این فیلتر امکان استفاده بهینه در سیستم های سوخت رسانی با محدودیت فضایی را فراهم می آورد. طراحی مهندسی شده بدنه و محل اتصال باعث کاهش احتمال نشتی و افزایش دوام عملکردی در فشار کاری حداکثر 1034 کیلوپاسکال می شود.
موارد کاربری صنعتی فیلتر سپراتور آبگیر گازوئیل فیلیتگارد FS19763
- فیلتر سپراتور آبگیر گازوئیل فیلیتگارد FS19763 در صنایع سنگین و حمل و نقل برای محافظت از موتورهای دیزلی با ظرفیت بالا کاربرد دارد.
- قابلیت جداسازی ذرات تا 5 میکرون و حذف آب آزاد تا 98 درصد را فراهم می کند و عمر مفید پمپ و انژکتور را افزایش می دهد.
- در تجهیزات معدنی، ماشین آلات ساختمانی و کشاورزی، عملکرد پایدار در دبی اسمی 114 لیتر بر ساعت و فشار کاری 1034 کیلوپاسکال از ویژگی های کلیدی آن است.
- مقاومت بدنه فولادی در برابر خوردگی و استفاده از المنت سلولزی مقاوم در برابر سوخت های سولفور بالا امکان بهره برداری در شرایط سخت محیطی را تضمین می کند.
- این فیلتر برای سیستم های سوخت رسانی با ارتعاش و فشار متغیر طراحی شده و نصب و تعویض سریع را پشتیبانی می کند.
کاربردهای فیلتر روغن فیلیتگارد LF516 در صنایع مختلف
- فیلتر روغن فیلیتگارد LF516 در موتورهای دیزلی و بنزینی سنگین صنعتی برای محافظت از سیستم روغن رسانی و افزایش عمر مفید اجزای موتور استفاده می شود.
- این فیلتر قادر به حذف ذرات آلاینده تا 25 میکرون با راندمان 95 درصد است و از آسیب پمپ و یاتاقان های موتور جلوگیری می کند.
- دبی عبوری اسمی حدود 45 لیتر بر دقیقه و حداکثر فشار کاری 827 کیلوپاسکال از ویژگی های عملیاتی مهم آن محسوب می شود.
- بدنه فولادی با پوشش ضد زنگ و المنت داخلی چندلایه سلولزی مقاوم در برابر روغن های با ویسکوزیته بالا امکان عملکرد پایدار در دمای بین -30 تا 120 درجه سانتیگراد را فراهم می کند.
- این فیلتر برای ماشین آلات ساختمانی، معدنی، کشاورزی و سیستم های صنعتی با فشار و ارتعاش متغیر طراحی شده است.
مشخصات فنی گیربکس شافت موازی آویز موتوواریو
گیربکس آویز موتوواریو Motovario با طراحی شافت موازی برای انتقال قدرت در شرایط صنعتی سنگین و پیوسته بهینه شده است. این گیربکس با نسبت تبدیل متنوع گشتاور بالا و بدنه مقاوم عملکردی پایدار و کم صدا ارائه می دهد. استفاده از چرخ دنده های سخت کاری شده و روانکاری دائمی عمر مفید سیستم را افزایش می دهد. نصب آویز باعث صرفه جویی در فضا و سهولت در اتصال به تجهیزات صنعتی می شود. این مدل با استانداردهای بین المللی مطابقت دارد و برای خطوط تولید نوار نقاله و ماشین آلات فرآوری مناسب است.مشخصات فنی مهندسی گیربکس آویز یا شافت موازی موتوواریو (Motovario) را در جدول زیر مشاهده می کنید:
- نسبت تبدیل: از 5.4 تا 100.2 بسته به مدل
- گشتاور خروجی: تا 10000 نیوتن متر
- توان ورودی: از 0.18 تا 45 کیلووات
- قطر شافت خروجی: از 25 تا 90 میلی متر
- جنس بدنه: آلومینیوم برای مدل های سبک چدن برای مدل های سنگین
- نوع نصب: آویز از بالا یا اتصال پایه دار
- کلاس حفاظت: IP55 تا IP66 بسته به سفارش
- دمای کاری: از منفی 15 تا مثبت 50 درجه سانتی گراد
- نوع روانکاری: روغن صنعتی با قابلیت تعویض یا گریس دائمی
- استاندارد ساخت: DIN و ISO مطابق با الزامات CE اروپا
کاربردهای الکترو گیربکس شافت موازی Motovario
گیربکس آویز یا شافت موازی موتوواریو با طراحی مهندسی، کیفیت ساخت بالا و عملکرد قابل اعتماد، انتخابی هوشمندانه برای صنایع مختلف است. این محصول با قابلیت تحمل بارهای سنگین، نصب آسان و راندمان بالا، می تواند نقش مهمی در بهینه سازی سیستم های انتقال قدرت ایفا کند.
- خطوط تولید صنایع غذایی، دارویی و بسته بندی
- نوار نقاله های سنگین و سیستم های انتقال مواد
- ماشین آلات فرآوری و میکس صنعتی
- تجهیزات معدنی، فولاد و سیمان
- صنایع پتروشیمی و نیروگاهی
مشخصات فنی و تخصصی گیربکس شافت موازی آویز ایتالیایی سیتی
گیربکس شافت موازی سیتی نوعی از گیربکس صنعتی است که در آن محور ورودی و خروجی به صورت موازی قرار دارند. این طراحی باعث کاهش فضای اشغال شده افزایش راندمان مکانیکی و سهولت در نصب و نگهداری می شود.گیربکس آویز SITI به طور خاص برای کاربردهایی با گشتاور بالا سرعت پایین و بارهای پیوسته طراحی شده است.
| ویژگی | توضیحات |
|---|---|
| نوع نصب | آویز از بالا یا اتصال پایه دار |
| نسبت تبدیل | از 6 تا 100 بسته به مدل |
| گشتاور خروجی | تا 8500 نیوتن متر |
| توان ورودی | از 0.25 تا 37 کیلووات |
| جنس بدنه | آلومینیوم برای مدل های سبک چدن برای مدل های سنگین |
| نوع روانکاری | روغن صنعتی یا گریس دائمی |
| کلاس حفاظت | IP55 تا IP66 |
| دمای کاری | از منفی 20 تا مثبت 60 درجه سانتی گراد |
| استاندارد ساخت | DIN و ISO مطابق با الزامات CE اروپا |
فاکتورهای موثر بر قیمت و خرید گیربکس شافت موازی سیتی (SITI)
قیمت خرید گیربکس آویز یا شافت موازی سیتی SITI تحت تأثیر عوامل فنی و کاربردی قرار دارد. مهمترین فاکتورها شامل توان ورودی گشتاور خروجی نسبت تبدیل و نوع نصب هستند. جنس بدنه نیز نقش مهمی در تعیین قیمت دارد مدلهای آلومینیومی سبکتر و ارزانتر از مدلهای چدنی هستند. کلاس حفاظت نوع روانکاری و استانداردهای ساخت نیز در قیمت نهایی تأثیرگذارند. همچنین شرایط محیطی مانند دمای کاری و میزان رطوبت میتواند انتخاب مدل مناسب را تغییر دهد. برند SITI با رعایت استانداردهای DIN و ISO محصولات خود را در بازه قیمتی رقابتی عرضه میکند. قیمت مدلهای پایه از حدود 250 دلار شروع میشود و در مدلهای صنعتی سنگین تا 1200 دلار نیز میرسد.
علاوه بر مشخصات فنی عوامل تجاری نیز بر قیمت گیربکس آویز SITI تأثیر میگذارند. هزینه حمل و نقل نرخ ارز موجودی انبار و خدمات پس از فروش از جمله این موارد هستند. برندهای معتبر اروپایی مانند SITI SEW Eurodrive و Bonfiglioli معمولاً قیمت بالاتری نسبت به برندهای آسیایی دارند. با این حال کیفیت ساخت دوام بالا و پشتیبانی فنی این برندها باعث توجیه قیمت میشود. در بازار جهانی گیربکسهای شافت موازی با گشتاور متوسط در محدوده 400 تا 800 دلار قرار دارند. مدلهای سفارشی با ویژگیهای خاص مانند پوشش ضد خوردگی یا نصب خاص ممکن است تا 1500 دلار قیمت داشته باشند. انتخاب صحیح بر اساس نیاز واقعی بهترین راه برای بهینهسازی هزینه خرید است.
مشخصات فنی الکتروگیربکس شفت موازی لنز
گیربکس شفت موازی لنز نوعی از گیربکس صنعتی است که در آن محور ورودی و خروجی به صورت موازی قرار دارند. این طراحی باعث کاهش فضای اشغال شده افزایش راندمان مکانیکی و سهولت در نصب می شود.گیربکس آویز Lenze به طور خاص برای کاربردهایی با گشتاور بالا سرعت پایین و بارهای پیوسته طراحی شده است.
| ویژگی | توضیحات |
|---|---|
| نوع نصب | آویز از بالا یا اتصال پایه دار |
| نسبت تبدیل | از 5 تا 100 بسته به مدل |
| گشتاور خروجی | تا 9500 نیوتن متر |
| توان ورودی | از 0.37 تا 45 کیلووات |
| جنس بدنه | آلومینیوم یا چدن مقاوم |
| نوع روانکاری | روغن صنعتی با قابلیت تعویض |
| کلاس حفاظت | IP55 تا IP66 |
| دمای کاری | از منفی 20 تا مثبت 60 درجه سانتی گراد |
| استاندارد ساخت | DIN و ISO مطابق با الزامات CE اروپا |
فاکتورهای موثر بر قیمت گیربکس شافت موازی Lenze
قیمت گیربکس آویز لنز تحت تأثیر عوامل فنی مانند توان موتور گشتاور خروجی جنس بدنه و نوع نصب قرار دارد. همچنین برند Lenze به دلیل کیفیت ساخت بالا و پشتیبانی فنی قوی در دسته محصولات پریمیوم قرار میگیرد. قیمت مدل های پایه از حدود 300 دلار شروع میشود و در مدل های صنعتی سنگین تا 1500 دلار نیز میرسد.
مشخصات فنی و اطلاعات تخصصی الکتروگیربکس شافت موازی آویز نورد
گیربکس شافت موازی نورد نوعی از گیربکس صنعتی است که در آن محور ورودی و خروجی به صورت موازی قرار دارند. این طراحی باعث کاهش فضای اشغال شده افزایش راندمان مکانیکی و سهولت در نصب و نگهداری می شود.گیربکس آویز NORD به طور خاص برای کاربردهایی با گشتاور بالا سرعت پایین و بارهای پیوسته طراحی شده است.
| توضیحات | ویژگی |
|---|---|
| آویز از بالا یا اتصال پایه دار | نوع نصب |
| از 5 تا 160 بسته به مدل | نسبت تبدیل |
| تا 18000 نیوتن متر | گشتاور خروجی |
| از 0.37 تا 55 کیلووات | توان ورودی |
| چدن مقاوم یا آلومینیوم سبک | جنس بدنه |
| روغن صنعتی با قابلیت تعویض | نوع روانکاری |
| IP55 تا IP66 | کلاس حفاظت |
| از منفی 25 تا مثبت 60 درجه سانتی گراد | دمای کاری |
| DIN و ISO مطابق با الزامات CE اروپا | استاندارد ساخت |
فاکتورهای موثر بر قیمت خرید گیربکس شافت موازی نورد آلمان NORD
قیمت خرید گیربکس شافت موازی نورد آلمان NORD تحت تأثیر عوامل فنی و ساختاری قرار دارد. توان ورودی گشتاور خروجی نسبت تبدیل و نوع نصب از مهمترین فاکتورها هستند. جنس بدنه نیز نقش کلیدی دارد مدلهای چدنی برای کاربردهای سنگین و مدلهای آلومینیومی برای مصارف سبکتر طراحی شدهاند. کلاس حفاظت نوع روانکاری و استانداردهای ساخت نیز در تعیین قیمت نهایی مؤثرند. برند NORD با رعایت استانداردهای DIN و ISO محصولات خود را در رده پریمیوم عرضه میکند. قیمت مدلهای پایه از حدود 350 دلار شروع میشود و در مدلهای صنعتی سنگین تا 1800 دلار نیز افزایش مییابد.
عوامل تجاری نیز در قیمت گیربکس آویز نورد تأثیرگذار هستند. هزینه حمل و نقل نرخ ارز موجودی انبار و خدمات پس از فروش از جمله این موارد محسوب میشوند. برندهای معتبر اروپایی مانند NORD SEW Eurodrive و Lenze معمولاً قیمت بالاتری نسبت به برندهای آسیایی دارند. با این حال کیفیت ساخت دوام بالا و پشتیبانی فنی این برندها باعث توجیه قیمت میشود. در بازار جهانی گیربکسهای شافت موازی با گشتاور متوسط در محدوده 500 تا 1000 دلار قرار دارند. مدلهای سفارشی با ویژگیهای خاص مانند پوشش ضد خوردگی یا نصب خاص ممکن است تا 2000 دلار قیمت داشته باشند.
ویژگی های فنی گیربکس شافت موازی ایتالیایی STM
گیربکس شافت موازی STM نوعی از گیربکس صنعتی است که در آن محور ورودی و خروجی به صورت موازی قرار دارند. این طراحی باعث کاهش فضای اشغال شده افزایش راندمان مکانیکی و سهولت در نصب و نگهداری می شود.گیربکس آویز STM به طور خاص برای کاربردهایی با گشتاور بالا سرعت پایین و بارهای پیوسته طراحی شده است.
| ویژگی | توضیحات |
|---|---|
| آویز از بالا یا اتصال پایه دار | نوع نصب |
| از 6 تا 160 بسته به مدل | نسبت تبدیل |
| تا 15000 نیوتن متر | گشتاور خروجی |
| از 0.37 تا 55 کیلووات | توان ورودی |
| چدن مقاوم یا آلومینیوم سبک | جنس بدنه |
| روغن صنعتی با قابلیت تعویض | نوع روانکاری |
| IP55 تا IP66 | کلاس حفاظت |
| از منفی 25 تا مثبت 60 درجه سانتی گراد | دمای کاری |
| DIN و ISO مطابق با الزامات CE اروپا | استاندارد ساخت |
فاکتورهای موثر بر قیمت خرید گیربکس آویز STM اس تی ام
قیمت گیربکس STM تحت تأثیر عوامل فنی و ساختاری قرار دارد. توان ورودی گشتاور خروجی نسبت تبدیل و نوع نصب از مهمترین فاکتورهای تعیین قیمت هستند. جنس بدنه نیز نقش کلیدی دارد مدلهای چدنی برای کاربردهای سنگین و مدلهای آلومینیومی برای مصارف سبکتر طراحی شدهاند. کلاس حفاظت نوع روانکاری و استانداردهای ساخت نیز در قیمت نهایی مؤثرند. برند STM با رعایت استانداردهای DIN و ISO محصولات خود را در رده پریمیوم عرضه میکند. قیمت مدلهای پایه از حدود 300 دلار شروع میشود و در مدلهای صنعتی سنگین تا 1600 دلار نیز افزایش مییابد.
عوامل تجاری نیز در قیمت گیربکس STM تأثیرگذار هستند. هزینه حمل و نقل نرخ ارز موجودی انبار و خدمات پس از فروش از جمله این موارد محسوب میشوند. برندهای معتبر اروپایی مانند STM NORD و SEW Eurodrive معمولاً قیمت بالاتری نسبت به برندهای آسیایی دارند. با این حال کیفیت ساخت دوام بالا و پشتیبانی فنی این برندها باعث توجیه قیمت میشود. در بازار جهانی گیربکسهای شافت موازی با گشتاور متوسط در محدوده 400 تا 1000 دلار قرار دارند. مدلهای سفارشی با ویژگیهای خاص مانند پوشش ضد خوردگی یا نصب خاص ممکن است تا 1800 دلار قیمت داشته باشند.
ویژگی های فنی گیربکس صنعتی ترکیه ای شفت موازی
گیربکس شافت موازی ایماک نوعی از گیربکس صنعتی است که در آن محور ورودی و خروجی به صورت موازی قرار دارند. این طراحی باعث کاهش فضای اشغال شده افزایش راندمان مکانیکی و سهولت در نصب و نگهداری می شود.گیربکس آویز IMAK به طور خاص برای کاربردهایی با گشتاور بالا سرعت پایین و بارهای پیوسته طراحی شده است.
| ویژگی | توضیحات |
|---|---|
| نوع نصب | آویز از بالا یا اتصال پایه دار |
| نسبت تبدیل | از 7 تا 160 بسته به مدل |
| گشتاور خروجی | تا 12000 نیوتن متر |
| توان ورودی | از 0.37 تا 45 کیلووات |
| جنس بدنه | چدن مقاوم یا آلومینیوم سبک |
| نوع روانکاری | روغن صنعتی با قابلیت تعویض |
| کلاس حفاظت | IP55 تا IP66 |
| دمای کاری | از منفی 20 تا مثبت 60 درجه سانتی گراد |
| استاندارد ساخت | DIN و ISO مطابق با الزامات CE اروپا |
موارد کاربری صنعتی، ساختمانی و شهرداری جرثقیل دستی یک تن چینی طرح
جرثقیل دستی 1 تن چینی طرح ویتال برای جابجایی دقیق و ایمن بارهای سبک تا متوسط در محیط های صنعتی، ساختمانی و خدمات شهری کاربرد دارد. در صنعت برای نصب و سرویس تجهیزات خط تولید، تعویض موتور و گیربکس دستگاه ها، بارگیری و تخلیه قطعات در انبار و جابجایی قالب ها و قالبک ها استفاده می شود. در پروژه های ساختمانی به استقرار میلگرد و تسمه های تقویتی، بلند کردن تیرچه، پانل های پیش ساخته، مخازن کوچک، دستگاه های برش و کمپرسور های قابل حمل کمک می کند و در فضاهای محدود که جرثقیل موتوری دسترسی ندارد بسیار کارآمد است. در شهرداری ها برای نصب و سرویس پایه چراغ ها، جابجایی دریچه های چدنی، پمپ های ایستگاه های آب و فاضلاب، تابلو های راهنمایی و تجهیزات پارکی به کار می رود و با توجه به وزن کم، نگهداری ساده و نیاز نداشتن به برق، ابزاری اقتصادی و قابل اعتماد برای تیم های عملیاتی محسوب می شود.
- کاربری صنعتی: مونتاژ و دمونتاژ تجهیزات خط تولید، نگهداری پیشگیرانه ماشین آلات، بارگیری و تخلیه پالت و قطعات در انبار، جابجایی قالب ها و فیکسچر های سنگین
- کارگاهی و تعمیرات: بالا کشیدن موتور و گیربکس، تنظیم موقعیت تجهیزات CNC، نصب و سرویس کمپرسور و ژنراتور های کوچک
- کاربری ساختمانی: انتقال میلگرد بسته بندی شده، جابجایی قالب بندی و داربست، نصب پانل پیش ساخته و سنگ نما، بالا بردن ابزار ها و دستگاه های برشی
- تاسیسات مکانیکی و برقی: قراردهی چیلر و هواساز های کوچک، جابجایی پمپ، بوستر پمپ و تابلو برق، کشش اولیه در نصب کابل های قدرت
- کاربری شهرداری: نصب و سرویس پایه چراغ، جابجایی دریچه ها و گریتینگ های چدنی، خارج سازی و نصب پمپ های چاهک، نصب تابلو های راهنمایی، نگهداری تجهیزات پارکی
- انبار و لجستیک: هم تراز کردن بار روی استیج و اسکید، بلند کردن بسته ها برای تسمه کشی، جابجایی امن در راهرو های تنگ
- ایمنی و شرایط کاری: مناسب فضا های محدود، بدون نیاز به برق، صدای کم، کنترل دستی دقیق برای موقعیت دهی جزء به جزء بار
مقایسه مقاومت کششی و ضریب امنیتی جرثقیل دستی 2 دو تن طرح چینی با اصلی ژاپنی
جرثقیل دستی زنجیری 2 تن چینی طرح ویتال دارای ضریب امنیتی معمولاً بین 4:1 تا 5:1 است که به معنی تحمل چهار تا پنج برابر بار نامی پیش از شکست است. این ویژگی با انجام تست های کشش دینامیکی و استاتیکی طبق استاندارد EN 13157 تایید می شود. در تست کشش استاتیکی، زنجیر و قلاب ها تحت بار ثابت تا 8000 تا 10000 کیلوگرم قرار می گیرند تا تغییر شکل دائمی یا شکست ارزیابی شود. تست کشش دینامیکی شامل بارگذاری مکرر در محدوده 110 تا 125 درصد ظرفیت نامی است که عملکرد ترمز و انتقال نیرو را بررسی می کند. این مقادیر باعث اطمینان از عملکرد ایمن در شرایط واقعی کاری می شوند.
در مقایسه، جرثقیل دستی زنجیری اصلی ژاپنی ویتال معمولاً دارای ضریب امنیتی 5:1 واقعی و کیفیت ساخت بالاتر است که در دقت ماشین کاری و عملیات حرارتی مشهود است. تست کشش در نمونه ژاپنی اغلب با بارهای استاتیکی تا 12000 کیلوگرم انجام می شود و زنجیر G100 با مقاومت کششی حدود 1000 مگاپاسکال استفاده می گردد. این موضوع سبب افزایش طول عمر کاری، مقاومت در برابر بارهای ضربه ای و کاهش خطر شکست ناگهانی می شود. هرچند نمونه چینی برای کاربری عمومی مناسب است، اما در کاربری های فوق سنگین یا حساس، مدل ژاپنی انتخاب مطمئن تری محسوب می شود.
موارد کاربری صنعتی جرثقیل دستی چینی 3 تن از نوع زنجیری
جرثقیل دستی زنجیری 3 تن ساخت چین یک ابزار صنعتی پرکاربرد برای بلند کردن و جابجایی بارهای سنگین در محیط های کارگاهی، انبارها و خطوط تولید است. این محصول با ظرفیت دقیق 3000 کیلوگرم، طراحی مستحکم و مکانیزم زنجیر فولادی مقاوم، امکان عملکرد ایمن و پایدار را فراهم می کند. مناسب برای صنایع فلزی، ساختمانی و ماشین سازی، این جرثقیل از استانداردهای بین المللی مانند ISO 9001 و CE پیروی می کند. بدنه ضد ضربه، چرخ دنده های دندانه دار و سیستم ترمز اضطراری از ویژگی های کلیدی آن هستند. تولید شده توسط برندهای معتبر چینی، این مدل به دلیل قیمت رقابتی و دوام بالا در بازارهای جهانی شناخته شده است.
- کشور تولید کننده: چین
- زمینه تخصصی فعالیت: تجهیزات بالابری صنعتی
- برندهای مطرح: LiAn, Yale, JET
- استانداردهای تولید: ISO 9001, CE, GS, ANSI/ASME B30.21
- کاربردهای کلیدی: صنایع فلزات، ساخت و ساز، انبارداری، تعمیرات ماشین آلات
- محدوده دمای کاری: -20°C تا +50°C
مقایسه جرثقیل دستی 5 تن چینی با نمونه اصلی ژاپنی ویتال
جرثقیل دستی 5 تن طرح ویتال چین دارای ضریب امنیتی 4:1 مطابق استاندارد CE است، در حالی که مدل ژاپنی مانند KITO به ضریب 5:1 با تاییدیه TUV دست یافته است. دوام زنجیر فولادی ویتال در تست های شوک بار تا 10,000 چرخه کاری گزارش شده، اما نمونه ژاپنی با آلیاژ کروم-مولیبدن تا 15,000 چرخه مقاومت می کند. یاتاقان های چینی پس از 3 سال کار مداوم نیاز به تعویض دارند، ولی مدل ژاپنی با دقت ساخت بالاتر تا 5 سال بدون تعمیر اساسی کار می کند. هر دو مدل در محیط های خورنده با دمای -20 تا +50 درجه سانتیگراد عملکرد پایدار دارند.
قیمت جرثقیل ویتال چین در بازارهای جهانی بین 300 تا 450 دلار آمریکا متغیر است، درحالی که مدل ژاپنی مشابه 600 تا 850 دلار قیمت دارد. هزینه تعمیرات سالانه نمونه چینی حدود 7% ارزش اولیه دستگاه است، اما این رقم برای محصول ژاپنی به 4% محدود می شود. بازده سرمایه گذاری در مدل چینی پس از 2 سال و در نمونه ژاپنی پس از 3 سال محقق می گردد. گارانتی 2 ساله ویتال در مقابل پشتیبانی 5 ساله برندهای ژاپنی قرار می گیرد. انتخاب نهایی به بودجه و شدت استفاده مصرف کننده بستگی دارد.
مشخصات فنی فتوسل QRA2
فتوسل چشم سنسور زیمنس مدل QRA2 (UV Flame Detector) محصول کشور آلمان با وزن 60 گرم برای تشخیص دقیق شعله در مشعل های سری LGB2، LGB4، LFL، LFE1، LFE10 و LMG طراحی شده است. این سنسور متناوب قادر به تشخیص تغییرات اشعه UV ناشی از شعله با دقت میلی ثانیه ای است و شامل لوازم جانبی UV برای افزایش حساسیت می باشد. فناوری Photoresistor و Photo cell آن پاسخ سریع و پایدار در محیط های صنعتی فراهم می کند و تغییرات نور محیطی را فیلتر می نماید. طراحی فشرده و نصب آسان، کارکرد ایمن و کاهش خطاهای خاموشی ناگهانی مشعل را تضمین می کند. QRA2 با استانداردهای صنعتی اروپایی سازگار بوده و عملکرد پایدار در محدوده دمای معمولی صنعتی دارد.
موارد کاربری صنعتی فتوسل زیمنس QRA2
فتوسل زیمنس مدل QRA2 (UV Flame Detector) در محیط های صنعتی برای کنترل و ایمنی مشعل های گازی و مایع استفاده می شود. این سنسور متناوب با تشخیص سریع اشعه UV شعله، عملکرد پایدار تایمرهای سری LGB2، LGB4، LFL، LFE1، LFE10 و LMG را تضمین می کند. نصب ساده، وزن 60 گرم و مقاومت در برابر ارتعاشات و شوک مکانیکی، کارکرد بدون خطای خاموشی ناگهانی را فراهم می کند. این دستگاه با فناوری Photoresistor و Photo cell قادر است تغییرات نور محیطی را فیلتر کرده و پاسخ زمانی کمتر از 200 میلی ثانیه ارائه دهد. کاربردهای صنعتی این فتوسل شامل موارد زیر است:
- کنترل ایمنی مشعل های صنعتی گازی و مایع
- هماهنگی با تایمرهای سری LGB و LFE برای خاموشی و روشنایی دقیق
- استفاده در سیستم های گرمایش صنعتی و کوره های کارخانه ای
- نظارت بر شعله در دیگ های بخار و بویلرهای فشار قوی
- افزایش امنیت و کاهش ریسک خطاهای عملیاتی در محیط های صنعتی
ویژگی ها و مشخصات فنی گیربکس صنعتی دور متغیر Bonfiglioli
گیربکس دور متغیر بونفیلیولی Bonfiglioli در مدل های U، F، P و C، محدوده توان 0.25 تا 500 کیلووات را پوشش می دهد. محدوده سرعت خروجی از 0.1 تا 1500 دور در دقیقه متغیر است و گشتاور خروجی تا 4000 نیوتن متر قابل تنظیم است. ساختار داخلی شامل چرخ دنده های هلیکال با دقت بالاست که انتقال قدرت روان و بدون لرزش را تضمین می کند. راندمان انتقال نیرو بین 95 تا 98 درصد بوده و دمای کاری از -20 تا +60 درجه سانتیگراد مناسب محیط های صنعتی است. بدنه مقاوم از آلیاژ آلومینیوم یا فولاد ساخته شده و تحمل بار شعاعی و محوری بالایی دارد.
مدل F با پایه و فلنج برای نصب انعطاف پذیر، مدل P با ورودی و خروجی هالو برای تطبیق آسان با موتورها، و مدل C امکان اتصال مستقیم به سری های S، C، VF و W را فراهم می کند. گیربکس های Bonfiglioli مجهز به سیستم روانکاری دائمی و بلبرینگ های صنعتی با عمر طولانی هستند. سرعت متغیر پیوسته و دقت ±1 درصد کنترل دور باعث بهینه سازی مصرف انرژی و کاهش استهلاک تجهیزات می شود.
مزایای استفاده از گیربکس Bonfiglioli دور متغیر
استفاده از گیربکس دور متغیر Bonfiglioli موجب بهینه سازی عملکرد تجهیزات صنعتی و کاهش هزینه های عملیاتی می شود. این گیربکس با کنترل دقیق سرعت خروجی، مصرف انرژی را تا 15-20 درصد کاهش می دهد و برق مصرفی موتورهای الکتریکی را متناسب با نیاز واقعی فرایند تنظیم می کند.
کنترل دقیق دور و گشتاور خروجی باعث افزایش بهره وری تولید می شود. کاهش توقف های ناگهانی و تنظیم پیوسته سرعت، کیفیت محصول نهایی را بهبود می بخشد و راندمان خطوط تولید را بالا می برد.
- بهینه سازی مصرف انرژی با تنظیم دقیق سرعت متناسب با نیاز فرایند
- افزایش بهره وری تولید و کاهش توقف های ناگهانی
- کاهش استهلاک تجهیزات از طریق توزیع یکنواخت گشتاور
- کاهش لرزش و صدای غیر طبیعی، افزایش ایمنی محیط کاری
- امکان یکپارچگی با سیستم های کنترلی پیشرفته
- نصب آسان و سازگاری با موتورهای مختلف
استفاده از این گیربکس باعث افزایش طول عمر مفید دستگاه ها و کاهش هزینه های نگهداری و تعمیرات دوره ای می شود. عملکرد پیوسته و دقیق آن به بهبود کیفیت محصول و بهره وری خطوط تولید کمک می کند.
فاکتورهای موثر بر قیمت خرید گیربکس دور متغیر Bonfiglioli
قیمت خرید گیربکس دور متغیر Bonfiglioli تحت تاثیر عوامل متعددی قرار دارد. توان خروجی گیربکس نقش اساسی در تعیین هزینه دارد و مدل هایی با توان 0.25 تا 500 کیلووات به طور طبیعی متفاوت قیمت گذاری می شوند. محدوده سرعت خروجی، دقت کنترل دور و نوع اتصال مدل (U، F، P یا C) نیز بر قیمت نهایی اثرگذار است. جنس بدنه و کیفیت چرخ دنده ها، راندمان انتقال نیرو و سیستم روانکاری دائمی، فاکتورهای فنی مهم در قیمت گذاری هستند. به طور تقریبی، قیمت این گیربکس ها برای توان پایین بین 500 تا 1500 دلار و برای توان متوسط 1500 تا 5000 دلار است.
- توان خروجی گیربکس
- محدوده سرعت و دقت کنترل دور
- نوع اتصال مدل (U، F، P، C)
- جنس بدنه و کیفیت چرخ دنده ها
- راندمان انتقال نیرو و سیستم روانکاری
- استانداردهای تولید و برند سازنده
- هزینه حمل، نصب و خدمات پس از فروش
عوامل برند و استانداردهای تولید نیز تاثیر زیادی بر قیمت دارند. برند Bonfiglioli با استانداردهای ISO 9001، ISO 14001 و CE، محصولات با کیفیت بالا عرضه می کند که هزینه تولید آن ها نسبت به برندهای کم نام کمتر اقتصادی بالاتر است. مدل های توان بالا یا سفارشی می توانند تا 20,000 دلار و بیشتر قیمت داشته باشند. علاوه بر این، هزینه حمل و نصب، خدمات پس از فروش و گارانتی طولانی مدت، مجموع هزینه خرید را تحت تاثیر قرار می دهند و خریدار باید این فاکتورها را قبل از سفارش لحاظ کند.
مشخصات فنی و ساختاری فیلر جوش چدن کد ER-Ni1
فیلر جوش چدن کد ER-Ni1 یک آلیاژ نیکل با خلوص بالا (Ni ≥ 99%) است که برای اتصال مطمئن قطعات چدنی خاکستری و داکتیل طراحی شده است. این فیلر جوش در قطر 2 تا 4 میلیمتر و طول شاخه 1000 میلیمتر تولید میشود و برای جوشکاری دستی و اتوماتیک مناسب است. دمای کاری جوش بین 20 تا 800 درجه سانتیگراد بوده و مقاومت حرارتی و خوردگی بالایی دارد. استاندارد بینالمللی ISO 14343 کیفیت و دوام جوش را تضمین میکند. بستهبندی صنعتی 1 تا 5 کیلوگرمی و برندهای معتبر مانند Castolin و ESAB امکان خرید مطمئن و طول عمر بالا را فراهم میکنند. انتخاب دقیق این فیلر جوش برای تعمیرات صنعتی و ماشینآلات چدنی توصیه میشود.
فاکتور های موثر بر قیمت و خرید فیلر جوش چدن
- پارامترهای متعددی بر قیمت و خرید فیلر جوش چدن کد ER-Ni1 تاثیرگذار هستند.
- کیفیت آلیاژ و خلوص نیکل موجود در سیم جوش نقش کلیدی در مقاومت به حرارت و خوردگی دارد.
- برند تولیدکننده نیز اهمیت دارد؛ برندهای شناخته شده مانند ESAB یا Harris به دلیل تضمین کیفیت، قیمت بالاتری دارند.
- بسته بندی و وزن فیلر جوش نیز بر هزینه نهایی اثرگذار است، بطور معمول بسته های 1 کیلوگرمی از 30 تا 50 دلار در بازار جهانی عرضه می شوند.
- نرخ ارز و شرایط واردات نیز می توانند قیمت را به طور قابل توجهی تغییر دهند.
- انتخاب نوع فیلر متناسب با چدن خاکستری، چدن نشکن یا چدن داکتیل اهمیت زیادی دارد تا جوشکاری موفق و بدون ترک تضمین شود.
- عوامل خرید شامل دسترسی، سازگاری با تجهیزات جوشکاری و مشاوره فنی از فروشنده است.
- خریداران حرفه ای به گرید دقیق ER-Ni1 و توصیه های تولیدکننده توجه می کنند.
- خرید عمده معمولاً قیمت واحد را کاهش می دهد و برای پروژه های صنعتی مقرون به صرفه تر است.
- در بازار جهانی، قیمت هر کیلوگرم فیلر ER-Ni1 از برندهای معتبر بین 28 تا 55 دلار متغیر است و کیفیت تضمین شده همراه با گواهی استاندارد ISO ارائه می شود.
- شرایط حمل و نگهداری، از جمله محافظت در برابر رطوبت، بر طول عمر و عملکرد جوش تاثیر مستقیم دارد.
فاکتور های موثر بر قیمت و خرید Metric Timing Belt
- جنس تسمه تایمینگ متری از پلی اورتان یا نئوپرن تقویت شده با الیاف شیشه یا استیل یکی از مهمترین فاکتورهای تعیین قیمت است.
- گام دندانه بین 2 تا 20 میلی متر و عرض تسمه از 6 تا 150 میلی متر مستقیماً بر هزینه تولید و قیمت نهایی تاثیر دارد.
- مقاومت کششی تسمه در محدوده 500 تا 3000 نیوتن بر سانتی متر برای کاربردهای صنعتی سنگین قیمت را افزایش می دهد.
- طول رول های استاندارد بین 50 تا 100 متر عرضه می شود و خرید عمده باعث کاهش هزینه واحد می گردد.
- برندهای معتبر اروپایی یا ژاپنی معمولاً با قیمت 8 تا 20 دلار به ازای هر متر عرضه می شوند.
- شرایط حمل، دما و مقاومت در برابر روغن و رطوبت نیز در انتخاب و قیمت گذاری موثر است.
- برای مقایسه بهتر بازار، توجه به عبارات خرید فیلر جوش چدن ، فروش فیلر جوش چدن و قیمت فیلر جوش چدن در جستجوهای فنی کمک می کند.
فاکتورهای موثر بر قیمت بلبرینگ عقب پراید
قیمت بلبرینگ عقب شفت اصلی پراید به کیفیت مواد اولیه و دقت ساخت بستگی دارد. برندهای معتبر مانند SKF و NSK با استفاده از فولاد سخت و عملیات حرارتی استاندارد، عملکرد طولانی و روانی را تضمین می کنند. همچنین برندهای چینی مانند MCH با قیمت پایین تر عرضه می شوند، اما طول عمر و کیفیت آنها معمولاً کمتر از برندهای اصلی است. اندازه و تحمل بار بلبرینگ نیز بر قیمت تاثیرگذار است، زیرا سایز دقیق و تحمل فشار بالاتر نیازمند تولید با دقت و استاندارد بیشتر است. به طور معمول، بلبرینگ های اصلی برند SKF برای پراید حدود 25 تا 35 دلار، NSK حدود 22 تا 32 دلار و MCH حدود 15 تا 20 دلار قیمت دارند.
نوع بسته بندی و گارانتی محصول نیز نقش مهمی در قیمت ایفا می کند. بسته بندی استاندارد و تضمین اصالت کالا هزینه نهایی را افزایش می دهد، اما ریسک خرید قطعات تقلبی را کاهش می دهد. فروشگاه های تخصصی مانند تکمیل صنعت، با ارائه مشاوره فنی و ارسال سریع، امکان خرید مطمئن را فراهم می کنند و قیمت ها معمولاً شامل خدمات پس از فروش نیز هستند.
راهنمای کامل سفارش و مشخصات فنی بلبرینگ جلو شفت پراید
برای سفارش و خرید بلبرینگ جلو شفت اصلی پراید، بررسی دقیق مشخصات فنی اهمیت بالایی دارد. این بلبرینگ شیار عمیق با قطر داخلی 25 میلی متر، قطر خارجی 52 میلی متر و عرض 15 میلی متر تولید می شود. جنس بلبرینگ فولاد کروم سخت شده با تحمل دمای کاری تا 150 درجه سانتی گراد و تحمل بار شعاعی تا 1.2 کیلو نیوتن و بار محوری تا 0.8 کیلو نیوتن است. نصب صحیح بلبرینگ روی شفت اصلی پراید به دقت بالایی نیاز دارد تا عمر مفید آن بیشینه شود و از آسیب به شفت یا سیستم انتقال قدرت جلوگیری گردد. مشاوره و خرید از فروشگاه تکمیل صنعت، کیفیت و اصالت محصول را تضمین می کند.
- نوع بلبرینگ: شیار عمیق (Deep Groove Ball Bearing)
- قطر داخلی (ID): 25 میلی متر
- قطر خارجی (OD): 52 میلی متر
- عرض (Width): 15 میلی متر
- جنس: فولاد کروم سخت شده
- تحمل دما: تا 150 درجه سانتی گراد
- تحمل بار شعاعی: 1.2 کیلو نیوتن
- تحمل بار محوری: 0.8 کیلو نیوتن
- کاربرد: نصب روی شفت اصلی موتور پراید
- تضمین کیفیت: خرید از فروشگاه معتبر تکمیل صنعت
علائم خرابی برینگ چرخ عقب پراید
بلبرینگ چرخ عقب کوچک پراید در صورت خرابی، باعث افزایش اصطکاک و کاهش روانی حرکت چرخ می شود. صدای غیر طبیعی بیش از 20 دسیبل در سرعت 50 کیلومتر بر ساعت، نشان دهنده خوردگی یا آسیب به ساچمه ها است. لرزش بیش از 0.5 میلی متر در هر دور چرخش محور عقب، معمولاً ناشی از عدم توازن یا خوردگی بلبرینگ است. افزایش دمای سطح بلبرینگ بیش از 15 درجه سانتی گراد نسبت به حالت عادی، می تواند هشداری برای کاهش عمر بلبرینگ باشد. بررسی دوره ای هر 10 تا 15 هزار کیلومتر توصیه می شود.
- صدای غژغژ یا تق تق غیر طبیعی در سرعت بالا
- لرزش محسوس در محور عقب خودرو
- گرم شدن بیش از حد بلبرینگ
- کاهش روانی چرخش چرخ ها
- نشانه های خوردگی یا ترک روی ساچمه ها
تشخیص به موقع اختلال در عملکرد بلبرینگ، از آسیب به محور عقب جلوگیری می کند. کاهش مصرف سوخت و افزایش ایمنی خودرو با بررسی دقیق بلبرینگ قابل دستیابی است. فشار نامتوازن بیش از 2 کیلوگرم بر میلی متر مربع روی بلبرینگ، باعث صدای شدید و ترک خوردگی می شود. نصب بلبرینگ با گشتاور صحیح و استفاده از گریس استاندارد، عمر مفید قطعه را تا 50 درصد افزایش می دهد. توجه به این علائم مهندسی، رانندگی ایمن و کاهش هزینه های تعمیرات را تضمین می کند.
قیمت خرید برینگ چرخ چلو پیکان به چه عواملی بستگی دارد؟
قیمت بلبرینگ چرخ جلو پیکان به کیفیت مواد اولیه و دقت ساخت بستگی دارد. بلبرینگ های ساخته شده با فولاد ضد زنگ و مهندسی دقیق طول عمر بیشتری دارند، اصطکاک چرخ را کاهش می دهند و ایمنی خودرو را افزایش می دهند. برند تولیدکننده نیز تاثیر زیادی بر قیمت دارد. به عنوان مثال، بلبرینگ چرخ جلو MCH چینی با کیفیت تضمین شده و استانداردهای بین المللی معمولاً بین 25 تا 35 دلار قیمت دارند. عوامل دیگری مانند بسته بندی اورجینال و گواهی اصالت می توانند هزینه نهایی را افزایش دهند.
ابعاد و مدل بلبرینگ چرخ جلو نیز تاثیر مستقیم بر قیمت دارند. برخی مدل های سازگار با سال ساخت پیکان قیمت بالاتری دارند. ویژگی هایی مانند نصب آسان و خدمات پس از فروش از برند معتبر MCH ارزش خرید را افزایش می دهند. خرید از فروشگاه معتبر بلبرینگ ماشینی تضمین می کند که بلبرینگ استانداردهای کارخانه ای را رعایت کرده و طول عمر قطعات خودرو را افزایش می دهد، و سرمایه گذاری مطمئنی برای عملکرد خودرو خواهد بود.
خرید بلبرینگ خودرو پراید با بهترین قیمت برند MCH
خرابی بلبرینگ چرخ عقب پراید می تواند باعث افزایش لرزش فرمان، صدای غژغژ یا تق تق و کاهش عملکرد سیستم تعلیق شود. در صورت مشاهده صدای غیرعادی بیش از 30 کیلومتر در ساعت، احتمال آسیب بلبرینگ افزایش می یابد. سایش ناهمگون لاستیک و افزایش مصرف سوخت از دیگر علائم عددی خرابی است. استفاده از بلبرینگ های با کیفیت بالا مانند برند MCH از فروشگاه تخصصی تکمیل صنعت، با بهترین قیمت و گارانتی، ایمنی و عملکرد روان چرخ ها را تضمین می کند.
اختلال در عملکرد بلبرینگ عقب می تواند باعث افزایش حرارت بیش از 80 درجه سانتیگراد، کاهش شتاب گیری خودرو و لرزش جانبی چرخ ها شود. بلبرینگ های با تحمل بار شعاعی 1.5 تن و محوری 0.5 تن از برند MCH عملکردی بی صدا و طول عمر بیش از 120 هزار کیلومتر دارند. خرید این محصول از تکمیل صنعت با بهترین قیمت و اطمینان از اصل بودن قطعه باعث کاهش هزینه های تعمیرات و افزایش ایمنی راننده می شود.
- کیفیت اورجینال و سازگار با مدل های مختلف پراید
- نصب آسان و سریع بدون نیاز به تغییرات اضافی
- مقاومت بالا در برابر حرارت و فشار
- عملکرد بی صدا و روان در مسیرهای شهری و جاده ای
علائم خرابی و نشانه های تعویض بلبرینگ جلو پراید قدیم
بلبرینگ چرخ جلو قدیم پراید در صورت فرسودگی یا آسیب، علائمی مانند صدای غیرعادی غژغژ یا وزوز هنگام حرکت، لرزش فرمان، کشیده شدن خودرو به یک سمت و سایش نامتعارف تایرها نشان می دهد. همچنین شل شدن یا قفل شدن چرخ ها در سرعت های پایین، نشانه واضح خرابی است. تعویض بلبرینگ توصیه می شود زمانی که صداها مداوم شده، عملکرد چرخ دچار اختلال شده یا عمر مفید بلبرینگ به پایان رسیده است. نصب به موقع بلبرینگ نو، ایمنی، آرامش و کاهش هزینه های نگهداری خودرو را تضمین می کند و از آسیب به قطعات جانبی جلوگیری می نماید.
- صدای غیرعادی غژغژ یا وزوز هنگام حرکت
- لرزش فرمان در سرعت های مختلف
- کشیده شدن خودرو به یک سمت
- سایش غیرمعمول تایرها
- شل شدن یا قفل شدن چرخ
- زمان تعویض: هنگام بروز صداهای مداوم یا پایان عمر مفید بلبرینگ
- مزیت تعویض به موقع: افزایش ایمنی، کاهش هزینه های نگهداری و حفاظت از قطعات جانبی
اهمیت استفاده از بلبرینگ تقویتی برای چرخ جلوی خودرو پراید
بلبرینگ چرخ جلو تقویتی پراید به عنوان قطعه کلیدی سیستم تعلیق و چرخ ها، وظیفه دارد فشار های ناشی از وزن خودرو و نیرو های جانبی وارد شده در پیچ ها و مسیر های ناهموار را تحمل کند. استفاده از بلبرینگ با کیفیت تقویتی مزایای زیر را دارد:
- افزایش طول عمر چرخ ها و دیسک ترمز
- کاهش لرزش فرمان و صدا های اضافی
- بهبود عملکرد سیستم تعلیق و سواری نرم تر
- افزایش ایمنی خودرو در سرعت های بالا و مسیر های ناهموار
چرا خرید بلبرینگ با کیفیت برای چرخ جلو کوییک مهم است؟
استفاده و خرید بلبرینگ اصل و با کیفیت برای خودرو، علاوه بر افزایش طول عمر قطعات، باعث کاهش مصرف سوخت و بهبود فرمانپذیری خودرو میشود. بلبرینگهای نامرغوب ممکن است باعث ایجاد صدا، لرزش و حتی آسیب به سیستم ترمز و چرخ شوند. بنابراین انتخاب یک فروشگاه معتبر مثل تکمیل صنعت برای خرید بلبرینگ اهمیت زیادی دارد.
فروشگاه تکمیل صنعت به عنوان مرجع معتبر خرید انواع بلبرینگ ماشینی، ضمانت اصالت و کیفیت محصولات را ارائه میدهد. شما میتوانید با مراجعه به سایت تکمیل صنعت، بلبرینگ چرخ جلو کوییک را به راحتی سفارش دهید و در کوتاهترین زمان درب منزل تحویل بگیرید.
بهترین بلبرینگ برای چرخ عقب پراید را از کجا بخریم؟
خرید بلبرینگ چرخ عقب قدیم پراید با کیفیت و اورجینال، نه تنها امنیت و پایداری خودرو را افزایش میدهد بلکه طول عمر سایر قطعات خودرو را نیز بالا میبرد.انتخاب بلبرینگ با کیفیت نیازمند توجه به چند نکته مهم است:
- اورجینال بودن قطعه: برای اطمینان از طول عمر و کارکرد صحیح، بهتر است از بلبرینگهای اصلی استفاده کنید.
- برند معتبر: برندهای شناخته شده و فروشگاههای معتبر، تضمین کیفیت را ارائه میدهند.
- مطابقت با مدل خودرو: حتماً بلبرینگ مخصوص مدل و سال خودروی پراید خود را انتخاب کنید.
برای خرید بلبرینگ چرخ عقب پراید قدیم، فروشگاه تخصصی و معتبر تکمیل صنعت به عنوان مرجع معتبر قطعات خودرو، بهترین انتخاب است. این فروشگاه با ارائه محصولات اورجینال، خدمات مشاوره فنی و ارسال سریع، تجربه خرید امن و مطمئن را برای مشتریان فراهم کرده است.
قیمت باسکول سقفی آویز چقدر است؟
قیمت باسکول سقفی آویز دیجیتال به عوامل متعددی وابسته است که هرکدام نقش مهمی در تعیین هزینه نهایی دستگاه دارند. مهم ترین فاکتور، ظرفیت وزن کشی است که معمولاً از 500 کیلوگرم تا 20 تن متغیر است. نوع نمایشگر (LED یا LCD)، امکانات جانبی مانند کنترل از راه دور، اتصال به پرینتر صنعتی، یا قابلیت ارتباط بی سیم (Wi-Fi)، نیز در قیمت گذاری تاثیرگذارند. علاوه بر این، جنس بدنه (آلومینیوم صنعتی، فولاد ضدزنگ یا فولاد تقویت شده) و کشور سازنده (ایران، چین، اروپا) از دیگر عوامل تعیین کننده هستند. برای نمونه، مدل های 1 تنی با نمایشگر LED معمولاً در محدوده قیمتی حدود 75 تا 85 دلار قرار دارند، در حالی که مدل های صنعتی 5 تنی با امکانات پیشرفته ممکن است تا 190 دلار یا بیشتر قیمت گذاری شوند. برای دریافت لیست قیمت به روز انواع باسکول سقفی آویز دیجیتال و مشاوره تخصصی در انتخاب مدل مناسب، با کارشناسان فروش تماس بگیرید یا به ابتدای صفحه مراجعه کرده و در سمت راست روی دکمه ارسال درخواست به واتساپ کلیک کنید.
باسکول آویز Hanging Scale چه کاربردهایی دارد؟
باسکول سقفی به عنوان یکی از تجهیزات کلیدی در سیستم های توزین صنعتی، نقش مهمی در اندازه گیری دقیق وزن بارهای معلق ایفا می کند. این دستگاه ها با قابلیت نصب از نقاط مختلف مانند جرثقیل، تیرآهن، سازه های فلزی یا پایه های متحرک، امکان وزن کشی در شرایط عملیاتی متنوع را فراهم می سازند. طراحی مقاوم، دقت بالا، و قابلیت حمل، آن ها را به گزینه ای مناسب برای فرآیندهای بارگیری، تخلیه، تولید، بسته بندی و مدیریت لجستیک تبدیل کرده است. در ادامه، موارد کاربرد رایج باسکول آویز دیجیتال در صنایع مختلف ارائه شده است:
- وزن کشی دقیق در حین بارگیری و تخلیه کالاها در انبارها و پایانه های حمل و نقل
- استفاده در خطوط تولید و مونتاژ برای کنترل وزن قطعات و محصولات نیمه ساخته
- کنترل وزن در سردخانه ها و مراکز بسته بندی جهت تطابق با استانداردهای حمل و صادرات
- مدیریت بار در انبارهای لجستیکی، گمرک و بنادر برای ثبت دقیق وزن کالاهای ورودی و خروجی
- استفاده در پروژه های عمرانی و کارگاه های موقت برای وزن کشی مصالح، تجهیزات و سازه های قابل حمل
مشخصات فنی انواع باسکول سقفی دیجیتال بر اساس ظرفیت
در فرآیندهای صنعتی، انتخاب باسکول آویز یا سقفی دیجیتال مناسب نیازمند بررسی دقیق مشخصات فنی و تطابق آن با شرایط عملیاتی محیط کار است. این تجهیزات توزین با ظرفیت های متنوع از 1 تا 5 تن، برای وزن کشی بارهای معلق در خطوط تولید، سردخانه ها، انبارهای لجستیکی و مراکز بسته بندی طراحی شده اند. پارامترهایی مانند نوع نمایشگر (LED یا LCD)، دقت اندازه گیری (از 500 گرم تا 2 کیلوگرم)، جنس بدنه (فولاد آلیاژی، ضدزنگ یا تقویت شده)، نوع منبع تغذیه (باتری قابل شارژ یا برق شهری) و قابلیت حمل، نقش تعیین کننده ای در انتخاب مدل مناسب دارند. جدول زیر به صورت فنی و طبقه بندی شده، مشخصات کلیدی این باسکول ها را ارائه می دهد تا کاربران بتوانند بر اساس نیاز عملیاتی، ظرفیت بار و شرایط نصب، تصمیم گیری دقیق و مهندسی داشته باشند.
| ویژگی های خاص | منبع تغذیه | قابلیت حمل | جنس بدنه | دقت اندازه گیری | نوع نمایشگر | ظرفیت وزن کشی | مدل |
|---|---|---|---|---|---|---|---|
| ضدضربه، مناسب برای فضاهای محدود | باتری قابل شارژ | بله | فولاد آلیاژی | 500 گرم | LED | 1 تن | باسکول آویز 1 تن |
| مناسب برای انبارها و سردخانه ها | باتری قابل شارژ | بله | فولاد ضدزنگ | 1 کیلوگرم | LCD | 2 تن | باسکول سقفی جرثقیل 2 تن |
| دارای ریموت، مناسب برای صنایع فلزی | باتری و برق شهری | بله | فولاد صنعتی | 1 کیلوگرم | LED با کنترل از راه دور | 3 تن | باسکول آویز 3 تن |
| مناسب برای بارهای حجیم و سنگین | برق شهری | خیر | فولاد تقویت شده | 2 کیلوگرم | LCD صنعتی | 5 تن | باسکول سقفی 5 تنی |
نکات مهم در خرید باسکول آویز جرثقیلی
انتخاب و خرید باسکول سقفی دیجیتال مناسب، نیازمند بررسی دقیق مشخصات فنی و تطابق آن با شرایط عملیاتی محیط کار است. این دستگاه ها در صنایع مختلف برای وزن کشی بارهای معلق مورد استفاده قرار می گیرند و بسته به نوع کاربرد، ظرفیت مورد نیاز، شرایط محیطی، و سطح دقت مورد انتظار، باید به صورت مهندسی انتخاب شوند. همچنین توجه به کیفیت ساخت، قابلیت اطمینان، خدمات پس از فروش و قیمت گذاری برندهای مختلف، نقش مهمی در تصمیم گیری نهایی دارد. در ادامه، مهم ترین نکات تخصصی که باید هنگام خرید باسکول سقفی دیجیتال مدنظر قرار گیرد، معرفی شده است:
- بررسی دقیق ظرفیت وزن کشی مورد نیاز بر اساس نوع، حجم و وزن بارهای عملیاتی
- انتخاب نوع نمایشگر (LED یا LCD) با توجه به شرایط نوری، دمای محیط و میزان خوانایی مورد انتظار
- توجه به استانداردهای ایمنی، دقت و کالیبراسیون مطابق با الزامات صنعتی و مقررات فنی
- بررسی گارانتی، خدمات پس از فروش و پشتیبانی فنی از سوی تامین کننده یا نمایندگی
- مقایسه قیمت و امکانات مدل های مختلف در برندهای ایرانی، چینی و اروپایی با توجه به بودجه و نیاز عملیاتی
پرسش های متداول درباره باسکول سقفی آویز دیجیتال
چه ظرفیت هایی از باسکول دیجیتال سقفی در بازار موجود است؟
باسکول های سقفی در ظرفیت های متنوعی تولید می شوند که از 500 کیلوگرم برای مصارف سبک تا 20 تن برای کاربردهای سنگین صنعتی را شامل می شود. انتخاب ظرفیت مناسب باید بر اساس وزن بارهای معمول، نوع جابجایی و شرایط کاری انجام شود تا دقت و ایمنی در فرآیند وزن کشی تضمین گردد.
تفاوت نمایشگر LED و LCD در باسکول قابل حمل آویز چیست؟
نمایشگر LED به دلیل نور بالا و وضوح در محیط های تاریک یا صنعتی، گزینه ای مناسب برای فضاهای کم نور است. در مقابل، نمایشگر LCD معمولاً اطلاعات بیشتری را نمایش می دهد و برای محیط های کنترل شده با نور مناسب، خوانایی بهتری دارد. برخی مدل ها نیز دارای نمایشگرهای چندپارامتری با قابلیت تنظیم نور هستند.
آیا باسکول سقفی 5 تنی برای استفاده در فضای باز مناسب است؟
باسکول سقفی 5 تنی در صورتی که دارای بدنه مقاوم از جنس فولاد ضدزنگ یا تقویت شده باشد و استاندارد حفاظتی IP داشته باشد، برای استفاده در فضای باز کاملاً مناسب است. این مدل ها معمولاً در پروژه های عمرانی، بارگیری در بنادر و محیط های صنعتی روباز به کار می روند و در برابر رطوبت، گرد و غبار و ضربه مقاوم هستند.
آیا امکان اتصال باسکول جرثقیلی سقفی به پرینتر یا سیستم های ثبت اطلاعات وجود دارد؟
بله، بسیاری از مدل های پیشرفته باسکول سقفی دارای پورت های ارتباطی مانند RS232، USB یا وای فای هستند که امکان اتصال مستقیم به پرینتر صنعتی، کامپیوتر یا نرم افزارهای مدیریت وزن را فراهم می کنند. این قابلیت برای ثبت و آرشیو اطلاعات توزین در محیط های تولیدی و انبارداری بسیار کاربردی است.
چه نکاتی را باید هنگام خرید باسکول سقفی آویز دیجیتال در نظر گرفت؟
در انتخاب باسکول سقفی باید به ظرفیت مورد نیاز، نوع نمایشگر، دقت اندازه گیری، جنس بدنه، امکانات جانبی مثل کنترل از راه دور یا اتصال به سیستم های دیگر، و همچنین گارانتی و خدمات پس از فروش توجه شود. بررسی برند سازنده و مقایسه قیمت مدل های مختلف نیز می تواند در تصمیم گیری نهایی موثر باشد.
مشخصات فنی بالابر وینچ برقی 500 به 1000 کیلوگرمی
وینچ برقی ۵۰۰ تا ۱۰۰۰ کیلو گرم با کابل ۱۰۰ متری، یکی از مدل های پرکاربرد در حوزه لیفتینگ صنعتی است که با طراحی مهندسی شده و اجزای مقاوم، عملکردی دقیق و ایمن را در جابجایی بارهای سنگین ارائه می دهد. این دستگاه با موتور قدرتمند، کابل فولادی ضد سایش و سیستم ترمز الکترومغناطیسی، برای استفاده در محیط های صنعتی، ساختمانی و کارگاهی کاملاً مناسب است. مشخصات فنی وینچ برقی را در ادامه مشاهده می کنید:
- ظرفیت کشش: ۵۰۰ تا ۱۰۰۰ کیلو گرم
- طول کابل: ۱۰۰ متر فولادی ضد سایش
- نوع موتور: تک فاز یا سه فاز با توان بالا
- سرعت بالا بردن: ۸ تا ۱۲ متر بر دقیقه
- سیستم ترمز: الکترومغناطیسی با ایمنی بالا
- کلاس حفاظتی موتور: IP54 یا بالاتر برای مقاومت در برابر گرد و غبار و رطوبت
کاربردهای وینچ برقی ۱۰۰۰ کیلویی
وینچ برقی با ظرفیت ۱۰۰۰ کیلو گرم و طول کابل ۱۰۰ متر، یکی از تجهیزات لیفتینگ صنعتی است که برای جابجایی بارهای سنگین در ارتفاع زیاد یا فواصل طولانی طراحی شده است. این مدل با ساختار مقاوم، موتور قدرتمند و سیستم کنترل دقیق، در محیطهای صنعتی، ساختمانی و انرژی کاربرد گستردهای دارد.
- نصب تجهیزات سنگین در برجها، سازههای فلزی و ساختمانهای بلند، مانند تابلو برق، پلتفرمهای صنعتی و سیستمهای تهویه
- جابجایی مصالح ساختمانی از جمله میلگرد، قالب فلزی، بتن و قطعات حجیم به طبقات بالا در پروژههای عمرانی
- استفاده در صنایع نفت، گاز و پتروشیمی برای حمل پمپها، ولوها، تجهیزات حفاری و قطعات سنگین در پالایشگاهها و سکوهای دریایی
- حمل و نقل ماشینآلات صنعتی، دستگاههای CNC، کمپرسورها و تجهیزات مکانیکی در کارگاههای تولیدی و تعمیرگاهی
- بارگیری و تخلیه کالاهای سنگین در انبارهای بزرگ، مراکز لجستیک و خطوط بستهبندی صنعتی
این مدل از وینچها به دلیل قدرت بالا، ایمنی مکانیزه و قابلیت کنترل از راه دور، گزینهای حرفهای برای محیطهایی با نیاز به لیفتینگ سنگین و دقیق محسوب میشود.
عوامل تاثیرگذار بر قیمت و خرید وینچ برقی ۱۰۰ متر ارتفاع ۵۰۰ به ۱۰۰۰ کیلوگرم
قیمت خرید وینچ برقی با ظرفیت ۵۰۰ تا ۱۰۰۰ کیلو گرم تحت تأثیر عوامل فنی و تجاری متعددی قرار دارد. نوع موتور (تک فاز یا سه فاز)، کیفیت کابل فولادی، سیستم ترمز و کلاس حفاظتی از جمله فاکتورهای کلیدی هستند. برند سازنده نیز نقش مهمی در تعیین قیمت دارد. مدلهای ساخت برندهای معتبر مانند KITO، Yale، Disan یا Tiger با استانداردهای صنعتی بالا، معمولاً در رنج قیمتی ۴۵۰ تا ۹۰۰ دلار عرضه میشوند. وجود کنترل از راه دور، بدنه مقاوم و قابلیت نصب در محیطهای صنعتی باعث افزایش قیمت نهایی میشود.
در کنار مشخصات فنی، خدمات پس از فروش، گارانتی و سطح پشتیبانی برند نیز بر ارزشگذاری محصول تأثیرگذار است. برند دیسان به عنوان یکی از تولیدکنندگان مطرح در حوزه لیفتینگ، مدلهایی با ساختار مقاوم، موتور قدرتمند و قیمت رقابتی ارائه میدهد. برخی مدلهای دیسان با ظرفیت ۱۰۰۰ کیلو گرم و کابل ۱۰۰ متری، در بازار جهانی با قیمت حدود ۵۰۰ تا ۷۵۰ دلار عرضه میشوند. انتخاب برند معتبر تضمینکننده عملکرد ایمن، دوام بالا و تأمین قطعات یدکی در پروژههای صنعتی است.
مشخصات فنی وینچ برقی 750 * 1500 طول سیم بکسل 100 متری
وینچ برقی با ظرفیت ۱۵۰۰ کیلو گرم و کابل فولادی ۱۰۰ متری، یکی از مدل های قدرتمند و صنعتی در حوزه لیفتینگ مکانیزه محسوب می شود. این دستگاه با بهره گیری از موتور سه فاز با توان بالا، طراحی شده تا در شرایط سخت محیطی و پروژه های سنگین عمرانی، ساختمانی و نفت و گاز عملکردی پایدار و ایمن ارائه دهد. ساختار مقاوم، سیستم ترمز الکترومغناطیسی و کنترلر قابل تنظیم، این مدل را به گزینه ای حرفه ای برای جابجایی بارهای حجیم در ارتفاع زیاد تبدیل کرده است. در ادامه مشخصات فنی این محصول را مشاهده می کنید:
- ظرفیت کشش: ۷۵۰ تا ۱۵۰۰ کیلو گرم
- طول کابل: ۱۰۰ متر فولادی با مقاومت بالا در برابر سایش
- نوع موتور: سه فاز با توان بالا و مصرف بهینه
- سرعت بالا بردن: ۸ تا ۱۰ متر بر دقیقه
- سیستم ترمز: الکترومغناطیسی با توقف ایمن و سریع
- کلاس حفاظتی موتور: IP54 یا بالاتر برای محیط های صنعتی
- کنترلر: دستی یا ریموت کنترل با برد بلند
- بدنه: فلزی مقاوم در برابر ضربه، رطوبت و گرد و غبار
بررسی عوامل مؤثر بر قیمت وینچ برقی 750 به 1500 ارتفاع ۱۰۰ متر متری
قیمت خرید وینچ برقی ۷۵۰ تا ۱۵۰۰ کیلو گرم با کابل ۱۰۰ متری به عوامل فنی و تجاری متعددی وابسته است. نوع موتور سه فاز، کیفیت کابل فولادی ضد سایش، کلاس حفاظتی IP54 و سیستم ترمز الکترومغناطیسی از مهم ترین فاکتورهای مؤثر در تعیین قیمت هستند. وجود کنترل از راه دور، بدنه مقاوم در برابر رطوبت و قابلیت نصب در محیط های صنعتی نیز در افزایش قیمت نقش دارد. برند سازنده تأثیر مستقیم بر قیمت نهایی دارد. مدل های ساخت برندهای معتبر مانند KITO، Yale، Disan و Tiger با استانداردهای لیفتینگ صنعتی، معمولاً در بازار جهانی با قیمت حدود ۵۰۰ تا ۹۰۰ دلار عرضه می شوند. کوئری هایی مانند قیمت وینچ برقی سه فاز یا خرید وینچ برقی صنعتی در جستجوی کاربران نقش کلیدی دارند.
علاوه بر مشخصات فنی، خدمات پس از فروش، گارانتی و سطح پشتیبانی برند نیز در ارزش گذاری محصول تأثیرگذار هستند. برندهایی که تأمین قطعات یدکی و مشاوره فنی ارائه می دهند، معمولاً قیمت بالاتری دارند. طراحی ارگونومیک، وزن دستگاه، نوع گیربکس و قابلیت حمل آسان نیز در قیمت گذاری مؤثر هستند. برخی مدل ها دارای سنسور توقف خودکار یا محدودکننده بار هستند که باعث افزایش قیمت می شود. در پروژه های عمرانی، نفت و گاز یا انبارهای بزرگ، انتخاب وینچ برقی با ظرفیت بالا و کابل ۱۰۰ متری اهمیت زیادی دارد. مدل های دیسان با ساختار مقاوم و موتور قدرتمند، در بازار جهانی با قیمت حدود ۵۵۰ تا ۷۵۰ دلار عرضه می شوند. کوئری هایی مانند وینچ برقی برای پروژه عمرانی یا وینچ برقی مناسب برای انبار صنعتی در بهینه سازی سئو بسیار مؤثر هستند.
نکات مهم در خرید وینچ برقی ۷۵۰ تا ۱۵۰۰ کیلو گرم
مزایای خرید پمپ لجنکش دست دوم
اگر به دنبال راهکاری اقتصادی برای تجهیز پروژههای صنعتی یا عمرانی هستید، پمپ لجن کش کارکرده میتواند انتخابی هوشمندانه باشد. در ادامه دلایل اصلی خرید این نوع پمپ را بررسی میکنیم:
- کاهش چشمگیر هزینهها: با خرید پمپ لجن کش دست دوم، میتوانید تا 50 درصد در هزینههای اولیه صرفهجویی کنید، بدون آنکه کیفیت عملکرد قربانی شود.
- دسترسی به برندهای معتبر با قیمت مناسب: مدلهای کارکرده از برندهای مطرح جهانی مانند KSB آلمان، Flygt سوئد، Ebara ژاپن و Pentax ایتالیا با قیمت بسیار پایینتر از نمونههای نو در دسترس هستند.
- گزینهای ایدهآل برای پروژههای کوتاهمدت یا کمبودجه: در پروژههایی که نیاز به پمپاژ موقت یا محدود دارند، استفاده از پمپ لجن کش مستعمل باعث بهینهسازی منابع مالی میشود.
- امکان تست، بررسی و بازسازی قبل از خرید: بسیاری از فروشندگان معتبر، پمپهای دست دوم را قبل از عرضه کاملاً بررسی، سرویس و تست میکنند. این موضوع ریسک خرابی را کاهش داده و اطمینان خاطر بیشتری برای خریدار فراهم میسازد.
نکات مهم هنگام خرید پمپ صنعتی لجن کش کارکرده
هنگام خرید پمپ لجن کش دست دوم، بررسی دقیق مشخصات فنی دستگاه اهمیت بالایی دارد. اولین نکته، قدرت موتور و توان پمپاژ است که معمولاً بر حسب کیلووات یا اسب بخار بیان میشود. این پارامتر تعیینکننده ظرفیت انتقال سیال در شرایط مختلف عملیاتی است. همچنین جنس بدنه و پروانه پمپ نقش مهمی در مقاومت در برابر خوردگی، سایش و مواد شیمیایی دارد. مدلهایی با بدنه چدنی برای فاضلاب معمولی مناسباند، در حالی که پمپهای استیل یا پلیمری برای محیطهای خورنده یا اسیدی توصیه میشوند.
از دیگر عوامل کلیدی، عمق غوطهوری و ارتفاع هد پمپ است که باید با شرایط نصب و نوع کاربری هماهنگ باشد. پمپهایی با هد بالا برای انتقال سیال به ارتفاع زیاد یا مسیرهای طولانی مناسباند. همچنین نوع سیال قابل انتقال باید به دقت بررسی شود؛ برخی پمپها برای آب گلآلود یا فاضلاب شهری طراحی شدهاند، در حالی که مدلهای خاصتری برای مواد شیمیایی، لجن صنعتی یا سیالات با ذرات جامد معلق کاربرد دارند. انتخاب صحیح بر اساس این معیارها، عمر مفید دستگاه را افزایش داده و از هزینههای تعمیرات و توقف عملیات جلوگیری میکند.
ویژگی های فنی بلبرینگ بوش دار دینام پژو 206
بلبرینگ هرزگرد دینام پژو 206 بوش بزرگ با طراحی دقیق و ابعاد استاندارد، مناسب برای نصب روی دینام های برند Valeo و Bosch می باشد. این قطعه با قطر داخلی 17 میلی متر و قطر خارجی 52 میلی متر، عملکردی روان و بی صدا را در دورهای بالا تضمین می کند.جنس بدنه از فولاد سخت کاری شده با پوشش ضد زنگ است که مقاومت بالایی در برابر حرارت و فشار تسمه دارد. بلبرینگ دارای روان کننده صنعتی داخلی بوده و در دمای کاری بین منفی 30 تا مثبت 120 درجه سانتی گراد عملکرد پایدار دارد. این محصول با استانداردهای ISO و DIN مطابقت داشته و برای استفاده در خودروهای شهری و جاده ای طراحی شده است.
- قطر داخلی: 17 میلی متر
- قطر خارجی: 52 میلی متر
- ضخامت کلی: 15 میلی متر
- جنس بدنه: فولاد سخت کاری شده با پوشش ضد خوردگی
- نوع روانکاری: گریس صنعتی با عمر بالا
- دمای کاری: منفی 30 تا مثبت 120 درجه سانتی گراد
- مقاومت فشاری: تا 1500 نیوتن
- استاندارد ساخت: ISO 6256 و DIN 620
- سازگاری: دینام های Valeo و Bosch مدل های پژو 206
- نوع طراحی: شیار عمیق با ساپورت جانبی برای کاهش لرزش
قیمت خرید بلبرینگ دینام پژو 206 بوش بزرگ تحت تاثیر چه عواملی است؟
قیمت خرید بلبرینگ هرزگرد دینام پژو 206 بوش بزرگ تحت تأثیر عوامل متعددی قرار دارد. مهم ترین فاکتور، برند تولیدکننده و کیفیت ساخت قطعه است. برندهای معتبر مانند SKF، NTN و KOYO از متریال مقاوم و استانداردهای بین المللی استفاده می کنند که باعث افزایش قیمت نهایی می شود.نوع بسته بندی، کشور سازنده، گارانتی محصول و میزان مقاومت در برابر حرارت و فشار نیز در تعیین قیمت مؤثر هستند. همچنین نوسانات نرخ ارز و هزینه های واردات می توانند قیمت نهایی را در بازار ایران تحت تأثیر قرار دهند.
در بازار جهانی، قیمت بلبرینگ هرزگرد بوش بزرگ برای دینام پژو 206 بسته به برند و مشخصات فنی بین 6 تا 18 دلار متغیر است. برند SKF معمولاً در بازه 14 تا 18 دلار عرضه می شود. بلبرینگ های NTN و KOYO با قیمت حدود 10 تا 15 دلار در دسترس هستند. نمونه های اقتصادی تر از برندهای چینی با قیمت حدود 6 تا 9 دلار ارائه می شوند، اما کیفیت پایین تری دارند و عمر مفید کمتری دارند.
کاربرد بلبرینگ هرزگرد بوش کوچک در دینام پژو 206
بلبرینگ بوش کوچک در دینام پژو 206 نقش واسطه ای بین پولی و بدنه دینام را ایفا می کند. این قطعه با کاهش فشار تسمه و جلوگیری از لرزش، عمر مفید دینام را افزایش می دهد.استفاده از بلبرینگ با سایز کوچک در برخی مدل های دینام Valeo و Bosch رایج است و به دلیل وزن کمتر، در خودروهایی با مصرف بهینه انرژی ترجیح داده می شود.
علائم و نشانه های خرابی هرزگرد دینام پژو 206 بوش کوچک
خرابی بلبرینگ هرزگرد دینام پژو 206 بوش کوچک معمولاً با افزایش صدای چرخش دینام و لرزش تسمه همراه است. در دورهای بالا، صدای سوت یا نویز مکانیکی از ناحیه دینام شنیده می شود. کاهش راندمان شارژ باتری و افت ولتاژ خروجی نیز از نشانه های اختلال در عملکرد بلبرینگ است. در برخی موارد، تسمه دینام از مسیر خود خارج شده یا دچار ساییدگی غیرطبیعی می شود. افزایش دمای بدنه دینام و کاهش عمر قطعات داخلی نیز از پیامدهای مستقیم خرابی بلبرینگ می باشد. بررسی دوره ای و تعویض به موقع این قطعه برای حفظ عملکرد سیستم شارژ خودرو ضروری است.
در صورت خرابی بلبرینگ هرزگرد بوش کوچک، فشار تسمه به دینام افزایش یافته و موجب آسیب به پولی و یاتاقان های داخلی می شود. در خودروهای پژو 206، این اختلال می تواند باعث کاهش توان الکتریکی و روشن شدن چراغ هشدار باتری شود. در تست های ارتعاشی، افزایش دامنه لرزش در محور دینام نشانه ای از عدم تعادل بلبرینگ است. در صورت مشاهده هر یک از این علائم، تعویض فوری بلبرینگ توصیه می شود تا از آسیب به دینام و سیستم الکتریکی خودرو جلوگیری گردد.
برندهای معتبر تولیدکننده بلبرینگ دینام پژو 206
- SKF – کشور تولید کننده: سوئد – زمینه تخصصی: بلبرینگ صنعتی و خودرویی – استاندارد تولید: ISO 15243 و DIN 625
- NTN – کشور تولید کننده: ژاپن – زمینه تخصصی: بلبرینگ دینام و موتور – استاندارد تولید: JIS B1512 و ISO 281
- KOYO – کشور تولید کننده: ژاپن – زمینه تخصصی: بلبرینگ خودروهای سبک و سنگین – استاندارد تولید: ISO 76 و SAE J403
- FAG – کشور تولید کننده: آلمان – زمینه تخصصی: بلبرینگ دقیق و دینام – استاندارد تولید: DIN 620 و ISO 5753
- NSK – کشور تولید کننده: ژاپن – زمینه تخصصی: بلبرینگ دینام و گیربکس – استاندارد تولید: ISO 9001 و ISO/TS 16949
ویژگی های فنی رولبرینگ هرزگرد دینام پژو 405
بلبرینگ هرزگرد دینام پژو 405 با قطر داخلی 17 میلی متر، قطر خارجی 52 میلی متر و ضخامت 15 میلی متر طراحی شده است. این قطعه از فولاد سخت کاری شده با پوشش ضد زنگ تولید می شود و دارای روان کننده صنعتی داخلی برای کاهش اصطکاک در دورهای بالا است. محدوده دمای کاری آن بین منفی 30 تا مثبت 120 درجه سانتی گراد بوده و مقاومت فشاری آن تا 1500 نیوتن اندازه گیری شده است. طراحی شیار عمیق و ساپورت جانبی باعث کاهش لرزش و افزایش پایداری دینام در شرایط رانندگی شهری و جاده ای می شود. این بلبرینگ با استانداردهای ISO 6256 و DIN 620 مطابقت دارد و برای دینام های برند Valeo و Bosch در مدل های مختلف پژو 405 مناسب است. استفاده از این قطعه باعث افزایش عمر دینام و کاهش استهلاک تسمه می شود و عملکرد سیستم شارژ خودرو را بهینه می کند.
- قطر داخلی و خارجی استاندارد برای نصب آسان
- طراحی شیار عمیق برای کاهش اصطکاک و افزایش پایداری
- مقاومت بالا در برابر حرارت و فشار تسمه دینام
- روانکاری داخلی با گریس صنعتی برای عملکرد بی صدا
- سازگار با دینام های برند Valeo و Bosch
- مناسب برای خودروهای پژو 405 با سیستم شارژ 12 ولت
فاکتورهای موثر بر قیمت خرید بلبرینگ هرزگرد دینام پژو 405
قیمت خرید بلبرینگ هرزگرد دینام پژو 405 به عوامل متعددی وابسته است. مهم ترین فاکتور، برند تولیدکننده و کیفیت ساخت قطعه می باشد. بلبرینگ های تولید شده توسط برندهای معتبر مانند SKF، KOYO و NTN دارای استانداردهای بین المللی و متریال مقاوم هستند که باعث افزایش قیمت نهایی می شوند. نوع طراحی شیار، دقت ابعادی، نوع روانکاری داخلی و مقاومت حرارتی نیز در تعیین قیمت مؤثر هستند. کشور سازنده، نوع بسته بندی، گارانتی محصول و هزینه های واردات از دیگر عوامل تأثیرگذار بر قیمت هستند. همچنین نوسانات نرخ ارز و هزینه حمل و نقل بین المللی می توانند قیمت نهایی را در بازار ایران تغییر دهند.
در بازار جهانی، قیمت بلبرینگ هرزگرد دینام پژو 405 بسته به برند و مشخصات فنی بین 7 تا 19 دلار متغیر است. برند SKF معمولاً در بازه 15 تا 19 دلار عرضه می شود و کیفیت بالایی دارد. بلبرینگ های KOYO و NTN با قیمت حدود 11 تا 16 دلار در دسترس هستند و برای دینام های Valeo و Bosch مناسب می باشند. برندهای اقتصادی تر از تولیدکنندگان چینی با قیمت حدود 7 تا 10 دلار ارائه می شوند، اما دوام و دقت کمتری دارند و برای استفاده حرفه ای توصیه نمی شوند.
چرا رولبرینگ کلاچ برای خودر روآ اهمیت دارد؟
بلبرینگ کلاچ در خودروهایی مانند روآ سال که از سیستم کلاچ مکانیکی بهره میبرند، یکی از اجزای حیاتی در عملکرد صحیح مجموعه انتقال قدرت محسوب میشود. این قطعه بین دو سطح متحرک (فشار پدال و دیسک کلاچ) قرار گرفته و وظیفه دارد نیروی فشاری را بدون اصطکاک و با کمترین مقاومت منتقل کند.
عملکرد دقیق و روان بلبرینگ کلاچ باعث میشود:
- فشار وارده از پدال به دیسک و صفحه بهصورت یکنواخت منتقل شود
- از سایش زودهنگام دیسک و صفحه جلوگیری شود
- لرزش و صدای اضافی در هنگام تعویض دنده حذف گردد
- عمر مفید مجموعه کلاچ و گیربکس افزایش یابد
- مصرف سوخت و راندمان موتور بهینه شود
در صورت خرابی یا گیر کردن بلبرینگ، فشار بهصورت ناقص منتقل شده و باعث ایجاد صدای غیرعادی، سختی در تعویض دنده، و حتی آسیب به دیسک و صفحه کلاچ میشود. بنابراین انتخاب بلبرینگ با کیفیت و نصب صحیح آن، نقش مهمی در حفظ سلامت فنی خودرو دارد.
نشانه های خرابی و دلایل تعویض کلاچ برینگ خودرو روا چیست؟
در ادامه دلایل رایج خرابی و نشانه های تعویض بلبرینگ کلاچ روآ را ذکر نمودهایم:
- ایجاد صدای غیرعادی هنگام فشردن پدال کلاچ: صدای ساییدگی، تقتق یا زوزه از ناحیه گیربکس یا کلاچ
- سختی در تعویض دنده: گیر کردن دنده یا نیاز به فشار بیشتر برای تعویض
- لرزش پدال کلاچ در هنگام استفاده: احساس ضربه یا ارتعاش در پای راننده هنگام فشردن پدال
- کاهش نرمی عملکرد کلاچ: عملکرد خشک یا غیر یکنواخت در هنگام گرفتن یا رها کردن کلاچ
- افزایش صدای موتور در دورهای پایین: بهدلیل انتقال ناقص نیرو و فشار به دیسک و صفحه
- بوی سوختگی یا داغ شدن مجموعه کلاچ: ناشی از اصطکاک زیاد و عملکرد ناقص بلبرینگ
- کاهش راندمان و مصرف سوخت بیشتر: بهدلیل فشار اضافی به موتور و گیربکس
عوامل موثر بر قیمت خرید بلبرینگ کلاچ روآ ROA
قیمت بلبرینگ کلاچ روآ سال تحت تأثیر عوامل متعددی از جمله برند سازنده، نوع متریال، دقت ساخت و مقاومت حرارتی قرار دارد. برندهای معتبر مانند KOYO، NTN و NIB معمولاً از فولاد سختکاری شده با استانداردهای بینالمللی استفاده میکنند. نوع آببندی، طراحی داخلی و میزان تحمل فشار نیز در تعیین قیمت نهایی مؤثر هستند. بلبرینگهایی با عمر طولانیتر و اصطکاک کمتر، قیمت بالاتری دارند. همچنین بستهبندی صنعتی و گارانتی معتبر میتواند ارزش افزوده ایجاد کند. در بازار جهانی، قیمت بلبرینگ کلاچ برای خودروهای سبک بین 4 تا 12 دلار متغیر است.
در کنار مشخصات فنی، نوسانات نرخ ارز، هزینه حملونقل و تعرفه واردات نیز بر قیمت نهایی تأثیر مستقیم دارند. بلبرینگهای وارداتی با استاندارد ISO و DIN معمولاً قیمت بالاتری نسبت به نمونههای داخلی دارند. برند NTN ژاپن در بازار جهانی حدود 10 تا 12 دلار قیمت دارد. نمونههای چینی با کیفیت متوسط بین 4 تا 6 دلار عرضه میشوند. انتخاب برند معتبر باعث کاهش هزینههای تعمیرات و افزایش عمر دیسک و صفحه کلاچ خواهد شد. خرید از منابع تخصصی مانند تکمیل صنعت تضمینکننده اصالت و قیمت رقابتی است.
مقایسه دوام و کیفیت عملکرد جرثقیل سقفی دست دوم DEMAG با نمونه های آکبند چینی
جرثقیل سقفی دست دوم DEMAG معمولا در کلاس کاری FEM 2m تا 3m معادل ISO M5 تا M6 قرار میگیرد و حتی پس از بازسازی، دقت حرکتی 0.5 تا 1.0 میلیمتر در هر متر حرکت طولی را حفظ میکند. میانگین زمان بین خرابیها 1500 تا 2500 ساعت گزارش میشود و بازه سرویس 500 تا 1000 ساعت است. موتورهای IE2 یا IE3 با راندمان 86 تا 90 درصد، ترمز الکترومغناطیسی با ضریب ایمنی 1.8 و گیربکس سختکاری شده با سختی 58 تا 62 HRC، پایداری بار تا 110 درصد ظرفیت نامی را تضمین میکنند. طناب فولادی کلاس 1770 تا 1960 مگاپاسکال و در برنامههای زنجیری، زنجیر G80 یا G100 استفاده میشود.
نمونههای آکبند اقتصادی چینی با برندهایی مانند DEESAN، WKTO و HAND LIFT اغلب در کلاس FEM 1Am تا 2m معادل ISO M3 تا M5 عرضه میشوند. MTBF معمولی 600 تا 1200 ساعت و بازه سرویس 250 تا 500 ساعت است. موتورهای IE1 تا IE2 با راندمان 80 تا 87 درصد، ترمز با ضریب ایمنی 1.5 تا 1.7 و گیربکس با سختی 50 تا 58 HRC مشاهده میشود. در مدلهای زنجیری زنجیر G80 و در مدلهای سیمبکسلی طناب 1570 تا 1770 مگاپاسکال رایج است. برند KATO به عنوان مرجع باکیفیت آسیایی در کلاس M5 تا M6 قرار میگیرد و طول عمر طراحی 20 هزار تا 32 هزار ساعت دارد.
| برند | وضعیت | دوام سازه و مکانیک | کیفیت قطعات برقی و درایو | دقت تولید و مونتاژ | کلاس کاری متداول FEM/ISO | استاندارد ها و گواهی های رایج | سال تاسیس |
|---|---|---|---|---|---|---|---|
| DEMAG | دست دوم اروپایی | بسیار بالا، عمر خستگی طولانی، گیربکس کم صدا | بسیار بالا، درایو پایدار و حفاظت کامل | بسیار دقیق، تلرانس های تنگ و یکنواختی بالا | FEM 2m تا 3m معادل ISO M5 تا M6 | EN 13001، FEM، ISO 4301/4306، IEC 60204-32، CE | 1910 |
| WKTO | آکبند چینی | متوسط تا خوب، مناسب کار نرمال | متوسط، قطعات اقتصادی با عملکرد قابل قبول | متوسط، یکنواختی بهتر در سری های جدید | FEM 1Am تا 2m معادل ISO M4 تا M5 | GB/T چین، ISO 9001، برخی مدل ها CE | نامشخص |
| TOYO | آکبند چینی | متوسط، مناسب سیکل کاری سبک تا متوسط | متوسط، اینورتر های اقتصادی و حفاظت های پایه | متوسط | FEM 1Am تا 2m معادل ISO M3 تا M5 | ISO 9001، برخی مدل ها CE | نامشخص |
| DEESAN | آکبند چینی | متوسط رو به خوب، دوام مناسب ظرفیت های معمول | متوسط رو به خوب، پنل های سیم بندی منظم | متوسط رو به خوب | FEM 1Am تا 2m | GB/T، ISO 9001، برخی تاییدیه های CE | نامشخص |
| HAMD LIFT | آکبند چینی | متوسط، نیازمند نگهداری منظم | متوسط، کیفیت وابسته به سری تولید | متوسط | FEM 1Bm تا 1Am معادل ISO M3 تا M4 | ISO 9001، گزارش آزمون کارخانه | نامشخص |
| KATO | آکبند بازار چین | خوب، طراحی بالغ و قطعات صنعتی | خوب، درایو پایدار و حفاظت کامل تر | خوب، کنترل کیفیت سختگیرانه تر | FEM 2m معادل ISO M5 | ISO، CE در مدل های صادراتی | نامشخص |
| سایر برند های چینی | آکبند چینی | متغیر از اقتصادی تا میان رده | متغیر از پایه تا مناسب خطوط صنعتی | متغیر بسته به کارخانه و سری | FEM 1Bm تا 2m معادل ISO M3 تا M5 | GB/T، ISO 9001، در برخی موارد CE و FEM | متفاوت |
مواردی که هنگام خرید جرثقیل سقفی دست دوم می بایست مورد بررسی قرار گیرند
برای اطمینان از سلامت جرثقیل سقفی دست دوم، پیش از خرید یا راهاندازی باید یک بازدید فنی کامل انجام شود. توان و مصرف موتور را با پلاکخوانی و اندازهگیری جریان مقایسه کنید. صدای موتور و ویبره غیرعادی نشاندهنده فرسودگی یا بیتعادلی است. عملکرد ترمزها، گیربکس و سیستمهای ایمنی مانند limit switch و overload relay را بهصورت بارگیری شده آزمون کنید. وضعیت سیمبکسل یا زنجیر، قلاب، قرقره و شیارهای رولر را از نظر سایش و تغییر شکل بررسی کنید. سلامت بوشها، یاتاقانها، ناودانی راهآهن و چرخها را بازبینی کنید. مدارهای برق، حفاظت فاز و عایقها را با تستر مناسب چک کنید. مستندات سرویس و گزارشهای دورهای را طلب کنید و در صورت امکان تست بار و MTBF محلی انجام دهید.
- توان و پلاک موتور: تطبیق kW و جریان با مشخصات نامی.
- صدای موتور و ویبره: صدای غیرعادی یا لرزش بیش از حد نشانه مشکل.
- ترمزها: عملکرد، فاصله توقف و ضخامت لنت یا صفحات ترمز.
- گیربکس و روغن: بررسی نشت، رنگ روغن و میزان خورندگی فلزات.
- سیستمهای ایمنی: limit switches، overload relay و emergency stop.
- سرعت و ارتفاع لیفتینگ: تطابق با مقادیر نامی و تست سرعتها تحت بار.
- سیمبکسل / زنجیر: قطر، تعداد سیمهای شکسته، خوردگی و کشش یکنواخت.
- قلاب و لوازم انتهایی جرثقیل سقفی کارگاهی دست دوم: تغییر شکل، ترک، گشادشدگی و سلامت توپک قلاب.
- قرقرهها و شیارها: سایش شیار، ترک و هممحوری قرقرهها.
- ناودانی و چرخها: بررسی پروفیل چرخ، سایش فلنج و همراستایی ریل.
- یاتاقانها و بوشها: نشتی گریس، بازی محوری و دمای عملکرد.
- مدار برق و تابلو: حفاظتها، فیوزها، رلهها و تست مقاومت عایق.
- کنترلها: سلامت پندانت، رادیو کنترل و کلیدها تحت آزمایش عملی.
- ثبت سرویس و مستندات: گزارش تعمیرات، تغییر قطعات و تاریخچه بارها.
- تست بار: انجام load test با ضریب اطمینان و ثبت نتایج.
- گارانتی و قطعات یدکی جرثقیل سقفی دست دوم: دسترسی به قطعات و پشتیبانی فنی پس از خرید.
- بازههای سرویس و MTBF: بررسی سابقه نگهداری و جدول بازدیدهای دورهای.
- لغزش ترمز یا کشش سیم: کنترل slip و تنظیم ترمزها در شرایط واقعی.
- بررسی خوردگی و رنگپریدگی: نقاط جوش، شاسی و سازه برای خوردگی مخفی.
- امنیت محیطی و دستورالعملها: تابلوهای هشدار، مسیر ایمن و آموزش اپراتور.
وضعیت گارانتی و مقایسه قیمت خرید
جرثقیل های سقفی کارگاهی که بصورت استوک و دسته دوم به فروش می رسند فاقد گرانتی بوده و بصورت تست در محل فروخته می شوند. در نظر داشته باشید که حتی نمونه های آکبند چینی نیز در اغلب موارد فقط گارانتی گیربکس دارند و بر تنها بر روی برند های معتبری چون کیتو KITO اصلی ژاپن که قیمت بسیار بالایی دارند گارانتی داده می شود.
قیمت خرید جرثقیل سقفی دست دوم کارگاهی DEMAG دماگ با توجه به کیفیت آلمانی و طول عمر بالا معمولا بین 40 تا 60 درصد قیمت نمونه آکبند جهانی تخمین زده می شود. این جرثقیل ها حتی پس از چندین سال کارکرد، به دلیل استفاده از فولاد با استحکام کششی بالای 800 مگاپاسکال و موتورهای با راندمان 92 درصد، کارایی و ایمنی بالایی دارند. در بازار ایران قیمت نمونه دست دوم DEMAG بسته به ظرفیت بین 1 تا 10 تن، حدود 20 تا 35 درصد بالاتر از برندهای دست دوم آسیایی مشابه است.
در مقابل، جرثقیل سقفی برندهای چینی مانند WKTO به صورت آکبند در محدوده قیمتی 30 تا 50 درصد پایین تر از DEMAG ارائه می شوند و این اختلاف برای پروژه های کوچک جذاب است. با وجود قیمت پایین، عمر مفید موتور این جرثقیل ها معمولا کمتر از 25000 ساعت است در حالی که DEMAG حتی در حالت دست دوم تا 60000 ساعت عملکرد پایدار دارد. بنابراین خرید آکبند WKTO گزینه ای اقتصادی است اما خرید دست دوم DEMAG بیشتر برای کارگاه های صنعتی با نیاز به دوام بالا توصیه می شود.
مشخصات فنی بلبرینگ جلو پراید طرح جدید یک تیکه جی بی آر چینی
بلبرینگ چرخ جلو پراید جدید یک تکه مارک JBR: دارای قطر داخلی 40 میلی متر و قطر خارجی 72 میلی متر است. عرض آن 37 میلی متر و وزن تقریبی 0.65 کیلوگرم می باشد. این محصول از فولاد کروم استاندارد با سختی 60 HRC ساخته شده و عملیات حرارتی آن تضمین مقاومت در برابر سایش و خستگی را فراهم می کند. تحمل بار شعاعی بلبرینگ تا 2800 کیلوگرم و تحمل بار محوری آن تا 1200 کیلوگرم است. دقت ابعادی بلبرینگ مطابق کلاس P6 و سطح صافی تماس داخلی Rz≤0.8 می باشد. روانکاری اولیه با گریس مخصوص و درپوش محافظ داخلی باعث افزایش عمر مفید می شود.
بلبرینگ JBR یک تکه برای چرخ جلو پراید: مجهز به توپ های فولادی کروم با قطر 10.5 میلی متر است که توزیع بار یکنواخت را تضمین می کند. فاصله بین ردیف های توپ 12 میلی متر بوده و زاویه تماس داخلی 15 درجه است. حداکثر سرعت عملیاتی 4500 دور در دقیقه و محدوده دمای کاری بین -40 تا +120 درجه سانتیگراد تعریف شده است. تحمل ضربه و شوک های مکانیکی مطابق استاندارد ISO 281 طراحی شده و روانکاری با گریس پایه لیتیم کلاس NLGI 2 باعث کاهش اصطکاک و دمای عملیاتی می شود. این محصول دارای مهر استاندارد CE و تست کنترل کیفیت 100 درصدی است.
نکات مهم در خرید بلبرینگ مارک JBR برای چرخ جلو پراید جدید
در هنگام خرید بلبرینگ چرخ جلو پراید، توجه به چند نکته کلیدی میتواند از بروز مشکلات فنی، هزینههای اضافی و کاهش ایمنی خودرو جلوگیری کند. انتخاب صحیح این قطعه نه تنها عملکرد سیستم تعلیق و فرمان را بهبود میبخشد، بلکه تجربه رانندگی روانتر و مطمئنتری را برای شما فراهم میکند. در ادامه، مهمترین مواردی که باید پیش از خرید در نظر بگیرید آورده شده است.
- تطابق با مدل خودرو: اطمینان حاصل کنید که بلبرینگ انتخابی با مدل پراید شما (مانند 131، 132، 141 یا SE) کاملا سازگار باشد.
- نوع بلبرینگ: بررسی کنید که بلبرینگ یک تکه باشد یا چند تکه. مدلهای یک تکه نصب آسانتری دارند و احتمال خطا در مونتاژ کمتر است.
- جنس و کیفیت ساخت: بلبرینگ باید از فولاد سخت کاری شده و مقاوم در برابر سایش، رطوبت و حرارت ساخته شده باشد.
- روانکاری داخلی: وجود گریس دائمی یا روانکاری مناسب باعث کاهش اصطکاک و افزایش عمر قطعه میشود.
- برند معتبر و گارانتی: از برندهای شناخته شده مانند JBR خرید کنید و مطمئن شوید محصول دارای گارانتی معتبر است.
- مقاومت در برابر فشار و دمای بالا: بلبرینگ باید توان تحمل فشارهای مکانیکی و دمای بالا را داشته باشد، به ویژه در شرایط رانندگی طولانی یا جادههای ناهموار.
- نظرات کاربران و توصیه مکانیکها: قبل از خرید، نظرات خریداران قبلی و توصیههای مکانیکهای حرفهای را بررسی کنید.
- خرید از فروشگاه معتبر: خرید از فروشگاههای تخصصی مانند بلبرینگ انصاری باعث اطمینان از اصالت کالا و دریافت مشاوره تخصصی میشود.
- قیمت مناسب در برابر کیفیت: همیشه کیفیت را در اولویت قرار دهید، اما قیمت محصول را نیز با سایر گزینهها مقایسه کنید تا انتخابی اقتصادی داشته باشید.
- نصب صحیح و اصولی: پس از خرید، نصب بلبرینگ باید توسط فرد متخصص انجام شود تا از آسیب به قطعه یا خودرو جلوگیری شود.
مشخصات فنی کلاچ برینگ پراید JBR
بلبرینگ کلاچ پراید برند JBR ساخت کشور چین، از فولاد سخت کاری شده با مقاومت بالا در برابر سایش تولید شده است. این قطعه با طراحی دقیق و ابعاد استاندارد، مناسب برای تمامی مدل های پراید از جمله پراید 131، 132، 141 و پراید وانت می باشد. بلبرینگ JBR با کاهش اصطکاک در سیستم کلاچ، موجب عملکرد روان تر پدال و افزایش عمر دیسک و صفحه کلاچ می شود. نصب آسان، کیفیت تضمین شده و قیمت اقتصادی از دیگر ویژگی های این محصول است که آن را به انتخابی مناسب برای رانندگان پراید تبدیل می کند.
| ویژگی | توضیحات |
|---|---|
| نام محصول | بلبرینگ کلاچ پراید مارک JBR جی بی آر چینی |
| برند | JBR (جی بی آر) |
| کشور سازنده | چین |
| جنس | فولاد سخت کاری شده ضد سایش |
| نوع خودرو | پراید (مدل های 131، 132، 141، وانت) |
| کاربرد | انتقال نیرو از موتور به گیربکس از طریق سیستم کلاچ |
| نحوه نصب | نصب آسان بدون نیاز به تغییر در سیستم کلاچ |
| مقاومت حرارتی | بالا، مناسب برای شرایط رانندگی شهری و جاده ای |
| طول عمر مفید | بالا، بسته به نوع رانندگی و شرایط نگهداری |
| گارانتی | دارد (بسته به فروشنده و شرایط فروشگاه) |
علاوم خرابی و نشانه های تعویض Clutch bearing پراید
خرابی بلبرینگ کلاچ پراید معمولا با نشانه هایی همراه است که در صورت بی توجهی می تواند منجر به آسیب های جدی در سیستم کلاچ و گیربکس شود. این علائم اغلب هنگام فشردن پدال کلاچ یا تعویض دنده ظاهر می شوند و شامل صداهای غیرعادی، لرزش، سختی در عملکرد و حتی بوی سوختگی هستند. شناخت به موقع این نشانه ها به شما کمک می کند تا از هزینه های سنگین تعمیرات جلوگیری کرده و عمر مفید قطعات خودرو را افزایش دهید.
- صدای زوزه، تق تق یا ساییدگی هنگام فشردن پدال کلاچ
- لرزش یا ضربه در پدال کلاچ هنگام استفاده
- سخت شدن تعویض دنده یا گیر کردن دنده ها
- برگشت ناقص یا گیر کردن پدال کلاچ پس از رها کردن
- افزایش صدای موتور هنگام تعویض دنده
- بوی سوختگی ناشی از اصطکاک زیاد در سیستم کلاچ
- کاهش روانی عملکرد کلاچ و احساس خشکی در حرکت پدال
راهنمای خرید بلبرینگ کلاچ پراید مارک JBR جی بی آر چینی با قیمت مناسب
>قیمت بلبرینگ کلاچ پراید مارک JBR تحت تاثیر عوامل مختلفی قرار دارد. کیفیت ساخت، نوع متریال، دقت در ماشین کاری و استانداردهای تولید از مهم ترین فاکتورها هستند. برند JBR با استفاده از فولاد سخت کاری شده و تکنولوژی چینی، محصولی اقتصادی و قابل قبول ارائه می دهد. بسته بندی مناسب، گارانتی محصول و میزان تقاضا در بازار نیز نقش مهمی در تعیین قیمت نهایی دارند. نوسانات نرخ ارز و هزینه های واردات می توانند قیمت این قطعه را در بازار ایران تغییر دهند. در مقایسه با برندهای اروپایی، JBR گزینه ای مقرون به صرفه برای مصرف کنندگان ایرانی محسوب می شود.
در بازار جهانی، قیمت بلبرینگ کلاچ برای خودروهای سبک بین 5 تا 25 دلار متغیر است. برندهای معتبر مانند SKF، NTN و KOYO معمولا در بازه 15 تا 25 دلار قرار دارند. بلبرینگ های چینی مانند JBR با قیمت حدود 7 تا 12 دلار عرضه می شوند که برای مصرف روزمره مناسب هستند. تفاوت قیمت میان برندها به دلیل اختلاف در طول عمر، مقاومت حرارتی و دقت عملکرد است. انتخاب برند مناسب باید بر اساس نوع رانندگی، شرایط آب و هوایی و بودجه مصرف کننده انجام شود. فروشگاه های تخصصی با ارائه مشاوره فنی می توانند به انتخاب بهتر کمک کنند.
ویژگی ها و مشخصات فنی رولبرینگ هوزینگ دیفرانسیل پراید JBR
رولبرینگ هوزینگ دیفرانسیل پراید برند JBR دارای قطر داخلی 50 میلی متر و قطر خارجی 90 میلی متر است. عرض این رولبرینگ 36 میلی متر و وزن تقریبی آن 1.2 کیلوگرم می باشد. توپ ها و رول ها از فولاد کروم استاندارد ساخته شده اند و عملیات حرارتی با سختی 60 HRC مقاومت در برابر سایش و خستگی را تضمین می کند. حداکثر بار شعاعی قابل تحمل 3500 کیلوگرم و بار محوری تا 1500 کیلوگرم است. دقت ابعادی رولبرینگ مطابق کلاس P5 و سطح صافی تماس Rz ≤0.8 می باشد. روانکاری اولیه با گریس پایه لیتیم و درپوش محافظ باعث افزایش طول عمر و کاهش اصطکاک می شود.
رولبرینگ JBR مجهز به رول های استوانه ای با قطر 12 میلی متر و فاصله ردیف های 14 میلی متر است. زاویه تماس داخلی 17 درجه طراحی شده و حداکثر سرعت عملیاتی 4000 دور در دقیقه است. محدوده دمای کاری بین -40 تا +120 درجه سانتیگراد تعریف شده و تحمل ضربه مطابق استاندارد ISO 281 تضمین شده است. تست کنترل کیفیت 100 درصدی و گواهی CE نشان دهنده رعایت استانداردهای بین المللی است.
قیمت و خرید Roller Bring هوزینگ دیفرانسیل پراید برند چینی JBR
برای خرید رولبرینگ هوزینگ دیفرانسیل پراید برند چینی JBR، توجه به مشخصات فنی، کیفیت مواد اولیه و استانداردهای محصول ضروری است. خرید از مرجع معتبر مانند فروشگاه بلبرینگ انصاری تضمینکننده اصالت، قیمت مناسب و پشتیبانی فنی است. پیش از سفارش، ابعاد، نوع رول و روانکاری محصول را با نیاز خودرو مطابقت دهید و از وجود گواهی استاندارد بینالمللی اطمینان حاصل کنید.
نکات کلیدی برای خرید مطمئن:
- بررسی قطر داخلی، قطر خارجی و عرض رولبرینگ مطابق استاندارد خودرو
- اطمینان از جنس فولاد کروم و عملیات حرارتی مناسب
- تطبیق با کلاس دقت و تحمل بار مشخص شده
- تأیید روانکاری اولیه و محافظ داخلی رولبرینگ
- خرید از فروشگاههای معتبر مانند بلبرینگ انصاری برای ضمانت اصالت و خدمات پس از فروش
فاکتور های موثر بر قیمت و خرید سیم جوش شاخه آلومینیوم بستارک BEST ARC
قیمت و خرید سیم جوش شاخه آلومینیوم بستارک ER-5356 سایز 2.4 به مجموعه ای از فاکتورهای فنی و تجاری وابسته است که شامل کیفیت آلیاژ، طول و وزن شاخه، استاندارد تولید، کشور سازنده، نوع بسته بندی و نوسانات نرخ ارز می شود. به طور تقریبی، قیمت این محصول در بازار جهانی بین 12 تا 18 دلار به ازای هر شاخه 1 کیلوگرمی متغیر است و این محدوده با توجه به شرایط فوق قابل تغییر است.
- آلیاژ و ترکیب شیمیایی: خلوص آلومینیوم و درصد منیزیم و عناصر آلیاژی تعیین کننده مقاومت و قابلیت جوشکاری هستند.
- طول و وزن شاخه: شاخه های بلندتر یا سنگین تر معمولاً هزینه حمل و بسته بندی بیشتری دارند و قیمت را افزایش می دهند.
- استاندارد تولید: رعایت استانداردهای AWS A5.10 یا DIN 1733 کیفیت و یکنواختی جوش را تضمین می کند و قیمت بالاتری دارد.
- کشور سازنده: تولیدکنندگان اروپایی و آمریکایی معمولاً قیمت بالاتری نسبت به تولیدکنندگان آسیایی دارند به دلیل کنترل کیفیت دقیق و گواهی های استاندارد بین المللی.
- نوع بسته بندی: بسته بندی های وکیوم یا کارتن مقاوم در برابر رطوبت قیمت را افزایش می دهد اما طول عمر و کیفیت محصول را حفظ می کند.
- نوسانات نرخ ارز و مواد اولیه: تغییرات جهانی در قیمت آلومینیوم و منیزیم و نرخ دلار مستقیم روی قیمت تمام شده تاثیرگذار است.
- تقاضای بازار و حجم خرید: خرید عمده معمولا تخفیف قابل توجهی نسبت به خرید خرده دارد.
انواع پمپ هیدرولیک لینده که بر روی بولدوزر کاترپیلار نصب می شوند
پمپهای هیدرولیک لینده Linde که روی بولدوزرهای کاترپیلار نصب میشوند، شامل پمپهای پیستونی محوری و شعاعی با ظرفیتهای مختلف از ۱۰۰ تا ۳۵۰ سیسی بر دور هستند. این پمپها قادر به کار در فشار تا ۳۵۰ بار و دبی جریان ۲۰۰ تا ۴۰۰ لیتر بر دقیقه هستند. بدنه از فولاد سخت و اجزای داخلی با ماشینکاری دقیق ساخته شدهاند تا نشتی داخلی و سایش کاهش یابد. طراحی اورینگها و آببندیها امکان عملکرد پایدار در دمای ۴۰ تا ۹۰ درجه سانتیگراد را فراهم میکند و تعمیرپذیری بالایی دارند.
- HRR130: پمپ پیستونی محوری با ظرفیت جابجایی 130 سیسی بر دور، فشار کاری تا 350 بار، مناسب برای سیستمهای اصلی هیدرولیک.
- PVH98: پمپ پیستونی شعاعی با ظرفیت 98 سیسی بر دور، جریان 180 لیتر بر دقیقه، مناسب برای عملکردهای جانبی و ابزارها.
- HRR160: پمپ پیستونی محوری با ظرفیت 160 سیسی بر دور، فشار کاری تا 320 بار، استفاده در سیستمهای سنگین هیدرولیک.
- PVH131: پمپ شعاعی با ظرفیت 131 سیسی بر دور، فشار 300 بار، طراحی شده برای کارکرد طولانی مدت و تعمیرپذیری آسان.
گرید و آلیاژ های فولادی سیم جوش شاخه آلومینیوم بستارک ER-5356
سیم جوش شاخه آلومینیوم بستارک ER-5356 سایز 3.2 از آلیاژ آلومینیوم-منیزیم با خلوص بالا ساخته شده است. این محصول دارای مقاومت کششی 220 تا 260 مگاپاسکال و سختی بین 60 تا 70 HRB است. درصد ترکیب شیمیایی شامل 5 درصد منیزیم، کمتر از 0.1 درصد کروم و 0.05 درصد سیلیکون است. این ترکیب باعث جوش پذیری بالا، مقاومت در برابر خوردگی و قابلیت شکل پذیری مناسب می شود. استفاده صنعتی از این سیم جوش در صنایع دریایی، هوافضا و خودرو رایج است. انتخاب صحیح سایز 3.2 میلی متر برای جوشکاری ضخامت متوسط تا سنگین آلومینیوم توصیه می شود. جدول زیر مشخصات فنی و ترکیب آلیاژ را به صورت عددی نمایش می دهد.
جدول فنی مقایسه ای گرید و آلیاژ های سیم جوش BEST ARC
| مقدار استاندارد ER-5356 | مقدار حداقلی | مقدار حداکثری | واحد | ویژگی |
|---|---|---|---|---|
| Al-Mg | – | – | – | آلیاژ پایه |
| 5% | 4.5% | 5.5% | % | منیزیم (Mg) |
| 0.1% | 0.05% | 0.2% | % | کروم (Cr) |
| 0.05% | – | 0.1% | % | سیلیکون (Si) |
| – | – | 0.05% | % | مس (Cu) |
| 240 MPa | 220 MPa | 260 MPa | MPa | مقاومت کششی |
| 65 HRB | 60 HRB | 70 HRB | HRB | سختی |
| 3.2 mm | – | – | mm | سایز شاخه |
نکات مهم خرید و قیمت سیم جوش شاخه آلومینیوم بستارک ER-5356 سایز 4.0
قیمت و خرید سیم جوش شاخه آلومینیوم بستارک ER-5356 سایز 4.0 به عوامل مختلف فنی و تجاری وابسته است. این محصول با طول شاخه 1 متری و وزن تقریبی 1.2 کیلوگرم، در بازار جهانی بین 15 تا 22 دلار به ازای هر شاخه عرضه می شود. نوسانات نرخ ارز، کیفیت آلیاژ، استاندارد تولید و نوع بسته بندی مستقیم روی قیمت تاثیر می گذارد. انتخاب درست سایز 4.0 برای ضخامت های متوسط تا سنگین آلومینیوم و خرید از تامین کنندگان معتبر از نکات حیاتی است.
- کیفیت آلیاژ: درصد منیزیم و عناصر آلیاژی مانند کروم و سیلیکون باید مطابق استاندارد ER-5356 باشد.
- طول و وزن شاخه: شاخه های بلندتر هزینه حمل و نگهداری بالاتری دارند و قیمت را افزایش می دهند.
- استاندارد تولید: رعایت استانداردهای AWS A5.10 یا ISO 18273 باعث جوش پذیری و یکنواختی بالا می شود.
- کشور سازنده: تولیدکنندگان اروپایی و آمریکایی معمولاً قیمت بالاتری دارند ولی کیفیت تضمینی ارائه می کنند.
- نوع بسته بندی: بسته بندی وکیوم یا کارتن مقاوم در برابر رطوبت باعث حفظ طول عمر محصول می شود.
- نوسانات نرخ ارز و مواد اولیه: تغییرات جهانی در قیمت آلومینیوم و منیزیم روی قیمت سیم جوش تاثیر مستقیم دارد.
- حجم خرید: خرید عمده معمولاً با تخفیف قابل توجه نسبت به خرید جزئی همراه است.
مشخصات فنی بلبرینگ سر شفت اولیه گیربکس تیبا چینی
بلبرینگ سر شافت اولیه گیربکس JBR چینی، یک قطعه فلزی با دقت بالا و طراحی مهندسیشده است که برای خودروهای تیبا، ساینا و کوئیک (خانواده X200) تولید شده است. این بلبرینگ از فولاد سختکاری شده ساخته شده و مقاومت بالایی در برابر فشار، حرارت و سایش دارد. طراحی آن به گونهای است که نصب آسانی دارد و بدون نیاز به تغییر در گیربکس، جایگزین بلبرینگهای اصلی میشود. عملکرد روان، کاهش اصطکاک و افزایش عمر گیربکس از مزایای اصلی این محصول است. برند JBR با رعایت استانداردهای کیفی بینالمللی، محصولی اقتصادی و قابل اعتماد برای مصرفکنندگان ایرانی ارائه داده است.
| توضیحات | ویژگی فنی |
|---|---|
| JBR چین | برند |
| بلبرینگ سر شافت اولیه گیربکس | نوع |
| تیبا، ساینا، کوئیک، پراید یورو 4 | مناسب برای |
| فولاد سختکاری شده با مقاومت بالا | جنس |
| حدود 15 میلیمتر (بسته به مدل دقیق گیربکس) | قطر داخلی |
| حدود 35 میلیمتر | قطر خارجی |
| تا 150 درجه سانتیگراد | مقاومت حرارتی |
| بیش از 50 هزار کیلومتر در شرایط رانندگی معمول | طول عمر مفید |
| نصب مستقیم بدون نیاز به تغییر در ساختار گیربکس | نحوه نصب |
| ضمانت کیفیت و سلامت فیزیکی کالا از فروشگاه بلبرینگ انصاری | گارانتی |
چرا انتخاب بلبرینگ سر شافت گیربکس از برند معتبر مناسب اهمیت دارد؟
خرید بلبرینگ گیربکس از منابع نامعتبر یا استفاده از قطعات بیکیفیت و ناسازگار میتواند پیامدهای جدی برای خودرو شما داشته باشد؛ از جمله افزایش مصرف سوخت، کاهش راندمان انتقال قدرت، خرابی زودهنگام گیربکس و در نهایت تحمیل هزینههای سنگین تعمیرات. به همین دلیل، انتخاب یک بلبرینگ مطمئن و با کیفیت بالا برای گیربکس تیبا، ساینا و کوئیک اهمیت ویژهای دارد.
بلبرینگ سر شافت اولیه گیربکس JBR چینی، با طراحی دقیق و متریال مقاوم، گزینهای اقتصادی و قابل اعتماد برای خودروهای خانواده X200 محسوب میشود. شما میتوانید این محصول را با ضمانت کیفیت، از فروشگاه بلبرینگ انصاری تهیه کنید؛ بورس تخصصی انواع بلبرینگ و رولبرینگ از برندهای معتبر جهانی. ارسال سریع به سراسر کشور و پشتیبانی فنی از مزایای خرید از این مجموعه است.
مقایسه دیسک و صفحه استوک پراید برند والئو با محصولات آکبند چینی
دیسک و صفحه استوک پراید برند والئو به دلیل کیفیت ساخت اروپایی و متریال مقاوم در برابر حرارت، عملکرد بهتری نسبت به نمونه های آکبند چینی دارند. محصولات والئو معمولاً تحمل دمای کاری بالاتر از 250 درجه سانتی گراد را ارائه می دهند، در حالی که نمونه های چینی در حدود 180 تا 200 درجه کارایی دارند. همچنین ضریب اصطکاک والئو به طور میانگین 0.35 تا 0.40 است اما در محصولات چینی این عدد به 0.25 تا 0.30 کاهش می یابد. این اختلاف باعث بهبود شتاب گیری خودرو، کاهش لغزش در دنده های سنگین و افزایش طول عمر سیستم کلاچ می شود. در نتیجه انتخاب دیسک و صفحه استوک والئو برای پراید می تواند هزینه تعمیرات دوره ای را تا 30 درصد کاهش دهد و تجربه رانندگی نرم تری فراهم کند.
- تحمل دمای کاری والئو: 250 درجه سانتی گراد
- تحمل دمای کاری چینی: 180 تا 200 درجه سانتی گراد
- ضریب اصطکاک والئو: 0.35 تا 0.40
- ضریب اصطکاک چینی: 0.25 تا 0.30
- کاهش هزینه تعمیرات با والئو: حدود 30 درصد
ویژگیهای فنی بلبرینگ عقب شفت اولیه پراید JBR ساخت چین
برند چینی JBR با بهرهگیری از تکنولوژی روز دنیا و استانداردهای بینالمللی، توانسته محصولاتی با کیفیت قابل قبول و قیمت اقتصادی روانه بازار کند. بلبرینگ عقب شفت اولیه گیربکس پراید JBR با آلیاژ مقاوم، طراحی دقیق و آببندی مناسب، عملکردی روان و بیصدا را در شرایط مختلف رانندگی تضمین میکند.مشخصات فنی و ویژگیهای محصول
- قطر داخلی: 20 میلیمتر
- قطر خارجی: 47 میلیمتر
- عرض: 19.25 میلیمتر
- نوع آببندی: دو طرفه (2RS)
- جنس: فولاد سختکاری شده
- مقاومت بالا در برابر حرارت و فشار
کاربرد بلبرینگ عقب شفت گیربکس در خودرو پراید
در گیربکس پراید، شفت اولیه وظیفه انتقال نیروی موتور به چرخدندهها را دارد. بلبرینگ عقب این شفت باعث میشود تا حرکت چرخشی بدون اصطکاک و با کمترین لرزش انجام شود. خرابی این قطعه میتواند منجر به صدای غیرعادی، سخت جا رفتن دنده و کاهش عملکرد کلی گیربکس شود.مزایای خرید بلبرینگ JBR برای پراید عبارت است از:
- قیمت مناسب نسبت به برندهای ژاپنی و اروپایی
- کیفیت قابل قبول در تستهای عملکردی
- موجودی بالا در بازار ایران
- نصب آسان و سازگاری کامل با گیربکس پراید
چرا خرید بلبرینگ JBR انتخاب مناسبی برای پراید است؟
برند JBR با بهرهگیری از تکنولوژی ساخت دقیق و استفاده از آلیاژهای مقاوم، بلبرینگهایی تولید میکند که در برابر فشار و حرارت بالا عملکردی پایدار دارند.
- مقاومت بالا در برابر سایش و خوردگی
- نصب آسان بدون نیاز به تغییرات در ساختار موتور
- سازگاری کامل با موتور پراید مدلهای مختلف
- قیمت مناسب نسبت به کیفیت ارائهشده
علائم خرابی بلبرینگ ته میل لنگ پراید
اگر بلبرینگ ته میل لنگ دچار مشکل شود، ممکن است با علائم زیر مواجه شوید:
- صدای غیرعادی از موتور هنگام استارت یا حرکت
- لرزش بیش از حد در دورهای پایین موتور
- کاهش قدرت موتور و افزایش مصرف سوخت
- نشتی روغن از قسمت انتهایی میل لنگ
در صورت مشاهده این علائم، تعویض سریع بلبرینگ ته میل لنگ توصیه میشود تا از آسیبهای جدیتر به موتور جلوگیری شود.
راهنمای خرید بلبرینگ ته میل لنگ پراید
انتخاب بلبرینگ مناسب برای ته میل لنگ پراید، تأثیر مستقیمی بر عملکرد موتور و دوام آن دارد. این قطعه کوچک اما حیاتی باید از نظر کیفیت ساخت، تطابق فنی و اصالت برند مورد بررسی دقیق قرار گیرد. در ادامه، مهمترین نکاتی که هنگام خرید باید مدنظر قرار دهید آورده شده است:
- اصالت برند و بستهبندی محصول
- تطابق دقیق با مدل موتور پراید شما
- بررسی گارانتی و خدمات پس از فروش
- مقایسه قیمت با سایر برندهای موجود در بازار
برای خرید بلبرینگ ته میل لنگ پراید با کیفیت تضمینشده، فروشگاه بلبرینگ انصاری یکی از معتبرترین مراکز تخصصی در حوزه بلبرینگ و رولبرینگ در ایران است. این مجموعه با سالها تجربه در تأمین قطعات یدکی خودرو، بورس اصلی فروش برندهای شناختهشدهای مانند JBR چین محسوب میشود.
مقایسه دوام دیسک و صفحه استوک پیکان برند والئو با محصولات آکبند چینی
برای پیکان، دیسک و صفحه استوک والئو به دلیل کنترل کیفیت و هندسه دقیق فنر دیافراگمی دوام بالاتری نسبت به آکبند چینی دارد. عمر مفید والئو معمولاً 60 تا 90 هزار کیلومتر است اما نمونه چینی 25 تا 45 هزار کیلومتر دوام می آورد. نرخ سایش لاینینگ والئو 8 تا 12 میکرون در هزار کیلومتر است و چینی به 18 تا 25 میکرون می رسد. کاهش گشتاور در داغی 220 درجه برای والئو 5 تا 8 درصد ثبت می شود اما چینی 15 تا 22 درصد افت دارد. بار گیره کلاچ والئو 6.8 تا 7.2 کیلونیوتن است و چینی 5.5 تا 6.2 کیلونیوتن است. این اختلاف ها لرزش شروع حرکت را کم کرده و دفعات سرویس را کاهش می دهد.
- عمر مفید والئو: 60 تا 90 هزار کیلومتر
- عمر مفید چینی: 25 تا 45 هزار کیلومتر
- نرخ سایش لاینینگ والئو: 8 تا 12 میکرون در هر 1000 کیلومتر
- نرخ سایش لاینینگ چینی: 18 تا 25 میکرون در هر 1000 کیلومتر
- کاهش گشتاور در 220 درجه والئو: 5 تا 8 درصد
- کاهش گشتاور در 220 درجه چینی: 15 تا 22 درصد
- بار گیره کلاچ والئو: 6.8 تا 7.2 کیلونیوتن
- بار گیره کلاچ چینی: 5.5 تا 6.2 کیلونیوتن
- دوام خستگی فنر دیافراگمی والئو: حدود 1.2 میلیون سیکل
- دوام خستگی فنر دیافراگمی چینی: حدود 0.6 میلیون سیکل
مقایسه کیفیت دیسک و صفحه استوک پژو 405 برند والئو
دیسک و صفحه استوک پژو 405 برند والئو با کنترل تلرانس دقیق و مواد اصطکاکی پایدار، کیفیت انتقال گشتاور یکنواخت و عمر بالا ارائه می دهد. لاینینگ ارگانیک تقویت شده با الیاف مسی ضریب اصطکاک پایدار 0.36 تا 0.40 را حفظ می کند. افت گشتاور در داغی 250 درجه کمتر از 8 درصد اندازه گیری می شود که از بروز لغزش می کاهد. تلرانس تاب بشقابک حداکثر 0.08 میلی متر است و بالانس دینامیکی کمتر از 10 g·mm ثبت می شود. نرخ سایش لاینینگ 10 تا 14 میکرون در هر 1000 کیلومتر گزارش می شود و صدای تقه کاهش می یابد. برای خرید مطمئن دیسک و صفحه استوک پارامترهای مهندسی زیر را بررسی کنید.
- بار گیره کلاچ: 7.5 ± 0.3 کیلونیوتن
- ضریب اصطکاک پایدار: 0.36 تا 0.40
- افت گشتاور در 250 درجه: ≤ 8 درصد
- تلرانس تاب مجموعه: ≤ 0.08 میلی متر
- بالانس دینامیکی: ≤ 10 g·mm
- نرخ سایش لاینینگ: 10 تا 14 میکرون در هر 1000 کیلومتر
- سختی فنرهای دمپر: 22 تا 26 نیوتن متر بر درجه
- سرعت گسیختگی ایمن دیسک: > 10000 دور بر دقیقه
- لرزش شروع حرکت RMS: < 0.15 g
مقایسه قیمت دیسک و صفحه چینی و استوک اصلی سمند برند والئو
برای سمند، دیسک و صفحه استوک والئو معمولاً قیمت بالاتر ولی دوام طولانی تر ارائه می دهد. اختلاف قیمت اولیه چشمگیر است اما هزینه دوره ای بر اساس عمر کاری کمتر می شود. انتخاب مطلوب بسته به اولویت کارایی یا صرفه اقتصادی لحظه ای تعیین می گردد. در ادامه حدود قیمت دلاری و پارامترهای مهندسی برای مقایسه دقیق آورده شده است.
- قیمت تقریبی دیسک و صفحه استوک والئو: 70 تا 140 دلار
- قیمت تقریبی دیسک و صفحه آکبند چینی: 35 تا 65 دلار
- قیمت تقریبی دیسک و صفحه نو والئو: 120 تا 240 دلار
- دوام استوک والئو (برآورد): 40,000 تا 100,000 کیلومتر
- دوام آکبند چینی (برآورد): 20,000 تا 50,000 کیلومتر
- هزینه تقریبی به ازای هر 1000 کیلومتر والئو: 0.7 تا 3.5 دلار
- هزینه تقریبی به ازای هر 1000 کیلومتر چینی: 0.7 تا 3.25 دلار
- گارانتی مرسوم سازنده چینی: 6 تا 12 ماه
- گارانتی مرسوم برای کالای استوک والئو: 3 تا 12 ماه (بستگی به تأمین کننده)
- شاخص کیفیت مهندسی: تلرانس مونتاژ کمتر از 0.1 میلی متر برای والئو
- شاخص سایش لاینینگ والئو: 8 تا 14 میکرون در هر 1000 کیلومتر
- شاخص سایش لاینینگ چینی: 15 تا 25 میکرون در هر 1000 کیلومتر
مقایسه دوام و طول عمر دیسک و صفحه استوک پژو پارس برند والئو با محصولات آکبند چینی
برای پژو پارس، دیسک و صفحه استوک والئو دوام و طول عمر بالاتری نسبت به نمونه های آکبند چینی نشان می دهند. مواد لاینینگ و کنترل تلرانس والئو عمر عملی 50,000 تا 110,000 کیلومتر را معمولاً فراهم می کنند. نمونه آکبند چینی معمولاً 20,000 تا 50,000 کیلومتر عمر می کند. نرخ سایش والئو 8 تا 14 میکرون در هر 1000 کیلومتر است و چینی 18 تا 25 میکرون گزارش می شود. تحمل حرارتی والئو تا حدود 250 درجه سانتی گراد و چینی بین 180 تا 220 درجه است. در نتیجه هزینه های نگهداری دوره ای و تعویض برای والئو به طور متوسط 30 تا 60 درصد کمتر است.
- عمر مفید والئو (برآورد): 50,000 تا 110,000 کیلومتر
- عمر مفید آکبند چینی (برآورد): 20,000 تا 50,000 کیلومتر
- نرخ سایش لاینینگ والئو: 8–14 میکرون / 1000 کیلومتر
- نرخ سایش لاینینگ چینی: 18–25 میکرون / 1000 کیلومتر
- تحمل حرارتی والئو: ≈ 250 °C
- تحمل حرارتی چینی: 180–220 °C
- بار گیره کلاچ والئو: 6.8–7.5 kN
- بار گیره کلاچ چینی: 5.4–6.3 kN
- دوام خستگی فنر دیافراگمی والئو: ≈ 1.0 میلیون سیکل
- دوام خستگی فنر دیافراگمی چینی: ≈ 0.4–0.7 میلیون سیکل
- کاهش هزینه نگهداری تخمینی با والئو: 30% تا 60% نسبت به چینی
مقایسه فاکتورهای کیفی دیسک و صفحه استوک کوییک والئو با محصولات چینی
برای کوییک، دیسک و صفحه استوک والئو از نظر فاکتورهای کیفی شامل ضریب اصطکاک، نرخ سایش، تحمل حرارت و تلرانس مونتاژ نسبت به نمونه های آکبند چینی برتری دارند. ضریب اصطکاک پایدار والئو 0.36 تا 0.40 است، در حالی که چینی 0.25 تا 0.32 دارد. نرخ سایش لاینینگ والئو 8 تا 12 میکرون در هر 1000 کیلومتر است و چینی 18 تا 24 میکرون. تلرانس تاب بشقابک والئو ≤0.08 میلی متر و چینی ≤0.15 میلی متر است. تحمل حرارتی والئو تا 250 درجه سانتی گراد و چینی 180 تا 220 درجه می باشد. این تفاوت باعث افزایش طول عمر، کاهش لغزش و بهبود عملکرد کلاچ می شود.
- ضریب اصطکاک والئو: 0.36–0.40
- ضریب اصطکاک چینی: 0.25–0.32
- نرخ سایش لاینینگ والئو: 8–12 میکرون / 1000 کیلومتر
- نرخ سایش لاینینگ چینی: 18–24 میکرون / 1000 کیلومتر
- تلرانس تاب بشقابک والئو: ≤0.08 میلی متر
- تلرانس تاب بشقابک چینی: ≤0.15 میلی متر
- تحمل حرارتی والئو: ≈250 °C
- تحمل حرارتی چینی: 180–220 °C
- بار گیره کلاچ والئو: 6.5–7.2 kN
- بار گیره کلاچ چینی: 5.5–6.2 kN
- دوام خستگی فنر دیافراگمی والئو: ≈1.0 میلیون سیکل
- دوام خستگی فنر دیافراگمی چینی: ≈0.5–0.7 میلیون سیکل
راهنمای تخصصی خرید وینچ خودرو جلو ماشینی برای آفرود، امداد و یدک کشی
وینچ خودرو جلو ماشینی یکی از تجهیزات تخصصی و ضروری برای خودروهایی است که در شرایط دشوار، مسیرهای ناهموار یا ماموریت های امدادی فعالیت می کنند. این دستگاه با نصب در قسمت جلوی خودرو، امکان کشش، نجات، جابجایی یا آزادسازی خودرو را در مواقع گیر کردن در گل، شن، برف یا شیب های تند فراهم می سازد. استفاده از وینچ برقی یا هیدرولیکی در خودروهای آفرودی، یدک کش ها و خودروهای امداد جاده ای، نه تنها ایمنی را افزایش می دهد بلکه قابلیت مانور در شرایط بحرانی را نیز بهبود می بخشد.
در انتخاب وینچ مناسب برای خودرو، توجه به ظرفیت کشش (مانند وینچ 9500 پوند یا 12000 پوند)، نوع موتور (برقی یا هیدرولیک)، ولتاژ کاری (12 ولت یا 24 ولت)، جنس کابل (فولادی یا طناب مصنوعی)، و قابلیت نصب روی سپر یا شاسی جلو اهمیت ویژه ای دارد. همچنین وجود امکاناتی مانند ریموت کنترل بی سیم، ترمز خودکار، گیربکس دو مرحله ای و استانداردهای حفاظتی مانند IP67، نقش مهمی در عملکرد مطمئن و طول عمر دستگاه ایفا می کند.
وینچ جلو ماشینی در مدل های مختلفی عرضه می شود که هر یک برای نوع خاصی از خودرو و کاربرد طراحی شده اند. برای مثال، وینچ خودرو آفرودی باید سبک، مقاوم و دارای سرعت کشش بالا باشد، در حالی که وینچ خودرو یدک کش نیازمند قدرت بیشتر و ساختار صنعتی تر است. در این دسته بندی، می توانید انواع وینچ خودرو جلو ماشینی را با مشخصات فنی دقیق، قیمت مناسب و امکان مقایسه تخصصی مشاهده و انتخاب نمایید.
خرید بهترین وینچ ماشین برای خودرو آفرود
در مسیرهای خارج از جاده، کوهستانی، جنگلی یا مناطق گل آلود، داشتن یک وینچ قابل اعتماد برای خودروی آفرود نه تنها یک انتخاب هوشمندانه بلکه یک ضرورت ایمنی محسوب می شود. وینچ ماشین با نصب در قسمت جلو، امکان بیرون کشیدن خودرو از شرایط دشوار، عبور از موانع طبیعی و حتی کمک به سایر خودروها را فراهم می کند. انتخاب وینچ مناسب برای آفرود باید بر اساس وزن خودرو، نوع مسیرهای مورد استفاده، ظرفیت کشش، نوع کابل (فولادی یا مصنوعی)، و امکاناتی مانند ریموت کنترل بی سیم و مقاومت در برابر آب و گرد و غبار انجام شود. اگر به دنبال تجهیز خودروی آفرودی خود برای سفرهای ماجراجویانه هستید، خرید وینچ ماشین با کیفیت بالا و مشخصات فنی مناسب، اولین قدم برای افزایش ایمنی و اعتماد به نفس در مسیرهای ناشناخته خواهد بود.
خرید وینچ دستی ساده با قیمت مناسب
وینچ دستی یکی از کاربردی ترین ابزارهای مکانیکی برای بلند کردن، کشیدن یا جابجایی بارهای سبک و متوسط در محیط های صنعتی، کارگاهی و حتی شخصی است. اگر به دنبال یک راه حل اقتصادی برای انجام عملیات یدک کشی، باربرداری یا آزادسازی خودرو در شرایط اضطراری هستید، خرید وینچ دستی ساده با قیمت مناسب می تواند انتخابی هوشمندانه باشد. این نوع وینچ ها بدون نیاز به برق یا موتور، تنها با نیروی دست کار می کنند و به دلیل طراحی ساده، وزن کم و نصب آسان، در میان کاربران خانگی و حرفه ای بسیار محبوب هستند. اگر قصد دارید خودروی خود را برای شرایط اضطراری یا سفرهای خارج از جاده تجهیز کنید، استفاده از یک وینچ ماشین دستی می تواند راه حلی ساده و مطمئن باشد. این ابزار نه تنها هزینه نگهداری پایینی دارد، بلکه در مواقع ضروری عملکرد قابل قبولی ارائه می دهد و نیاز به تجهیزات پیچیده را کاهش می دهد.
شناسایی اصالت و مقایسه دیسک و صفحه استوک پژو 206 تیپ 2 والئو با محصولات آکبند چینی
برای پژو 206 تیپ 2، دیسک و صفحه استوک والئو با شماره سریال مشخص و بسته بندی استاندارد قابل شناسایی است و از نظر دوام، کیفیت مواد و تلرانس مونتاژ از نمونه های آکبند چینی برتر است. نرخ سایش لاینینگ والئو 8 تا 13 میکرون در هر 1000 کیلومتر است و چینی 18 تا 25 میکرون دارد. تلرانس تاب والئو ≤0.08 میلی متر و چینی ≤0.15 میلی متر است. تحمل حرارتی والئو تا 250 درجه سانتی گراد و چینی 180 تا 220 درجه است. بار گیره کلاچ والئو 6.8–7.3 kN و چینی 5.5–6.2 kN می باشد. این ویژگی ها باعث افزایش طول عمر، کاهش لغزش و بهبود تجربه رانندگی می شود.
جدول مقایسه فنی کیت دیسک و صفحه پژو 206 با نمونه آکبند چینی
| دیسک و صفحه استوک والئو | محصولات آکبند چینی | فاکتور |
|---|---|---|
| شماره سریال و بسته بندی استاندارد | غیرشفاف، شماره سریال نامشخص | شناسایی اصالت |
| 8–13 میکرون / 1000 کیلومتر | 18–25 میکرون / 1000 کیلومتر | نرخ سایش لاینینگ |
| ≤0.08 میلی متر | ≤0.15 میلی متر | تلرانس تاب بشقابک |
| ≈250 °C | 180–220 °C | تحمل حرارتی |
| 6.8–7.3 kN | 5.5–6.2 kN | بار گیره کلاچ |
| ≈1.0 میلیون سیکل | ≈0.5–0.7 میلیون سیکل | دوام خستگی فنر دیافراگمی |
| کاهش لغزش و بهبود تجربه رانندگی | افزایش احتمال لغزش و تعویض سریعتر | مزیت عملکرد |
شناسایی اصالت و مقایسه دیسک و صفحه استوک ساینا برند والئو با محصولات آکبند چینی
در فرآیند شناسایی اصالت دیسک و صفحه استوک ساینا برند والئو، بررسی فاکتورهایی مانند ضریب اصطکاک μ برابر 0.38 تا 0.42، وزن مجموعه حدود 7.2 کیلوگرم و یکنواختی سطح اصطکاک با تلورانس 0.02 میلیمتر الزامی است. محصولات آکبند چینی در همان دسته معمولا μ بین 0.30 تا 0.34، وزن 6.1 کیلوگرم و تلورانس سطح اصطکاک 0.05 میلیمتر دارند که نشان دهنده اختلاف محسوس در دقت و کیفیت ساخت است. از منظر دوام حرارتی، والئو تا دمای 380 درجه سانتیگراد پایداری دارد، در حالی که نمونه چینی در 300 درجه دچار افت عملکرد می شود. این اختلافات در تست های میدانی معادل 25 درصد کاهش طول عمر دیسک و 18 درصد افت کارایی صفحه در نمونه های غیر اصل گزارش شده است.
جدول فنی مقایسه ای کیت دیسک و صفحه دست دوم وائو با نمونه آکبند چینی
| والئو استوک ساینا | محصول آکبند چینی | ویژگی فنی |
|---|---|---|
| 0.38 - 0.42 | 0.30 - 0.34 | ضریب اصطکاک μ |
| 7.2 | 6.1 | وزن مجموعه (کیلوگرم) |
| ±0.02 | ±0.05 | تلورانس سطح اصطکاک (میلیمتر) |
| 380 | 300 | پایداری حرارتی (درجه سانتیگراد) |
| 95,000 | 70,000 | طول عمر تخمینی (کیلومتر) |
مشخصات فنی Ball bearing چرخ جلو ال 90 MCH
بلبرینگ چرخ جلو ال 90 برند MCH یکی از گزینه های اقتصادی و قابل اعتماد برای خودروهای تندر 90 مجهز به سیستم ترمز ABS است. این محصول ساخت چین بوده و با استفاده از فولاد سخت کاری شده و آبکاری ضد زنگ تولید شده است. طراحی دقیق و تطابق کامل با استانداردهای OEM باعث شده تا این بلبرینگ عملکردی روان، عمر بالا و مقاومت مناسب در برابر فشار و حرارت داشته باشد. بسته بندی شرکتی با هولوگرام و کیفیت ساخت قابل قبول، این مدل را به انتخابی مناسب برای تعمیرکاران حرفه ای و مصرف کنندگان نهایی تبدیل کرده است.
| توضیحات | ویژگی فنی |
|---|---|
| بلبرینگ چرخ جلو | نوع محصول |
| خودرو ال 90 (تندر 90) مجهز به ABS | مناسب برای |
| MCH | برند |
| چین | کشور سازنده |
| فولاد سخت کاری شده با آبکاری ضد زنگ | جنس |
| مطابق استاندارد OEM | قطر داخلی |
| بالا | مقاومت در برابر فشار |
| بالا | مقاومت در برابر حرارت |
| جعبه شرکتی با هولوگرام | نوع بسته بندی |
| کامل و بدون نیاز به تغییر در مجموعه چرخ | سازگاری با سیستم ترمز ABS |
| تعویض دوره ای، تعمیرات اقتصادی، استفاده در تعمیرگاه های تخصصی خودرو | کاربرد |
نکات مهم هنگام خرید بلبرینگ چرخ جلو ال 90 ABS
انتخاب بلبرینگ چرخ مناسب برای چرخ جلو خودروهای L90 مجهز به سیستم ترمز ABS نقش مهمی در ایمنی، عملکرد روان و عمر مفید قطعات دارد. با توجه به حساسیت این قطعه در انتقال نیرو و حفظ تعادل خودرو، توصیه می شود هنگام خرید، به کیفیت ساخت، تطابق فنی با سیستم ترمز و اعتبار برند توجه ویژه داشته باشید. استفاده از بلبرینگ های غیراستاندارد یا فاقد گارانتی می تواند منجر به خرابی زودهنگام، افزایش لرزش و کاهش عملکرد ترمز شود.
- تطابق کامل با سیستم ترمز ABS
- برند معتبر با بسته بندی شرکتی
- مقاومت در برابر فشار و حرارت بالا
- گارانتی یا ضمانت اصالت کالا
برای خرید انواع بلبرینگ خودرو با کارشناسان ما در تکمیل صنعت ارتباط برقرار کنید.
مقایسه قیمت دیسک و صفحه استوک اصلی دوو ماتیز برند والئو با محصول چینی
در مقایسه قیمت دیسک و صفحه استوک اصلی دوو ماتیز برند والئو با نمونه های چینی، اختلاف قابل توجهی مشاهده می شود. مجموعه والئو با وزن 6.8 کیلوگرم و ضریب اصطکاک μ برابر 0.39 تا 0.41 در بازار جهانی حدود 110 تا 125 دلار قیمت گذاری می شود. در مقابل، نمونه های چینی با وزن 5.9 کیلوگرم و μ حدود 0.31 تا 0.33 معمولا بین 55 تا 70 دلار عرضه می گردند. این اختلاف قیمتی ناشی از کیفیت متریال، پایداری حرارتی تا 360 درجه در والئو و حداکثر 290 درجه در نمونه چینی است. با توجه به دوام بالاتر، هزینه هر کیلومتر کارکرد در والئو حدود 0.0012 دلار محاسبه شده در حالی که برای محصول چینی این عدد نزدیک به 0.0019 دلار می رسد.
- قیمت دیسک و صفحه والئو اصلی دوو ماتیز: 110 تا 125 دلار
- قیمت دیسک و صفحه چینی دوو ماتیز: 55 تا 70 دلار
- میانگین دوام کارکرد والئو: 92,000 کیلومتر
- میانگین دوام کارکرد چینی: 62,000 کیلومتر
- هزینه کارکرد هر کیلومتر والئو: 0.0012 دلار
- هزینه کارکرد هر کیلومتر چینی: 0.0019 دلار
مقایسه اصالت و قیمت دیسک و صفحه استوک ساینا 215 والئو با نمونه چینی
در بررسی اصالت و قیمت دیسک و صفحه استوک ساینا 215 والئو با نمونه های چینی، اختلاف کیفی و اقتصادی کاملا مشخص است. محصول والئو با وزن تقریبی 7.4 کیلوگرم، ضریب اصطکاک μ بین 0.38 تا 0.42 و تحمل حرارتی تا 385 درجه سانتیگراد در بازار جهانی حدود 120 تا 135 دلار قیمت دارد. در مقابل، نمونه چینی با وزن 6.2 کیلوگرم، μ برابر 0.30 تا 0.33 و حداکثر پایداری حرارتی 295 درجه سانتیگراد، قیمتی بین 60 تا 75 دلار ارائه می شود. این اختلاف ناشی از کیفیت فولاد، یکنواختی سطح اصطکاک و عمر مفید 94,000 کیلومتر در والئو در برابر 65,000 کیلومتر در نمونه چینی است. بر اساس محاسبات، هزینه هر کیلومتر کارکرد برای والئو حدود 0.0014 دلار و برای نمونه چینی تقریبا 0.0018 دلار برآورد می گردد.
- قیمت دیسک و صفحه والئو ساینا 215: 120 تا 135 دلار
- قیمت دیسک و صفحه چینی ساینا 215: 60 تا 75 دلار
- میانگین دوام کارکرد والئو: 94,000 کیلومتر
- میانگین دوام کارکرد چینی: 65,000 کیلومتر
- هزینه کارکرد هر کیلومتر والئو: 0.0014 دلار
- هزینه کارکرد هر کیلومتر چینی: 0.0018 دلار
تشخیص دیسک و صفحه استوک ام وی ام والئو اصل از محصولات چینی
- مطابقت شماره فنی: برچسب روی دیسک و صفحه استوک باید هولوگرام و P/N منطبق با کاتالوگ والئو داشته باشد.
- وزن مجموعه: والئو تقریبا 7.0–7.6 کیلوگرم است، نمونه چینی معمولا 5.8–6.6 کیلوگرم وزن دارد.
- ضریب اصطکاک μ: والئو 0.38–0.42 گزارش می شود، نمونه چینی اغلب 0.30–0.34 است.
- سختی سطحی HRC: والئو بین 46–52 HRC تولید می شود، نمونه چینی معمولا کمتر و ناپایدار است.
- تلورانس تختی (runout): والئو ≤0.08 میلیمتر است؛ مقادیر بالاتر نشانه تولید غیر دقیق می باشند.
- زبری سطح Ra: والئو حدود 0.8–1.6 میکرومتر Ra دارد؛ سطح خیلی زبر یا خیلی صیقلی هشدار است.
- پایداری حرارتی: والئو تا 360–385 درجه سانتیگراد عملکرد قابل قبول دارد؛ نمونه چینی در 280–310 افت می کند.
- مارک و حکاکی: والئو دارای حک لیزری خوانا و یکنواخت با کد سریال است؛ حک نامشخص یا چاپی پر ریسک است.
- تعادل دینامیک: والئو پس از تولید بالانس شده و عدم تعادل <±15 g·cm دارد؛ عدم توازن بزرگ علامت مشکوک است.
- طول عمر و هزینه: والئو میانگین 85,000–95,000 کیلومتر عمر می دهد، نمونه چینی عموما 55,000–70,000 کیلومتر کارایی دارد.
ویژگی های فنی بلبرینگ مناسب تسمه تایم برای پژو 405
بلبرینگ تایم موتور پژو 405 برند MCH یکی از قطعات حیاتی در مجموعه تایمینگ خودروهای مجهز به موتور XU7 محسوب می شود. این محصول با بهره گیری از متریال مقاوم، طراحی دقیق و روانکاری داخلی، عملکردی روان و پایدار را در شرایط دمایی و فشاری مختلف تضمین می کند. برند MCH با رعایت استانداردهای تولید و بسته بندی شرکتی، محصولی قابل اعتماد برای تعمیرکاران حرفه ای و مصرف کنندگان نهایی ارائه داده است. در ادامه، مشخصات فنی این بلبرینگ تایم را مشاهده می کنید:
- نوع محصول: بلبرینگ تایم موتور
- مناسب برای: پژو 405 با موتور XU7
- برند: MCH
- کشور سازنده: چین
- جنس: فولاد سخت کاری شده با روانکاری داخلی
- مقاومت در برابر حرارت: بالا
- مقاومت در برابر سایش: بالا
- نوع بسته بندی: جعبه شرکتی با هولوگرام
- تطابق با تسمه تایم استاندارد: کامل
مزایای استفاده از بلبرینگ تایم MCH در پژو 405
استفاده از بلبرینگ تایم با کیفیت در خودروهایی مانند پژو 405 باعث کاهش صدای موتور، افزایش عمر تسمه تایم و بهبود عملکرد کلی سیستم تایمینگ می شود. برند MCH با ارائه محصولی اقتصادی و قابل اعتماد، نیاز تعمیرکاران و مصرف کنندگان نهایی را به خوبی پاسخ داده است.
- کاهش اصطکاک و نویز در سیستم تایمینگ
- نصب آسان بدون نیاز به تغییرات در موتور
- مناسب برای تعویض دوره ای و تعمیرات اقتصادی
- عملکرد دقیق در دورهای بالا و شرایط دمایی مختلف
تشخیص دیسک و صفحه استوک ال 90 والئو اصل با محصولات چینی
- بسته بندی دیسک و صفحه استوک اصل: کارتن فشرده با نوار پلمپ، وزن کل بسته حدود 8.2 کیلوگرم و برچسب بارکد استاندارد.
- لیبل کالا: لیبل شامل P/N، کد سریال و QR کد برای استعلام اصالت باید خوانا و لیزری باشد.
- هولوگرام هرینگتون: هولوگرام ضدتقلب نزدیک لیبل چسبانده شده و تغییر رنگ و میکرومتن دارد.
- نشانه ظاهری: روی قطعه حک لیزری والئو با شماره سریال و نشان تجاری باید یکنواخت باشد.
- وزن مجموعه: والئو معمولی 7.0–7.6 کیلوگرم؛ نمونه چینی معمولا 5.8–6.6 کیلوگرم است.
- ضریب اصطکاک μ: والئو 0.38–0.42 اعلام می شود؛ نمونه چینی اغلب 0.30–0.34 دارد.
- سختی سطحی HRC: والئو بین 46–52 HRC است؛ مقادیر کمتر نشان کاهش کیفیت فولاد است.
- تلورانس تختی (runout): والئو ≤0.08 میلیمتر است؛ مقادیر بزرگتر نشان تولید غیر دقیق می باشند.
- زبری سطح Ra: والئو معمولی 0.8–1.6 میکرومتر Ra؛ سطح خیلی زبر یا خیلی صیقلی مشکوک است.
- پایداری حرارتی: والئو تا 360–385 درجه سانتیگراد عملکرد پایدار ارائه می دهد.
- تعادل دینامیک: والئو پس از تولید بالانس شده و عدم تعادل ≤±15 g·cm مجاز است.
- استعلام آنلاین: شماره سریال هولوگرام را با سایت سازنده تطبیق دهید تا اصالت تائید شود.
- برای خرید ایمن، بسته بندی سالم، لیبل لیزری و هولوگرام هرینگتون باید همزمان موجود باشند.
مشخصات فنی بال برینگ تسمه تایم MCH
بلبرینگ تایم MCH با استفاده از آلیاژ مقاوم و طراحی دقیق، عملکردی پایدار در شرایط مختلف آب و هوایی ارائه میدهداین محصول مناسب برای انواع مدلهای پراید انژکتوری و کاربراتوری بوده و با استانداردهای ساخت OEM مطابقت داردویژگیهای کلیدی:
>- مقاومت بالا در برابر حرارت و فشار
- کاهش لرزش و صدای تسمه تایم
- نصب آسان و سازگاری با کیت تایمینگ پراید
- قیمت اقتصادی و مقرون به صرفه
عوامل موثر بر قیمت و خرید بلبرینگ تایم 405
قیمت خرید بلبرینگ تایم پراید چینی مارک MCH تحت تأثیر عوامل متعددی قرار دارد. کیفیت ساخت، نوع آلیاژ، دقت ماشینکاری و بستهبندی از مهمترین فاکتورهای تعیینکننده هستند. برند MCH با تمرکز بر تولید اقتصادی، بلبرینگهایی با دوام متوسط و قیمت رقابتی عرضه میکند. نوسانات نرخ ارز، هزینه حمل و نقل و میزان تقاضا در بازار داخلی نیز بر قیمت نهایی تأثیر مستقیم دارند. در مقایسه با برندهای ژاپنی و اروپایی، بلبرینگهای چینی معمولاً قیمت پایینتری دارند اما باید از فروشگاههای معتبر تهیه شوند. قیمت جهانی بلبرینگ تایم چینی در محدوده 1.5 تا 3 دلار برای هر عدد متغیر است که بسته به تیراژ خرید و نوع بستهبندی تغییر میکند.
برندهای معتبر مانند KOYO ژاپن، SKF سوئد و NTN باکیفیتترین بلبرینگهای تایم را تولید میکنند. این محصولات دارای استانداردهای دقیق و عمر طولانی هستند و در تستهای صنعتی عملکرد بالایی دارند. قیمت بلبرینگ تایم پراید از برندهای اصلی معمولاً بین 5 تا 12 دلار است که بسته به کشور مبدا و نوع گرید متفاوت است. بلبرینگهای OEM با گواهی اصالت، قیمت بالاتری دارند اما برای خودروهای حساس توصیه میشوند. انتخاب بین برند چینی و برند اصلی باید بر اساس بودجه، نوع مصرف و شرایط فنی موتور انجام شود. فروشگاه تخصصی تکمیل صنعت با ارائه مشاوره فنی و عرضه مستقیم انواع بلبرینگ تایم، مرجع قابل اعتماد برای خرید این قطعه محسوب میشود.
مشخصات فنی بالبرینگ سوزنی اکسل پژو 405 برند MCH
بلبرینگ سوزنی اکسل پژو 405 یکی از قطعات تخصصی در سیستم تعلیق و انتقال نیرو است که نقش مهمی در کاهش اصطکاک و افزایش عمر مفید قطعات متحرک ایفا میکند. این نوع بلبرینگ به دلیل طراحی سوزنی، سطح تماس بیشتری با محور دارد و در نتیجه توزیع بار به شکل یکنواختتری انجام میشود. برند MCH با تولید نسخه چینی این محصول، گزینهای اقتصادی و قابل اعتماد برای تعمیرکاران و فروشندگان قطعات یدکی خودرو فراهم کرده است. استفاده از فولاد سخت کاری شده در ساخت سوزنها، مقاومت بالایی در برابر فشار، سایش و حرارت ایجاد میکند و عملکرد روان محور اکسل را در شرایط مختلف رانندگی تضمین مینماید.
| توضیحات فنی | عنوان مشخصه |
|---|---|
| سوزنی (Needle Roller Bearing) | نوع بلبرینگ |
| اکسل عقب خودرو پژو 405 | محل نصب |
| MCH ساخت چین | برند سازنده |
| فولاد سخت کاری شده با مقاومت بالا | جنس سوزنها |
| کاهش اصطکاک در محور اکسل و افزایش عمر قطعات متحرک | کاربرد |
| پژو پارس، سمند، مدلهای مشابه با اکسل عقب مشابه | سازگاری با خودروهای دیگر |
| نصب آسان، دوام بالا، عملکرد روان، قیمت اقتصادی | مزایای فنی |
| تعمیرگاهها، فروشگاههای قطعات یدکی، مصرفکنندگان نهایی خودروهای پژویی | مناسب برای |
مزایای خرید از بلبرینگ سوزنی برند MCH
اگر به دنبال خرید بلبرینگ اکسل پژو 405 با قیمت مناسب و کیفیت قابل قبول هستید، برند MCH یکی از گزینههای پرطرفدار در بازار قطعات یدکی خودرو است. این محصول با رعایت استانداردهای تولید و کنترل کیفیت، عملکردی پایدار در شرایط مختلف رانندگی ارائه میدهد.
- نصب آسان بدون نیاز به تغییرات در اکسل
- سازگاری کامل با پژو 405، پژو پارس و سمند
- مقاومت بالا در برابر فشار، سایش و حرارت
- مناسب برای تعمیرگاهها و فروشگاههای قطعات یدکی
برای خرید و استعلام قیمت روز انواع بلبرینگ خودرو، همین حالا با کارشناسان ما در تکمیل صنعت ارتباط برقرار کنید.
مقایسه دوام و طول عمر دیسک و صفحه استوک زانتیا 2000 والئو با محصولات آکبند چینی
در ارزیابی دوام و طول عمر دیسک و صفحه استوک زانتیا 2000 والئو نسبت به محصولات آکبند چینی، معیارهای مهندسی عددی بررسی شد. والئو میانگین طول عمر مفید 110000 کیلومتر و نرخ سایش 0.025 میلیمتر در 10000 کیلومتر نشان می دهد. نمونه آکبند چینی طول عمر حدود 72000 کیلومتر و نرخ سایش 0.038 میلیمتر در 10000 کیلومتر دارد. پایداری حرارتی والئو تا 380 درجه و چینی تا 300 درجه سانتیگراد قابل اتکا است. براساس این داده ها، والئو حدود 52 درصد عملکرد بهتر در دوام و 0.0008 دلار هزینه کمتر به ازای هر کیلومتر ارائه می کند.
| دیسک و صفحه استوک زانتیا 2000 والئو | محصول آکبند چینی | شاخص فنی |
|---|---|---|
| 7.3 | 6.1 | وزن مجموعه (کیلوگرم) |
| 0.38 - 0.42 | 0.30 - 0.34 | ضریب اصطکاک μ |
| 0.025 | 0.038 | نرخ سایش (میلیمتر / 10,000 کیلومتر) |
| ≈380 | ≈300 | حداکثر پایداری حرارتی (°C) |
| 110,000 | 72,000 | طول عمر تخمینی (کیلومتر) |
| 120 - 135 | 60 - 80 | قیمت حدودی (دلار) |
| 0.0011 | 0.0019 | هزینه عملیاتی تخمینی (دلار / کیلومتر) |
| ≤0.08 میلیمتر | >0.08 میلیمتر احتمالاً | تلورانس تختی (runout) |
مقایسه قیمت دیسک و صفحه استوک نيسان برند والئو با کیت کلاچ چینی
در مقایسه قیمت دیسک و صفحه استوک نيسان برند والئو با کیت کلاچ چینی، اختلاف قیمتی معنی داری مشاهده می شود. مجموعه والئو در بازار جهانی معمولا بین 140 تا 170 دلار قیمت گذاری می شود. کیت چینی آکبند معادل دیسک، صفحه و بلبرینگ اغلب 65 تا 95 دلار عرضه می گردد. تفاوت قیمت منعکس کننده مواد فولادی بهتر، بالانس دقیق تر و طول عمر بالاتر والئو است. اگر والئو طول عمر میانگین 100,000 کیلومتر ارائه دهد و نمونه چینی 65,000 کیلومتر، هزینه عملیاتی هر کیلومتر والئو پایین تر خواهد بود. برای خرید مطمئن، همیشه به لیبل، شماره فنی و کیفیت بسته بندی توجه کنید.
- قیمت تقریبی دیسک و صفحه والئو نيسان: 140 - 170 دلار
- قیمت تقریبی کیت کلاچ چینی (دیسک+صفحه+بلبرینگ): 65 - 95 دلار
- وزن مجموعه والئو (تقریبی): 7.2 - 7.6 کیلوگرم
- وزن مجموعه کیت چینی (تقریبی): 6.0 - 6.8 کیلوگرم
- ضریب اصطکاک μ والئو: 0.37 - 0.42
- ضریب اصطکاک μ چینی: 0.30 - 0.34
- طول عمر تخمینی والئو: ≈100,000 کیلومتر
- طول عمر تخمینی کیت چینی: ≈65,000 کیلومتر
- هزینه عملیاتی تخمینی والئو: ≈0.0014 - 0.0017 دلار/کیلومتر
- هزینه عملیاتی تخمینی کیت چینی: ≈0.0010 - 0.0015 دلار/کیلومتر (با جایگزینی زودتر)
- نکته فنی: بررسی لیبل، شماره فنی و بالانس دینامیک برای تایید اصالت ضروری است.
چرا استفاده از بال برینگ سوزنی اکسل برای خوردو 206 اهمیت دارد؟
بلبرینگهای سوزنی به دلیل طراحی خاص خود، قادرند بارهای شعاعی بالا را در فضای محدود تحمل کنند. در اکسل عقب پژو 206، این بلبرینگها نقش مهمی در کاهش اصطکاک، افزایش عمر قطعات و بهبود عملکرد سیستم تعلیق دارند. استفاده از بلبرینگ با کیفیت پایین میتواند منجر به لرزش، صداهای غیرعادی و کاهش ایمنی خودرو شود.مزایای بلبرینگ سوزنی اکسل پژو 206 چینی MCH عبارت است از:
- قیمت مناسب نسبت به نمونههای اروپایی
- نصب آسان و سازگاری کامل با اکسل عقب پژو 206
- عملکرد قابل قبول در شرایط شهری و جادهای
- گزینهای مناسب برای تعمیرگاهها و فروشگاههای قطعات یدکی
فاکتورهای موثر بر قیمت خرید بلبرینگ سوزنی اکسل پژو 206 چینی MCH
قیمت خرید بلبرینگ سوزنی اکسل پژو 206 چینی MCH تحت تاثیر چند عامل کلیدی قرار دارد. مهمترین فاکتور، کیفیت ساخت و دقت ابعادی بلبرینگ است. برندهای معتبر از فولاد سختکاری شده و قفسههای مقاوم در برابر سایش استفاده میکنند. نوع بستهبندی، گارانتی محصول و استانداردهای تولید نیز در تعیین قیمت نهایی نقش دارند. همچنین نوسانات نرخ ارز و هزینههای حملونقل بینالمللی میتوانند قیمت را در بازار ایران تغییر دهند. برندهای چینی اقتصادیتر هستند اما در مقایسه با برندهای اروپایی، دوام کمتری دارند. انتخاب بلبرینگ مناسب باید بر اساس نوع کاربری و شرایط نصب انجام شود.
در بازار جهانی، قیمت بلبرینگ سوزنی اکسل پژو 206 برای برندهای معتبر بین 3 تا 12 دلار متغیر است. برندهایی مانند SKF، NTN و KOYO در رده قیمتی بالاتر قرار دارند. نمونههای چینی مانند MCH یا CIX معمولاً در بازه 3 تا 5 دلار عرضه میشوند. بلبرینگهای اروپایی با گواهی کیفیت و عمر طولانی، برای مصرفکنندگان حرفهای توصیه میشوند. در مقابل، برندهای اقتصادی برای تعمیرات سریع و کمهزینه مناسب هستند. بررسی دقیق مشخصات فنی و تطابق با اکسل خودرو، قبل از خرید ضروری است.
تشخیص اصالت دیسک و صفحه استوک لیفان 1800 620 والئو اصل با محصولات چینی
- بررسی اولیه: روی دیسک و صفحه استوک والئو برچسب P/N و شماره سریال لیزری باید وجود داشته باشد.
- بسته بندی: والئو در کارتن فشرده و بسته وکیوم قرار می گیرد تا رطوبت کمتر از 1 درصد بماند.
- وکیوم دیسک و صفحه والئو: وکیوم کارخانه ای نشانگر حذف اکسیژن و محافظت سطحی از خوردگی است.
- لیبل کالا: لیبل باید شامل کد QR، P/N و تاریخ تولید باشد تا استعلام آنلاین ممکن شود.
- هولوگرام هرینگتون: هولوگرام ضدتقلب با میکرومتن و تغییر زاویه نور روی لیبل الزامی است.
- حک برند والئو: حک لیزری والئو باید روی دیسک و صفحه با فونت یکنواخت و عمق ثابت دیده شود.
- وزن مجموعه: وزن استاندارد والئو برای لیفان 1800 حدود 7.0–7.6 کیلوگرم است.
- ضریب اصطکاک μ: مقدار اعلامی والئو معمولا بین 0.38 و 0.42 است.
- سختی سطحی HRC: والئو سطح سختی بین 46 تا 52 HRC گزارش می کند.
- تلورانس تختی (runout): والئو ≤0.08 میلیمتر است؛ مقادیر بالاتر علامت تولید غیردقیق است.
- زبری سطح Ra: Ra حدود 0.8–1.6 میکرومتر برای جذب و آزادسازی صفحه استاندارد است.
- علامت های کیفیت: حک سریال، لیبل QR و هولوگرام باید با اطلاعات وب سازنده تطبیق یابند.
- آزمون میدانی: افت عملکرد قبل از 50,000 کیلومتر در صورت اصالت پایین مشکوک است.
- نکته نهایی: حضور همزمان بسته بندی وکیوم، لیبل لیزری و هولوگرام هرینگتون احتمال اصالت را بالا می برد.
مقایسه فاکتورهای کیفی دیسک و صفحه استوک پیکان وانت والئو اصل با محصول چینی
در بررسی فاکتورهای کیفی دیسک و صفحه استوک پیکان وانت والئو اصل نسبت به محصولات چینی، تفاوتهای عددی و مهندسی قابل توجه است. والئو با وزن حدود 7.4 کیلوگرم، ضریب اصطکاک μ بین 0.39–0.42 و تلورانس تختی ≤0.08 میلیمتر تولید می شود. نمونه چینی وزن 6.1 کیلوگرم، μ برابر 0.30–0.34 و تلورانس سطحی 0.05 میلیمتر دارد. از نظر سختی سطح HRC، والئو 46–52 و نمونه چینی 40–46 گزارش شده است. پایداری حرارتی والئو تا 370 درجه سانتیگراد و نمونه چینی تا 290 درجه است. این اختلافات موجب طول عمر بیشتر و عملکرد یکنواخت تر والئو در شرایط واقعی می شود.
| ویژگی فنی | والئو پیکان وانت اصل | محصول چینی |
|---|---|---|
| وزن مجموعه (کیلوگرم) | 7.4 | 6.1 |
| ضریب اصطکاک μ | 0.39 - 0.42 | 0.30 - 0.34 |
| تلورانس تختی (runout) | ≤0.08 میلیمتر | ≈0.05 میلیمتر |
| سختی سطحی HRC | 46 - 52 | 40 - 46 |
| پایداری حرارتی (°C) | ≈370 | ≈290 |
| طول عمر تخمینی (کیلومتر) | ≈95,000 | ≈65,000 |
| هزینه عملیاتی تخمینی (دلار/کیلومتر) | 0.0012 | 0.0019 |
مقایسه دوام و کارکرد دیسک و صفحه استوک آردی برند والئو با نمونه محصولات چینی
- وزن دیسک و صفحه استوک اصل والئو : والئو حدود 7.2–7.6 کیلوگرم؛ نمونه چینی حدود 6.0–6.5 کیلوگرم است.
- ضریب اصطکاک μ: والئو 0.38–0.42 و نمونه چینی 0.30–0.34 ارائه می دهد.
- تلورانس تختی (runout): والئو ≤0.08 میلیمتر و نمونه چینی معمولاً 0.05–0.07 میلیمتر دارد.
- سختی سطح HRC: والئو 46–52 و چینی 40–46 گزارش می شود.
- پایداری حرارتی: والئو تا 370–380 درجه سانتیگراد، چینی حدود 285–300 درجه پایدار است.
- طول عمر کارکرد: والئو میانگین 92,000–98,000 کیلومتر و چینی حدود 62,000–70,000 کیلومتر می باشد.
- هزینه عملیاتی تخمینی: والئو ≈0.0012–0.0014 دلار/کیلومتر و چینی ≈0.0018–0.002 دلار/کیلومتر است.
- پوشش سطحی: والئو دارای یکنواختی سطح و مقاومت در برابر سایش بالاتر است.
- کنترل کیفیت: والئو قبل از بسته بندی بالانس و تست حرارتی شده است.
مقایسه دیسک و صفحه استوک کارا برند والئو با محصول مشابه چینی
در بررسی مهندسی و عددی دیسک و صفحه استوک کارا برند والئو با محصول مشابه چینی، تفاوت های کیفی و دوام واضح است. والئو با وزن 7.3 کیلوگرم، ضریب اصطکاک μ بین 0.38 تا 0.42 و سختی سطح 46–52 HRC تولید می شود. نمونه چینی وزن 6.0 کیلوگرم، μ حدود 0.30–0.34 و سختی 40–46 HRC دارد. پایداری حرارتی والئو تا 370 درجه سانتیگراد تضمین شده و نمونه چینی تا 290 درجه پایدار است. طول عمر میانگین والئو حدود 94,000 کیلومتر و نمونه چینی 65,000 کیلومتر است که باعث کاهش هزینه عملیاتی والئو می شود. این داده ها نشان می دهند که انتخاب والئو عملکرد یکنواخت و دوام طولانی تر را فراهم می کند.
- وزن مجموعه والئو کارا: 7.3 کیلوگرم
- وزن مجموعه محصول چینی: 6.0 کیلوگرم
- ضریب اصطکاک μ والئو: 0.38 - 0.42
- ضریب اصطکاک μ چینی: 0.30 - 0.34
- سختی سطحی HRC والئو: 46 - 52
- سختی سطحی HRC چینی: 40 - 46
- پایداری حرارتی والئو: 370 درجه سانتیگراد
- پایداری حرارتی چینی: 290 درجه سانتیگراد
- طول عمر میانگین والئو: 94,000 کیلومتر
- طول عمر میانگین چینی: 65,000 کیلومتر
- هزینه عملیاتی هر کیلومتر والئو: ≈0.0012 دلار
- هزینه عملیاتی هر کیلومتر چینی: ≈0.0018 دلار
راهنمای تشخیص دیسک و صفحه استوک اصلی روآ برند VALEO از محصولات چینی
راهنمای تشخیص دیسک و صفحه استوک اصلی روآ برند VALEO از محصولات چینی نیازمند بررسی مهندسی پارامترهای عددی است. والئو با وزن حدود 7.4 کیلوگرم، ضریب اصطکاک μ برابر 0.39–0.42 و سختی سطح HRC 46–52 تولید می شود. تلورانس تختی ≤0.08 میلیمتر و پایداری حرارتی تا 370 درجه سانتیگراد تضمین شده است. نمونه چینی وزن 6.1 کیلوگرم، μ 0.30–0.34 و سختی 40–46 HRC دارد. طول عمر تخمینی والئو حدود 95,000 کیلومتر و نمونه چینی حدود 65,000 کیلومتر است. بررسی لیبل، هولوگرام و حک برند روی دیسک و صفحه برای تایید اصالت الزامی است. انتخاب والئو عملکرد یکنواخت و هزینه عملیاتی کمتر در طول عمر را تضمین می کند.
| دیسک و صفحه استوک روآ VALEO | محصول چینی | ویژگی فنی |
|---|---|---|
| 7.4 | 6.1 | وزن مجموعه (کیلوگرم) |
| 0.39 - 0.42 | 0.30 - 0.34 | ضریب اصطکاک μ |
| 46 - 52 | 40 - 46 | سختی سطحی HRC |
| ≤0.08 میلیمتر | ≈0.05 میلیمتر | تلورانس تختی (runout) |
| ≈370 | ≈290 | پایداری حرارتی (°C) |
| ≈95,000 | ≈65,000 | طول عمر تخمینی (کیلومتر) |
| 0.0012 | 0.0019 | هزینه عملیاتی تخمینی (دلار/کیلومتر) |
تشخیص اصالت و قیمت دیسک و صفحه دست دوم تیبا برند VALEO با کیت کلاچ چینی
- بررسی بسته بندی : والئو در کارتن فشرده با پلمپ کارخانه و وکیوم دیسک و صفحه عرضه می شود.
- لیبل کالا: شامل شماره فنی P/N، تاریخ تولید و QR کد برای استعلام اصالت آنلاین.
- هولوگرام هرینگتون: هولوگرام ضد تقلب روی لیبل با تغییر زاویه نور و میکرومتن قابل مشاهده است.
- حک برند والئو: حک لیزری برند روی دیسک و صفحه با فونت یکنواخت و عمق ثابت تولید شده است.
- وزن مجموعه: والئو حدود 7.1–7.5 کیلوگرم؛ کیت چینی شامل دیسک، صفحه و بلبرینگ 5.8–6.5 کیلوگرم است.
- ضریب اصطکاک μ: والئو 0.38–0.42؛ نمونه چینی 0.30–0.34.
- سختی سطحی HRC: والئو 46–52؛ چینی 40–46.
- طول عمر تخمینی: والئو ≈95,000 کیلومتر؛ نمونه چینی ≈65,000 کیلومتر.
- پایداری حرارتی: والئو تا 370–380 درجه سانتیگراد؛ چینی 285–300 درجه.
- قیمت تقریبی والئو: 120–140 دلار؛ کیت چینی: 60–85 دلار.
- هزینه عملیاتی هر کیلومتر: والئو ≈0.0013 دلار؛ نمونه چینی ≈0.0019 دلار.
- نکته فنی: برای اطمینان، حضور همزمان بسته بندی وکیوم، لیبل لیزری، هولوگرام و حک برند الزامی است.
- برای مشاهده جزئیات بیشتر و خرید امن دیسک و صفحه استوک مراجعه کنید.
مقایسه کیفیت و قیمت دیسک و صفحه استوک وانت والئو اصل با کیت کلاچ چینی
در مقایسه کیفیت و قیمت دیسک و صفحه استوک وانت والئو اصل با کیت کلاچ چینی، والئو با مواد فولادی مرغوب و بالانس دقیق عملکرد بهتری ارائه می دهد. وزن مجموعه والئو حدود 7.4 کیلوگرم و ضریب اصطکاک μ بین 0.38 تا 0.42 است، در حالی که نمونه چینی وزن 6.1 کیلوگرم و μ حدود 0.30 تا 0.34 دارد. طول عمر میانگین والئو تقریبا 95,000 کیلومتر و نمونه چینی حدود 65,000 کیلومتر گزارش شده است. پایداری حرارتی والئو تا 370 درجه سانتیگراد تضمین شده و نمونه چینی تا 290 درجه پایدار است. قیمت حدودی والئو 130–150 دلار و کیت چینی 65–85 دلار است. این تفاوت ها نشان دهنده دوام بیشتر و هزینه عملیاتی کمتر والئو است.
- وزن مجموعه والئو وانت: 7.4 کیلوگرم
- وزن مجموعه کیت چینی: 6.1 کیلوگرم
- ضریب اصطکاک μ والئو: 0.38 - 0.42
- ضریب اصطکاک μ چینی: 0.30 - 0.34
- سختی سطح HRC والئو: 46 - 52
- سختی سطح HRC چینی: 40 - 46
- طول عمر تخمینی والئو: ≈95,000 کیلومتر
- طول عمر تخمینی چینی: ≈65,000 کیلومتر
- پایداری حرارتی والئو: 370 درجه سانتیگراد
- پایداری حرارتی چینی: 290 درجه سانتیگراد
- قیمت تقریبی والئو: 130–150 دلار
- قیمت تقریبی کیت چینی: 65–85 دلار
- هزینه عملیاتی هر کیلومتر والئو: ≈0.0013 دلار
- هزینه عملیاتی هر کیلومتر چینی: ≈0.0019 دلار
فاکتورهای موثر بر خرید و قیمت تسمه صنعتی مگادین
فاکتورهای موثر بر خرید و قیمت تسمه صنعتی مگادین MEGADYNE شامل طول، عرض، نوع مواد، تعداد شیارها و کاربرد نهایی است. تسمههای تایمینگ از جنس پلیاورتان با تقویتکننده فولادی دوام بالا دارند و نرخ قیمت تقریبی بین 25 تا 120 دلار بر اساس ابعاد و مدل متغیر است. فاکتور دیگری که بر خرید تاثیر میگذارد، درجه حرارت کاری و مقاومت شیمیایی تسمه است. همچنین برند مگادین تضمین یکنواختی قطر و شیارها و کاهش لغزش را ارائه میدهد. انتخاب مناسب مطابق مشخصات فنی و شرایط کاری موجب کاهش هزینه تعمیرات و افزایش عمر مفید سیستم انتقال نیرو میشود.
- نوع تسمه صنعتی: تایمینگ (Timing) یا انتقال نیرو (Power Transmission)
- جنس مواد: پلیاورتان، نئوپرن یا لاستیک تقویتشده
- طول و عرض: طول متغیر 500–3000 میلیمتر، عرض 10–50 میلیمتر
- تعداد شیار: 3–12 شیار بسته به کاربرد و قدرت انتقال
- مقاومت حرارتی: 70–120 درجه سانتیگراد بسته به نوع مواد
- مقاومت شیمیایی: مقاوم در برابر روغن، گریس و مواد شیمیایی صنعتی
- برند: مگادین تضمین کیفیت، یکنواختی و کاهش لغزش ارائه میدهد
- قیمت تقریبی: 25–120 دلار بسته به ابعاد و جنس تسمه
- کاربرد: خودرو، ماشینآلات صنعتی، نقالهها و سیستمهای انتقال نیرو
کاربردهای صنعتی مختلف تسمه اپتی بلت OPTIBELT
- انتقال نیرو در ماشینآلات سنگین: تسمههای صنعتی اپتی بلت با مقاومت کششی بالا برای موتورهای 5–50 کیلووات مناسب هستند.
- تجهیزات نقاله: استفاده در خطوط تولید مواد غذایی، بستهبندی و صنایع خودروسازی با طول 500–3000 میلیمتر.
- ماشینآلات کشاورزی: مقاوم در برابر گرد و خاک، رطوبت و دماهای بین –20 تا 80 درجه سانتیگراد.
- سیستمهای تهویه و کمپرسور: انتقال قدرت یکنواخت و کاهش لغزش تا 98 درصد بهرهوری در توان 1–15 کیلووات.
- صنایع چاپ و بستهبندی: دقت بالای شیار و قطر تسمه، مناسب برای سرعتهای 500–2500 دور در دقیقه.
- ماشینآلات چوب و فلز: مقاومت حرارتی تا 100 درجه سانتیگراد و سختی سطحی کافی برای کاهش سایش شیارها.
- تجهیزات خودروسازی: اپتی بلت برای دینام، کمپرسور کولر و سیستم تایمینگ با تحمل حرارت موتور طراحی شده است.
- کاربردهای عمومی صنعتی: کاهش لرزش، افزایش عمر بلبرینگ و کاهش هزینه نگهداری در سیستمهای انتقال نیرو.
- مشخصات فنی: جنس پلیاورتان یا نئوپرن با تقویتکننده فولادی، طول عمر استاندارد 50,000–120,000 کیلومتر در کاربردهای صنعتی.
- برای مشاهده نمونهها و خرید انواع تسمه صنعتی به سایتهای معتبر مراجعه کنید.
نکات مهم خرید و قیمت تسمه تایمینگ پلی اورتان ALPHA اپتی بلت
در خرید و تعیین قیمت تسمه تایمینگ پلی اورتان ALPHA optibelt، عوامل متعددی مانند جنس مواد اولیه، طول و عرض تسمه، تعداد دندانهها و دقت تولید اهمیت دارد. کیفیت بالای تسمههای پلی اورتان مقاومت زیاد در برابر سایش، حرارت و روغن را تضمین میکند. این تسمهها در صنایع خودروسازی، خطوط تولید و ماشینآلات بستهبندی کاربرد دارند و طول عمر آنها معمولاً بین 3 تا 8 سال است. قیمت تقریبی این تسمهها بین 25 تا 120 دلار بسته به نوع و اندازه متغیر است. انتخاب مناسب بر اساس سرعت و بار دستگاه، کارایی بهینه و کاهش هزینههای نگهداری را تضمین میکند.
- جنس پلی اورتان با الیاف تقویت شده: مقاومت بالا در برابر سایش
- طول و عرض تسمه: تعیین کننده توان انتقال نیرو
- تعداد و نوع دندانهها: هماهنگی دقیق با پولیها
- برند ALPHA optibelt: تضمین کیفیت و استاندارد صنعتی
- مقاومت حرارتی و روغنی: مناسب محیطهای صنعتی متنوع
- کاربرد صنعتی: خودرو، خطوط تولید و بستهبندی
مزایای خرید و قیمت تسمه تایمینگ متری مگاداین
خرید و تعیین قیمت تسمه تایمینگ متری مگاداین مزایای زیادی دارد. این تسمهها از پلی اورتان یا لاستیک تقویت شده تولید میشوند و مقاومت بالا در برابر سایش، حرارت و روغن دارند. انتخاب تسمه متری امکان تطبیق دقیق طول با مسیر پولی و کاهش هزینههای اضافی را فراهم میکند. کاربرد این تسمهها در ماشینآلات صنعتی، خطوط تولید، کمپرسورها و تجهیزات خودکار گسترده است. طول عمر این تسمهها معمولاً بین 4 تا 12 سال است و قیمت تقریبی متری آنها بین 2 تا 10 دلار به ازای هر متر تغییر میکند. کیفیت بالای تسمه و برند معتبر باعث افزایش راندمان و کاهش هزینه نگهداری میشود.
- جنس پلی اورتان یا لاستیک تقویت شده: مقاومت بالا در برابر سایش
- طول متری: امکان تطبیق دقیق با مسیر پولی و کاهش هدررفت
- کاربرد صنعتی: ماشینآلات تولید، کمپرسورها و تجهیزات خودکار
- راندمان بالا: انتقال نیرو با لغزش کمتر و دقت بیشتر
- قیمت متری: بین 2 تا 10 دلار بر اساس ضخامت و جنس
- برند مگاداین: تضمین کیفیت و استاندارد جهانی
مشخصات فنی و ساختاری تسمه MEGADYNE timing belt meter
تسمه تایمینگ متری مگاداین MEGADYNE با ساختاری مهندسی شده و متریالی با کیفیت بالا، گزینه ای مطمئن برای انتقال دقیق و بی وقفه نیرو در سیستم های صنعتی است. این تسمه ها از پلی اورتان مقاوم در برابر سایش، حرارت، روغن های صنعتی و مواد شیمیایی تولید می شوند و با هسته ای از کابل های فولادی یا آرامید، پایداری کششی و طول عمر بالایی دارند. طراحی دندانه ها با پروفیل های استاندارد جهانی مانند T و AT و HTD، عملکردی بدون لغزش و با دقت بالا را تضمین می کند. امکان برش به طول دلخواه و استفاده در سیستم های انتقال قدرت خطی یا مداربسته، انعطاف پذیری بالایی در طراحی و پیاده سازی خطوط تولید فراهم می کند.
مزایای خرید و قیمت تسمه تایمینگ مدار باز
خرید و تعیین قیمت تسمه تایمینگ مدار باز مزایای قابل توجهی دارد. این تسمهها از مواد پلی اورتان یا لاستیک تقویت شده ساخته شده و مقاومت بالایی در برابر سایش، حرارت و روغن دارند. طراحی مدار باز امکان نصب سریع و تغییر طول بدون نیاز به برش یا جوشکاری را فراهم میکند. کاربرد این تسمهها در ماشینآلات صنعتی، خطوط تولید، کمپرسورها و تجهیزات خودکار گسترده است. طول عمر معمولی آنها بین 3 تا 10 سال است و قیمت تقریبی بسته به جنس و ابعاد بین 20 تا 130 دلار متغیر است. انتخاب مناسب تسمه مدار باز باعث افزایش راندمان، کاهش هزینه نگهداری و جلوگیری از توقف ناگهانی دستگاه میشود.
- جنس پلی اورتان یا لاستیک تقویت شده: مقاومت بالا در برابر سایش و حرارت
- طراحی مدار باز: نصب سریع و تغییر طول آسان بدون برش
- کاربرد صنعتی: ماشینآلات تولید، کمپرسورها و تجهیزات خودکار
- راندمان بالا: انتقال نیرو با لغزش کم و دقت بالا
- قیمت تقریبی: بین 20 تا 130 دلار بسته به جنس و اندازه
- طول عمر: بین 3 تا 10 سال با نگهداری مناسب
ویژگی های فنی و ساختاری Timing belt open circuit
تسمه تایمینگ مدار باز با ساختار انعطاف پذیر و طراحی دقیق، گزینه ای ایده آل برای سیستم های حرکتی خطی و کاربردهایی است که نیاز به تنظیم دقیق طول تسمه دارند. این تسمه از پلی اورتان مقاوم در برابر سایش و عوامل محیطی ساخته شده و با رشته های تقویت شده از جنس فولاد یا کِوِلار در بخش داخلی، پایداری کششی و دقت عملکرد بالایی را ارائه می دهد. دندانه های منظم و مهندسی شده آن برای درگیر شدن یکنواخت با چرخ دنده های تایم طراحی شده اند تا انتقال نیرو با حداکثر دقت و حداقل لغزش انجام شود. قابلیت سفارش در متراژ دلخواه، مقاومت بالا در برابر روغن و مواد شیمیایی، و عدم نیاز به روانکاری از جمله ویژگی هایی هستند که این محصول را برای استفاده در دستگاه های CNC، چاپگرهای صنعتی، سیستم های بسته بندی و تجهیزات اتوماسیون به انتخابی قابل اعتماد و مقرون به صرفه تبدیل می کند.
عوامل تاثیر گذار بر قیمت و خرید تسمه پلی کرد و پلی اورتان
-
1. جنس ماده پایه
جنس ماده پایه به طور مستقیم قیمت را تعیین می کند. مثلاً تسمه های پلی اورتان معمولی حدود $8 - $40 به ازای هر متر هستند. تسمه های دارای افزودنی های مهندسی یا آلیاژهای خاص تا $60 به ازای هر متر می رسند.
-
2. ساختار تقویت کننده
نوع الیاف یا سیم در داخل تسمه قیمت را زیاد می کند. تقویت با نخ های پلی استر معمولی افزایشی $1 - $5 بر متر دارد. تقویت با فولاد یا پارچه های صنعتی می تواند $5 - $20 بر متر اضافه کند.
-
3. عرض و ضخامت
افزایش عرض یا ضخامت تقریباً به صورت خطی قیمت را بالا می برد. برای یک عرض استاندارد 50 میلی متر، قیمت پایه را در نظر بگیرید. دو برابر عرض معمولاً بین 1.8 تا 2.2 برابر قیمت پایه می شود.
-
4. سختی و گرید پلیمر (Shore)
سختی پلیمر روی مقاومت و قیمت موثر است. گریدهای نرم تر ارزان ترند. گریدهای سخت و مقاوم به سایش معمولاً 10% تا 40% گران تر هستند.
-
5. پوشش سطح و تکمیل
روکش های ضد سایش یا آج دار قیمت را افزایش می دهند. روکش می تواند از $2 تا $15 اضافه هزینه بر متر ایجاد کند. پرداخت سطحی دقیق تر نیز هزینه فرآیند را بالا می برد.
-
6. دقت ابعادی و تلرانس تولید
تلرانس های دقیق تر نیازمند کنترل کیفیت بیشتر هستند. تولید با تلرانس بالا ممکن است 5% تا 25% افزایش قیمت داشته باشد. در کاربردهای مهندسی این هزینه معمولاً ضروری است.
-
7. حجم سفارش و قیمت واحد
خرید عمده قیمت واحد را کاهش می دهد. برای سفارشات بالای 500 متر، تخفیف 10% تا 30% معمول است. سفارش نمونه یا کم حجم معمولاً بالاترین قیمت واحد را دارد.
-
8. گواهی ها و استانداردها
وجود استانداردهای صنعتی هزینه را بالا می برد. تاییدیه های ضدحریق یا خورنده ممکن است 5% تا 50% هزینه اضافی ایجاد کنند. این هزینه برای پروژه های حساس ضروری است.
-
9. شرایط محیطی و مقاومت شیمیایی
نیاز به مقاومت در برابر روغن، حلال یا دما قیمت را تعیین می کند. مقاومت شیمیایی بالا می تواند قیمت را $3 - $30 بر متر افزایش دهد. انتخاب بر اساس محیط کار لازم است.
-
10. نصب، سرویس و عمر مفید
هزینه کل مالکیت شامل نصب و نگهداری است. یک تسمه پلی کرد مرغوب ممکن است گران تر باشد اما هزینه کل سالانه را 10% تا 60% کاهش دهد. این فاکتور را در تصمیم خرید در نظر بگیرید.
مشخصات فنی و ویژگی های بلبرینگ کوچک دینام پراید JBR
بلبرینگ کوچک دینام پراید مارک JBR ساخت چین یکی از قطعات کلیدی در سیستم شارژ خودرو پراید محسوب می شود. این بلبرینگ با طراحی دقیق و متریال مقاوم، عملکرد روان دینام را تضمین کرده و از بروز لرزش، صدای اضافی و کاهش توان شارژ باتری جلوگیری می کند. برند JBR با بهره گیری از استانداردهای بین المللی و تکنولوژی ساخت پیشرفته، محصولی قابل اعتماد برای تعمیرکاران و مصرف کنندگان حرفه ای ارائه داده است. این بلبرینگ مناسب برای دینام پراید صبا و پراید انژکتوری بوده و نصب آسانی دارد. برای مشاهده سایر مدل ها و بررسی قیمت بلبرینگ دینام کلیک کنید.
| مشخصات | توضیحات |
|---|---|
| JBR | برند |
| چین | کشور سازنده |
| پراید (صبا، انژکتوری) | نوع خودرو |
| بلبرینگ داخلی دینام | کاربرد |
| فولاد سخت کاری شده با پوشش ضد سایش | جنس |
| حدود 12 میلی متر | قطر داخلی (ID) |
| حدود 32 میلی متر | قطر خارجی (OD) |
| حدود 10 میلی متر | ضخامت |
| تا 120 درجه سانتی گراد | مقاومت حرارتی |
| جعبه برند JBR با لیبل اصالت کالا | نوع بسته بندی |
| ضمانت اصالت و سلامت فیزیکی کالا از بلبرینگ انصاری | گارانتی |
نکات مهم هنگام خرید Ball bearing دینام پراید
انتخاب بلبرینگ مناسب برای دینام پراید، تأثیر مستقیمی بر عملکرد سیستم شارژ خودرو و عمر مفید قطعات وابسته دارد. با توجه به تنوع برندها و کیفیت های مختلف در بازار، توصیه می شود خرید خود را از فروشگاه های معتبر و تخصصی مانند بلبرینگ انصاری انجام دهید. این مجموعه با ارائه محصولات اصل، مشاوره فنی و ضمانت کالا، خیال شما را از بابت کیفیت و تطابق قطعه راحت می کند.
- اصالت برند و بسته بندی محصول
- تطابق ابعاد بلبرینگ با مدل دینام خودرو
- بررسی نظرات کاربران و تجربه های واقعی
- انتخاب فروشگاه معتبر با ضمانت کالا
مشخصات فنی بلبرینگ بزرگ دینام JBR
بلبرینگ بزرگ دینام JBR یکی از قطعات مهم در سیستم شارژ خودروهای سبک مانند پراید است که با طراحی دقیق و متریال مقاوم، عملکرد دینام را بهینه میکند. این بلبرینگ ساخت چین بوده و با استانداردهای صنعتی تولید شده تا در برابر فشار، حرارت و دور بالا مقاومت کافی داشته باشد. استفاده از بلبرینگ مناسب در دینام باعث کاهش اصطکاک، افزایش راندمان شارژ و جلوگیری از خرابی زودرس دینام میشود. این محصول برای تعمیرکاران حرفهای و مصرف کنندگان دقیق، انتخابی مطمئن و اقتصادی است. برای مشاهده مدلهای مختلف بلبرینگ دینام خودروهای سبک و سنگین وارد صفحه تخصصی نانوتجارت شوید.
| توضیحات | ویژگی فنی |
|---|---|
| JBR | برند |
| چین | کشور سازنده |
| بلبرینگ بزرگ دینام خودرو | نوع محصول |
| دینام پراید انژکتوری و کاربراتوری | مناسب برای |
| مطابق استاندارد دینام پراید | قطر بیرونی |
| بالا، مناسب برای شرایط کاری سخت | مقاومت در برابر حرارت |
| گریس صنعتی با دوام بالا | نوع روانکاری |
| کاهش اصطکاک و تسهیل چرخش دینام | کاربرد اصلی |
| بالا، مناسب برای استفاده طولانی مدت | طول عمر مفید |
| نصب آسان توسط تعمیرکاران خودرو بدون نیاز به ابزار خاص | شرایط نصب |
فاکتورهای موثر بر قیمت خرید بلبرینگ بزرگ دینام پراید چینی برند جی بی آر
قیمت خرید بلبرینگ بزرگ دینام پراید برند JBR تحت تأثیر عوامل متعددی مانند کیفیت ساخت، نوع متریال، دقت ابعادی و نوع روانکاری قرار دارد. بلبرینگهایی که با فولاد سختکاری شده و گریس صنعتی با دوام بالا تولید میشوند، معمولاً قیمت بالاتری دارند. برند JBR با وجود ساخت چینی، در دسته محصولات اقتصادی با کیفیت قابل قبول قرار میگیرد. در بازار جهانی، قیمت بلبرینگهای مشابه از برندهای معتبر مانند SKF یا NTN بین 4 تا 9 دلار متغیر است. انتخاب بلبرینگ مناسب نه تنها بر عملکرد دینام بلکه بر عمر مفید سیستم شارژ خودرو نیز تأثیر مستقیم دارد.
در کنار مشخصات فنی، عواملی مانند بستهبندی صنعتی، گارانتی، و اصالت برند نیز در تعیین قیمت نهایی بلبرینگ دینام نقش دارند. بلبرینگهایی که دارای تأییدیههای بینالمللی و بستهبندی ضد رطوبت هستند، معمولاً با قیمت بالاتری عرضه میشوند. برندهایی مانند KOYO و FAG در رده حرفهای قرار دارند و قیمت آنها در بازار جهانی بین 6 تا 12 دلار است. برای خرید انواع بلبرینگ و رولبرینگ با قیمت مناسب و ضمانت کیفیت، فروشگاه بلبرینگ انصاری مرجع قابل اعتماد و تخصصی در این حوزه محسوب میشود.
اهمیت استفاده کیت رولبرینگ های کوچک و بزرگ چرخ عقب پراید طرح جدید
دست رولبرینگ ها به عنوان بخشی کلیدی از سیستم حرکتی خودرو عمل می کنند. دست رولبرینگ کوچک و بزرگ چرخ عقب پراید مدل جدید JBR با قرارگیری در چرخ عقب پراید، وزن خودرو را تحمل کرده و از ایجاد لرزش و سر و صدای اضافی جلوگیری می کنند. استفاده از دست رولبرینگ اورجینال پراید باعث افزایش عمر مفید چرخ ها، بهبود عملکرد خودرو در سرعت های بالا و کاهش هزینه های تعمیرات می شود.
مزایای استفاده از ست کامل بلبرینگ و رولبرینگ اورجینال پراید:
- تحمل فشار و وزن خودرو بدون تغییر شکل
- کاهش لرزش و صدای اضافی هنگام حرکت
- بهبود کنترل و هندلینگ خودرو در پیچ ها
- افزایش طول عمر قطعات سیستم تعلیق
- جلوگیری از خرابی زودرس چرخ ها و محور عقب
- عملکرد روان تر در مسیرهای ناهموار و سرعت های بالا
- کاهش هزینه های نگهداری و تعمیرات در بلندمدت
برای مشاهده و خرید انواع بلبرینگ چرخ عقب خودرو کلیک کنید.
تفاوت رولبرینگ کوچک و بزرگ چرخ عقب پراید
رولبرینگ های کوچک و بزرگ در چرخ عقب پراید هر کدام وظیفه خاصی بر عهده دارند و مکمل یکدیگر عمل می کنند. رولبرینگ کوچک بیشتر در بخش داخلی چرخ نصب شده و مسئول جلوگیری از لقی و حرکت اضافی محور است، در حالی که رولبرینگ بزرگ در قسمت بیرونی چرخ قرار گرفته و وظیفه تحمل فشار و وزن بالاتر خودرو را بر عهده دارد. ترکیب این دو قطعه باعث می شود حرکت چرخ ها روان تر بوده و ایمنی خودرو در مسیرهای مختلف افزایش یابد.
جدول مقایسه رولبرینگ کوچک و بزرگ پراید
| رولبرینگ بزرگ پراید | رولبرینگ کوچک پراید | ویژگیها |
|---|---|---|
| قسمت بیرونی چرخ عقب | قسمت داخلی چرخ عقب | محل نصب |
| تحمل فشار و وزن بیشتر خودرو | جلوگیری از لقی و حرکت اضافی محور | وظیفه اصلی |
| افزایش پایداری و تحمل بار | افزایش دقت در حرکت محور | نقش در عملکرد خودرو |
| جلوگیری از آسیب محور و چرخ | جلوگیری از لرزش اضافی | اهمیت در ایمنی |
راهنمای خرید دست رولبرینگ بزرگ و کوچک چرخ عقب پراید مدل جدید
هنگام خرید این قطعه مهم، به نکات زیر توجه کنید:
- انتخاب برند معتبر و اورجینال
- توجه به سازگاری با مدل های جدید پراید
- بررسی کیفیت متریال و مقاومت در برابر فشار
- خرید از فروشگاه های معتبر و قابل اعتماد
خرید کیت رولبرینگ بزرگ و کوچک پراید از بلبرینگ انصاری
اگر به دنبال خرید دست رولبرینگ کوچک و بزرگ پراید با قیمت مناسب هستید، فروشگاه بلبرینگ انصاری بهترین انتخاب برای شماست. این مجموعه با عرضه مستقیم انواع رولبرینگ و بلبرینگ خودرو، امکان خریدی مطمئن، اقتصادی و با کیفیت را فراهم کرده است.
چرا بلبرینگ انصاری؟
- عرضه قطعات اورجینال و با ضمانت
- قیمت رقابتی و مناسب برای مصرف کننده
- ارسال سریع به سراسر کشور
- پشتیبانی تخصصی برای انتخاب بهترین محصول
همین حالا برای خریددست رولبرینگ کوچک و بزرگ چرخ عقب پراید مدل جدید JBR از بلبرینگ انصاری اقدام کنید و از کیفیت بالا، طول عمر بیشتر و قیمت مقرون به صرفه بهره مند شوید.
ویژگی ها و مزایای کیت رولبرینگ کوچک و بزرگ چرخ عقب پراید JBR
رولبرینگ های بی کیفیت یا تقلبی می توانند باعث خرابی زودهنگام چرخ عقب پراید، افزایش مصرف سوخت و حتی آسیب به اکسل شوند. انتخاب برند مطمئن مانند JBR تضمین می کند که خودرو شما با کمترین هزینه، بهترین عملکرد را داشته باشد.
- شامل بلبرینگ کوچک و بزرگ چرخ عقب به صورت یک دست کامل
- مناسب برای انواع مدل های پراید قدیم (کاربراتوری و انژکتوری)
- تولید شده با متریال مقاوم در برابر فشار و سایش
- کاهش سر و صدا و لرزش هنگام حرکت
- نصب سریع و بدون نیاز به تغییرات اضافی
قیمت و خرید دست کامل رولبرینگ کوچک و بزرگ چرخ عقب پراید قدیم JBR
قیمت خرید دست کامل رولبرینگ کوچک و بزرگ چرخ عقب پراید قدیم JBR به عوامل متعددی بستگی دارد، از جمله کیفیت ساخت بلبرینگ، برند تولیدکننده، جنس متریال، و تعداد قطعات موجود در ست. انتخاب یک محصول با کیفیت مانند JBR باعث افزایش طول عمر سیستم تعلیق خودرو، کاهش سر و صدا و لرزش هنگام حرکت و جلوگیری از خرابی زودهنگام چرخ عقب میشود.
برای خرید مطمئن و دریافت محصول اصلی، توصیه میشود به فروشگاه معتبر بلبرینگ انصاری مراجعه کنید.
- شامل بلبرینگ کوچک و بزرگ چرخ عقب به صورت یک دست کامل
- مناسب برای انواع مدلهای پراید قدیم (کاربراتوری و انژکتوری)
- تولید شده با متریال مقاوم در برابر فشار و سایش
- کاهش سر و صدا و لرزش هنگام حرکت
- نصب سریع و بدون نیاز به تغییرات اضافی
- ست کامل بلبرینگ چرخ برای تعویض و سرویس دورهای خودرو
ویژگیهای فنی و کلیدی بالبرینگ چرخ جلو پژو برند چینی جی بی آر
بلبرینگ چرخ جلو JBR با دقت بالا و با استفاده از آلیاژهای فولادی مقاوم تولید شده است تا تحمل بار محوری و شعاعی بالایی داشته باشد. قطر داخلی بلبرینگ 30 میلیمتر، قطر خارجی 72 میلیمتر و عرض آن 37 میلیمتر است، که سازگاری کامل با سیستم چرخ جلو خودروهای پژو 405، پرشیا، سمند و پژو 206 دارد. این بلبرینگ با طراحی مهر و موم شده، مقاومت بالایی در برابر نفوذ آب، گرد و غبار و سایر آلایندهها دارد و باعث افزایش طول عمر مفید و کاهش صدای اضافی در هنگام حرکت میشود. برخی از ویژگی ها و مزایای بلبرینگ چرخ جلو JBR عبارت است از:
- کیفیت ساخت بالا: ساخته شده از آلیاژهای مقاوم و ضد سایش
- سازگاری کامل با خودروهای پژو و سمند: مناسب برای پژو 405، پژو پرشیا، سمند و پژو 206
- عمر مفید طولانی: کاهش نیاز به تعویض زودهنگام
- عملکرد بی صدا و نرم: تجربه رانندگی آرام و ایمن
قیمت روز و خرید بلبرینگ چرخ جلو پژو 405، پرشیا، سمند و پژو 206
قیمت خرید بلبرینگ چرخ جلو پژو 405، پرشیا، سمند و پژو 206 به عوامل متعددی بستگی دارد. کیفیت آلیاژ و استاندارد تولید، برند بلبرینگ، اورجینال یا چینی بودن محصول، نوع بستهبندی و میزان تضمین طول عمر و خدمات پس از فروش از جمله مهمترین موارد تاثیرگذار بر قیمت هستند. همچنین نوسانات نرخ ارز و هزینه حمل و نقل میتوانند بر قیمت نهایی خرید بلبرینگ تاثیرگذار باشند.
برای خرید مطمئن و دریافت قیمت روز بلبرینگ چرخ جلو، فروشگاه بلبرینگ انصاری گزینهای مطمئن است. این مجموعه انواع بلبرینگ خودروهای ایرانی و خارجی را با ضمانت کیفیت و تحویل سریع ارائه میدهد. شما میتوانید با تماس مستقیم با کارشناسان فروش بلبرینگ انصاری، مشاوره تخصصی دریافت کرده و قیمت دقیق و موجودی روز محصول را استعلام کنید تا بهترین خرید ممکن را داشته باشید.
ویژگی های دوتکه SN 505 برند چینی KG
یاتاقان دوتکه SN 505 برند KG با طراحی دقیق و کیفیت ساخت بالا، به گونه ای ساخته شده است که علاوه بر تحمل بار سنگین، نصب و نگهداری آسانی دارد. این محصول با مقاومت بالا در برابر سایش و خوردگی و دقت عملکرد مطلوب، باعث کاهش لرزش و نویز در تجهیزات مکانیکی می شود و طول عمر طولانی آن، هزینه های تعمیر و نگهداری را به شکل چشمگیری کاهش می دهد. به همین دلیل، یاتاقان SN 505 گزینه ای ایده آل برای صنایع مختلف از جمله ماشین آلات کشاورزی، خطوط تولید صنعتی و سیستم های انتقال نیرو به شمار می رود. مشخصات و ویژگی های کلیدی یاتاقان دوتکه SN 505 برند KG ساخت چین عبارت است از:
- دو تکه بودن: نصب و نگهداری آسان حتی در فضاهای محدود
- تحمل بار بالا: مناسب برای کاربردهای صنعتی سنگین
- جنس مقاوم: مقاومت در برابر سایش و خوردگی
- دقت عملکرد: کاهش لرزش و نویز در تجهیزات مکانیکی
- طول عمر طولانی: کاهش هزینه های تعمیر و نگهداری
کاربردهای دوتکه SN 505 در صنایع مختلف
یاتاقان دوتکه SN 505 برند KG در صنایع مختلف استفاده می شود:
- صنعت کشاورزی: تراکتورها، کمباین ها و تجهیزات کشاورزی
- صنعت خودرو: سیستم های انتقال نیرو و محورها
- صنایع سنگین: خطوط تولید فولاد، سیمان و ماشین آلات صنعتی
- صنعت بسته بندی: دستگاه های بسته بندی و نوار نقاله ها
با توجه به مقاومت بالا و نصب آسان، یاتاقان دوتکه SN 505 برای تجهیزاتی که نیاز به عملکرد پیوسته و بدون توقف دارند، بسیار مناسب است.
همین حالا با تکمیل صنعت تماس بگیرید و انواع یاتاقان دوتکه، تک تکه و صنعتی را با قیمت رقابتی و کیفیت تضمینی خریداری کنید!
معرفی ویژگی های SN 506 دو تکه چدنی برند KG
یاتاقان SN 506 برند KG ساخت چین با دقت بالا و مواد مقاوم تولید شده است تا عملکرد روان و تحمل بار عالی در شرایط کاری مختلف داشته باشد. این یاتاقان مناسب انواع ماشینآلات صنعتی و تجهیزات کشاورزی بوده و طول عمر بالایی دارد. طراحی استاندارد و دقیق این محصول باعث نصب آسان و نگهداری کم هزینه آن می شود. در ادامه جدول مشخصات فنی و ابعاد دقیق این یاتاقان را مشاهده می کنید:
| مشخصات فنی | ویژگی |
|---|---|
| SN 506 | مدل |
| KG | برند |
| چین | کشور سازنده |
| یاتاقان کف گرد | نوع یاتاقان |
| 30 میلی متر | قطر داخلی (d) |
| 72 میلی متر | قطر خارجی (D) |
| 19 میلی متر | عرض (B) |
| 0.42 کیلوگرم | وزن |
| فولاد ضد زنگ | جنس بدنه |
| فولاد کروم سخت کاری شده | جنس ساچمه |
| 15 کیلو نیوتن | تحمل بار محوری |
| 18 کیلو نیوتن | تحمل بار شعاعی |
| 2200 دور در دقیقه | سرعت مجاز کاری |
| گریس صنعتی | نوع روانکاری |
| ماشین آلات صنعتی، موتورها، پمپ ها، تجهیزات کشاورزی | کاربرد |
راهنمای خرید SN 506 برند KG
برای خرید یاتاقان SN 506 برند KG با قیمت مناسب و گارانتی اصالت کالا، می توانید به فروشگاه تکمیل صنعت مراجعه کنید. کارشناسان ما آماده ارائه مشاوره تخصصی و رایگان برای انتخاب بهترین یاتاقان متناسب با نیاز شما هستند. با توجه به اهمیت عملکرد دقیق یاتاقان در افزایش عمر مفید ماشین آلات، توصیه می شود قبل از خرید به نکات زیر توجه کنید تا انتخابی صحیح و اقتصادی داشته باشید.
نکات مهم قبل از خرید یاتاقان SN 506:
- بررسی سایز و مدل یاتاقان مناسب با دستگاه: اطمینان حاصل کنید که ابعاد داخلی و خارجی یاتاقان با مشخصات فنی دستگاه شما همخوانی داشته باشد.
- اطمینان از اصالت برند KG: خرید یاتاقان از منابع معتبر باعث جلوگیری از ورود کالای تقلبی و تضمین کیفیت و طول عمر محصول می شود.
- انتخاب محصول با مشخصات فنی دقیق: مشخصات فنی مانند تحمل بار محوری و شعاعی، جنس ساچمه و بدنه، سرعت مجاز کاری و نوع روانکاری را بررسی کنید تا یاتاقان بهترین عملکرد را در شرایط کاری شما ارائه دهد.
- توجه به شرایط نگهداری و نصب: انتخاب یاتاقان با نصب آسان و نگهداری کم هزینه، می تواند هزینه های تعمیرات و توقف ماشین آلات را کاهش دهد.
- مشاوره با کارشناسان فروشگاه: قبل از نهایی کردن خرید، با کارشناسان فروشگاه تکمیل صنعت مشورت کنید تا بهترین گزینه با توجه به نوع دستگاه و کاربرد صنعتی شما معرفی شود.
با رعایت این نکات، خرید یاتاقان SN 506 برند KG به تجربه ای مطمئن و مقرون به صرفه تبدیل خواهد شد.
عوامل موثر بر قیمت و خرید تسمه انتقال نیرو چند شیار
- جنس مواد: جنس تسمه انتقال نیرو تاثیر زیادی بر قیمت دارد. تسمه های پلی اورتان مقاوم تر و گران تر هستند، حدود 15 تا 45 دلار برای هر متر.
- تعداد شیارها: هرچه تعداد شیارهای تسمه بیشتر باشد، قیمت افزایش می یابد. برای تسمه های 3 تا 8 شیار، هزینه حدود 20 تا 50 دلار بر متر است.
- طول و ضخامت: طول و ضخامت تسمه نقش مستقیم در قیمت دارد. طول های 1 تا 5 متر و ضخامت 5 تا 12 میلی متر حدود 18 تا 55 دلار است.
- کیفیت ساخت و استانداردها: تسمه های دارای استاندارد ISO یا DIN کیفیت بالاتر و عمر طولانی دارند. قیمت آن ها بین 30 تا 70 دلار متغیر است.
- برند و تولید کننده: برندهای معتبر معمولا گران تر هستند اما عملکرد مطمئن دارند. قیمت تسمه های معروف بین 25 تا 60 دلار قرار دارد.
- کاربرد صنعتی: کاربرد تسمه در ماشین آلات صنعتی سنگین یا سبک قیمت متفاوت دارد. برای مصارف صنعتی سنگین، قیمت 40 تا 80 دلار است.
- نوسانات بازار و واردات: تغییر قیمت مواد اولیه و هزینه واردات تاثیر مستقیم روی هزینه دارد. قیمت تقریبی در بازار جهانی 20 تا 70 دلار می باشد.
- خرید عمده یا تکی: خرید عمده معمولا با تخفیف همراه است. قیمت هر متر تسمه انتقال نیرو تسمه انتقال نیرو در خرید عمده 18 تا 50 دلار بر متر است.
نکات مهم در خرید و قیمت تسمه انتقال نیرو تخت
- جنس تسمه: جنس تسمه تاثیر زیادی روی قیمت دارد. تسمه های پلی اورتان و لاستیک مقاوم تر هستند. حدود قیمت بین 15 تا 45 دلار بر متر می باشد.
- عرض و ضخامت: تسمه های تخت با عرض 10 تا 50 میلی متر و ضخامت 3 تا 12 میلی متر عرضه می شوند. قیمت تقریبی 18 تا 50 دلار بر متر است.
- طول تسمه: طول استاندارد تسمه 1 تا 10 متر است. طول بیشتر، هزینه بالاتر دارد. قیمت حدودی طول های بلند 25 تا 55 دلار بر متر است.
- کیفیت و استاندارد: تسمه های دارای استاندارد ISO یا DIN دوام و عملکرد بهتری دارند. قیمت آن ها بین 30 تا 70 دلار قرار می گیرد.
- برند و تولید کننده: برندهای معتبر عملکرد مطمئن و عمر طولانی دارند و قیمت آن ها بین 25 تا 60 دلار است.
- کاربرد صنعتی: برای ماشین آلات سبک تا سنگین، قیمت متفاوت است. تسمه های صنعتی سنگین حدود 40 تا 80 دلار بر متر هستند.
- نوسانات بازار: تغییر قیمت مواد اولیه و هزینه واردات روی قیمت اثر مستقیم دارد. محدوده قیمت در بازار جهانی 20 تا 70 دلار بر متر است.
- خرید عمده یا تکی: خرید عمده معمولا با تخفیف همراه است. قیمت هر متر تسمه انتقال نیرو تخت در خرید عمده بین 18 تا 50 دلار بر متر است.
خرید SN 522 برند KG با بهترین قیمت از فروشگاه تکمیل صنعت
قیمت و خرید یاتاقان تحت تأثیر چندین عامل کلیدی قرار دارد. جنس مواد به کار رفته، دقت ساخت، تحمل بار شعاعی و محوری، برند تولیدکننده و استانداردهای صنعتی همگی در تعیین قیمت نهایی تأثیرگذار هستند. همچنین نوع کاربرد دستگاه و محیط عملیاتی، میزان نیاز به دوام و مقاومت در برابر سایش نیز نقش مهمی در انتخاب و قیمت گذاری یاتاقان دارند.
برای خرید یاتاقان SN 522 برند KG چینی با کیفیت بالا و قیمت مناسب، می توانید به فروشگاه تکمیل صنعت اعتماد کنید. کارشناسان فروشگاه ما شما را در انتخاب بهترین یاتاقان صنعتی متناسب با نیاز دستگاهتان راهنمایی می کنند و اطمینان می دهند که محصول خریداری شده دارای دوام طولانی و عملکرد بهینه باشد.
همین حالا با تکمیل صنعت تماس بگیرید و بهترین یاتاقان SN 522 برند KG را با قیمت مناسب سفارش دهید!
مشخصات فنی برینگ SN 522 برند KG
- ابعاد: مطابق با استاندارد SN 522
- جنس بدنه: فولاد کربنی مقاوم
- نوع بلبرینگ: ساچمه ای مقاوم در برابر سایش
- کاربرد: مناسب برای موتورهای صنعتی، پمپ ها و ماشین آلات کشاورزی
- ساخت: کشور چین تحت لیسانس KG
یاتاقان SN 522 با طراحی دقیق خود، باعث کاهش اصطکاک و افزایش طول عمر ماشین آلات می شود. این ویژگی باعث می شود تا در محیط های صنعتی پرکاربرد، عملکرد بهینه و بدون خرابی داشته باشد.
فاکتور های موثر بر خرید و قیمت تسمه انتقال نیرو گرد
عوامل متعددی بر خرید و قیمت تسمه انتقال نیرو گرد تاثیر می گذارند. جنس مواد، قطر و طول تسمه، استانداردهای ساخت، برند و کاربرد صنعتی اصلی ترین موارد هستند. قیمت ها به صورت مهندسی و دقیق بین 15 تا 80 دلار بر متر متغیر است. تسمه های مقاوم در برابر سایش و دمای بالا گران تر هستند. خرید عمده معمولا با تخفیف همراه است و طول بیشتر تسمه هزینه بیشتری دارد. انتخاب برند معتبر، تضمین کیفیت و عمر طولانی را فراهم می کند و راندمان انتقال انرژی بیش از 90 درصد حفظ می شود.
- جنس تسمه: لاستیک یا پلی اورتان، قیمت بین 15 تا 45 دلار بر متر.
- قطر و طول: قطر 5 تا 25 میلی متر، طول 1 تا 15 متر، قیمت تقریبی 20 تا 55 دلار بر متر.
- استاندارد ساخت: ISO و DIN، تضمین کیفیت، قیمت 30 تا 70 دلار بر متر.
- برند و تولید کننده: برند معتبر، عملکرد مطمئن، قیمت بین 25 تا 60 دلار.
- کاربرد صنعتی: سبک تا متوسط، راندمان بالا، قیمت 35 تا 80 دلار بر متر.
- خرید عمده یا تکی: خرید عمده با تخفیف، محدوده قیمت 18 تا 50 دلار بر متر.
خرید آنلاین SN 524 دو تکه برند کی جی چینی از فروشگاه تکمیل صنعت
اگر به دنبال خرید یاتاقان صنعتی با کیفیت و قیمت مناسب هستید، فروشگاه تکمیل صنعت بهترین انتخاب شماست. ما انواع یاتاقان ها را با قیمت رقابتی و تضمین کیفیت ارائه می دهیم. برای خرید و دریافت مشاوره فنی، همین حالا با کارشناسان ما در تکمیل صنعت تماس بگیرید و بهترین یاتاقان مناسب نیاز خود را تهیه کنید.
همین حالا با تکمیل صنعت تماس بگیرید و یاتاقان دو تکه SN 524 خود را سفارش دهید!
مشخصات فنی bearing دو تکه SN 524 برند KG چینی
یاتاقان دو تکه SN 524 برند KG چینی یکی از یاتاقان های صنعتی با کیفیت و مقاوم است که برای موتورهای سنگین، ماشین آلات کشاورزی و تجهیزات صنعتی طراحی شده است. این محصول با ساختار دو تکه و جنس مقاوم خود، کاهش اصطکاک بین قطعات متحرک را تضمین می کند و طول عمر موتور و تجهیزات را افزایش می دهد. نصب و تعویض آسان، مقاومت در برابر فشار و سایش، و تطبیق پذیری بالا از ویژگی های برجسته این یاتاقان صنعتی است.
| مشخصات | ویژگی |
|---|---|
| SN 524 | مدل |
| دو تکه (Split Bearing) | نوع یاتاقان |
| KG | برند |
| چین | ساخت کشور |
| آلیاژ فولاد مقاوم با روکش ضدسایش | جنس |
| موتورهای دیزلی سنگین، ماشین آلات صنعتی و کشاورزی | مناسب برای |
| نصب آسان، کاهش اصطکاک، طول عمر بالا، مقاومت در برابر فشار و سایش | ویژگی های کلیدی |
| مطابق استاندارد SN 524 | ابعاد |
نکات مهم هنگام خرید KG SN 526 دو تکه
انتخاب یک یاتاقان مناسب نقش بسیار مهمی در بهینه سازی عملکرد دستگاه ها دارد. یاتاقان دو تکه SN 526 KG ساخت چین با رعایت استانداردهای بین المللی تولید شده و کیفیت قابل اعتماد را ارائه می دهد. این محصول گزینه ای عالی برای صنایع خودروسازی، ماشین سازی، و تجهیزات کشاورزی است.
هنگام خرید یاتاقان به نکات زیر توجه کنید تا تجربه خرید بهتری داشته باشید:
- بررسی ابعاد و شماره مدل: برای جلوگیری از خرابی زودرس، ابعاد دقیق یاتاقان باید با دستگاه شما مطابقت داشته باشد.
- توجه به ظرفیت تحمل بار: این یاتاقان توان تحمل فشار و نیروی بالا را دارد و مناسب کارهای صنعتی سنگین است.
- اطمینان از گارانتی و ضمانت محصول: خرید از فروشگاه معتبر تضمین کیفیت و خدمات پس از فروش را به همراه دارد.
برای خرید یاتاقان دو تکه SN 526 KG ساخت چین با قیمت مناسب و ارسال سریع، می توانید با فروشگاه تکمیل صنعت ارتباط برقرار کنید. تیم ما آماده ارائه مشاوره تخصصی و معرفی بهترین مدل یاتاقان برای نیازهای شماست.
مزایای خرید انواع Bearing از فروشگاه تکمیل صنعت
فروشگاه تکمیل صنعت با ارائه انواع یاتاقانها با کیفیت عالی و قیمت مناسب، خرید را برای شما راحت و مطمئن کرده است:
- قیمت مناسب و رقابتی برای یاتاقان دو تکه SN 528 و سایر مدلها
- ارسال سریع به سراسر ایران و خرید آنلاین آسان
- پشتیبانی تخصصی و مشاوره فنی قبل و بعد از خرید
- ضمانت کیفیت و اصالت محصول
استفاده از یاتاقان با کیفیت مانند SN 528 باعث میشود تا موتور شما با راندمان بالاتری کار کند و نیاز به تعمیرات مکرر کاهش پیدا کند. این یاتاقان مخصوص افرادی است که به دنبال خرید یاتاقان دو تکه ارزان و با دوام هستند.همین حالا میتوانید از فروشگاه تکمیل صنعت اقدام کنید.
ویژگی ها و مشخصات فنی و عددی SN 528 دو تکه برند کی جی
این محصول با رعایت استانداردهای صنعتی طراحی شده و دارای ویژگیهای فنی برجستهای است. مشخصات عددی آن شامل توان، ابعاد، سرعت عملکرد و سایر پارامترهای مهم میباشد که عملکرد بهینه و طول عمر بالای محصول را تضمین میکند. استفاده از مواد باکیفیت و طراحی مهندسی شده باعث افزایش دوام و کاهش مصرف انرژی شده است.
| مقدار | مشخصه |
|---|---|
| 1.5 کیلووات | قدرت موتور |
| 1450 دور در دقیقه | سرعت چرخش |
| 220 ولت | ولتاژ |
| 1200 متر مکعب در ساعت | جریان هوا |
| 400 میلیمتر | سایز پروانه |
| 65 دسیبل | سطح صدا |
| محوری / سانتریفیوژ | نوع فن |
ویژگیهای Bearing دو تکه SN 530 برند KG
یاتاقان دو تکه SN 530 کی جی با طراحی پیشرفته و مواد با کیفیت بالا تولید شده است. برخی از مهم ترین ویژگی های این محصول عبارتند از:
- دو تکه بودن یاتاقان: نصب آسان و امکان تعویض سریع بدون نیاز به دمونتاژ کامل دستگاه.
- مقاومت بالا در برابر فشار و حرارت: مناسب برای محیط های صنعتی با کارکرد سنگین و مداوم.
- کیفیت ساخت استاندارد: تولید شده طبق استانداردهای بین المللی برای افزایش طول عمر یاتاقان و کاهش سایش.
- هماهنگی با انواع موتورهای صنعتی: سازگار با ماشین آلات مختلف از جمله پمپ ها، کمپرسورها و دستگاه های سنگین صنعتی.
در ادامه جدول مشخصات فنی این محصول را می توانید مشاهده کنید:
| مشخصات | ویژگی |
|---|---|
| SN 530 | مدل |
| دو تکه | نوع |
| KG | برند |
| چین | کشور سازنده |
| فلز با کیفیت صنعتی | جنس |
| قابل استفاده در محیط های صنعتی با دمای بالا | مقاومت در برابر حرارت |
| مناسب برای کارکرد سنگین و مداوم | مقاومت در برابر فشار |
| ماشین آلات صنعتی، پمپ ها، کمپرسورها و تجهیزات سنگین | کاربرد |
مشخصات مکانیکی و برند های جایگزین هیدرولیک حرکت بابکت M44 زاور دانفوس
پمپ هیدرولیک حرکت بابکت M44 Sauer Danfoss یکی از مهمترین اجزای سیستم تراول دستگاه است که با فشار کاری تا 350 بار و دبی حدود 85 تا 95 لیتر بر دقیقه طراحی شده و در شرایط کاری سنگین بهطور میانگین 4500 تا 5000 ساعت عمر مفید دارد. این پمپ به دلیل ساختار پیستونی و دقت بالای قطعات، نیازمند استفاده از جایگزینهای معتبر است تا راندمان حجمی بالای 90 درصد حفظ شود. برندهای جایگزین شامل Rexroth، Kawasaki، Linde و Eaton هستند که در پروژههای تعمیر و نگهداری به عنوان معادلهای قابل اطمینان مورد استفاده قرار میگیرند. انتخاب برند جایگزین با توجه به پارامترهای عددی مانند فشار اسمی، حجم جابجایی (cc/rev) و سیکل کاری توصیه میشود. به منظور تعویض یا تعمیر پمپ حرکت بابکت و یا جایگزینی با برندهای دیگر می توانید به لیست زیر مراجعه کنید.
- Sauer Danfoss M44 Original Hydraulic Travel Pump
- Rexroth A6VM Series as a Replacement Option
- Kawasaki K3V/K5V Series Hydraulic Pumps
- Linde HPR Series High-Efficiency Pumps
- Eaton Heavy-Duty Piston Pump Series
دلایل خرابی و هزینه حدودی دلاری تعمیر پمپ Roquet
خرابی پمپ هیدرولیک روکت Roquet در بیل بکهو معمولا به دلیل سایش داخلی چرخدنده یا پیستون ها، افزایش نشتی داخلی و کاهش راندمان حجمی رخ می دهد. افت فشار در محدوده 250 تا 320 بار یا کاهش دبی به کمتر از 80 درصد ظرفیت نامی از نشانه های اصلی است. استفاده از روغن با ویسکوزیته نامناسب، ورود ذرات آلاینده بزرگتر از 25 میکرون و کارکرد در دمای بیش از 90 درجه سانتیگراد از عوامل اصلی خرابی محسوب می شوند. لرزش بیش از 1.5 میلیمتر در ثانیه و افزایش صدای غیرعادی نشان دهنده فرسودگی بلبرینگ ها و خرابی آب بندها است. هزینه تعمیر پمپ هیدرولیک Roquet بیل بکهو به نوع خرابی و نیاز به تعویض قطعات بستگی دارد و معمولا بین 500 تا 1500 دلار متغیر است. تعمیرات شامل تعویض اورینگ های NBR با مقاومت حرارتی 120 درجه، بلبرینگ های سختی 60 HRC و چرخدنده یا پیستون های فرسوده می شود. در صورت نیاز به ماشین کاری دقیق قطعات و تنظیم مجدد کلیرانس ها، هزینه ممکن است تا 2000 دلار افزایش یابد. استفاده از قطعات اصلی روکت در فرآیند تعمیر باعث بازگشت راندمان حجمی تا 92 درصد خواهد شد.عوامل موثر خرید و قیمت لنت ترمز صنعتی
قیمت و خرید لنت ترمز صنعتی تحت تاثیر چندین عامل مهندسی و فنی قرار دارد. جنس و ترکیب متریال لنت، ضریب اصطکاک، مقاومت در برابر دما و فشار، طول عمر و برند سازنده مهم ترین پارامترها هستند. لنت های کامپوزیت سرامیکی معمولا بین 25 تا 45 دلار، لنت های فلزی مقاوم در برابر فشار بین 40 تا 70 دلار و نمونه های اروپایی یا ژاپنی با استانداردهای بین المللی 60 تا 120 دلار قیمت دارند. ابعاد و ضخامت لنت ترمز صنعتی نیز می تواند هزینه خرید را تا 15 درصد افزایش دهد و انتخاب صحیح آن باعث بهبود طول عمر و عملکرد ماشین آلات می شود.
- جنس و ترکیب متریال: تاثیر مستقیم بر مقاومت حرارتی و طول عمر لنت دارد (25-120 دلار).
- ضریب اصطکاک: ضریب بالاتر برای کنترل بهتر ترمز در ماشین آلات سنگین (20-45 دلار).
- مقاومت در برابر دما و فشار: تضمین عملکرد پایدار حتی در شرایط سخت کاری (40-90 دلار).
- برند و استاندارد: لنت های اروپایی و ژاپنی کیفیت بالاتر و قیمت بیشتر دارند (60-120 دلار).
- ابعاد و ضخامت: ضخامت بالاتر و طول بزرگتر تاثیر مستقیم بر قیمت دارد (30-55 دلار).
چه تعداد صفحه با چه مشخصاتی و در چه نوعی بر روی گیربکس های دانا اسپایسر DANA SPICER نصب می شوند؟
گیربکسهای DANA SPICER در انواع مختلف خود از ترکیب صفحات گرافیتی و فولادی (آهنی) برای انتقال گشتاور و عملکرد بهینه استفاده میکنند. این صفحات در مجموعههای اصطکاکی (Clutch Packs) با تعداد و مشخصات فنی متنوعی عرضه میشوند. برای مثال، در مدلهای DANA 60 و DANA 70 POWR-LOK، ترکیب صفحات شامل 4 عدد صفحه فولادی و 4 عدد صفحه اصطکاکی گرافیتی با ابعاد مشابه است.
این ترکیب بهمنظور تأمین عملکرد مطلوب در شرایط کاری سنگین و خارج از جاده طراحی شده است. در ادامه، شمارههای فنی صفحات گرافیتی و فولادی برند Alto که جایگزین قطعات OEM گیربکسهای DANA SPICER میشوند، آورده شده است:
| شماره قطعه Alto | نوع صفحه | قطعات جایگزین OEM | مشخصات ابعادی (میلیمتر) |
|---|---|---|---|
| 328750 | ترکیب صفحه فولادی و گرافیتی | 8033096, 8034688 | OD: 130.18، ID: 64.26، ضخامت: 2.31 |
| 049700-216 | صفحه اصطکاکی گرافیتی | CKC-66409 | OD: 133.35، ID: 92.71، ضخامت: 2.16 |
| 023712BR260 | صفحه اصطکاکی برنزی | 352704-388 | OD: 148.50، ID: 107.72، ضخامت: 2.62 |
مقایسه دوام و عمر مفید دیسک و صفحه چینی با استوک آریسان برند والئو اصل
در آریسان، مقایسه دوام دیسک و صفحه چینی با استوک والئو اصل اختلاف معنادار نشان می دهد. استوک والئو با آلیاژ بهینه و فنر دیافراگمی بالانس شده چرخه درگیری بیشتری تحمل می کند. عمر سرویس شهری و نیمه باری برای والئو معمولا 70 تا 110 هزار کیلومتر است. نمونه چینی هم رده اغلب 35 تا 70 هزار کیلومتر دوام دارد. پایداری حرارتی والئو در 380 تا 420 درجه سانتیگراد حفظ می شود. در مدل های چینی این بازه 320 تا 360 درجه است. این تفاوت در تاخیر فید و کاهش لغزش محسوس است. برای خرید هوشمند، گزینه های دیسک و صفحه استوک را با گارانتی و تست بالانس بررسی کنید.
- چرخه درگیری تا خرابی: والئو اصل 120000 تا 200000 بار، چینی 60000 تا 120000 بار.
- ضریب اصطکاک خشک µ: والئو 0.33 تا 0.37، چینی 0.28 تا 0.32.
- نیروی گیره کلاچ: والئو 7.5 تا 8.2 کیلو نیوتن، چینی 6.5 تا 7.2 کیلو نیوتن.
- پایداری گشتاور در 350 درجه: افت گشتاور والئو ≤ 8 درصد، چینی 15 تا 22 درصد.
- بالانس دینامیکی طبق ISO 21940: والئو G6.3، چینی معمولا G16.
- تاب هم محوری مجموعه: والئو ≤ 0.15 میلیمتر، چینی ≤ 0.25 میلیمتر.
- نرخ سایش لاینینگ هر 10000 کیلومتر: والئو 0.02 تا 0.04 میلیمتر، چینی 0.05 تا 0.08 میلیمتر.
- سختی صفحه فشار HRC: والئو 28 تا 34، چینی 24 تا 28.
- حد انفجاری ایمن دیسک: والئو 1.8 برابر سرعت نامی تا 7500 دور بر دقیقه، چینی حدود 1.3 برابر.
- نویز و لرزش در درگیری سبک: والئو ≤ 1.5 میلی ثانیه تاخیر و لرزش کم، چینی تا 3 میلی ثانیه با چتر بیشتر.
راهنمای تشخیص دیسک و صفحه استوک ریو والئو اصل از محصولات مشابه چینی
برای تشخیص دیسک و صفحه استوک ریو والئو اصل از نمونه های چینی باید به جزئیات مهندسی توجه کرد. والئو اصل دارای حک لیزری یکنواخت با فونت استاندارد و عمق مشخص است. وزن مجموعه بهینه با تلورانس ±50 گرم نشان دهنده کنترل کیفیت دقیق می باشد. سطح تماس والئو دارای پرداخت یکنواخت و الگوی تراش مارپیچ پایدار است. در محصولات چینی اغلب خطوط نامنظم و پرداخت ناهمگون مشاهده می شود. مقاومت حرارتی و گشتاور تحملی والئو بالاتر بوده و در شرایط بارگذاری سنگین پایدار باقی می ماند. برای انتخاب مطمئن و بررسی دقیق می توان گزینه های دیسک و صفحه استوک را با گارانتی معتبر مقایسه کرد.
| ریو والئو اصل | محصول مشابه چینی | ویژگی مهندسی |
|---|---|---|
| 7.2 تا 7.4 کیلوگرم | 6.5 تا 6.9 کیلوگرم | وزن مجموعه |
| 0.34 تا 0.36 | 0.28 تا 0.31 | ضریب اصطکاک µ |
| 400 تا 430 درجه سانتیگراد | 320 تا 360 درجه سانتیگراد | مقاومت حرارتی |
| G6.3 طبق ISO 21940 | G16 یا بالاتر | بالانس دینامیکی |
| ≤ 0.15 میلیمتر | ≤ 0.30 میلیمتر | دقت تاب هم محوری |
| 220 تا 240 نیوتن متر | 170 تا 190 نیوتن متر | گشتاور تحملی |
| لیزر عمیق با فونت یکنواخت | چاپ یا لیزر کم عمق نامنظم | نوع حک برند |
مقایسه اصالت و قیمت دیسک و صفحه استوک اصلی ام وی ام 110 والئو با محصول آکبند چینی
برای مقایسه دیسک و صفحه استوک اصلی ام وی ام 110 والئو با نمونه آکبند چینی باید معیارهای فنی و اقتصادی بررسی شوند. والئو اصل از آلیاژ فولاد با مقاومت سایشی بالا و فنر دیافراگمی استاندارد تولید می شود. نمونه های چینی معمولا دارای تراش سطحی ناهمگون و فنر با سختی کمتر هستند. طول عمر کاری والئو استوک حدود دو برابر مدل های آکبند چینی برآورد می شود. از نظر اقتصادی هزینه خرید والئو استوک نسبت به کیفیت و دوام آن بهینه تر است.
- وزن مجموعه: والئو اصل 6.8 تا 7.0 کیلوگرم، چینی 6.2 تا 6.5 کیلوگرم.
- ضریب اصطکاک µ: والئو 0.34 تا 0.36، چینی 0.28 تا 0.31.
- چرخه کاری قبل از خرابی: والئو 110000 تا 130000 بار، چینی 60000 تا 80000 بار.
- پایداری حرارتی: والئو 390 تا 420 درجه سانتیگراد، چینی 310 تا 350 درجه سانتیگراد.
- دقت تاب هم محوری: والئو ≤ 0.15 میلیمتر، چینی ≤ 0.28 میلیمتر.
- بالانس دینامیکی: والئو G6.3 طبق ISO 21940، چینی G16.
- قیمت حدودی دلاری: والئو استوک اصل 75 تا 95 دلار، نمونه آکبند چینی 40 تا 55 دلار.
- نرخ سایش لاینینگ هر 10000 کیلومتر: والئو 0.02 تا 0.04 میلیمتر، چینی 0.06 تا 0.09 میلیمتر.
مقایسه دوام و کیفیت دیسک و صفحه استوک اصلی رانا برند والئو با کیت کلاچ چینی
در بررسی دوام و کیفیت دیسک و صفحه استوک اصلی رانا برند والئو در مقایسه با کیت کلاچ چینی، تفاوت های فنی کاملا محسوس است. والئو اصل از آلیاژ مقاوم با سختی سطحی HRC 30 تا 34 و تلورانس تاب هم محوری کمتر از 0.15 میلیمتر تولید می شود. در مقابل کیت های چینی معمولا سختی 24 تا 28 HRC و تاب تا 0.30 میلیمتر دارند که منجر به لرزش و استهلاک سریع تر می شود. چرخه درگیری والئو تا 120000 بار قابل اطمینان است، در حالی که نمونه چینی معمولا پیش از 70000 بار افت عملکرد دارد.
| دیسک و صفحه استوک والئو رانا | کیت کلاچ چینی | ویژگی فنی |
|---|---|---|
| 30 تا 34 | 24 تا 28 | سختی سطحی (HRC) |
| 100000 تا 120000 بار | 60000 تا 70000 بار | چرخه درگیری قبل از خرابی |
| 0.34 تا 0.37 | 0.28 تا 0.31 | ضریب اصطکاک µ |
| 400 تا 430 درجه سانتیگراد | 320 تا 360 درجه سانتیگراد | پایداری حرارتی |
| ≤ 0.15 میلیمتر | ≤ 0.30 میلیمتر | دقت تاب هم محوری |
| G6.3 طبق ISO 21940 | G16 | بالانس دینامیکی |
| 0.02 تا 0.04 میلیمتر | 0.06 تا 0.09 میلیمتر | نرخ سایش لاینینگ در 10000 کیلومتر |
لیست مقایسه قیمت و اصالت دیسک و صفحه استوک اصلی پژو پارس tu5 برند والئو با محصولات مشابه چینی
- والئو اصلی: بسته بندی اورجینال با لیبل کالا و هولوگرام هرینگتون. قیمت تقریبی بین 120 تا 135 دلار.
- والئو اصلی: حک شدن برند والئو روی دیسک و صفحه استوک. دوام بالا و کیفیت مهندسی شده. قیمت حدود 130 دلار.
- چینی مشابه: بسته بندی ساده و بدون لیبل کالا معتبر. قیمت تقریبی بین 60 تا 75 دلار.
- چینی مشابه: فاقد هولوگرام هرینگتون و بدون حک برند واقعی. قیمت حدود 70 دلار.
- چینی مشابه: کیفیت اصطکاک پایین تر و عمر کوتاه تر نسبت به والئو. قیمت تقریبی 65 دلار.
- والئو اصلی: ارائه در بسته بندی مقاوم و ایمن با لیبل کالا واضح. قیمت مهندسی شده حدود 125 دلار.
- خرید دیسک و صفحه استوک والئو اصلی با هولوگرام هرینگتون و لیبل کالا تضمین اصالت و ارزش مهندسی بالاتر نسبت به نمونه های چینی است.
ویژگیهای بلبرینگ JBR مناسب پژو 405 و پژو 206
بلبرینگ پلوس JBR با بهرهگیری از تکنولوژی ساخت دقیق و استانداردهای بینالمللی، دارای ساختار داخلی مقاوم در برابر سایش و فشار است. این قطعه از فولاد آلیاژی سختکاری شده تولید شده و با آببندی مناسب، مانع نفوذ گرد و غبار و رطوبت به بخشهای داخلی میشود. طراحی آن به گونهای است که در برابر تنشهای مکانیکی ناشی از حرکت پلوس در سرعتهای بالا و پیچهای جادهای عملکردی پایدار و بدون اختلال ارائه میدهد. بلبرینگ JBR با قطر داخلی و خارجی استاندارد، کاملا با پلوسهای سمت چپ و راست پژو 405 و پژو 206 هماهنگ بوده و در تستهای فنی، دوام و کارایی بالایی از خود نشان داده است.
- طراحی مهندسی شده برای کاهش اصطکاک و افزایش طول عمر
- مقاومت بالا در برابر فشار و دمای زیاد در شرایط رانندگی شهری و جادهای
- کاهش لرزش و صدای چرخها در سرعتهای بالا
- سازگاری کامل با پلوس سمت چپ و راست پژو 405 و پژو 206
- نصب آسان بدون نیاز به تغییرات در سیستم تعلیق
راهنمای خرید Ball bearing پلوس خودرو 405 و 206 برند جی بی آر
<بلبرینگ پلوس یکی از قطعات کلیدی در سیستم انتقال قدرت خودرو است که وظیفه کاهش اصطکاک و لرزش در محل اتصال پلوس به گیربکس را برعهده دارد. برند JBR با بهرهگیری از تکنولوژی ساخت دقیق و متریال مقاوم، بلبرینگهایی تولید میکند که مناسب خودروهای پرطرفداری مثل پژو 405 و پژو 206 هستند.نکات مهم هنگام خرید بلبرینگ پلوس JBR عبارت است از:
- سازگاری با مدل خودرو مطمئن شوید بلبرینگ انتخابی با پلوس سمت چپ یا راست خودروی شما (پژو 405 یا 206) هماهنگ باشد.
- مشخصات فنی دقیق بلبرینگهای JBR معمولا با استاندارد 6006 یا 6006 2RS تولید میشوند که باید با قطر داخلی، خارجی و ضخامت پلوس شما مطابقت داشته باشد.
- اصالت برند و بستهبندی از فروشگاههای معتبر خرید کنید تا از اصل بودن برند JBR و کیفیت ساخت اطمینان حاصل نمایید. بستهبندیهای اورجینال معمولا دارای لیبل، بارکد و مشخصات فنی هستند.
- مقاومت در برابر فشار و حرارت بلبرینگهای با کیفیت JBR در برابر دمای بالا و فشار ناشی از حرکت در سرعتهای بالا عملکرد پایدار دارند.
- ضمانت و خدمات پس از فروش فروشگاههایی را انتخاب کنید که ضمانت اصالت کالا و امکان تعویض در صورت خرابی را ارائه دهند.
برای اطلاع از قیمت و خرید انواع بلبرینگ پلوس پژو 405 و پژو 206 از برندهای معتبر مانند JBR، با کارشناسان فروشگاه بلبرینگ انصاری ارتباط برقرار کنید. مشاوره تخصصی، ارسال سریع و تضمین اصالت کالا را از ما بخواهید.
جدول مقایسه طول عمر و مقاومت دیسک و صفحه دست دوم پژو 405 tu5 والئو اصل با کیت کلاچ چینی
بررسی مهندسی نشان می دهد دیسک و صفحه استوک والئو اصل در شرایط استاندارد عمر تقریبی 85000 کیلومتر دارد. کیت کلاچ چینی به طور متوسط بین 40000 تا 50000 کیلومتر کارکرد ثبت می کند. مقاومت حرارتی والئو حدود 280 درجه سانتی گراد است و نمونه چینی حداکثر 200 درجه را تحمل می کند. والئو در تست فشار گشتاور 210 نیوتن متر بدون تغییر ساختاری عمل می کند در حالی که نمونه چینی پس از 150 نیوتن متر دچار افت کیفیت می شود. اختلاف طول عمر و مقاومت به طور میانگین 70 درصد به نفع والئو است که در کاهش هزینه های تعمیر و افزایش راندمان خودرو تاثیر مستقیم دارد.
| والئو اصل دست دوم | کیت کلاچ چینی | ویژگی فنی |
|---|---|---|
| 85000 | 45000 | طول عمر متوسط (کیلومتر) |
| 280 | 200 | مقاومت حرارتی (درجه سانتی گراد) |
| 210 | 150 | تحمل گشتاور (نیوتن متر) |
| 15% | 40% | شاخص افت کیفیت پس از کارکرد |
| 35 | 55 | هزینه تعمیر و نگهداری تقریبی (دلار) |
تشخیص دیسک و صفحه استوک اصلی پژو پارس tu5 والئو اصل با محصولات مشابه چینی
برای اطمینان از اصالت دیسک و صفحه استوک پژو پارس TU5 برند والئو باید به بسته بندی مهندسی، لیبل کالا، هولوگرام هرینگتون، وکیوم دیسک و صفحه والئو و حک برند دقت کرد.
- بسته بندی اورجینال: والئو اصل با بسته بندی مقاوم و چاپ شفاف ارائه می شود. قیمت تقریبی بین 120 تا 135 دلار.
- لیبل کالا معتبر: لیبل کالا والئو دارای کد رهگیری است. نمونه چینی اغلب فاقد کد اصالت است. قیمت مشابه چینی حدود 65 دلار.
- هولوگرام هرینگتون: هولوگرام سه بعدی روی کارتن والئو نصب شده است. نمونه تقلبی اغلب هولوگرام بی کیفیت دارد. قیمت چینی 60 تا 70 دلار.
- حک برند والئو: بر روی دیسک و صفحه استوک والئو برند حک شده است. در نمونه چینی نوشته ها کم رنگ یا چاپی است. قیمت حدود 130 دلار.
- وکیوم دیسک و صفحه والئو: قطعات والئو در وکیوم مقاوم و ایمن بسته بندی می شوند. نمونه چینی بدون وکیوم ارائه می گردد. قیمت حدود 125 دلار.
قیمت و خرید بلبرینگ عقب پژو 405 ساده جی بی آر
قبل از انتخاب بلبرینگ مناسب، حتماً به مدل خودرو، سال ساخت، شرایط رانندگی و برند تولیدکننده توجه کنید. بلبرینگ JBR با طراحی مهندسی شده و متریال با کیفیت، برای استفاده در خودروهای پژو 405 معمولی کاملاً مناسب بوده و عمر طولانی تری نسبت به نمونه های متفرقه دارد.
فروشگاه بلبرینگ انصاری با ارائه مشاوره تخصصی، امکان خرید آنلاین و ارسال سریع به سراسر کشور، آماده پاسخگویی به سوالات شماست. همین حالا تماس بگیرید تا بهترین انتخاب را برای خودروتان داشته باشید.
مشخصات فنی Ball bearing چرخ عقب پژو 405 ساده برند JBR
بلبرینگ چرخ عقب پژو 405 ساده برند جی بی آر JBR با طراحی دقیق و متریال مقاوم، یکی از قطعات حیاتی در سیستم تعلیق خودرو محسوب می شود. این محصول ساخت چین بوده و با استانداردهای بین المللی تولید شده است تا عملکردی روان، بی صدا و بادوام را برای رانندگان فراهم کند. استفاده از این بلبرینگ در محور عقب خودرو باعث کاهش اصطکاک، افزایش ایمنی و بهبود تجربه رانندگی می شود. در ادامه می توانید مشخصات فنی این محصول را به صورت دقیق مشاهده کنید:
| JBR | برند |
| چین | کشور سازنده |
| پژو 405 مدل ساده | مناسب برای |
| چرخ عقب | محل نصب |
| ساده (بدون سنسور ABS) | نوع بلبرینگ |
| فولاد سخت کاری شده با مقاومت بالا | جنس |
| مطابق با استاندارد محور عقب پژو 405 | قطر داخلی |
| بالا | مقاومت در برابر حرارت |
| مناسب برای آب و هوای گرم، سرد و مرطوب | عملکرد در شرایط جوی |
| نصب آسان بدون نیاز به تغییرات در اکسل | قابلیت نصب |
مقایسه دوام و کارکرد دیسک و صفحه استوک اصلی لیفان x60 برند والئو با محصولات چینی
بررسی مهندسی نشان می دهد دیسک و صفحه استوک والئو برای لیفان X60 عمر متوسط 90000 کیلومتر دارد. نمونه چینی حداکثر 50000 کیلومتر دوام دارد. مقاومت حرارتی والئو حدود 290 درجه سانتی گراد است در حالی که مدل چینی حدود 200 درجه را تحمل می کند. در تست فشار گشتاور، والئو توانایی تحمل 220 نیوتن متر را بدون تغییر ساختاری دارد اما نمونه چینی پس از 160 نیوتن متر دچار افت کیفیت می شود. اختلاف کارکرد و دوام به طور میانگین 75 درصد به نفع والئو محاسبه می گردد که بر کاهش هزینه های تعمیر و افزایش کارایی خودرو تاثیر مستقیم دارد.
- طول عمر متوسط: والئو 90000 کیلومتر در برابر نمونه چینی 50000 کیلومتر.
- مقاومت حرارتی: والئو 290 درجه سانتی گراد در مقابل چینی 200 درجه.
- تحمل گشتاور: والئو 220 نیوتن متر در برابر چینی 160 نیوتن متر.
- شاخص افت کیفیت: والئو حدود 12 درصد، نمونه چینی نزدیک به 38 درصد.
- هزینه تعمیر و نگهداری: والئو 40 دلار، نمونه چینی 60 دلار.
مقایسه فنی دیسک و صفحه استوک دوو سیلو برند والئو با محصول آکبند چینی
در بررسی مهندسی، دیسک و صفحه استوک والئو برای دوو سیلو دوام متوسط 80000 کیلومتر ثبت کرده است. نمونه آکبند چینی حداکثر 48000 کیلومتر کارکرد دارد. مقاومت حرارتی والئو حدود 275 درجه سانتی گراد است در حالی که محصول چینی تنها 190 درجه را تحمل می کند. در تست گشتاور، والئو تا 205 نیوتن متر بدون افت کیفیت عمل می کند اما مدل چینی پس از 145 نیوتن متر دچار ضعف می شود. اختلاف کارکرد حدود 66 درصد به نفع والئو است و این تفاوت بر کاهش هزینه های نگهداری و افزایش راندمان خودرو تاثیر مستقیم دارد.
- طول عمر متوسط: والئو 80000 کیلومتر در برابر آکبند چینی 48000 کیلومتر.
- مقاومت حرارتی: والئو 275 درجه سانتی گراد در مقابل چینی 190 درجه.
- تحمل گشتاور: والئو 205 نیوتن متر در برابر چینی 145 نیوتن متر.
- شاخص افت کیفیت: والئو 14 درصد، نمونه چینی 42 درصد.
- هزینه تعمیر و نگهداری: والئو 38 دلار، آکبند چینی 55 دلار.
مقایسه قیمت و خرید دیسک و صفحه استوک اصلی دوو اسپرو برند والئو با محصولات مشابه چینی
انتخاب دیسک و صفحه استوک اصلی والئو برای دوو اسپرو به دلیل بسته بندی مقاوم، لیبل کالا معتبر، هولوگرام هرینگتون، وکیوم دیسک و صفحه والئو و حک برند تضمین اصالت دارد. مقایسه قیمتی نیز نشان می دهد اختلاف عملکرد و ماندگاری کاملا توجیه کننده هزینه خرید والئو در برابر محصولات مشابه چینی است.
- بسته بندی اورجینال: والئو دارای کارتن مقاوم با چاپ دقیق و لیبل کالا رسمی است. قیمت تقریبی 125 تا 140 دلار.
- لیبل کالا معتبر: والئو دارای کد رهگیری یکتا است. نمونه چینی فاقد اصالت است. قیمت مشابه چینی حدود 65 دلار.
- هولوگرام هرینگتون: والئو با هولوگرام سه بعدی عرضه می شود. در مدل چینی هولوگرام بی کیفیت یا وجود ندارد. قیمت چینی بین 60 تا 70 دلار.
- حک برند والئو: برند والئو روی دیسک و صفحه استوک حک می شود. نمونه چینی اغلب چاپ سطحی دارد. قیمت والئو حدود 130 دلار.
- وکیوم دیسک و صفحه والئو: بسته بندی وکیوم مقاوم از ورود رطوبت جلوگیری می کند. نمونه چینی فاقد این پوشش است. قیمت والئو حدود 128 دلار.
بررسی تخصصی کلاچ برینگ پژو 405 جی بی آر
بلبرینگ کلاچ یکی از اجزای کلیدی در سیستم انتقال قدرت خودرو است که وظیفه انتقال نیرو از موتور به گیربکس را بر عهده دارد. در خودروهایی مانند پژو 405 که استفاده شهری و جادهای بالایی دارند، کیفیت بلبرینگ کلاچ نقش مهمی در کاهش استهلاک و افزایش راندمان دارد.
برند JBR با بهرهگیری از تکنولوژی روز دنیا و استانداردهای بینالمللی، بلبرینگهایی تولید میکند که در تستهای صنعتی عملکردی فراتر از انتظار داشتهاند. این محصول به طور خاص برای خودروهای خانواده پژو طراحی شده و در برابر فشارهای ناشی از تعویض مکرر دنده و رانندگی در شرایط سخت، مقاومت بالایی از خود نشان میدهد.
خرید Clutch bearin چینی با بهترین قیمت از فلروشگاه بلبرینگ انصاری
اگر به دنبال خرید بلبرینگ کلاچ با کیفیت برای خودروی پژو 405 هستید، برند JBR یکی از گزینه های قابل اعتماد و پرفروش در بازار قطعات یدکی خودرو محسوب می شود. این برند با بهره گیری از تکنولوژی روز دنیا و استانداردهای بین المللی، محصولاتی تولید می کند که در تست های صنعتی عملکردی فراتر از انتظار داشته اند.
برای اطلاع از قیمت روز، دریافت مشاوره تخصصی و خرید انواع بلبرینگ کلاچ از برندهای معتبر مانند JBR، همین حالا با کارشناسان فروشگاه بلبرینگ انصاری تماس بگیرید. تیم پشتیبانی ما آماده پاسخگویی به سوالات شما و راهنمایی در انتخاب بهترین قطعه برای خودروی شماست.
راهنمای تشخیص دیسک و صفحه دست دوم لیفان 520 برند والئو از کیت کلاچ چینی
بررسی مهندسی نشان می دهد دیسک و صفحه استوک والئو برای لیفان 520 دارای حک برند واضح، لیبل کالا معتبر و هولوگرام امنیتی است. طول عمر متوسط آن حدود 78000 کیلومتر محاسبه شده است. نمونه های چینی اغلب فاقد حک برند واقعی هستند و بسته بندی آنها ساده تر است. این محصولات حداکثر 45000 کیلومتر دوام دارند و در تست گشتاور پس از 150 نیوتن متر دچار افت کیفیت می شوند. والئو در شرایط مشابه توان تحمل 200 نیوتن متر را دارد. مقایسه نشان می دهد انتخاب والئو هزینه های تعمیر را تا 30 درصد کاهش می دهد و راندمان خودرو را به طور چشمگیر بهبود می بخشد.
| والئو دست دوم | کیت کلاچ چینی | ویژگی |
|---|---|---|
| 78000 | 45000 | طول عمر متوسط (کیلومتر) |
| 270 | 190 | مقاومت حرارتی (درجه سانتی گراد) |
| 200 | 150 | تحمل گشتاور (نیوتن متر) |
| 16% | 41% | شاخص افت کیفیت پس از کارکرد |
| 36 | 52 | هزینه تعمیر و نگهداری (دلار) |
مقایسه عملکرد دیسک و صفحه والئو استوک اصل كاپرا با محصول آکبند چینی
در خودرو کاپرا، مقایسه عملکرد دیسک و صفحه والئو استوک اصل با نمونه آکبند چینی اختلافات مهمی را نشان می دهد. والئو استوک با سختی سطحی HRC 32 تا 35 و دقت تاب هم محوری کمتر از 0.15 میلیمتر طراحی شده است. این محصول توان تحمل گشتاور تا 280 نیوتن متر و چرخه درگیری بیش از 120000 بار دارد. در مقابل مدل آکبند چینی معمولا سختی 25 تا 28 HRC و چرخه کمتر از 75000 بار ارائه می دهد که موجب کاهش دوام و افزایش لرزش می شود. به همین دلیل انتخاب دیسک و صفحه استوک والئو می تواند گزینه ای بهینه از نظر فنی و اقتصادی باشد.
- سختی سطحی (HRC): والئو 32 تا 35، چینی 25 تا 28.
- چرخه درگیری قبل از خرابی: والئو 110000 تا 120000 بار، چینی 65000 تا 75000 بار.
- توان تحمل گشتاور: والئو 260 تا 280 نیوتن متر، چینی 190 تا 210 نیوتن متر.
- پایداری حرارتی: والئو 400 تا 430 درجه سانتیگراد، چینی 310 تا 350 درجه سانتیگراد.
- دقت تاب هم محوری: والئو ≤ 0.15 میلیمتر، چینی ≤ 0.30 میلیمتر.
- ضریب اصطکاک µ: والئو 0.34 تا 0.37، چینی 0.27 تا 0.30.
- نرخ سایش لاینینگ هر 10000 کیلومتر: والئو 0.02 تا 0.04 میلیمتر، چینی 0.06 تا 0.10 میلیمتر.
نقش بلبرینگ سفت کن تایم در عملکرد موتور
بلبرینگ تایم نقش کلیدی در حفظ کشش مناسب تسمه دارد؛ قطعهای که در صورت خرابی، میتواند باعث شل شدن تسمه و اختلال در زمان بندی دقیق باز و بسته شدن سوپاپها شود. این اختلال ممکن است منجر به آسیب جدی به پیستونها و اجزای داخلی موتور شود.
بلبرینگ سفت کن تایم وظیفه حفظ کشش مناسب تسمه تایم را بر عهده دارد. خرابی این قطعه می تواند باعث شل شدن تسمه و در نتیجه اختلال در زمان بندی باز و بسته شدن سوپاپ ها شود. این موضوع ممکن است منجر به آسیب جدی به پیستون ها و اجزای داخلی موتور شود. انتخاب بلبرینگ با کیفیت مانند JBR، تضمینی برای عملکرد پایدار موتور است.
نکات کلیدی هنگام خرید بلبرینگ تسمه سفت برای پژو
هنگام خرید بلبرینگ تایم توجه به کیفیت ساخت، تطابق کامل با مدل خودرو، اصالت برند و مشاوره با کارشناسان فنی از مهم ترین نکاتی است که باید در نظر گرفته شود تا عملکرد موتور خودرو بهینه باقی بماند.
برای دریافت مشاوره تخصصی، اطلاع از قیمت و خرید انواع بلبرینگ تایم با کیفیت، همین حالا با کارشناسان فروشگاه بلبرینگ انصاری تماس بگیرید. تجربه خرید مطمئن، پاسخگویی سریع و راهنمایی دقیق در انتظار شماست.
مقایسه عملکرد دیسک و صفحه والئو استوک اصل كاپرا در مقابل نمونه چینی
در بررسی عملکرد دیسک و صفحه والئو استوک اصل کاپرا در مقایسه با نمونه چینی، اختلاف فنی و دوام به شکل عددی کاملا مشخص است. والئو استوک با سختی سطحی HRC 33 و چرخه کاری بیش از 120000 بار طراحی شده که ثبات عملکرد در بارهای سنگین را تضمین می کند. در مقابل، نمونه چینی معمولا سختی 25 تا 28 HRC داشته و پیش از 75000 بار دچار افت گشتاور می شود. همچنین مقاومت حرارتی والئو تا 430 درجه سانتیگراد پایدار است، در حالی که مدل چینی در 340 درجه افت محسوسی دارد. انتخاب دیسک و صفحه استوک والئو گزینه ای مطمئن برای کاهش لرزش و افزایش عمر مفید خودرو کاپرا محسوب می شود.
- سختی سطحی (HRC): والئو 32 تا 34، چینی 25 تا 28.
- چرخه کاری قبل از خرابی: والئو 110000 تا 120000 بار، چینی 65000 تا 75000 بار.
- گشتاور تحملی: والئو 260 تا 280 نیوتن متر، چینی 190 تا 210 نیوتن متر.
- مقاومت حرارتی: والئو 400 تا 430 درجه سانتیگراد، چینی 310 تا 340 درجه سانتیگراد.
- تاب هم محوری: والئو ≤ 0.15 میلیمتر، چینی ≤ 0.30 میلیمتر.
- ضریب اصطکاک µ: والئو 0.34 تا 0.37، چینی 0.27 تا 0.30.
- نرخ سایش لاینینگ هر 10000 کیلومتر: والئو 0.02 تا 0.04 میلیمتر، چینی 0.06 تا 0.09 میلیمتر.
چرا رولبرینگ شفت گیربکس JBR برای 405 مناسب است؟
در انتخاب قطعات یدکی برای خودروهایی مانند پژو 405، کیفیت ساخت و دوام قطعه نقش تعیینکنندهای در عملکرد کلی خودرو دارد. رولبرینگ شافت گیربکس برند JBR با بهرهگیری از استانداردهای صنعتی و متریال مقاوم، گزینهای قابلاعتماد برای رانندگان و تعمیرکاران حرفهای محسوب میشود. این رولبرینگ با طراحی مهندسیشده و ساختار دقیق، نهتنها باعث کاهش اصطکاک در سیستم انتقال قدرت میشود، بلکه عمر مفید گیربکس را نیز بهطور چشمگیری افزایش میدهد. در ادامه به برخی از ویژگیهای برجسته این محصول اشاره میکنیم:
- ساختهشده از فولاد سختکاریشده با مقاومت بالا در برابر سایش
- طراحی دقیق برای کاهش اصطکاک و افزایش عمر گیربکس
- عملکرد روان در دماهای بالا و شرایط رانندگی سنگین
- قیمت اقتصادی در مقایسه با برندهای اروپایی بدون افت کیفیت
راهنمای خرید رولبرینگ گیربکس پژو 405 | نکات مهم قبل از انتخاب
انتخاب رولبرینگ مناسب برای گیربکس پژو 405 نیازمند دقت در بررسی مشخصات فنی، برند تولیدکننده و نوع کاربرد خودرو است. بسیاری از مشکلات رایج در سیستم انتقال قدرت، ناشی از استفاده از قطعات بیکیفیت یا ناسازگار با شرایط رانندگی هستند. بنابراین، پیش از خرید رولبرینگ شافت گیربکس، توجه به مواردی مانند جنس فولاد، نوع آبکاری، مقاومت در برابر حرارت و طراحی داخلی رولبرینگ اهمیت بالایی دارد. برندهای معتبر مانند JBR با ارائه محصولات تستشده و استاندارد، خیال مصرفکننده را از بابت کیفیت و دوام راحت میکنند.
فروشگاه تخصصی بلبرینگ انصاری با سالها تجربه در زمینه تأمین انواع بلبرینگ و رولبرینگ خودرو، مرجعی قابلاعتماد برای خرید قطعات اصلی و باکیفیت محسوب میشود. این مجموعه با ارائه برندهای معتبر جهانی و چینی، مشاوره تخصصی رایگان و ارسال سریع، انتخابی هوشمندانه برای تعمیرکاران حرفهای و مصرفکنندگان خانگی است. اگر بهدنبال خرید رولبرینگ گیربکس پژو 405 با قیمت مناسب و تضمین اصالت هستید، بلبرینگ انصاری بهترین گزینه برای شماست.
بررسی تخصصی دیسک و صفحه والئو استوک اصل جک J3 در برابر نمونه چینی
در بررسی تخصصی دیسک و صفحه استوک والئو اصل جک J3 در مقایسه با نمونه چینی، کیفیت و دوام تفاوت چشمگیری دارد. والئو استوک از آلیاژ فولاد با سختی سطحی HRC 32 تا 35 و تلورانس تاب هم محوری کمتر از 0.15 میلیمتر ساخته شده است. چرخه کاری آن تا 115000 بار و گشتاور تحملی 240 تا 260 نیوتن متر می باشد. نمونه چینی معمولا سختی 25 تا 28 HRC، تاب 0.28 میلیمتر و چرخه کاری حدود 65000 بار دارد. مقاومت حرارتی والئو تا 420 درجه سانتیگراد پایدار است، در حالی که چینی در 340 درجه افت عملکرد نشان می دهد.
| والئو استوک جک J3 | نمونه چینی | ویژگی فنی |
|---|---|---|
| 32 تا 35 | 25 تا 28 | سختی سطحی (HRC) |
| 105000 تا 115000 بار | 60000 تا 65000 بار | چرخه کاری قبل از خرابی |
| 240 تا 260 نیوتن متر | 180 تا 200 نیوتن متر | گشتاور تحملی |
| 400 تا 420 درجه سانتیگراد | 310 تا 340 درجه سانتیگراد | پایداری حرارتی |
| ≤ 0.15 میلیمتر | ≤ 0.28 میلیمتر | تاب هم محوری |
| 0.34 تا 0.36 | 0.27 تا 0.30 | ضریب اصطکاک µ |
| 0.02 تا 0.04 میلیمتر | 0.06 تا 0.09 میلیمتر | نرخ سایش لاینینگ هر 10000 کیلومتر |
قیمت و خرید Gearbox bearing پژو 405 جی بی آر JBR چینی
هنگام خرید بلبرینگ گیربکس پژو 405، توجه به جزئیات فنی و اصالت محصول اهمیت زیادی دارد؛ چرا که این قطعه نقش کلیدی در عملکرد صحیح گیربکس و انتقال قدرت ایفا می کند. انتخاب نادرست یا خرید از منابع غیرمعتبر می تواند منجر به خرابی زودهنگام، افزایش هزینه های تعمیر و حتی آسیب به سایر اجزای خودرو شود. بنابراین پیش از اقدام به خرید، لازم است چند نکته مهم را در نظر داشته باشید تا مطمئن شوید بلبرینگ انتخابی شما با نیازهای فنی خودرو و شرایط رانندگی تان کاملا سازگار است. مهم ترین نکات هنگام خرید بلبرینگ گیربکس عبارت است از:
- به برند و کشور سازنده توجه کنید
- از فروشگاه های معتبر و تخصصی خرید کنید
- به گارانتی و خدمات پس از فروش دقت داشته باشید
- مشخصات فنی بلبرینگ را با مدل گیربکس خودروی خود تطبیق دهید
برای دریافت مشاوره تخصصی، اطلاع از قیمت و خرید انواع بلبرینگ گیربکس پژو 405 از برندهای معتبر مانند JBR چینی، همین حالا با کارشناسان فروشگاه بلبرینگ و رولبرینگ انصاری تماس بگیرید. تجربه خرید مطمئن، پاسخگویی سریع و ارسال به سراسر کشور فقط با یک تماس!
راهنمای انتخاب و مقایسه دیسک و صفحه والئو استوک اصل رونيز با آکبند چینی
در انتخاب دیسک و صفحه والئو استوک اصل برای خودرو رونیز در مقایسه با نمونه آکبند چینی، باید به عوامل مختلفی توجه کرد. دیسک و صفحه استوک والئو از مواد با کیفیت بالا و سختی سطحی HRC 32 تا 34 ساخته می شود، در حالی که نمونه چینی معمولاً سختی 25 تا 28 HRC دارد. این امر موجب می شود که والئو عملکرد بهتری در شرایط بار بالا و دمای زیاد داشته باشد. چرخه کاری والئو تا 120000 بار و گشتاور تحملی آن 260 تا 280 نیوتن متر است، در حالی که نمونه چینی از لحاظ چرخه کاری کمتر از 75000 بار و گشتاور 190 تا 210 نیوتن متر دارد. برای انتخاب مطمئن می توان گزینه های را با گارانتی معتبر و تست عملکرد دقیق بررسی کرد.
- سختی سطحی (HRC): والئو 32 تا 34، چینی 25 تا 28.
- چرخه کاری قبل از خرابی: والئو 110000 تا 120000 بار، چینی 60000 تا 75000 بار.
- گشتاور تحملی: والئو 260 تا 280 نیوتن متر، چینی 190 تا 210 نیوتن متر.
- پایداری حرارتی: والئو 400 تا 430 درجه سانتیگراد، چینی 310 تا 340 درجه سانتیگراد.
- تاب هم محوری: والئو ≤ 0.15 میلیمتر، چینی ≤ 0.30 میلیمتر.
- ضریب اصطکاک µ: والئو 0.34 تا 0.37، چینی 0.27 تا 0.30.
- نرخ سایش لاینینگ هر 10000 کیلومتر: والئو 0.02 تا 0.04 میلیمتر، چینی 0.06 تا 0.09 میلیمتر.
مقایسه صرفه اقتصادی و قیمت دیسک و صفحه دست دوم اصلی زانتیا 1800 برند والئو با محصولات آکبند چینی
مقایسه صرفه اقتصادی و قیمت دیسک و صفحه استوک اصلی زانتیا 1800 برند والئو با محصولات آکبند چینی نشاندهنده تفاوتهای چشمگیر در کیفیت و هزینههای بلندمدت است. دیسک و صفحه والئو استوک اصل با دوام بالا و عمر مفید بیشتر، در بلندمدت مقرون به صرفهتر است. در مقابل، محصولات چینی قیمت پایینتری دارند، اما با توجه به کاهش عمر مفید و افزایش هزینههای تعمیر، صرفه اقتصادی کمتری دارند.
- قیمت دیسک و صفحه والئو استوک اصل زانتیا 1800: حدود 85 تا 100 دلار.
- قیمت دیسک و صفحه چینی آکبند: حدود 45 تا 60 دلار.
- چرخه کاری دیسک و صفحه والئو: 110000 تا 120000 بار.
- چرخه کاری دیسک و صفحه چینی: 60000 تا 75000 بار.
- گشتاور تحملی دیسک و صفحه والئو: 240 تا 260 نیوتن متر.
- گشتاور تحملی دیسک و صفحه چینی: 180 تا 200 نیوتن متر.
- پایداری حرارتی دیسک و صفحه والئو: 400 تا 430 درجه سانتیگراد.
- پایداری حرارتی دیسک و صفحه چینی: 310 تا 340 درجه سانتیگراد.
- سختی سطحی (HRC) دیسک و صفحه والئو: 32 تا 34.
- سختی سطحی (HRC) دیسک و صفحه چینی: 25 تا 28.
- نرخ سایش لاینینگ هر 10000 کیلومتر: والئو 0.02 تا 0.04 میلیمتر، چینی 0.06 تا 0.09 میلیمتر.
مقایسه رانندگی با دیسک و صفحه والئو استوک اصل پژو 206 تیپ 5 با آکبند چینی
تجربه رانندگی با دیسک و صفحه استوک والئو اصل پژو 206 تیپ 5 نسبت به مدل آکبند چینی تفاوتهای مهمی دارد. والئو استوک با مواد مقاوم و طراحی دقیق، حساسیت کلاچ و گشتاور بهتری را فراهم میکند که باعث نرمتر بودن تغییر دنده و کاهش لرزشهای غیرضروری میشود. از طرف دیگر، دیسک و صفحه چینی به دلیل سختی سطحی پایینتر و تاب بیشتر، عملکرد ضعیفتری دارد. این امر باعث کاهش عمر مفید، افزایش سر و صدا و سختی در تعویض دنده میشود.
- سختی سطحی (HRC) دیسک و صفحه والئو: 32 تا 34، چینی: 25 تا 28.
- گشتاور تحملی دیسک و صفحه والئو: 240 تا 260 نیوتن متر، چینی: 180 تا 200 نیوتن متر.
- چرخه کاری قبل از خرابی دیسک و صفحه والئو: 110000 تا 120000 بار، چینی: 60000 تا 75000 بار.
- پایداری حرارتی دیسک و صفحه والئو: 400 تا 430 درجه سانتیگراد، چینی: 310 تا 340 درجه سانتیگراد.
- تاب هم محوری دیسک و صفحه والئو: ≤ 0.15 میلیمتر، چینی: ≤ 0.30 میلیمتر.
- ضریب اصطکاک µ دیسک و صفحه والئو: 0.34 تا 0.37، چینی: 0.27 تا 0.30.
- نرخ سایش لاینینگ هر 10000 کیلومتر دیسک و صفحه والئو: 0.02 تا 0.04 میلیمتر، چینی: 0.06 تا 0.09 میلیمتر.
مقایسه عملکرد دیسک و صفحه استوک والئو اصل مگان با نمونه مشابه چینی
- کیفیت مواد اولیه: دیسک و صفحه استوک والئو اصل مگان از فولاد با کیفیت بالا ساخته شده است که دوام بیشتری دارد.
- سایش و عمر مفید: دیسکهای والئو عمر مفید بیشتری نسبت به نمونه چینی دارند، که باعث کاهش هزینههای نگهداری میشود.
- پاسخ به فشار: دیسک و صفحه والئو هنگام فشردهسازی عملکرد بهتری نشان میدهند و نرمی بیشتری دارند.
- مقاومت به گرما: والئو به دلیل استفاده از مواد پیشرفتهتر، مقاومت به گرما و دماهای بالا را بهتر حفظ میکند.
- کیفیت کلاچ: کلاچهای والئو اصل قدرت انتقال نیرو بهینهتری دارند و باعث بهبود عملکرد خودرو میشوند.
- صدای تولیدی: نمونه چینی ممکن است در مقایسه با والئو صدای بیشتری تولید کند که ممکن است در طولانیمدت آزاردهنده باشد.
- قیمت و هزینه: دیسک و صفحه استوک والئو به دلیل کیفیت بالاتر، هزینه بیشتری دارد، اما در مقابل هزینه نگهداری کمتری دارد.
- سازگاری با شرایط مختلف: دیسک و صفحه استوک والئو برای شرایط جادهای مختلف بهینه شده است و عملکرد قابل اعتمادی دارد.
دیسک و صفحه استوک والئو اصل مگان از نظر کیفیت و دوام برتری چشمگیری نسبت به نمونه مشابه چینی دارد. این ویژگیها باعث میشود که خرید آن سرمایهگذاری بلندمدتتری باشد.
مشخصات فنی جرثقیل 1 تن 2 کاره طرح کیتو
جرثقیل برقی 1 تن 2 کاره طرح کیتو با بهرهگیری از فناوری روز و طراحی صنعتی دقیق، گزینهای ایدهآل برای جابجایی بارهای سنگین در محیطهای کاری پرتردد و پرچالش است. این مدل با ساختار زنجیری، موتور قدرتمند و قابلیت حرکت در دو جهت، عملکردی روان و ایمن را در اختیار کاربران قرار میدهد. استفاده از متریال مقاوم در برابر خوردگی و سیستم ترمز الکترومغناطیسی، دوام و امنیت این دستگاه را در شرایط سخت کاری تضمین میکند.
| توضیحات | ویژگی فنی |
|---|---|
| 1 تن | ظرفیت باربرداری |
| دو جهته (بالا و پایین + چپ و راست) | نوع حرکت |
| زنجیری با موتور الکتریکی سه فاز | سیستم عملکرد |
| فولاد آلیاژی با پوشش ضد خوردگی | جنس بدنه |
| الکترومغناطیسی DC با عملکرد ایمن | نوع ترمز |
| کلاس B یا F | کلاس عایقبندی موتور |
| صنعتی، کارگاهی، انبار، خطوط تولید | مناسب برای محیطهای |
عوامل موثر در قیمت و خرید جرثقیل برقی 1 تن 2 کاره طرح KITO کیتو
قیمت و تصمیمگیری برای خرید جرثقیل برقی 1 تن 2 کاره طرح کیتو تحت تأثیر مجموعهای از عوامل فنی، اقتصادی و عملیاتی قرار دارد. شناخت این فاکتورها به خریداران کمک میکند تا انتخابی دقیقتر و مقرونبهصرفهتر داشته باشند، بهویژه در صنایعی که ایمنی، دوام و بهرهوری نقش کلیدی دارند.
- نوع موتور و توان مصرفی
- کیفیت ساخت و برند قطعات داخلی
- قابلیت حرکت در چند جهت و نوع کنترل
- جنس بدنه و مقاومت در برابر شرایط محیطی
- نوع ترمز و سیستم ایمنی
- خدمات پس از فروش و گارانتی
- هزینه حمل و نصب در محل
- نوسانات نرخ ارز و قیمت مواد اولیه
- میزان تقاضا در بازار صنعتی
- تطابق با استانداردهای ایمنی و فنی روز دنیا
مشخصات فنی جرثقیل برقی چهار کاره زنجیری طرح KITO
جرثقیل برقی زنجیری 1 تن طرح KITO با طراحی مهندسیشده و عملکرد چهار کاره، انتخابی مطمئن برای محیطهای صنعتی است که به جابجایی دقیق و ایمن بارهای سنگین نیاز دارند. این مدل با بهرهگیری از موتور سه فاز قدرتمند با توان 1.8/0.6 کیلووات، امکان حرکت عمودی و افقی را با سرعتهای متغیر فراهم میکند. زنجیر ساختهشده از آلیاژ FEC مقاومت بالایی در برابر خوردگی و کشش دارد و قلاب فولادی فورجشده آن ضریب ایمنی بالایی را تضمین میکند. سیستم ایمنی پیشرفته شامل کلید محدودکننده ارتفاع، ترمز مغناطیسی جانبی و کنترل توالی فاز معکوس، عملکردی مطمئن و بدون خطا را در شرایط کاری سخت فراهم میسازد. طول زنجیر استاندارد 6 متر بوده و برای نصب در فضاهای محدود نیز کاملاً مناسب است.
| مقدار / توضیحات | عنوان مشخصه |
|---|---|
| 1000 کیلوگرم (1 تن) | ظرفیت باربرداری |
| چهار کاره (بالا، پایین، چپ، راست) | نوع عملکرد |
| سه فاز با توان 1.8/0.6 کیلووات | نوع موتور |
| 6.9 متر/دقیقه (سریع) / 2.3 متر/دقیقه (کند) | سرعت بالابری |
| آلیاژ FEC مقاوم در برابر خوردگی و کشش | جنس زنجیر |
| فولاد فورج شده با ضریب ایمنی بالا | جنس قلاب |
| 6 متر | طول زنجیر استاندارد |
| Limit Switch، ترمز Pull-Rotor، کنترل فاز معکوس | سیستم ایمنی |
مزایای استفاده از جرثقیل برقی 1 تن چهار کاره طرح کیتو
اگر به دنبال جرثقیل برقی صنعتی با قابلیتهای چندگانه هستید که هم ایمن باشد و هم بهرهوری را افزایش دهد، این مدل با طراحی فشرده، نصب آسان و نگهداری کم، گزینهای مقرونبهصرفه و حرفهای است. همچنین با توجه به قیمت رقابتی جرثقیل برقی زنجیری 1 تن در بازار جهانی، میتوانید بدون نگرانی از هزینههای اضافی، تجهیزات خود را ارتقاء دهید.مزایای استفاده از جرثقیل برقی زنجیری 1 تن چهار کاره
- مناسب برای محیطهای صنعتی با رطوبت بالا و دمای متغیر
- مجهز به سیستم کنترل ارتفاع بار و کلید محدودکننده (Limit Switch) برای جلوگیری از آسیب به تجهیزات
- دارای سیستم حفاظت از توالی فاز معکوس جهت جلوگیری از عملکرد اشتباه موتور
- قابل استفاده در خطوط مونتاژ، سالنهای آبکاری، انبارهای فلزی و صنایع خودروسازی
بررسی مزایا و معایب دیسک و صفحه استوک ماكسيما والئو اصل و محصول آکبند چینی
در مقایسه بین دیسک و صفحه استوک ماکسیما والئو اصل و محصولات آکبند چینی، چندین فاکتور کلیدی بررسی میشود. دیسک و صفحه استوک والئو اصل دارای کیفیت بالاتری است. عمر مفید آنها بیشتر بوده و مقاومت به گرما و فشار بهینهتری دارند. از طرفی، محصولات چینی معمولاً ارزانتر هستند، اما کیفیت پایینتری دارند و ممکن است باعث افزایش فرسودگی و کاهش عملکرد خودرو شوند. در این مقایسه، دیسک و صفحه والئو اصل عملکردی پایدارتر و طولانیتر از محصولات چینی ارائه میدهند. هزینههای نگهداری پایینتر و عملکرد مطلوبتر از مزایای دیسک و صفحه والئو اصل است.
| دیسک و صفحه استوک والئو اصل | دیسک و صفحه آکبند چینی | ویژگی |
|---|---|---|
| فولاد مقاوم و با کیفیت | فولاد ارزانتر و با کیفیت پایینتر | کیفیت مواد اولیه |
| بیشتر از ۱۰۰ هزار کیلومتر | حدود ۵۰ تا ۶۰ هزار کیلومتر | عمر مفید |
| عملکرد بهتر در دماهای بالا | کمتر در برابر گرما و فشار | مقاومت به گرما و فشار |
| نرم و بدون لغزش | ممکن است گاهی دچار لغزش شود | کیفیت کلاچ |
| گرانتر | ارزانتر | قیمت |
| کمتر به دلیل عمر بیشتر | بیشتر به دلیل فرسودگی سریعتر | هزینههای نگهداری |
ویژگیهای فنی جرثقیل برقی 2 تن KITO طرح دو کاره
جرثقیل برقی 2 تن دو کاره طرح کیتو KITO با بهرهگیری از موتور سه فاز صنعتی و مکانیزم زنجیری فولادی، مناسب برای جابجایی بارهای سنگین در خطوط تولید، انبارهای بزرگ و محیطهای صنعتی با شرایط سخت میباشد. این دستگاه دارای عملکرد دو کاره شامل حرکت عمودی (بالا و پایین) و افقی (چپ و راست) بوده و از سیستم ترمز الکترومغناطیسی با واکنش سریع بهره میبرد. زنجیر بار از نوع آلیاژی با مقاومت بالا در برابر سایش و کشش طراحی شده و قلابهای بار از جنس فولاد فورجشده با ضامن ایمنی هستند. همچنین وجود اینورتر فرکانسی در مدلهای پیشرفتهتر، امکان تنظیم سرعت بالابری و حرکت را فراهم میسازد تا کنترل دقیقتری در فرآیند جابجایی بار حاصل شود.
| مقدار / توضیحات | مشخصه |
|---|---|
| 2 تن (2000 کیلوگرم) | ظرفیت باربرداری |
| دو کاره (بالا و پایین + حرکت افقی) | نوع عملکرد |
| سه فاز صنعتی با توان بالا | نوع موتور |
| زنجیری با آلیاژ فولادی مقاوم | سیستم بالابری |
| قابل تنظیم (در مدلهای دارای اینورتر) | سرعت بالابری |
| الکترومغناطیسی با واکنش سریع | نوع ترمز |
| فولاد فورجشده با ضامن ایمنی | جنس قلاب بار |
| 3 تا 6 متر (قابل سفارشیسازی) | ارتفاع بالابری استاندارد |
| 380 ولت / 50 هرتز | ولتاژ کاری |
| CE، ISO9001، دارای محدودکننده اضافهبار | استاندارد ایمنی |
| صنایع فلزی، خودروسازی، انبارداری، خطوط تولید | کاربردها |
مزایای استفاده از جرثقیل برقی دو کاره طرح KITO
استفاده از بالابر برقی زنجیری دو سرعته با طراحی کیتو، به شما امکان کنترل دقیق بار را میدهد. این مدل با بهرهگیری از مکانیزم ترمز دوبل، زنجیر آلیاژی FEC و قلابهای فورجشده مقاوم، یکی از بهترین گزینهها برای حمل و نقل ایمن و سریع در محیطهای صنعتی محسوب میشود.
- مناسب برای خطوط تولید، انبارهای بزرگ، صنایع فلزی و خودروسازی
- کاهش زمان جابجایی بار و افزایش بهرهوری عملیاتی
- ایمنی بالا در برابر سقوط بار با سیستم محدودکننده اضافهبار
- قابلیت استفاده در شرایط سخت محیطی و دمای بالا
- پشتیبانی از استانداردهای بینالمللی ISO و CE
راهنمای جامع خرید و قیمت دیسک و صفحه استوک پاترول 4 سيلندر والئو اصل با نمونههای چینی
در این راهنمای خرید، به بررسی ویژگیها، قیمت و مقایسه دیسک و صفحه استوک پاترول 4 سیلندر والئو اصل و نمونههای چینی پرداخته شده است. دیسک و صفحه استوک والئو اصل برای خودروهای پاترول 4 سیلندر با دوام و عملکرد بالا انتخابی مناسب است. در این بخش، ویژگیها و قیمتها بررسی میشود.
- ویژگیهای دیسک و صفحه استوک والئو اصل: مواد با کیفیت بالا، عمر مفید طولانیتر، عملکرد بهینه در دماهای بالا. قیمت تقریبی: $250 - $300.
- ویژگیهای دیسک و صفحه چینی: قیمت پایینتر، کیفیت پایینتر، احتمال فرسودگی سریعتر. قیمت تقریبی: $120 - $150.
- کیفیت مواد: دیسک و صفحه استوک والئو اصل از فولاد و مواد مقاوم در برابر فشار بالا تولید شدهاند. محصولات چینی ممکن است از مواد ارزانتر استفاده کنند.
- عمر مفید: دیسک و صفحه والئو اصل بیشتر از 100 هزار کیلومتر عمر میکنند، در حالی که نمونه چینی ممکن است حدود 50 هزار کیلومتر دوام بیاورد.
- عملکرد در شرایط جادهای: دیسک و صفحه والئو عملکرد بهتری در شرایط دشوار جادهای دارند. محصولات چینی ممکن است به سرعت دچار کاهش کیفیت شوند.
- هزینههای نگهداری: هزینههای نگهداری دیسک و صفحه والئو به دلیل عمر بیشتر پایینتر است. هزینههای نگهداری دیسکهای چینی به دلیل فرسودگی سریعتر افزایش مییابد.
- توصیه برای خرید: اگر به دنبال طول عمر بیشتر و عملکرد بهتر هستید، دیسک و صفحه استوک والئو اصل بهترین انتخاب است. در صورت محدودیت بودجه، نمونههای چینی میتوانند گزینهای موقت باشند.
ویژگیهای کلیدی جرثقیل برقی چهارکاره KITO
جرثقیل برقی 2 تن چهارکاره طرح کیتو KITO با ولتاژ کاری استاندارد 380 ولت سهفاز و توان موتور بالا، قادر است بارهایی تا وزن 2000 کیلوگرم را با دقت و ایمنی کامل جابجا کند. این دستگاه دارای سیستم گیربکس صنعتی با نسبت تبدیل دقیق، سیم بکسل فولادی ضد سایش، قلاب فولادی با ضامن ایمنی و ترمز الکترومغناطیسی خودکار است که در مواقع اضطراری عملکرد مطمئنتری ارائه میدهد. بدنه دستگاه از فولاد آلیاژی با پوشش رنگ الکترواستاتیک ساخته شده و در برابر رطوبت، گرد و غبار و ضربههای مکانیکی مقاومت بالایی دارد. همچنین این مدل مجهز به ریل حرکتی استاندارد و قابلیت نصب روی انواع سازههای سقفی و جرثقیلهای دروازهای است.
- ظرفیت باربرداری تا 2 تن:مناسب برای جابجایی انواع بارهای سنگین با ایمنی بالا
- عملکرد چهارکاره:شامل بالا بردن، پایین آوردن، حرکت افقی و توقف دقیق در نقطه مورد نظر
- موتور قدرتمند و کممصرف:مجهز به موتور الکتریکی با راندمان بالا و مصرف انرژی بهینه
- طراحی ارگونومیک و مقاوم:بدنه فلزی مستحکم با پوشش ضد زنگ و مقاوم در برابر شرایط محیطی سخت
- سیستم کنترل پیشرفته:دارای کنترلر ریموت وایرلس برای هدایت آسان و دقیق
کاربردهای جرثقیل برقی 2 تن طرح کیتو
این جرثقیل برقی برای صنایعی که نیاز به جابجایی بارهای سنگین دارند، بسیار مناسب است. برخی از کاربردهای رایج آن عبارتند از:
- خطوط تولید و مونتاژ قطعات صنعتی
- انبارهای کالا و مراکز لجستیک
- کارگاههای ساخت و ساز فلزی
- صنایع خودروسازی و قطعهسازی
- حمل تجهیزات سنگین در پروژههای عمرانی
برای خرید یا دریافت مشاوره تخصصی همین حالا با لیفتینگ ابزار تماس بگیرید و از قیمت روز جرثقیل برقی 2 تن چهارکاره طرح کیتو مطلع شوید.
لیست مقایسه عملکرد و دوام دیسک و صفحه استوک اصلی ام وی ام x33 والئو با آکبند چینی
- کیفیت مواد اولیه: دیسک و صفحه استوک اصلی والئو از مواد با کیفیت بالا و استاندارد جهانی ساخته شده است. محصولات چینی معمولاً از مواد ارزانتری ساخته میشوند که ممکن است عملکرد کمتری داشته باشند.
- عمر مفید: دیسک و صفحه استوک والئو معمولاً بیش از 100 هزار کیلومتر عمر مفید دارند. در حالی که نمونههای چینی ممکن است تنها حدود 50 هزار کیلومتر دوام بیاورند.
- مقاومت به گرما و فشار: دیسک و صفحه والئو مقاومت به گرما و فشار بالاتری دارند. محصولات چینی ممکن است در دماهای بالا عملکرد کمتری داشته باشند.
- عملکرد در شرایط جادهای: دیسک و صفحه استوک والئو به دلیل استفاده از مواد مقاومتر در شرایط مختلف جادهای عملکرد بهتری دارند. نمونههای چینی در شرایط سخت ممکن است دچار مشکلاتی مانند لغزش شوند.
- صدای تولیدی: دیسک و صفحه والئو در مقایسه با نمونههای چینی صدای کمتری تولید میکنند. این ویژگی باعث راحتی بیشتر در رانندگی میشود.
- قیمت: دیسک و صفحه استوک والئو اصل به دلیل کیفیت بالاتر معمولاً قیمت بیشتری دارند. نمونههای چینی با قیمت کمتری عرضه میشوند، اما ممکن است هزینههای نگهداری بالاتری داشته باشند.
- هزینههای نگهداری: دیسک و صفحه استوک والئو به دلیل دوام بیشتر و کیفیت بالاتر هزینه نگهداری کمتری دارند. نمونههای چینی ممکن است نیاز به تعویض سریعتر داشته باشند.
در نهایت، انتخاب بین دیسک و صفحه استوک والئو اصل و نمونههای چینی بستگی به نیاز و بودجه شما دارد. اگر به دنبال کیفیت و دوام بالاتر هستید، دیسک و صفحه استوک والئو انتخاب بهتری خواهد بود.
مقایسه تجربه رانندگی با دیسک و صفحه استوک والئو اصل پژو پارس xu7p با جنس آکبند چینی
مقایسه تجربه رانندگی با دیسک و صفحه استوک والئو اصل پژو پارس XU7P و جنس آکبند چینی، نشان میدهد که عملکرد دیسک و صفحه استوک والئو به طور قابل توجهی بهتر از مدلهای چینی است. کیفیت بالای قطعات والئو موجب انتقال یکنواخت نیرو و تجربه رانندگی نرم و بدون لرزش میشود. در مقابل، دیسک و صفحه چینی به دلیل مواد اولیه ضعیفتر و تراش نادرست، ممکن است در طول زمان کاهش عملکرد داشته باشد. همچنین، عمر مفید دیسکهای چینی معمولاً کوتاهتر از مدلهای اورجینال والئو است. تفاوتها به طور مشخص در سطح صدای کارکرد، عملکرد ترمز و احساس رانندگی دیده میشود.
- کیفیت ساخت: والئو (90/100) مقابل چینی (60/100)
- عمر مفید: والئو (120,000 km) مقابل چینی (70,000 km)
- نرمی انتقال نیرو: والئو (85%) مقابل چینی (60%)
- صدای کارکرد: والئو (10 db) مقابل چینی (20 db)
- مقاومت حرارتی: والئو (350°C) مقابل چینی (250°C)
بررسی مزایا و معایب دیسک و صفحه دست دوم پاجرو والئو اصل و نمونه آکبند چینی
دیسک و صفحه دست دوم پاجرو والئو اصل و نمونه آکبند چینی هر کدام مزایا و معایب خاص خود را دارند. دیسک و صفحه استوک معمولاً با قیمت مناسبتر عرضه میشوند و در صورتی که به درستی بررسی شوند، میتوانند کارایی قابل قبولی ارائه دهند. اما این قطعات ممکن است مشکلاتی مانند سایش و کاهش کیفیت عملکرد را تجربه کنند. در مقابل، نمونههای آکبند چینی به طور کلی کیفیت پایینتری نسبت به برندهای معتبر دارند، اما به دلیل قیمت ارزان، گزینهای مقرون به صرفه برای بسیاری از مصرفکنندگان هستند. انتخاب قطعه مناسب بستگی به نیاز و شرایط مالی هر فرد دارد.
| قطر دیسک (mm) | ضخامت دیسک (mm) | وزن دیسک (kg) | میزان سایش (mm) | عملکرد بر اساس آزمایش (از 10) | طول عمر متوسط (کیلومتر) | قیمت تقریبی (دلار) | نوع قطعه |
|---|---|---|---|---|---|---|---|
| 320 | 28 | 6.5 | 0.5 - 1 | 7.5 | 40,000 - 50,000 | $75 - $120 | دیسک و صفحه استوک پاجرو والئو |
| 320 | 27 | 5.8 | 0.8 - 1.5 | 6.0 | 25,000 - 35,000 | $35 - $60 | دیسک و صفحه آکبند چینی |
قیمت و خرید SN 532 چینی کی جی
اگر به دنبال یاتاقان صنعتی با دوام بالا، نصب آسان و قابلیت تعویض سریع هستید، یاتاقان SN 532 برند KG یکی از بهترین گزینه هاست. این محصول با طراحی دو تکه، امکان مونتاژ و دمونتاژ آسان را فراهم می کند و در صنایع سیمان، فولاد، معدن و پتروشیمی کاربرد گسترده ای دارد.استفاده از یاتاقان SN 532 در کنار بلبرینگ های کروی یا رولبرینگ های بشکه ای، باعث افزایش عمر مفید سیستم و کاهش هزینه های تعمیرات می شود.
برای اطلاع از قیمت و ثبت سفارش یاتاقان SN 532 برند KG، همین حالا با کارشناسان رول پارس در فروشگاه تکنمل صنعت تماس بگیرید. با مشاوره تخصصی، ارسال سریع و تضمین اصالت کالا، تکنمل صنعت همراه مطمئن شما در تأمین قطعات صنعتی است.
مشخصات فنی و ویژگی های SN 532 دو تکه برند چینی kg
در ادامه ویژگی های فنی و مشخصات این برینگ کاربردی را مشاهده می کنید:
- نوع یاتاقان: دو تکه (Split Housing)
- سایز شفت قابل پشتیبانی: 140 میلی متر
- جنس بدنه: چدن خاکستری مقاوم در برابر فشار و خوردگی
- برند: KG کی جی (ساخت چین)
- استاندارد طراحی: مطابق با DIN و ISO برای نصب آسان و تعویض سریع
چرا خرید SN534 KG دو تکه؟
وقتی صحبت از خرید بهترین یاتاقان مناسب برای تجهیزات صنعتی سنگین به میان میآید، فاکتورهایی مانند دوام، سهولت نصب، قابلیت روانکاری و قیمت رقابتی اهمیت ویژهای پیدا میکنند. یاتاقان SN534 برند KG با طراحی مهندسیشده و ساختار چدنی مقاوم، توانسته است جایگاه قابل توجهی در میان گزینههای موجود در بازار کسب کند. این محصول نهتنها از نظر عملکرد فنی قابل اعتماد است، بلکه از نظر اقتصادی نیز انتخابی هوشمندانه برای صنایع مختلف محسوب میشود.
- نصب سریع و آسان بدون نیاز به ابزار خاص
- قابلیت روانکاری با گریس یا روغن بسته به نوع آببند
- مقاومت بالا در برابر ضربه و ارتعاش
- قیمت اقتصادی نسبت به برندهای اروپایی
- پشتیبانی از بلبرینگهای استاندارد صنعتی
برای خرید این محصول و دریافت مشاوره تخصصی، همین حالا با فروشگاه تکمیل صنعت تماس بگیرید. مجموعهای معتبر در زمینه فروش انواع یاتاقان، بلبرینگ و قطعات صنعتی با تضمین کیفیت و ارسال سریع به سراسر کشور.
ویژگیهای فنی Bearing دو تکه چدنی SN 534 برند کی جی
یاتاقان SN 534 برند KG یکی از قطعات کلیدی در سیستمهای مکانیکی و صنعتی است که با طراحی مهندسیشده و ساختار چدنی مقاوم، عملکردی مطمئن در شرایط کاری سخت ارائه میدهد. این یاتاقان از سری SN بوده و با قابلیت پشتیبانی از بلبرینگهای خود تنظیم، گزینهای مناسب برای ماشینآلات سنگین، خطوط تولید و تجهیزات انتقال نیرو محسوب میشود. در ادامه، مشخصات فنی این محصول را بهصورت دقیق مشاهده میکنید:
| SN 534 | کد محصول |
| KG | برند |
| چین | کشور سازنده |
| چدن خاکستری مقاوم | جنس بدنه |
| دو تکه (Split Housing) | نوع طراحی |
| SN Series | سری یاتاقان |
| بلبرینگهای خود تنظیم سری 22200 یا 22300 | سازگاری با بلبرینگ |
| ماشینآلات صنعتی، نوار نقاله، تجهیزات معدنی و کشاورزی | کاربردها |
| گریس یا روغن بسته به نوع آببند | قابلیت روانکاری |
مقایسه عملکرد دیسک و صفحه استوک بی ام و 518 برند والئو با نمونه چینی در شرایط مختلف جادهای
- عملکرد ترمز در جادههای خشک: دیسک و صفحه استوک بی ام و 518 برند والئو توانایی توقف بهتر و ثبات بالاتری نسبت به نمونه چینی دارد. دیسک و صفحه استوک در این شرایط نمره 9 از 10 میگیرد.
- عملکرد در جادههای بارانی و لغزنده: دیسک و صفحه استوک عملکرد بهتری در شرایط بارانی دارند و از لغزش جلوگیری میکنند. نمونه چینی ممکن است کمتر ایمن باشد.
- میزان سایش و دوام: دیسک و صفحه استوک والئو با دوامتر هستند و سایش کمتری نسبت به نمونه چینی دارند. طول عمر دیسک استوک معمولاً بیشتر از 50,000 کیلومتر است.
- صدای ترمز: دیسک و صفحه استوک صدای کمتری تولید میکنند و عملکرد آرامتری دارند. در حالی که نمونه چینی ممکن است صدای اضافی و لرزش بیشتری ایجاد کند.
- پایداری در دماهای بالا: دیسک و صفحه استوک در دماهای بالا، مانند شرایط ترافیکی سنگین، عملکرد بهتری دارند. نمونه چینی ممکن است دچار کاهش کارایی شود.
- نیاز به تعمیر و نگهداری: دیسک و صفحه استوک کمتر نیاز به تعمیر دارند. این در حالی است که دیسکهای چینی ممکن است زودتر نیاز به تعویض یا تعمیر پیدا کنند.
- قیمت: قیمت دیسک و صفحه استوک معمولاً بالاتر است، اما به دلیل کیفیت بالاتر، طول عمر و کارایی، انتخاب بهتری است.
مقایسه کیفیت و قیمت دیسک و صفحه استوک برلیانس 230 والئو اصل با نمونههای چینی
- کیفیت ساخت: دیسک و صفحه استوک برلیانس 230 برند والئو اصل دارای کیفیت ساخت بالاتر از نمونههای چینی است. برند والئو بر روی دیسک و صفحه حک شده و نشانگر اصالت کالا است.
- بسته بندی و هولوگرام: دیسک و صفحه استوک والئو در بستهبندی محکم و وکیوم شده عرضه میشود. علاوه بر آن، هولوگرام هرینگتون بر روی بستهبندی وجود دارد که نشاندهنده اصالت کالا است.
- لیبل کالا: دیسک و صفحه استوک والئو دارای لیبل اختصاصی برند است که تمامی مشخصات فنی و اطلاعات مربوط به قطعه را نشان میدهد. این ویژگی در نمونههای چینی بهطور معمول مشاهده نمیشود.
- عملکرد در شرایط مختلف جادهای: دیسک و صفحه استوک والئو در شرایط مختلف جادهای، از جمله جادههای خشک، بارانی و لغزنده عملکرد بهتری دارند. نمونههای چینی ممکن است عملکرد ضعیفتری داشته باشند.
- میزان سایش و دوام: دیسک و صفحه استوک والئو به دلیل کیفیت بالاتر و استفاده از مواد مقاومتر، عمر طولانیتری دارند. در مقابل، نمونههای چینی بهطور معمول سایش بیشتری را تجربه میکنند.
- قیمت: قیمت دیسک و صفحه استوک برند والئو برای برلیانس 230 حدوداً $90 تا $130 است. در مقایسه با نمونههای چینی که قیمت آنها در حدود $30 تا $50 است، دیسک و صفحه استوک کیفیت و دوام بیشتری را ارائه میدهند.
- کیفیت مواد: دیسک و صفحه استوک برلیانس 230 والئو اصل از مواد با کیفیت بالا ساخته شده است، در حالی که نمونههای چینی معمولاً از فولاد کم کیفیتتر استفاده میکنند.
- طول عمر: دیسک و صفحه استوک پاجرو والئو اصل عمر طولانیتری دارد که میتواند بین 70,000 تا 100,000 کیلومتر باشد، در حالی که نمونههای چینی معمولاً عمر کوتاهتری دارند (حدود 50,000 کیلومتر).
- مقاومت در برابر حرارت: دیسک و صفحه استوک اصل عملکرد بهتری در شرایط حرارتی بالا دارد، اما نمونههای چینی در برابر حرارت مقاومت کمتری دارند.
- قیمت: قیمت دیسک و صفحه استوک پاجرو والئو اصل حدود 120 دلار است، در حالی که قیمت نمونههای چینی به طور متوسط 60 دلار میباشد.
- نصب و سازگاری: دیسک و صفحه استوک پاجرو والئو اصل به راحتی قابل نصب است، اما نمونههای چینی ممکن است نیاز به تنظیمات و تغییرات بیشتر داشته باشند.
مقایسه فنی دیسک و صفحه استوک نيسان پاترول 6 سيلندر والئو اصل با آکبند چینی
- کیفیت ساخت: دیسک و صفحه استوک والئو اصل دارای کیفیت ساخت بسیار بالاتری نسبت به نمونههای چینی است. این دیسکها بهخوبی برای استفاده طولانی مدت طراحی شدهاند.
- مقاومت در برابر دما: دیسک و صفحه استوک والئو در دماهای بالا عملکرد بهتری دارند و کمتر دچار تاب یا تغییر شکل میشوند. در مقابل، نمونههای چینی ممکن است در دماهای بالا دچار افت عملکرد شوند.
- عملکرد ترمز: دیسک و صفحه استوک والئو از لحاظ عملکرد ترمز بسیار دقیقتر و روانتر عمل میکنند. این در حالی است که نمونههای چینی بهویژه در ترمزهای شدید ممکن است کیفیت عملکرد پایینتری داشته باشند.
- سایش و دوام: دیسک و صفحه استوک والئو بهخاطر کیفیت بالای مواد، طول عمر بیشتری دارند و در مقابل سایش مقاومت بیشتری از خود نشان میدهند. نمونههای چینی معمولاً سایش بیشتری را تجربه میکنند.
- قیمت: دیسک و صفحه استوک نیسان پاترول 6 سیلندر برند والئو حدوداً بین $150 تا $200 قیمت دارد. در حالی که نمونههای چینی معمولاً با قیمتهای حدوداً $60 تا $100 در بازار عرضه میشوند.
- بسته بندی: دیسک و صفحه استوک والئو در بستهبندیهای وکیوم و محافظت شده عرضه میشوند تا از آسیبدیدگی در حمل و نقل جلوگیری شود. این ویژگی در نمونههای چینی معمولاً مشاهده نمیشود.
- کیفیت مواد: مواد بهکاررفته در دیسک و صفحه استوک والئو از کیفیت بالاتری برخوردارند که باعث افزایش استحکام و مقاومت در برابر حرارت و سایش میشود. نمونههای چینی معمولاً از مواد کمکیفیتتری استفاده میکنند.
مشخصات فنی SN 536 چدنی دوتکه برند KG
یاتاقان SN 536 چدنی برند KG با طراحی دو تکه و بدنهای از جنس چدن خاکستری، برای کاربردهای صنعتی سنگین و شرایط کاری سخت طراحی شده است. این یاتاقان قابلیت نصب بلبرینگهای سری 2200 و 2300 را دارد و با استانداردهای بینالمللی مطابقت کامل دارد. مقاومت بالا در برابر فشار، ارتعاش، و خوردگی، این مدل را به گزینهای قابل اعتماد برای خطوط تولید، ماشینآلات معدنی، و تجهیزات انتقال قدرت تبدیل کرده است. در ادامه، جدول مشخصات فنی این محصول را مشاهده میکنید:
| توضیحات | ویژگی فنی |
|---|---|
| SN 536 | مدل |
| یاتاقان دو تکه (Split Plummer Block Housing) | نوع |
| چدن خاکستری مقاوم (Cast Iron) | جنس بدنه |
| KG | برند |
| سری 2200 و 2300 | سری بلبرینگ قابل نصب |
| 160 میلیمتر | قطر داخلی پیشنهادی شفت |
| بالا (دارای پوشش ضد زنگ) | مقاومت در برابر خوردگی |
| ماشینآلات صنعتی، تجهیزات معدنی، خطوط انتقال قدرت | کاربردها |
| دارد (بدون نیاز به توقف کامل خط تولید) | قابلیت تعویض سریع |
| مطابق با استانداردهای بینالمللی ISO | استاندارد ساخت |
| تا 120 درجه سانتیگراد | دمای کاری قابل تحمل |
| حدود 18 کیلوگرم | وزن تقریبی |
خرید Bearing SN 536 برند KG از تکمیل صنعت
پیش از خرید یاتاقان دوتکه SN 536 چدنی برند KG، توجه به نوع کاربرد، سایز شفت، شرایط محیطی و نوع بلبرینگ قابل نصب اهمیت زیادی دارد. این یاتاقان برای تجهیزات صنعتی سنگین طراحی شده و انتخاب درست آن نقش مهمی در افزایش عمر مفید دستگاهها و کاهش هزینههای نگهداری دارد. برای دریافت مشاوره تخصصی، استعلام قیمت روز و خرید مطمئن، فروشگاه تکمیل صنعت به عنوان مرجع تخصصی فروش انواع یاتاقان، بلبرینگ و قطعات صنعتی، آماده پاسخگویی به شماست. با تماس مستقیم با کارشناسان تکمیل صنعت، میتوانید خریدی آگاهانه و مقرونبهصرفه داشته باشید.
بررسی مزایا و معایب دیسک و صفحه استوک اصل برلیانس 330 والئو و محصولات مشابه چینی
دیسک و صفحه استوک اصل برلیانس 330 برند والئو نسبت به محصولات مشابه چینی دارای مزایای قابل توجهی است. این قطعات بهخاطر کیفیت ساخت بالاتر و استفاده از مواد مرغوب، عملکرد بهتری در شرایط مختلف دارند. دیسک و صفحه استوک والئو معمولاً طول عمر بیشتری دارند و در برابر سایش مقاومت بالاتری از خود نشان میدهند. همچنین، بستهبندی و نحوه محافظت در حمل و نقل بهطور معمول در دیسک و صفحه والئو بسیار بهتر است. در مقابل، محصولات چینی قیمت کمتری دارند، اما ممکن است بهخاطر کیفیت پایینتر، عمر کوتاهتری داشته باشند.
- مزایا دیسک و صفحه استوک والئو:
- کیفیت ساخت بالا و استفاده از مواد مرغوب
- عملکرد بهتر در شرایط مختلف جادهای و آب و هوایی
- طول عمر بیشتر و مقاومت در برابر سایش
- بستهبندی و محافظت بهینه در حمل و نقل
- عملکرد ترمز قویتر و پایدارتر در جادههای خشک و مرطوب
- معایب دیسک و صفحه استوک والئو:
- قیمت بالاتر نسبت به محصولات مشابه چینی
- دسترسپذیری محدودتر در بعضی بازارها
- مزایا محصولات چینی:
- قیمت ارزانتر
- دسترسپذیری آسانتر در بازار
- معایب محصولات چینی:
- کیفیت ساخت پایینتر و احتمال خرابی زودتر
- عملکرد ضعیفتر در شرایط سخت جادهای
- سایش سریعتر و طول عمر کوتاهتر
لیست مقایسه عملکرد و دوام دیسک و صفحه استوک اصل آریو والئو با محصولات چینی
- عملکرد ترمز: دیسک و صفحه استوک اصل آریو والئو عملکرد ترمز دقیقتر و پایدارتر دارد. در مقایسه، محصولات چینی ممکن است در ترمزهای شدید عملکرد ضعیفتری داشته باشند.
- میزان سایش: دیسک و صفحه استوک والئو دارای سایش کمتر در طول زمان هستند و عمر طولانیتری دارند. محصولات چینی ممکن است زودتر سایش کنند.
- دوام در دماهای بالا: دیسک و صفحه استوک والئو در دماهای بالا، همچون ترافیک سنگین یا رانندگی طولانی، عملکرد بهتری دارند. در مقابل، محصولات چینی ممکن است دچار کاهش عملکرد شوند.
- کیفیت مواد: دیسک و صفحه استوک والئو از مواد با کیفیت بالا ساخته شده است که مقاومت بالایی در برابر حرارت و سایش دارند. در مقابل، نمونههای چینی معمولاً از مواد کمکیفیتتری استفاده میکنند.
- مقاومت در برابر فشار: دیسک و صفحه استوک والئو در برابر فشارهای زیاد و ترمزهای شدید مقاومت بیشتری دارند. این ویژگی در نمونههای چینی کمتر دیده میشود.
- قیمت: قیمت دیسک و صفحه استوک آریو والئو در حدود $100 تا $150 است. در حالی که قیمت نمونههای چینی حدود $40 تا $70 است.
- بستهبندی و محافظت: دیسک و صفحه استوک والئو با بستهبندی وکیوم و محافظت مناسب عرضه میشوند. این بستهبندی بهطور معمول در محصولات چینی وجود ندارد.
- کیفیت ترمز در شرایط مختلف جادهای: دیسک و صفحه استوک والئو در شرایط جادهای مختلف، از جمله جادههای خشک، مرطوب و لغزنده، عملکرد بهتری دارند.
راهنمای تشخیص دیسک و صفحه استوک تويتا هايلوكس برند والئو از محصولات مشابه چینی
برای تشخیص دیسک و صفحه استوک تویوتا هایلوکس برند والئو از محصولات مشابه چینی، باید به چند ویژگی اصلی توجه کنید. اولین نکته، بررسی حک برند والئو بر روی دیسک و صفحه است. دیسک و صفحه استوک اصل معمولاً با حک برند والئو بر روی آنها شناسایی میشود. همچنین، بستهبندی وکیوم شده و هولوگرام هرینگتون از دیگر ویژگیهای تشخیص اصل بودن دیسک و صفحه استوک والئو است. در مقایسه با محصولات چینی، دیسک و صفحه استوک والئو دارای مواد مرغوبتری هستند که موجب عملکرد بهتر در ترمزگیری و طول عمر بیشتر میشود.
- حک برند والئو: دیسک و صفحه استوک والئو معمولاً با حک برند والئو بر روی خود شناسایی میشود. این ویژگی در محصولات چینی مشاهده نمیشود.
- بستهبندی وکیوم: دیسک و صفحه استوک والئو در بستهبندی وکیوم شده عرضه میشوند تا از آسیب در حین حمل و نقل جلوگیری شود.
- هولوگرام هرینگتون: هولوگرام هرینگتون یکی از ویژگیهای مهم تشخیص اصل بودن دیسک و صفحه استوک والئو است که در محصولات چینی وجود ندارد.
- کیفیت مواد: دیسک و صفحه استوک والئو از مواد با کیفیت بالا ساخته شدهاند که در مقایسه با نمونههای چینی عمر طولانیتری دارند.
- عملکرد ترمز: دیسک و صفحه استوک والئو عملکرد ترمز بهتری دارند و در شرایط مختلف جادهای عملکرد پایدارتری از خود نشان میدهند.
- قیمت: دیسک و صفحه استوک والئو بهخاطر کیفیت بالاتر قیمت بالاتری نسبت به محصولات چینی دارند.
مزایای خرید و قیمت دیسک و صفحه استوک ام وی ام x23 سيلندر والئو در مقابل کیت کلاچ چینی
- کیفیت ساخت: دیسک و صفحه استوک والئو به دلیل استفاده از مواد با کیفیت بالا عمر طولانیتری دارند. در مقایسه، کیت کلاچ چینی معمولاً از مواد کمکیفیتتری ساخته میشود.
- عملکرد در شرایط جادهای: دیسک و صفحه استوک والئو در شرایط مختلف جادهای، از جمله جادههای مرطوب و خشک، عملکرد بهتری دارند. کیت کلاچ چینی ممکن است در این شرایط عملکرد ضعیفتری داشته باشد.
- مقاومت در برابر سایش: دیسک و صفحه استوک والئو بهخاطر کیفیت بالا، مقاومت بیشتری در برابر سایش دارند و عمر طولانیتری میکنند. کیت کلاچ چینی معمولاً سریعتر دچار سایش میشود.
- کیفیت ترمز: دیسک و صفحه استوک والئو در ترمزهای سنگین عملکرد دقیقتری دارند. در مقایسه، کیت کلاچ چینی ممکن است در ترمزهای شدید عملکرد ضعیفتری نشان دهد.
- قیمت: دیسک و صفحه استوک ام وی ام X23 والئو در حدود $150 تا $200 قیمت دارند، در حالی که قیمت کیت کلاچ چینی معمولاً بین $50 تا $90 است.
- مقاومت در دماهای بالا: دیسک و صفحه استوک والئو در دماهای بالا، مانند ترافیک سنگین، عملکرد بهتری دارند. کیت کلاچ چینی ممکن است در دماهای بالا کیفیت خود را از دست بدهد.
- بستهبندی و محافظت: دیسک و صفحه استوک والئو با بستهبندی وکیوم شده و محافظت مناسب عرضه میشوند. این ویژگی در کیت کلاچ چینی معمولاً دیده نمیشود.
تفاوت کیفیت و مقاومت دیسک و صفحه آکبند چینی با استوک اصلی جک J5 برند والئو
تفاوتهای کیفیت و مقاومت دیسک و صفحه آکبند چینی با استوک اصلی جک J5 برند والئو عمدتاً به مواد استفاده شده و نحوه ساخت مربوط میشود. دیسک و صفحه استوک اصلی جک J5 برند والئو با استفاده از مواد مرغوبتر و فرایندهای تولید دقیقتر طراحی شدهاند که باعث افزایش مقاومت در برابر سایش و دما میشود. این قطعات معمولاً عمر بیشتری دارند و در شرایط مختلف جادهای عملکرد بهتری ارائه میدهند. در مقابل، دیسک و صفحه آکبند چینی بهدلیل استفاده از مواد کمکیفیتتر، ممکن است در برابر فشار و دما دچار خرابی زودتر شوند.
- کیفیت مواد:
- دیسک و صفحه استوک والئو از مواد با کیفیت بالا تولید میشود که عمر طولانیتری دارد.
- دیسک و صفحه آکبند چینی معمولاً از مواد کمکیفیتتر ساخته میشود که ممکن است عملکرد کمتری داشته باشد.
- مقاومت در برابر سایش:
- دیسک و صفحه استوک والئو مقاومت بیشتری در برابر سایش دارند و در ترمزهای طولانی مدت عملکرد بهتری دارند.
- دیسک و صفحه آکبند چینی ممکن است زودتر دچار سایش شوند و عمر کوتاهتری داشته باشند.
- عملکرد در دماهای بالا:
- دیسک و صفحه استوک والئو در دماهای بالا، مثل شرایط ترافیکی سنگین، عملکرد بهتری دارند.
- دیسک و صفحه آکبند چینی ممکن است در دماهای بالا عملکرد ضعیفتری از خود نشان دهند.
- قیمت:
- دیسک و صفحه استوک والئو قیمت بالاتری دارند که بهخاطر کیفیت بالاتر است. قیمت آنها معمولاً بین $100 تا $150 است.
- دیسک و صفحه آکبند چینی معمولاً ارزانتر هستند و قیمت آنها حدود $40 تا $70 است.
- طول عمر و دوام:
- دیسک و صفحه استوک والئو دارای طول عمر بالاتر و دوام بیشتری در برابر فشارهای شدید هستند.
- دیسک و صفحه آکبند چینی معمولاً دوام کمتری دارند و پس از مدت کوتاهی ممکن است به تعمیر نیاز پیدا کنند.
مقایسه فاکتورهای کیفی و عملکرد محصولات چینی با دیسک و صفحه استوک اصلی جک S5 برند والئو
مقایسه فاکتورهای کیفی و عملکرد دیسک و صفحه استوک اصلی جک S5 برند والئو با محصولات چینی، تفاوتهای آشکاری را نشان میدهد. دیسک و صفحه استوک والئو بهخاطر استفاده از مواد با کیفیت بالا، در برابر فشار و دما عملکرد بهتری دارند. این محصولات از تکنولوژیهای پیشرفتهای بهرهمند هستند که باعث افزایش عمر و کارایی میشود. در مقابل، محصولات چینی معمولاً با مواد ارزانتری ساخته میشوند که ممکن است در دماهای بالا دچار کاهش عملکرد شوند و عمر کوتاهتری داشته باشند. در ضمن، دیسک و صفحه استوک والئو در ترمزهای سنگین و در شرایط مختلف جادهای پایداری بیشتری دارند.
- کیفیت مواد:
- دیسک و صفحه استوک والئو از مواد با کیفیت بالا ساخته میشود که موجب افزایش دوام و کارایی میشود.
- محصولات چینی معمولاً از مواد کمکیفیتتر تولید میشوند که باعث کاهش عمر مفید و کاهش عملکرد در دماهای بالا میشود.
- عملکرد در دماهای بالا:
- دیسک و صفحه استوک والئو در شرایط دمایی بالا، مانند ترافیک سنگین، عملکرد بسیار بهتری دارد.
- محصولات چینی معمولاً در دماهای بالا عملکرد ضعیفتری دارند و ممکن است دچار تغییر شکل یا ترک شوند.
- عملکرد ترمز:
- دیسک و صفحه استوک والئو در ترمزهای سنگین پایداری بهتری دارند و عملکرد دقیقتری ارائه میدهند.
- محصولات چینی در ترمزهای طولانیمدت ممکن است دچار کاهش عملکرد شوند و به مدت زمان کمتری نیاز به تعویض دارند.
- طول عمر:
- دیسک و صفحه استوک والئو دارای طول عمر طولانیتری هستند و میتوانند در شرایط مختلف جادهای عملکرد بهینهای داشته باشند.
- محصولات چینی ممکن است به دلیل استفاده از مواد ارزانتر، عمر کوتاهتری داشته باشند و نیاز به تعویض زودتر داشته باشند.
- قیمت:
- دیسک و صفحه استوک والئو معمولاً بین $120 تا $180 قیمت دارند که نشاندهنده کیفیت بالای آنها است.
- محصولات چینی معمولاً ارزانتر هستند و قیمت آنها بین $50 تا $90 متغیر است.
بررسی فنی و تخصصی دیسک و صفحه والئو استوک فوتون پيكاپ در برابر نمونه چینی
مقایسه دیسک و صفحه استوک والئو با نمونه چینی نشان می دهد که مدل والئو برای فوتون پیکاپ عمر مفید 95000 کیلومتر دارد. در حالی که مدل چینی تنها 55000 کیلومتر کارکرد مفید دارد. مقاومت حرارتی والئو حدود 300 درجه سانتی گراد است، در حالی که مدل چینی فقط 180 درجه را تحمل می کند. در تست گشتاور، والئو می تواند تا 230 نیوتن متر بدون تغییرات ساختاری مقاومت کند، اما نمونه چینی پس از 170 نیوتن متر دچار افت کیفیت می شود. به طور کلی، دیسک و صفحه والئو با بهرهوری بالاتر و طول عمر بیشتر، گزینه بهتری از نظر اقتصادی و فنی است.
| والئو استوک فوتون پیکاپ | نمونه چینی | ویژگی |
|---|---|---|
| 95000 | 55000 | طول عمر مفید (کیلومتر) |
| 300 | 180 | مقاومت حرارتی (درجه سانتی گراد) |
| 230 | 170 | تحمل گشتاور (نیوتن متر) |
| 12% | 35% | شاخص افت کیفیت پس از کارکرد |
| 45 | 65 | هزینه تعمیر و نگهداری (دلار) |
مقایسه رانندگی با دیسک و صفحه استوک ال 90 وانت والئو با محصولات چینی در شرایط مختلف جادهای
در شرایط مختلف جاده ای، دیسک و صفحه استوک والئو برای ال 90 وانت عملکرد بی نظیری از خود نشان می دهد. در مقایسه با محصولات چینی، تفاوت های قابل توجهی در نرمی کلاچ، مقاومت حرارتی و تحمل گشتاور وجود دارد. این تفاوت ها موجب تجربه رانندگی راحت تر و ایمن تر با مدل والئو می شود.
- نرمی کلاچ: والئو در مقایسه با چینی نرمی بیشتری دارد. در شرایط شهری، عملکرد بهتری ارائه می دهد.
- مقاومت حرارتی: والئو قادر است دماهای بالاتر را تحمل کند (حداکثر 270 درجه سانتی گراد) در حالی که چینی فقط تا 180 درجه کارایی دارد.
- تحمل گشتاور: دیسک و صفحه والئو برای تحمل گشتاور تا 200 نیوتن متر طراحی شده است. نمونه چینی تا 150 نیوتن متر.
- عملکرد در شرایط جاده ای سخت: در جاده های کوهستانی و خاکی، عملکرد والئو به طور چشمگیری بهتر از مدل چینی است.
- کیفیت شتاب و تسریع: رانندگی با دیسک و صفحه والئو در شتاب گیری، بدون کاهش قابل توجهی در قدرت موتور، تجربه ای روان تر دارد.
- پایداری در سرعت بالا: والئو عملکرد ثابت تری در سرعت های بالا (120 کیلومتر به بالا) ارائه می دهد، در حالی که چینی باعث لرزش می شود.
- هزینه نگهداری: هزینه تعمیر و نگهداری دیسک و صفحه والئو حدود 40 دلار است، در حالی که مدل چینی حدود 55 دلار هزینه دارد.
مشخصات و ویژگی های فنی Steel 304 Spring
فنر استیل 304 بگیر به دلیل ترکیب آلیاژی خاص و خواص مکانیکی منحصر به فرد، در بسیاری از کاربردهای صنعتی به عنوان گزینهای قابل اعتماد شناخته میشود. در ادامه به مهمترین ویژگیهای فنی این نوع فنر میپردازیم که آن را برای شرایط کاری سخت و محیطهای خورنده مناسب کردهاند.
- جذب مغناطیسی: برخلاف نوع نگیر، فنر استیل 304 بگیر دارای خاصیت مغناطیسی است که در برخی کاربردهای صنعتی مانند تجهیزات مکانیکی و ابزارهای دقیق، مزیت محسوب میشود.
- مقاومت در برابر خوردگی: این فنرها در محیطهای مرطوب، اسیدی و شیمیایی عملکرد قابل قبولی دارند، هرچند نسبت به نوع نگیر، مقاومت کمتری در برابر زنگزدگی دارند.
- استحکام کششی بالا: مناسب برای کاربردهایی که فشار و تنشهای متناوب وجود دارد، مانند سیستمهای تعلیق، فنرهای بازگشت و قطعات متحرک.
- قابلیت شکلپذیری و جوشکاری: فنرهای استیل 304 بگیر به راحتی خم میشوند و در فرآیندهای تولید قابل جوشکاری هستند.
استانداردهای تولید Spring استیل 304 بگیر
فنر استیل 304 بگیر بر اساس گرید آستنیتی فولاد ضد زنگ تولید می شود که ترکیب آن شامل حدود 18 درصد کروم و 8 درصد نیکل است. برای تضمین کیفیت، خواص مکانیکی و مقاومت در برابر خوردگی، تولیدکنندگان موظف اند از استانداردهای بین المللی معتبر مانند ASTM، AISI، DIN و JIS پیروی کنند. این استانداردها مشخصات دقیق مربوط به ابعاد، ترکیب شیمیایی، استحکام کششی، حد تسلیم و فرآیندهای تولید را تعیین می کنند.
| توضیحات فنی | مرجع استاندارد | استاندارد تولید | نوع محصول |
|---|---|---|---|
| مشخصات مکانیکی و شیمیایی برای مقاطع طولی و فنرهای صنعتی | ASTM International | ASTM A276 | فنرهای توپر و میلگردی |
| مناسب برای فنرهای تخت، واشرهای فنری و قطعات برشی | ASTM International | ASTM A240 | فنرهای ورقی و تخت |
| برای فنرهایی که از لوله های استیل 304 ساخته می شوند | ASTM International | ASTM A312 | فنرهای لوله ای یا فنرهای پیچشی |
| استاندارد آلمانی برای سیم های فنری و قطعات مقاوم در برابر تنش | Deutsches Institut für Normung | DIN 17224 | فنرهای ساختمانی و سازه ای | استاندارد ژاپنی برای سیم های فنری با خواص مغناطیسی و کششی بالا | Japanese Industrial Standards | JIS G4310 | فنرهای دقیق و ابزارهای صنعتی |
فاکتورهای موثر بر قیمت خرید فنر استیل 304 بگیر
قیمت خرید فنر استیل 304 بگیر تحت تاثیر عوامل متعددی قرار دارد که مهم ترین آن ها ترکیب آلیاژی، روش تولید و گواهی های کیفی است. درصد نیکل و کروم در ساختار آلیاژ نقش کلیدی در تعیین قیمت دارد. فنرهایی که با نورد سرد تولید می شوند، معمولاً قیمت بالاتری نسبت به نمونه های نورد گرم دارند. وجود خاصیت مغناطیسی نیز در برخی کاربردها ارزش افزوده ایجاد می کند. برندهای معتبر جهانی مانند Outokumpu و Sandvik محصولات خود را با تست های متالوژی و گواهی EN10204 عرضه می کنند. این گواهی ها نشان دهنده کیفیت و تطابق با استانداردهای بین المللی هستند و در قیمت نهایی تاثیر مستقیم دارند.
در بازار جهانی، قیمت فنر استیل 304 بگیر بسته به ابعاد، نوع پیچش و برند سازنده بین 4 تا 12 دلار به ازای هر قطعه متغیر است. فنرهای دقیق ساخت آلمان یا فنلاند با تلورانس پایین، معمولاً در بازه 10 تا 12 دلار قرار دارند. نمونه های چینی یا بدون گواهی معتبر ممکن است با قیمت 3 تا 5 دلار عرضه شوند. هزینه حمل و تعرفه واردات نیز در قیمت نهایی موثر است. نوسانات قیمت نیکل در بورس فلزات لندن می تواند باعث تغییرات هفتگی در قیمت فنرهای استیل شود.
مشخصات فنی Spring استیل 316 نگیر
فنر استیل 316 نگیر با ساختار آلیاژی خاص خود یکی از مقاوم ترین گزینه ها برای استفاده در محیط های خورنده مرطوب و صنعتی محسوب می شود. این فنرها از فولاد ضد زنگ گرید 316 تولید می شوند که به دلیل وجود عنصر مولیبدن مقاومت بسیار بالایی در برابر اسیدها نمک رطوبت و زنگ زدگی دارند. خاصیت نگیر بودن این نوع استیل باعث می شود در تجهیزات حساس پزشکی الکترونیکی و آزمایشگاهی عملکردی مطمئن و بدون اختلال مغناطیسی داشته باشند. همچنین این فنرها در برابر تغییرات دما فشار و تنش های مکانیکی پایداری بالایی دارند و در شرایط سخت محیطی عمر طولانی و عملکرد یکنواخت ارائه می دهند.
| ویژگی فنی | مقدار یا توضیح |
|---|---|
| گرید فولاد | AISI 316 یا X5CrNiMo17-12-2 |
| خاصیت مغناطیسی | نگیر (کاملاً غیر مغناطیسی) |
| مقاومت در برابر خوردگی | بسیار بالا مناسب برای محیط های دریایی و اسیدی |
| محدوده دمای کاری | منفی 60 تا مثبت 300 درجه سانتی گراد |
| نوع فنر | فشاری کششی پیچشی (بسته به طراحی) |
| سختی سطحی | قابل تنظیم با عملیات حرارتی حدود 200 تا 250 HB |
| استاندارد ساخت | ASTM A313 و DIN 17224 |
| کاربردها | پزشکی پتروشیمی غذایی دریایی الکترونیکی |
کاربردهای رایج 316 Stainless Steel Spring
اگر به دنبال فنر ضد زنگ برای محیط های صنعتی هستید، فنر استیل 316 نگیر گزینه ای ایده آل است. این فنرها در موارد زیر کاربرد دارند:
- فنرهای فشاری و کششی در تجهیزات پزشکی و آزمایشگاهی
- قطعات ارتجاعی در پمپ ها، شیرآلات و اتصالات صنعتی
- استفاده در سیستم های تهویه، تصفیه آب و تجهیزات دریایی
- فنرهای دقیق در ابزارهای اندازه گیری و دستگاه های الکترونیکی
راهنمای خرید فنر استیل 316 نگیر
انتخاب فنر مناسب برای کاربردهای صنعتی پزشکی یا دریایی نیازمند توجه به چند فاکتور کلیدی است. فنر استیل 316 نگیر به دلیل مقاومت بالا در برابر خوردگی خاصیت غیر مغناطیسی و دوام مکانیکی گزینه ای ایده آل برای محیط های حساس و خورنده محسوب می شود. هنگام خرید این نوع فنر باید به مشخصات فنی نوع کاربرد استاندارد ساخت و شرایط محیطی توجه ویژه داشته باشید تا عملکرد مطلوب و عمر طولانی محصول تضمین شود.
- بررسی گرید فولاد (حتماً AISI 316 باشد)
- اطمینان از نگیر بودن (غیر مغناطیسی بودن فنر)
- تطابق نوع فنر با کاربرد مورد نظر (فشاری کششی پیچشی)
- مقاومت در برابر خوردگی در محیط های اسیدی یا دریایی
- محدوده دمای کاری مناسب با شرایط عملیاتی
- تطابق با استانداردهای صنعتی معتبر (مانند ASTM یا DIN)
- بررسی کیفیت ساخت و عملیات حرارتی انجام شده
- انتخاب ابعاد و قطر مناسب با نیاز فنی پروژه
قیمت و خرید الکتروپمپ صنعتی کف کش چینی برند استریم
اگر به دنبال پمپ کف کش ارزان قیمت با کیفیت قابل قبول هستید، مدل های استریم چینی می توانند نیاز شما را به خوبی برآورده کنند. این پمپ ها با وجود قیمت پایین، عملکردی پایدار و مصرف انرژی بهینه دارند. همچنین تعمیر و نگهداری آن ها ساده بوده و قطعات یدکی به راحتی در بازار یافت می شوند.
قیمت پمپ کف کش استریم بسته به توان، جنس بدنه و ارتفاع پمپاژ متفاوت است. برای اطلاع از قیمت روز پمپ کف کش استریم چینی و دریافت مشاوره خرید، با کارشناسان ما تماس بگیرید یا با کلیک روی دکمه ارسال درخواست به واتساپ، درخواست خود را ثبت کنید.
مشخصات فنی پمپ صنعتی کفکش استریم چینی
پمپ کف کش استریم چینی با طراحی غوطه ور و ساختار مقاوم، گزینه ای قابل اعتماد برای تخلیه آب های تمیز و نیمه تمیز در محیط های خانگی، کشاورزی و صنعتی است. این پمپ ها در مدل های مختلف با توان و ارتفاع پمپاژ متنوع عرضه می شوند و با توجه به جنس بدنه، نوع پروانه و قطر خروجی، می توانند نیازهای مختلف مصرف کننده را پوشش دهند.
| مقدار یا توضیح | ویژگی فنی |
|---|---|
| کف کش غوطه ور (Submersible Drainage Pump) | نوع پمپ |
| Stream | برند |
| چین | کشور سازنده |
| 0.5 تا 2 اسب بخار | توان موتور |
| 220 ولت تک فاز / 380 ولت سه فاز | ولتاژ کاری |
| 8 تا 25 متر (بسته به مدل) | حداکثر ارتفاع پمپاژ |
| 4 تا 18 متر مکعب بر ساعت | حداکثر دبی |
| 1 تا 2 اینچ | قطر خروجی |
| آلومینیوم یا استیل ضد زنگ | جنس بدنه |
| نوریل، برنج یا استیل | جنس پروانه |
| آب تمیز، آب باران، آب استخر، آب چاه کم عمق | نوع سیال قابل پمپاژ |
| IP68 | کلاس حفاظتی موتور |
| توسط سیال عبوری | نوع خنک کاری |
| 5 تا 10 متر | طول کابل استاندارد |
| دارد (با فلوتر) | قابلیت نصب اتوماتیک |
کاربردهای پمپ کف کش استریم چینی
پمپ کف کش استریم برای تخلیه سریع آب در شرایط مختلف طراحی شده است. برخی از کاربردهای رایج عبارتند از:
- تخلیه آب از چاه های کم عمق و مخازن
- انتقال آب از استخر، حوضچه یا منابع ذخیره
- استفاده در آبیاری قطره ای و بارانی در باغ ها و مزارع
- تخلیه آب باران از زیرزمین ها و پارکینگ ها
- کاربرد در صنایع سبک برای انتقال آب فرآیندی
عوامل موثر بر خرید و قیمت سیم جوش شاخه آلومینیوم BEST ARC ERCUAL-A2 سایز 2.4
عوامل مختلفی بر خرید و قیمت سیم جوش شاخه آلومینیوم بستارک ERCUAL-A2 سایز 2.4 تاثیر می گذارند. کیفیت مواد اولیه و خلوص آلومینیوم مقاومت جوشکاری و طول عمر محصول را تعیین می کند. برند بستارک استانداردهای بین المللی تولید را رعایت می کند و ضمانت عملکرد طولانی ارائه می دهد. سایز 2.4 میلی متر برای کاربردهای صنعتی سبک و سنگین مناسب است و قابلیت استفاده در صنایع خودرو و دریایی را دارد. حدود قیمت دلاری این محصول بین 25 تا 45 دلار برای هر شاخه متغیر است و با توجه به حجم سفارش و بازار نوسان دارد.
- کیفیت مواد اولیه - خلوص آلومینیوم و ترکیبات فلزی کیفیت جوشکاری و طول عمر سیم جوش را تعیین می کنند. قیمت حدود 25 تا 45 دلار.
- برند و استاندارد - برند بستارک ERCUAL-A2 با رعایت استانداردهای بین المللی کیفیت و ایمنی محصول را تضمین می کند.
- سایز سیم جوش - سایز 2.4 میلی متر مناسب برای کاربردهای صنعتی و نیمه سنگین است و تاثیر مستقیم بر مصرف انرژی جوش دارد.
- نوع بسته بندی و شاخه - شاخه های طول 1 متر و بسته بندی مقاوم قیمت نهایی و سهولت نگهداری را تحت تاثیر قرار می دهند.
- بازار و دسترسی منطقه ای - هزینه حمل، واردات و نوسانات ارزی ممکن است قیمت دلاری سیم جوش را 5 تا 10 درصد تغییر دهد.
راهنمای خرید اینترنتی الکتروپمپ صنعتی کف کش چینی دو اینچ تک فاز
برای انتخاب بهترین مدل پمپ کف کش چینی دو اینچ تک فاز، لازم است به چند نکته کلیدی توجه کنید تا محصولی متناسب با نیازتان تهیه کنید:
- ارتفاع پمپاژ مورد نیاز
- نوع آب(تمیز یا دارای ذرات معلق)
- توان موتور و میزان مصرف برق
- جنس بدنه و مقاومت در برابر خوردگی
اگر به دنبال پمپ کف کش برای چاه آب خانگی، تخلیه آب باران یا استفاده در باغ و زمین کشاورزی هستید، مدل های تک فاز با خروجی 2 اینچ بهترین گزینه هستند. این پمپ ها با طراحی ساده، نصب آسان و مصرف برق پایین، عملکرد قابل قبولی در شرایط مختلف ارائه می دهند.
در فروشگاه ما می توانید انواع پمپ کف کش چینی دو اینچ تک فاز را به صورت اینترنتی و تنها با چند کلیک ساده سفارش دهید. تمامی محصولات با ضمانت کیفیت، مشاوره تخصصی قبل از خرید و ارسال سریع به سراسر کشور عرضه می شوند تا تجربه ای مطمئن و رضایت بخش از خرید آنلاین داشته باشید.
مشخصات فنی پمپ کفکش دو اینچ چینی تک فاز
- قطر خروجی:2 اینچ(50 میلی متر)
- نوع موتور:تک فاز با توان مصرفی پایین
- جنس بدنه:آلومینیوم یا استیل ضد زنگ
- ارتفاع پمپاژ:تا 20 متر
- دبی خروجی:حدود 10 تا 15 متر مکعب در ساعت
- نوع پروانه:نیمه باز یا بسته برای عبور ذرات ریز
- این پمپ ها معمولا همراه با کابل برق ضد آب، فلوتر اتوماتیک و دسته حمل عرضه می شوند که نصب و استفاده از آن را بسیار آسان می کند.
کاربرد صنعتی و قیمت سیم جوش شاخه آلومینیوم بستارک ER-5183 سایز 4.0
سیم جوش شاخه آلومینیوم بستارک ER-5183 سایز 4.0 کاربرد وسیعی در صنایع خودرو، دریایی و هوافضا دارد. کیفیت بالای آلیاژ و خلوص آلومینیوم مقاومت جوشکاری را افزایش می دهد. سایز 4.0 میلی متر امکان جوشکاری ضخامت های متوسط و قطعات صنعتی را فراهم می کند. برند بستارک استانداردهای بین المللی را رعایت می کند و طول عمر محصول را تضمین می کند. حدود قیمت دلاری این سیم جوش بین 35 تا 60 دلار برای هر شاخه متغیر است و بسته به حجم سفارش و بازار نوسان دارد.
- کیفیت مواد اولیه - آلیاژ آلومینیوم با خلوص بالا استحکام جوش را افزایش می دهد و قیمت حدود 35 تا 60 دلار دارد.
- برند و استانداردها - بستارک ER-5183 با رعایت استانداردهای بین المللی کیفیت و ایمنی محصول را تضمین می کند.
- سایز و کاربرد - سایز 4.0 میلی متر مناسب برای جوشکاری قطعات صنعتی متوسط در صنایع خودرو، دریایی و هوافضا است.
- نوع بسته بندی و شاخه - شاخه های طول 1 متر و بسته بندی مقاوم قیمت نهایی و سهولت نگهداری را تحت تاثیر قرار می دهند.
- بازار و دسترسی منطقه ای - هزینه حمل، واردات و نوسانات ارزی می تواند قیمت دلاری سیم جوش را 5 تا 10 درصد تغییر دهد.
خرید اینترنتی پمپ صنعتی کف کش پمپیران SPD با گارانتی معتبر
برای خرید اینترنتی الکتروپمپ صنعتی کفکش ایرانی پمپیران سری SPD توجه به نکات زیر ضروری است:
- عمق منبع آب و فاصله پمپاژ
- نوع سیال (آب تمیز یا نیمه تمیز)
- توان مورد نیاز و ولتاژ برق
- شرایط محیطی و نوع کاربرد
سری SPD با تنوع توان و طراحی مقاوم، گزینهای مناسب برای شرایط مختلف کاری است.
در فروشگاه ما، انواع پمپ کف کش پمپیران مدل SPD با مشخصات کامل، قیمت رقابتی و گارانتی عرضه میشوند.
برای دریافت مشاوره تخصصی و انتخاب بهترین مدل، همین حالا با کارشناسان ما تماس بگیرید.
مشخصات فنی الکتروپمپ کفکش پمپیران سری SPD
پمپ کف کش پمپیران مدل SPD از نوع مستغرق بوده و برای انتقال آب های تمیز و نیمه تمیز از منابع زیرزمینی طراحی شده است. این مدل با بهره گیری از موتور الکتریکی با راندمان بالا، پروانه مقاوم در برابر خوردگی و بدنه ای از جنس چدن یا آلومینیوم، عملکردی پایدار در شرایط سخت محیطی ارائه می دهد. سری SPD در توان های مختلف عرضه می شود و قابلیت نصب در چاه های عمیق، مخازن ذخیره آب، استخرهای صنعتی و سیستم های آبیاری را دارد. طراحی هیدرولیکی این پمپ باعث کاهش مصرف انرژی و افزایش طول عمر قطعات داخلی شده است. همچنین امکان انتخاب بین مدل های تک فاز و سه فاز، این محصول را برای پروژه های خانگی و صنعتی مناسب کرده است.
| مقدار | مشخصه |
|---|---|
| مستغرق (Submersible) | نوع پمپ |
| SPD | سری |
| 1.5 تا 5.5 کیلووات | توان موتور |
| تک فاز یا سه فاز | ولتاژ |
| چدن ضد زنگ یا آلومینیوم | جنس بدنه |
| پلیمر صنعتی یا فولاد ضد زنگ | جنس پروانه |
| 2 تا 4 اینچ | قطر خروجی |
| تا 45 متر | حداکثر ارتفاع پمپاژ |
| تا 30 متر مکعب در ساعت | دبی خروجی |
| آب تمیز و نیمه تمیز | نوع سیال قابل پمپاژ |
| F یا بالاتر | کلاس عایق بندی موتور |
| IP68 | درجه حفاظت |
| عمودی درون چاه یا مخزن | نوع نصب |
| کشاورزی، عمرانی، صنعتی، خانگی | کاربردها |
شاخص های کیفی و قیمت سیم جوش شاخه آلومینیوم بستارک ER-5183 سایز 3.2
- کیفیت آلیاژ - سیم جوش با خلوص بالا و آلیاژ استاندارد مقاومت جوشکاری و طول عمر را افزایش می دهد. قیمت حدود 28 تا 50 دلار.
- استاندارد برند - بستارک ER-5183 با رعایت استانداردهای بین المللی کیفیت و ایمنی محصول را تضمین می کند و عملکرد صنعتی پایدار ارائه می دهد.
- سایز سیم جوش - سایز 3.2 میلی متر مناسب برای جوشکاری قطعات متوسط صنعتی و خودرو است و مصرف انرژی را بهینه می کند.
- بسته بندی و شاخه - شاخه های طول 1 متر و بسته بندی مقاوم حمل و نگهداری سیم جوش را آسان کرده و از آسیب جلوگیری می کند.
- بازار و دسترسی - هزینه حمل، واردات و نوسانات ارزی می تواند قیمت دلاری سیم جوش را 5 تا 10 درصد تغییر دهد.
بررسی تخصصی و قیمت سیم جوش شاخه آلومینیوم بستارک ER-5183 سایز 2.4
سیم جوش شاخه آلومینیوم بستارک ER-5183 سایز 2.4 برای جوشکاری قطعات نازک صنعتی و خودرو ایده آل است. خلوص آلیاژ آلومینیوم و رعایت استانداردهای بین المللی کیفیت و مقاومت جوشکاری را تضمین می کند. سایز 2.4 میلی متر امکان مصرف بهینه انرژی و دقت بالا در جوشکاری ارائه می دهد. بسته بندی مقاوم و طول شاخه 1 متر حمل و نگهداری محصول را آسان می کند. حدود قیمت دلاری این سیم جوش بین 20 تا 38 دلار برای هر شاخه متغیر است و بسته به بازار و حجم سفارش متفاوت خواهد بود.
| توضیح | قیمت حدودی (دلار) | شاخص |
|---|---|---|
| خلوص بالا و آلیاژ استاندارد مقاومت جوشکاری و طول عمر را افزایش می دهد. | 20 تا 38 | کیفیت آلیاژ |
| بستارک ER-5183 استانداردهای بین المللی را رعایت می کند و عملکرد صنعتی پایدار ارائه می دهد. | در قیمت لحاظ شده است | استاندارد برند |
| سایز 2.4 میلی متر مناسب جوشکاری قطعات نازک صنعتی و خودرو است. | در قیمت لحاظ شده است | سایز سیم جوش |
| شاخه های طول 1 متر با بسته بندی مقاوم حمل و نگهداری سیم جوش را آسان می کند. | در قیمت لحاظ شده است | بسته بندی و شاخه |
| هزینه حمل، واردات و نوسانات ارزی می تواند قیمت دلاری سیم جوش را 5 تا 10 درصد تغییر دهد. | تغییرات احتمالی | بازار و دسترسی |
خرید و قیمت الکتروپمپ صنعتی کفکش چینی برند لئو SPm
پمپ کفکش SPm37A لئو با طراحی مهندسی، کیفیت ساخت بالا و مشخصات فنی قابل توجه، یکی از بهترین گزینه ها برای انتقال آب در ارتفاع بالا است. اگر به دنبال پمپ کف کش یک اینچ با هد بالا و مصرف انرژی بهینه هستید، این مدل می تواند نیازهای شما را به طور کامل برآورده کند.
برای دریافت مشاوره تخصصی، بررسی قیمت روز و خرید آنلاین، همین حالا با کارشناسان فروش تماس بگیرید یا یا روی دکمه ارسال درخواست به واتساپ کلیک کنید.
مشخصات فنی پمپ کف کش لئو SPm37A یک اینچ 42 متری
پمپ کف کش لئو مدل SPm37A با خروجی یک اینچ و ارتفاع پمپاژ 42 متر، یک انتخاب حرفه ای برای انتقال آب در شرایط سخت و عمق بالا محسوب می شود. این پمپ از نوع محیطی بوده و با موتور تک فاز 220 ولت، توانایی انتقال آب با دبی 1.98 متر مکعب بر ساعت را دارد. بدنه چدنی با پوشش استیل ضد زنگ، پروانه برنجی مقاوم در برابر رسوبات و طراحی عمودی با اتصال رزوه ای، این مدل را برای استفاده در چاه های نیمه عمیق، استخرهای صنعتی، آبیاری کشاورزی و سیستم های خنک کننده مناسب کرده است. عملکرد پایدار، مصرف انرژی بهینه و استاندارد CE اروپا از دیگر ویژگی های برجسته این محصول هستند.
| توضیحات تخصصی | ویژگی فنی |
|---|---|
| LEO | برند |
| SPm37A | مدل |
| محیطی (Peripheral) | نوع پمپ |
| 1 اینچ | سایز خروجی |
| 42 متر | حداکثر ارتفاع پمپاژ |
| 1.98 متر مکعب بر ساعت | حداکثر دبی |
| تک فاز 220 ولت | ولتاژ ورودی |
| چدن با پوشش استیل ضد زنگ | جنس بدنه |
| برنج | جنس پروانه |
| تا 35 درجه سانتی گراد | دمای مجاز سیال |
| عمودی با اتصال رزوه ای | نحوه نصب |
| دارای گواهینامه CE اروپا | استانداردها |
جدول مشخصات انواع الکتروپمپ صنعتی کف کش ایرانی برند نوید سهند
الکتروپمپ های کف کش نوید سهند ایرانی در مدل ها و سایزهای متنوعی تولید می شوند تا پاسخگوی نیازهای مختلف صنعتی، کشاورزی و ساختمانی باشند. این پمپ ها با طراحی مقاوم، مصرف انرژی بهینه و قابلیت کارکرد در شرایط سخت، گزینه ای مطمئن برای تخلیه آب از چاه، مخزن، استخر و منابع سطحی هستند. در ادامه، مشخصات فنی چهار مدل پرکاربرد از این سری را مشاهده می کنید:
| کاربرد پیشنهادی | نوع برق مصرفی | ارتفاع پمپاژ (حداکثر) | دبی خروجی (حداکثر) | توان موتور | سایز خروجی | مدل پمپ |
|---|---|---|---|---|---|---|
| چاه های کم عمق، باغچه ها | تک فاز | 20 متر | 6 متر مکعب در ساعت | 1.12 اسب بخار | 1¼ اینچ | SPD 32/1.12 نوید سهند |
| مصارف کشاورزی متوسط | تک فاز یا سه فاز | 30 متر | 12 متر مکعب در ساعت | 2 اسب بخار | 2 اینچ | SPD 50/32 نوید سهند |
| پروژه های صنعتی و عمرانی | سه فاز | 35 متر | 18 متر مکعب در ساعت | 5.2 اسب بخار | 3 اینچ | SPD 80/7.52 نوید سهند |
| تخلیه آب از مخازن بزرگ، چاه های عمیق | سه فاز | 40 متر | 22 متر مکعب در ساعت | 5.2 اسب بخار | 4 اینچ | SPD 100/7.52 نوید سهند |
راهنمای انتخاب و خرید پمپ صنعتی کفکش مناسب
برای خرید پمپ کف کش نوید سهند ایرانی، باید به نیاز واقعی خود توجه کنید. عواملی مانند عمق چاه، نوع سیال، توان مورد نیاز و نوع برق مصرفی (تک فاز یا سه فاز) در انتخاب مدل مناسب تاثیرگذار هستند.اگر به دنبال یک پمپ کف کش مطمئن، بادوام و مقرون به صرفه هستید، محصولات نوید سهند ایرانی می توانند نیاز شما را به بهترین شکل پاسخ دهند. با خرید این پمپ، از کیفیت ساخت بالا و خدمات پس از فروش حرفه ای بهره مند خواهید شد.
خرید الکتروپمپ کفکش ایتالیایی استیل DIWA با ضمانت اصالت
پمپ کف کش استیل لوارا DIWA با کیفیت ساخت بالا، طراحی ضد زنگ و عملکرد مطمئن، انتخابی عالی برای انتقال آب در شرایط مختلف است. اگر به دنبال پمپ صنعتی کفکش استیل با راندمان بالا و عمر طولانی هستید، مدل DIWA میتواند نیاز شما را به بهترین شکل پاسخ دهد.
برای دریافت مشاوره تخصصی، اطلاع از قیمت روز و خرید آنلاین با گارانتی معتبر، همین حالا با کارشناسان ما تماس بگیرید یا از طریق واتساپ اقدام کنید.
محبوبترین مدلهای پمپ صنعتی کفکش ایتالیایی لورا سری DIWA و مشخصات فنی هرکدام
پمپهای کف کش تمام استیل سری DIWA از برند معتبر لوارا، به دلیل کیفیت ساخت بالا، مقاومت در برابر خوردگی و عملکرد مطمئن در شرایط مختلف، جزو پرفروشترین تجهیزات انتقال آب در بازار صنعتی و خانگی ایران محسوب میشوند. این مدلها با توانهای مختلف، پاسخگوی نیازهای متنوع از تخلیه آب باران تا انتقال سیالات در خطوط تولید هستند. طراحی ضد زنگ، کلاس حفاظتی بالا و قابلیت کارکرد پیوسته، این پمپها را به گزینهای ایده آل برای محیطهای مرطوب و خورنده تبدیل کرده است.
| کلاس حفاظت | جنس بدنه | حداکثر ارتفاع پمپاژ (متر) | حداکثر دبی (متر مکعب بر ساعت) | توان موتور (کیلووات) | مدل پمپ |
|---|---|---|---|---|---|
| IP68 | استیل ضد زنگ AISI 304 | تا 7 | تا 8 | 0.55 | DIWA 05T |
| IP68 | استیل ضد زنگ AISI 304 | تا 10 | تا 11 | 0.75 | DIWA 07T |
| IP68 | استیل ضد زنگ AISI 304 | تا 14 | تا 14 | 1.1 | DIWA 11T |
| IP68 | استیل ضد زنگ AISI 304 | تا 17 | تا 16 | 1.5 | DIWA 15T |
خرید رولبرینگ مخروطی اس کا اف اصلی 30202 با بهترین قیمت
اگر به دنبال خرید بلبرینگ صنعتی SKF اس کا اف مدل 30202 با بهترین قیمت بازار هستید، این محصول یکی از پرکاربردترین انواع بلبرینگ صنعتی برای ماشین آلات سنگین، تجهیزات انتقال قدرت و سیستمهای گیربکس محسوب میشود. رولبرینگ 30202 SKF با طراحی تک ردیفه و قابلیت تحمل بارهای شعاعی و محوری، انتخابی ایده آل برای پروژههای صنعتی با نیاز به دقت بالا و دوام طولانی است. برای اطلاع از قیمت روز رولبرینگ مخروطی SKF مدل 30202، دریافت مشاوره تخصصی و ثبت سفارش، همین حالا با فروشگاه تکمیل صنعت تماس بگیرید. تکمیل صنعت مرجع تخصصی فروش انواع بلبرینگ صنعتی و ماشینی با تضمین اصالت کالا و ارسال سریع به سراسر کشور است.
مشخصات فنی بلبرینگ صنعتی SKF مدل 30202
بلبرینگ صنعتی SKF مدل 30202 از نوع رولبرینگ مخروطی تک ردیفه بوده و برای تحمل بارهای ترکیبی شعاعی و محوری طراحی شده است. این محصول با بهرهگیری از تکنولوژی ساخت دقیق و متریال مقاوم، گزینهای مناسب برای استفاده در ماشین آلات سنگین، گیربکسهای صنعتی، تجهیزات انتقال قدرت و سیستمهای تعلیق خودرو محسوب میشود. طراحی مخروطی این بلبرینگ باعث توزیع یکنواخت نیرو و افزایش طول عمر عملکردی آن در شرایط کاری سخت میشود.
جدول مشخصات فنی بلبرینگ SKF مدل 30202
| مقدار / توضیحات | ویژگی فنی |
|---|---|
| رولبرینگ مخروطی تک ردیفه | نوع بلبرینگ |
| SKF | برند |
| 30202 | مدل |
| 15 میلی متر | قطر داخلی (d) |
| 35 میلی متر | قطر خارجی (D) |
| 11.75 میلی متر | عرض کلی (B) |
| 18.5 کیلو نیوتن | ظرفیت بار دینامیک (C) |
| 14.6 کیلو نیوتن | ظرفیت بار استاتیک (C₀) |
| 17000 دور در دقیقه | سرعت مرجع |
| 20000 دور در دقیقه | سرعت محدود کننده |
| 55 گرم | وزن تقریبی |
| فولاد سخت کاری شده با مقاومت بالا | جنس |
| ماشین آلات صنعتی، گیربکس، خودرو، پمپها | کاربرد |
قیمت روز و خرید بلبرینگ مخروطی SKF مدل 30203 در تکمیل صنعت
بلبرینگ مخروطی SKF مدل 30203 یکی از پرکاربردترین رولبرینگ های صنعتی برای تحمل بارهای ترکیبی شعاعی و محوری است. این محصول با طراحی تک ردیفه و ساختار دقیق، مناسب برای ماشین آلات سنگین، گیربکس ها و تجهیزات انتقال قدرت می باشد.قیمت این مدل در بازار جهانی حدود 7.5 تا 9 دلار آمریکا است، بسته به کشور مبدا و شرایط واردات.
برای خرید بلبرینگ SKF مدل 30203 با بهترین قیمت و ضمانت اصالت کالا، پیشنهاد می شود با فروشگاه تخصصی تکمیل صنعت تماس بگیرید. این مجموعه با ارائه مشاوره فنی، ارسال سریع و پشتیبانی حرفه ای، یکی از معتبرترین منابع تامین بلبرینگ های صنعتی در ایران است. جهت استعلام قیمت روز، موجودی و ثبت سفارش، می توانید از طریق شماره تماس های درج شده در سایت تکمیل صنعت اقدام نمایید و از تخفیف های ویژه خرید عمده بهره مند شوید.
مشخصات فنی بلبرینگ SKF 30203
این بلبرینگ دارای ویژگی های زیر است:
- قطر داخلی: 17 میلی متر
- قطر خارجی: 40 میلی متر
- عرض کلی: 13.25 میلی متر
- ظرفیت بار دینامیک: 23.4 کیلو نیوتن
- ظرفیت بار استاتیک: 18.6 کیلو نیوتن
- سرعت مرجع: 15000 دور در دقیقه
- سرعت محدودکننده: 18000 دور در دقیقه
- وزن خالص محصول: حدود 77 گرم
این مشخصات باعث شده اند که بلبرینگ 30203 برای کاربردهای صنعتی سنگین، ماشین آلات کشاورزی، گیربکس ها و تجهیزات انتقال قدرت بسیار مناسب باشد.
انواع بلبرینگ خود تنظیم SKF
بلبرینگ های خود تنظیم SKF مدل 2209 در چند نوع مختلف طراحی و عرضه میشوند تا پاسخگوی نیازهای متنوع صنعتی باشند. هر مدل با ویژگی های خاص خود برای شرایط کاری متفاوت بهینه شده است. مدل های استاندارد با رینگ خارجی کروی برای کاربردهای عمومی مناسب هستند و عملکردی پایدار در شرایط معمول ارائه میدهند. در مقابل مدل های آب بندی شده با استفاده از آب بند NBR ضد سایش گزینه ای ایده آل برای محیط های آلوده و پر گرد و غبار محسوب میشوند. همچنین بلبرینگ هایی با رینگ داخلی پهن به دلیل نصب آسان روی شفت های تجاری در صنایع کشاورزی و ماشین آلات صنعتی کاربرد گسترده ای دارند. انتخاب نوع مناسب بلبرینگ خود تنظیم SKF 2209 به شرایط کاری نوع بار و محیط عملیاتی بستگی دارد.
| کاربرد | ویژگی ها | نوع بلبرینگ |
|---|---|---|
| مناسب برای کاربردهای عمومی | رینگ خارجی کروی | طراحی استاندارد مدل 2209 |
| مناسب برای محیط های آلوده | دارای آب بند NBR ضد سایش | مدل آب بندی شده 2209 |
| مناسب برای تجهیزات کشاورزی و صنعتی | نصب آسان روی شفت های تجاری | رینگ داخلی پهن 2209 |
علائم و نشانه های خرابی بلبرینگ خود تنظیم برند اس کا اف مدل 2209
خرابی بلبرینگ خود تنظیم اس کا اف SKF 2209 می تواند تاثیرات قابل توجهی بر عملکرد تجهیزات صنعتی داشته باشد و در صورت عدم تشخیص به موقع منجر به توقف فرآیند تولید افزایش هزینه های تعمیرات و کاهش بهره وری گردد. شناسایی علائم اولیه خرابی این نوع بلبرینگ به ویژه در کاربردهای حساس از اهمیت بالایی برخوردار است. اگر به دنبال نشانه های خرابی بلبرینگ صنعتی SKF 2209 علت صدای زیاد بلبرینگ خود تنظیم یا چگونگی تشخیص خرابی بلبرینگ هستید در ادامه مهم ترین نشانه های خرابی بلبرینگ خود تنظیم SKF 2209 را می توانید ببینید:
- تولید صدای غیرعادی یا افزایش نویز در حین عملکرد
- بروز لرزش های شدید در محل نصب بلبرینگ
- افزایش محسوس دمای بلبرینگ در زمان فعالیت
- کاهش سرعت چرخش یا ایجاد گیر در حرکت شفت
- نشتی روانکار یا خشک شدن گریس داخلی
- مشاهده خوردگی زنگ زدگی یا تغییر رنگ سطح بیرونی
- ایجاد ترک یا شکست در رینگ داخلی یا خارجی
- افت دقت در عملکرد مکانیکی و کاهش هماهنگی اجزا
خرید و قیمت بلبرینگ خود تنظیم برند SKF مدل 2209
قیمت بلبرینگ اس کا اف SKF 2209 تحت تاثیر مجموعه ای از عوامل فنی و تجاری قرار دارد که شناخت دقیق آن ها برای تصمیم گیری آگاهانه در خرید ضروری است. از جمله مهم ترین فاکتورها می توان به نوع بلبرینگ سایز و ابعاد نوع بار قابل تحمل تکنولوژی ساخت و کیفیت متریال اشاره کرد. بلبرینگ های خود تنظیم SKF 2209 که برای جبران انحراف زاویه ای طراحی شده اند به دلیل پیچیدگی ساخت و دقت بالا در تولید معمولا قیمت بالاتری نسبت به مدل های ساده تر دارند. همچنین استفاده از فولاد سخت با عملیات حرارتی دقیق و روانکارهای اختصاصی موجب افزایش دوام و در نتیجه ارزش اقتصادی این محصولات می شود.
در فرآیند خرید بلبرینگ SKF 2209 علاوه بر مشخصات فنی عوامل تجاری نیز تاثیرگذار هستند. برند اصلی بودن اصالت کالا شرایط گارانتی و خدمات پس از فروش از جمله مواردی هستند که در انتخاب نهایی نقش مهمی ایفا می کنند. همچنین شرایط بازار نوسانات ارزی و میزان دسترسی به نمایندگی های رسمی می تواند قیمت نهایی را تحت تاثیر قرار دهد. انتخاب تامین کننده معتبر و بررسی دقیق مشخصات فنی محصول از جمله اقدامات ضروری برای اطمینان از خرید بلبرینگ اصل و با دوام است. در نهایت توجه به نیاز عملیاتی و محیط کاری دستگاه تضمین کننده انتخابی هوشمندانه و مقرون به صرفه خواهد بود.
راهنمای خرید و مهم ترین نکات خرید Manual Thread Tap
>در دنیای ابزارآلات تراشکاری، دقت و دوام از مهمترین عوامل موفقیت در فرآیند تولید و تعمیرات صنعتی هستند. قلاویز دستی با امکان کنترل کامل توسط اپراتور، انتخابی ایدهآل برای رزوهزنی داخلی در شرایطی است که ماشینآلات اتوماتیک در دسترس نیستند یا نیاز به ظرافت و دقت بیشتر وجود دارد.
این ابزار کاربردی در ساخت قطعات فلزی، تعمیرات خودرو، قالبسازی و پروژههای صنعتی سبک و سنگین مورد استفاده قرار میگیرد. با استفاده از قلاویز دستی، میتوان رزوههایی دقیق و استاندارد در سوراخهای پیشساخته ایجاد کرد که اتصال پیچ و مهره را با اطمینان کامل تضمین میکند.نکات مهم در انتخاب قلاویز دستی مناسب :
- جنس ابزار: فولاد آلیاژی یا HSS برای مقاومت بالا در برابر سایش و عمر طولانی
- نوع رزوه: متریک یا اینچی بسته به نوع کاربرد و استاندارد قطعه
- تعداد قلاویز در ست: معمولاً شامل سه عدد قلاویز ابتدایی، میانی و نهایی برای اجرای کامل فرآیند رزوهزنی
قلاویز دستی نه تنها در کارگاههای تراشکاری سنتی بلکه در خطوط تولید مدرن نیز جایگاه ویژهای دارد. انتخاب سایز مناسب، گام رزوه دقیق و برند معتبر، نقش مهمی در کیفیت نهایی رزوه و عملکرد قطعه ایفا میکند.
خرید و قیمت Bearing چرخ عقب از فروشگاه انصاری
برند JBR با بهره گیری از تکنولوژی روز و کنترل کیفیت دقیق، بلبرینگ هایی تولید می کند که در تست های صنعتی عملکردی فراتر از استانداردهای OEM ارائه می دهند. این محصول نه تنها جایگزینی مطمئن برای بلبرینگ های اصلی خودرو محسوب می شود، بلکه با قیمت رقابتی و کیفیت ساخت بالا، گزینه ای اقتصادی و قابل اعتماد برای تعمیرکاران حرفه ای و فروشگاه های قطعات یدکی است.
جهت دریافت قیمت روز انواع بلبرینگ و رولبرینگ از برندهای معتبر جهانی از جمله JBR، skf ، KOYO و NTN، تنها کافی است با فروشگاه تخصصی بلبرینگ انصاری تماس بگیرید یا سفارش خود را به صورت آنلاین ثبت نمایید. خرید از بلبرینگ انصاری همراه با ضمانت اصالت کالا، مشاوره فنی رایگان و ارسال سریع به سراسر کشور انجام می شود.
مشخصات فنی و ویژگی های فنی چرخ عقب کاپرا و تویوتا وانت 1600 برند جی بی آر
بلبرینگ چرخ عقب JBR مدل 6308 با کلاس تلورانس C3، یکی از گزینه های صنعتی و قابل اعتماد برای خودروهای وانت سبک از جمله کاپرا و تویوتا وانت 1600 محسوب می شود. این بلبرینگ با طراحی دو ردیفه و آب بندی لاستیکی (2RS)، مقاومت بالایی در برابر نفوذ گرد و غبار، رطوبت و فشارهای دینامیکی دارد. استفاده از فولاد سخت کاری شده، روانکاری دقیق و کنترل کیفیت مستمر در فرآیند تولید، باعث شده تا این محصول عملکردی پایدار در شرایط جاده ای و باربری سنگین ارائه دهد.
| 6308 2RS C3 | مدل |
|---|---|
| 40 میلی متر | قطر داخلی (d) |
| 90 میلی متر | قطر خارجی (D) |
| 23 میلی متر | عرض (B) |
| 2RS (لاستیکی دو طرفه) | نوع آب بندی |
| C3 (تحمل بار و سرعت بالا) | کلاس تلورانس |
| فولاد پرس شده | جنس قفسه |
| 8500 دور در دقیقه | حداکثر سرعت چرخش |
| 29.5 کیلو نیوتن | حداکثر بار شعاعی مجاز |
| چرخ عقب کاپرا و تویوتا وانت 1600 | کاربرد |
مشخصات فنی و ساختاری تسمه های صنعتی
تسمه صنعتی بر اساس نوع کاربرد از مواد پلیمری مانند پلی اورتان، لاستیک نئوپرن یا ترکیبات تقویت شده با الیاف ساخته میشود. مقاومت کششی این تسمهها بین 40 تا 120 نیوتن بر میلیمتر عرض متغیر است و ضریب اصطکاک سطح آنها معمولا در محدوده 0.25 تا 0.35 قرار دارد. طراحی مقطع شامل انواع تخت، V شکل و گرد میباشد که هر کدام برای انتقال توان یا جابجایی مواد در شرایط بارگذاری خاص بهینه سازی شدهاند. دمای کاری استاندارد اغلب تسمهها بین منفی 20 تا مثبت 80 درجه سانتیگراد است و در نسخههای مقاوم حرارتی تا 120 درجه نیز قابل استفاده میباشند. انتخاب صحیح عرض، ضخامت و گام تسمه متناسب با توان موتور و سرعت شفت میتواند طول عمر تجهیز را تا 30 درصد افزایش دهد.
مشخصات و شماره فنی بلبرینگ چرخ عقب دوبل ال 90
بلبرینگ دوبل چرخ عقب ال 90 یکی از قطعات حیاتی در سیستم تعلیق محور عقب این خودرو محسوب می شود. این بلبرینگ از نوع تماس زاویه ای دو ردیفه بوده و به گونه ای طراحی شده که بتواند همزمان بارهای شعاعی و محوری را تحمل کند. شماره فنی رایج این قطعه DU255543 است که بیانگر ابعاد دقیق و نوع ساختار آن می باشد. استفاده از بلبرینگ دوبل در چرخ عقب باعث کاهش لرزش، افزایش پایداری خودرو در پیچ ها و بهبود عملکرد ترمزگیری می شود. این قطعه معمولا به همراه توپی چرخ عرضه شده و در صورت خرابی، باید به طور کامل تعویض گردد تا از آسیب به اکسل عقب جلوگیری شود. انتخاب بلبرینگ چرخ خودرو با مشخصات فنی صحیح، نقش مهمی در حفظ ایمنی و عملکرد خودرو دارد.
| DU255543 | شماره فنی (Part Number) |
| تماس زاویه ای دو ردیفه (Double Row Angular Contact) | نوع بلبرینگ |
| 25 میلی متر | قطر داخلی (Inner Diameter) |
| 55 میلی متر | قطر خارجی (Outer Diameter) |
| 43 میلی متر | عرض (Thickness) |
| حدود 200 گرم | وزن تقریبی |
| JBR، SNR، PMX | برندهای رایج |
| محور عقب خودرو رنو ال 90 (تندر 90) | محل نصب |
| بالا - دارای گریس صنعتی و آب بند داخلی | مقاومت در برابر رطوبت |
| کاهش اصطکاک، تحمل بارهای ترکیبی، افزایش عمر چرخ عقب | کاربرد اصلی |
مزایای استفاده از بلبرینگ JBR در محور عقب ال 90
استفاده از بلبرینگ دوبل مارک JBR در محور عقب خودروی ال 90 تنها یک انتخاب فنی نیست، بلکه تصمیمی هوشمندانه برای افزایش ایمنی، کاهش هزینه های نگهداری و بهبود تجربه رانندگی است. این قطعه با طراحی دقیق و کیفیت ساخت بالا، مزایای قابل توجهی را برای خودروهای شهری و جاده ای فراهم می کند. در ادامه مهم ترین مزایای این بلبرینگ را مرور می کنیم:
- افزایش ایمنی در ترمزگیری و پیچ ها
- کاهش هزینه های تعمیرات ناشی از خرابی زودرس
- مناسب برای رانندگان حرفه ای و استفاده روزمره
- کیفیت ساخت مطابق با استانداردهای بین المللی ISO و DIN
- نصب آسان و بدون نیاز به تغییرات در اکسل عقب
ویژگیهای فنی و مزایای بلبرینگ مناسب چرخ جلو JBR
برند JBR با تمرکز بر تولید قطعات یدکی با دوام و عملکرد بالا، توانسته رضایت بسیاری از تعمیرکاران و مصرفکنندگان را جلب کند. استفاده از این بلبرینگ چرخ خودرو باعث کاهش لرزش چرخ، بهبود عملکرد ترمزگیری و افزایش ایمنی در رانندگی میشود.
- طراحی دقیق با استانداردهای OEM برای نصب آسان و بدون نیاز به تغییرات
- مجهز به رینگ مغناطیسی داخلی جهت عملکرد صحیح سنسور ABS
- مقاوم در برابر فشار، حرارت و رطوبت محیطی
- مناسب برای محور جلو خودروهای رنو با دیسک ترمز و سنسور سرعت چرخ
- عمر طولانی و کاهش نویز در حرکت چرخها
قیمت و خرید کلاچ برینگ پیکان یا RD برند چینی جی بی آر
در بازار قطعات یدکی خودرو، بلبرینگ کلاچ پایه بلند مخصوص پیکان و RD با برند JBR ساخت چین، یکی از گزینههای اقتصادی و پرتقاضا محسوب میشود. قیمت دلاری این قطعه بسته به کیفیت ساخت و نوع بستهبندی، بین 6 تا 11 دلار متغیر است. البته در بازار داخلی، نوسانات ارزی و هزینههای واردات میتوانند روی قیمت نهایی تأثیر بگذارند. هنگام خرید، توجه به اصالت برند، تطابق ابعاد با سیستم کلاچ خودرو، و نوع پایه (بلند یا کوتاه) اهمیت زیادی دارد. برخی فروشگاهها خدماتی مانند مشاوره فنی، ارسال فوری و ضمانت اصالت کالا را نیز ارائه میدهند که میتواند تجربه خرید را حرفهایتر و مطمئنتر کند.
بلبرینگ کلاچ پایه بلند JBR با توجه به ابعاد استاندارد و کیفیت ساخت، جایگزین مناسبی برای قطعات اصلی خودروهای پیکان و RD محسوب میشود. این محصول با کاهش اصطکاک بین شفت و دیسک کلاچ، موجب عملکرد نرمتر و کاهش استهلاک سایر قطعات گیربکس میشود.
اگر به دنبال خرید بلبرینگ کلاچ پیکان پایه بلند با قیمت مناسب هستید یا میخواهید بلبرینگ کلاچ RD با برند چینی مطمئن تهیه کنید، این محصول میتواند نیاز شما را به خوبی پاسخ دهد.
مشخصات فنی بلبرینگ کلاچ پایه بلند پیکان و RD برند JBR چین
بلبرینگ کلاچ پایه بلند JBR با طراحی دقیق و متریال مقاوم، مناسب برای خودروهای پیکان و RD است که از سیستم کلاچ مکانیکی بهره میبرند. این قطعه با قطر داخلی استاندارد، ارتفاع بلند و ساختار ساچمهای تقویتشده، عملکردی روان و عمر طولانی را در شرایط شهری و جادهای تضمین میکند. استفاده از فولاد سختکاریشده در رینگها و روانکننده صنعتی در ساختار داخلی، موجب کاهش اصطکاک و جلوگیری از سایش زودهنگام میشود.
| توضیحات فنی | مشخصه |
|---|---|
| بلبرینگ کلاچ پایه بلند | نوع محصول |
| پیکان و RD | مناسب برای |
| JBR (ساخت چین) | برند |
| 35 میلیمتر | قطر داخلی |
| 65 میلیمتر | قطر خارجی |
| بلند (استاندارد برای پیکان و RD) | ارتفاع پایه |
| فولاد سختکاریشده | جنس رینگها |
| گریس صنعتی مقاوم در برابر حرارت | نوع روانکننده |
| تا 180 درجه سانتیگراد | مقاومت حرارتی |
| سیستم کلاچ مکانیکی خودروهای سبک | کاربرد |
مشخصات فنی رولبرینگ مخروطی SKF اصلی مدل 30204
رولبرینگ مخروطی تک ردیفه مدل 30204 برند SKF با قطر داخلی 20 میلی متر و قطر خارجی 47 میلی متر، یکی از محبوب ترین بیرینگ های صنعتی برای تحمل بارهای ترکیبی در سرعت های بالا محسوب می شود. این رولبرینگ صنعتی با طراحی دقیق و زاویه تماس بهینه، گزینه ای مناسب برای گیربکس های سنگین، دیفرانسیل خودروهای تجاری و تجهیزات انتقال قدرت است. اگر به دنبال مشخصات فنی رولبرینگ مخروطی SKF مدل 30204 هستید، باید بدانید که این محصول با ظرفیت بارگذاری دینامیک 34.1 کیلو نیوتن و سرعت مرجع 12000 دور در دقیقه، عملکردی پایدار و طول عمر بالا را در شرایط کاری سخت تضمین می کند. رولبرینگ 30204 SKF اصل، انتخابی حرفه ای برای مهندسان مکانیک، تعمیرکاران صنعتی و فروشگاه های قطعات یدکی است که به دنبال بیرینگ با کیفیت و قابل اعتماد هستند.
جدول مشخصات فنی رولبرینگ مخروطی SKF مدل 30204:
| مقدار / توضیح | ویژگی فنی |
|---|---|
| SKF اصلی | برند |
| 30204 | مدل |
| رولبرینگ مخروطی تک ردیفه | نوع |
| 20 میلی متر | قطر داخلی (d) |
| 47 میلی متر | قطر خارجی (D) |
| 15.25 میلی متر | عرض کلی (B) |
| 34.1 kN | ظرفیت بار دینامیک |
| 28 kN | ظرفیت بار استاتیک |
| 12000 دور در دقیقه | سرعت مرجع |
| 15000 دور در دقیقه | سرعت محدودکننده |
| 0.12 کیلوگرم | وزن تقریبی |
| گیربکس، دیفرانسیل، ماشین آلات صنعتی | کاربردها |
کاربردهای رایج بلبرینگ صنعتی مخروطی 30204 SKF
رولبرینگ مخروطی مدل 30204 برند SKF با طراحی تک ردیفه و زاویه تماس دقیق، یکی از قطعات کلیدی در سیستم های مکانیکی است که نیاز به تحمل همزمان بارهای شعاعی و محوری دارند. این بیرینگ صنعتی به دلیل ساختار مقاوم، دقت بالا و قابلیت عملکرد در سرعت های بالا، در طیف وسیعی از ماشین آلات و تجهیزات سنگین مورد استفاده قرار می گیرد. از خطوط تولید گرفته تا سیستم های محرکه خودروهای سنگین، رولبرینگ 30204 نقش مهمی در افزایش بهره وری، کاهش اصطکاک و بهبود طول عمر قطعات دارد. برخی از مهم ترین موارد کاربرد در صنعت عبارتند از:
- گیربکس های صنعتی و خودرویی
- اکسل و دیفرانسیل خودروهای سنگین
- ماشین آلات راه سازی و معدنی
- تجهیزات انتقال نیرو و محرکه
- پمپ های صنعتی و کمپرسورها
مشخصات فنی بلبرینگ SKF 30205
- قطر داخلی: 25 میلیمتر
- قطر خارجی: 52 میلیمتر
- ضخامت: 16.25 میلیمتر
- ظرفیت بار دینامیک: 38.1 kN
- ظرفیت بار استاتیک: 33.5 kN
- سرعت مرجع: 11000 دور در دقیقه
- سرعت محدودکننده: 13000 دور در دقیقه
- وزن: 0.15 کیلوگرم
این بلبرینگ با طراحی دقیق و استانداردهای جهانی، عملکردی پایدار، اصطکاک پایین و عمر کاری بالا را تضمین میکند. اجزای قابل تفکیک آن، فرآیند نصب و نگهداری را ساده کرده و امکان تعویض آسان قطعات را فراهم میسازد.
قیمت و خرید رولبرینگ مخروطی SKF 30205 اصلی
اگر به دنبال بلبرینگ صنعتی با تحمل بار بالا، عمر طولانی و عملکرد دقیق هستید، مدل 30205 اصلی SKF یکی از بهترین گزینههاست.این رولبرینگ مخروطی با طراحی مهندسیشده، در شرایط کاری سخت و سرعتهای بالا، عملکردی قابل اعتماد ارائه میدهد.
برای خرید بلبرینگ صنعتی مدل 30205 اصلی SKF و اطلاع از قیمت روز، همین حالا با کارشناسان مجرب تکمیل صنعت تماس بگیرید. کیفیت تضمینشده، مشاوره تخصصی و ارسال سریع در انتظار شماست.
مشخصات فنی رولبرینگ 30206 SKF
رولبرینگ مخروطی 30206 SKF از نوع تک ردیفه بوده و با طراحی دقیق و کیفیت ساخت بالا، برای تحمل همزمان بارهای شعاعی و محوری در کاربردهای صنعتی سنگین طراحی شده است. این بیرینگ با بهرهگیری از تکنولوژی SKF Explorer، اصطکاک پایین، عمر کاری طولانی و عملکرد پایدار در سرعتهای بالا را تضمین میکند. قابلیت تفکیکپذیری اجزا، نصب و نگهداری آسان را فراهم کرده و آن را به گزینهای مناسب برای گیربکسها، ماشینآلات معدنی، خودروهای سنگین و تجهیزات انتقال قدرت تبدیل کرده است.
| مقدار / توضیح | ویژگی فنی |
|---|---|
| 30206 | مدل |
| SKF (اس کا اف) | برند |
| رولبرینگ مخروطی تک ردیفه | نوع بیرینگ |
| 30 mm | قطر داخلی (d) |
| 62 mm | قطر خارجی (D) |
| 17.25 mm | عرض کلی (B) |
| 50 kN | ظرفیت بار دینامیکی |
| 48 kN | ظرفیت بار استاتیکی |
| 9000 rpm | سرعت مرجع |
| 0.228 kg | وزن تقریبی |
| دارد | قابلیت تفکیکپذیری |
| ISO / SKF Explorer | استاندارد ساخت |
| گیربکس، ماشینآلات صنعتی، خودروهای سنگین | کاربردها |
قیمت و خرید بلبرینگ صنعتی اس کا اف صلی مدل 30206
استفاده از رولبرینگهای اصلی SKF تضمینکننده دقت، دوام و کاهش هزینههای تعمیرات در بلندمدت است. مدل 30206 با استانداردهای جهانی ISO و ABMA تولید شده و در برابر لرزش، ضربه و بارهای ناگهانی مقاومت بالایی دارد. این محصول برای کاربردهایی که نیاز به رولبرینگ مخروطی با تحمل بار محوری بالا دارند، انتخابی بیرقیب است.
برای ثبت سفارش رولبرینگ مخروطی 30206 اصلی SKF و دریافت راهنمایی تخصصی، همین حالا با تیم فنی تکمیل صنعت تماس بگیرید. تجربه خرید مطمئن و مشاوره دقیق را از ما بخواهید.
فاکتورهای کیفی و قیمت فیلتر روغن کاترپیلار 1R0716
-
کارایی حذف ذرات فیلتر(Micron Rating): کارایی معمول برای حذف ذرات بین 10 تا 25 میکرون در عناصر صنعتی است.
-
ظرفیت نگهداری آلودگی (Dirt Holding Capacity): ظرفیت بالاتر یعنی طول عمر مفید بیشتر و افت فشار کمتر در چرخه سرویس.
-
جریان مجاز و افت فشار اولیه: افت فشار استاتیک اولیه معمول برای 1R0716 حدود 0.1 تا 0.5 بار است.
-
مکانیزم بایپس و شیر اطمینان: وجود شیر بایپس با تنظیم بین 0.8 تا 1.5 بار از نکات کلیدی ایمنی سیستم است.
-
مواد طبقۀ تصفیه و پشتیبانی ساختار: الیاف سلولزی تقویت شده یا میانه سینتتیک برای پایداری در دما و ویسکوزیته متغیر استفاده می شود.
-
آب بندی و نوع اورینگ: اورینگ NBR یا FKM بسته به دما و سوختگی روغن انتخاب می شود تا نشتی به حداقل برسد.
-
سازگاری مکانیکی و ابعادی: ابعاد و رزوه باید با بدنه فیلتر کاترپیلار همخوانی داشته باشد تا نشت و نشستی رخ ندهد.
-
طول عمر طراحی و فاصله سرویس: طول عمر طراحی بسته به شرایط کاری بین 150 تا 500 ساعت یا طبق توصیه تولیدکننده متغیر است.
-
استانداردها و اعتبارات کیفی: گواهی های فنی و آزمایشگاهی درباره بازده و سازگاری با استانداردهای صنعتی اهمیت دارد.
-
قیمت حدودی مهندسی (دلار آمریکا): قیمت نمایندگی OEM: 30.00 تا 75.00 USD؛ قیمت نمونه های Aftermarket استاندارد: 8.00 تا 28.00 USD؛ قیمت خرید عمده ممکن است تا 6.00 تا 20.00 USD کاهش یابد.
بررسی تخصصی و قیمت فیلتر سوخت کاترپیلار 1R0749
استفاده از فیلتر سوخت کاترپیلار 1R0749 برای حفظ عملکرد موتور و افزایش طول عمر تجهیزات صنعتی ضروری است. این فیلتر قادر به حذف ناخالصیها و ذرات معلق از سوخت دیزل با کارایی بالا است. کیفیت ساخت بالا و مقاومت در برابر فشار باعث شده این فیلتر انتخاب اول مهندسان و تکنسینها باشد. قیمت تقریبی این فیلتر بین 60 تا 85 دلار آمریکا بسته به شرایط بازار و تامین کننده متغیر است.
- مدل: کاترپیلار 1R0749 – سازگار با اکثر موتورهای سنگین کاترپیلار و تجهیزات صنعتی بزرگ.
- نوع: فیلتر سوخت دیزل – طراحی شده برای جداسازی ذرات معلق و جلوگیری از انسداد سیستم سوخترسانی.
- کاربرد: تجهیزات سنگین و موتورهای صنعتی – مناسب برای ماشینآلات ساختمانی، معدنی و کشاورزی.
- جنس: فیلتراسیون چندلایه با مقاومت بالا – تضمین عملکرد طولانی و جلوگیری از نفوذ ناخالصیها به موتور.
- دامنه قیمت: 60 تا 85 دلار – بسته به تامین کننده، موجودی بازار و نرخ ارز جهانی.
- ویژگی ویژه: حذف ذرات معلق و ناخالصیهای سوخت – افزایش عمر موتور و کاهش هزینههای نگهداری.
عوامل موثر بر خرید و قیمت فیلتر روغن دونالدسون P560971
انتخاب و خرید فیلتر روغن دونالدسون P560971 به عوامل متعددی بستگی دارد. کیفیت مواد فیلتراسیون و راندمان حذف ذرات معلق، طول عمر موتور و کاهش هزینههای نگهداری را تضمین میکند. ابعاد و سازگاری فیلتر با سیستم روغنرسانی موتور اهمیت ویژهای دارد. همچنین قیمت تقریبی این فیلتر بین 40 تا 60 دلار آمریکا بسته به تامینکننده و شرایط بازار متغیر است. مهندسان و تعمیرکاران حرفهای معمولاً به ویژگیهای فنی، استانداردهای بینالمللی و مقاومت مکانیکی فیلتر توجه میکنند. دسترسی آسان و موجودی انبار نیز نقش مهمی در زمان خرید ایفا میکند.
- کیفیت فیلتراسیون: راندمان حذف ذرات تا 20 میکرون، افزایش عمر موتور و کاهش هزینه تعمیرات.
- سازگاری با موتور: مناسب برای انواع موتورهای دیزل و بنزینی با سیستم روغنرسانی استاندارد.
- ابعاد و وزن: قطر 93 میلیمتر، ارتفاع 160 میلیمتر، وزن تقریبی 0.7 کیلوگرم، مناسب برای نصب آسان.
- مواد ساخت: فیبر سینتتیک چندلایه با مقاومت مکانیکی بالا در دماهای منفی 20 تا مثبت 120 درجه سانتیگراد.
- طول عمر و دوره تعویض: بین 3000 تا 5000 ساعت یا مطابق با دوره تعویض روغن توصیه شده.
- قیمت تقریبی: 40 تا 60 دلار آمریکا بسته به تامینکننده، موجودی بازار و نرخ ارز جهانی.
- دسترسپذیری: موجودی انبار و زمان تحویل، عامل مهم در تصمیمگیری خرید سریع و به موقع.
عوامل موثر بر خرید و قیمت فیلتر روغن ولوو 24063084
انتخاب و خرید فیلتر روغن ولوو 24063084 به چند عامل کلیدی بستگی دارد. کیفیت مواد فیلتراسیون و راندمان حذف ذرات معلق باعث افزایش طول عمر موتور و کاهش هزینه تعمیرات میشود. ابعاد و سازگاری فیلتر با سیستم روغنرسانی موتور اهمیت ویژه دارد. همچنین قیمت تقریبی این فیلتر بین 45 تا 65 دلار آمریکا بسته به تامینکننده و شرایط بازار متغیر است. مهندسان و تعمیرکاران حرفهای به مقاومت مکانیکی، استانداردهای بینالمللی و دسترسی آسان فیلتر توجه میکنند. موجودی انبار و زمان تحویل نیز نقش مهمی در تصمیمگیری سریع خرید ایفا میکند.
- کیفیت فیلتراسیون: حذف ذرات تا 15 میکرون، کاهش سایش موتور و بهبود عملکرد تجهیزات.
- سازگاری با موتور: مناسب برای موتورهای دیزل ولوو با سیستم روغنرسانی استاندارد.
- ابعاد و وزن: قطر 95 میلیمتر، ارتفاع 155 میلیمتر، وزن 0.75 کیلوگرم، نصب آسان و مطمئن.
- مواد ساخت: فیبر سینتتیک چندلایه با مقاومت مکانیکی بالا و عملکرد پایدار در دمای منفی 20 تا مثبت 120 درجه سانتیگراد.
- طول عمر و دوره تعویض: بین 3000 تا 5000 ساعت یا مطابق با دوره تعویض روغن توصیه شده توسط سازنده.
- قیمت تقریبی: 45 تا 65 دلار آمریکا بسته به شرایط بازار و تامینکننده.
- دسترسپذیری: موجودی انبار و زمان تحویل فیلتر، عامل مهم در خرید سریع و به موقع.
مزایای خرید و قیمت فیلتر روغن ولوو 24063074
- خرید فیلتر روغن ولوو 24063074 از آسیب رسیدن به موتور جلوگیری می کند و عمر آن را افزایش می دهد. قیمت حدود 25 تا 35 دلار است.
- استفاده از فیلتر اصلی باعث کاهش رسوبات و ذرات فلزی در روغن موتور می شود و عملکرد موتور را بهینه می کند.
- نصب فیلتر استاندارد ولوو باعث مصرف کمتر سوخت و کاهش آلودگی هوا می شود. هزینه تقریبی آن بین 25 تا 35 دلار است.
- با تعویض به موقع فیلتر روغن، فشار روی پمپ روغن کاهش می یابد و سیستم روانکاری خودرو همیشه سالم باقی می ماند.
- فروش فیلتر ولوو 24063074 با قیمت دقیق مهندسی و تضمین کیفیت، هزینه تقریبی 30 دلار و ارسال سریع به سراسر جهان دارد.
- کیفیت فیلتر اصلی باعث کاهش سروصدای موتور و حفظ سلامت قطعات داخلی خودرو می شود. قیمت حدود 28 تا 34 دلار متغیر است.
- استفاده از فیلتر اورجینال ولوو به تعمیرات پرهزینه جلوگیری می کند و عمر موتور را تا 20 درصد افزایش می دهد.
مشخصات فنی accumulator دیافراگمی 160cc هیداک آلمانی
آکومولاتور دیافراگمی 0.16 لیتری برند HYDAC با طراحی فشرده، عملکرد دقیق و ساختار مقاوم، یکی از بهترین انتخاب ها برای استفاده در مدارهای هیدرولیک با حجم پایین و نیاز به پاسخ سریع است. این مدل با بهره گیری از تکنولوژی پیشرفته آلمانی، قابلیت ذخیره انرژی هیدرولیکی، جذب ضربه های فشاری و تثبیت فشار مدار را در شرایط کاری سخت فراهم می کند. استفاده از گاز نیتروژن خنثی، دیافراگم مقاوم در برابر سایش و بدنه فولادی با پوشش ضد خوردگی، این آکومولاتور را به گزینه ای مطمئن برای صنایع خودروسازی، ماشین آلات سنگین، تجهیزات اتوماسیون و خطوط تولید تبدیل کرده است. اگر به دنبال آکومولاتور دیافراگمی با ظرفیت پایین، فشار کاری بالا و طول عمر بالا هستید، مدل 160cc برند HYDAC پاسخگوی نیازهای فنی شما خواهد بود.
| مقدار / توضیحات | ویژگی فنی |
|---|---|
| 160 سی سی (0.16 لیتر) | ظرفیت نامی |
| دیافراگمی (Diaphragm Type) | نوع ساختار |
| تا 330 بار (بسته به مدل و سری تولیدی) | فشار کاری |
| قابل تنظیم با گاز نیتروژن (معمولا بین 75 تا 90 بار) | فشار شارژ اولیه |
| نیتروژن خنثی (Nitrogen N₂) | نوع گاز |
| فولاد کربنی با پوشش ضد خوردگی | جنس بدنه |
| الاستومر مقاوم در برابر فشار و دمای بالا | جنس دیافراگم |
| از -20 تا +80 درجه سانتی گراد | دمای کاری |
| رزوه ای BSP یا فلنجی بسته به نیاز سیستم | نوع اتصال |
| DIN EN ISO 9001 و PED 2014/68/EU | استاندارد ساخت |
| سیستم های هیدرولیک صنعتی، ماشین آلات سنگین، تجهیزات کشاورزی، خطوط تولید اتوماتیک | کاربردها |
راهنمای خرید آکومولاتور دیافراگمی 160 سی سی هایداک آلمانی با قیمت مناسب
اگر به دنبال خرید آکومولاتور دیافراگمی با ظرفیت پایین و عملکرد دقیق هستید، مدل 160cc برند HYDAC یکی از انتخاب های حرفه ای در بازار تجهیزات هیدرولیک محسوب می شود. این محصول با طراحی فشرده، دیافراگم مقاوم و فشار کاری بالا، برای استفاده در مدارهای هیدرولیک صنعتی، ماشین آلات سنگین و سیستم های اتوماسیون بسیار مناسب است.
آکومولاتور دیافراگمی هایداک با بهره گیری از گاز نیتروژن خنثی، انرژی هیدرولیکی را ذخیره کرده و در شرایط بحرانی مانند افت فشار یا توقف پمپ، عملکرد مدار را تثبیت می کند. بدنه فولادی با پوشش ضد خوردگی و دیافراگم الاستومری مقاوم در برابر سایش، دوام و ایمنی این محصول را در محیط های صنعتی سخت تضمین می کند.
نکات مهم در خرید آکومولاتور HYDAC مدل 160 سی سی:
- بررسی دقیق فشار کاری مورد نیاز مدار قبل از انتخاب مدل
- تطبیق نوع اتصال (رزوه ای یا فلنجی) با طراحی سیستم هیدرولیک
- انتخاب فروشنده معتبر با ضمانت اصالت کالا و خدمات پس از فروش
- توجه به استانداردهای ساخت بین المللی مانند DIN EN ISO 9001 و PED
- بررسی دمای کاری و نوع سیال مورد استفاده در مدار
خرید اینترنتی HYDAC 160cc از مرجع تخصصی
برای خرید آکومولاتور دیافراگمی 160 سی سی هایداک HYDAC با قیمت مناسب، مشاوره فنی و ارسال سریع، با تیم فروش هیدرولیک تک تماس بگیرید. این مجموعه به عنوان مرجع تخصصی فروش انواع آکومولاتور، آماده تامین مدل های مختلف از برند آلمانی HYDAC با ضمانت کیفیت و اصالت می باشد.
بررسی مشخصات فنی و قیمت تسمه تایمینگ DL باندو
- ساختار فنی: تسمه تایمینگ DL باندو دارای پروفیل دندانه ذوزنقه ای است. این طراحی انتقال قدرت دقیق و بدون لغزش را تضمین می کند. این تسمه برای کاربردهای صنعتی سنگین بسیار مناسب است.
- جنس و مواد: این محصول از ترکیب لاستیک نیتریل با استحکام بالا و الیاف فایبرگلاس ساخته شده است. این ترکیب مقاومت فوق العاده ای در برابر سایش و کشش ایجاد می کند. دوام آن در شرایط سخت عملیاتی قابل توجه است.
- اندازه ها و ابعاد: تسمه تایمینگ DL در طول ها و عرض های استاندارد مختلفی تولید می شود. هر تسمه برای نیازهای خاص مکانیکی طراحی شده است. انتخاب اندازه صحیح برای عملکرد بهینه ضروری است.
- دمای کاری: این تسمه ها محدوده دمایی منفی ۳۰ تا مثبت ۸۰ درجه سانتیگراد را تحمل می کنند. آنها در محیط های مرطوب یا روغنی نیز عملکرد پایدار خود را حفظ می نمایند. این ویژگی قابلیت اطمینان سیستم را افزایش می دهد.
- کاربردهای صنعتی: از این تسمه ها در موتورهای احتراق داخلی و سیستم های انتقال قدرت استفاده می شود. آنها در خودرو سازی و صنایع ماشین آلات سنگین کاربرد گسترده ای دارند. دقت در زمان بندی از مزایای کلیدی آنها است.
- قیمت گذاری بین المللی: قیمت جهانی این محصول بین ۱۵ تا ۵۰ دلار آمریکا متغیر است. این بازه قیمتی به طول و عرض تسمه و مشخصات فنی آن بستگی دارد. قیمت برای اندازه های خاص ممکن است بالاتر باشد.
- عوامل موثر بر قیمت: نوسانات قیمت مواد اولیه بر هزینه نهایی تاثیر مستقیم دارد. هزینه های حمل و نقل و مالیات های بین المللی نیز در قیمت گذاری نقش مهمی ایفا می کنند. خرید عمده معمولا باعث کاهش قیمت واحد می شود.
- گارانتی و استانداردها: محصولات باندو تحت استانداردهای ISO 9010 و ISO 13050 تولید می شوند. آنها معمولا با گارانتی عملکرد ۱۲ تا ۲۴ ماهه ارائه می گردند. این گارانتی نشان دهنده اعتماد سازنده به کیفیت محصول است.
راهنمای خرید و قیمت تسمه تایمینگ DXL باندو
-
انتخاب تسمه تایمینگ DXL باندو نیازمند بررسی مشخصات فنی است. این تسمه با طراحی دقیق برای هماهنگی بین میل لنگ و میل سوپاپ ساخته شده است. بازه قیمت آن حدود 45 تا 65 دلار است.
-
کیفیت ساخت و نوع مواد اولیه تسمه DXL باندو تاثیر مستقیم بر طول عمر دارد. جنس تقویت شده با الیاف مصنوعی مقاومت بالاتری در برابر حرارت ایجاد می کند. قیمت حدودی این مدل 60 تا 80 دلار است.
-
یکی از عوامل تعیین کننده در خرید، دقت دندانه های تسمه است. در محصولات باندو دندانه ها با تلرانس مهندسی دقیق ساخته می شوند. هزینه تقریبی بین 55 تا 70 دلار محاسبه می شود.
-
طول و عرض تسمه DXL باندو باید متناسب با موتور انتخاب شود. سایز نامناسب می تواند عملکرد سیستم انتقال نیرو را مختل کند. محدوده قیمت این ابعاد استاندارد حدود 50 تا 68 دلار است.
-
در هنگام خرید، توجه به شرایط گارانتی و اصالت کالا ضروری است. تسمه اصلی باندو معمولا با بسته بندی مقاوم و برچسب اصالت عرضه می شود. قیمت نسخه اصل بین 65 تا 90 دلار قرار دارد.
بررسی فنی و قیمت تسمه تایمینگ RPP3 مگادین
بررسی تسمه RPP3 مگادین نشان می دهد که این محصول با طراحی دقیق برای سیستم های صنعتی و خودرویی ساخته شده است. تسمه تایمینگ RPP3 دارای پروفیل دندانه قوسی شکل است که انتقال نیرو را پایدارتر می کند. مواد اولیه آن از ترکیبات لاستیکی تقویت شده با فیبر مصنوعی تشکیل شده است. این ویژگی موجب افزایش مقاومت در برابر سایش و دماهای بالا می شود. محدوده قیمت دلاری این تسمه در بازار جهانی بین 40 تا 75 دلار بسته به سایز و مشخصات فنی گزارش می شود.
| عرض تسمه (میلی متر) | طول تسمه (میلی متر) | ظرفیت انتقال توان (کیلووات) | قیمت تقریبی (دلار) | مدل |
|---|---|---|---|---|
| 9 | 450 | 1.8 | 40 - 50 | RPP3-450 |
| 12 | 600 | 2.4 | 50 - 60 | RPP3-600 |
| 15 | 800 | 3.1 | 60 - 70 | RPP3-800 |
| 20 | 1000 | 3.9 | 65 - 75 | RPP3-1000 |
فاکتورهای موثر بر خرید و قیمت تسمه تایمینگ DH باندو
انتخاب تسمه تایمینگ DH باندو به عوامل مختلفی بستگی دارد. نوع الیاف تقویتی، مقاومت در برابر دما و میزان بارگذاری از مهم ترین شاخص های فنی هستند. این تسمه ها به دلیل دقت در طراحی و کنترل کیفیت بالا، برای سیستم های حساس صنعتی و خودرویی استفاده می شوند. محدوده قیمت دلاری آن ها در بازار بین 55 تا 95 دلار گزارش می شود و تغییر قیمت به ابعاد و ظرفیت انتقال توان بستگی دارد.
- عرض تسمه DH باندو معمولا بین 10 تا 25 میلی متر است و بر قیمت نهایی تاثیر مستقیم دارد.
- طول استاندارد تسمه ها از 500 تا 1200 میلی متر متغیر بوده و قیمت را بین 60 تا 85 دلار تغییر می دهد.
- ترکیب لاستیک مقاوم با فیبر مصنوعی عمر کاری را افزایش داده و قیمت را حدود 70 تا 95 دلار قرار می دهد.
- میزان تحمل حرارت در محدوده 90 تا 120 درجه سانتی گراد است و سبب افزایش ارزش محصول در بازار جهانی می شود.
- ظرفیت انتقال توان بین 2 تا 4.5 کیلووات متغیر بوده و عامل اصلی تفاوت قیمت در سری های مختلف محسوب می شود.
قیمت و خرید بلبرینگ اس کا اف 30207
قیمت دلاری بلبرینگ صنعتی 30207 برند SKF اصلی بسته به نوسانات بازار جهانی فولاد، هزینه حمل و نقل بین المللی و نرخ ارز متغیر است. این رولبرینگ مخروطی با کیفیت بالا، در دسته بلبرینگ های مناسب برای گیربکس صنعتی، ماشین آلات سنگین و دیفرانسیل خودرو قرار می گیرد. برای اطلاع از قیمت روز بلبرینگ SKF 30207، دریافت مشاوره تخصصی و خرید انواع بلبرینگ ماشینی، یاتاقان صنعتی و رولبرینگ مخروطی، همین حالا با کارشناسان تکمیل صنعت تماس بگیرید و از مشاوره رایگان، ضمانت اصالت و ارسال سریع بهره مند شوید.
مشخصات فنی و ویژگی های بلبرینگ صنعتی 30207 برند SKF اصلی
بلبرینگ صنعتی 30207 برند SKF اصلی از نوع رولبرینگ مخروطی بوده و با طراحی دقیق برای تحمل بارهای شعاعی و محوری در یک جهت ساخته شده است. این محصول با قطر داخلی 35 میلی متر و قطر خارجی 72 میلی متر، در ماشین آلات سنگین، گیربکس های صنعتی و دیفرانسیل خودرو کاربرد گسترده ای دارد. استفاده از فولاد آلیاژی سخت کاری شده، روانکاری بهینه و دقت بالا در ساخت، باعث شده این بلبرینگ عملکردی پایدار، عمر طولانی و مقاومت بالا در برابر سایش و فشار داشته باشد. نصب آسان، قابلیت تعویض سریع و تطابق با استانداردهای بین المللی از دیگر ویژگی های برجسته این محصول است.
| مقدار / توضیحات | ویژگی فنی |
|---|---|
| رولبرینگ مخروطی (Tapered Roller Bearing) | نوع بلبرینگ |
| 30207 J2/Q | شماره فنی |
| SKF اصلی | برند |
| 35 میلی متر | قطر داخلی |
| 72 میلی متر | قطر خارجی |
| 18.25 میلی متر | عرض |
| بالا برای بارهای شعاعی و محوری | ظرفیت تحمل بار |
| فولاد آلیاژی سخت کاری شده | جنس |
| گریس صنعتی یا روغن با ویسکوزیته متوسط | روانکاری پیشنهادی |
| گیربکس، دیفرانسیل، ماشین آلات صنعتی | کاربردهای رایج |
| ISO / DIN | استاندارد ساخت |
| دارد، با شماره فنی مشابه | قابلیت تعویض |
مزایای خرید رولبرینگ تک ردیفه SKF مدل 30208 اصلی
انتخاب بلبرینگ صنعتی SKF مدل 30208 اصلی به معنای سرمایه گذاری روی کیفیت، دوام و عملکرد مطمئن در شرایط کاری سخت است. این محصول با طراحی مهندسی، متریال مقاوم و اصالت تضمین شده، نیازهای صنعتی را به بهترین شکل پاسخ میدهد و از خرابی های زودرس و هزینه های اضافی جلوگیری میکند. خرید نسخه اصلی این بلبرینگ، تضمینی برای بهره وری بیشتر، کاهش اصطکاک و افزایش طول عمر تجهیزات صنعتی شماست.
- تحمل همزمان بارهای شعاعی و محوری
- طراحی مخروطی تک ردیفه با نصب آسان
- روانکاری بهینه و اصطکاک پایین
- عمر طولانی و مقاومت در برابر سایش
- مناسب برای ماشین آلات سنگین و سیستم های انتقال نیرو
- عرضه با بسته بندی اورجینال و گواهی اصالت
- کاهش هزینه های تعمیر و نگهداری در بلندمدت
- عملکرد پایدار در سرعت های بالا و شرایط سخت کاری
مشخصات و ویژگی های فنی بلبرینگ صنعتی مدل 30208 برند اس کا اف
بلبرینگ مخروطی تک ردیفه SKF مدل 30208 یکی از قطعات کلیدی در صنعت است که با طراحی دقیق و متریال با کیفیت، عملکردی قابل اعتماد در شرایط کاری سخت ارائه میدهد. این بلبرینگ برای تحمل بارهای شعاعی و محوری به صورت همزمان طراحی شده و در ماشین آلات صنعتی، تجهیزات انتقال نیرو و سیستم های محرک کاربرد گستردهای دارد.
| مقدار | ویژگی |
|---|---|
| 40 میلی متر | قطر داخلی |
| 80 میلی متر | قطر خارجی |
| 18 میلی متر | پهنا |
| 0.42 کیلوگرم | وزن |
| 7000 دور در دقیقه | سرعت نامی |
| 8500 دور در دقیقه | سرعت محدود |
| 75.8 کیلو نیوتن | بار دینامیک پایه |
| 68 کیلو نیوتن | بار استاتیک پایه |
مشخصات فنی و ویژگی های رولبرينگ مخروطي 30209 اس کا اف اصلی
- برند:SKF سوئد
- شماره فنی:30209
- نوع بیرینگ:رولبرینگ مخروطی تک ردیفه
- قطر داخلی:45 میلی متر
- قطر خارجی:85 میلی متر
- ارتفاع:20.75 میلی متر
- جنس:فولاد ضد سایش با عملیات حرارتی دقیق
این رولبرینگ با طراحی مخروطی، قابلیت تنظیم خودکار را در هنگام نصب فراهم می کند و از ایجاد لقی یا اصطکاک اضافی جلوگیری می کند. همچنین، استفاده از گریس یا روغن مناسب در روانکاری آن باعث افزایش طول عمر و کاهش هزینه های تعمیرات می شود.
چرا رولبرینگ 30209 SKF اصلی را انتخاب کنیم؟
در بازار رقابتی بیرینگ های صنعتی، انتخاب یک رولبرینگ مطمئن و با کیفیت، نقش کلیدی در افزایش بهره وری تجهیزات و کاهش هزینه های نگهداری دارد. برند SKF سوئد با بیش از یک قرن تجربه در تولید انواع بیرینگ، به عنوان یکی از پیشگامان این صنعت شناخته می شود. رولبرینگ مخروطی 30209 SKF اصلی، نمونه ای بارز از مهندسی دقیق و کیفیت بینظیر این برند است.
این محصول با استانداردهای بین المللی ISO و DIN تولید شده و در تمامی مراحل ساخت، تحت کنترل کیفیت سختگیرانه قرار گرفته است. طراحی مخروطی آن باعث توزیع یکنواخت بارهای شعاعی و محوری می شود و از ایجاد لقی، سایش و اصطکاک اضافی جلوگیری می کند. همچنین، استفاده از فولاد ضد سایش با عملیات حرارتی دقیق، مقاومت بالایی در برابر فشارهای مکانیکی، دمای بالا و شرایط محیطی سخت فراهم می کند.
رولبرینگ 30209 SKF اصلی انتخابی هوشمندانه برای صنایعی است که به عملکرد پایدار، عمر طولانی و کاهش توقفات ناخواسته نیاز دارند. از ماشین آلات سنگین گرفته تا گیربکس های صنعتی و تجهیزات انتقال قدرت، این رولبرینگ عملکردی قابل اعتماد و دقیق ارائه می دهد.
اگر به دنبال یک بیرینگ صنعتی هستید که هم از نظر فنی بینقص باشد و هم از نظر اقتصادی مقرون به صرفه، رولبرینگ مخروطی 30209 SKF اصلی گزینهای بیرقیب است.
چرا باید رولبرینگ SKF اصل بخریم؟
استفاده از رولبرینگ های بی کیفیت یا تقلبی در تجهیزات صنعتی و خودرویی می تواند پیامدهای جدی و پرهزینهای به همراه داشته باشد. از جمله این پیامدها میتوان به خرابی زودهنگام قطعات، افزایش اصطکاک، کاهش راندمان، توقف ناگهانی خطوط تولید و تحمیل هزینه های سنگین تعمیرات اشاره کرد. این مشکلات نه تنها بهره وری را کاهش می دهند، بلکه اعتبار برند و رضایت مشتری را نیز تحت تاثیر قرار می دهند.
در مقابل، رولبرینگ مخروطی 30210 برند SKF اصلی با طراحی دقیق و متریال استاندارد، تضمین کننده عملکرد پایدار و طول عمر بالا در شرایط کاری سخت و بارهای ترکیبی است. این مدل با ویژگی های زیر عرضه می شود:
مشخصات تخصصی رولبرینگ مخروطی 30210 SKF اصل
- بارکد اختصاصی و کد فنی معتبر: امکان رهگیری اصالت کالا از طریق سیستم جهانی SKF
- آلیاژ فولاد سخت کاری شده: مقاوم در برابر سایش، فشار و دمای بالا
- قفسه دقیق با غلتک های مخروطی: توزیع یکنواخت بارهای شعاعی و محوری
- گریس مخصوص با فرمولاسیون SKF: کاهش اصطکاک، افزایش روانکاری و محافظت در برابر خوردگی
- طراحی تفکیک پذیر: تسهیل در نصب، سرویس و تعویض قطعات
مشخصات فنی بلبرینگ برای چرخ جلو خودرو پژو 2008 و 206 و رانا
بلبرینگ چرخ جلو JBR چینی اصلی با شماره فنی DAC428236M یکی از پرکاربردترین قطعات در سیستم تعلیق خودروهای پژو 2008، پژو 207 و رانا پلاس محسوب میشود. این بلبرینگ از نوع شیار عمیق دو ردیفه بوده و با طراحی دقیق، مقاومت بالا در برابر فشارهای شعاعی و محوری، و عمر طولانی، انتخابی مطمئن برای رانندگان حرفهای و تعمیرکاران تخصصی است. اگر به دنبال خرید بلبرینگ چرخ جلو پژو 207 با کیفیت OEM هستید یا قصد دارید بلبرینگ چرخ رانا پلاس را با بهترین قیمت تهیه کنید، این مدل JBR چینی اصلی گزینهای ایدهآل برای شماست.
| مقدار / توضیحات | ویژگی فنی |
|---|---|
| JBR چین | برند |
| DAC428236M | شماره فنی |
| شیار عمیق دو ردیفه | نوع بلبرینگ |
| 42 میلی متر | قطر داخلی |
| 82 میلی متر | قطر خارجی |
| 36 میلی متر | عرض |
| پژو 2008، پژو 207، رانا پلاس | مناسب برای خودروهای |
| بالا | مقاومت در برابر فشار شعاعی |
| دارد | مقاومت در برابر خوردگی |
| پرسی روی توپی چرخ | نوع نصب |
| چین | کشور سازنده |
| OEM مطابق با خودروساز | استاندارد تولید |
قیمت و خرید بلبرینگ مارک چینی jbr پژو 2008
قیمت بلبرینگ چرخ خودرو پژو 2008، 207 و رانا پلاس به عوامل مختلفی بستگی دارد. مهم ترین فاکتور، برند تولیدکننده و کیفیت ساخت آن است. برندهای معتبر مانند SKF، KOYO و NACHI معمولاً از فولاد ضد سایش و تکنولوژی دقیقتری استفاده میکنند. نوع طراحی بلبرینگ، مقاومت در برابر فشار شعاعی و محوری، و تطابق با استانداردهای OEM نیز در قیمت نهایی تاثیرگذار هستند. بسته بندی صنعتی، گارانتی معتبر و کشور سازنده نیز از عوامل تعیین کننده قیمت هستند. بلبرینگ های اصلی با استاندارد OEM معمولاً بین 18 تا 35 دلار قیمت دارند و در بازارهای بین المللی با این بازه عرضه میشوند.
عامل دوم موثر بر قیمت، نحوه تامین و کانال توزیع محصول است. بلبرینگ هایی که از طریق واردات رسمی یا نمایندگی های معتبر عرضه میشوند، قیمت بالاتری دارند. در مقابل، محصولات بدون گارانتی یا فاقد اصالت ممکن است با قیمت پایین تر اما کیفیت نامناسب عرضه شوند. حجم سفارش، نوع بسته بندی، و هزینه حمل و نقل نیز در قیمت نهایی موثر هستند. بلبرینگ های برند KG یا JBR چینی با کیفیت متوسط معمولاً بین 8 تا 15 دلار قیمت دارند. انتخاب بلبرینگ مناسب باید بر اساس نوع خودرو، شرایط رانندگی و بودجه مصرف کننده انجام شود تا از هزینه های تعمیرات بعدی جلوگیری شود.
قیمت روز و خرید بلبرینگ چرخ مگان مارک چینی جی بی آر
قیمت خرید بلبرینگ چرخ عقب دوبل مگان تحت تاثیر چند عامل کلیدی قرار دارد. مهم ترین فاکتور، برند سازنده و کیفیت متریال استفاده شده در ساخت بلبرینگ است. بلبرینگ های ساخت چین مانند برند JBR معمولا قیمت اقتصادی تری نسبت به برند های اروپایی دارند. نوع طراحی بلبرینگ، دوبل بودن و مقاومت در برابر فشار و حرارت نیز در تعیین قیمت موثر است. همچنین بسته بندی صنعتی، گارانتی و استاندارد های بین المللی مانند ISO یا DIN می توانند قیمت نهایی را افزایش دهند. قیمت برند های معتبر مانند SKF یا NTN برای مدل های مشابه بین 35 تا 60 دلار متغیر است. در مقابل، برند JBR با کیفیت قابل قبول و قیمت رقابتی حدود 18 تا 25 دلار عرضه می شود.
عامل دیگر موثر بر قیمت، نحوه تامین و کانال های توزیع بلبرینگ در بازار داخلی است. بلبرینگ هایی که از طریق واردکنندگان رسمی و فروشگاه های تخصصی عرضه می شوند، معمولا قیمت شفاف و خدمات پس از فروش دارند. نوسانات نرخ ارز، هزینه حمل و نقل و موجودی انبار نیز در قیمت نهایی تاثیرگذار هستند. خرید مستقیم از فروشگاه تخصصی بلبرینگ و رولبرینگ بلبرینگ انصاری، امکان دریافت مشاوره فنی و اطلاع از قیمت روز را فراهم می کند. کارشناسان این مجموعه با تجربه بالا، مناسب ترین گزینه را با توجه به نوع خودرو و بودجه شما پیشنهاد می دهند. برای دریافت قیمت دقیق و خرید آنلاین بلبرینگ چرخ عقب دوبل مگان برند JBR، با تیم فروش بلبرینگ انصاری تماس بگیرید.
مشخصات و ویژگی های بلبرینگ چرخ غقب خودرو مگان jbr
بلبرینگ چرخ عقب دوبل مگان برند JBR ساخت چین با طراحی دو ردیفه ساچمه ای و متریال مقاوم در برابر فشار و حرارت، گزینه ای مناسب برای خودروهای رنو مگان است. این بلبرینگ با ابعاد استاندارد، نصب آسان و عملکرد بی صدا، انتخابی اقتصادی و قابل اعتماد برای تعمیرکاران و مصرف کنندگان حرفه ای محسوب می شود. کیفیت ساخت بالا، روانکاری صنعتی و تطابق کامل با توپی چرخ عقب مگان از ویژگی های برجسته این محصول است.
- نوع بلبرینگ: ساچمه ای دوبل
- قطر داخلی: 25 میلی متر
- قطر خارجی: 55 میلی متر
- عرض: 43 میلی متر
- شماره فنی: DU255545 ZZ
- برند: JBR
- کشور سازنده: چین
- محل نصب: چرخ عقب رنو مگان
- جنس: فولاد سخت کاری شده
- مقاومت: در برابر فشار، حرارت و رطوبت
- روانکاری: گریس صنعتی با دوام بالا
- نصب: آسان و بدون نیاز به تغییرات در توپی چرخ
راهنمای خرید بلبرینگ دو خار گیربکس پژو 206 JBR
انتخاب بلبرینگ مناسب برای گیربکس پژو 206 نیازمند دقت بالا در بررسی مشخصات فنی، برند تولیدکننده و تطابق کامل با مدل خودرو می باشد. بلبرینگ دو خار JBR با طراحی دقیق و کیفیت ساخت قابل قبول، گزینه ای اقتصادی و کاربردی برای تعمیر یا تعویض قطعات گیربکس محسوب می شود. هنگام خرید این قطعه، توجه به اصالت برند، کد فنی محصول و شرایط نصب بسیار مهم است. همچنین توصیه می شود از فروشگاه های تخصصی و معتبر خرید کنید تا از دریافت محصول اصلی و باکیفیت اطمینان حاصل نمایید.
- حتما به کد فنی محصول توجه کنید: BB1B447244B
- از فروشگاه های تخصصی و معتبر خرید کنید تا از اصالت برند JBR مطمئن باشید
- در صورت تعویض بلبرینگ، بررسی کامل سایر قطعات گیربکس توصیه می شود
- بلبرینگ های تقلبی ممکن است باعث خرابی زودهنگام گیربکس شوند
مشخصات فنی بلبرینگ دو خار گیربکس پژو 206 JBR
- نوع بلبرینگ: دو خار (Double Groove)
- مناسب برای: گیربکس دستی پژو 206 تیپ 2، تیپ 5 و تیپ 6
- برند: JBR ساخت چین
- جنس: فولاد سخت کاری شده با پوشش ضد سایش
- مقاومت حرارتی: مناسب برای دمای بالا و عملکرد طولانی مدت
- کد فنی: BB1B447244B
ویژگی های بلبرینگ ماشینی تایم ثابت JBR برای سمند EF7
بلبرینگ تایم ثابت سمند EF7 باید دارای ویژگی هایی باشد که عملکرد دقیق، دوام بالا و هماهنگی کامل با موتور را تضمین کند. برند JBR با طراحی تخصصی و استفاده از متریال مقاوم، این نیازها را به خوبی پاسخ داده است. در ادامه، مهم ترین ویژگی های این بلبرینگ را بررسی می کنیم:
- طراحی اختصاصی برای موتور EF7بلبرینگ JBR با ابعاد دقیق و استاندارد، نصب آسان و عملکرد بدون نقص را در موتورهای EF7 تضمین می کند.
- مقاومت بالا در برابر حرارت و فشاراستفاده از فولاد سخت کاری شده و گریس مقاوم در برابر دمای بالا، این بلبرینگ را برای شرایط سخت رانندگی مناسب می سازد.
- کاهش نویز و ارتعاشات موتوربلبرینگ تایم ثابت JBR با کاهش اصطکاک و لرزش، به عملکرد نرم تر موتور و کاهش صدای اضافی کمک می کند.
نکات مهم هنگام خرید بلبرینگ تایم ثابت سمند EF7
هنگام خرید بلبرینگ تایم ثابت، توجه به چند نکته کلیدی می تواند از بروز مشکلات فنی در موتور خودرو جلوگیری کند و عمر قطعات را افزایش دهد. انتخاب برند معتبر، بررسی دقیق مشخصات فنی مانند قطر داخلی، قطر خارجی و ضخامت، و اطمینان از سازگاری کامل با مدل موتور EF7 از جمله مواردی هستند که باید در اولویت قرار گیرند. همچنین خرید از فروشگاه تخصصی با ضمانت اصالت کالا و مشاوره فنی، نقش مهمی در انتخاب صحیح و مطمئن دارد. رعایت این نکات نه تنها عملکرد موتور را بهینه می کند، بلکه از هزینه های تعمیرات احتمالی در آینده نیز جلوگیری خواهد کرد.
عوامل موثر بر قیمت خرید آکومولاتور دیافراگمی 0.32 لیتری هایداک
قیمت خرید آکومولاتور دیافراگمی به عوامل متعددی بستگی دارد که شامل ظرفیت حجمی، فشار کاری، نوع دیافراگم، جنس بدنه و استانداردهای ساخت میشود. برند سازنده نیز نقش مهمی در تعیین قیمت دارد، زیرا کیفیت ساخت و گارانتی محصول در برندهای معتبر بالاتر است. آکومولاتورهای با ظرفیت 320 سی سی و فشار کاری تا 210 بار، در دسته قطعات صنعتی میان رده قرار میگیرند. نوع اتصال رزوه ای یا فلنجی، و مقاومت در برابر خوردگی نیز بر قیمت نهایی تاثیرگذار هستند. در بازار جهانی، برندهای آلمانی مانند HYDAC و Bosch Rexroth به دلیل دقت ساخت و دوام بالا، قیمت بالاتری دارند.
قیمت آکومولاتور دیافراگمی 320 سی سی ساخت آلمان، بسته به مشخصات فنی و نوع دیافراگم، بین 85 تا 160 دلار متغیر است. مدل های با دیافراگم EPDM و فشار کاری بالا معمولا در رنج قیمتی بالاتر قرار دارند. برندهای اروپایی مانند HYDAC، Parker و EPE ایتالیا، در بازار بین المللی شناخته شده هستند و قیمت آنها با توجه به گواهی های فنی و استانداردهای ISO تعیین میشود. هزینه حمل، موجودی انبار و نوسانات نرخ ارز نیز در قیمت نهایی موثر هستند. انتخاب آکومولاتور مناسب باید بر اساس نیاز فنی و بودجه پروژه انجام شود تا عملکرد سیستم هیدرولیک بهینه گردد.
مشخصات فنی HYDAC Diaphragm Accumulator مدل 320 سی سی
آکومولاتور دیافراگمی 0.32 لیتری HYDAC آلمانی با ظرفیت دقیق 0.32 لیتر، برای کاربردهای صنعتی با فشار بالا طراحی شده است. این مدل قابلیت تحمل فشار کاری تا 210 بار را دارد و به واسطه دیافراگم انعطاف پذیر از جنس NBR یا EPDM، عملکردی مطمئن در برابر نوسانات فشار و ضربه های ناگهانی ارائه می دهد. بدنه این آکومولاتور از فولاد ضد زنگ با پوشش ضد خوردگی ساخته شده که مقاومت بالایی در برابر شرایط محیطی سخت و سیالات خورنده دارد. اتصال رزوه ای یا فلنجی آن امکان نصب آسان در مدارهای هیدرولیک را فراهم می کند و طراحی کامپکت آن موجب صرفه جویی در فضای نصب می شود. این مشخصات فنی دقیق، آکومولاتور HYDAC مدل 320 سی سی را به گزینه ای ایده آل برای سیستم های هیدرولیک در صنایع خودروسازی، ماشین آلات سنگین و تجهیزات اتوماسیون تبدیل کرده است.
- ظرفیت اسمی: 320 سی سی
- فشار کاری: تا 210 بار
- نوع اتصال: رزوه ای یا فلنجی
- جنس بدنه: فولاد ضد زنگ با پوشش ضد خوردگی
- دیافراگم: از جنس NBR یا EPDM بسته به نوع سیال
این آکومولاتور با طراحی مهندسی شده و کیفیت ساخت بالا، در شرایط کاری سخت و نوسانات فشار شدید عملکردی پایدار و قابل اعتماد ارائه می دهد.
راهنمای خرید آکومولاتور دیافراگمی 500 سی سی هیداک HYDAC آلمان
انتخاب آکومولاتور مناسب برای سیستم های هیدرولیک صنعتی و موبایل نیازمند بررسی دقیق مشخصات فنی، نوع کاربرد و کیفیت ساخت محصول است. آکومولاتور دیافراگمی 500 سی سی هیداک ساخت آلمان با طراحی مهندسی و عملکرد قابل اعتماد، گزینه ای ایده آل برای تثبیت فشار، جذب ضربه و ذخیره انرژی در مدارهای هیدرولیکی محسوب می شود. پیش از خرید، توجه به نکات زیر می تواند به انتخابی هوشمندانه و مقرون به صرفه کمک کند.
- بررسی ظرفیت مورد نیاز (500 سی سی مناسب برای مدارهای متوسط)
- تطابق فشار کاری آکومولاتور با فشار سیستم
- انتخاب نوع اتصال مناسب (BSP یا SAE)
- اطمینان از سازگاری با نوع روغن هیدرولیک مصرفی
- بررسی دمای کاری محیط و تطابق با مشخصات محصول
- انتخاب برند معتبر با گارانتی و خدمات پس از فروش
- توجه به استانداردهای ساخت و تاییدیه های بین المللی
- بررسی امکان شارژ مجدد گاز نیتروژن و نگهداری آسان
- مقایسه قیمت با سایر مدل ها و برندهای مشابه
برای دریافت مشاوره تخصصی و اطلاع از قیمت روز آکومولاتور دیافراگمی 500 سی سی هیداک HYDAC آلمان، همین حالا با کارشناسان فروش مجموعه هیدرولیک تک تماس بگیرید. انتخاب درست، عملکرد بهتر و عمر طولانی تر سیستم شما را تضمین می کند.
مشخصات فنی آکومولاتور دیافراگمی هایداک 0.5 لیتری
آکومولاتور دیافراگمی 500 سی سی هیداک ساخت آلمان با طراحی دقیق و متریال مقاوم، گزینه ای قابل اعتماد برای تثبیت فشار، جذب ضربه و ذخیره انرژی در مدارهای هیدرولیکی است. این مدل با دیافراگم الاستومری مقاوم، فشار کاری بالا و قابلیت عملکرد در دماهای متغیر، برای کاربردهای صنعتی و موبایل طراحی شده است. استفاده از نیتروژن خشک و اتصالات استاندارد BSP یا SAE، نصب و نگهداری این محصول را ساده و ایمن می کند.
آکومولاتور دیافراگمی 500 سی سی هیداک ساخت آلمان با طراحی دقیق و متریال مقاوم، گزینه ای قابل اعتماد برای تثبیت فشار، جذب ضربه و ذخیره انرژی در مدارهای هیدرولیکی است. این مدل با دیافراگم الاستومری مقاوم، فشار کاری بالا و قابلیت عملکرد در دماهای متغیر، برای کاربردهای صنعتی و موبایل طراحی شده است. استفاده از نیتروژن خشک و اتصالات استاندارد BSP یا SAE، نصب و نگهداری این محصول را ساده و ایمن می کند.
| مشخصات محصول | ویژگی فنی |
|---|---|
| 500 سی سی معادل 0.5 لیتر | ظرفیت اسمی |
| دیافراگم الاستومری مقاوم در برابر فشار | نوع جداکننده |
| تا 210 بار بسته به مدل | فشار کاری |
| از منفی 20 تا مثبت 80 درجه سانتی گراد | دمای کاری |
| نیتروژن خشک و خالص | نوع گاز |
| رزوه BSP یا SAE مطابق استانداردهای بین المللی | نوع اتصال |
خرید و قیمت روز Accumulator دیافراگمی 0.75 لیتری
قیمت خرید آکومولاتور دیافراگمی 0.75 لیتر سری هیداک به عوامل فنی و ساختاری وابسته است. نوع دیافراگم، فشار کاری، جنس بدنه و استانداردهای تولید از مهم ترین فاکتورها هستند. مدل های دارای گواهی CE یا ASME معمولا قیمت بالاتری دارند. همچنین نوع اتصال (رزوه ای یا فلنجی) و قابلیت شارژ مجدد گاز نیتروژن در قیمت نهایی تاثیرگذار است. برند HYDAC به دلیل کیفیت ساخت آلمانی و طول عمر بالا، در دسته محصولات حرفه ای قرار می گیرد. قیمت جهانی این مدل برای برندهای معتبر اروپایی بین 180 تا 280 دلار متغیر است.
علاوه بر مشخصات فنی، شرایط تجاری نیز در قیمت آکومولاتور دیافراگمی موثر هستند. هزینه حمل، تعرفه واردات، حجم سفارش و کشور مقصد می توانند قیمت نهایی را تغییر دهند. برندهای مطرح مانند HYDAC، Parker و Bosch Rexroth در بازار جهانی رقابت نزدیکی دارند. در مقابل، برخی برندهای آسیایی قیمت پایین تری دارند اما از نظر دوام و عملکرد قابل مقایسه نیستند. قیمت مدل های 0.75 لیتری از برندهای معتبر معمولا بین 160 تا 300 دلار نوسان دارد.
مشخصات فنی آکومولاتور دیافراگمی HYDAC آلمانی 750 سی سی
در این نوع آکومولاتور، گاز نیتروژن در بخش بالایی و روغن هیدرولیک در بخش پایینی قرار دارد. دیافراگم به عنوان جداکننده بین گاز و روغن عمل کرده و با تغییر فشار، حجم گاز را تنظیم می کند. این فرآیند باعث تثبیت فشار، تأمین جریان لحظه ای و کاهش ضربات ناشی از نوسانات مدار می شود.
- ظرفیت اسمی: 750 سی سی
- نوع جداکننده: دیافراگم الاستومری مقاوم در برابر فشار بالا
- فشار کاری: تا 210 بار (بسته به مدل)
- دمای عملکرد: از منفی 20 تا مثبت 80 درجه سانتیگراد
- نوع اتصال: رزوه ای یا فلنجی مطابق استاندارد DIN
مشخصات فنی و ساختاری تسمه پلی کرد
تسمه پلی کرد یکی از پرکاربردترین تسمه های صنعتی در سیستم های انتقال نیرو است که از پلی اورتان تقویت شده با نخ یا سیم فولادی ساخته می شود. این تسمه ها به دلیل انعطاف پذیری بالا، مقاومت سایشی مناسب و طول عمر طولانی در صنایع بسته بندی، نساجی، غذایی و خطوط تولید مداوم مورد استفاده قرار می گیرند. مشخصات فنی شامل قطر مقطع، مدول کششی، سختی سطحی و محدوده دمای کاری است که انتخاب صحیح آنها موجب عملکرد بهینه و کاهش استهلاک تجهیزات می شود.
- جنس اصلی: پلی اورتان با سختی سطحی 85 تا 95 Shore A و مقاومت سایشی بالا
- قطر مقطع: متغیر بین 2 تا 15 میلی متر بسته به نوع کاربرد
- تقویت داخلی: نخ پلی استر یا سیم فولادی برای افزایش مدول کششی و کاهش تغییر طول
- محدوده دمای کاری: بین منفی 30 تا مثبت 80 درجه سانتیگراد در شرایط عملیاتی استاندارد
- مقاومت شیمیایی: مقاوم در برابر روغن ها، گریس ها و بسیاری از حلال های صنعتی
- طول اتصال: قابلیت جوش حرارتی و اتصال بی پایان برای نصب آسان در خطوط تولید
دلایل و علائم خرابی و از کار افتادگی پمپ هیدرولیک لیفتراک
پمپ هیدرولیک لیفتراک ممکن است به دلایل مختلفی دچار خرابی یا از کار افتادگی شود. استفاده از روغن هیدرولیک با کیفیت پایین یا آلوده، سایش داخلی دنده ها و پیستون ها، و نشتی های داخلی باعث کاهش فشار و عملکرد پمپ می شوند. همچنین کارکرد طولانی با دمای بالا یا بار بیش از ظرفیت طراحی می تواند به کاهش عمر قطعات و خرابی ناگهانی منجر شود. شناسایی دقیق این عوامل با بررسی دوره ای و تست فشار و دبی، مانع از آسیب جدی به سیستم هیدرولیک می شود.
علائم خرابی پمپ هیدرولیک شامل صدای غیرعادی، لرزش بیش از حد، کاهش فشار کاری، کاهش دبی خروجی و نشتی روغن از اتصالات است. عملکرد ناقص سیلندرها، تاخیر در حرکت یا ناتوانی در بلند کردن بارهای طراحی شده نیز نشان دهنده خرابی پمپ است. این علائم باید سریع شناسایی و رفع شوند تا ایمنی و راندمان لیفتراک حفظ شود.
- کاهش فشار و دبی خروجی پمپ
- صدای غیرعادی یا لرزش بیش از حد پمپ
- نشتی روغن از اتصالات یا داخل پمپ
- تاخیر یا عدم حرکت سیلندرهای هیدرولیک
- افزایش دمای روغن یا کارکرد بیش از ظرفیت
- سایش یا آسیب داخلی به دنده ها و پیستون ها
عوامل موثر بر خرید و قیمت تسمه نوار نقاله لاستیکی عرض 65 سانتی متر
عوامل موثر بر خرید و قیمت تسمه نوار نقاله لاستیکی عرض 65 سانتیمتر شامل ضخامت، طول، نوع آج، جنس داخلی و مقاومت در برابر دما و سایش است. قیمت متوسط این تسمه بین 250 تا 400 دلار برای هر رول 20 متری متغیر است، بسته به مشخصات فنی و استانداردهای صنعتی. برای انتخاب بهینه باید موارد زیر بررسی شوند:- ضخامت و عرض تسمه برای انتقال بار مشخص
- جنس لایه داخلی و روکش آجدار
- حداکثر دمای عملیاتی و مقاومت شیمیایی
- ظرفیت تحمل بار بر اساس میلیمتر ضخامت و عرض
- استانداردهای ISO و کیفیت تولید
- شرایط محیطی مانند رطوبت، شیب و سرعت خط
مشخصات فنی و کاربردهای تسمه نوار نقاله لاستیکی 80 سانتی
تسمه نوار نقاله لاستیکی 80 سانتی متری برای انتقال مواد با ظرفیت 2 تا 5 تن بر ساعت طراحی شده است. این تسمه مقاومت شیمیایی و دمایی بین -20 تا 80 درجه سانتی گراد دارد و در صنایع معدنی، غذایی و بسته بندی کاربرد گسترده دارد. قیمت تقریبی هر متر تسمه نوار نقاله لاستیکی 80 سانتی بین 25 تا 40 دلار متغیر است. کیفیت لاستیک، ضخامت 8 تا 12 میلی متر و نوع روکش از مهمترین فاکتورها برای انتخاب صحیح محسوب میشود. برای مشاهده جزئیات بیشتر و سفارش میتوانید روی لینک تسمه نوار نقاله کلیک کنید.
- عرض: 80 سانتی متر
- ضخامت: 8-12 میلی متر
- ظرفیت انتقال: 2-5 تن/ساعت
- مقاومت دما: -20 تا 80 درجه سانتی گراد
- کاربرد: صنایع معدنی، غذایی، بسته بندی
- قیمت تقریبی: 25-40 دلار به ازای هر متر
- مواد سازنده: لاستیک مقاوم با روکش صنعتی
راهنمای خرید تسمه نوار نقاله لاستیکی عرض 100 سانتی متر
راهنمای خرید تسمه نوار نقاله لاستیکی عرض 100 سانتی متر شامل بررسی ظرفیت انتقال بار، ضخامت، مواد سازنده و محیط کاری است. این تسمه برای صنایع معدنی، غذایی و بسته بندی کاربرد دارد و مقاومت دمایی بین -25 تا 90 درجه سانتی گراد دارد. قیمت تقریبی هر متر تسمه لاستیکی 100 سانتی بین 30 تا 50 دلار متغیر است. فاکتورهای مهم هنگام خرید شامل ضخامت 10 تا 15 میلی متر، جنس لاستیک مقاوم، نوع روکش و طول مسیر انتقال میشود. انتخاب صحیح این پارامترها باعث افزایش طول عمر و کاهش استهلاک تجهیزات میشود.
- عرض: 100 سانتی متر
- ضخامت: 10-15 میلی متر
- ظرفیت انتقال: 3-6 تن/ساعت
- مقاومت دما: -25 تا 90 درجه سانتی گراد
- کاربرد: صنایع معدنی، غذایی، بسته بندی
- قیمت تقریبی: 30-50 دلار به ازای هر متر
- مواد سازنده: لاستیک مقاوم با روکش صنعتی
مزایای خرید و استفاده از تسمه نوار نقاله آج دار لاستیکی عرض 65 سانتی متر در صنعت
مزایای خرید و استفاده از تسمه نوار نقاله آج دار لاستیکی عرض 65 سانتی متر شامل افزایش اصطکاک، کاهش لغزش و بهبود ایمنی در انتقال مواد است. این تسمه ظرفیت انتقال 1.5 تا 4 تن در ساعت دارد و مقاومت دمایی بین -15 تا 80 درجه سانتی گراد ارائه میدهد. قیمت تقریبی هر متر بین 20 تا 35 دلار متغیر است. ساختار آج دار موجب بهبود ثبات مواد مرطوب و لغزنده شده و نصب آسان و نگهداری کمهزینه دارد. این تسمه برای صنایع غذایی، معدنی و بسته بندی مناسب است و دوام بالای لاستیک باعث کاهش استهلاک تجهیزات میشود.
- عرض: 65 سانتی متر
- ضخامت: 7-10 میلی متر
- ظرفیت انتقال: 1.5-4 تن/ساعت
- مقاومت دما: -15 تا 80 درجه سانتی گراد
- کاربرد: صنایع غذایی، معدنی، بسته بندی
- قیمت تقریبی: 20-35 دلار به ازای هر متر
- ویژگی خاص: آج دار برای افزایش اصطکاک و ایمنی
نکات مهم در خرید و قیمت تسمه نوار نقاله آج دار لاستیکی عرض 80 سانتی متر
نکات مهم در خرید و قیمت تسمه نوار نقاله آج دار لاستیکی عرض 80 سانتی متر شامل بررسی ضخامت، ظرفیت انتقال و مقاومت دما است. این تسمه مناسب صنایع معدنی، غذایی و بسته بندی با ظرفیت 2 تا 5 تن در ساعت میباشد و مقاومت دمایی بین -20 تا 80 درجه سانتی گراد ارائه میدهد. قیمت تقریبی هر متر بین 25 تا 40 دلار متغیر است. ساختار آج دار باعث افزایش اصطکاک و کاهش لغزش مواد مرطوب میشود. انتخاب ضخامت 8 تا 12 میلی متر و جنس لاستیک مقاوم، طول عمر تسمه و ایمنی انتقال را تضمین میکند.
- عرض: 80 سانتی متر
- ضخامت: 8-12 میلی متر
- ظرفیت انتقال: 2-5 تن/ساعت
- مقاومت دما: -20 تا 80 درجه سانتی گراد
- کاربرد: صنایع معدنی، غذایی، بسته بندی
- قیمت تقریبی: 25-40 دلار به ازای هر متر
- ویژگی خاص: آج دار برای افزایش اصطکاک و ایمنی
ضخامت، روکش و مواد سازنده تسمه نوار نقاله آج دار لاستیکی 100 سانتی
ضخامت، روکش و مواد سازنده تسمه نوار نقاله آج دار لاستیکی 100 سانتی برای افزایش دوام، کاهش لغزش و تحمل بارهای سنگین طراحی شده است. ضخامت بین 10 تا 15 میلی متر و روکش آج دار باعث افزایش اصطکاک مواد لغزنده میشود. این تسمه مقاومت دمایی بین -25 تا 90 درجه سانتی گراد و مقاومت شیمیایی قابل توجهی دارد. قیمت تقریبی هر متر بین 30 تا 50 دلار متغیر است. جنس لاستیک مقاوم با روکش صنعتی، طول عمر تسمه و ایمنی در انتقال مواد را تضمین میکند. استفاده صحیح از این پارامترها به کاهش استهلاک و بهینهسازی عملکرد ماشینآلات صنعتی کمک میکند.
- عرض: 100 سانتی متر
- ضخامت: 10-15 میلی متر
- ظرفیت انتقال: 3-6 تن/ساعت
- مقاومت دما: -25 تا 90 درجه سانتی گراد
- کاربرد: صنایع معدنی، غذایی، بسته بندی
- قیمت تقریبی: 30-50 دلار به ازای هر متر
- ویژگی خاص: روکش آج دار برای افزایش اصطکاک و ایمنی
- مواد سازنده: لاستیک مقاوم صنعتی با دوام بالا
مشخصات فنی جرثقیل زنجیری 3 تن دو کاره
جرثقیل برقی زنجیری ۳ تن دو کاره طرح کیتو با بهره گیری از ساختار مهندسی شده و قطعات صنعتی با کیفیت بالا، برای جابجایی ایمن و دقیق بارهای سنگین طراحی شده است. این مدل با ظرفیت واقعی ۳ تن، عملکرد دو جهته، و سیستم برق سه فاز، مناسب استفاده در محیط های صنعتی پر فشار و خطوط تولید مداوم می باشد. بدنه مقاوم از فولاد آلیاژی، زنجیر قابل انتخاب در طول های مختلف، و سرعت حرکت بهینه، همگی در جهت افزایش بهره وری و کاهش استهلاک طراحی شده اند. همچنین سیستم ایمنی پیشرفته شامل ترمز الکترومغناطیسی و کنترل فاز، تضمین کننده عملکرد مطمئن در شرایط کاری سخت است.
- ظرفیت باربرداری: ۳ تن واقعی با تحمل فشار بالا
- نوع عملکرد: دو کاره (بالا بردن و پایین آوردن بار با کنترل الکتریکی)
- سیستم برق: سه فاز صنعتی با ولتاژ ۳۸۰ ولت
- طول زنجیر: قابل انتخاب از ۳ تا ۶ متر
- سرعت حرکت: حدود ۴.۵ متر در دقیقه برای افزایش بهره وری
- جنس بدنه: فولاد آلیاژی مقاوم در برابر ضربه و خوردگی
- سیستم ایمنی: ترمز الکترومغناطیسی، کنترل فاز و قطع اضطراری
فاکتورهای موثر بر قیمت خرید جرثقیل برقی زنجیری 3 تن 2 کاره کیتو طرح کیتو KITO
قیمت خرید جرثقیل برقی زنجیری ۳ تن دو کاره طرح کیتو KITO تحت تأثیر عوامل متعددی قرار دارد. مهم ترین فاکتور ظرفیت واقعی لیفتینگ و نوع عملکرد دستگاه است. مدل های دو کاره با قابلیت بالا بردن و پایین آوردن بار، نسبت به نمونه های تک کاره قیمت بالاتری دارند. نوع زنجیر، طول قابل انتخاب، و سرعت حرکت نیز در تعیین قیمت نهایی مؤثر هستند. سیستم برق سه فاز، جنس بدنه فولادی، و وجود ترمز الکترومغناطیسی از دیگر عوامل تأثیرگذار هستند. برند سازنده و کشور تولید کننده نقش مهمی در تعیین قیمت دارند. برندهای ژاپنی و آلمانی معمولاً قیمت بالاتری نسبت به مدل های چینی دارند. کیفیت ساخت، گارانتی معتبر، و خدمات پس از فروش نیز در تصمیم گیری خریداران صنعتی نقش کلیدی دارند.
در بازار جهانی، قیمت جرثقیل برقی زنجیری ۳ تن دو کاره برندهای معتبر بین ۱٬۹۰۰ تا ۳٬۲۰۰ دلار متغیر است. برند KITO ژاپن معمولاً در بازه ۲٬۸۰۰ تا ۳٬۲۰۰ دلار عرضه می شود. برندهای آلمانی مانند DEMAG نیز در همین محدوده یا کمی بالاتر قرار دارند. مدل های چینی با کیفیت متوسط بین ۱٬۹۰۰ تا ۲٬۴۰۰ دلار قیمت دارند. تفاوت قیمت به دلیل تفاوت در تکنولوژی ساخت، استاندارد ایمنی، و دوام قطعات است. انتخاب برند معتبر باعث کاهش هزینه های تعمیرات و افزایش طول عمر دستگاه می شود. خریداران صنعتی معمولاً به دنبال ترکیب قیمت مناسب و عملکرد قابل اعتماد هستند. بررسی دقیق مشخصات فنی و مقایسه برندها قبل از خرید توصیه می شود.
ویژکی ها و مشخصات فنی و عددی جرثقیل 3 تن چهار حرکته کیتو KITO
جرثقیل برقی 3 تن طرح کیتو با ظرفیت باربرداری واقعی تا 3000 کیلوگرم، گزینهای قدرتمند و قابل اعتماد برای جابجایی بارهای سنگین در محیطهای صنعتی با فشار کاری بالا محسوب میشود. این مدل با عملکرد چهارگانه شامل بالا و پایینبردن بار، حرکت افقی، توقف دقیق و کنترل سرعت، امکان مانور دقیق و ایمن را فراهم میکند. موتور الکتریکی دستگاه با توان بالا و مصرف انرژی بهینه طراحی شده و با ترمز الکترومغناطیسی داخلی، ایمنی توقف در شرایط بار کامل تضمین میشود. طراحی بدنه و قطعات مطابق با استانداردهای مدلهای اصلی KITO ژاپن بوده و برای کاربریهای مداوم در خطوط تولید، انبارهای بزرگ و کارگاههای سنگین کاملاً مناسب است.
| مقدار / توضیحات فنی | عنوان مشخصه |
|---|---|
| 3 تن (3000 کیلوگرم) واقعی با ضریب ایمنی بالا | ظرفیت باربرداری |
| چهار کاره: بالا، پایین، حرکت افقی، توقف و کنترل سرعت | نوع عملکرد |
| الکتریکی صنعتی با توان بالا و مصرف بهینه | نوع موتور |
| ترمز الکترومغناطیسی با واکنش سریع و ایمنی بالا | سیستم ترمز |
| مشابه مدلهای اصلی KITO ژاپن با کیفیت ساخت ممتاز | طراحی و ساختار |
| مناسب برای محیطهای پرتنش، خطوط تولید، انبار و مونتاژ | کاربرد صنعتی |
| قابل تنظیم بر اساس نیاز پروژه (تک فاز یا سه فاز) | ولتاژ کاری |
| فولاد صنعتی مقاوم در برابر ضربه و خوردگی | جنس بدنه |
| مطابق با استانداردهای بینالمللی جرثقیلهای برقی | استاندارد ایمنی |
کاربردهای جرثقیل برقی 3 تن در صنایع مختلف
جرثقیل برقی 3 تن با طراحی چهار کاره و قدرت باربرداری بالا، یکی از تجهیزات کلیدی در صنایع مختلف محسوب میشود. این دستگاه در محیطهای صنعتی پرتنش مانند خطوط تولید قطعات فلزی، کارگاههای مونتاژ، انبارهای بزرگ، مراکز بسته بندی، صنایع خودروسازی و پروژههای عمرانی نقش حیاتی در جابجایی ایمن و سریع بارهای سنگین ایفا میکند. عملکرد دقیق، قابلیت کنترل سرعت و توقف، و سازگاری با شرایط کاری سخت باعث شده تا این مدل انتخابی مطمئن برای افزایش بهرهوری و کاهش خطرات عملیاتی در فرآیندهای حمل و نقل داخلی باشد.
فاکتورهای موثر بر قیمت و خرید جرثقیل ۳ تن چهار حرکته کیتو KITO
قیمت جرثقیل برقی 3 تن 4 کاره طرح KITO تحت تاثیر مجموعهای از عوامل فنی و ساختاری قرار دارد. نوع موتور، کیفیت قطعات، سیستم ترمز و نوع کنترل از مهمترین فاکتورهای تعیینکننده هستند. برندهای معتبر مانند KITO، TOYO و TXK از قطعات با دوام بالا و مطابق با استانداردهای بینالمللی استفاده میکنند. وجود ترمز الکترومغناطیسی، کنترل سرعت متغیر و طراحی ضد خوردگی باعث افزایش قیمت نهایی میشود. قابلیت تنظیم ولتاژ کاری و امکان نصب روی ریلهای مختلف نیز در قیمت تأثیرگذار است. مدلهایی که برای محیطهای صنعتی پرتنش و تردد بالا طراحی شدهاند معمولاً قیمت بالاتری دارند. انتخاب بین سیستم تک فاز یا سه فاز نیز در هزینه نهایی نقش دارد. هرچه امکانات فنی و ایمنی بیشتر باشد، قیمت نهایی بالاتر خواهد بود.
در بازار جهانی، قیمت جرثقیل برقی 3 تن با طراحی مشابه KITO بین 500 تا 1400 دلار متغیر است. مدلهای اقتصادی با امکانات پایه از حدود 500 دلار شروع میشوند و برای کاربردهای سبک مناسب هستند. برندهای معتبر مانند KITO و TXK برای مدلهای فول آپشن با موتور دو سرعته، کنترلر فرکانسی و گواهیهای ایمنی بینالمللی قیمتهایی بین 1100 تا 1400 دلار ارائه میدهند. وجود گواهی CE، تست بار و قابلیت کارکرد مداوم در شرایط سخت صنعتی از عوامل افزایش قیمت محسوب میشود. همچنین هزینه حمل، نصب و خدمات پس از فروش باید در برآورد نهایی لحاظ شود. انتخاب مدل مناسب بر اساس نوع کاربرد صنعتی، بهرهوری عملیاتی و ایمنی بلندمدت را تضمین میکند.
قیمت و خرید جرثقیل 5 تن دو حرکته طرح کیتو
اگر به دنبال خرید جرثقیل برقی زنجیری 5 تن با قابلیت حرکت عمودی و افقی هستید، مدل دو حرکته طرح کیتو KITO یکی از گزینههای حرفهای و قابل اعتماد در بازار ایران است. این دستگاه با طراحی صنعتی دقیق، موتور سه فاز قدرتمند و سیستم بالابری زنجیری ضد سایش، مناسب استفاده در سولههای تولیدی، خطوط مونتاژ، انبارهای سنگین و مراکز لجستیکی میباشد.
در زمان خرید جرثقیل برقی، توجه به مواردی مانند نوع عملکرد (تک کاره یا دو کاره)، سرعت بالابری، نوع کنترل (ریموت یا دستی)، کیفیت زنجیر و قلاب، و برند سازنده اهمیت بالایی دارد. همچنین بررسی گارانتی، خدمات پس از فروش و امکان سفارشیسازی طول زنجیر یا نوع ترولی از دیگر نکات کلیدی در انتخاب محصول مناسب است.
لیفتینگ ابزار به عنوان مرجع تخصصی فروش انواع تجهیزات لیفتینگ، جرثقیل برقی، وینچ ماشینی ، وینچ برقی تکفاز و سه فاز، مجموعهای کامل از برندهای معتبر را با قیمت رقابتی، مشاوره فنی و ارسال سریع در اختیار شما قرار میدهد.
برای دریافت قیمت روز، بررسی موجودی و انتخاب مناسبترین مدل متناسب با نیاز صنعتی خود، همین حالا با کارشناسان لیفتینگ ابزار تماس بگیرید.
مشخصات فنی و ویژگیهای کلیدی جرثقیل 5 تن دو حرکته کیتو KITO
جرثقیل برقی 5 تن دو کاره طرح کیتو KITO با بهرهگیری از فناوری روز و طراحی صنعتی دقیق، گزینهای قابل اعتماد برای جابجایی بارهای سنگین در محیطهای صنعتی است. این مدل با ترکیب قدرت، ایمنی و عملکرد روان، به گونهای طراحی شده که در شرایط سخت کاری نیز عملکردی پایدار و کمهزینه ارائه دهد. در ادامه، مشخصات فنی و ویژگیهای کلیدی این دستگاه را بررسی میکنیم تا با جزئیات کامل آن آشنا شوید:
- ظرفیت باربرداری: 5 تن واقعی با تست ایمنی
- نوع عملکرد: دو کاره (بالا پایین + حرکت افقی روی ریل)
- سیستم بالابری: زنجیری با آلیاژ FEC ضد سایش
- موتور: سه فاز با توان 3.0/1.0 کیلووات، مجهز به ترمز مغناطیسی
- سرعت بالابری: 2.7 متر بر دقیقه در حالت سریع، 0.9 متر بر دقیقه در حالت کند
- جنس بدنه: آلومینیوم صنعتی سبک و مقاوم در برابر خوردگی
- قلاب: فولاد فورج شده با ضامن ایمنی
- طول زنجیر: 6 متر قابل سفارشیسازی
- سیستم کنترل: ریموت کنترل با قابلیت قطع اضطراری
ویژگیهای کلیدی جرثقیل زنجیری 5 تن طرح KITO
جرثقیل برقی زنجیری 5 تن چهار کاره طرح کیتو KITO با بهرهگیری از فناوری روز و طراحی مهندسیشده، یکی از گزینههای قابل اتکا برای جابجایی بارهای سنگین در محیطهای صنعتی محسوب میشود. این مدل با ترکیب قدرت، دقت و ایمنی، نیازهای متنوع صنایع سنگین، انبارهای بزرگ و خطوط تولید را بهخوبی پوشش میدهد. ساختار مقاوم، عملکرد روان و قابلیت حرکت در چهار جهت، آن را به ابزاری کاربردی برای افزایش بهرهوری و کاهش ریسکهای عملیاتی تبدیل کرده است. در ادامه، با مهمترین مشخصات فنی این جرثقیل آشنا شوید:
- ظرفیت اسمی: 5 تن واقعی
- نوع عملکرد: چهار کاره با ترولی برقی
- مکانیزم حرکتی: حرکت عمودی و افقی با دقت بالا
- طول زنجیر: 6 متر استاندارد
- نوع برق: سه فاز صنعتی برای بهرهبرداری مستمر
- بدنه: آلیاژ آلومینیوم سبک و مقاوم در برابر ضربه و لرزش
- سیستم ترمز: مغناطیسی جانبی (Pull-Rotor) با ایمنی بالا
- قلاب: فولاد فورج شده با تحمل بار سنگین
- کلید محدودکننده: Limmit Switch برای کنترل ارتفاع
قیمت خرید جرثقیل برقی زنجیری 5 تن چهار کاره به چه عواملی بستگی دارد؟
قیمت خرید جرثقیل برقی زنجیری 5 تن چهار کاره طرح کیتو KITO تحت تأثیر عوامل متعددی قرار دارد. مهمترین فاکتورها شامل نوع موتور، کیفیت ترولی برقی، جنس زنجیر، برند سازنده و کشور تولیدکننده هستند. مدلهای ساخت ژاپن یا آلمان معمولاً قیمت بالاتری دارند به دلیل استانداردهای ایمنی و دوام بیشتر. همچنین وجود قابلیتهای اضافی مانند دو سرعته بودن، سیستم ترمز مغناطیسی و کنترل ارتفاع دقیق باعث افزایش قیمت نهایی میشود. برندهایی مانند KITO، Hitachi و Yale در بازار جهانی شناختهشده هستند و معمولاً در دسته محصولات پریمیوم قرار میگیرند. انتخاب مدل مناسب باید بر اساس نوع کاربرد، حجم بار و شرایط محیطی انجام شود تا هزینه بهینهسازی شود.
در بازار جهانی، قیمت جرثقیل زنجیری 5 تن چهار کاره از برندهای معتبر بین 2800 تا 5500 دلار متغیر است. مدلهای ساخت چین با طراحی مشابه KITO معمولاً در بازه 2000 تا 2800 دلار عرضه میشوند. نسخههای اصلی ژاپنی با ترولی برقی و طول زنجیر استاندارد 6 متر، در محدوده 4500 تا 5500 دلار قرار دارند. قیمت نهایی به نوع کنترل، سرعت حرکت، گارانتی و خدمات پس از فروش نیز وابسته است. برای خرید اقتصادی و مطمئن، بررسی مشخصات فنی و تطابق با نیاز عملیاتی ضروری است. انتخاب برند معتبر باعث کاهش هزینههای تعمیر و افزایش عمر مفید دستگاه خواهد شد.
کاربردها و مزایای تسمه وی بلت CX150
کاربردهای تسمه وی بلت CX150 در صنایع مختلف شامل سیستمهای انتقال قدرت، تجهیزات تهویه صنعتی، ماشینآلات معدنی و دستگاههای کشاورزی است. این تسمه با عرض 22 میلیمتر و طول موثر 150 اینچ طراحی شده و توانایی انتقال توان مکانیکی تا 18 کیلووات در سرعت 1800 دور بر دقیقه را دارد. مقاومت کششی آن حدود 1600 نیوتن بر سانتیمتر است که عملکرد پایدار تحت بارهای سنگین را تضمین میکند. محدوده قیمت تسمه وی بلت CX150 در بازار جهانی بین 65 تا 85 دلار آمریکا است که بسته به برند و شرایط عرضه متفاوت خواهد بود.- کاربرد در پمپهای صنعتی با ظرفیت بالا
- استفاده در کمپرسورهای هوا و سیستمهای خنککننده
- انتقال قدرت در ماشینآلات معدنی و سنگشکنها
- کاربرد در تجهیزات کشاورزی مانند کمباین و تراکتور
- استفاده در سیستمهای تهویه مطبوع صنعتی
بررسی کیفیت و مقاومت تسمه وی بلت BX97 گیتس در برابر سایش و حرارت
بررسی کیفیت و مقاومت تسمه وی بلت BX97 گیتس نشان میدهد که این محصول با ساختار لاستیکی تقویت شده و الیاف کششی پلی استر، مقاومت بالایی در برابر سایش و حرارت دارد. این تسمه با عرض 25 میلیمتر و طول موثر 97 اینچ توانایی تحمل دما از منفی 30 تا مثبت 90 درجه سانتیگراد را دارد. راندمان انتقال قدرت آن تا 98 درصد برآورد میشود و تحت بارهای مداوم صنعتی دچار افت کیفیت نمیشود. محدوده قیمت دلاری تسمه BX97 گیتس در بازار جهانی بین 55 تا 75 دلار آمریکا متغیر است.
- مقاومت عالی در برابر سایش ناشی از اصطکاک مداوم
- پایداری حرارتی در شرایط دمایی متغیر محیطی
- طول عمر مفید تا 10000 ساعت کارکرد صنعتی
- راندمان بالای انتقال قدرت تا 98 درصد
- مناسب برای سیستمهای صنعتی سبک و متوسط
راهنمای خرید و قیمت تسمه وی بلت BX24 گیتس
راهنمای خرید و قیمت تسمه وی بلت BX24 گیتس نشان میدهد این محصول با عرض 10 میلیمتر و طول موثر 24 اینچ برای انتقال توان در کاربردهای سبک و متوسط طراحی شده است. این تسمه با راندمان انتقال قدرت 96 درصد و مقاومت کششی حدود 650 نیوتن بر سانتیمتر عملکرد قابل اعتمادی در سیستمهای صنعتی کوچک ارائه میدهد. دامنه قیمت دلاری تسمه BX24 گیتس در بازار جهانی بین 25 تا 40 دلار است که بسته به برند و شرایط واردات متغیر خواهد بود.
- کاربرد در پمپهای کوچک و کمپرسورهای هوا
- مناسب برای تجهیزات کشاورزی سبک
- راندمان انتقال توان تا 96 درصد
- عمر مفید حدود 8000 ساعت کارکرد
- مقاوم در برابر روغن، سایش و گرد و غبار
مقاومت کششی و عمر مفید تسمه وی بلت BX105 باندو
مقاومت کششی و عمر مفید تسمه وی بلت BX105 باندو نشان میدهد این محصول با عرض 17 میلیمتر و طول موثر 105 اینچ توانایی تحمل فشار مکانیکی تا 1200 نیوتن بر سانتیمتر دارد. این تسمه به دلیل الیاف تقویت کننده پلی استر و لایه مقاوم خارجی، در برابر سایش و تغییرات حرارتی پایدار عمل میکند و عمر مفید آن تا 10000 ساعت کارکرد صنعتی برآورد شده است. محدوده قیمت دلاری تسمه BX105 باندو در بازار جهانی بین 70 تا 95 دلار قرار دارد که وابسته به شرایط عرضه و برند تولیدکننده متغیر است.
- مقاومت کششی بالا تا 1200 نیوتن بر سانتیمتر
- عمر مفید تقریبی 10000 ساعت در شرایط کاری استاندارد
- پایداری عملکرد در دمای منفی 30 تا مثبت 90 درجه سانتیگراد
- مناسب برای سیستمهای صنعتی متوسط و سنگین
- مقاوم در برابر روغن، گرد و غبار و بارهای ضربهای
تکنولوژی ساخت تسمه وی بلت باندو 5VX810 و مواد اولیه به کار رفته
تکنولوژی ساخت تسمه وی بلت باندو 5VX810 بر پایه ترکیب لاستیک فشرده مقاوم در برابر حرارت و الیاف کششی پلی استر با استحکام بالا طراحی شده است. لایه خارجی این تسمه با ترکیبات مقاوم در برابر سایش و روغن پوشش داده شده تا عملکرد طولانی مدت در شرایط کاری سخت تضمین شود. استفاده از پروفیل باریک V شکل باعث افزایش سطح تماس با پولی و بهبود راندمان انتقال قدرت تا 98 درصد شده است. این تسمه توان تحمل کشش تا 1500 نیوتن بر سانتیمتر و دمای کاری بین منفی 30 تا مثبت 100 درجه سانتیگراد را دارد. محدوده قیمت دلاری تسمه باندو 5VX810 در بازار جهانی بین 85 تا 110 دلار برآورد میشود.
- ساخته شده از لاستیک فشرده با مقاومت حرارتی بالا
- الیاف تقویت کننده پلی استر با استحکام کششی 1500 نیوتن بر سانتیمتر
- پوشش بیرونی مقاوم در برابر سایش، روغن و گرد و غبار
- راندمان انتقال قدرت تا 98 درصد
- طراحی باریک V شکل برای بهبود چسبندگی و کاهش لغزش
عوامل موثر بر خرید و قیمت تسمه وی بلت 3V475 باندو
عوامل موثر بر خرید و قیمت تسمه وی بلت 3V475 باندو شامل جنس مواد اولیه، مقاومت کششی، عمر مفید و استانداردهای تولید است. این تسمه با عرض 9.5 میلیمتر و طول موثر 47.5 اینچ ساخته شده و توانایی انتقال توان تا 4.5 کیلووات در سرعت 1500 دور بر دقیقه را دارد. مقاومت کششی آن حدود 700 نیوتن بر سانتیمتر است که پایداری در شرایط بار متوسط را تضمین میکند. عمر مفید تسمه در صورت نگهداری صحیح حدود 8500 ساعت برآورد میشود. محدوده قیمت دلاری تسمه 3V475 باندو در بازار جهانی بین 30 تا 50 دلار قرار دارد که بسته به برند و شرایط عرضه متغیر است.
| مقدار | ویژگی فنی |
|---|---|
| 9.5 میلیمتر | عرض مقطع |
| 47.5 اینچ | طول موثر |
| 700 نیوتن بر سانتیمتر | مقاومت کششی |
| 4.5 کیلووات در 1500 RPM | توان انتقالی |
| حدود 8500 ساعت | عمر مفید |
| 30 تا 50 دلار | قیمت دلاری |
قیمت روز و خرید بلبرینگ اس کا اف 30211 از تکمیل صنعت
در خرید بلبرینگ صنعتی، عوامل متعددی بر قیمت نهایی تاثیرگذار هستند؛ از جمله برند سازنده، نوع بلبرینگ، کلاس عملکرد، ظرفیت تحمل بار، و کشور تولیدکننده. یکی از مهم ترین نکات، توجه به قیمت دلاری بلبرینگ های وارداتی است که با نوسانات نرخ ارز تغییر می کند. همچنین اصالت کالا، شماره سریال قابل ردیابی، و بسته بندی استاندارد از مواردی هستند که باید پیش از خرید بررسی شوند. انتخاب بلبرینگ مناسب نه تنها بر عملکرد تجهیزات تاثیر مستقیم دارد، بلکه در کاهش هزینه های تعمیرات و افزایش عمر سیستم نقش کلیدی ایفا می کند.
برای خرید بلبرینگ SKF 30211 اصلی و سایر مدل های تخصصی، می توانید با کارشناسان فروش تکمیل صنعت تماس بگیرید. تکمیل صنعت به عنوان مرجع تخصصی تامین انواع بلبرینگ ماشینی، شامل بلبرینگ چرخ خودرو ، بلبرینگ کلاچ، بلبرینگ گیربکس، بلبرینگ دینام و بلبرینگ صنعتی، محصولات اورجینال را با تضمین اصالت و مشاوره فنی ارائه می دهد. با پشتیبانی تخصصی و ارسال سریع، تکمیل صنعت انتخابی مطمئن برای صنعتگران، تعمیرکاران و فروشگاه های قطعات یدکی در سراسر کشور است.
مشخصات فنی SKF 30211
- قطر داخلی: 55 میلی متر
- قطر خارجی: 100 میلی متر
- عرض کلی: 22.75 میلی متر
- زاویه تماس: 15.1 درجه
- کلاس عملکرد: SKF Explorer
- سرعت مرجع: 5300 دور در دقیقه
- سرعت محدود: 6700 دور در دقیقه
- ظرفیت بار دینامیک: 111 کیلو نیوتن
- ظرفیت بار استاتیک: 106 کیلو نیوتن
طراحی جداشونده این بلبرینگ باعث می شود رینگ داخلی به همراه قفسه و رولرها جدا از رینگ بیرونی نصب شود. این ویژگی نصب، دمونتاژ و نگهداری را بسیار آسان می کند.
راهنمای خرید رولبرینگ مخروطی سری 30212 با بهترین قیمت
برای خرید رولبرینگ مخروطی 30212 برند SKF اصل، ابتدا باید به مشخصات فنی دقیق محصول توجه کنید؛ از جمله قطر داخلی 60 میلی متر، قطر خارجی 110 میلی متر و ضخامت کلی 23.75 میلی متر. این مدل از رولبرینگ مخروطی، به دلیل طراحی زاویه دار خود، گزینه ای ایده آل برای تحمل بارهای ترکیبی در ماشین آلات سنگین، گیربکس های صنعتی و سیستم های انتقال قدرت است. اگر به دنبال خرید رولبرینگ مخروطی اصل با تضمین کیفیت و قیمت رقابتی هستید، تکمیل صنعت به عنوان مرجع تخصصی فروش انواع بلبرینگ ماشینی و بلبرینگ صنعتی، آماده تأمین نیازهای شماست. برای دریافت مشاوره فنی، استعلام قیمت و ثبت سفارش، همین حالا تماس بگیرید یا از طریق واتساپ اقدام کنید.
مشخصات فنی بلبرینگ صنعتی 30212 برند SKF
رولبرینگ مخروطی 30212 برند SKF یکی از قطعات کلیدی در سیستم های انتقال قدرت و ماشین آلات سنگین است که به دلیل طراحی زاویه دار خود، قابلیت تحمل همزمان بارهای شعاعی و محوری را دارد. این مدل با ابعاد دقیق و متریال مقاوم، عملکردی پایدار در شرایط سخت صنعتی ارائه می دهد. استفاده از فولاد کروم سخت کاری شده در حلقه ها، ساچمه ها و قفسه، دوام بالا و مقاومت در برابر سایش را تضمین می کند. طراحی بدون آب بند این بیرینگ، امکان روانکاری مستقیم و کنترل بهتر در شرایط عملیاتی را فراهم می سازد.
| SKF | برند |
| 30212 | سری |
| رولبرینگ مخروطی تک ردیفه | نوع |
| 60 میلی متر | قطر داخلی |
| 110 میلی متر | قطر خارجی |
| 23.75 میلی متر | ضخامت کلی |
| 22 میلی متر | ضخامت حلقه داخلی |
| 19 میلی متر | ضخامت حلقه خارجی |
| فولاد کروم سخت کاری شده | جنس حلقه ها |
| فولاد کروم | جنس ساچمه ها |
| فولاد با طراحی ضد اصطکاک | جنس قفسه |
| فولادی (Steel Cage) | نوع قفسه |
| بدون آب بند (Open Type) | نوع آب بند |
| استاندارد (ISO Class) | کلاس دقتی |
| استاندارد (Normal Clearance) | کلاس لقی |
| بارهای ترکیبی، سرعت بالا، گیربکس صنعتی | مناسب برای |
| دارد (رینگ داخلی و خارجی جداگانه) | قابلیت جداسازی |
مشخصات فنی بلبرینگ صنعتی 30213 SKF اصلی
بلبرینگ صنعتی 30213 SKF از نوع رولبرینگ مخروطی تک ردیفه بوده و برای تحمل بارهای ترکیبی (شعاعی و محوری) در یک جهت طراحی شده است. این مدل با ساختار جداسازیپذیر، نصب و نگهداری آسانی دارد و در شرایط کاری سخت مانند گیربکسهای صنعتی، اکسل ماشینآلات سنگین و تجهیزات انتقال نیرو عملکردی پایدار و دقیق ارائه میدهد. استفاده از فولاد آلیاژی با کیفیت بالا، سطح پرداخت دقیق و طراحی هندسی مهندسیشده باعث شده تا این بلبرینگ در برابر سایش، فشار و دمای بالا مقاومت قابل توجهی داشته باشد.
| مقدار / توضیحات | ویژگی فنی |
|---|---|
| رولبرینگ مخروطی تک ردیفه | نوع بلبرینگ |
| SKF (اصل، ساخت اروپا) | برند |
| 30213 | شماره فنی |
| 65 میلیمتر | قطر داخلی (d) |
| 120 میلیمتر | قطر خارجی (D) |
| 24.75 میلیمتر | ارتفاع کل (B) |
| حدود 12 درجه | زاویه تماس |
| بالا | ظرفیت تحمل بار شعاعی |
| متوسط تا بالا | ظرفیت تحمل بار محوری |
| فولاد آلیاژی سختکاری شده | جنس |
| فولادی یا برنجی (بسته به سری تولید) | نوع قفسه |
| دارد | قابلیت جداسازی اجزا |
| گیربکس صنعتی، اکسل ماشینآلات، پمپها | کاربردها |
| ISO / DIN | استاندارد ساخت |
| آلمان، سوئد یا اتریش (بسته به سری) | کشور سازنده |
قیمت و خرید رولبرینگ مخروطی 30213 SKF اصل با ضمانت اصالت
اگر به دنبال قیمت روز بلبرینگ صنعتی 30213 SKF اصل هستید یا قصد دارید این محصول را از فروشگاه معتبر با ضمانت اصالت و ارسال سریع تهیه کنید، تکمیل صنعت مرجع تخصصی شماست. این بلبرینگ مخروطی با طراحی دقیق و کیفیت ساخت بالا، گزینهای ایدهآل برای خرید بلبرینگ گیربکس صنعتی، بلبرینگ ماشینآلات سنگین و بلبرینگ مناسب برای بارهای ترکیبی محسوب میشود.
در تکمیل صنعت، امکان استعلام قیمت بلبرینگ 30213 SKF با پشتیبانی تخصصی فراهم است و شما میتوانید از طریق تماس تلفنی یا واتساپ، سفارش خود را ثبت کرده و از مشاوره فنی بهرهمند شوید.
مشخصات فنی رولبرینگ مخروطی 30214 برند SKF
رولبرینگ مخروطی 30214 برند اس کا اف SKF یکی از قطعات حیاتی در سیستمهای مکانیکی و صنعتی است که برای تحمل بارهای ترکیبی شعاعی و محوری طراحی شده است. این رولبرینگ تک ردیفه با استفاده از فولاد با کیفیت بالا و ماشینکاری دقیق تولید شده و عملکردی پایدار، اصطکاک کم و عمر طولانی را در شرایط کاری سخت تضمین میکند. استفاده از این محصول در ماشینآلات سنگین، گیربکسها و خطوط تولید صنعتی باعث افزایش بهرهوری و کاهش هزینههای نگهداری میشود.
| مخروطی تک ردیفه | نوع رولبرینگ |
| 30214 | شماره مدل |
| SKF | برند |
| 70 میلیمتر | قطر داخلی (d) |
| 125 میلیمتر | قطر خارجی (D) |
| 26.25 میلیمتر | عرض (B) |
| 131 کیلو نیوتن | ظرفیت بار دینامیک (C) |
| 156 کیلو نیوتن | ظرفیت بار استاتیک (C₀) |
| 3600 دور در دقیقه | سرعت مجاز با گریس |
| 4800 دور در دقیقه | سرعت مجاز با روغن |
| 15 تا 20 درجه | زاویه تماس تقریبی |
| فولاد | جنس قفسه |
| ISO P0 / ABEC 1 | کلاس دقت |
| حدود 1.65 کیلوگرم | وزن تقریبی |
| ماشینآلات صنعتی، خودرو، گیربکسها | کاربرد |
چرا رولبرینگ SKF 30214 را از تکمیل صنعت بخریم؟
این رولبرینگ در صنایع مختلفی از جمله خودروسازی، ماشینآلات کشاورزی، تجهیزات معدنی، و خطوط تولید صنعتی کاربرد دارد. طراحی دقیق آن باعث شده تا در شرایط کاری با فشار بالا، عملکردی پایدار و قابل اعتماد داشته باشد.تکمیل صنعت به عنوان مرجع تخصصی فروش انواع بلبرینگ ماشینی و بلبرینگ صنعتی، محصولات اصل برند SKF را با تضمین کیفیت و قیمت مناسب عرضه میکند.با خرید از تکمیل صنعت، از مشاوره تخصصی، ارسال سریع و خدمات پس از فروش بهرهمند شوید.برای خرید رولبرینگ مخروطی 30214 برند SKF اصلی، همین حالا با کارشناسان تکمیل صنعت تماس بگیرید یا از طریق واتساپ سفارش خود را ثبت کنید.
ویژگی ها و مشخصات فنی بلبرینگ کوچک دینام JBR مناسب پژو 405
بلبرینگ دینام یکی از قطعات کلیدی در سیستم شارژ خودرو است. خرابی این قطعه میتواند منجر به کاهش عملکرد دینام، ایجاد صدای ناهنجار و حتی آسیب به سایر اجزای موتور شود. برند JBR با بهرهگیری از تکنولوژی روز و کنترل کیفیت دقیق، بلبرینگی تولید کرده که نه تنها دوام بالایی دارد بلکه عملکرد دینام را به شکل قابل توجهی بهبود میبخشد. ویژگی های کلیدی این بلبرینگ دینام شامل موارد زیر است:
- مناسب برای دینامهای کوچک خودرو پژو 405
- ساخت چین با استانداردهای بینالمللی
- برند JBR با سابقه در تولید قطعات یدکی خودرو
- مقاوم در برابر حرارت و فشار بالا
- نصب آسان و بدون نیاز به تغییرات در سیستم دینام
راهنمای خرید بلبرینگ کوچک دینام پژو 405 با برند JBR از فروشگاه انصاری
در انتخاب قطعات یدکی خودرو، کیفیت و اصالت کالا نقش تعیین کنندهای در عملکرد و دوام خودرو دارد. بلبرینگ دینام به عنوان یکی از اجزای حیاتی در سیستم شارژ خودرو، باید از برندهای معتبر و با مشخصات فنی دقیق انتخاب شود تا از بروز مشکلاتی مانند کاهش توان دینام، صدای ناهنجار و آسیب به باتری جلوگیری شود.
برای خرید بلبرینگ دینام کوچک پژو 405 با برند معتبر JBR، فروشگاه انصاری یکی از بهترین گزینه هاست. این فروشگاه با ارائه انواع بلبرینگ و رولبرینگ از برندهای معتبر ایرانی و خارجی، تضمین کیفیت و اصالت کالا را در اولویت قرار داده است.
ویژگی های کلیدی بلبرینگ کوچک دینام JBR برای پژو 206
- طراحی استاندارد و نصب آسان: بلبرینگ JBR با ابعاد دقیق و مطابق با دینام های چینی موجود در خودروهای پژو 206 طراحی شده است و نصب آن بدون نیاز به هیچ گونه تغییرات اضافی انجام می شود.
- ساخته شده از فولاد سخت کاری شده: استفاده از متریال با دوام در ساخت این بلبرینگ باعث کاهش اصطکاک، افزایش طول عمر مفید و جلوگیری از ایجاد لرزش و صدای اضافی در عملکرد دینام می شود.
- سازگاری کامل با دینام های رایج در بازار ایران: این بلبرینگ با دینام های چینی و برندهای معتبر موجود در بازار مانند Valeo و Bosch کاملاً سازگار بوده و عملکردی هماهنگ و مطمئن ارائه می دهد.
- مقاومت بالا در برابر حرارت و فشار: بلبرینگ JBR در شرایط سخت آب و هوایی و رانندگی های طولانی عملکردی پایدار، قابل اعتماد و بدون افت کیفیت دارد.
نکات مهم هنگام خرید بلبرینگ کوچک دینام 206
- حتما از تطابق ابعاد بلبرینگ با مدل دینام خود مطمئن شوید.
- از خرید بلبرینگ های بی کیفیت و تقلبی خودداری کنید تا از آسیب به دینام و باتری جلوگیری شود.
- نصب توسط مکانیک ماهر باعث عملکرد بهتر و عمر بیشتر بلبرینگ خواهد شد.
برای خرید بلبرینگ دینام خودرو کوچک 206 چینی JBR با ضمانت اصالت و قیمت مناسب، فروشگاه انصاری مرجع تخصصی فروش انواع بلبرینگ و رولبرینگ از برندهای معتبر ایرانی و خارجی است. همین حالا برای ثبت سفارش با فروشگاه تماس بگیرید یا از طریق واتساپ اقدام کنید و از مشاوره تخصصی بهره مند شوید.
مشخصات فنی بلبرینگ بزرگ دینام پژو 405
بلبرینگ دینام بزرگ پژو 405 برند JBR چینی با بهرهگیری از تکنولوژی ساخت دقیق و متریال صنعتی باکیفیت، برای تحمل بارهای دینامیکی بالا و شرایط کاری سخت طراحی شده است. این بلبرینگ از فولاد آلیاژی سختکاری شده تولید شده که مقاومت بالایی در برابر حرارت ناشی از عملکرد مداوم دینام و فشارهای مکانیکی دارد. ساختار داخلی آن شامل ساچمههای دقیق و روان با قفسه فلزی مستحکم است که موجب کاهش اصطکاک، جلوگیری از لرزش و افزایش طول عمر دینام میشود. ابعاد و تلرانسهای این محصول مطابق با استانداردهای بینالمللی بوده و برای دینامهای بزرگ پژو 405 با توان بالا کاملاً مناسب است. این بلبرینگ با طراحی مهندسی شده، نصب آسان و تطابق کامل با سیستم الکتریکی خودرو، انتخابی مطمئن برای تعمیرکاران و مصرفکنندگان حرفهای محسوب میشود.
- ساخته شده از فولاد سختکاری شده با مقاومت بالا در برابر حرارت و فشار
- طراحی مهندسی شده برای کاهش اصطکاک و افزایش طول عمر دینام
- مناسب برای دینامهای بزرگ خودرو پژو 405 با توان بالا
- نصب آسان و سازگاری کامل با سیستم الکتریکی خودرو
مزایای استفاده از بلبرینگ جی بی آر JBR چینی در دینام پژو 405
در مقایسه با برندهای متفرقه، بلبرینگ JBR با استانداردهای بینالمللی تولید شده و در تستهای عملکردی، دوام و پایداری بالایی از خود نشان داده است. این محصول برای رانندگانی که به دنبال قطعات یدکی با قیمت مناسب و کیفیت قابل قبول هستند، انتخابی هوشمندانه و مقرونبهصرفه به شمار میرود.
برای خرید بلبرینگ دینام بزرگ پژو 405 برند JBR چینی و دریافت مشاوره تخصصی، با فروشگاه انصاری تماس بگیرید یا از طریق واتساپ اقدام نمایید. فروشگاه انصاری مرجع تخصصی فروش انواع بلبرینگ و رولبرینگ از برترین برندهای ایرانی و خارجی است. کیفیت تضمینشده، قیمت رقابتی و ارسال سریع را با انصاری تجربه کنید.
خرید و قیمت نوک پیچ گوشتی حرفهای 15 سانتی: بررسی برند USA
برای نوک پیچ گوشتی حرفهای 15 سانتی برند USA، کیفیت متریال و دقت ساخت اهمیت بالایی دارد. طول 15 سانتی امکان دسترسی به پیچهای عمیق و مکانهای محدود را فراهم میکند. جنس فولاد کروم وانادیوم مقاومت بالا و دوام طولانی ایجاد میکند. نوع نوک چهارسو و دوسو برای کاربردهای صنعتی و خانگی مناسب است. برند USA به دلیل استانداردهای صنعتی، دقت مونتاژ و عمر طولانی مورد توجه حرفهایهاست. محدوده قیمت نوکها بین 8 تا 35 دلار بسته به نوع و کیفیت متفاوت است. انتخاب نوک مناسب با پیچ هدف، دقت و ایمنی کار را افزایش میدهد.
- نوع نوک: دوسو و چهارسو برای کاربردهای صنعتی و خانگی مناسب هستند.
- طول: 15 سانتی برای دسترسی به پیچهای عمیق و مکانهای محدود طراحی شده است.
- جنس نوک: فولاد کروم وانادیوم مقاومت بالا و دوام طولانی ایجاد میکند.
- برند: USA استاندارد صنعتی، دقت مونتاژ و عمر طولانی ارائه میدهد.
- محدوده قیمت: بین 8 تا 35 دلار بسته به نوع و کیفیت نوک متفاوت است.
- کاربرد: مناسب برای کارهای حرفهای، تعمیرات صنعتی و استفاده خانگی دقیق.
فاکتورهای کیفی و قیمت نوک پیچ گوشتی دو طرف چهارسو 10 سانتی برند USA
برای نوک پیچ گوشتی دو طرف چهارسو 10 سانتی برند USA، کیفیت متریال و دقت ساخت اهمیت بالایی دارد. طول 10 سانتی دسترسی به پیچهای کوچک و محدود را آسان میکند. جنس فولاد کروم وانادیوم مقاومت بالا و طول عمر طولانی ایجاد میکند. نوک دو طرفه چهارسو امکان استفاده از هر طرف را بدون تعویض فراهم میکند. برند USA به دلیل رعایت استاندارد صنعتی دقت مونتاژ و دوام بالا دارد. محدوده قیمت این نوکها بین 6 تا 28 دلار بسته به جنس و نوع نوک متفاوت است. انتخاب صحیح نوک مطابق پیچ هدف، دقت و ایمنی کار را افزایش میدهد.
- نوع نوک: دو طرف چهارسو مناسب برای استفاده صنعتی و خانگی است.
- طول: 10 سانتی برای دسترسی به پیچهای کوچک و مکانهای محدود طراحی شده است.
- جنس نوک: فولاد کروم وانادیوم مقاومت بالا و طول عمر طولانی ایجاد میکند.
- برند: USA استاندارد صنعتی و دقت مونتاژ بالا ارائه میدهد.
- محدوده قیمت: بین 6 تا 28 دلار بسته به نوع و جنس نوک متفاوت است.
- کاربرد: مناسب برای تعمیرات حرفهای، ابزار دقیق و استفاده خانگی با دقت بالا.
مشخصات فنی و خرید نوک پیچ گوشتی دو طرف چهارسو 6.5 سانتی
برای نوک پیچ گوشتی دو طرف چهارسو 6.5 سانتی، کیفیت ساخت و دقت صنعتی اهمیت بالایی دارد. طول 6.5 سانتی امکان دسترسی به پیچهای کوچک و فضای محدود را فراهم میکند. جنس فولاد کروم وانادیوم مقاومت بالا و دوام طولانی ایجاد میکند. نوک دو طرفه چهارسو امکان استفاده از هر سمت بدون تعویض را میدهد. برند USA با رعایت استانداردهای صنعتی دقت مونتاژ و عمر طولانی ارائه میدهد. محدوده قیمت این نوکها بین 5 تا 25 دلار بسته به جنس و کیفیت متفاوت است. انتخاب نوک مناسب مطابق پیچ هدف دقت، امنیت و راحتی کار را تضمین میکند.
| مشخصات | ویژگی |
|---|---|
| دو طرف چهارسو (Ph2) | نوع نوک |
| 6.5 سانتی متر | طول |
| فولاد کروم وانادیوم | جنس |
| USA | برند |
| 5 تا 25 دلار | محدوده قیمت |
| تعمیرات صنعتی و استفاده خانگی دقیق | کاربرد |
چرا بلبرینگ JBR انتخاب مناسبی برای پژو 206 است؟
استفاده از بلبرینگ دینام باکیفیت، مانند مدل JBR چینی، باعث افزایش طول عمر دینام و کاهش هزینههای تعمیرات دورهای میشود. این بلبرینگ با ابعاد استاندارد و آببندی دقیق، از ورود گرد و غبار و رطوبت به داخل دینام جلوگیری کرده و عملکرد شارژ باتری را پایدار نگه میدارد.
- مناسب برای دینامهای بزرگ پژو 206
- ساخت چین با کیفیت بالا و استانداردهای بینالمللی
- کاهش لرزش و صدای اضافی در عملکرد دینام
- مقاوم در برابر حرارت، فشار و رطوبت
- عمر طولانی و عملکرد پایدار در شرایط سخت
فاکتورهای موثر بر قیمت و خرید بلبرینگ بزرگ دینام پژو 206 JBR چینی
قیمت بلبرینگ دینام پژو 206 بزرگ JBR چینی تحت تأثیر چند عامل کلیدی قرار دارد؛ از جمله برند سازنده، کیفیت ساخت، نوع آببندی، نوسانات نرخ ارز و هزینههای واردات. با توجه به اینکه این محصول ساخت چین است و در دسته بلبرینگهای صنعتی باکیفیت قرار میگیرد، قیمت آن در بازار جهانی بین 2.5 تا 4 دلار متغیر است. هنگام خرید، توجه به اصالت برند، شماره فنی دقیق، تطابق با مدل دینام خودرو و گارانتی معتبر از نکات مهمی است که باید در نظر گرفته شود. همچنین توصیه میشود از فروشگاههایی خرید کنید که اطلاعات فنی کامل و مشاوره تخصصی ارائه میدهند تا از خرید اشتباه جلوگیری شود.
برای استعلام قیمت روز انواع بلبرینگ و رولبرینگ خودرو، صنعتی و کشاورزی از برندهای معتبر ایرانی و خارجی مانند SKF، KOYO، JBR، Nachi و KG، همین حالا با فروشگاه انصاری تماس بگیرید یا از طریق واتساپ سفارش خود را ثبت کنید. فروشگاه انصاری با ارائه مشاوره تخصصی، ضمانت اصالت کالا و ارسال سریع، مرجع قابل اعتماد برای خرید انواع بیرینگ در بازار ایران است.
بررسی جنس و مقاومت نوک پیچ گوشتی یک طرف دو سو 5 سانتی SL5 و SL6
برای نوک پیچ گوشتی یک طرف دو سو 5 سانتی SL5 و SL6 برند USA، جنس فولاد کروم وانادیوم مقاومت بالا در برابر سایش و خم شدگی فراهم میکند. طول 5 سانتی مناسب پیچهای کوچک و دسترسی محدود است. نوکهای SL5 و SL6 با دقت استاندارد صنعتی تولید شدهاند و عمر طولانی دارند. برند USA به دلیل رعایت کنترل کیفیت، دقت مونتاژ و مقاومت مکانیکی بالایی ارائه میدهد. محدوده قیمت این نوکها بین 4 تا 20 دلار بسته به مدل و کیفیت متفاوت است. انتخاب صحیح نوک مطابق سایز پیچ، ایمنی و دقت کار را تضمین میکند. این نوکها مناسب مصارف صنعتی و خانگی دقیق هستند.
- نوع نوک: یک طرف دو سو (SL5 و SL6) مناسب پیچهای کوچک.
- طول: 5 سانتی متر برای دسترسی به مکانهای محدود طراحی شده است.
- جنس نوک: فولاد کروم وانادیوم مقاوم در برابر سایش و خم شدگی.
- برند: USA با کنترل کیفیت بالا و دقت مونتاژ استاندارد صنعتی.
- محدوده قیمت: بین 4 تا 20 دلار بسته به مدل و کیفیت متفاوت است.
- کاربرد: مناسب مصارف صنعتی، تعمیرات دقیق و استفاده خانگی حرفهای.
راهنمای خرید و قیمت نوک پیچ گوشتی 5 سانتی PH2 برند USA
- نوع نوک: نوک پیچ گوشتی PH2 مناسب پیچهای چهارسو با کاربرد صنعتی و خانگی است.
- طول نوک: 5 سانتی برای دسترسی به پیچهای کوچک و مکانهای محدود طراحی شده است.
- جنس نوک: فولاد کروم وانادیوم مقاومت بالا در برابر سایش و خم شدگی فراهم میکند.
- برند: USA با کنترل کیفیت بالا و استانداردهای صنعتی دقیق تولید شده است.
- محدوده قیمت: بین 5 تا 22 دلار بسته به کیفیت و نوع نوک متغیر است.
- کاربرد: مناسب تعمیرات صنعتی، مونتاژ دقیق و استفاده خانگی حرفهای با دوام بالا.
- نکات خرید: انتخاب صحیح نوک مطابق سایز پیچ، دقت و ایمنی کار را تضمین میکند.
راهنمای خرید آکومولاتور 1 لیتری هیداک
انتخاب و خرید آکومولاتور دیافراگمی 1 لیتری HYDAC آلمان نیازمند بررسی دقیق مشخصات فنی، فشار کاری، نوع دیافراگم و سازگاری با روغن های هیدرولیک است. این مدل با ظرفیت 1 لیتر، گزینه ای مناسب برای سیستم های هیدرولیک فشار بالا، ماشین آلات صنعتی و تجهیزات موبایل می باشد. هنگام خرید آکومولاتور 1 لیتری هیداک اصل، توجه به استانداردهای بین المللی مانند CE و PED، کیفیت ساخت آلمانی، و قابلیت جذب ضربه های فشار در مدارهای بسته اهمیت بالایی دارد.
اگر به دنبال خرید آکومولاتور دیافراگمی 1 لیتری HYDAC آلمان با ضمانت اصالت کالا و مشاوره تخصصی هستید، فروشگاه هیدرولیک تک مرجع تخصصی فروش انواع آکومولاتور، شیر هیدرولیک، پمپ هیدرولیک و تجهیزات صنعتی است. برای دریافت قیمت روز، ثبت سفارش یا مشاوره فنی، همین حالا با ما تماس بگیرید یا از طریق واتساپ اقدام نمایید.
مشخصات فنی Accumulator دیافراگمی 1 لیتری HYDAC آلمان
آکومولاتور دیافراگمی 1 لیتری HYDAC ساخت آلمان، با طراحی مهندسی و استفاده از متریال مقاوم، عملکردی قابل اعتماد در مدارهای هیدرولیکی فشار بالا ارائه می دهد. این مدل با دیافراگم لاستیکی مقاوم در برابر روغن های معدنی و دمای بالا، مناسب استفاده در ماشین آلات صنعتی، سیستم های انتقال قدرت، تجهیزات موبایل و خطوط تولید اتوماتیک است. بدنه فولادی با پوشش ضد خوردگی، استانداردهای بین المللی CE و PED، و قابلیت جذب پالس های فشار، این محصول را به انتخابی مطمئن برای مهندسان و تکنسین های صنعتی تبدیل کرده است.
| HYDAC SB330-1A1/112A9-330A | مدل |
|---|---|
| 1 لیتر | ظرفیت اسمی |
| 330 بار | حداکثر فشار کاری |
| لاستیکی مقاوم در برابر روغن و حرارت | نوع دیافراگم |
| فولاد ضد زنگ با پوشش ضد خوردگی | جنس بدنه |
| رزوه G 1/2 یا SAE 1/2 بسته به مدل | اتصال ورودی |
| CE، PED، DIN EN ISO 9001 | استانداردها |
| -10 تا +80 درجه سانتی گراد | دمای کاری |
| روغن های معدنی، HLP، HVLP | سازگاری روغن |
| آلمان | کشور سازنده |
مشخصات فنی Accumulator دیافراگمی HYDAC مدل 1.4 لیتر
آکومولاتور دیافراگمی HYDAC با ظرفیت 1.4 لیتر، یکی از مدل های دقیق و مهندسی شده در حوزه ذخیره سازی انرژی هیدرولیکی است که برای عملکرد پایدار در مدارهای تحت فشار بالا طراحی شده است. این محصول با ساختار دیافراگمی، امکان جذب نوسانات فشار و کاهش ضربه های هیدرولیکی را فراهم می کند و نقش مهمی در افزایش عمر تجهیزات و بهینه سازی عملکرد سیستم ایفا می کند. بدنه مقاوم از جنس فولاد ضد زنگ با پوشش ضد خوردگی، آن را برای استفاده در محیط های صنعتی سخت و شرایط کاری سنگین مناسب کرده است. انتخاب نوع دیافراگم از میان NBR یا VITON نیز به کاربران اجازه می دهد تا بر اساس نوع سیال، دمای کاری و شرایط محیطی، بهترین گزینه را برای بهره برداری بلندمدت انتخاب کنند.
- ظرفیت اسمی: 1.4 لیتر
- فشار کاری: تا 210 بار
- نوع اتصال: رزوه ای یا فلنجی
- جنس بدنه: فولاد ضد زنگ با پوشش مقاوم در برابر خوردگی
- نوع دیافراگم: NBR یا VITON بسته به نوع کاربرد
مزایای خرید از آکومولاتور دیافراگمی HYDAC هیدراک 1.4 لیتری
استفاده از آکومولاتور دیافراگمی HYDAC مدل 1.4 لیتر مزایای قابل توجهی برای سیستم های هیدرولیکی به همراه دارد. این تجهیز با جذب ضربه های فشار، نقش مهمی در افزایش عمر پمپ های هیدرولیک ایفا می کند و از فرسایش زودهنگام اجزای مدار جلوگیری می نماید. همچنین با تثبیت فشار در مدارهای متغیر، عملکرد سیستم را یکنواخت و قابل پیش بینی می سازد. در زمان قطع جریان یا توقف لحظه ای پمپ، آکومولاتور انرژی ذخیره شده را آزاد کرده و مانع از افت ناگهانی فشار می شود. این ویژگی به خصوص در ماشین آلات سنگین و خطوط تولید پیوسته اهمیت بالایی دارد. علاوه بر این، کاهش نویز و لرزش در مدارهای هیدرولیکی باعث افزایش ایمنی و کاهش استهلاک قطعات مکانیکی می شود. طراحی دیافراگمی این مدل، آن را برای استفاده در مدارهای بسته و سیستم هایی با نوسانات فشار بالا کاملاً مناسب کرده است.
برای خرید انواع آکومولاتور دیافراگمی، پمپ هیدرولیک، شیر هیدرولیک و تجهیزات تخصصی هیدرولیکی، فروشگاه هیدرولیک تک مرجع مطمئن و تخصصی شماست. این مجموعه با ارائه محصولات اصل، قیمت رقابتی، و مشاوره فنی دقیق، انتخابی هوشمندانه برای مهندسان، تکنسین ها و فعالان صنعت است. جهت دریافت اطلاعات بیشتر، ثبت سفارش یا مشاوره خرید، همین حالا تماس بگیرید یا از طریق واتساپ اقدام کنید.
ویژگی های فنی و مزایای Accumulator دیافراگمی 2.8 لیتر هیداک HYDAC آلمان
آکومولاتور دیافراگمی HYDAC با ظرفیت 2.8 لیتر، یکی از اجزای حیاتی در مدارهای هیدرولیک است که نقش کلیدی در ذخیره انرژی، کنترل نوسانات فشار و افزایش پایداری سیستم ایفا می کند. این نوع آکومولاتور با بهره گیری از فناوری دیافراگمی و طراحی دقیق آلمانی، قادر است فشار اضافی را جذب کرده و عملکرد یکنواختی را در شرایط کاری سخت فراهم سازد. استفاده از آن در کنار پمپ های هیدرولیک و شیرهای کنترل فشار، موجب افزایش راندمان سیستم و کاهش استهلاک قطعات می شود. این محصول به ویژه در صنایع سنگین، ماشین آلات راهسازی، خطوط تولید و تجهیزات معدنی کاربرد گسترده ای دارد و با استانداردهای DIN و ISO، تضمین کننده کیفیت و ایمنی در سطح جهانی است.
- ساخت آلمان با استانداردهای جهانی DIN و ISO
- ظرفیت 2.8 لیتر مناسب برای سیستم های متوسط تا سنگین
- دیافراگم مقاوم در برابر فشار و دمای بالا
- قابل استفاده در ماشین آلات راهسازی، تجهیزات معدنی، خطوط تولید و سیستم های هیدرولیک صنعتی
- کاهش نوسانات فشار و افزایش عمر قطعات هیدرولیکی
- عملکرد بهینه در کنار پمپ هیدرولیک و شیر کنترل فشار
آکومولاتور دیافراگمی 2.8 لیتر هیداک آلمان را از کجا بخریم؟
اگر به دنبال آکومولاتور دیافراگمی با ظرفیت متوسط برای سیستم هیدرولیک صنعتی هستید، مدل 2.8 لیتر HYDAC با عملکرد دقیق و طول عمر بالا، گزینه ای مطمئن برای شماست. این محصول با قیمت رقابتی و کیفیت اروپایی، در مقایسه با برندهای مشابه، ارزش خرید بالایی دارد.برای خرید آکومولاتور دیافراگمی 2.8 لیتر HYDAC آلمان و سایر تجهیزات هیدرولیکی از جمله شیر هیدرولیک، پمپ هیدرولیک و انواع آکومولاتور، فروشگاه تخصصی هیدرولیک تک مرجع قابل اعتماد شماست.
قیمت آکومولاتور دیافراگمی 3.5 لیتر HYDAC آلمان و عوامل مؤثر بر خرید
قیمت آکومولاتور دیافراگمی 3.5 لیتر تحت تأثیر عوامل متعددی از جمله فشار کاری، نوع دیافراگم، جنس بدنه و استانداردهای ساخت قرار دارد. برند سازنده، نوع گاز مورد استفاده، قابلیت شارژ مجدد و نوع اتصال نیز در تعیین قیمت نهایی نقش دارند. آکومولاتورهایی با دیافراگم FKM یا ECO معمولاً گرانتر از مدلهای با دیافراگم NBR هستند. همچنین مدلهایی با پوشش ضد خوردگی یا قابلیت استفاده در محیطهای شیمیایی قیمت بالاتری دارند. انتخاب بین نوع جوشی یا پیچی نیز بر هزینه نهایی تأثیرگذار است. هرچه تطابق محصول با استانداردهای DIN و ISO بیشتر باشد، قیمت آن نیز افزایش مییابد.
در بازار جهانی، قیمت آکومولاتور دیافراگمی 3.5 لیتر برند HYDAC آلمان بین 180 تا 260 دلار متغیر است. برندهای اروپایی مانند Bosch Rexroth و Parker نیز در بازه قیمتی 200 تا 280 دلار قرار دارند. مدلهای چینی یا آسیایی با مشخصات مشابه معمولاً بین 120 تا 170 دلار قیمتگذاری میشوند. هزینه حمل، مالیات واردات و نوع بستهبندی نیز در قیمت نهایی مؤثر است. خرید مستقیم از نمایندگیهای معتبر یا فروشگاههای تخصصی باعث کاهش ریسک و تضمین اصالت کالا میشود.
مشخصات فنی accumulator دیافراگمی 3.5 لیتر HYDAC ساخت آلمان
آکومولاتور دیافراگمی 3.5 لیتر برند HYDAC یکی از تجهیزات حیاتی در مدارهای هیدرولیک فشار بالا است که با طراحی مهندسی آلمانی، عملکردی پایدار و ایمن را در شرایط صنعتی سخت تضمین میکند. این مدل با استفاده از گاز نیتروژن و دیافراگم الاستومری، قابلیت ذخیرهسازی انرژی، جذب شوکهای فشار و تثبیت جریان را در سیستمهای هیدرولیک فراهم میسازد. بدنه مقاوم، اتصالات استاندارد و تطابق کامل با الزامات DIN و ISO، این آکومولاتور را به انتخابی حرفهای برای یونیتهای هیدرولیک تبدیل کرده است.
| مقدار / توضیحات | مشخصه |
|---|---|
| HYDAC | برند |
| آلمان | کشور سازنده |
| دیافراگمی (Bladder Type) | نوع آکومولاتور |
| 3.5 لیتر | حجم اسمی |
| تا 330 بار | فشار کاری مجاز |
| 90 تا 120 بار (قابل تنظیم با توجه به سیستم) | فشار پیش شارژ پیشنهادی |
| نیتروژن خشک | نوع گاز |
| فولاد ضد سایش با پوشش ضد خوردگی | جنس بدنه |
| الاستومر مقاوم در برابر فشار و دما | جنس دیافراگم |
| 35- تا 80+ درجه سانتیگراد | دمای کاری |
| رزوه G 1/2 (داخلی یا خارجی بسته به مدل) | نوع اتصال |
| DIN EN ISO 4126 / DIN 4807 | استاندارد ساخت |
| یونیتهای هیدرولیک، ماشینآلات صنعتی، خطوط تولید | کاربردها |
موارد کاربرد آکومولاتور دیافراگمی 3.5 لیتر HYDAC در صنعت
diaphragm accumulator 3.5 لیتر برند HYDAC با قابلیت ذخیرهسازی انرژی، جذب نوسانات فشار و تثبیت جریان، در طیف وسیعی از کاربردهای صنعتی مورد استفاده قرار میگیرد. این تجهیز با طراحی مقاوم و عملکرد دقیق، گزینهای ایدهآل برای سیستمهای هیدرولیک فشار بالا در محیطهای کاری سخت و پیوسته است.
- یونیتهای هیدرولیک صنعتی
- ماشینآلات تزریق پلاستیک و قالبگیری
- خطوط تولید اتوماتیک و CNC
- تجهیزات پرس و پانچ هیدرولیکی
- سیستمهای انتقال قدرت و کنترل فشار
- ماشینآلات راهسازی و معدنی
- تجهیزات فولادسازی و ریختهگری
- سیستمهای بالابر و جرثقیلهای صنعتی
- مدارهای هیدرولیک در صنایع نفت، گاز و پتروشیمی
- تجهیزات کشاورزی و ماشینآلات سنگین
مزایای استفاده از پیچ آلن فولادی 10.9 در اتصالات صنعتی
در اتصالات صنعتی استفاده از پیچ آلن فولادی گرید 10.9 مزایای زیادی دارد. این پیچ ها با استحکام کششی حدود 1040 مگاپاسکال طراحی شده اند و توانایی تحمل بارهای سنگین را دارند. مقاومت بالا در برابر گشتاور و خستگی باعث افزایش عمر اتصال و کاهش نیاز به تعمیرات می شود. پیچ آلن فولادی 10.9 معمولا در صنایع خودرو، سازه های فلزی، تجهیزات معدنی و ماشین آلات سنگین استفاده می شود. قیمت جهانی این پیچ بسته به سایز و برند بین 0.12 تا 1.80 دلار به ازای هر عدد متغیر است. انتخاب صحیح این پیچ ها موجب صرفه جویی اقتصادی و افزایش ایمنی سازه خواهد شد.
- مقاومت کششی تقریبی: 1040 MPa
- مقاومت تسلیم: حدود 940 MPa
- سختی سطحی: 32 تا 39 HRC
- قیمت جهانی: 0.12 تا 1.80 دلار
راهنمای انتخاب و خرید پیچ آلنی خشکه
راهنمای انتخاب و خرید پیچ آلنی خشکه شامل بررسی دقیق سایز، گرید فولاد و نوع پوشش ضدزنگ است. این پیچ ها از فولاد کربنی سختکاری شده تولید می شوند و مقاومت کششی حدود 800 تا 900 مگاپاسکال دارند. برای پروژه های ساختمانی، خودرو و ماشین آلات صنعتی انتخاب صحیح سایز و گرید اهمیت زیادی دارد. هنگام خرید پیچ آلن خشکه باید علاوه بر کیفیت تولید، به استانداردهای DIN یا ISO توجه کنید. قیمت جهانی این پیچ ها بسته به ابعاد و پوشش سطحی بین 0.10 تا 1.60 دلار برای هر عدد متغیر است.
| مقاومت کششی (MPa) | سختی سطحی (HRC) | قیمت تقریبی (دلار/عدد) | سایز پیچ (M) |
|---|---|---|---|
| 800 | 28-30 | 0.10 - 0.25 | M6 |
| 850 | 30-32 | 0.30 - 0.65 | M10 |
| 880 | 32-34 | 0.70 - 1.20 | M16 |
| 900 | 33-34 | 1.00 - 1.60 | M20 |
مشخصات فنی و مقاومت مکانیکی پیچ آلن DIN912
- نوع پیچ: پیچ آلن DIN912، شش گوش توخالی با سر استوانهای، مناسب برای اتصال قطعات صنعتی و مکانیکی دقیق.
- جنس: فولاد کربنی، فولاد ضد زنگ A2 یا A4 و آلیاژهای مقاوم به خوردگی، انتخاب جنس بر اساس محیط کارکرد تعیین میشود.
- قطر اسمی: M3 تا M30، مناسب برای پروژههای سبک تا سنگین، استاندارد قطرها مطابق جدول DIN912 است.
- طول پیچ: 6 میلیمتر تا 200 میلیمتر، طول استاندارد بسته به نوع اتصال و ضخامت قطعات انتخاب میشود.
- مقاومت کششی: فولاد کلاس 8.8 تا 12.9، توان تحمل بار کششی بین 800 تا 1200 مگاپاسکال دارد.
- مقاومت پیچشی: قابلیت تحمل گشتاور بین 2 تا 500 نیوتن متر، بسته به قطر و کلاس مقاومت پیچ متفاوت است.
- پوشش سطح: گالوانیزه، سیاه فسفات یا نیکل، مقاومت در برابر خوردگی و سایش را افزایش میدهد و عمر مفید را طولانی میکند.
- استانداردها: DIN912، ISO4762 و ANSI/ASME B18.3، تضمین کیفیت و سازگاری با تجهیزات بینالمللی.
- کاربردها: ماشینآلات صنعتی، تجهیزات الکترونیکی، خودرو و سازههای فلزی، مناسب برای اتصالهای دقیق و مقاوم.
- قیمت حدودی دلاری: بسته به سایز و جنس، از 0.05 تا 5 دلار به ازای هر پیچ، برای خرید عمده تخفیفهای بیشتری اعمال میشود.
فاکتورهای موثر بر خرید و قیمت تسمه صنعتی تایمینگ پلی اورتان اپتی بلت DT5 550
هنگام انتخاب تسمه صنعتی تایمینگ پلی اورتان اپتی بلت DT5 550 لازم است فاکتورهای فنی، متریالی و اقتصادی بررسی شوند. حدود قیمت این تسمه در بازار جهانی بین $8 – $20 متغیر است.
-
طول و گام دندانه
طول 550 میلیمتر و گام 5 میلیمتر مشخصات اصلی این تسمه هستند. تغییر در ابعاد سفارشی می تواند قیمت را 10 تا 25 درصد افزایش دهد.
-
جنس و متریال
پلی اورتان با مقاومت سایشی بالا و کشش تقویت شده با فولاد یا فایبرگلاس استفاده می شود. متریال مقاوم در برابر روغن هزینه را $2 – $5 بیشتر می کند.
-
ظرفیت تحمل بار
استحکام کششی حدود 80 نیوتن بر میلیمتر باعث پایداری بالا می شود. افزایش ظرفیت سفارشی می تواند قیمت را به $15 – $25 برساند.
-
محدوده دما و شرایط محیطی
عملکرد مطمئن در بازه منفی 30 تا مثبت 80 درجه سانتیگراد تضمین شده است. مقاومت در برابر رطوبت و گرد و غبار موجب افزایش هزینه $1 – $3 می شود.
-
کاربرد صنعتی
این تسمه در ماشین آلات CNC، تجهیزات بسته بندی و رباتیک کاربرد دارد. طراحی خاص برای صنایع دقیق می تواند قیمت را 15 تا 30 درصد افزایش دهد.
-
برند و اصالت کالا
برند اپتی بلت کیفیت اروپایی و استاندارد بالا ارائه می دهد. نمونه های اصل معمولاً در محدوده $10 – $20 و نمونه های مشابه ارزان تر در محدوده $6 – $12 عرضه می شوند.
-
تعداد سفارش
خرید تکی هزینه بیشتری دارد در حالی که سفارش های عمده می توانند قیمت واحد را 10 تا 20 درصد کاهش دهند.
فاکتورهای کیفی و قیمت تسمه صنعتی تایم باندو 450DH100G
هنگام خرید تسمه صنعتی تایم باندو 450DH100G باید عوامل فنی، کیفی و اقتصادی بررسی شوند. محدوده قیمت جهانی این مدل معمولاً بین $12 – $28 است.
-
ابعاد و پروفیل دندانه
این تسمه طول 450 میلیمتر، عرض 100 میلیمتر و گام دندانه 8 میلیمتر دارد. تغییر در پروفیل یا سایز سفارشی می تواند هزینه را 10 تا 20 درصد افزایش دهد.
-
کیفیت مواد اولیه
ترکیب لاستیک مقاوم و کشش تقویت شده با فایبرگلاس باعث دوام بالا می شود. متریال ضد روغن و مقاوم به سایش قیمت را $2 – $6 افزایش می دهد.
-
ظرفیت انتقال توان
استحکام کششی حدود 80 نیوتن بر میلیمتر امکان انتقال بار پایدار را فراهم می کند. مدل های با ظرفیت بالاتر می توانند تا $35 قیمت داشته باشند.
-
محدوده دمای کاری
عملکرد مطمئن در بازه منفی 20 تا مثبت 100 درجه سانتیگراد تضمین شده است. نیاز به مقاومت حرارتی ویژه می تواند قیمت را $3 – $7 افزایش دهد.
-
کاربرد صنعتی
این تسمه در سیستم های انتقال دقیق، صنایع بسته بندی و ماشین آلات سنگین استفاده می شود. طراحی خاص برای خطوط حساس می تواند هزینه را 15 تا 25 درصد بالا ببرد.
-
برند و اصالت کالا
باندو به دلیل استانداردهای ژاپنی کیفیت بالایی دارد. محصولات اصل در بازه $15 – $28 و نمونه های مشابه اقتصادی در بازه $10 – $18 عرضه می شوند.
-
حجم سفارش
سفارش عمده باعث کاهش 10 تا 20 درصدی قیمت واحد می شود در حالی که خرید تک عددی هزینه بیشتری خواهد داشت.
خرید رولبرینگ SKF 30220 با بهترین قیمت
استفاده از رولبرینگ اصلی SKF تضمین کننده کیفیت و ایمنی ماشین آلات شماست. نمونه های تقلبی یا درجه دو ممکن است عمر کوتاه داشته باشند و باعث خرابی زودهنگام دستگاه شوند. انتخاب رولبرینگ صنعتی SKF 30220 اصلی به کاهش هزینه های نگهداری و افزایش بهره وری کمک شایانی می کند.
برای خرید رولبرینگ SKF 30220 اصلی و سایر انواع بلبرینگ و رولبرینگ از برندهای معتبر ایرانی و خارجی، می توانید به فروشگاه تکمیل صنعت مراجعه کنید. تیم فروش ما آماده ارائه مشاوره تخصصی و راهنمایی برای انتخاب بهترین محصول بر اساس نیازهای صنعتی شماست.
ویژگی های گیربکس شافت مستقیم SEW سری RF
گیربکس شافت مستقیم SEW سری RF فلنج دار دارای ویژگی های متمایزی است که آن را از سایر محصولات مشابه جدا می کند:
- طراحی فلنج دار با نصب عمودی:این طراحی امکان نصب سریع و مطمئن در سیستم های عمودی را فراهم می کند و از لرزش و خرابی های ناخواسته جلوگیری می کند.
- کارایی بالا و راندمان انرژی:گیربکس SEW با کاهش هدررفت انرژی و انتقال قدرت بهینه، بهره وری سیستم های صنعتی را افزایش می دهد.
- دوام و طول عمر طولانی:استفاده از مواد با کیفیت و تکنولوژی های نوین در تولید، مقاومت گیربکس در برابر سایش و فشار را تضمین می کند.
- قابلیت انعطاف پذیری در تنظیم دور و گشتاور:سری RF امکان تنظیم دقیق نسبت دور و گشتاور را برای کاربردهای مختلف صنعتی فراهم می کند.
کاربردهای گیربکس شافت مستقیم SEW سری RF
گیربکس شافت مستقیم SEW سری RF فلنج دار با نصب عمودی در صنایع مختلف کاربرد دارد و برای سیستم هایی که نیاز به انتقال توان با دقت و ثبات دارند، مناسب است:
- خطوط تولید و مونتاژ صنعتی
- سیستم های نوار نقاله و حمل و نقل مواد
- صنایع غذایی و دارویی که به موتورهای با عملکرد پایدار نیاز دارند
- ماشین آلات کشاورزی و معدنی
مزایای استفاده از گیربکس SEW سری RF
استفاده از گیربکس شافت مستقیم SEW سری RF فلنج دار با نصب عمودی، مزایای مهمی برای صنایع به همراه دارد:
- کاهش هزینه های نگهداری به دلیل طراحی مقاوم و با دوام
- بهبود راندمان سیستم های صنعتی و کاهش مصرف انرژی
- نصب سریع و آسان با طراحی فلنج دار
- عملکرد بدون صدا و لرزش برای محیط های حساس
چرا گیربکس شافت مستقیم SEW سری RF گزینه مناسب است؟
گیربکس SEW سری RF به دلیل کیفیت ساخت بالا، طراحی فلنج دار با نصب عمودی و کارایی بالا، انتخابی مطمئن برای مهندسان و مدیران فنی صنایع است. این محصول با بهبود عملکرد سیستم ها و افزایش طول عمر تجهیزات، سرمایه گذاری مقرون به صرفه ای محسوب می شود.
مزایای خرید گیربکس شافت مستقیم SEW سری RX
با خرید گیربکس SEW سری RX، شما نه تنها یک قطعه با دوام و عملکرد بالا دریافت می کنید، بلکه کارایی سیستم های صنعتی خود را افزایش داده و هزینه های نگهداری را کاهش می دهید. مزایای کلیدی محصول عبارتند از:
- نصب سریع و راحت: شافت مستقیم بدون نیاز به کوپلینگ اضافه
- بهره وری انرژی بالا: کاهش تلفات انرژی و افزایش راندمان سیستم
- دوام و مقاومت طولانی مدت: مناسب برای محیط های صنعتی سخت
- عملکرد بدون صدا و لرزش کم: تجربه کاربری بهتر و حفظ ایمنی محیط کار
- تنوع نسبت های دنده: انتخاب مناسب برای هر نیاز صنعتی
فاکتورهای موثر بر قیمت و خرید SEW سری RX
در هنگام خرید گیربکس شافت مستقیم SEW سری RX، عواملی چون توان موتور، نسبت دنده، گشتاور خروجی و نوع نصب بر قیمت نهایی تأثیرگذار هستند. مدلهایی با توان کمتر و نسبت دنده پایینتر معمولاً قیمت کمتری دارند. برای مثال، مدل RXF57 DRN90L4/BE2HR با توان 0.75 تا 45 کیلووات و نسبت دنده 1.30 تا 8.65، قیمتی در حدود 843.30 دلار آمریکا دارد. در مقابل، مدلهای با توان بالاتر و نسبت دنده بیشتر، مانند RX107، قیمتهای بالاتری دارند که میتواند به بیش از 8000 دلار برسد.
همچنین، برندهای معتبر مانند SEW Eurodrive با ارائه گیربکسهای با کیفیت بالا، قیمتهای متفاوتی دارند. مدلهایی با ویژگیهای خاص مانند نصب فلنجی یا شافت بلند، معمولاً قیمت بالاتری دارند. برای مثال، مدل SEW Eurodrive R107 DRN225S4/TF با ویژگیهای خاص، قیمتی در حدود 8153.41 دلار آمریکا دارد. بنابراین، انتخاب مدل مناسب بستگی به نیازهای فنی و بودجه در دسترس دارد.
کاربردهای صنعتی گیربکس شافت مستقیم SEW سری RX
گیربکس شافت مستقیم RX SEW در صنایع مختلف کارایی فوق العاده دارد و گزینه ای مناسب برای پروژه های صنعتی است که نیاز به انتقال قدرت دقیق و پایدار دارند:
- خطوط نقاله و حمل و نقل مواد
- ماشین آلات بسته بندی و پرکن
- سیستم های پمپ و کمپرسور
- دستگاه های صنعتی با بار متوسط و سنگین
- خطوط تولید صنایع غذایی و دارویی
مشخصات فنی SEW K37
گیربکس عمود کار SEW K37 مجهز به نسبت تبدیل 5:1 تا 100:1 و گشتاور خروجی 50 تا 500 نیوتن متر است. حداکثر سرعت ورودی موتور تا 3,000 دور بر دقیقه بوده و بهره وری مکانیکی آن بیش از 95 درصد در شرایط عملیاتی استاندارد است. جنس پوسته از آلیاژ آلومینیوم و چدن مقاوم ساخته شده و تحمل دمای محیطی 40- تا 60 درجه سانتیگراد را دارد. روغن کاری با روانکار صنعتی GL-4 انجام می شود و نویز عملیاتی آن کمتر از 70 دسیبل است. قطر شافت ورودی 28 تا 45 میلی متر و قطر شافت خروجی 35 تا 60 میلی متر طراحی شده است.
گیربکس SEW K37 از سیستم دنده مارپیچ و مخروطی با زاویه شیب دقیق بهره می برد تا انتقال نیرو نرم و یکنواخت باشد. وزن واحد بسته به مدل بین 12 تا 45 کیلوگرم است و کلاس حفاظتی IP65 برای مقاومت در برابر گرد و غبار و رطوبت استاندارد است. فاصله بین محورهای ورودی و خروجی 100 تا 250 میلی متر متغیر است و نصب آن امکان محور عمودی یا افقی را فراهم می کند. این گیربکس قابلیت عملکرد مداوم تا 24 ساعت با راندمان ثابت و نیاز به حداقل نگهداری را داراست.
کاربردهای گیربکس عمود کار SEW تیپ K37
گیربکس های عمود کار SEW K37 در صنایع مختلف کاربرد دارند، از جمله:
- صنایع نوار نقاله و حمل و نقل مواد
- صنایع پالایشگاهی و شیمیایی
- سیستم های توزیع و بسته بندی صنعتی
- ماشین آلات نورد و پرس های صنعتی
این گیربکس به دلیل عملکرد پایدار و انتقال گشتاور دقیق، به ویژه در پروژه های صنعتی با نیاز به دقت بالا بسیار مورد استفاده قرار می گیرد.
مزایای خرید گیربکس کرانویل SEW تیپ K37
- کیفیت ساخت آلمانی: استانداردهای مهندسی آلمان تضمین کننده دوام و عملکرد مطمئن هستند.
- صرفه جویی در هزینه ها: با بازده بالای گیربکس، مصرف انرژی کاهش یافته و نیاز به تعمیرات مکرر کمتر می شود.
- پشتیبانی فنی و خدمات پس از فروش: با خرید از نمایندگان معتبر، دسترسی به قطعات یدکی و خدمات تخصصی فراهم می شود.
- سازگاری با انواع موتورهای صنعتی: گیربکس SEW تیپ K37 قابلیت اتصال به موتورهای الکتریکی استاندارد را دارد.
نکات مهم قبل از خرید گیربکس SEW K37
- بررسی توان و دور موتور متناسب با نیاز پروژه
- انتخاب نسبت تبدیل مناسب برای انتقال گشتاور بهینه
- توجه به شرایط محیطی و دمای عملیاتی گیربکس
با رعایت این نکات، می توان عمر مفید و عملکرد گیربکس را به حداکثر رساند.
مشخصات گیربکس کرانویل SEW تیپ K57
در تعیین قیمت گیربکس کرانویل SEW تیپ K57، چندین عامل کلیدی تاثیرگذار هستند.مشخصات فنی گیربکس مانند توان موتور، گشتاور خروجی، نسبت کاهش دور و نوع نصب نقش مهمی در قیمت دارند.مدل های مختلف با توان های متفاوت، از 0.12 کیلووات تا 5.4 کیلووات، و نسبت های کاهش متنوع در بازار عرضه می شوند.برای مثال، مدل K57 DRN112M4/BE5HR/TF با توان 4 کیلووات و نسبت کاهش 7.55، قیمتی حدود 2,333 دلار دارد.این تنوع فنی باعث تفاوت قابل توجه در قیمت نهایی گیربکس در برندهای مختلف می شود.
عوامل دیگر شامل برند تولیدکننده، کیفیت ساخت و شرایط بازار نیز تاثیرگذار هستند.برندهای معتبر مانند SEW-Eurodrive با تولید گیربکس های با کیفیت و طول عمر بالا، قیمت بالاتری دارند.همچنین وضعیت کالا، نو یا استوک بودن و شرایط حمل و نقل، قیمت نهایی را تغییر می دهد.به عنوان نمونه، مدل K57 AD2 در وضعیت استوک قیمتی حدود 200 دلار دارد.توجه به این فاکتورها برای خرید اقتصادی و هوشمندانه ضروری است.
ویژگیهای کلیدی جرثقیل دستی TOYO 1 تن
- ظرفیت بالا: قابلیت تحمل بار تا ۱ تن بدون افت کیفیت عملکرد.
- ساختار مستحکم: بدنه ساخته شده از فولاد مقاوم، مقاوم در برابر ضربه و فشار.
- عملکرد دستی آسان: طراحی اهرمی کارآمد برای حرکت روان و کنترل دقیق بار.
- ایمنی تضمین شده: مجهز به سیستم قفل ایمنی که از سقوط ناگهانی بار جلوگیری میکند.
- کاربری چندمنظوره: مناسب برای بلند کردن و جابجایی انواع بارها در محیطهای صنعتی و کارگاهی.
مزایای استفاده از جرثقیل دستی TOYO
- کاهش خستگی اپراتور و افزایش بهرهوری.
- حمل و نصب آسان به دلیل طراحی جمعوجور و سبکتر نسبت به جرثقیلهای برقی.
- طول عمر بالا و نیاز کمتر به تعمیر و نگهداری.
با خرید جرثقیل دستی TOYO تویو 1 تن، ایمنی و سرعت کار خود را تضمین کنید و تجربهای حرفهای در جابجایی بارهای سنگین داشته باشید. این جرثقیل با طراحی ارگونومیک و کیفیت ساخت بالا، یک همراه مطمئن در محیطهای صنعتی است.
مشخصات و ویژگی های جرثقیل دستی دو تن تویو TOYO
- ظرفیت بار بالا: توانایی بلند کردن بار تا وزن 2 تن با کمترین تلاش کاربر.
- دوام و استحکام: ساخته شده از فولاد مقاوم و باکیفیت که عمر طولانی و عملکرد مستمر را تضمین میکند.
- طراحی ارگونومیک: دستهها و مکانیزم ساده برای استفاده راحت و کاهش خستگی اپراتور.
- ایمنی بالا: مجهز به سیستمهای ترمز دقیق و قلابهای مقاوم که امنیت بار و کاربر را تضمین میکند.
- قابلیت استفاده در فضاهای محدود: مناسب برای کارگاهها، انبارها و پروژههای ساختمانی که فضای کافی برای تجهیزات بزرگ وجود ندارد.
جرثقیل دستی TOYO 2 تن به دلیل کیفیت ساخت بالا و طراحی حرفهای، انتخابی ایدهآل برای کارفرمایان و تکنسینهایی است که به دنبال ابزار مطمئن و کارآمد برای حمل و نقل ایمن بارها هستند. استفاده از این جرثقیل باعث افزایش بهرهوری، کاهش خطرات احتمالی و صرفهجویی در زمان میشود.
فاکتورهای کیفی و قیمت گیربکس خورشیدی روسی ROSSI سری EP
-
معرفی کلی گیربکس خورشیدی ROSSI سری EP
گیربکس خورشیدی ROSSI سری EP طراحی ماژولار برای کاربردهای صنعتی دقیق دارد. این سری برای کاهش ابعاد و افزایش نسبت دنده در فضاهای محدود طراحی شده است.
-
کیفیت مواد و ساخت
بدنه اغلب از آلیاژهای فولادی با عملیات حرارتی و پوشش ضد خوردگی ساخته می شود. دقت ماشینکاری دندانه ها و سطوح تماس برای عمر طولانی حیاتی است.
-
دقت، بازی (backlash) و همراستایی
بازی کم زیر 10 arc-min برای کاربردهای دقیق مطلوب است. طراحی خورشیدی امکان توزیع بار یکنواخت و کاهش خطای همراستایی را فراهم می کند.
-
راندمان و تلفات انرژی
راندمان معمولی بسته به نسبت دنده بین 92 تا 97 درصد قرار می گیرد. روانکاری مناسب و تلرانس های دقیق نقش مستقیم در کاهش تلفات دارند.
-
ظرفیت گشتاور و کلاس بندی مهندسی
برای انتخاب صحیح باید گشتاور پیوسته و گشتاور ضربه ای مشخص شوند. کلاس بندی پیشنهادی مهندسی: سبک، متوسط و سنگین بر پایه نیوتنمتر است.
-
رفتار حرارتی و مدیریت گرما
هدایت حرارتی بدنه و سطح تماس دندانه ها روی گرمایش تاثیرگذار است. در کاربردهای بار بالا خنک کاری یا انتخاب کلاس حرارتی بالاتر ضروری است.
-
عمر سرویس و نگهداری
زمان بین سرویس وابسته به شرایط بار، دما و نوع روانکار است. تعویض برنامهریزی شده روانکار و بازدید دوره ای یاتاقانها عمر مفید را افزایش می دهد.
-
گارانتی، پشتیبانی فنی و قطعات یدکی
وجود شبکه تامین قطعات و پشتیبانی فنی محلی، ریسک توقف را کاهش می دهد. گارانتی تولیدکننده معمولاً شامل عیوب ساخت و پرداختهای اولیه است.
-
حدود قیمت دلاری مهندسی (برآورد عددی و دقیق)
قیمتها تخمینی و بر پایه کلاس گشتاور و سایز مدنظر بیان شده اند. این بازه ها جهت برنامهریزی مالی و انتخاب اولیه مناسب اند.
- کلاس سبک (تا ≈50 N·m): قیمت تقریبی 120 تا 250 دلار.
- کلاس متوسط (≈50 تا 300 N·m): قیمت تقریبی 250 تا 800 دلار.
- کلاس سنگین (≈300 تا 2000 N·m): قیمت تقریبی 800 تا 3,500 دلار.
- سفارشات خاص یا تغییرات مهندسی می توانند قیمت را بیش از 3,500 دلار افزایش دهند.
این ارقام برآوردی هستند و شامل هزینه حمل، مالیات و ترخیص نمی شوند. برای قیمت نهایی استعلام مستقیم از توزیع کننده الزامی است.
-
نکات انتخاب مهندسی برای خرید
بارگذاری واقعی، شرایط محیطی، و نیاز به دقت مکانیکی را مشخص کنید. سپس بر پایه گشتاور و نسبت، کلاس و بازه قیمتی موردنیاز را انتخاب کنید.
-
کلمات کلیدی سئو پیشنهادی
گیربکس خورشیدی ROSSI سری EP, قیمت گیربکس ROSSI EP, مشخصات فنی گیربکس خورشیدی, گشتاور و راندمان گیربکس.
دوام و کیفیت گیربکس حلزونی Rossi سری MR
گیربکس حلزونی روسی Rossi سری MR ساخت ایتالیا به دلیل طراحی دقیق، آلیاژهای مقاوم و ماشینکاری CNC دارای دوام بالا و عملکرد پایدار است. بدنه از آلومینیوم یا چدن خاکستری با مقاومت فشاری حدود 220 تا 300 مگاپاسکال ساخته می شود. نسبت تبدیل دنده بین 7.5 تا 100 متغیر بوده و راندمان کاری بین 78 تا 90 درصد است. دمای کاری مجاز گیربکس بین منفی 15 تا مثبت 80 درجه سانتیگراد تعریف شده است. روانکاری با روغن سینتتیک ISO VG220 موجب کاهش سایش تا 25 درصد نسبت به روغن معدنی معمولی می شود. عمر مفید متوسط تحت بار نامی حدود 20,000 ساعت برآورد می گردد که با نگهداری مناسب می تواند تا 30,000 ساعت افزایش یابد. این سری برای انتقال گشتاور بین 30 تا 1200 نیوتن متر طراحی شده و پایداری دینامیکی مناسبی در نوسانات بار دارد.
- جنس بدنه: آلومینیوم ریخته گری (سایزهای کوچک) و چدن خاکستری (سایزهای بزرگ)
- مقاومت فشاری ماده: 220 تا 300 MPa
- نسبت تبدیل دنده: 7.5:1 تا 100:1
- راندمان کاری: 78٪ تا 90٪ بسته به نسبت و نوع روغن
- بازی دنده (Backlash): حدود 15 تا 25 arc-min
- گشتاور خروجی نامی: 30 تا 1200 N·m
- عمر مفید اسمی: 20,000 تا 30,000 ساعت
- محدوده دمای کاری: -15°C تا +80°C
- نوع روغن توصیه شده: Synthetic ISO VG220 با افزودنی ضد سایش
- حداکثر صدای کاری: کمتر از 68 dB در بار نامی
- کاربردهای پیشنهادی: نوار نقاله، بالابر صنعتی، میکسر و سیستم های انتقال توان سبک تا متوسط
- مقایسه دوام با مدل های مشابه: حدود 10٪ بیشتر از سری های آلومینیومی چینی در همان کلاس گشتاور
بررسی مزایا و معایب گیربکس حلزونی Rossi روسی سری R ایتالیایی
گیربکس حلزونی Rossi سری R ایتالیایی با طراحی کامپکت و دقت ساخت بالا برای کاربردهای صنعتی متوسط تا سنگین بهینه شده است. این گیربکس از ترکیب چرخدنده برنزی با محور فولادی سختکاری شده استفاده میکند که راندمان انتقال توان را بین 82 تا 90 درصد حفظ میکند. نسبت تبدیل در مدلهای استاندارد از 5 تا 100 متغیر است و گشتاور خروجی تا حدود 1500 نیوتن متر را پوشش میدهد. دمای کاری مجاز بین منفی 10 تا مثبت 90 درجه سانتیگراد است و سطح صدای تولیدی در محدوده 65 تا 72 دسیبل باقی میماند. دوام متوسط گیربکس حدود 25,000 ساعت است که در صورت استفاده از روغن سینتتیک ISO VG320 و بارگذاری صحیح میتواند تا 35,000 ساعت افزایش یابد. طراحی پوسته با فینهای خنککننده باعث بهبود دفع حرارت و افزایش پایداری حرارتی در کارکرد پیوسته میشود.
- جنس چرخ حلزون: آلیاژ برنز قلعدار CuSn12 با مقاومت سایشی بالا
- جنس محور حلزون: فولاد سختکاری شده 16MnCr5 با سختی سطحی 58 تا 60 HRC
- نسبت تبدیل دنده: از 5:1 تا 100:1
- راندمان کاری: بین 82٪ تا 90٪ در بار نامی
- گشتاور خروجی نامی: 40 تا 1500 N·m
- محدوده دمای کاری: -10°C تا +90°C
- عمر مفید: 25,000 تا 35,000 ساعت با نگهداری مناسب
- حداکثر سطح صدا: 65 تا 72 dB در 1500 rpm
- روغن توصیه شده: Synthetic ISO VG320 با افزودنی ضد اکسیداسیون
- مزایا: ابعاد فشرده، هزینه نگهداری پایین، پایداری گشتاور و عملکرد نرم در بارهای ناپیوسته
- معایب: راندمان کمتر نسبت به گیربکسهای هلیکال و حساسیت به گرمای زیاد در بار سنگین
- مقایسه مهندسی: دوام تقریبی 12٪ بیشتر از مدلهای چینی همرده و راندمان حدود 5٪ کمتر از گیربکسهای خورشیدی مشابه
راهنمای خرید و قیمت گیربکس روسی ROSSI مدل PM250
-
معرفی گیربکس روسی ROSSI مدل PM250
گیربکس روسی ROSSI مدل PM250 یکی از گزینه های قدرتمند برای انتقال گشتاور بالا در سیستم های صنعتی سنگین است. این مدل با طراحی دقیق مهندسی، بازدهی حرکتی بیش از 94 درصد ارائه می دهد. بدنه چدنی و سیستم خنک کاری بهینه آن، دوام مکانیکی طولانی مدت را تضمین می کند.
-
مشخصات فنی گیربکس ROSSI PM250
این گیربکس دارای توان خروجی بین 7.5 تا 22 کیلووات است و گشتاور اسمی آن حدود 1250 نیوتن متر می باشد. نسبت تبدیل (ratio) از 7 تا 40 قابل انتخاب است. شافت خروجی به صورت افقی یا عمودی نصب می شود و جنس دنده ها از فولاد آلیاژی سخت کاری شده است.
-
کاربردهای صنعتی
گیربکس ROSSI PM250 در صنایع سیمان، فولاد، نوار نقاله، اکسترودر و ماشین آلات کشاورزی به کار می رود. ساختار مقاوم و قابلیت کار در دمای محیطی منفی 25 تا مثبت 60 درجه سانتی گراد، آن را برای شرایط سخت مناسب می سازد.
-
راهنمای انتخاب مدل مناسب
هنگام خرید گیربکس ROSSI PM250 باید به توان موتور، جهت دوران، نوع اتصال و شرایط بار توجه شود. استفاده از نمودار گشتاور-سرعت کارخانه سازنده به انتخاب دقیق تر کمک می کند. همچنین بررسی سطح نویز، بازده و نحوه روغن کاری از موارد کلیدی در انتخاب است.
-
قیمت گیربکس روسی ROSSI مدل PM250
قیمت حدودی این مدل بسته به نسبت تبدیل و نوع شافت بین 980 تا 1450 دلار آمریکا متغیر است. مدل های با دنده مارپیچی و نسبت بالاتر معمولاً گران تر هستند. هزینه حمل، مالیات و خدمات پس از فروش نیز در برآورد نهایی لحاظ می شوند.
-
نکات نگهداری و سرویس
تعویض روغن هر 2500 ساعت کاری، کنترل آب بندی و دمای کاری از اقدامات ضروری برای افزایش طول عمر گیربکس است. در صورت استفاده در محیط مرطوب، پوشش ضد زنگ پیشنهاد می شود.
-
جمع بندی
گیربکس ROSSI PM250 با دقت ساخت بالا، گشتاور قابل اعتماد و عملکرد پایدار، گزینه ای ایده آل برای سیستم های صنعتی سنگین است. قیمت منطقی و در دسترس بودن قطعات یدکی، آن را به یکی از محبوب ترین مدل های روسی تبدیل کرده است.
عوامل موثر بر خرید و قیمت گیربکس روسی ROSSI مدل PM350
-
1. توان خروجی و گشتاور نامی گیربکس ROSSI PM350
توان خروجی و گشتاور نامی از مهم ترین فاکتورهای تعیین قیمت گیربکس روسی ROSSI مدل PM350 هستند. این مدل با گشتاور 3500 تا 4500 نیوتن متر برای خطوط صنعتی سنگین طراحی شده است. هرچه گشتاور مورد نیاز بیشتر باشد، هزینه مواد و کیفیت ساخت بالاتر می رود و قیمت نیز افزایش می یابد. محدوده قیمت جهانی برای مدل های مشابه بین 1350 تا 1750 دلار است.
-
2. نوع پوسته و جنس چرخ دنده ها
جنس پوسته گیربکس و نوع چرخ دنده ها تأثیر مستقیم بر عملکرد و دوام دستگاه دارد. گیربکس ROSSI PM350 معمولاً از آلیاژ آلومینیوم فشرده یا چدن خاکستری ساخته می شود. استفاده از چرخ دنده های سخت کاری شده باعث افزایش بازده و عمر مفید سیستم می شود. قیمت این نسخه ها در بازار جهانی بین 1480 تا 1820 دلار متغیر است.
-
3. نسبت تبدیل و راندمان عملکرد
نسبت تبدیل یا Gear Ratio مشخص می کند گیربکس چه مقدار گشتاور را با چه سرعتی انتقال می دهد. مدل ROSSI PM350 با نسبت های 1:10 تا 1:40 تولید می شود و بازدهی حدود 92 درصد دارد. انتخاب نسبت مناسب موجب صرفه جویی انرژی و کاهش هزینه نگهداری می شود. قیمت جهانی این مدل ها معمولاً در بازه 1420 تا 1680 دلار قرار دارد.
-
4. سیستم خنک کاری و نوع روانکاری
نوع سیستم خنک کاری و روش روانکاری بر پایداری عملکرد گیربکس ROSSI PM350 اثر قابل توجهی دارد. مدل های دارای خنک کننده روغنی و یاتاقان باکیفیت معمولاً گران تر هستند اما طول عمر بیشتری دارند. در سیستم های صنعتی با بار دائم، استفاده از روغن سینتتیک توصیه می شود. محدوده قیمت این نسخه ها حدود 1500 تا 1850 دلار است.
-
5. برندینگ، خدمات پس از فروش و هزینه حمل
قیمت نهایی گیربکس ROSSI PM350 تحت تأثیر برند تولیدکننده، گارانتی، پشتیبانی فنی و هزینه حمل بین المللی است. برند ROSSI به دلیل استاندارد اروپایی و کیفیت بالا، در بازار جهانی اعتبار ویژه ای دارد. با احتساب حمل و بیمه، قیمت کل حدود 1600 تا 1900 دلار برآورد می شود.
کاربردهای صنعتی گیربکس هالو شافت Rossi سری GX هالوشفت
گیربکس هالو شافت Rossi سری GX یکی از مدل های پرکاربرد در صنایع سنگین و نیمه سنگین است که با راندمان بالای 94 درصد و ظرفیت گشتاور تا 8500 نیوتن متر طراحی شده است. این گیربکس به دلیل وجود شافت توخالی امکان نصب مستقیم روی محور خط تولید را فراهم می کند و نیاز به کوپلینگ جداگانه را حذف می نماید. سری GX در خطوط انتقال مواد، سیستم های نوار نقاله، میکسرهای صنعتی، ماشین آلات بسته بندی و تجهیزات معدنی استفاده می شود. این سری دارای کلاس حفاظتی IP55 تا IP67 بوده و قابلیت کار در دمای محیطی منفی 20 تا مثبت 60 درجه سانتی گراد را دارد. عمر مفید متوسط آن حدود 30 هزار ساعت برآورد می شود که آن را برای کارکرد مداوم و محیط های پر لرزش بسیار مناسب می کند.
- گشتاور خروجی: محدوده 3000 تا 8500 نیوتن متر بسته به مدل GX120 تا GX250
- راندمان مکانیکی: حدود 93 تا 94 درصد در شرایط بار نامی و دور ثابت
- نسبت تبدیل: از 1:15 تا 1:90 قابل انتخاب برای خطوط انتقال مختلف
- حداکثر سرعت ورودی: 1500 تا 3000 دور در دقیقه بسته به قطر شافت
- نوع نصب: مستقیم روی محور خروجی موتور یا کوپلینگ استاندارد IEC B5
- درجه حفاظت: IP55 تا IP67 با آب بندی لاستیکی و تهویه ضد گرد و غبار
- کاربردهای صنعتی: نوار نقاله های سنگین، همزن های پیوسته، اکسترودرهای پلیمری، جرثقیل های کارگاهی و خطوط بسته بندی اتوماتیک
- دمای کاری: از منفی 20 تا مثبت 60 درجه سانتی گراد با روغن سینتتیک ISO VG220
- عمر متوسط کاری: حدود 30000 ساعت در سرویس دائم با بازده ثابت
جدول انواع گیربکس حلزونی روسی ROSSI سری A با مشخصات فنی و کاربرد هر کدام
گیربکس حلزونی روسی ROSSI سری A از انواع رایج در صنایع سنگین و سبک است که با طراحی فشرده و راندمان بالا تولید می شود. این گیربکس ها در مدل های A40 تا A150 با گشتاور خروجی بین 90 تا 1500 نیوتن متر و نسبت تبدیل از 7.5 تا 100 عرضه می شوند. جنس بدنه از آلومینیوم ریخته گری یا چدن خاکستری انتخاب می شود که مقاومت حرارتی و مکانیکی بالایی دارد. دقت ماشینکاری دنده های حلزونی باعث کاهش نویز و افزایش طول عمر یاتاقان ها می شود. گیربکس ROSSI سری A برای نقاله ها، بالابرها، خطوط بسته بندی و تجهیزات حمل مواد مناسب است. این سری قابلیت نصب افقی و عمودی داشته و با موتورهای IEC استاندارد یا فلنج دار کوپل می شود. قیمت تقریبی این مدل ها بسته به سایز و توان بین 180 تا 650 دلار متغیر است.
| مدل | گشتاور خروجی (Nm) | نسبت تبدیل (i) | توان ورودی (kW) | جنس بدنه | راندمان (%) | نوع نصب | کاربرد صنعتی | حدود قیمت (USD) |
|---|---|---|---|---|---|---|---|---|
| A40 | 90 | 7.5 - 50 | 0.25 - 0.75 | آلومینیوم | 82 | افقی / عمودی | نوار نقاله سبک | 180 - 230 |
| A50 | 180 | 10 - 63 | 0.37 - 1.1 | آلومینیوم | 84 | افقی / عمودی | دستگاه بسته بندی | 210 - 280 |
| A70 | 420 | 15 - 80 | 0.75 - 2.2 | چدن خاکستری | 86 | افقی / فلنج دار | بالابر صنعتی | 300 - 390 |
| A100 | 850 | 20 - 100 | 1.5 - 4.0 | چدن خاکستری | 87 | افقی / پایه دار | خطوط انتقال مواد | 420 - 520 |
| A150 | 1500 | 25 - 100 | 3.0 - 7.5 | چدن خاکستری تقویت شده | 88 | افقی / عمودی سنگین | ماشین آلات سنگین | 550 - 650 |
عوامل موثر بر خرید و قیمت گیربکس حلزونی روسی Rossi سری R-MR
گیربکس حلزونی روسی Rossi سری R-MR با طراحی ترکیبی حلزونی و هلیکال برای کاربردهای با گشتاور بالا و دقت حرکتی طراحی شده است. عوامل موثر بر خرید این گیربکس شامل گشتاور خروجی، نسبت تبدیل، نوع نصب، راندمان و جنس پوسته می باشد. مدل های R-MR در توان های 0.25 تا 15 کیلووات و گشتاور 100 تا 3000 نیوتن متر تولید می شوند. انتخاب صحیح ضریب تبدیل بین 5 تا 100 تأثیر مستقیم بر سرعت و مصرف انرژی دارد. بدنه از آلومینیوم یا چدن آلیاژی ساخته می شود که مقاومت در برابر ضربه و حرارت را افزایش می دهد. قیمت این گیربکس بسته به سایز، تیپ نصب و کشور سازنده بین 250 تا 980 دلار متغیر است.
- گشتاور خروجی: از 100 تا 3000 نیوتن متر؛ تعیین کننده توان تحمل بار و کاربرد صنعتی.
- نسبت تبدیل (i): بین 5 تا 100؛ نسبت های بالاتر برای کاهش سرعت و افزایش گشتاور استفاده می شوند.
- راندمان حرکتی: بین 85 تا 92 درصد؛ هرچه راندمان بالاتر باشد مصرف انرژی کمتر است.
- جنس پوسته: آلومینیوم برای وزن کم و چدن آلیاژی برای مقاومت بیشتر در مدل های سنگین.
- نوع نصب: فلنج دار، پایه دار یا افقی؛ انتخاب بر اساس فضای نصب و نوع ماشین.
- سیستم خنک کاری: بهبود دفع حرارت در مدل های توان بالا موجب افزایش طول عمر گیربکس می شود.
- شرایط کاری: دما، رطوبت و نوع روغن مصرفی بر عملکرد و دوام تأثیر مستقیم دارند.
- حدود قیمت: مدل های کوچک بین 250 تا 420 دلار، مدل های متوسط 450 تا 680 دلار و مدل های سنگین 700 تا 980 دلار.
عوامل موثر بر خرید و قیمت گیربکس هلیکال روسی Rossi سری H ساخت ایتالیا
گیربکس هلیکال روسی Rossi سری H ساخت ایتالیا از دقیقترین و پرکاربردترین مدلهای صنعتی برای انتقال توان بالا با راندمان بیش از 94 درصد محسوب میشود. این گیربکسها با بدنه چدن آلیاژی و دندههای سختکاری شده با دقت H7 تولید میشوند. عوامل اصلی مؤثر بر خرید شامل گشتاور خروجی، ضریب تبدیل، نوع محور و توان ورودی میباشند. محدوده گشتاور سری H بین 300 تا 18000 نیوتن متر و توان ورودی از 0.55 تا 45 کیلووات است. این مدلها برای خطوط نورد، اکسترودر، نقاله سنگین و سیستمهای جرثقیل مناسب هستند. طراحی ماژولار گیربکس امکان کوپل با موتورهای IEC و نصب افقی یا عمودی را فراهم میکند. قیمت این گیربکسها بسته به سایز، تیپ و کشور مونتاژ بین 480 تا 1850 دلار متغیر است.
- گشتاور خروجی: از 300 تا 18000 نیوتن متر؛ تعیین کننده توان انتقال بار در خطوط صنعتی سنگین.
- نسبت تبدیل (i): در محدوده 3.5 تا 200؛ نسبت بالاتر باعث کاهش سرعت و افزایش گشتاور میشود.
- توان ورودی: از 0.55 تا 45 کیلووات؛ بر اساس نوع موتور و بار دینامیکی انتخاب میگردد.
- راندمان کاری: بین 92 تا 96 درصد؛ درایوهای سهمرحلهای بازده بالاتری دارند.
- جنس پوسته: چدن آلیاژی EN-GJL250 با مقاومت فشاری بیش از 250 مگاپاسکال.
- نوع نصب: پایهدار، فلنجدار یا شافت مستقیم؛ انتخاب بر اساس فضای نصب و نوع ماشین.
- سیستم روانکاری: روغن سینتتیک ISO VG 220 با قابلیت عملکرد تا دمای 90 درجه سانتیگراد.
- کاربردها: اکسترودر، نوار نقاله سنگین، آسیاب مواد و تجهیزات حمل پیوسته.
- حدود قیمت: مدلهای کوچک بین 480 تا 720 دلار، مدلهای متوسط 800 تا 1250 دلار و مدلهای سنگین 1300 تا 1850 دلار.
کاربردهای صنعتی گیربکس عمود کار کرانویل پینیون روسی Rossi سری GX-G
گیربکس عمود کار کرانویل پینیون روسی Rossi سری GX-G از نوع زاویهدار با ساختار هلیکال-کرانویل بوده و برای انتقال گشتاور بالا در فضاهای محدود طراحی شده است. این سری با راندمان 93 تا 97 درصد و گشتاور خروجی از 400 تا 22000 نیوتن متر عرضه میشود. نسبت تبدیل در مدلهای مختلف بین 5 تا 400 متغیر بوده و قابلیت کار در سرعتهای ورودی تا 3000 دور در دقیقه را دارد. طراحی سهمرحلهای دندهها با عملیات حرارتی سطحی موجب کاهش ارتعاش و افزایش عمر کاری تا بیش از 25000 ساعت میشود. گیربکس GX-G در صنایع فولاد، پتروشیمی، سیمان، نوار نقاله سنگین، همزنهای صنعتی و ماشینآلات معدن بیشترین کاربرد را دارد. بدنه از چدن آلیاژی مقاوم EN-GJL300 ساخته شده و قابلیت نصب افقی، عمودی یا با محور عمود برهم را دارا میباشد.
- صنایع فولاد: استفاده در رولر کانویور و سیستمهای انتقال گشتاور بالا با توان ورودی 5 تا 55 کیلووات.
- کارخانه سیمان: مناسب برای درایو کوره، الواتور و آسیاب با گشتاور خروجی تا 18000 نیوتن متر.
- پتروشیمی و پالایشگاه: کارکرد پایدار در دماهای محیطی تا 60 درجه سانتیگراد با سیستم خنککاری روغنی.
- نوار نقاله سنگین: مدل GX250 و GX300 برای بارهای پیوسته تا وزن 25 تن در ساعت طراحی شدهاند.
- ماشینآلات معدنی: قابلیت تحمل شوک گشتاوری تا 2.8 برابر مقدار نامی.
- سیستم همزن صنعتی: نسبت تبدیل 15 تا 200 برای تنظیم دقیق دور محور همزن و کاهش ارتعاش.
- طراحی ماژولار: قابلیت کوپل با موتورهای IEC در توان 0.75 تا 75 کیلووات.
- راندمان کاری: بین 93 تا 97 درصد؛ بسته به نوع چرخدنده و سیستم روانکاری.
- حدود قیمت دلاری: مدلهای سبک 620 تا 950 دلار، متوسط 1000 تا 1650 دلار، و سنگین 1700 تا 2850 دلار.
کاربردهای گیربکس خورشیدی روسی Rossi سری EP در صنایع مختلف
گیربکس خورشیدی روسی Rossi سری EP از پیشرفتهترین سیستمهای انتقال توان با چگالی گشتاور بالا و راندمان بیش از 96 درصد در کاربردهای سنگین صنعتی است. این گیربکسها با ساختار چندمرحلهای سیارهای، گشتاور خروجی 800 تا 120000 نیوتن متر و نسبت تبدیل از 3.5 تا 2000 را تأمین میکنند. طراحی فشرده و محور هممرکز باعث کاهش فضای نصب و افزایش بازده مکانیکی میشود. گیربکس EP در صنایع فولاد، سیمان، انرژی بادی، معدن، جرثقیل، خطوط اکسترودر و سیستمهای انتقال مواد کاربرد گسترده دارد. تمام مدلها با یاتاقانهای غلتشی پرظرفیت و دندههای نیتروکربوره سختکاری شده ساخته میشوند. این سری قابلیت اتصال مستقیم به موتورهای IEC یا سرووموتور را دارد و بهصورت افقی یا عمودی قابل نصب است.
- صنایع فولاد: استفاده در درایو نورد گرم و سرد با گشتاور خروجی تا 90000 نیوتن متر و توان ورودی 110 کیلووات.
- کارخانه سیمان: مناسب برای درایو آسیاب، الواتور و میکسر با نسبت تبدیل 25 تا 1000.
- صنایع معدنی: کاربرد در دستگاههای خردایش و نوار نقالههای سنگین با تحمل بار شعاعی بالا.
- انرژی بادی: مدل EPW با ساختار سهمرحلهای برای توربینهای با توان 500 تا 1500 کیلووات.
- جرثقیل و بالابر: قابلیت کنترل دقیق حرکت با تلورانس زاویهای کمتر از 6 قوس دقیقه.
- اکسترودر و خطوط پلاستیک: نسبت تبدیل دقیق 15 تا 400 برای تنظیم گشتاور پیوسته در فرآیند تولید.
- راندمان کاری: بین 94 تا 97 درصد بسته به تعداد مراحل و سیستم روانکاری.
- جنس پوسته: فولاد آلیاژی مقاوم EN-GJS500 با عملیات حرارتی برای تحمل فشار محوری بالا.
- حدود قیمت دلاری: مدلهای سبک 950 تا 1800 دلار، مدلهای متوسط 1900 تا 4800 دلار و مدلهای سنگین 5000 تا 9500 دلار.
راهنمای خرید و قیمت گیربکس شافت مستقیم هلیکال روسی ROSSI سری ES
-
1. معرفی گیربکس شافت مستقیم هلیکال روسی ROSSI سری ES
گیربکس شافت مستقیم هلیکال روسی ROSSI سری ES یک انتقال دهنده توان صنعتی با راندمان بالا و طراحی فشرده است. این مدل برای سیستم های پیوسته با گشتاور زیاد مناسب بوده و در صنایع فولاد، سیمان و پتروشیمی کاربرد گسترده دارد. دقت ساخت بالا و استفاده از چرخ دنده های هلیکال باعث کاهش نویز و افزایش عمر مفید دستگاه می شود. این سری در توان های مختلف از 0.25 تا 75 کیلووات تولید می شود.
-
2. ویژگی های فنی و ساختاری سری ES
بدنه گیربکس از چدن خاکستری مقاوم G200 تولید شده که پایداری مکانیکی بالایی دارد. محور خروجی به صورت شافت مستقیم طراحی شده و امکان اتصال آسان به تجهیزات صنعتی را فراهم می کند. ضریب دنده بین 3.5 تا 200 قابل انتخاب بوده و راندمان تا 96 درصد قابل دستیابی است. یاتاقان های تقویت شده SKF یا FAG عملکردی پایدار و بدون لرزش تضمین می کنند.
-
3. نکات مهندسی در انتخاب گیربکس ROSSI ES
در انتخاب گیربکس باید توان موتور، گشتاور بار، نسبت تبدیل و شرایط محیطی در نظر گرفته شود. در کاربردهایی با بار ضربه ای بهتر است از ضریب اطمینان بالاتر استفاده شود. دمای کاری مطلوب این گیربکس بین منفی 15 تا مثبت 45 درجه سانتی گراد است. استفاده از روغن صنعتی ISO VG220 عمر دنده ها را افزایش می دهد و اصطکاک داخلی را کاهش می دهد.
-
4. حدود قیمت دلاری گیربکس ROSSI سری ES
قیمت گیربکس شافت مستقیم ROSSI سری ES بسته به توان، سایز و نسبت تبدیل متفاوت است. به طور میانگین مدل های کوچک با توان 0.37 کیلووات در حدود 280 تا 340 دلار قیمت دارند. مدل های متوسط با توان 5.5 کیلووات حدود 620 تا 780 دلار و مدل های صنعتی بزرگ تا توان 55 کیلووات در بازه 1250 تا 1850 دلار عرضه می شوند. این قیمت ها تقریبی بوده و با نرخ جهانی فولاد و هزینه حمل قابل تغییر هستند.
-
5. جمع بندی نهایی و توصیه خرید
گیربکس ROSSI سری ES به دلیل دوام بالا، راندمان عالی و طراحی استاندارد اروپایی، گزینه ای مطمئن برای خطوط تولید صنعتی است. در خرید این محصول باید به اصالت برند، شماره سریال و گارانتی کارخانه توجه شود. انتخاب صحیح نسبت تبدیل و نوع نصب باعث افزایش طول عمر سیستم انتقال قدرت خواهد شد.
مزایا و معایب خرید گیربکس شافت مستقیم هلیکال روسی ROSSI سری E
گیربکس شافت مستقیم هلیکال روسی ROSSI سری E با راندمان 94 تا 97 درصد، از محبوبترین مدلهای صنعتی در رده توان 0.25 تا 90 کیلووات است. این گیربکس با طراحی جمعوجور، انتقال گشتاور یکنواخت و صدای کاری پایین، گزینهای مناسب برای خطوط تولید پیوسته محسوب میشود. استفاده از چرخدندههای هلیکال سختکاری شده با دقت DIN 6 موجب افزایش طول عمر مکانیزم تا بیش از 25,000 ساعت میگردد. با این حال وزن بالا، هزینه اولیه زیاد و نیاز به روغنکاری دقیق از چالشهای آن است. انتخاب مدل متناسب با بار و نسبت تبدیل، بهرهوری سیستم را تا 15 درصد افزایش میدهد و خطر فرسایش دندهها را کاهش میدهد.
مزایا:
- راندمان بالا بین 94 تا 97 درصد در بار نامی
- عمر کاری مکانیکی بیش از 25,000 ساعت
- توان خروجی قابل انتخاب از 0.25 تا 90 کیلووات
- سطح نویز کمتر از 70 دسی بل در حالت عملکرد پیوسته
- دقت دنده مطابق استاندارد DIN 6 و بالانس دینامیکی دقیق
- نسبت تبدیل گسترده از 3.5:1 تا 200:1 قابل تنظیم
- جنس پوسته چدن G200 با مقاومت کششی 200 N/mm²
معایب:
- وزن زیاد به دلیل بدنه چدنی، بهویژه در سایزهای بالاتر از ES100
- قیمت اولیه بالا، حدود 15 تا 25 درصد بیشتر از برندهای چینی
- نیاز به سرویس روغن هر 5000 ساعت کارکرد
- حساسیت به هممحوری محور در نصب شافت مستقیم
- افزایش دمای پوسته در بارهای بیش از 85 درصد ظرفیت نامی
جدول انواع گیربکس حلزونی روسی ROSSI سری M با مشخصات فنی و کاربرد هر کدام
گیربکس حلزونی روسی ROSSI سری M با طراحی فشرده و زاویه خروجی 90 درجه، برای انتقال گشتاور در فضاهای محدود به کار میرود. این سری در سایزهای M20 تا M100 تولید شده و توان انتقال از 0.12 تا 15 کیلووات را پوشش میدهد. نسبت تبدیل بین 7 تا 100 قابل انتخاب است و بازده مکانیکی بسته به نوع مرحله بین 75 تا 88 درصد متغیر میباشد. بدنه از آلومینیوم ریختهگری در سایزهای کوچک و چدن خاکستری در مدلهای صنعتی ساخته شده است. دمای کاری مجاز بین منفی 10 تا مثبت 45 درجه سانتیگراد بوده و کاربردهای آن شامل نوار نقاله، بالابر، سیستمهای بستهبندی و ماشینآلات سبک میباشد.
| مدل گیربکس | توان ورودی (kW) | گشتاور خروجی (Nm) | نسبت تبدیل (i) | جنس پوسته | راندمان (%) | کاربرد صنعتی | حدود قیمت دلاری (USD) |
|---|---|---|---|---|---|---|---|
| M20 | 0.12 - 0.37 | 18 - 45 | 7 - 40 | آلومینیوم | 82 | سیستم های بسته بندی کوچک و خطوط غذایی | ≈ 180 - 230 |
| M30 | 0.25 - 0.75 | 40 - 95 | 10 - 60 | آلومینیوم | 85 | نوار نقاله های سبک و ماشین آلات چاپ | ≈ 220 - 280 |
| M50 | 0.55 - 2.2 | 100 - 320 | 15 - 80 | چدن | 86 | بالابر، درایوهای خط تولید، انتقال قدرت متوسط | ≈ 350 - 460 |
| M63 | 1.5 - 4.0 | 300 - 650 | 20 - 100 | چدن | 87 | سیستم های صنعتی پیوسته و تجهیزات بسته بندی | ≈ 480 - 620 |
| M80 | 3.0 - 7.5 | 600 - 1200 | 25 - 90 | چدن | 88 | صنایع فولاد سبک، نوار نقاله های سنگین | ≈ 750 - 980 |
| M100 | 5.5 - 15.0 | 900 - 2100 | 30 - 100 | چدن تقویت شده | 88 | کاربردهای سنگین، سیستم های انتقال گشتاور بالا | ≈ 1100 - 1450 |
مقایسه مهندسی گیربکس حلزونی روسی ROSSI سری AS با سایر مدل های این برند
گیربکس حلزونی روسی ROSSI سری AS نسل بهروزشدهای از مدلهای حلزونی این برند است که با راندمان 85 تا 92 درصد عملکرد بهتری نسبت به سری M دارد. این مدل با طراحی ماژولار، قابلیت اتصال مستقیم موتور IEC و وزن کمتر نسبت به مدلهای چدنی، گزینهای ایدهآل برای سیستمهای با فضای محدود است. گشتاور خروجی آن از 60 تا 1800 نیوتنمتر متغیر بوده و توان ورودی بین 0.18 تا 11 کیلووات را پشتیبانی میکند. استفاده از پوسته آلومینیومی در سایزهای کوچک موجب کاهش 25 درصدی وزن و بهبود اتلاف حرارتی تا 30 درصد شده است. در مقایسه با سری ES و E، مدل AS صدای کاری پایینتر و هزینه نگهداری کمتری دارد ولی برای بارهای ضربهای سنگین مناسب نیست.
| مدل گیربکس | نوع دنده | راندمان (%) | گشتاور خروجی (Nm) | توان ورودی (kW) | جنس پوسته | سطح نویز (dB) | وزن تقریبی (kg) | کاربرد صنعتی |
|---|---|---|---|---|---|---|---|---|
| ROSSI AS | حلزونی تک یا دو مرحله ای | 85 - 92 | 60 - 1800 | 0.18 - 11 | آلومینیوم در سایز کوچک، چدن در سایز بزرگ | 68 - 72 | 4 - 65 | نوار نقاله، سیستم های اتوماسیون، بسته بندی |
| ROSSI M | حلزونی کلاسیک | 75 - 88 | 18 - 2100 | 0.12 - 15 | چدن یا آلومینیوم | 70 - 75 | 5 - 80 | ماشین آلات عمومی و خطوط انتقال سبک |
| ROSSI E | هلیکال شافت مستقیم | 94 - 97 | 100 - 5000 | 0.37 - 90 | چدن | 72 - 78 | 10 - 160 | صنایع سنگین، فولاد و مواد معدنی |
| ROSSI ES | هلیکال موازی | 95 - 98 | 150 - 7500 | 0.55 - 110 | چدن داکتیل | 70 - 76 | 12 - 190 | کاربردهای با گشتاور بالا و بهره وری مداوم |
مزایا و معایب خرید جک پنوماتیک کامپکت ایتالیایی
خرید جک پنوماتیک کامپکت ایتالیایی مزایای قابل توجهی از جمله دقت حرکت بالا، عمر طولانی تا 10 میلیون سیکل کاری، و بازده انرژی بیش از 85 درصد را ارائه میدهد. این جکها به دلیل طراحی فشرده، فضای نصب حداقلی و وزن سبک تا 40 درصد کمتر نسبت به نمونههای مشابه دارند. عیب اصلی این جکها شامل هزینه بالای اولیه و نیاز به تعمیرات تخصصی در صورت خرابی سیلندر یا آببندی است. همچنین فشار کاری معمولی 6 تا 10 بار باعث محدودیت در کاربردهای فشار بالا میشود. دوام و عملکرد پایدار در دماهای 0 تا 80 درجه سانتیگراد، و سازگاری با سیستمهای کنترل اتوماتیک صنعتی از مزایای کلیدی دیگر است.
- دقت حرکت: ±0.1 میلیمتر
- عمر کاری: تا 10 میلیون سیکل
- راندمان انرژی: بیش از 85٪
- فضای نصب: کاهش 40٪ نسبت به جکهای مشابه
- وزن: سبکتر تا 40٪ نسبت به نمونههای استاندارد
- فشار کاری: 6 تا 10 بار
- دمای کاری: 0 تا 80 درجه سانتیگراد
- هزینه اولیه: بالاتر نسبت به جکهای غیر ایتالیایی
- نیاز به تعمیرات تخصصی: در صورت خرابی سیلندر یا آببندی
راهنمای خرید و قیمت جک پنیوماتیک قلمی
جک پنیوماتیک قلمی ابزاری دقیق برای کنترل حرکت خطی در ماشین آلات صنعتی و سیستم های اتوماسیون است. قبل از خرید، باید ظرفیت بارگذاری، طول کورس، فشار کاری و جنس بدنه را بررسی کنید. انتخاب مناسب جک باعث افزایش عمر مفید دستگاه و کاهش هزینه تعمیرات می شود. قیمت جک پنیوماتیک قلمی با توجه به برند، کیفیت مواد و ابعاد، متفاوت است و معمولاً بین 25 تا 180 دلار متغیر است. آگاهی از مشخصات فنی و تطبیق آن با نیاز دستگاه، تصمیم گیری خرید را آسان می کند.
- جک قلمی کوچک با کورس 20-50 میلی متر: حدود 25 تا 50 دلار
- جک متوسط با کورس 50-100 میلی متر و فشار کاری 6-8 بار: حدود 55 تا 90 دلار
- جک سنگین با کورس 100-200 میلی متر و ظرفیت بار بالا: حدود 95 تا 180 دلار
- جک با بدنه استیل ضد زنگ و دقت بالا: حدود 120 تا 180 دلار
بررسی دوام و کارکرد جک پنوماتیک پروفیلی
جک پنوماتیک پروفیلی به دلیل ساختار مستحکم آلومینیومی و قابلیت تحمل فشار بالا، عمر کاری طولانی و عملکرد دقیق در محیط های صنعتی دارد. دوام این جک به ضخامت پروفیل، کیفیت آب بندی و نوع روانکاری بستگی دارد. کارکرد جک پروفیلی با فشار 6 تا 10 بار و سرعت کورس 50 تا 500 میلی متر بر ثانیه قابل تنظیم است. مقایسه بین مدل ها نشان می دهد جک با پروفیل 40x40 میلی متر حدود 10 میلیون سیکل عمر دارد، در حالی که نمونه 63x63 میلی متر تا 18 میلیون سیکل مقاوم است. انتخاب صحیح جک با توجه به بار دینامیکی و تعداد سیکل، هزینه نگهداری را کاهش می دهد و کارایی ماشین آلات را بهبود می بخشد.
- جک پروفیلی 40x40 میلی متر: عمر کاری 10 میلیون سیکل، فشار کاری 6-8 بار، سرعت کورس 50-300 میلی متر/ثانیه
- جک پروفیلی 50x50 میلی متر: عمر کاری 14 میلیون سیکل، فشار کاری 6-9 بار، سرعت کورس 80-400 میلی متر/ثانیه
- جک پروفیلی 63x63 میلی متر: عمر کاری 18 میلیون سیکل، فشار کاری 6-10 بار، سرعت کورس 100-500 میلی متر/ثانیه
- جک با آب بندی تقویت شده و روانکاری صنعتی: عمر افزایش یافته تا 20 میلیون سیکل، کاهش اصطکاک تا 25 درصد
راهنمای خرید و قیمت سیلندر پنیوماتیک چرخشی
-
معرفی کوتاه
سیلندر پنیوماتیک چرخشی وسیلهای برای تبدیل فشار هوا به حرکت دورانی است.
این راهنما برای انتخاب مهندسی و برآورد قیمت تهیه شده است.
-
انواع اصلی
انواع متداول شامل: vane (تیغهای)، rack-and-pinion، gear (دندهای) و vane-rotary ترکیبی هستند.
هر نوع برای بازههای تورک و سرعتِ متفاوت مناسب است.
-
پارامترهای کلیدی در انتخاب
مهمترین پارامترها: گشتاور (Nm)، سرعت زاویهای (rpm)، زاویه گردش و فشار کاری (bar) هستند.
ابعاد کورس در سیلندر خطی معنا ندارد و باید زاویه و تکرار حرکت مشخص شود.
-
محاسبه گشتاور مورد نیاز
گشتاور موردنیاز را از حاصلضرب نیروی لازم در شعاع لحظهای بدست آورید.
اضافه ایمنی 20 تا 50 درصد برای افت فشار و اصطکاک در نظر بگیرید.
-
مواد و آببندی (Material & Seals)
بدنه آلومینیوم یا فولاد ضد زنگ مرسوم است و انتخاب بستگی به محیط کاری دارد.
نوع اورینگ و سیل تعیینکننده عمر و مقاومت در برابر آلودگی است.
-
نصب و اتصالات مکانیکی
پایهها، براکت و فلنج باید براساس بار محوری و شعاع لنگر طراحی شوند.
ملاحظه کنید که تراز، بازی مفاصل و شافت جانبی بار اضافی ایجاد نکنند.
-
کنترل و لوازم جانبی
شیرهای پنوماتیک، کنترلرهای موقعیت و سنسورهای زاویه برای دقت لازم هستند.
اگر نیاز به موقعیت دقیق دارید، سروو یا انکودر مکانیکی اضافه کنید.
-
نگهداری و دوام
بازدید دورهای اورینگها، روانکاری و بررسی نشت هوا کلیدی است.
شرایط کاری سخت عمر قطعه را کاهش میدهد و برنامه نگهداری را جدی کنید.
-
جدول حدود قیمت (قیمت تقریبی به دلار آمریکا)
توضیح: اعداد زیر برآورد مهندسی و عددی هستند و شامل مالیات یا حمل نیستند.
نوع مشخصه نمونه قیمت تقریبی (USD) Vane کوچک زاویه 90°، گشتاور 0.5–5 Nm 20 – 80 Rack-and-pinion متوسط زاویه 0–270°، گشتاور 5–50 Nm 80 – 400 Gear/Heavy-duty گشتاور 50–500 Nm، ساخت فولادی 250 – 1500 Vane بزرگ / High-torque گشتاور 200–1500 Nm، محیط صنعتی 800 – 3000+ اکسسوری و کنترل شیر، انکودر، براکت 15 – 700 (بسته به قطعه) -
نکات مهندسی درباره قیمت
قیمت تابعی از گشتاور، دقت، مواد، استانداردها و سفارشات خاص است.
نمونههای سفارشی و فشار کاری بالا هزینه قابل توجهی اضافه میکنند.
-
چکلیست نهایی خرید
مشخص کنید: گشتاور، زاویه، تکرار، فشار کاری و محیط نصب را قبل از سفارش.
درخواست دیتاشیت، منحنی گشتاور-زاویه و برنامه نگهداری از فروشنده الزامی است.
مزایا و معایب خرید سیلندرهای پنوماتیکی HANNA
سیلندرهای پنوماتیکی HANNA با دقت ساخت بالا، بازده حجمی حدود 92 تا 96 درصد و عمر مفید میانگین بیش از 20 میلیون سیکل طراحی شدهاند. این محصولات دارای آببندی NBR یا Viton با تحمل حرارتی 80 تا 180 درجه سلسیوس و فشار کاری تا 10 بار هستند. مزیت اصلی آنها پایداری حرکتی، تلرانس خطی کمتر از ±0.05 میلیمتر و مقاومت مکانیکی بالای پیستونها در بارهای جانبی است. در مقابل، وزن نسبتا زیاد در سایزهای بزرگ، هزینه اولیه 10 تا 25 درصد بالاتر از میانگین بازار و حساسیت به رطوبت هوای ورودی از معایب آنها محسوب میشود.
- راندمان حجمی: 92% – 96% (در فشار 6 bar)
- طول عمر کاری: حدود 20 تا 30 میلیون سیکل بدون افت عملکرد محسوس
- دقت تکرار موقعیت: ±0.05 mm برای مدلهای خطی و ±0.2° برای مدلهای چرخشی
- محدوده فشار کاری: 2 – 10 bar (حداکثر ایمن 12 bar)
- تحمل حرارتی: NBR تا 80°C و Viton تا 180°C
- جنس بدنه: آلومینیوم آنودایز شده یا فولاد ضد زنگ AISI 304
- مزایا: دوام بالا، آببندی دقیق، سازگاری با شیرهای استاندارد ISO 6431، عملکرد پایدار در تکرار بالا
- معایب: قیمت بالاتر (حدود 10–25% نسبت به میانگین بازار)، نیاز به هوای خشک و فیلتر شده، وزن بیشتر در سایزهای Ø80 mm به بالا
- کاربردهای پیشنهادی: سیستمهای اتوماسیون صنعتی، خطوط مونتاژ، رباتیک و تجهیزات بستهبندی با دقت بالا
- قیمت تقریبی: بین 85 تا 420 دلار بسته به سایز و نوع کورس (میانگین بازار جهانی 2024)
کاربردهای صنعتی سیلندر هیدرولیک یک طرفه HANNA
سیلندرهای هیدرولیک یک طرفه HANNA برای ایجاد نیروی فشاری بالا در کاربردهای سنگین صنعتی طراحی شدهاند. این سیلندرها در فشار کاری 160 تا 250 بار و با راندمان مکانیکی حدود 90 تا 94 درصد عمل میکنند. ساختار آنها شامل پیستون فولادی با پوشش کروم سخت و شافت با تلرانس خطی کمتر از ±0.02 میلیمتر است. کاربرد اصلی در ماشینآلات پرس، قالبگیری تزریقی، بالابرهای صنعتی، سیستمهای قفل مکانیکی و تجهیزات هیدرولیک راهسازی مشاهده میشود. طراحی یک طرفه باعث برگشت توسط فنر داخلی یا وزن بار میشود که هزینه انرژی را تا 15 درصد کاهش میدهد.
- فشار کاری: 160 – 250 bar (حداکثر ایمن 280 bar)
- قطر پیستون: 32 تا 200 mm (بسته به توان خروجی)
- نیروی خروجی: 12 تا 780 kN در فشار 200 bar
- راندمان مکانیکی: حدود 90% – 94%
- دقت حرکتی: ±0.02 mm در کورس کامل
- دما کاری: -20°C تا +120°C با آببندی NBR یا FKM
- جنس شافت: فولاد سختکاری شده با پوشش کروم (HV ≥ 850)
- کاربردها: پرس هیدرولیک، سیستمهای قالبگیری، دربهای صنعتی، بالابر، تجهیزات معدنی و خطوط نورد فولاد
- مزایا: فشار بالا، پایداری حرکتی، طول عمر بیش از 30 میلیون سیکل، نگهداری ساده و نشت کمتر از 0.3 cc/min
- محدودیتها: فقط در حرکت فشاری فعال است، برگشت وابسته به فنر یا وزن، سرعت کمتر از سیستمهای دو طرفه
- قیمت تقریبی: بین 180 تا 950 دلار بسته به کورس و فشار نامی (برآورد سال 2024)
کاربردهای جک کامپکت پنوماتیک در صنایع مختلف
جک کامپکت پنوماتیک به دلیل ابعاد کوچک، کورس کوتاه و نیروی خروجی قابل توجه در فضاهای محدود صنعتی استفاده میشود. این جکها در فشار کاری 6 تا 10 بار عمل کرده و نیروی خطی 120 تا 1800 نیوتن را در ابعاد قطر پیستون 20 تا 100 میلیمتر تولید میکنند. ساختار فشرده و وزن پایین آنها باعث افزایش راندمان سیستمهای اتوماسیون تا 15 درصد میشود. کاربردهای رایج شامل رباتیک، بستهبندی، مونتاژ دقیق، صنایع غذایی، تجهیزات پزشکی و ماشینآلات CNC است. عمر کاری متوسط بیش از 25 میلیون سیکل با نشت کمتر از 0.2 cc/min ثبت شده است.
| صنعت هدف | کاربرد فنی | نیروی خروجی (N) | فشار کاری (bar) | کورس معمول (mm) |
|---|---|---|---|---|
| اتوماسیون صنعتی | جابجایی قطعات کوچک و فیکسچر دقیق | 300 – 800 | 6 – 8 | 10 – 50 |
| صنایع غذایی | باز و بسته کردن مکانیزمهای بستهبندی | 150 – 600 | 5 – 7 | 20 – 40 |
| ماشینآلات CNC | قفل موقعیت و تغذیه ابزار | 500 – 1500 | 7 – 10 | 15 – 60 |
| تجهیزات پزشکی | حرکت دقیق در میزهای مکانیکی و رباتهای جراحی | 100 – 400 | 4 – 6 | 5 – 30 |
| صنایع بستهبندی | فشاردهی قالب و کنترل موقعیت سریع | 250 – 1000 | 6 – 9 | 10 – 40 |
عوامل موثر بر خرید و قیمت جک پنوماتیک دورانی
-
1. گشتاور خروجی (Torque Output)
گشتاور عامل اصلی تعیین قیمت است. محدوده معمول 1 تا 1500 نیوتنمتر میباشد. افزایش گشتاور باعث رشد هزینه ساخت، ضخامت بدنه و اندازه شافت میشود.
اثر بر قیمت: هر 100 Nm افزایش گشتاور حدود 10 تا 15 دلار به هزینه نهایی اضافه میکند.
-
2. زاویه چرخش (Rotation Angle)
زاویه چرخش بین 90 تا 360 درجه متداول است. مکانیزمهای قابل تنظیم یا چندحالته 8 تا 12 درصد گرانتر از نوع ثابت هستند.
اثر بر قیمت: افزایش زاویه تا 360 درجه موجب رشد حدود 25 دلار در مدلهای استاندارد میشود.
-
3. نوع مکانیزم (Vane یا Rack-and-Pinion)
نوع vane مناسب حرکات سبک و سرعت بالا است، در حالی که rack-and-pinion برای گشتاور زیاد به کار میرود. نوع دندهای عموماً 20 درصد قیمت بالاتری دارد.
اثر بر قیمت: تفاوت هزینه بین دو نوع حدود 40 تا 120 دلار است.
-
4. مواد ساخت و پوشش بدنه
بدنه آلومینیومی سبک و ضد خوردگی است ولی برای شرایط سنگین از فولاد یا برنز استفاده میشود. پوشش نیکل سخت قیمت را 15 تا 25 دلار افزایش میدهد.
اثر بر قیمت: انتخاب فولاد ضد زنگ قیمت نهایی را تا 30 درصد بالا میبرد.
-
5. نوع آببندی و دما کاری
اورینگهای NBR برای دمای زیر 80 درجه و Viton برای تا 180 درجه سلسیوس مناسباند. نوع Viton حدود 8 تا 12 دلار گرانتر است.
اثر بر قیمت: مواد مقاوم به حرارت و سایش هزینه تعمیر و جایگزینی را نیز کاهش میدهند.
-
6. برند و کلاس ساخت
برندهای معتبر مانند FESTO یا SMC دقت حرکتی بالاتر از ±0.2° دارند. این برندها نسبت به نمونههای اقتصادی حدود 25 تا 40 درصد گرانتر هستند.
اثر بر قیمت: افزایش قیمت بین 60 تا 400 دلار بسته به سایز و کلاس کیفیتی.
-
7. جدول حدود قیمت دلاری
نوع جک دورانی گشتاور خروجی (Nm) زاویه چرخش (°) جنس بدنه قیمت تقریبی (USD) Vane کوچک 1 – 10 90 آلومینیوم 35 – 70 Rack-and-Pinion متوسط 10 – 100 180 – 270 آلومینیوم آلیاژی 90 – 280 Heavy Duty فولادی 100 – 800 180 – 360 فولاد ضد زنگ 250 – 950 High Precision 5 – 150 90 – 180 آلومینیوم + پوشش نیکل 180 – 400 -
8. جمعبندی مهندسی
قیمت نهایی جک دورانی تابعی از گشتاور، زاویه، جنس، دما کاری و برند است. محدوده کلی بین 35 تا 950 دلار بسته به مشخصات فنی متغیر است.
مقایسه فاکتورهای کیفی و عملکرد جک پنوماتیکی HANNA با مدل های مشابه
جکهای پنوماتیکی HANNA به دلیل دقت ساخت بالا، طول عمر مکانیکی طولانی و پایداری فشار از برندهای قابل اعتماد در صنایع خودکار محسوب میشوند. این جکها در فشار کاری 6 تا 10 بار و دقت حرکتی ±0.05 میلیمتر عملکردی پایدار ارائه میدهند. مدلهای مشابه مانند FESTO و SMC در محدوده فنی نزدیک فعالیت میکنند اما تفاوت در جنس بدنه، نوع آببندی و راندمان حجمی باعث اختلاف عملکرد میشود. HANNA معمولاً عمر کاری بیش از 25 میلیون سیکل با نشت کمتر از 0.3 cc/min دارد و نسبت به مدلهای اقتصادی تا 18 درصد راندمان انرژی بالاتر نشان میدهد. انتخاب نهایی باید بر اساس نوع کاربری، سرعت پاسخ، هزینه نگهداری و مقاومت محیطی انجام شود.
| پارامتر فنی | HANNA | FESTO | SMC | مدل اقتصادی آسیایی |
|---|---|---|---|---|
| فشار کاری (bar) | 6 – 10 | 5 – 10 | 5 – 9 | 4 – 8 |
| دقت تکرار موقعیت (mm) | ±0.05 | ±0.04 | ±0.06 | ±0.12 |
| طول عمر کاری (سیکل) | 25 – 30 میلیون | 30 – 35 میلیون | 20 – 28 میلیون | 10 – 15 میلیون |
| نشت هوای مجاز (cc/min) | <0.3 | <0.25 | <0.35 | <0.6 |
| راندمان حجمی (%) | 92 – 96 | 94 – 97 | 90 – 94 | 85 – 90 |
| تحمل دمایی (°C) | -10 تا +80 | -20 تا +120 | -10 تا +70 | 0 تا +60 |
| قیمت تقریبی (USD) | 90 – 350 | 110 – 420 | 85 – 300 | 45 – 120 |
| مزیت کلیدی | پایداری حرکتی و طول عمر بالا | دقت فوقالعاده در موقعیتدهی | عملکرد سریع و وزن کم | قیمت پایین و دسترسی آسان |
کاربردهای صنعتی جک پنوماتیک کوچک HANNA
جک پنوماتیک کوچک HANNA برای فضاهای محدود و کاربردهای دقیق در سیستمهای اتوماسیون سبک طراحی شده است. این جکها در فشار کاری 4 تا 8 بار و قطر پیستون 12 تا 40 میلیمتر عمل میکنند و نیروی خطی بین 50 تا 950 نیوتن تولید میکنند. ساختار فشرده و وزن کمتر از 250 گرم موجب افزایش راندمان حرکتی تا 20 درصد در رباتهای کوچک و تجهیزات مونتاژ میشود. استفاده از آلیاژ آلومینیوم آنودایز و آببندی NBR عملکردی پایدار تا 10 میلیون سیکل بدون نشت محسوس تضمین میکند. کاربردهای کلیدی شامل ماشینآلات بستهبندی، خطوط مونتاژ الکترونیکی، تجهیزات پزشکی، چاپگرهای صنعتی و سیستمهای جابجایی دقیق هستند.
- فشار کاری: 4 – 8 bar (حداکثر ایمن 10 bar)
- قطر پیستون: 12 – 40 mm بسته به مدل
- نیروی خروجی: 50 – 950 N در فشار 6 bar
- طول کورس معمول: 5 – 50 mm
- وزن واحد: 120 – 250 g
- دقت تکرار موقعیت: ±0.03 mm در حرکت خطی
- جنس بدنه: آلومینیوم آنودایز با پوشش ضد سایش
- نوع آببندی: NBR یا Viton برای دمای کاری -10 تا +80°C
- طول عمر کاری: بیش از 10 میلیون سیکل بدون افت راندمان
- کاربردها: مونتاژ قطعات الکترونیکی، فشاردهی سبک، جابجایی دقیق و کنترل موقعیت رباتیک
- قیمت تقریبی: بین 35 تا 120 دلار بسته به کورس و نوع اتصال (میانگین بازار جهانی 2024)
کاربردهای پمپ هیدرولیک پیستونی HAWE در صنایع مختلف
پمپ هیدرولیک پیستونی HAWE با راندمان حجمی 92 تا 97 درصد و فشار کاری تا 700 بار برای سیستمهای دقیق و سنگین صنعتی استفاده میشود. طراحی با دقت بالا و ابعاد فشرده امکان استفاده در فضاهای محدود را فراهم میکند. این پمپها در ماشینآلات راهسازی، خطوط تزریق پلاستیک، ماشین ابزار، تجهیزات معدنی، پرسهای هیدرولیک و جرثقیلهای متحرک عملکردی پایدار دارند. توان خروجی آنها از 0.5 تا 75 کیلووات متغیر است و نوسان فشار کمتر از 2 درصد در حالت بار کامل حفظ میشود. عمر کاری بیش از 20 هزار ساعت و نشت کمتر از 0.5 cc/min موجب افزایش اعتمادپذیری در محیطهای صنعتی میگردد.
| صنعت هدف | کاربرد فنی | فشار کاری (bar) | دبی مورد نیاز (L/min) | توان پمپ (kW) |
|---|---|---|---|---|
| ماشین ابزار CNC | تغذیه سیستم خنککننده و کنترل موقعیت محور | 180 – 350 | 5 – 25 | 2 – 8 |
| پرس هیدرولیک سنگین | ایجاد نیروی فشاری بالا برای شکلدهی فلزات | 400 – 700 | 60 – 150 | 15 – 60 |
| صنایع پلاستیک و تزریق | تامین فشار دقیق سیستم تزریق و قفل قالب | 300 – 500 | 20 – 80 | 10 – 35 |
| تجهیزات معدنی | کنترل حرکت بیل، بازو و سیستم تعلیق هیدرولیک | 350 – 600 | 40 – 120 | 20 – 50 |
| جرثقیل و بالابر صنعتی | افزایش نیروی لیفت و کنترل زاویه بازوی متحرک | 250 – 450 | 15 – 60 | 5 – 20 |
| صنایع انرژی و نیروگاه | تامین فشار برای کنترل شیرآلات و توربینهای آبی | 200 – 400 | 10 – 45 | 4 – 18 |
کاربردهای صنعتی پمپهای پیستونی در ماشینآلات سنگین و خطوط تولید
پمپهای پیستونی در سیستمهای هیدرولیکی ماشینآلات سنگین و خطوط تولید برای ایجاد فشار بالا و کنترل دقیق جریان استفاده میشوند. این پمپها قادرند فشار 250 تا 700 بار و دبی 10 تا 300 لیتر بر دقیقه را تأمین کنند. راندمان حجمی آنها بین 92 تا 97 درصد بوده و نوسان فشار کمتر از 2 درصد در بار کامل دارند. در ماشینآلات معدنی، پرسهای صنعتی، خطوط نورد و تجهیزات قالبگیری فلز، این پمپها باعث افزایش بهرهوری انرژی تا 15 درصد میشوند. عمر کاری آنها بیش از 20 هزار ساعت و میزان نشت کمتر از 0.5 cc/min است. طراحی فشرده، پاسخ دینامیکی سریع و مقاومت در برابر شوکهای حرارتی از ویژگیهای کلیدی پمپهای پیستونی در کاربردهای سنگین محسوب میشود.
- فشار کاری: 250 – 700 bar (مدلهای صنعتی تا 800 bar)
- دبی خروجی: 10 – 300 L/min متناسب با حجم سیلندر
- راندمان حجمی: 92% – 97% در سرعت 1500 rpm
- توان مصرفی: 5 – 120 kW بسته به فشار سیستم
- نوسان فشار: کمتر از ±2% در بار کامل
- طول عمر کاری: بیش از 20,000 ساعت بدون افت محسوس دبی
- کاربردها: ماشینآلات راهسازی، خطوط نورد فولاد، پرس فلزی، سیستمهای تزریق پلاستیک و تجهیزات معدن
- جنس قطعات: فولاد آلیاژی با پوشش کروم سخت (HV ≥ 850)
- نوع کنترل: مکانیکی، الکتروهیدرولیک یا سروو متناسب با دقت مورد نیاز
- مزیت عملکردی: راندمان بالا، کنترل دقیق فشار و قابلیت کار در دمای -20 تا +90°C
- قیمت تقریبی: 900 تا 6,000 دلار بسته به توان، فشار و کشور سازنده (برآورد مهندسی 2024)
بررسی تخصصی پمپ پیستونی رادیال ۵ لیتری توز ایران و نکات انتخاب مهندس
پمپ پیستونی رادیال ۵ لیتری توز ایران یکی از مدلهای دقیق و مقاوم در سیستمهای هیدرولیکی صنعتی است. این پمپ با فشار کاری 250 تا 400 بار و حجم جابجایی 5 لیتر در دقیقه طراحی شده است. بازده حجمی آن حدود 94 درصد و راندمان کلی 90 درصد در سرعت 1500 دور در دقیقه اندازهگیری میشود. بدنه فولادی با آبکاری نیکل سخت، مقاومت سایشی بالا و نشت کمتر از 0.4 cc/min را تضمین میکند. انتخاب مهندسی این پمپ باید بر اساس فشار سیستم، نوع درایو، دبی مورد نیاز و شرایط دمایی محیط انجام شود. طول عمر کاری بیش از 18,000 ساعت در شرایط بار کامل ثبت شده است و سرویس دورهای هر 2000 ساعت توصیه میگردد.
- حجم جابجایی: 5 L/min ±3%
- فشار کاری: 250 – 400 bar (حداکثر 450 bar)
- راندمان کلی: 90% در 1500 rpm
- بازده حجمی: 94% در شرایط استاندارد ISO 4409
- توان ورودی: 4 – 6 kW بسته به فشار خروجی
- نشت داخلی: کمتر از 0.4 cc/min در دمای 50°C
- جنس بدنه: فولاد آلیاژی با سختی سطحی 850 HV
- دمای کاری مجاز: -20 تا +85°C
- سیال سازگار: روغن هیدرولیک ISO VG 46 یا معادل آن
- نویز کاری: کمتر از 68 dB در 1 متر فاصله
- طول عمر کاری: بیش از 18,000 ساعت (طبق تست DIN EN ISO 10771)
- کاربردهای مهندسی: سیستمهای صنعتی، ماشین ابزار، جرثقیلهای ثابت و تجهیزات قالبگیری
- قیمت حدودی دلاری: بین 520 تا 740 USD بر اساس سال 2024
- نکات انتخاب: بررسی گشتاور درایو، فشار نهایی، نوع آببندی و قابلیت تهویه حرارتی
استانداردهای ساخت و کنترل کیفیت پمپهای توز ایران
پمپهای توز ایران بر اساس الزامات استانداردهای بینالمللی ISO 9001، ISO 4409 و DIN EN ISO 10771 طراحی و تست میشوند. تمامی قطعات در فرآیند تولید با تلرانس ابعادی کمتر از ±5 میکرون ماشینکاری میشوند تا نشت داخلی و افت فشار به حداقل برسد. آزمایش عملکرد نهایی در فشار 1.5 برابر مقدار نامی انجام میشود تا ایمنی و دوام سازهای تایید گردد. کنترل کیفیت در سه مرحله شامل بررسی مواد اولیه، آزمون عملکرد دینامیکی و تست استاتیکی فشار صورت میگیرد. همچنین تمامی پمپها قبل از ارسال تحت تست نشت هیدرولیکی در دمای 60 درجه سانتیگراد و فشار 400 بار قرار میگیرند تا عملکرد پایدار تضمین شود.
- استاندارد طراحی: ISO 4409 و DIN 24312 برای دقت حجم جابجایی
- استاندارد کیفیت: ISO 9001:2015 و سیستم تضمین کیفیت چندمرحلهای
- تلرانس ماشینکاری: کمتر از ±5 µm برای سطوح لغزشی پیستون
- سختی سطحی: 800 – 900 HV پس از عملیات نیکل سخت و کروم کاری
- آزمون فشار نهایی: 1.5 × فشار نامی (حداکثر 600 bar)
- نشت مجاز: کمتر از 0.5 cc/min در دمای 50°C
- تست عمرکاری: بیش از 20,000 ساعت بدون افت راندمان بالای 10%
- کنترل صدای عملکرد: کمتر از 70 dB در سرعت 1500 rpm
- تست نهایی کیفیت: تست عملکردی، نشتی و دبی در فشار واقعی سیستم
- نوع کنترل کیفیت: Statistical Process Control (SPC) و Failure Mode Analysis (FMEA)
- بازرسی مواد: آزمون سختی راکول، متالوگرافی و تست فراصوت UT برای قطعات اصلی
- مطابقت با الزامات CE و ISO/TS 12117: تضمین سازگاری با سیستمهای اروپایی
مزایا و معایب خرید پمپ هیدرولیک پیستونی رادیال ۸۷ لیتری توز ایران
پمپ هیدرولیک پیستونی رادیال ۸۷ لیتری توز ایران برای کاربردهای صنعتی سنگین با فشار کاری 350 تا 500 بار طراحی شده است. این مدل با بازده حجمی 95 درصد و راندمان کلی حدود 91 درصد در خطوط تولید، ماشینآلات راهسازی و پرسهای فولادی استفاده میشود. طراحی پیستونهای شعاعی موجب توزیع یکنواخت بار و کاهش ارتعاش تا 15 درصد نسبت به مدلهای محوری مشابه میشود. از مزایای کلیدی آن میتوان به دوام بالا، پایداری در فشار زیاد و سرویسپذیری ساده اشاره کرد. با این حال، وزن زیاد (حدود 65 کیلوگرم) و نیاز به فضای نصب بزرگ از نقاط ضعف این پمپ به شمار میرود. انتخاب مهندسی آن باید بر اساس فشار کاری، دبی مورد نیاز و نوع سیستم درایو انجام گیرد.
- ظرفیت حجمی: 87 L/min ±3%
- فشار کاری نامی: 350 – 500 bar (حداکثر 550 bar)
- راندمان کلی: 91% در سرعت 1450 rpm
- بازده حجمی: 95% در شرایط آزمایش ISO 4409
- توان ورودی مورد نیاز: 25 – 45 kW بسته به فشار سیستم
- نویز کاری: کمتر از 72 dB در فاصله 1 متر
- دمای کاری: -20 تا +85°C با روغن ISO VG 46
- وزن خالص: حدود 65 kg ±2%
- طول عمر کاری: بیش از 20,000 ساعت در فشار نامی
- مزایا: دوام بالا، عملکرد پایدار در فشار زیاد، تلرانس کم (±5 µm)، هزینه نگهداری پایین
- معایب: وزن زیاد، قیمت اولیه بالاتر، نیاز به سیستم خنککاری در کار مداوم
- قیمت تقریبی دلاری: بین 1,950 تا 2,700 USD بر اساس سال 2024
- کاربردها: ماشینآلات پرس، خطوط نورد، تجهیزات معدنی، سیستمهای انتقال نیرو
- استانداردهای تولید: ISO 9001، DIN EN ISO 10771 و الزامات CE
مقایسه فاکتورهای کیفی و عملکرد پمپ هیدرولیک ویکرز با مدل های مشابه
پمپ هیدرولیک ویکرز از نظر راندمان، دوام و ثبات عملکرد یکی از دقیقترین پمپهای صنعتی در کلاس فشار متوسط و بالا محسوب میشود. این پمپها در فشار کاری 250 تا 350 بار و دبی خروجی 10 تا 200 لیتر بر دقیقه عملکردی پایدار دارند. بازده حجمی آنها حدود 94 تا 97 درصد بوده و نوسان فشار کمتر از 1.8 درصد در بار کامل گزارش شده است. در مقایسه با مدلهای مشابه نظیر Rexroth و Parker، پمپهای ویکرز وزن کمتر، سطح صدای پایینتر و مصرف انرژی بهینهتری دارند. سختی سطح قطعات تا 880 HV و عمر کاری بیش از 20,000 ساعت باعث افزایش اعتمادپذیری در خطوط تولید و ماشینآلات سنگین شده است.
| پارامتر فنی | Vickers | Rexroth | Parker | Denison |
|---|---|---|---|---|
| فشار کاری نامی (bar) | 250 – 350 | 280 – 350 | 250 – 320 | 260 – 340 |
| دبی خروجی (L/min) | 10 – 200 | 12 – 180 | 15 – 160 | 10 – 190 |
| راندمان حجمی (%) | 94 – 97 | 93 – 96 | 92 – 95 | 93 – 96 |
| نویز کاری (dB در 1m) | 68 | 70 | 72 | 71 |
| عمر کاری (ساعت) | 20,000+ | 18,000+ | 16,000+ | 17,500+ |
| سختی سطحی (HV) | 850 – 880 | 830 – 870 | 810 – 850 | 820 – 860 |
| نوسان فشار در بار کامل (%) | <1.8 | <2.2 | <2.4 | <2.1 |
| دمای کاری (°C) | -20 تا +85 | -15 تا +80 | -20 تا +75 | -18 تا +80 |
| قیمت تقریبی (USD) | 850 – 2,400 | 900 – 2,600 | 780 – 2,200 | 820 – 2,500 |
عوامل موثر بر خرید و قیمت پمپ هیدرولیک رکسرود
پمپ هیدرولیک رکسرود (Rexroth) یکی از پرکاربردترین تجهیزات در سیستمهای هیدرولیکی صنعتی و راهسازی است که با فشار کاری تا 450 بار و راندمان بالا طراحی میشود. قیمت و انتخاب مهندسی این پمپها تحت تاثیر عوامل متعددی مانند ظرفیت دبی، نوع کنترل، سطح دقت ساخت و جنس قطعات داخلی قرار دارد. مدلهای با دبی بالا (بیش از 100 لیتر بر دقیقه) معمولاً 20 تا 35 درصد گرانتر از مدلهای کمدبی هستند. نوع سیستم کنترل (مکانیکی یا الکتروهیدرولیک)، مقاومت حرارتی، برند زیرمجموعه و گواهیهای کیفی بینالمللی نیز بر قیمت نهایی تأثیر مستقیم دارند. انتخاب صحیح باید بر اساس فشار نامی سیستم، نوع سیال، دمای کاری و شرایط بهرهبرداری انجام شود تا بازدهی و طول عمر پمپ بهینه گردد.
- فشار کاری: 250 – 450 bar بسته به مدل و کاربرد صنعتی
- ظرفیت دبی خروجی: 10 – 250 L/min با تلرانس ±3%
- نوع کنترل: دستی، مکانیکی، الکتروهیدرولیک یا پروپورشنال (Proportional)
- راندمان حجمی: 93% – 97% در سرعت نامی 1500 rpm
- جنس قطعات داخلی: فولاد آلیاژی با سختی سطحی 850 – 900 HV
- سیستم خنککاری: روغنمحور با ظرفیت حرارتی بالا تا 85°C
- سطح نویز: کمتر از 70 dB در 1 متر فاصله
- طول عمر کاری: بیش از 20,000 ساعت در فشار نامی
- کاربردها: ماشینآلات سنگین، خطوط نورد، تجهیزات قالبگیری، و سیستمهای صنعتی پیوسته
- نوع نصب: فلنجی یا بلوکی (بر اساس طراحی سیستم)
- گواهی کیفیت: ISO 9001، ISO 4409، CE و DIN EN ISO 10771
- کشور تولید: آلمان، ایتالیا یا ترکیه بسته به مدل
- تأثیر شرایط محیطی: دمای بالا، آلودگی سیال و نوسان فشار باعث کاهش عمر تا 15% میشود
- حدود قیمت دلاری:
- مدل Compact Low Flow (10–25 L/min): 820 – 1,200 USD
- مدل Medium Flow (25–100 L/min): 1,350 – 2,400 USD
- مدل High Flow (100–200 L/min): 2,500 – 4,000 USD
- مدل Heavy Duty (200–250 L/min): 4,200 – 6,500 USD
- عوامل اصلی قیمتگذاری: دبی نامی، فشار کاری، نوع کنترل، کشور سازنده، و استانداردهای تست نهایی
کاربردهای پمپ جی پی ام در صنایع مختلف
پمپهای جی پی ام (GPM) به دلیل دقت بالا، بازده انرژی مناسب و توانایی تحمل فشارهای بالا در طیف وسیعی از صنایع استفاده میشوند. این پمپها با ظرفیت دبی از 5 تا 250 لیتر بر دقیقه و فشار کاری 150 تا 400 بار طراحی شدهاند. ساختار دقیق پیستونی و استفاده از فولاد آلیاژی با سختی سطحی 850 HV موجب دوام بالا و عملکرد پایدار در شرایط سنگین کاری میشود. راندمان حجمی آنها حدود 93 تا 96 درصد است و در خطوط تولید، ماشینآلات سنگین، صنایع نفت، فولاد و سیستمهای قالبگیری پلاستیک کاربرد گسترده دارند. قابلیت کنترل الکتروهیدرولیکی در مدلهای جدید، دقت فشار را تا ±1.5% تضمین میکند و مصرف انرژی را تا 12% کاهش میدهد.
| صنعت هدف | کاربرد فنی پمپ جی پی ام | فشار کاری (bar) | دبی مورد نیاز (L/min) | توان موتور (kW) |
|---|---|---|---|---|
| ماشینآلات راهسازی | تامین نیروی هیدرولیک بازوها و سیستم تعلیق | 250 – 350 | 60 – 180 | 18 – 45 |
| صنایع فولاد | تامین فشار برای پرس و خطوط نورد گرم | 300 – 400 | 80 – 200 | 25 – 60 |
| نفت و پتروشیمی | پمپاژ سیالات با ویسکوزیته بالا در خطوط انتقال | 200 – 350 | 30 – 120 | 10 – 35 |
| صنایع پلاستیک | کنترل سیستم تزریق و قفل قالب در ماشینهای تزریق | 180 – 300 | 20 – 100 | 8 – 25 |
| ماشین ابزار CNC | تامین فشار خنککننده و کنترل موقعیت محور | 120 – 250 | 5 – 40 | 3 – 12 |
| نیروگاهها و سیستمهای انرژی | کنترل فشار هیدرولیک در شیرآلات و توربینها | 200 – 320 | 15 – 70 | 6 – 22 |
استانداردهای ساخت و کنترل کیفیت فلو دیوایدر دنده ای Vivoil
فلو دیوایدر دنده ای Vivoil با دقت مهندسی بالا و بر اساس استانداردهای بینالمللی ISO 9001 و DIN EN ISO 1219 طراحی و تولید میشود. این دستگاه با تلرانس حجمی ±1.2% و فشار کاری تا 320 بار در سیستمهای هیدرولیکی صنعتی عملکردی پایدار ارائه میدهد. کنترل کیفیت در Vivoil شامل آزمونهای هیدرواستاتیک، نشت سیال، تعادل جریان و تست حرارتی در دمای 20 تا 80 درجه سانتیگراد است. چرخدندهها از فولاد آلیاژی با سختی سطحی 860 HV ساخته شده و پس از عملیات حرارتی تحت تستهای غیرمخرب (NDT) قرار میگیرند. تمامی محصولات پیش از بستهبندی در خطوط تست خودکار با خطای اندازهگیری کمتر از 0.5% کالیبره میشوند تا یکنواختی جریان تضمین گردد.
- استاندارد طراحی: DIN EN ISO 1219 و ISO 5598 برای مدارهای هیدرولیکی
- کنترل کیفیت تولید: سیستم تمام خودکار با مستندسازی دیجیتال و ردیابی سری ساخت
- تلرانس تقسیم جریان: حداکثر ±1.2% در فشار نامی
- فشار تست نهایی: 1.5 برابر فشار کاری (حدود 480 bar)
- مواد بدنه: آلومینیوم آلیاژی EN AW-7075 با استحکام کششی 520 MPa
- جنس چرخدندهها: فولاد کروم-مولیبدن (42CrMo4) با عملیات حرارتی سختی 860 HV
- درصد نشت داخلی: کمتر از 0.8% در دمای 60°C
- راندمان حجمی: 94% تا 97% در شرایط بار کامل
- تستهای کنترلی: نشت، تعادل جریان، لرزش، و دوام در سیکلهای 50,000 بار
- دمای کاری مجاز: از -20°C تا +90°C
- سیستم روانکاری: روغن ISO VG 46 با فیلتر 10 میکرون
- گواهی کیفیت: ISO 9001:2015، CE، و REACH Compliance
- خطای اندازهگیری: کمتر از 0.5% در آزمونهای دبی
- نرخ تست خروجی: هر واحد 100% قبل از ارسال آزمایش میشود
مزایا و معایب خرید پمپ هیدرولیک پیستونی رکسروت
پمپ هیدرولیک پیستونی رکسروت یکی از پرکاربردترین تجهیزات در سیستم های هیدرولیکی صنعتی و موبایلی است. این پمپ ها با بازده بالا، دوام طولانی و طراحی دقیق آلمانی شناخته می شوند. در ادامه، مزایا و معایب خرید این پمپ از دیدگاه مهندسی همراه با حدود قیمت دلاری بررسی می شود.
مزایا
- بهره وری بالا: بازده حجمی پمپ های رکسروت معمولاً بین 90 تا 95 درصد است که موجب کاهش مصرف انرژی می شود.
- طول عمر بالا: در صورت نگهداری صحیح، عمر کاری پمپ تا 15,000 ساعت کاری بدون افت عملکرد ادامه دارد.
- دقت کنترل جریان: مناسب برای سیستم هایی با نیاز به کنترل دقیق فشار و دبی مانند ماشین آلات CNC و تزریق پلاستیک.
- کیفیت ساخت ممتاز: استفاده از آلیاژهای مقاوم در برابر سایش و طراحی دقیق قطعات باعث کاهش نویز و ارتعاش می شود.
- سازگاری با سیستم های مدرن: قابلیت اتصال به کنترلرهای الکترونیکی و سیستم های مانیتورینگ فشار و دما.
معایب
- قیمت بالا: میانگین قیمت پمپ هیدرولیک پیستونی رکسروت بین 1800 تا 6500 دلار بسته به مدل و ظرفیت متغیر است.
- نیاز به فیلتر دقیق: آلودگی در روغن هیدرولیک می تواند باعث آسیب سریع به پیستون ها و صفحات شود.
- هزینه تعمیر و قطعات یدکی: قطعات اورجینال رکسروت گران هستند و در بازار جهانی ممکن است زمان تامین طولانی داشته باشند.
- نیاز به نیروی متخصص: نصب و تنظیم اولیه پمپ نیازمند دانش فنی بالا و ابزار دقیق است.
- حساسیت به دمای کاری: در دماهای پایین، گرانروی زیاد روغن می تواند موجب افزایش فشار داخلی و کاهش راندمان شود.
جمع بندی مهندسی
خرید پمپ هیدرولیک پیستونی رکسروت انتخابی مناسب برای سیستم هایی است که عملکرد پایدار، دقت بالا و دوام طولانی اهمیت دارد. با این حال، هزینه اولیه و نیاز به نگهداری دقیق باید در محاسبات اقتصادی پروژه لحاظ شود. به طور کلی، این پمپ برای صنایع سنگین، ماشین آلات راهسازی و خطوط تولید با دقت بالا توصیه می شود.
کاربردهای پمپ هیدرولیک بیل بکهو کوماتسو در صنایع مختلف
پمپ هیدرولیک بیل بکهو کوماتسو نقش کلیدی در عملکرد سیستم های هیدرولیک دارد. این پمپ با فشار کاری تا 350 بار و دبی 120 لیتر بر دقیقه، قابلیت تامین انرژی لازم برای بازو و بالابر را فراهم می کند. به دلیل دقت بالا و دوام طولانی، در صنایع معدنی، ساختمانی و کشاورزی کاربرد گسترده دارد. کارکرد پایدار در شرایط محیطی سخت و مقاومت بالا در برابر سایش باعث افزایش عمر قطعات هیدرولیکی می شود. این ویژگی ها باعث شده تا پمپ بیل بکهو کوماتسو به انتخاب اول در پروژه های سنگین و نیمه سنگین تبدیل شود.
| صنعت | کاربرد | ویژگی فنی مرتبط |
|---|---|---|
| معدن | حرکت بازوی بیل و انتقال مواد سنگین | فشار کاری تا 350 بار، دبی 120 لیتر بر دقیقه |
| ساختمان | حفاری و جابجایی مصالح ساختمانی | کنترل دقیق جریان هیدرولیک و پاسخ سریع به فرمان اپراتور |
| کشاورزی | رانش و بالابری تجهیزات سنگین کشاورزی | مقاومت بالا در برابر ذرات معلق و روغن های آلوده |
| صنایع راهسازی | عملکرد دقیق جک ها و سیستم های تراکتوری | طول عمر بالا و کاهش نیاز به سرویس های مکرر |
بررسی تخصصی پمپ حرکت کاترپیلار و نکات انتخاب مهندسی
پمپ حرکت کاترپیلار یکی از حیاتی ترین اجزاء سیستم هیدرولیک ماشین آلات سنگین است. این پمپ ها با دبی 80 تا 200 لیتر بر دقیقه و فشار کاری تا 350 بار طراحی شده اند. انتخاب مناسب پمپ حرکت به ظرفیت بار، سرعت ماشین و شرایط محیطی بستگی دارد. راندمان حجمی و مکانیکی بالا، نویز کم و مقاومت در برابر دمای بالا از عوامل کلیدی در ارزیابی پمپ هستند. برای انتخاب مهندسی، باید مشخصات فنی مانند جریان خروجی، فشار حداکثر، و نوع اتصال هیدرولیک با نیازهای عملیاتی تطابق داده شود. بررسی دوره سرویس، هزینه نگهداری و دسترسی به قطعات یدکی نیز اهمیت زیادی در تصمیم گیری دارد.
- دبی خروجی: پمپ های کاترپیلار معمولاً بین 80 تا 200 لیتر بر دقیقه جریان تولید می کنند.
- فشار کاری: فشار عملیاتی استاندارد تا 350 بار است که امکان حرکت دقیق ماشین را فراهم می کند.
- راندمان مکانیکی: 90 تا 94 درصد، کاهش اتلاف انرژی و افزایش کارایی سیستم.
- نویز عملکرد: کمتر از 78 دسی بل در شرایط کاری نرمال، مناسب محیط های حساس صنعتی.
- دمای کاری: عملکرد پایدار بین -20 تا 85 درجه سانتیگراد، مقاوم در برابر گرمای موتور و روغن داغ.
- هزینه نگهداری: متوسط، قطعات یدکی اصلی در بازار جهانی قابل دسترس و طول عمر قطعات بالای 12,000 ساعت.
راهنمای خرید و قیمت پمپ هیدرولیک جرثقیل
پمپ هیدرولیک جرثقیل بخش کلیدی سیستم حرکت و بلندکردن بار است. انتخاب صحیح پمپ بر اساس دبی مورد نیاز، فشار کاری و نوع روغن هیدرولیک انجام می شود. پمپ های مناسب باید راندمان بالای 90 درصد داشته و در دمای 0 تا 80 درجه سانتیگراد عملکرد پایدار ارائه کنند. کیفیت ساخت و مقاومت در برابر سایش پیستون و چرخ دنده ها بر عمر مفید پمپ تاثیر مستقیم دارد. هزینه اولیه و دسترسی به قطعات یدکی نیز در انتخاب پمپ اهمیت دارد تا نگهداری سیستم اقتصادی و طولانی مدت باشد.
- دبی خروجی: 60 تا 150 لیتر بر دقیقه بسته به ظرفیت جرثقیل.
- فشار کاری: 250 تا 400 بار، مناسب برای جابجایی بارهای سنگین و بلند کردن ایمن.
- راندمان حجمی: 90 تا 93 درصد، کاهش مصرف انرژی و افزایش عمر سیستم.
- دمای کاری: 0 تا 80 درجه سانتیگراد، مقاوم در برابر حرارت روغن و محیط.
- قیمت حدودی دلاری: مدل های کوچک 1200 دلار، مدل متوسط 2800 دلار و مدل های حرفه ای سنگین تا 6500 دلار.
- نگهداری: نیاز به فیلترهای روغن دقیق و سرویس دوره ای هر 500 تا 1000 ساعت کاری.
مشخصات فنی و کاربردهای پمپ هیدرولیک لودر VOLVO در صنایع مختلف
پمپ هیدرولیک لودر VOLVO یکی از کلیدی ترین اجزاء سیستم هیدرولیک ماشین آلات سنگین است. این پمپ ها با دبی 100 تا 250 لیتر بر دقیقه و فشار کاری تا 350 بار طراحی شده اند. راندمان حجمی بالا، مقاومت در برابر سایش و قابلیت عملکرد پایدار در دماهای -20 تا 85 درجه سانتیگراد از ویژگی های مهم آن است. به دلیل دقت کنترل جریان و فشار، در صنایع معدنی، ساختمانی، راهسازی و کشاورزی کاربرد گسترده دارد. این پمپ ها امکان جابجایی سریع و دقیق بارها را فراهم کرده و طول عمر مفید تجهیزات را افزایش می دهند.
| صنعت | کاربرد | ویژگی فنی مرتبط |
|---|---|---|
| معدن | حرکت بازوی لودر و جابجایی سنگ و مواد معدنی | فشار کاری تا 350 بار، دبی 150 لیتر بر دقیقه، مقاومت بالا در برابر ذرات ساینده |
| ساختمان | بارگیری مصالح و جابجایی بتن و شن | کنترل دقیق جریان هیدرولیک و پاسخ سریع به فرمان اپراتور |
| راهسازی | جابجایی قیر، خاک و سنگریزه برای عملیات جاده سازی | راندمان حجمی 92 درصد و کاهش اتلاف انرژی در طول عملیات |
| کشاورزی | جابجایی کود، خاک و تجهیزات کشاورزی سنگین | عملکرد پایدار در دمای -20 تا 85 درجه سانتیگراد و مقاومت در برابر سایش |
مزایا و معایب خرید کارتریج هیدرولیک ویکرز
کارتریج هیدرولیک ویکرز یکی از اجزاء کلیدی سیستم های هیدرولیک صنعتی است. این کارتریج ها با فشار کاری تا 350 بار و دبی 50 تا 150 لیتر بر دقیقه طراحی شده اند. انتخاب صحیح کارتریج بر اساس نیاز جریان و فشار، طول عمر سیستم و راندمان عملیاتی اهمیت دارد. کارتریج های ویکرز با دقت بالا، کاهش نشت داخلی و مقاومت در برابر سایش شناخته می شوند. با این حال، هزینه اولیه بالا و نیاز به نگهداری دقیق از معایب مهم محسوب می شوند. استفاده از فیلترهای استاندارد و روغن با کیفیت بالا برای حفظ عملکرد بهینه ضروری است.
- فشار کاری: 250 تا 350 بار، مناسب برای سیستم های صنعتی و ماشین آلات سنگین.
- دبی جریان: 50 تا 150 لیتر بر دقیقه بسته به نوع کارتریج و کاربرد.
- راندمان حجمی: 91 تا 94 درصد، کاهش اتلاف انرژی و افزایش بازدهی سیستم.
- طول عمر: بیش از 12,000 ساعت کاری در شرایط استاندارد نگهداری و روغن مناسب.
- مزایا: دقت بالا، مقاومت در برابر سایش، کاهش نشت داخلی، قابلیت اتصال سریع به سیستم هیدرولیک.
- معایب: هزینه اولیه بالا، نیاز به سرویس دوره ای و حساسیت به کیفیت روغن.
مقایسه فاکتورهای کیفی و عملکرد پمپ دو شفت کمپرسی مایلر با مدل های مشابه
پمپ دو شفت کمپرسی مایلر با دبی 120 تا 250 لیتر بر دقیقه و فشار کاری 300 تا 350 بار، برای سیستم های هیدرولیک سنگین طراحی شده است. این پمپ ها با راندمان حجمی 92 تا 95 درصد، کاهش اتلاف انرژی و کنترل دقیق جریان را فراهم می کنند. مقایسه با مدل های مشابه نشان می دهد مقاومت بالا در برابر سایش، طول عمر بیش از 12,000 ساعت و نویز پایین از مزایای اصلی آن است. مدل های رقیب ممکن است هزینه کمتر داشته باشند اما اغلب دقت جریان، طول عمر و عملکرد پایدار کمتری ارائه می کنند. انتخاب مهندسی این پمپ به شرایط کاری، حجم بار و دمای محیط وابسته است.
| ویژگی | مایلر دو شفت | مدل های مشابه | توضیح مهندسی |
|---|---|---|---|
| دبی خروجی | 120 تا 250 لیتر بر دقیقه | 100 تا 220 لیتر بر دقیقه | مایلر امکان تامین جریان بالاتر برای ماشین آلات سنگین تر را دارد |
| فشار کاری | 300 تا 350 بار | 280 تا 330 بار | مایلر برای سیستم های فشار بالا مناسب تر و مقاوم تر است |
| راندمان حجمی | 92 تا 95 درصد | 88 تا 92 درصد | راندمان بالاتر باعث کاهش مصرف انرژی و افزایش بازدهی سیستم می شود |
| طول عمر | بیش از 12,000 ساعت | 8,000 تا 10,000 ساعت | مایلر با مواد مقاوم تر و طراحی دقیق طول عمر بیشتری ارائه می دهد |
| نویز عملکرد | کمتر از 78 دسی بل | 80 تا 85 دسی بل | عملکرد آرام تر مایلر مناسب محیط های صنعتی حساس است |
فاکتورهای موثر بر خرید و قیمت پمپ هیدرولیک دنده ای پارکر
-
نوع و ظرفیت پمپ: پمپ های دنده ای پارکر در ظرفیت های مختلف عرضه می شوند.
ظرفیت بالاتر معمولا قیمت بیشتری دارد.
قیمت تقریبی: 250 تا 1200 دلار بسته به ظرفیت. -
جنس مواد سازنده: جنس چرخ دنده و بدنه پمپ بر دوام و قیمت تاثیر مستقیم دارد.
آلیاژهای مقاوم تر گرانتر هستند.
قیمت تقریبی: 300 تا 1500 دلار. -
فشار کاری مجاز: پمپ هایی که فشار بالاتر را تحمل می کنند نیازمند طراحی پیچیده تر هستند.
این ویژگی قیمت را افزایش می دهد.
قیمت تقریبی: 400 تا 1600 دلار. -
سرعت چرخش و راندمان: پمپ های با راندمان بالا و سرعت چرخش بیشتر انرژی کمتری مصرف می کنند.
این امر روی قیمت تاثیرگذار است.
قیمت تقریبی: 350 تا 1400 دلار. -
برند و گارانتی: پمپ های اصلی پارکر با گارانتی معتبر، از نمونه های بدون برند گرانتر هستند.
خدمات پس از فروش اهمیت دارد.
قیمت تقریبی: 300 تا 1800 دلار. -
لوازم جانبی و اتصالات: اتصالات استاندارد و فیلترهای مناسب طول عمر پمپ را افزایش می دهند.
تجهیزات اضافی هزینه را افزایش می دهد.
قیمت تقریبی: 50 تا 400 دلار اضافه.
راهنمای نگهداری و افزایش عمر پمپ هیدرولیک دنده ای چدنی
پمپ هیدرولیک دنده ای چدنی یکی از پرکاربردترین تجهیزات در سیستم های هیدرولیک صنعتی است. برای افزایش عمر مفید پمپ، نظارت بر فشار کاری، دبی خروجی و دمای روغن ضروری است. تعویض فیلترها هر 250 تا 500 ساعت کاری و استفاده از روغن با ویسکوزیته مناسب، از عوامل کلیدی در کاهش سایش دنده ها است. نصب صحیح و تراز دقیق محور، کاهش لرزش و نویز و جلوگیری از آسیب به بلبرینگ ها را تضمین می کند. نگهداری پیشگیرانه باعث افزایش عمر قطعات به بیش از 10,000 ساعت کاری و کاهش هزینه های سرویس و تعمیرات می شود.
- بازرسی دوره ای: بررسی فشار کاری، دبی خروجی و دمای روغن هر 100 ساعت کاری برای عملکرد پایدار.
- تعویض فیلتر: هر 250 تا 500 ساعت کاری، جلوگیری از ورود ذرات معلق و کاهش سایش دنده ها.
- استفاده از روغن مناسب: ویسکوزیته 32 تا 68 cSt و درجه پاکی ISO 18/16 توصیه می شود.
- تراز و نصب صحیح محور: کاهش لرزش، نویز و فشار غیر یکنواخت روی بلبرینگ ها و دنده ها.
- کنترل دمای کاری: حفظ دمای روغن بین 20 تا 80 درجه سانتیگراد برای عملکرد پایدار و طول عمر طولانی.
- نگهداری پیشگیرانه: با بررسی دوره ای و سرویس مناسب، عمر پمپ به بیش از 10,000 ساعت کاری افزایش می یابد.
نکات مهم در خرید کارتریج پمپ هیدرولیک ویکرز با راندمان بالا
خرید کارتریج پمپ هیدرولیک ویکرز با راندمان بالا نیازمند توجه دقیق به پارامترهای فنی و کیفیت ساخت است. این کارتریج ها معمولاً برای فشار کاری 250 تا 350 بار و دبی 60 تا 160 لیتر بر دقیقه طراحی می شوند. انتخاب صحیح باید بر اساس نوع سیستم، گرانروی روغن، و دمای کاری انجام گیرد تا از نشت داخلی و افت راندمان جلوگیری شود. جنس بدنه، دقت ساخت شیارها و کیفیت آب بندی تأثیر مستقیم بر طول عمر و بازدهی سیستم دارد. استفاده از قطعات اصلی و فیلتر مناسب می تواند عمر مفید کارتریج را تا بیش از 12,000 ساعت افزایش دهد.
| فاکتور فنی | مقدار پیشنهادی | تأثیر بر راندمان | توضیح مهندسی |
|---|---|---|---|
| فشار کاری | 250 تا 350 بار | بالا | فشار بیشتر موجب افزایش توان خروجی ولی نیازمند آب بندی دقیق تر است |
| دبی جریان | 60 تا 160 لیتر بر دقیقه | متوسط تا بالا | باید با نیاز سیستم و نوع شیر کنترلی هماهنگ باشد |
| راندمان حجمی | 92 تا 95 درصد | بسیار بالا | نشانگر حداقل نشت داخلی و عملکرد دقیق در فشارهای بالا است |
| طول عمر کاری | بیش از 12,000 ساعت | پایدار | به کیفیت ساخت، روغن مناسب و فیلتر استاندارد بستگی دارد |
| دمای کاری | -20 تا 85 درجه سانتیگراد | پایدار | حفظ ویسکوزیته روغن در این بازه مانع افت فشار می شود |
علائم خرابی و راهکارهای تعمیر سریع پمپ پره ای ویکرز
پمپ پره ای ویکرز یکی از دقیق ترین اجزاء سیستم های هیدرولیک است که در فشارهای کاری 210 تا 300 بار عمل می کند. خرابی این پمپ معمولاً با افت فشار، افزایش نویز، لرزش غیرعادی و کاهش دبی خروجی مشخص می شود. سایش پره ها، آلودگی روغن، یا نشت داخلی از دلایل اصلی افت راندمان محسوب می شوند. در صورت تشخیص به موقع، تعمیر شامل تعویض پره ها، آب بندی مجدد و شستشوی کامل محفظه روغن است. رعایت استاندارد ISO 4406 برای تمیزی روغن و کنترل دمای کاری بین 20 تا 80 درجه سانتیگراد می تواند طول عمر پمپ را تا 10,000 ساعت افزایش دهد.
- علائم افت فشار: فشار خروجی کمتر از 80 درصد مقدار نامی نشانه نشت داخلی یا سایش پره ها است.
- افزایش نویز و لرزش: نویز بالاتر از 78 دسی بل نشان دهنده هوادهی روغن یا خرابی یاتاقان است.
- نشت خارجی: مشاهده روغن در اطراف پوسته یا شفت نشانگر خرابی اورینگ و آب بندی است.
- افزایش دمای روغن: دمای بالاتر از 85 درجه موجب کاهش ویسکوزیته و سایش سریع تر پره ها می شود.
- راهکار فوری تعمیر: تعویض پره ها، تنظیم دقیق clearance، استفاده از روغن تمیز ISO 18/16 و بررسی فشار سیستم.
- پیشگیری: سرویس دوره ای هر 500 ساعت و فیلتر روغن با دقت 10 میکرون باعث کاهش خرابی می شود.
استانداردهای ساخت و کنترل کیفیت پمپ پیستونی توزایران ۵ لیتر
پمپ پیستونی توزایران ۵ لیتر بر اساس الزامات استاندارد ISO 9001 و DIN EN ISO 4401 طراحی و تولید می شود. این پمپ با ظرفیت جابجایی حجمی ۵ لیتر بر دقیقه و فشار کاری تا 320 بار در سیستم های صنعتی متوسط به کار می رود. فرآیند ساخت شامل ماشین کاری دقیق با تلرانس کمتر از 0.01 میلی متر و تست نهایی در فشار کامل کاری است. تمامی پمپ ها قبل از خروج از خط تولید تحت آزمون نشت، راندمان حجمی و کنترل دمای عملکرد قرار می گیرند. این سطح از کنترل کیفیت باعث افزایش طول عمر مفید پمپ تا بیش از 10,000 ساعت کاری در شرایط عملیاتی استاندارد می شود.
- استاندارد تولید: ISO 9001:2015 و DIN EN ISO 4401 برای تضمین دقت ابعادی و عملکرد پایدار.
- ظرفیت جابجایی: ۵ لیتر بر دقیقه در سرعت 1450 دور بر دقیقه با راندمان حجمی 92 درصد.
- فشار کاری مجاز: حداکثر 320 بار با تست فشار هیدرواستاتیک تا 360 بار برای اطمینان از ایمنی.
- تلرانس ساخت: کمتر از 0.01 میلی متر در پیستون و سیلندر برای جلوگیری از نشت داخلی.
- کنترل کیفیت نهایی: آزمون راندمان، تست حرارتی بین 25 تا 80 درجه و بررسی نشت کمتر از 2 سیسی در دقیقه.
- عمر مفید: بیش از 10,000 ساعت کاری با روغن هیدرولیک ISO VG 46 و فیلتر 10 میکرون.
بررسی تخصصی پمپ بیل بکهو و نکات انتخاب مهندسی
پمپ بیل بکهو یکی از اجزاء کلیدی سیستم هیدرولیک در ماشین آلات عمرانی است که وظیفه تأمین جریان و فشار لازم برای حرکت جک ها و بازوها را دارد. این پمپ ها معمولاً با دبی 80 تا 180 لیتر بر دقیقه و فشار کاری 280 تا 320 بار طراحی می شوند. در انتخاب مهندسی پمپ باید پارامترهایی مانند نوع پمپ (دنده ای یا پیستونی)، گرانروی روغن، دمای محیط و نیاز به کنترل دبی مد نظر قرار گیرد. پمپ های با راندمان حجمی بالاتر از 90 درصد موجب کاهش مصرف سوخت و افزایش عمر سیستم می شوند. انتخاب دقیق سایز و تنظیم فشار باعث جلوگیری از نشت داخلی و افت عملکرد در شرایط بار سنگین می گردد.
- دبی خروجی: بین 80 تا 180 لیتر بر دقیقه بسته به ظرفیت بیل بکهو و نوع سیستم هیدرولیک.
- فشار کاری: محدوده 280 تا 320 بار برای تأمین نیروی کافی بازو و باکت در بارهای سنگین.
- راندمان حجمی: 90 تا 94 درصد، افزایش بهره وری انرژی و کاهش تلفات حرارتی در عملکرد مستمر.
- نویز کاری: کمتر از 80 دسی بل برای کاهش ارتعاشات و صدا در محیط های کاری حساس.
- دمای عملیاتی: عملکرد پایدار در بازه -20 تا 85 درجه سانتیگراد با روغن ISO VG 46.
- طول عمر مفید: بیش از 10,000 ساعت کاری با سرویس منظم هر 500 ساعت و فیلتر روغن 10 میکرون.
راهنمای خرید و قیمت پمپ ضربه غلطک کاترپیلار
پمپ ضربه غلطک کاترپیلار یکی از قطعات کلیدی در سیستم هیدرولیک ماشین های راهسازی است که عملکرد دقیق و پایدار را تضمین می کند. انتخاب پمپ مناسب بر اساس فشار کاری، دبی خروجی و سازگاری با مدل دستگاه انجام می شود. بدنه پمپ معمولا از فولاد آلیاژی یا چدن مقاوم ساخته می شود تا در برابر سایش و حرارت دوام بالایی داشته باشد. در زمان خرید، بررسی شماره فنی (Part Number) و تطبیق با مدل غلطک اهمیت زیادی دارد. پمپ های اصلی کاترپیلار دقت مونتاژ بالایی دارند و در پروژه های سنگین راهسازی قابل اعتماد هستند.
- نوع پمپ: پمپ ضربه هیدرولیکی مخصوص غلطک های مدل CAT CS و CP.
قیمت تقریبی: 850 تا 1,800 دلار. - فشار کاری مجاز: بین 180 تا 250 بار بسته به مدل دستگاه.
قیمت تقریبی: 1,000 تا 2,200 دلار. - دبی خروجی: 25 تا 65 لیتر بر دقیقه برای انواع غلطک های متوسط و سنگین.
قیمت تقریبی: 1,100 تا 2,400 دلار. - جنس بدنه: فولاد آلیاژی با مقاومت بالا در برابر شوک و ارتعاش.
قیمت تقریبی: 950 تا 2,000 دلار. - کشور سازنده: تولید در ایالات متحده یا ایتالیا با استاندارد OEM.
قیمت تقریبی: 1,200 تا 2,800 دلار.
مشخصات فنی و کاربردهای پمپ فرمان کوماتسو
مشخصات فنی و کاربردهای پمپ فرمان کوماتسو
پمپ فرمان کوماتسو وظیفه تأمین فشار لازم برای سیستم هیدرولیک فرمان را در ماشین های سنگین بر عهده دارد. این پمپ با طراحی دقیق و آب بندی مقاوم، حرکت نرم و دقیق فرمان را تضمین می کند. فشار کاری آن معمولا بین 160 تا 210 بار است و دبی خروجی در محدوده 20 تا 45 لیتر بر دقیقه قرار دارد. پمپ های اصلی کوماتسو از آلیاژ فولاد مقاوم در برابر سایش ساخته می شوند تا در شرایط سخت معدنی و راهسازی دوام بالا داشته باشند. این پمپ در لودر، بولدوزر و بیل مکانیکی کوماتسو کاربرد گسترده دارد.
| ویژگی فنی | توضیحات مهندسی | مقدار تقریبی | واحد |
|---|---|---|---|
| فشار کاری | فشار نامی سیستم فرمان هیدرولیک | 160 تا 210 | bar |
| دبی خروجی | میزان جریان تولیدی در دور نامی موتور | 20 تا 45 | L/min |
| سرعت چرخش | حداکثر سرعت مجاز شفت پمپ | 1500 تا 2500 | rpm |
| نوع روغن هیدرولیک | مطابق استاندارد ISO VG 46 | HVLP 46 | - |
| جنس بدنه | آلیاژ فولاد کربنی با پوشش ضد خوردگی | Steel Alloy | - |
| کاربرد | لودر، بولدوزر و بیل مکانیکی کوماتسو | مدل های PC و WA | - |
علائم خرابی و راهکارهای تعمیر سریع پمپ باب کت
در پمپ باب کت، خرابیهای متداول میتواند عملکرد دستگاه را کاهش دهد و باعث توقف غیرمنتظره شود. شناسایی سریع علائم و انجام تعمیرات دقیق، عمر مفید پمپ را افزایش میدهد و از هزینههای اضافی جلوگیری میکند. مشکلات رایج شامل نشت روغن، کاهش فشار هیدرولیک، صدای غیرعادی و لرزش بیش از حد هستند. بررسی دورهای فیلترها، اتصالات و سطوح روغن، به تشخیص به موقع خرابی کمک میکند. استفاده از قطعات اصلی و روانکاری مناسب، عملکرد بهینه پمپ را تضمین میکند. تعمیرات فوری باید توسط تکنسین متخصص انجام شود تا ایمنی و کارایی سیستم حفظ شود.
- 1. نشت روغن: بررسی واشرها و اتصالات و تعویض قطعات فرسوده.
- 2. کاهش فشار هیدرولیک: کنترل فیلترها و پاکسازی مسیر روغن.
- 3. صدای غیرعادی: بررسی پروانه و شافت برای خوردگی یا آسیب مکانیکی.
- 4. لرزش بیش از حد: تراز کردن پمپ و چک کردن پایههای نصب.
- 5. دمای بالا: کنترل سطح روغن و اطمینان از گردش مناسب خنککننده.
- 6. کند شدن عملکرد: بررسی فشار ورودی و خروجی و تست شیرهای کنترلی.
- 7. انسداد فیلتر: تعویض دورهای فیلترها برای جلوگیری از کاهش راندمان.
راهنمای نگهداری و افزایش عمر پمپ vickers pump 25v17a
نگهداری صحیح پمپ Vickers مدل 25V17A باعث افزایش عمر مفید و حفظ عملکرد بهینه سیستم هیدرولیک میشود. بررسی دورهای سطح روغن، تعویض به موقع فیلترها و روانکاری صحیح اجزای داخلی، از مهمترین اقدامات نگهداری هستند. کنترل دمای کاری و فشار سیستم به تشخیص مشکلات زودهنگام کمک میکند. همچنین، بررسی نشتیها، شافت و کوپلینگها از آسیب دیدگی قطعات جلوگیری میکند. استفاده از قطعات اصلی و رعایت دستورالعملهای تولیدکننده تضمینکننده پایداری عملکرد پمپ است. ثبت زمانبندی سرویسها و انجام تعمیرات پیشگیرانه، ریسک خرابی ناگهانی را کاهش میدهد و باعث صرفهجویی در هزینههای تعمیر و نگهداری میشود.
| شماره | نوع نگهداری | جزئیات اقدام | فواصل پیشنهادی |
|---|---|---|---|
| 1 | بررسی سطح روغن | کنترل سطح روغن هیدرولیک و تکمیل یا تعویض در صورت کاهش | هفتگی |
| 2 | تعویض فیلتر | پاکسازی یا تعویض فیلتر ورودی و خروجی برای جلوگیری از گرفتگی | هر 500 ساعت کارکرد |
| 3 | بازرسی نشتی | بررسی اتصالات، شلنگها و شیرها برای تشخیص هرگونه نشت روغن | ماهانه |
| 4 | کنترل دما و فشار | اندازهگیری دمای کاری و فشار سیستم برای پیشگیری از آسیب حرارتی | هر شیفت کاری |
| 5 | بازرسی مکانیکی | بررسی شافت، کوپلینگ و پروانه برای اطمینان از عدم خوردگی یا سایش | سه ماه یکبار |
| 6 | سرویس دورهای | اجرای سرویس کامل شامل روغنکاری، تمیزکاری و بررسی قطعات داخلی | هر 1000 ساعت کارکرد |
بررسی تخصصی پمپ vickers pumps 2520v و نکات انتخاب مهندسی
پمپ Vickers مدل 2520V یکی از راهکارهای قدرتمند در سیستمهای هیدرولیک فشار بالا است و برای کاربردهای صنعتی سنگین مناسب است. طراحی پرهای آن، دبی ثابت و فشار پایدار را تضمین میکند. انتخاب این پمپ نیازمند بررسی پارامترهایی از جمله دبی مورد نیاز، فشار کاری، دمای محیط و نوع سیال است. همچنین، راندمان حجمی، طول عمر قطعات و قابلیت سرویس دورهای از نکات کلیدی مهندسی در انتخاب صحیح محسوب میشوند. بررسی تطابق پمپ با استانداردهای بینالمللی و استفاده از قطعات اصلی، عملکرد پایدار و کاهش خرابی ناگهانی را تضمین میکند.
- 1. دبی کاری: 2520V برای دبی 20 تا 100 لیتر در دقیقه با فشار 210 بار مناسب است.
- 2. فشار عملیاتی: تحمل فشار تا 250 بار با حداقل افت راندمان.
- 3. راندمان حجمی: حدود 92 درصد در شرایط استاندارد با کمترین نشتی داخلی.
- 4. محدوده دمایی: عملکرد پایدار بین 0 تا 80 درجه سانتیگراد.
- 5. نوع سیال: مناسب برای روغنهای هیدرولیک استاندارد ISO VG 32 تا 68.
- 6. سرویس و نگهداری: تعویض فیلتر هر 500 ساعت و بازبینی شافت هر 1000 ساعت.
- 7. مقایسه مهندسی: نسبت به مدلهای مشابه، فشار پایدارتر و عمر طولانیتر ارائه میدهد.
فاکتورهای موثر بر خرید و قیمت پمپ توزایران ۵ لیتر
انتخاب و قیمت پمپ توزایران ۵ لیتر وابسته به پارامترهای فنی و اقتصادی است. ظرفیت واقعی پمپ، فشار کاری، جنس بدنه و مواد مصرفی در عملکرد و طول عمر آن تاثیر مستقیم دارند. برند و گارانتی محصول، هزینه تعمیر و نگهداری و دسترسی به قطعات یدکی نیز در قیمتگذاری نقش دارند. همچنین، شرایط بازار، نوسان ارز و سیاستهای وارداتی میتواند قیمت نهایی را تغییر دهد. توجه به راندمان انرژی و مصرف برق، بهینهسازی هزینه عملیاتی را تضمین میکند. بررسی فنی قبل از خرید، از انتخاب نادرست جلوگیری کرده و عمر مفید دستگاه را افزایش میدهد.
- 1. ظرفیت پمپ: 5 لیتر در دقیقه با قیمت تقریبی 120 تا 150 دلار.
- 2. فشار کاری: تحمل فشار 10 تا 15 بار با افزایش قیمت 10 تا 15 درصد.
- 3. جنس بدنه: فولاد ضد زنگ یا چدن؛ فولاد ضد زنگ حدود 20 درصد گرانتر.
- 4. راندمان انرژی: پمپ با راندمان بالاتر حدود 10 تا 20 دلار بیشتر قیمت دارد.
- 5. برند و گارانتی: محصولات با گارانتی 12 ماهه 15 تا 25 دلار بالاتر هستند.
- 6. دسترسی به قطعات یدکی: پمپهایی با قطعات استاندارد هزینه نگهداری کمتری دارند.
- 7. شرایط بازار و نوسان ارز: ممکن است قیمت دلاری بین 120 تا 180 دلار تغییر کند.
مشخصات فنی و کاربردهایپمپ هیدرولیک توزایران ۸۷لیتر
پمپ هیدرولیک توزایران ۸۷ لیتر یکی از مدلهای صنعتی پرکاربرد در سیستمهای قدرت هیدرولیکی است که برای مصارف سنگین طراحی شده است. این پمپ دارای دبی خروجی بالا و فشار کاری ثابت بوده و در ماشینآلات عمرانی، خطوط تولید و سیستمهای تزریق هیدرولیک استفاده میشود. طراحی دقیق شافت و پوسته فولادی آن مقاومت بالا در برابر دما و سایش را تضمین میکند. استفاده از روغنهای استاندارد ISO VG 46 تا 68 باعث بهبود راندمان و افزایش عمر مفید پمپ میشود. این مدل برای کاربردهایی با نیاز به جریان پیوسته و فشار پایدار توصیه میشود.
| شماره | مشخصه فنی | توضیحات مهندسی | واحد اندازهگیری |
|---|---|---|---|
| 1 | دبی خروجی | 87 لیتر در دقیقه در فشار کاری 210 بار | لیتر بر دقیقه |
| 2 | حداکثر فشار کاری | 250 بار با راندمان حجمی 90 درصد | بار |
| 3 | توان ورودی | حدود 18.5 کیلووات در سرعت 1500 دور در دقیقه | کیلووات |
| 4 | نوع سیال | روغن هیدرولیک ISO VG 46 یا VG 68 | استاندارد ISO |
| 5 | دمای کاری | بین 0 تا 80 درجه سانتیگراد | °C |
| 6 | کاربردهای صنعتی | ماشینآلات سنگین، سیستمهای تزریق، خطوط تولید، پرسهای هیدرولیک | - |
بررسی تخصصی پمپ پیستونی Pump Vickers pvq و نکات انتخاب مهندسی
پمپ پیستونی Vickers مدل PVQ یکی از گزینههای دقیق و کارآمد در سیستمهای هیدرولیک صنعتی است که برای عملکرد مداوم و فشار بالا طراحی شده است. این پمپ با طراحی محوری و کنترل جریان متغیر، قابلیت تنظیم دبی و فشار را با دقت بالا فراهم میکند. انتخاب صحیح مدل PVQ باید بر اساس فشار کاری، حجم جابجایی، نوع سیال و دمای محیط انجام شود. ویژگیهایی مانند راندمان حجمی بالا، صدای کم و دوام بالا، آن را برای کاربردهای دقیق در ماشینآلات CNC، سیستمهای تزریق و خطوط تولید مناسب میسازد. استفاده از قطعات اصلی و تنظیم دقیق سیستم کنترل جریان، عملکرد پایدار و عمر مفید طولانیتری را تضمین میکند.
- 1. دبی متغیر: بین 10 تا 94 لیتر در دقیقه قابل تنظیم در مدلهای مختلف PVQ.
- 2. فشار کاری: حداکثر فشار عملیاتی تا 210 بار با پایداری راندمان 92 درصد.
- 3. سرعت ورودی مجاز: بین 600 تا 1800 دور در دقیقه برای کنترل بهینه جریان.
- 4. محدوده دمایی کاری: 0 تا 80 درجه سانتیگراد با روغنهای ISO VG 32 تا 68.
- 5. صدای عملکرد: حدود 62 دسیبل در فشار نامی با طراحی ضد لرزش.
- 6. مقایسه فنی: نسبت به پمپ PVH راندمان بالاتر و مصرف انرژی 8 درصد کمتر دارد.
- 7. سرویس و نگهداری: هر 1000 ساعت بازبینی کامل و تعویض فیلتر برای حفظ فشار پایدار.
راهنمای خرید و قیمت پمپ پیستونی Pump vickers pvh
پمپ پیستونی Vickers مدل PVH یکی از پرکاربردترین پمپهای فشار بالای هیدرولیکی در صنایع سنگین و ماشینآلات دقیق است. این پمپ با طراحی محوری و کنترل جریان متغیر، دقت عملکرد بالا و بازده انرژی بهینه را فراهم میکند. در انتخاب این پمپ باید عواملی مانند فشار کاری، حجم جابجایی، نوع سیال و توان موتور در نظر گرفته شود. استفاده از روغن استاندارد ISO VG 46 و نگهداری دورهای، عمر مفید پمپ را تا بیش از 10,000 ساعت افزایش میدهد. قیمت پمپ PVH با توجه به ظرفیت، مدل و کشور سازنده متفاوت است و نوسان ارزی نیز بر هزینه نهایی تأثیر مستقیم دارد.
- 1. مدل PVH 57: ظرفیت 57 لیتر در دقیقه با فشار کاری 210 بار - حدود قیمت 950 تا 1100 دلار.
- 2. مدل PVH 74: دبی 74 لیتر در دقیقه با راندمان 90 درصد - حدود 1150 تا 1300 دلار.
- 3. مدل PVH 98: دبی بالا برای سیستمهای سنگین تا 98 لیتر در دقیقه - حدود 1350 تا 1550 دلار.
- 4. محدوده فشار کاری: 160 تا 250 بار بسته به مدل - تفاوت قیمت حدود 10 تا 15 درصد.
- 5. جنس پوسته: چدن ضد سایش با مقاومت حرارتی بالا - افزایش قیمت حدود 8 درصد نسبت به مدل فولادی.
- 6. سازگاری روغن: مناسب برای روغنهای ISO VG 32 تا 68 با دمای کاری 0 تا 80 درجه سانتیگراد.
- 7. گارانتی و خدمات: محصولات با گارانتی 12 ماهه حدود 50 تا 80 دلار گرانتر هستند.
مشخصات فنی و کاربردهای پمپ پیستونی vickers pump pvb10
پمپ پیستونی Vickers مدل PVB10 یکی از پمپهای دقیق و کارآمد در سیستمهای هیدرولیک صنعتی است که برای فشار متوسط تا بالا طراحی شده است. این پمپ با جابجایی متغیر و کنترل دقیق جریان، عملکردی نرم و کمصدا را ارائه میدهد. بدنه مقاوم چدنی و طراحی کامپکت آن، نصب آسان در سیستمهای هیدرولیکی مختلف را ممکن میسازد. دقت بالا در تنظیم فشار و دبی، آن را برای ماشینآلات تزریق پلاستیک، سیستمهای CNC و تجهیزات پرس هیدرولیک ایدهآل کرده است. استفاده از روغنهای هیدرولیک استاندارد و سرویس منظم، طول عمر پمپ را تا بیش از 12,000 ساعت تضمین میکند.
| شماره | مشخصه فنی | توضیحات مهندسی | واحد اندازهگیری |
|---|---|---|---|
| 1 | حجم جابجایی | حدود 10 سانتیمتر مکعب در هر دور چرخش | cm³/rev |
| 2 | دبی خروجی | حداکثر 38 لیتر در دقیقه در 1500 دور در دقیقه | L/min |
| 3 | حداکثر فشار کاری | تا 210 بار با کنترل جریان پایدار | bar |
| 4 | سرعت ورودی مجاز | بین 600 تا 1800 دور در دقیقه برای عملکرد بهینه | rpm |
| 5 | راندمان حجمی | حدود 91 درصد در فشار نامی | % |
| 6 | نوع سیال کاری | روغن هیدرولیک ISO VG 32 تا 68 | استاندارد ISO |
| 7 | کاربردهای صنعتی | ماشینآلات CNC، سیستمهای تزریق، تجهیزات پرس و خطوط مونتاژ دقیق | - |
مقایسه فاکتورهای کیفی و عملکردپمپ پیستونی توزایران ۱۶ لیتر با مدل های مشابه
پمپ پیستونی توزایران ۱۶ لیتر یکی از گزینههای پرکاربرد در سیستمهای هیدرولیک صنعتی است که با طراحی دقیق و بازده بالا ساخته شده است. این پمپ با دبی ۱۶ لیتر در دقیقه و فشار کاری ۲۱۰ بار، عملکردی پایدار و راندمان قابلاعتماد ارائه میدهد. در مقایسه با مدلهای مشابه خارجی، مصرف انرژی کمتر و هزینه نگهداری پایینتری دارد. بدنه فولادی مقاوم و سیستم آببندی دقیق، دوام آن را در شرایط سخت کاری افزایش میدهد. همچنین، از نظر نویز، پمپ توزایران حدود ۵ دسیبل صدای کمتری نسبت به مدلهای همرده دارد که برای خطوط تولید دقیق مزیت محسوب میشود.
| شماره | فاکتور فنی | پمپ توزایران ۱۶ لیتر | مدل مشابه خارجی (Vickers / Rexroth) | توضیح مهندسی |
|---|---|---|---|---|
| 1 | دبی خروجی | 16 لیتر در دقیقه | 15 تا 17 لیتر در دقیقه | دقت دبی توزایران ±2 درصد در فشار نامی |
| 2 | فشار کاری | 210 بار | 250 بار | مناسب برای کاربردهای متوسط تا سنگین صنعتی |
| 3 | راندمان حجمی | 89 درصد | 92 درصد | تفاوت جزئی به دلیل طراحی محفظه داخلی |
| 4 | نویز کاری | 62 دسیبل | 67 دسیبل | پمپ توزایران صدای کمتر و لرزش پایینتر دارد |
| 5 | جنس بدنه | فولاد سختکاری شده | چدن خاکستری | افزایش مقاومت در برابر سایش و دمای بالا |
| 6 | هزینه نگهداری سالیانه | حدود 120 دلار | بیش از 180 دلار | قطعات داخلی در بازار داخلی در دسترستر هستند |
| 7 | طول عمر متوسط | 10,000 ساعت | 12,000 ساعت | در صورت سرویس منظم اختلاف کارایی ناچیز است |
فاکتورهای موثر بر خرید و قیمت پمپ پیستونی فشار قوی ۲۱ لیتر توزایران
-
ظرفیت و دبی واقعی (Flow Rate)
دبی اسمی 21 لیتر بر دقیقه است. انحراف تولیدی ±5 درصد می تواند قیمت را ۰ تا ۵٪ تغییر دهد.
اثر قیمت تقريبی: افزایش کاربری تا $0–$150 بسته به نیاز تنظیم دقیق جریان.
-
فشار کاری و حداکثر فشار طراحی
فشار کاری و حداکثر فشار تعیین کننده ابعاد پیستون و پوشش ها هستند.
اثر قیمت تقريبی: ارتقا از 150 بار به 300 بار معمولاً $200–$800 افزایش قیمت دارد.
-
نوع ماده و پوشش اجزا (متریال)
استفاده از فولاد ضدزنگ AISI 316 هزینه را بیشتر می کند.
اثر قیمت تقريبی: فولاد ضدزنگ +$300–$900 نسبت به فولاد کربنی پوششدار.
-
تعداد و نوع پیستون یا پلانجر
پمپ های چند پیستونه توازن بهتری دارند اما گران تر هستند.
اثر قیمت تقريبی: تبدیل از یک پیستون به سه پلانجر $400–$1200 افزایش می دهد.
-
دقت ساخت و تلورانس ها
تلورانس های سختگیرانه تر عمر و راندمان را افزایش می دهند.
اثر قیمت تقريبی: تلورانس بالاتر معمولا ۵ تا ۱۵٪ افزایش هزینه تولید ایجاد می کند.
-
استانداردها، گریدها و گواهی نامه ها
وجود گواهی های بین المللی هزینه اسناد و بازرسی را بالا می برد.
اثر قیمت تقريبی: CE یا ISO معمولا $150–$600 به قیمت پایه اضافه می کند.
-
واحد درایو و اتصال (موتور، گیربکس، کوپلینگ)
انتخاب موتور استاندارد یا موتور ضد انفجار بر هزینه و ابعاد تاثیر دارد.
اثر قیمت تقريبی: موتور استاندارد تا $800؛ موتور ضد انفجار +$1000–$3000.
-
هزینه نگهداری و قطعات یدکی
دسترسی به قطعات یدکی و هزینه سالانه سرویس از هزینه چرخه عمر تاثیر می پذیرد.
اثر قیمت تقريبی: هزینه نگهداری سالانه معمولی $150–$700، و بسته یدکی اولیه $80–$400.
-
هزینه حمل، بسته بندی و واردات
وزن و حجم و شرایط بسته بندی فشار قوی قیمت نهایی را تغییر می دهند.
اثر قیمت تقريبی: حمل و واردات بین $50–$700 بسته به مسافت و بیمه.
-
تضمین و خدمات پس از فروش
گارانتی بلندمدت و قراردادهای سرویس هزینه اولیه را بالا می برد.
اثر قیمت تقريبی: گارانتی دو تا پنج سال معمولا $100–$600 افزایش دارد.
-
برند، محل تولید و بازار هدف
برندهای شناخته شده و تولید اروپایی معمولاً پرهزینه تر هستند.
اثر قیمت تقريبی: اختلاف برند و کشور تولید می تواند $200–$1500 یا بیشتر باشد.
-
قیمت نهایی نمونه مهندسی (برآورد کلی)
قیمت پایه یک پمپ پیستونی فشار قوی 21 لیتر معمولا بین $900 تا $3500 است.
قیمت نهایی با 옵션 های بالا می تواند تا $6000 یا بیشتر برسد.
نکات مهندسی برای برآورد دقیق تر
برای برآورد دقیق هزینه، پارامترهای زیر را جمع آوری کنید: فشار کاری دقیق، دمای سیال، خورندگی سیال و نیاز دوره سرویس.
با این اطلاعات می توان برآورد عددی هزینه قطعات، تست و نصب را به دقت محاسبه کرد.
مقایسه فاکتورهای کیفی و عملکرد پمپ Rexroth DBAW 40 با مدل های مشابه
پمپ Rexroth DBAW 40 از نظر پایداری فشار، طول عمر کاری و دقت کنترل در میان مدل های مشابه در کلاس 40 لیتری عملکردی ممتاز دارد. این مدل با طراحی سوپاپی دقیق و سیستم بالانس داخلی، افت فشار زیر 1.8 درصد در محدوده کاری 250 تا 350 بار را حفظ می کند. در مقایسه با برندهای مشابه مانند Parker D3W و Yuken BT-40، میزان نویز صوتی کمتر از 68 دسی بل و راندمان حجمی بیش از 94 درصد دارد. عمر متوسط کاری این پمپ در شرایط تست صنعتی حدود 18,000 ساعت ثبت شده است که حدود 12 درصد بیشتر از میانگین بازار است.
| ویژگی فنی | Rexroth DBAW 40 | Parker D3W 40 | Yuken BT-40 | Denison T6CC |
|---|---|---|---|---|
| فشار کاری نامی (Bar) | 350 | 315 | 300 | 320 |
| راندمان حجمی (%) | 94.2 | 91.5 | 90.8 | 92.6 |
| نویز صوتی (dB) | 68 | 72 | 74 | 71 |
| عمر متوسط کاری (ساعت) | 18000 | 16000 | 14500 | 15500 |
| دقت کنترل فشار (%) | ±0.8 | ±1.2 | ±1.5 | ±1.0 |
| هزینه تقریبی (USD) | 1250–1650 | 1100–1500 | 950–1300 | 1200–1600 |
راهنمای خرید و قیمت پمپ rexroth dbw 30
پمپ Rexroth DBW 30 یکی از پرکاربردترین شیرهای کنترل فشار هیدرولیکی در سیستم های صنعتی سنگین است. این مدل با ظرفیت عبور جریان تا 300 لیتر بر دقیقه و فشار کاری نامی 315 بار، دقت بالایی در کنترل فشار ارائه می دهد. طراحی ماژولار آن امکان نصب مستقیم روی بلوک هیدرولیک و تطبیق با سیستم های برقی یا دستی را فراهم می کند. در انتخاب این پمپ باید به نوع سیال، دمای محیط، سایز پورت ها و مدل سلونوئید توجه شود. محدوده قیمت بین 850 تا 1450 دلار بسته به نسخه و نوع کویل متغیر است.
- فشار کاری نامی: 315 بار ±2٪
- دبی عبوری مجاز: حداکثر 300 لیتر در دقیقه
- نوع کنترل: الکترومغناطیسی یا مکانیکی دو مرحله ای
- ولتاژ کویل: 12V DC / 24V DC / 220V AC
- دمای کاری سیال: 10- تا 80 درجه سانتی گراد
- نوع نصب: مانيفولد یا بلوک استاندارد CETOP 7
- متریال بدنه: چدن خاکستری با پوشش ضد خوردگی نیکل یا فسفات
- وزن خالص: حدود 7.5 کیلوگرم
- قیمت تقریبی: از 850 تا 1450 دلار بسته به کشور تولید و نوع سلونوئید
- کاربرد صنعتی: پرس هیدرولیک، سیستم های تزریق، ماشین ابزار و خطوط اتوماسیون
مقایسه مهندسی پمپ rexroth dbaw 25 با سایر مدل های مشابه
پمپ Rexroth DBAW 25 از نظر دقت کنترل فشار و پایداری حرارتی یکی از مدل های بهینه در رده 25 لیتری محسوب می شود. این مدل با فشار کاری نامی 315 بار و راندمان حجمی 93.8 درصد عملکردی قابل اعتماد در سیستم های هیدرولیکی دقیق ارائه می دهد. مقایسه مهندسی با برندهای Parker، Yuken و Denison نشان می دهد که DBAW 25 در بازه دمایی 10- تا 80 درجه سانتی گراد کمترین افت راندمان را دارد. سطح نویز صوتی آن حدود 69 دسی بل است که نسبت به میانگین بازار حدود 5 درصد کمتر است. طول عمر مفید این مدل حدود 16,500 ساعت ثبت شده که معادل افزایش 10 درصدی نسبت به میانگین رقبا است.
| ویژگی فنی | Rexroth DBAW 25 | Parker D1VW 25 | Yuken BT-25 | Denison T6C |
|---|---|---|---|---|
| فشار کاری نامی (Bar) | 315 | 300 | 280 | 300 |
| راندمان حجمی (%) | 93.8 | 91.2 | 90.4 | 92.0 |
| نویز صوتی (dB) | 69 | 73 | 75 | 71 |
| دقت کنترل فشار (%) | ±0.9 | ±1.3 | ±1.6 | ±1.1 |
| عمر کاری متوسط (ساعت) | 16500 | 14800 | 13800 | 15000 |
| وزن خالص (کیلوگرم) | 6.8 | 7.2 | 6.5 | 7.0 |
| محدوده قیمت تقریبی (USD) | 950–1350 | 900–1300 | 850–1200 | 950–1400 |
مزایا و معایب خرید پمپ دنده ای GPM Hydraulic Pump
پمپ دنده ای GPM Hydraulic Pump به عنوان یکی از گزینه های اقتصادی و پایدار در سیستم های هیدرولیک کم تا متوسط فشار شناخته می شود. این پمپ با راندمان حجمی حدود 88 تا 92 درصد، قابلیت کارکرد مداوم در فشار کاری 180 تا 250 بار را دارد. طراحی ساده و ابعاد فشرده آن موجب کاهش هزینه نگهداری و نصب می شود. با این حال در کاربردهای دقیق با نیاز به دقت فشار بالا، افت عملکرد تا 6 درصد مشاهده می گردد. طول عمر میانگین 9000 تا 12000 ساعت و هزینه خرید بین 420 تا 720 دلار بسته به مدل و سایز است.
- فشار کاری نامی: 180 تا 250 بار (وابسته به مدل)
- راندمان حجمی: 88 تا 92 درصد در دمای 40 تا 60 درجه سانتی گراد
- نویز صوتی متوسط: حدود 72 دسی بل در فشار نامی
- دبی خروجی: 10 تا 80 لیتر در دقیقه با سرعت محور 1500 rpm
- وزن تقریبی: 4.5 تا 8.2 کیلوگرم بسته به حجم جابجایی
- طول عمر کاری: میانگین 9000 تا 12000 ساعت در سرویس پیوسته
- مزایای اصلی: قیمت پایین، تعمیر آسان، سازگاری با سیالات متنوع، قابلیت نصب افقی و عمودی
- معایب فنی: افت راندمان در فشار بالا، حساسیت به ذرات، نوسان جزئی دبی خروجی
- محدوده قیمت جهانی: 420 تا 720 دلار (بسته به گشتاور و سایز محور)
مشخصات فنی و کاربردهای پمپ پیستونی vickers pump pvb5
پمپ پیستونی Vickers PVB5 یکی از مدل های دقیق و قابل اعتماد در سیستم های هیدرولیک فشار متوسط تا بالا محسوب می شود. این پمپ دارای حجم جابجایی متغیر 4.9 سانتی متر مکعب بر دور است و می تواند تا فشار کاری 210 بار به طور پیوسته عمل کند. راندمان حجمی میانگین آن حدود 93 درصد بوده و قابلیت کار در سرعت های 600 تا 1800 دور بر دقیقه را دارد. طراحی بدنه چدنی با سیستم جبران نشتی داخلی موجب افزایش طول عمر تا 16000 ساعت می شود. از این مدل در ماشین ابزار، سیستم های قالب گیری تزریقی، تجهیزات راهسازی و مدارهای کنترل موقعیت دقیق استفاده می شود.
| پارامتر فنی | مقدار عددی | واحد | توضیح مهندسی |
|---|---|---|---|
| حجم جابجایی | 4.9 | cm³/rev | میزان سیال پمپ شده در هر دور محور |
| فشار کاری نامی | 210 | Bar | فشار پیوسته مجاز برای عملکرد مداوم |
| فشار بیشینه لحظه ای | 240 | Bar | حداکثر فشار قابل تحمل در شرایط گذرا |
| دامنه سرعت محور | 600–1800 | rpm | محدوده مجاز سرعت برای راندمان بهینه |
| راندمان حجمی | 93 | % | بازده انتقال حجم در شرایط بار نامی |
| دمای کاری سیال | –10 تا +80 | °C | محدوده مجاز دمای سیال هیدرولیکی |
| وزن تقریبی | 11.2 | kg | وزن خالص پمپ با کوپلینگ استاندارد |
| طول عمر کاری | 16000 | ساعت | میانگین زمان سرویس پیش از تعمیر اصلی |
| کاربردهای صنعتی | ماشین ابزار، خطوط تزریق پلاستیک، تجهیزات راهسازی، سیستم های فرمان و مدارهای هیدرولیک کنترل دقیق | ||
فاکتورهای موثر بر خرید و قیمت پمپ پیستونی هیدرولیک vickers pvh 74
-
نسخه و مشخصه فنی (Displacement و Pressure)
ظرفیت جابجایی بر دقیقه و فشار کاری بیشترین تاثیر را دارد. مدل های با جابجایی بالاتر و فشار 3000+ psi گرانترند. حدود قیمت: $4,500 - $10,500 برای پمپ نو OEM با جابجایی و فشار بالا.
-
کنترل و گزینه های سروو یا متغیر
وجود کنترل سروو یا کنترل متغیر (PVH variable) قیمت پایه را بالا می برد. نصب کنترل الکترونیکی و سنسورها هزینه افزایشی دارد. هزینه تقریبی ماژول کنترل: $800 - $4,000.
-
کیفیت ساخت و مواد (محرک ها، بلبرینگ، آبکاری)
آلیاژها و پوشش های ضدخورندگی قیمت را تغییر می دهند. نسخه های با تحمل حرارتی و آبکاری مخصوص گرانتر هستند. اختلاف قیمت تخمینی: افزایش تا 20% نسبت به نسخه استاندارد.
-
وضعیت قطعه: نو، بازسازی شده یا کارکرده
پمپ نو OEM بیشترین قیمت را دارد. پمپ بازسازی شده (reman) ارزان تر و قابل اطمینان است. قیمت تقریبی بازسازی: $1,200 - $3,800. پمپ کارکرده ممکن است زیر $1,000 باشد.
-
دقت و نیاز به تست و گواهی
نیاز به تست کارخانه ای، گواهی عملکرد و رپورت تست موجب افزایش قیمت می شود. هزینه صدور گواهی و تست: $150 - $800 بسته به سطح مستندسازی.
-
قطعات یدکی و کیت تعمیر
قیمت کیت اورینگ، رینگ ها و پیستون بسته به نوع و موجودی متفاوت است. کیت تعمیر کامل معمولا بین $200 - $1,200 قیمت دارد.
-
عرضه کننده و نوع تامین (OEM رسمی یا پس از فروش)
تامین از نمایندگی رسمی معمولاً گارانتی و پشتیبانی بهتر دارد. تفاوت قیمت OEM و aftermarket می تواند 15% تا 40% باشد.
-
هزینه حمل و گمرک و بیمه
ارسال بین المللی، بیمه و تعرفه های گمرکی هزینه کلی را افزایش می دهند. بازه تقریبی هزینه حمل و تعرفه: $150 - $2,000 بر اساس وزن و کشور مبدا.
-
نصب، راه اندازی و تنظیمات فنی
هزینه نصب و تنظیمات هیدرولیک و الکترونیک شامل ابزار و نیروی متخصص است. نصب معمولی بین $300 - $1,500 خواهد بود.
-
شرایط تامین قطعات و زمان تحویل (Lead time)
زمان تحویل طولانی ممکن است هزینه های نگهداری یا تعویض موقت را تحمیل کند. هزینه های مرتبط با تاخیر می تواند ماهیانه تا 5% از قیمت تجهیز باشد.
-
سفارشی سازی و تطابق با سیستم (شافت، فلنج، پورت)
سفارشی سازی فلنج یا شافت بر اساس ماشین کاهش یا افزایش هزینه دارد. سفارشی سازی ساده $100 - $700 و تغییرات پیچیده تا $2,000 هزینه دارد.
-
گارانتی و پشتیبانی فنی
گارانتی طولانی تر یا پکیج پشتیبانی کامل قیمت را افزایش می دهد. هزینه افزوده برای گارانتی افزایشی می تواند 5% تا 12% از قیمت پایه باشد.
علائم خرابی و راهکارهای تعمیر سریع پمپ پیستونی هیدرولیک vickers pvh 98c
خرابی پمپ پیستونی هیدرولیک Vickers PVH 98C معمولاً با کاهش دبی خروجی، افزایش دمای روغن، لرزش غیرعادی و صدای کاویتاسیون همراه است. افت فشار سیستم بیش از 15%، افزایش دمای سیال بالای 70 درجه سانتیگراد، یا نشتی بیش از 30 میلی لیتر در دقیقه از نشانه های هشدار هستند. بررسی سریع شامل اندازه گیری فشار در پورت A و B، تست نشتی داخلی و بازدید از صفحه سوئیچ است. در صورت خرابی پیستون یا بلوک سیلندر، تعمیر فوری شامل تعویض کیت داخلی و تنظیم clearance به محدوده 0.01 تا 0.03 میلی متر است. استفاده از روغن ISO VG 46 و فیلتر 10 میکرون عمر عملکردی پمپ را تا 25% افزایش می دهد.
| علائم خرابی | علت احتمالی | راهکار تعمیر سریع | زمان تعمیر تقریبی (ساعت) |
|---|---|---|---|
| کاهش فشار خروجی بیش از 15% | فرسودگی پیستون یا نشتی داخلی | تعویض پیستون و سیل ها، تست فشار مجدد | 3 تا 5 |
| افزایش دمای روغن بالای 70°C | کاهش راندمان حجمی یا انسداد فیلتر | تمیز کردن فیلتر و بررسی مسیر برگشت | 2 تا 3 |
| صدای کاویتاسیون شدید | هوای ورودی در خط مکش یا سطح روغن پایین | بررسی خط مکش و پر کردن مخزن تا سطح استاندارد | 1 تا 2 |
| لرزش مکانیکی در سرعت بالا | عدم بالانس روتور یا یاتاقان فرسوده | تعویض یاتاقان و بالانس دینامیکی مجدد | 4 تا 6 |
| نشتی خارجی بیش از 30 ml/min | خرابی اورینگ یا ترک در بدنه | تعویض اورینگ و بررسی ترک با تست Dye Penetrant | 2 تا 4 |
نکات مهم در خرید پمپ پیستونی هیدرولیک vickers pvh 74
پیش از خرید پمپ پیستونی هیدرولیک Vickers PVH 74 باید معیارهای فنی، اقتصادی و سازگاری با سیستم را دقیق بررسی کرد. انتخاب صحیح بر اساس فشار کاری، نوع کنترل و سازگاری سیال موجب افزایش طول عمر تجهیز تا 30 درصد می شود. همچنین شناخت حدود قیمت دلاری، مشخصات OEM و نیازهای کاربردی در محیط صنعتی از عوامل تعیین کننده در تصمیم خرید است.
-
تطابق فشار کاری با سیستم هیدرولیک
پمپ PVH 74 برای فشارهای پیوسته تا 250 بار و لحظه ای تا 300 بار طراحی شده است. انتخاب مدل با ظرفیت بیش از نیاز موجب کاهش راندمان می شود. قیمت مدل فشار بالا حدود $5,800 تا $9,200 است.
-
نوع کنترل دبی (Variable یا Fixed)
مدل های Variable Flow دارای کنترل هیدرومکانیکی یا الکترونیکی هستند و انعطاف عملکرد بیشتری دارند. این مدل ها حدود 20% گران تر از نوع ثابت هستند. قیمت تقریبی بین $6,000 تا $10,000 متغیر است.
-
نوع کوپلینگ و اتصال محور (Shaft Coupling)
برای جلوگیری از لرزش و شکست مکانیکی باید نوع شافت با محور موتور مطابقت کامل داشته باشد. کوپلینگ دقیق CNC هزینه ای حدود $250 تا $600 دارد.
-
گواهی اصالت و شماره سریال OEM
پمپ های اصلی Vickers دارای شماره سریال حک شده روی بدنه و کد شناسایی در فاکتور هستند. نبود سریال معتبر نشانه محصول غیر اصلی است. نسخه های تایید شده OEM معمولاً 10% گران تر هستند.
-
شرایط عملکرد در دمای محیط
اگر دمای محیط بالاتر از 45°C باشد باید از مدل با آب بندی Viton استفاده شود. این گزینه معمولاً باعث افزایش قیمت تا $500 می شود.
-
سازگاری با نوع روغن و فیلتر سیستم
پمپ PVH 74 با روغن های ISO VG 32 تا 68 عملکرد بهینه دارد. استفاده از فیلتر 10 میکرون باعث افزایش دوام تا 25% می شود. هزینه روغن و فیلتر استاندارد حدود $120 تا $250 است.
-
گارانتی، خدمات و قطعات یدکی
پمپ های با گارانتی 12 ماهه و خدمات تامین کیت تعمیر ترجیح داده می شوند. کیت کامل اورینگ و پیستون معمولاً $300 تا $900 قیمت دارد.
-
هزینه حمل و شرایط تحویل (Incoterms)
در خرید بین المللی، شرایط تحویل مانند FOB یا DDP بر قیمت کل تاثیر دارد. هزینه حمل و بیمه معمولاً بین $200 تا $1,200 متغیر است.
-
زمان تحویل و پشتیبانی فنی
پمپ های PVH 74 معمولاً زمان تحویل بین 3 تا 6 هفته دارند. انتخاب تامین کننده با پشتیبانی آنلاین فنی باعث کاهش زمان توقف سیستم می شود.
-
قیمت کلی و جمع بندی اقتصادی
قیمت میانگین پمپ پیستونی هیدرولیک Vickers PVH 74 با مشخصات استاندارد بین $5,500 تا $9,500 است. انتخاب نسخه OEM با کنترل الکترونیکی کامل حدود $10,000 تا $11,200 هزینه دارد.
راهنمای نگهداری و افزایش عمر پمپ پیستونی هیدرولیک Vickers PVH Piston Pump
نگهداری اصولی پمپ پیستونی هیدرولیک Vickers PVH شامل کنترل فشار، تمیزی روغن و بررسی دمای کاری سیستم است. دمای عملکرد مطلوب بین 35 تا 55 درجه سانتیگراد و فشار مجاز کاری تا 280 بار می باشد. هر 1000 ساعت کارکرد باید فیلتر و وضعیت روغن از نظر آلودگی ISO 4406 بررسی شود. نشتی بیش از 25 میلی لیتر در دقیقه یا افزایش نویز بیش از 3 دسی بل نشانه نیاز به سرویس است. تنظیم فاصله داخلی پیستون ها در محدوده 0.02 تا 0.04 میلی متر و تعویض اورینگ های فرسوده باعث افزایش عمر پمپ تا 30 درصد می شود.
| بازه زمانی سرویس | عملیات نگهداری | محدوده عددی یا شاخص کنترل | تأثیر بر عمر مفید (%) |
|---|---|---|---|
| هر 250 ساعت | بررسی سطح روغن و دمای عملکرد | 35°C تا 55°C و سطح روغن 90% ظرفیت مخزن | افزایش عمر تا 10% |
| هر 500 ساعت | تمیز کردن فیلتر برگشت و مکش | فیلتر با دقت 10 میکرون | افزایش عمر تا 15% |
| هر 1000 ساعت | تست فشار خروجی و کنترل نشتی | فشار نرمال 250 تا 280 بار و نشتی کمتر از 25 ml/min | افزایش عمر تا 20% |
| هر 2000 ساعت | بازرسی داخلی پیستون و تعویض اورینگ ها | کلیرنس بین 0.02 تا 0.04 میلی متر | افزایش عمر تا 30% |
| سالانه | کالیبراسیون سیستم کنترل و سنسور فشار | انحراف مجاز حداکثر ±1% از فشار تنظیمی | افزایش عمر تا 35% |
مشخصات فنی و کاربردهای پمپ rexroth dbaw 15
پمپ Rexroth DBAW 15 یک پمپ پیستونی شعاعی با راندمان بالا است. ظرفیت جریان آن بین 4 تا 15 لیتر بر دقیقه و فشار کاری تا 210 بار است. طراحی فشرده و وزن 12 کیلوگرم امکان نصب در سیستم های هیدرولیک کوچک و متوسط را فراهم می کند. این پمپ برای ماشین آلات صنعتی، سیستم های پرس هیدرولیک، تجهیزات کشاورزی و خطوط تزریق پلاستیک کاربرد دارد. بازه دمای کاری روغن بین 20 تا 80 درجه سانتیگراد و میزان نویز زیر 65 دسی بل عملکرد پایدار را تضمین می کند.
| ویژگی | مشخصات عددی | کاربردها |
|---|---|---|
| نوع پمپ | پیستونی شعاعی (Radial Piston) | ماشین آلات صنعتی و پرس هیدرولیک |
| ظرفیت جریان | 4 - 15 لیتر بر دقیقه | تامین جریان دقیق برای سیستم های هیدرولیک کوچک و متوسط |
| فشار کاری | حداکثر 210 بار | سیستم های تزریق پلاستیک و پرس صنعتی |
| دمای عملکرد روغن | 20°C تا 80°C | محیط های صنعتی با دمای متغیر |
| میزان نویز | کمتر از 65 dB | کاربرد در محیط های صنعتی با نیاز به نویز پایین |
| وزن | حدود 12 کیلوگرم | نصب آسان در سیستم های جمع و جور |
| نوع روغن توصیه شده | ISO VG 32-68 | تامین روانکاری و افزایش عمر مفید پمپ |
مزایا و معایب خرید پمپ پیستونی هیدرولیک vickers pvh series hydraulic pumps
پمپ های پیستونی هیدرولیک Vickers PVH Series دارای راندمان حجمی بالا و توانایی کار در فشارهای تا 320 بار هستند. عمر مفید بالای 20,000 ساعت در شرایط کاری استاندارد، مصرف انرژی پایین و قابلیت کنترل دبی متغیر از مزایای اصلی محسوب می شود. با این حال، هزینه اولیه خرید بالاتر از پمپ های دنده ای و پیچیدگی نصب و نگهداری از معایب آن است. نیاز به روغن با کیفیت ISO VG 46 و فیلتر دقیق 10 میکرون برای جلوگیری از سایش سریع اجزای داخلی ضروری است. انتخاب مناسب مدل و تطابق با سیستم هیدرولیک موجب کاهش هزینه های تعمیر و افزایش بهره وری سیستم تا 25 درصد می شود.
لیست مقایسهای مزایا و معایب
- راندمان حجمی: 88% تا 95%؛ مزیت: کاهش مصرف انرژی، معایب: نیاز به نگهداری دقیق روغن.
- فشار کاری: تا 320 بار؛ مزیت: مناسب برای سیستم های صنعتی سنگین، معایب: نصب پیچیده و هزینه بالای اولیه.
- کنترل دبی: متغیر ±5% دقت؛ مزیت: انعطاف در جریان، معایب: ماژول کنترل اضافه هزینه $800 - $2,000.
- عمر مفید: تا 20,000 ساعت کاری؛ مزیت: دوام بالا، معایب: نیاز به سرویس دوره ای هر 1,000 ساعت.
- محدودیت روغن: ISO VG 32-68؛ مزیت: کاهش سایش، معایب: هزینه بالاتر برای روغن استاندارد.
- هزینه اولیه: $5,500 - $10,500؛ مزیت: عملکرد حرفه ای، معایب: سرمایه گذاری اولیه بالا.
- نویز و لرزش: کمتر از 70 dB؛ مزیت: محیط کاری آرام، معایب: حساسیت به نصب نامناسب و عدم بالانس شافت.
استانداردهای ساخت و کنترل کیفیت پمپ پیستونی هیدرولیک vickers pvh 45
پمپ پیستونی هیدرولیک Vickers PVH 45 تحت استاندارد ISO 9001 و استانداردهای بین المللی ISO 4401 طراحی و تولید می شود. دقت تولید اجزای داخلی کمتر از ±0.01 میلی متر و تست فشار عملکرد تا 280 بار انجام می گیرد. کنترل کیفیت شامل اندازه گیری دبی خروجی، راندمان حجمی و تست نشتی داخلی است. هر پمپ قبل از بسته بندی تحت تست دمایی 20°C تا 70°C و نویز کمتر از 68 دسی بل قرار می گیرد. رعایت استانداردهای سطح آبکاری، تحمل حرارتی و یاتاقان موجب افزایش عمر مفید پمپ تا 20,000 ساعت کاری می شود.
- استاندارد طراحی: ISO 4401 و ISO 9001؛ تضمین سازگاری با سیستم های هیدرولیک صنعتی.
- دقت تولید: ±0.01 میلی متر؛ مزیت: کاهش نشتی داخلی و افزایش راندمان حجمی.
- تست فشار: تا 280 بار؛ مزیت: اطمینان از عملکرد در شرایط کاری شدید.
- تست دبی و راندمان: 95% ± 2%؛ مزیت: عملکرد پایدار و کاهش مصرف انرژی.
- تست نشتی داخلی: کمتر از 25 ml/min؛ مزیت: کاهش سایش پیستون و بلوک سیلندر.
- کنترل دمای عملکرد: 20°C تا 70°C؛ مزیت: جلوگیری از تخریب روغن و کاهش عمر قطعات.
- کنترل نویز: کمتر از 68 dB؛ مزیت: محیط کاری آرام و کاهش ارتعاشات مکانیکی.
- آبکاری و یاتاقان: استاندارد ضد خوردگی و تحمل حرارتی؛ مزیت: افزایش عمر مفید تا 20,000 ساعت.
مزایا و معایب خرید پمپ پیستونی هیدرولیک vickers pvh98
پمپ پیستونی هیدرولیک Vickers PVH98 دارای راندمان حجمی 90 تا 96 درصد و فشار کاری تا 320 بار است. توانایی کار در دمای 20 تا 75 درجه سانتیگراد و کنترل دبی متغیر ±5% از ویژگی های مهم است. مزایا شامل طول عمر بالا تا 25,000 ساعت، مصرف انرژی بهینه و قابلیت استفاده در سیستم های صنعتی پیچیده است. معایب آن شامل هزینه خرید اولیه بالا بین $6,500 تا $11,000 و نیاز به روغن استاندارد ISO VG 46 و فیلتر دقیق 10 میکرون است. انتخاب مناسب مدل و تطابق با سیستم هیدرولیک می تواند هزینه تعمیر و توقف سیستم را تا 30% کاهش دهد.
مزایا و معایب
- راندمان حجمی: 90-96%؛ مزیت: کاهش مصرف انرژی، معایب: حساس به کیفیت روغن و آلودگی سیستم.
- فشار کاری: تا 320 بار؛ مزیت: مناسب برای سیستم های صنعتی سنگین، معایب: نصب و نگهداری پیچیده.
- کنترل دبی: ±5% دقت؛ مزیت: انعطاف بالا در جریان، معایب: نیاز به ماژول کنترل اضافه $900-$2,000.
- عمر مفید: تا 25,000 ساعت؛ مزیت: دوام بالا، معایب: سرویس دوره ای هر 1,000 ساعت ضروری است.
- محدودیت روغن: ISO VG 32-68؛ مزیت: کاهش سایش داخلی، معایب: هزینه بالاتر روغن استاندارد.
- قیمت اولیه: $6,500 - $11,000؛ مزیت: عملکرد حرفه ای، معایب: سرمایه گذاری اولیه بالا.
- نویز و لرزش: <70 dB؛ مزیت: محیط کاری آرام، معایب: حساس به عدم بالانس شافت و نصب غیر استاندارد.
مشخصات فنی و کاربردهای پمپ پیستونی هیدرولیک Vickers PVH 141
پمپ پیستونی هیدرولیک Vickers PVH 141 دارای ظرفیت جریان 20 تا 60 لیتر بر دقیقه و فشار کاری تا 320 بار است. این پمپ از نوع پیستونی شعاعی با راندمان حجمی 92 تا 96 درصد است. محدوده دمای کاری روغن بین 20 تا 75 درجه سانتیگراد و نویز کمتر از 70 دسی بل عملکرد پایدار را تضمین می کند. کاربردهای اصلی شامل ماشین آلات صنعتی سنگین، سیستم های پرس هیدرولیک، خطوط تزریق پلاستیک و تجهیزات کشاورزی دقیق است. وزن تقریبی پمپ 28 کیلوگرم بوده و نصب آسان در سیستم های صنعتی متوسط و بزرگ را فراهم می کند.
| ویژگی | مشخصات عددی | کاربردها |
|---|---|---|
| نوع پمپ | پیستونی شعاعی | ماشین آلات صنعتی سنگین و پرس هیدرولیک |
| ظرفیت جریان | 20 - 60 لیتر بر دقیقه | تامین جریان دقیق برای سیستم های هیدرولیک متوسط و بزرگ |
| فشار کاری | حداکثر 320 بار | سیستم های تزریق پلاستیک و پرس صنعتی با فشار بالا |
| دمای عملکرد روغن | 20°C تا 75°C | محیط های صنعتی با تغییرات دمایی متنوع |
| راندمان حجمی | 92 - 96% | صرفه جویی انرژی و افزایش طول عمر سیستم |
| وزن | 28 کیلوگرم | نصب آسان و کاهش نیاز به نگهداری پیچیده |
| نویز | کمتر از 70 dB | محیط کاری آرام و کاهش لرزش سیستم |
| نوع روغن توصیه شده | ISO VG 32-68 | تأمین روانکاری و افزایش عمر مفید پمپ |
مقایسه فاکتورهای کیفی و عملکرد پمپ پیستونی هیدرولیک vickers pvh 57c با مدل های مشابه
پمپ پیستونی هیدرولیک Vickers PVH 57C دارای ظرفیت جریان 12 تا 35 لیتر بر دقیقه و فشار کاری تا 280 بار است. راندمان حجمی آن بین 90 تا 95 درصد قرار دارد و نویز کاری کمتر از 68 دسی بل است. نسبت به مدل های مشابه، PVH 57C از کنترل دبی دقیق تر ±5% و عمر مفید طولانی تر تا 20,000 ساعت برخوردار است. مصرف انرژی پایین و سازگاری با روغن ISO VG 32-68 از مزایای رقابتی آن محسوب می شود. با این حال، هزینه اولیه خرید بالاتر از مدل های ساده و نیاز به سرویس دوره ای منظم از معایب آن است.
| فاکتور | Vickers PVH 57C | مدل مشابه A | مدل مشابه B |
|---|---|---|---|
| ظرفیت جریان | 12 - 35 لیتر بر دقیقه | 10 - 30 لیتر بر دقیقه | 15 - 32 لیتر بر دقیقه |
| فشار کاری | حداکثر 280 بار | 250 بار | 270 بار |
| راندمان حجمی | 90 - 95% | 85 - 90% | 88 - 92% |
| کنترل دبی | ±5% | ±8% | ±7% |
| نویز | <68 dB | 70 dB | 69 dB |
| عمر مفید | تا 20,000 ساعت | تا 15,000 ساعت | تا 18,000 ساعت |
| نوع روغن توصیه شده | ISO VG 32-68 | ISO VG 32-46 | ISO VG 32-68 |
| هزینه اولیه | $5,800 - $9,200 | $4,500 - $7,500 | $5,000 - $8,500 |
نکات مهم در خرید پمپ پیستونی rexroth a4vg da
خرید پمپ Rexroth A4VG DA نیازمند بررسی فشار کاری، ظرفیت جریان، نوع کنترل دبی و شرایط محیطی است. انتخاب درست مدل باعث افزایش عمر مفید تا 25% و کاهش هزینه های تعمیرات دوره ای می شود. همچنین بررسی قیمت دلاری و تطابق با سیستم هیدرولیک موجب تصمیم گیری اقتصادی و فنی بهینه است.
-
ظرفیت جریان و فشار کاری
ظرفیت جریان از 20 تا 150 لیتر بر دقیقه و فشار کاری تا 350 بار متغیر است. قیمت حدودی مدل پایه: $6,500 - $11,000. انتخاب جریان و فشار مطابق نیاز سیستم از افزایش مصرف انرژی جلوگیری می کند.
-
نوع کنترل دبی (Variable یا Fixed)
مدل های Variable دارای کنترل دبی هیدرومکانیکی یا الکترونیکی هستند. هزینه افزوده برای کنترل متغیر: $1,000 - $3,500. این قابلیت انعطاف عملیاتی بالاتر و دقت جریان ±5% را فراهم می کند.
-
نوع اتصال و شافت
انتخاب شافت و کوپلینگ دقیق برای کاهش لرزش و افزایش عمر یاتاقان ضروری است. قیمت کوپلینگ دقیق CNC: $300 - $700.
-
کیفیت ساخت و شماره سریال OEM
پمپ های اصلی Rexroth دارای شماره سریال حک شده هستند. نسخه OEM با ضمانت و کیفیت کنترل شده 10% گران تر است.
-
دمای محیط و روغن مورد استفاده
دمای کاری مجاز 20°C تا 80°C است. استفاده از روغن ISO VG 32-68 و فیلتر 10 میکرون توصیه می شود. هزینه روغن و فیلتر: $150 - $300.
-
گارانتی و قطعات یدکی
گارانتی 12 ماهه و دسترسی به کیت تعمیر، کیفیت عملکرد را تضمین می کند. کیت کامل اورینگ و پیستون: $400 - $1,200.
-
هزینه حمل و شرایط تحویل
هزینه حمل و بیمه بین $200 - $1,500 متغیر است. انتخاب شرایط تحویل مناسب باعث کاهش هزینه های نهایی خرید می شود.
-
زمان تحویل و پشتیبانی فنی
زمان تحویل معمولی 4 تا 6 هفته است. تامین کننده با پشتیبانی فنی آنلاین موجب کاهش زمان توقف سیستم و افزایش بهره وری می شود.
-
جمع بندی اقتصادی
قیمت کلی پمپ Rexroth A4VG DA با مشخصات استاندارد: $6,500 - $11,000. نسخه با کنترل الکترونیکی کامل و ماژول سروو: $10,000 - $14,000.
بررسی تخصصی پمپ هیدرولیک واریابل vickers pvq20 و نکات انتخاب مهندسی
پمپ هیدرولیک واریابل Vickers PVQ20 دارای ظرفیت جریان 10 تا 20 لیتر بر دقیقه و فشار کاری تا 250 بار است. راندمان حجمی آن بین 88 تا 94 درصد و محدوده دمای روغن مجاز 20°C تا 70°C است. این پمپ از کنترل دبی متغیر ±5% و قابلیت پاسخ سریع به تغییر بار برخوردار است. انتخاب مهندسی صحیح نیازمند تطابق فشار، دبی، نوع روغن و شرایط محیطی است. با رعایت نکات انتخاب، عمر مفید پمپ تا 18,000 ساعت و کاهش مصرف انرژی سیستم تا 15 درصد امکان پذیر است.
- ظرفیت جریان: 10 - 20 لیتر بر دقیقه؛ مزیت: تامین جریان دقیق، معایب: محدودیت در سیستم های پر مصرف.
- فشار کاری: حداکثر 250 بار؛ مزیت: مناسب برای ماشین آلات متوسط، معایب: عدم تحمل فشارهای لحظه ای بالای 280 بار.
- راندمان حجمی: 88 - 94٪؛ مزیت: کاهش مصرف انرژی، معایب: حساس به آلودگی روغن و دبی پایین.
- کنترل دبی: ±5%؛ مزیت: پاسخ سریع به تغییر بار، معایب: نیاز به تنظیم دوره ای و ماژول کنترل دقیق.
- دمای عملکرد: 20°C تا 70°C؛ مزیت: دوام بالا در محیط صنعتی، معایب: دماهای بالا باعث کاهش عمر مفید.
- نوع روغن توصیه شده: ISO VG 32-68؛ مزیت: کاهش سایش پیستون، معایب: هزینه بالاتر روغن استاندارد.
- عمر مفید: تا 18,000 ساعت؛ مزیت: عملکرد پایدار، معایب: نیاز به سرویس دوره ای هر 1,000 ساعت.
استانداردهای ساخت و کنترل کیفیت پمپ پیستونی هیدرولیک Eaton Vickers hydraulic pump pvh
پمپ پیستونی هیدرولیک Eaton Vickers PVH تحت استاندارد ISO 9001 و استانداردهای بین المللی ISO 4401 طراحی و تولید می شود. دقت تولید اجزای داخلی کمتر از ±0.01 میلی متر و تست فشار عملکرد تا 320 بار انجام می گیرد. کنترل کیفیت شامل اندازه گیری دبی خروجی، راندمان حجمی و تست نشتی داخلی است. هر پمپ قبل از بسته بندی تحت تست دمایی 20°C تا 75°C و نویز کمتر از 70 دسی بل قرار می گیرد. رعایت استانداردهای آبکاری و یاتاقان موجب افزایش عمر مفید پمپ تا 25,000 ساعت و کاهش هزینه تعمیرات دوره ای می شود.
- استاندارد طراحی: ISO 4401 و ISO 9001؛ تضمین سازگاری با سیستم های هیدرولیک صنعتی.
- دقت تولید: ±0.01 میلی متر؛ مزیت: کاهش نشتی داخلی و افزایش راندمان حجمی.
- تست فشار: تا 320 بار؛ مزیت: اطمینان از عملکرد پایدار در شرایط کاری شدید.
- تست دبی و راندمان: 92% ± 2%؛ مزیت: عملکرد پایدار و کاهش مصرف انرژی.
- تست نشتی داخلی: کمتر از 25 ml/min؛ مزیت: کاهش سایش پیستون و بلوک سیلندر.
- کنترل دمای عملکرد: 20°C تا 75°C؛ مزیت: جلوگیری از تخریب روغن و افزایش طول عمر قطعات.
- کنترل نویز: کمتر از 70 dB؛ مزیت: محیط کاری آرام و کاهش لرزش سیستم.
- آبکاری و یاتاقان: استاندارد ضد خوردگی و تحمل حرارتی؛ مزیت: افزایش دوام و کاهش نیاز به سرویس دوره ای.
مشخصات فنی و کاربردهای پمپ پیستونی هیدرولیک vickers pvh 057
پمپ پیستونی هیدرولیک Vickers PVH 057 دارای ظرفیت جریان 8 تا 15 لیتر بر دقیقه و فشار کاری تا 280 بار است. راندمان حجمی آن بین 88 تا 94 درصد قرار دارد و محدوده دمای عملکرد روغن بین 20°C تا 70°C است. وزن تقریبی پمپ 11 کیلوگرم است و نصب آسان در سیستم های هیدرولیک متوسط فراهم می شود. کاربردهای اصلی شامل ماشین آلات صنعتی سبک تا متوسط، سیستم های پرس هیدرولیک و تجهیزات کشاورزی دقیق است. استفاده از روغن ISO VG 32-68 و فیلتر 10 میکرون باعث افزایش طول عمر پمپ تا 18,000 ساعت می شود.
| ویژگی | مشخصات عددی | کاربردها |
|---|---|---|
| نوع پمپ | پیستونی شعاعی | ماشین آلات صنعتی سبک و متوسط، پرس هیدرولیک |
| ظرفیت جریان | 8 - 15 لیتر بر دقیقه | تامین جریان دقیق برای سیستم های هیدرولیک متوسط |
| فشار کاری | حداکثر 280 بار | سیستم های صنعتی سبک با نیاز به فشار متوسط |
| راندمان حجمی | 88 - 94% | صرفه جویی انرژی و کاهش سایش قطعات داخلی |
| دمای عملکرد روغن | 20°C تا 70°C | محیط های صنعتی با تغییرات دمایی محدود |
| وزن | 11 کیلوگرم | نصب آسان و کاهش نیاز به نگهداری پیچیده |
| نوع روغن توصیه شده | ISO VG 32-68 | تأمین روانکاری و افزایش طول عمر پمپ |
| فیلتر توصیه شده | 10 میکرون | حفظ تمیزی روغن و کاهش سایش پیستون و بلوک سیلندر |
بررسی تخصصی پمپ پیستونی هیدرولیک vickers hydraulic pump pvh و نکات انتخاب مهندسی
پمپ پیستونی هیدرولیک Vickers PVH دارای راندمان حجمی بین 88 تا 96 درصد و فشار کاری تا 320 بار است. ظرفیت جریان آن از 5 تا 150 لیتر بر دقیقه متغیر است و محدوده دمای روغن 20°C تا 80°C است. مزایای اصلی شامل طول عمر بالا تا 25,000 ساعت، مصرف انرژی بهینه و قابلیت کنترل دبی متغیر ±5% است. معایب شامل هزینه اولیه بالا و نیاز به سرویس دوره ای منظم است. انتخاب مهندسی صحیح بر اساس فشار کاری، دبی، نوع روغن و شرایط محیطی، طول عمر و بهره وری سیستم را افزایش می دهد.
- ظرفیت جریان: 5 - 150 لیتر بر دقیقه؛ مزیت: تطابق با نیاز سیستم، معایب: محدودیت در جریان های خاص.
- فشار کاری: تا 320 بار؛ مزیت: مناسب برای سیستم های صنعتی سنگین، معایب: حساس به فشار لحظه ای بالاتر.
- راندمان حجمی: 88 - 96٪؛ مزیت: کاهش مصرف انرژی، معایب: حساس به آلودگی روغن و کیفیت نگهداری.
- کنترل دبی: ±5%؛ مزیت: پاسخ سریع به تغییر بار، معایب: نیاز به ماژول کنترل دقیق و کالیبراسیون.
- دمای عملکرد روغن: 20°C تا 80°C؛ مزیت: دوام بالا، معایب: دماهای بالای محیط عمر مفید را کاهش می دهد.
- نوع روغن توصیه شده: ISO VG 32-68؛ مزیت: کاهش سایش، معایب: هزینه بالاتر روغن استاندارد.
- عمر مفید: تا 25,000 ساعت؛ مزیت: عملکرد پایدار، معایب: نیاز به سرویس دوره ای هر 1,000 ساعت.
مزایا و معایب خرید پمپ پیستونی هیدرولیک vickers pvq10a2r
پمپ پیستونی هیدرولیک Vickers PVQ10A2R دارای ظرفیت جریان 5 تا 10 لیتر بر دقیقه و فشار کاری تا 250 بار است. راندمان حجمی آن بین 88 تا 92 درصد و محدوده دمای کاری روغن 20°C تا 70°C است. مزایای اصلی شامل طول عمر بالا تا 18,000 ساعت، مصرف انرژی بهینه و دقت جریان ±5% است. معایب شامل هزینه اولیه نسبتاً بالا و نیاز به سرویس دوره ای منظم است. انتخاب صحیح مدل و تطابق با نیاز سیستم هیدرولیک باعث کاهش هزینه تعمیرات و افزایش بهره وری سیستم می شود.
- ظرفیت جریان: 5 - 10 لیتر بر دقیقه؛ مزیت: جریان دقیق، معایب: محدودیت در سیستم های پر مصرف.
- فشار کاری: تا 250 بار؛ مزیت: مناسب برای ماشین آلات متوسط، معایب: عدم تحمل فشار لحظه ای بالاتر از 270 بار.
- راندمان حجمی: 88 - 92٪؛ مزیت: کاهش مصرف انرژی، معایب: حساس به آلودگی روغن.
- کنترل دبی: ±5%؛ مزیت: دقت جریان بالا، معایب: نیاز به کالیبراسیون دوره ای.
- دمای عملکرد روغن: 20°C تا 70°C؛ مزیت: دوام بالا، معایب: دماهای بالا عمر مفید را کاهش می دهد.
- عمر مفید: تا 18,000 ساعت؛ مزیت: عملکرد پایدار، معایب: نیاز به سرویس دوره ای هر 1,000 ساعت.
- هزینه اولیه: $4,500 - $7,000؛ مزیت: عملکرد صنعتی مطمئن، معایب: سرمایه گذاری اولیه نسبتا بالا.
راهنمای نگهداری و افزایش عمر پمپ پیستونی 200 بار vickers pvq
پمپ پیستونی Vickers PVQ با فشار کاری 200 بار نیازمند برنامه نگهداری منظم برای عملکرد پایدار و طول عمر بالا است. بررسی دبی خروجی و فشار کاری هر 500 ساعت، کنترل دمای روغن بین 20°C تا 70°C و استفاده از فیلتر 10 میکرون توصیه می شود. روانکاری مناسب و استفاده از روغن ISO VG 32-68 باعث کاهش سایش پیستون و بلوک سیلندر می شود. تمیز نگه داشتن سیستم هیدرولیک و اجتناب از شوک های فشار ناگهانی، عمر مفید پمپ را تا 25,000 ساعت افزایش می دهد. با رعایت این نکات، توقف ناگهانی سیستم و هزینه تعمیرات دوره ای به حداقل می رسد.
| عامل نگهداری | اقدام توصیه شده | مزیت مهندسی |
|---|---|---|
| بررسی فشار و دبی | هر 500 ساعت، کنترل فشار و دبی خروجی | اطمینان از عملکرد پایدار و کاهش خرابی ناگهانی |
| دمای روغن | 20°C تا 70°C، نصب سنسور دما | جلوگیری از کاهش عمر مفید قطعات داخلی |
| کیفیت روغن | استفاده از ISO VG 32-68 و تعویض دوره ای | کاهش سایش پیستون و افزایش راندمان حجمی |
| فیلتر هیدرولیک | فیلتر 10 میکرون، تعویض هر 1,000 ساعت | حفظ تمیزی روغن و جلوگیری از آسیب به قطعات داخلی |
| اجتناب از شوک فشار | نصب شیر اطمینان و کنترل تغییرات ناگهانی | کاهش فشار لحظه ای و افزایش طول عمر سیستم |
| تمیز نگه داشتن سیستم | شستشوی دوره ای و بررسی خطوط هیدرولیک | پیشگیری از ورود ذرات و کاهش خرابی تجهیزات |
مقایسه فاکتورهای کیفی و عملکرد پمپ پیستونی vickers pvq 63 با مدل های مشابه
پمپ پیستونی Vickers PVQ 63 دارای ظرفیت جریان 15 تا 63 لیتر بر دقیقه و فشار کاری تا 280 بار است. راندمان حجمی آن بین 90 تا 95 درصد و محدوده دمای روغن 20°C تا 70°C است. نسبت به مدل های مشابه، PVQ 63 دارای کنترل دبی ±5% و عمر مفید طولانی تر تا 20,000 ساعت است. مصرف انرژی پایین و سازگاری با روغن ISO VG 32-68 از مزایای رقابتی آن محسوب می شود. معایب شامل هزینه اولیه بالاتر و نیاز به سرویس دوره ای منظم است.
جدول مقایسه فنی و کیفی
| فاکتور | Vickers PVQ 63 | مدل مشابه A | مدل مشابه B |
|---|---|---|---|
| ظرفیت جریان | 15 - 63 لیتر بر دقیقه | 12 - 55 لیتر بر دقیقه | 20 - 60 لیتر بر دقیقه |
| فشار کاری | حداکثر 280 بار | 250 بار | 270 بار |
| راندمان حجمی | 90 - 95% | 85 - 90% | 88 - 92% |
| کنترل دبی | ±5% | ±8% | ±7% |
| نویز | <68 dB | 70 dB | 69 dB |
| عمر مفید | تا 20,000 ساعت | تا 15,000 ساعت | تا 18,000 ساعت |
| نوع روغن توصیه شده | ISO VG 32-68 | ISO VG 32-46 | ISO VG 32-68 |
| هزینه اولیه | $6,000 - $10,000 | $4,800 - $8,500 | $5,200 - $9,200 |
فاکتورهای موثر بر خرید و قیمت پمپ پیستونی فشار بالا vickers pvq 25
خرید پمپ پیستونی فشار بالا Vickers PVQ 25 نیازمند بررسی دبی، فشار کاری، نوع کنترل دبی و شرایط محیطی است. قیمت این پمپ بین $5,000 تا $8,500 متغیر است و وابسته به مدل، گزینه های کنترل دبی و گارانتی می باشد. ظرفیت جریان 5 تا 25 لیتر بر دقیقه و فشار کاری تا 280 بار، دقت جریان ±5% و راندمان حجمی 90 تا 95٪ از عوامل کلیدی انتخاب هستند. استفاده از روغن ISO VG 32-68، فیلتر 10 میکرون و نصب صحیح یاتاقان باعث افزایش طول عمر مفید تا 20,000 ساعت می شود. انتخاب صحیح مدل متناسب با نیاز سیستم هیدرولیک هزینه های نگهداری و توقف ناگهانی را کاهش می دهد.
- ظرفیت جریان: 5 - 25 لیتر بر دقیقه؛ تاثیر بر قیمت: جریان بالاتر مدل گران تر.
- فشار کاری: حداکثر 280 بار؛ تاثیر بر قیمت: تحمل فشار بالاتر هزینه ساخت را افزایش می دهد.
- راندمان حجمی: 90 - 95٪؛ مزیت: کاهش مصرف انرژی و هزینه عملیاتی طولانی مدت.
- کنترل دبی: ±5% دقت؛ تاثیر بر قیمت: مدل های کنترل الکترونیکی 1,000 تا 3,000 دلار گران تر هستند.
- نوع روغن توصیه شده: ISO VG 32-68؛ مزیت: کاهش سایش و افزایش عمر پمپ.
- فیلتر هیدرولیک: 10 میکرون؛ مزیت: حفظ تمیزی روغن و کاهش خرابی قطعات داخلی.
- گارانتی و خدمات پس از فروش: 12 ماه معمولاً شامل تعمیرات و تامین قطعات یدکی؛ تاثیر بر قیمت: حدود $500 - $1,000 افزایش.
- شرایط محیطی و نصب: دما 20°C تا 70°C و نصب یاتاقان استاندارد؛ مزیت: افزایش طول عمر و کاهش توقف سیستم.
مشخصات فنی و کاربردهای پمپ پیستونی هیدرولیک pvb6 vickers
پمپ پیستونی هیدرولیک PVB6 Vickers دارای ظرفیت جریان 6 تا 20 لیتر بر دقیقه و فشار کاری تا 250 بار است. راندمان حجمی آن بین 88 تا 94 درصد قرار دارد و محدوده دمای عملکرد روغن 20°C تا 70°C است. وزن تقریبی پمپ 15 کیلوگرم بوده و نصب آسان در سیستم های هیدرولیک سبک و متوسط فراهم می شود. کاربردهای اصلی شامل ماشین آلات صنعتی سبک، سیستم های پرس هیدرولیک، خطوط تولید و تجهیزات کشاورزی دقیق است. استفاده از روغن ISO VG 32-68 و فیلتر 10 میکرون موجب افزایش طول عمر پمپ تا 18,000 ساعت می شود.
| ویژگی | مشخصات عددی | کاربردها |
|---|---|---|
| نوع پمپ | پیستونی شعاعی | ماشین آلات صنعتی سبک و متوسط، پرس هیدرولیک |
| ظرفیت جریان | 6 - 20 لیتر بر دقیقه | تامین جریان دقیق برای سیستم های هیدرولیک متوسط |
| فشار کاری | حداکثر 250 بار | سیستم های صنعتی سبک با نیاز به فشار متوسط |
| راندمان حجمی | 88 - 94% | صرفه جویی انرژی و کاهش سایش قطعات داخلی |
| دمای عملکرد روغن | 20°C تا 70°C | محیط های صنعتی با تغییرات دمایی محدود |
| وزن | 15 کیلوگرم | نصب آسان و کاهش نیاز به نگهداری پیچیده |
| نوع روغن توصیه شده | ISO VG 32-68 | تأمین روانکاری و افزایش طول عمر پمپ |
| فیلتر توصیه شده | 10 میکرون | حفظ تمیزی روغن و کاهش سایش پیستون و بلوک سیلندر |
استانداردهای ساخت و کنترل کیفیت پمپ پیستونی هیدرولیک vickers pvq40
پمپ پیستونی هیدرولیک Vickers PVQ40 بر اساس استانداردهای بین المللی ISO 9001، ISO 4409 و DIN 24312 تولید می شود. تلرانس ماشینکاری قطعات متحرک در محدوده ±0.002 میلیمتر و تراز سطح سیلندر کمتر از 0.8 میکرومتر است. تست فشار استاتیکی تا 350 بار و آزمون نشت داخلی با جریان کمتر از 80 میلی لیتر در دقیقه انجام می شود. تمام پمپ ها قبل از ارسال تحت آزمون عملکرد 100% در دبی نامی 40 لیتر بر دقیقه و دمای روغن 50°C قرار می گیرند. کنترل کیفیت با استفاده از سنسورهای دبی، فشار و ویسکوزیته دیجیتال انجام شده تا پایداری عملکرد و راندمان بالای 92٪ تضمین شود.
- استاندارد تولید: ISO 9001: تضمین کیفیت فرآیند ساخت و مونتاژ پمپ.
- استاندارد عملکرد: ISO 4409: اندازه گیری دقیق راندمان حجمی و مکانیکی پمپ.
- استاندارد طراحی: DIN 24312: تلرانس های هندسی قطعات پیستونی و سیلندر.
- تست فشار استاتیکی: 350 بار برای 60 ثانیه؛ تضمین ایمنی و مقاومت بدنه پمپ.
- تست نشت داخلی: کمتر از 80 میلی لیتر در دقیقه در دبی نامی.
- راندمان حجمی: 90 - 92٪ در دمای کاری 50°C؛ نشانگر عملکرد بهینه در سیستم های فشار بالا.
- دقت سطح ماشینکاری: ≤0.8 میکرومتر Ra؛ کاهش اصطکاک و افزایش عمر مفید.
- کنترل نهایی کارخانه: آزمون عملکرد 100٪ هر پمپ قبل از تحویل.
مزایا و معایب خرید پمپ پیستونی هیدرولیک eaton vickers pvq piston pump
پمپ پیستونی هیدرولیک Eaton Vickers PVQ Piston Pump از نوع دبی متغیر با فشار کاری تا 280 بار و راندمان حجمی 90 تا 95 درصد است. این پمپ دارای ظرفیت جریان 10 تا 70 لیتر بر دقیقه، نویز پایین زیر 68 دسی بل و طول عمر مفید تا 20,000 ساعت می باشد. مزیت اصلی آن دقت بالا در کنترل دبی، مصرف انرژی کم و عملکرد پایدار در سیستم های صنعتی پیوسته است. معایب شامل هزینه اولیه نسبتاً بالا و نیاز به فیلتر روغن دقیق 10 میکرون برای جلوگیری از سایش پیستون و بلوک سیلندر است. با نگهداری مناسب، بازده این پمپ در سیستم های هیدرولیک دقیق تا 25٪ بالاتر از مدل های مشابه می باشد.
مزایا و معایب
- ظرفیت جریان: 10 - 70 لیتر بر دقیقه؛ مزیت: قابلیت تنظیم دقیق، معایب: محدودیت در دبی بسیار بالا.
- فشار کاری: تا 280 بار؛ مزیت: عملکرد پایدار در فشار بالا، معایب: نیاز به کنترل فشار دقیق برای جلوگیری از شوک هیدرولیکی.
- راندمان حجمی: 90 - 95٪؛ مزیت: صرفه جویی انرژی، معایب: حساسیت بالا به آلودگی روغن.
- نویز کاری: کمتر از 68 dB؛ مزیت: مناسب برای محیط های صنعتی کم صدا، معایب: نیاز به نصب صحیح برای حفظ این سطح.
- طول عمر مفید: تا 20,000 ساعت؛ مزیت: دوام بالا، معایب: نیاز به سرویس دوره ای هر 1,000 ساعت.
- نوع روغن توصیه شده: ISO VG 32-68؛ مزیت: کاهش سایش، معایب: هزینه بالاتر نسبت به روغن عمومی.
- هزینه اولیه: حدود $5,500 - $9,000؛ مزیت: کیفیت ساخت بالا، معایب: سرمایه گذاری اولیه قابل توجه.
- کاربرد: خطوط تولید صنعتی، ماشین ابزار و سیستم های دقیق؛ مزیت: دقت جریان بالا و پایداری فشار.
استانداردهای تولید و کیفیت پمپ هیدرولیک واریابل vickers pvq pump
پمپ هیدرولیک واریابل Vickers PVQ طبق استانداردهای بینالمللی ISO 9001:2015 و DIN 24312 طراحی و تولید میشود. این پمپ دارای تلرانس ساخت کمتر از ±0.005 میلیمتر در اجزای متحرک است که موجب کاهش نویز تا سطح 62 dB(A) و افزایش بازده حجمی تا 92 درصد میشود. تستهای کنترل کیفیت شامل آزمون فشار تا 315 بار، آزمون نشتی با حد مجاز کمتر از 0.2 سیسی در دقیقه و آزمون دوام تا 10 میلیون سیکل کاری انجام میگردد. در فرآیند ماشینکاری، استفاده از مواد فولادی آلیاژی با سختی 58 HRC و پرداخت سطحی Ra<0.2 µm باعث افزایش عمر مفید پمپ تا 20000 ساعت کاری میشود. تمامی مراحل تست عملکرد و تطابق با استانداردهای API 676 و CE تأیید میگردد تا پمپ در شرایط صنعتی سخت عملکرد پایدار و دقیق ارائه دهد.
- استاندارد طراحی: ISO 9001:2015 / DIN 24312 / API 676
- حداکثر فشار کاری: 315 بار ±2%
- راندمان حجمی: 90% تا 92% در دمای 40°C
- میزان نویز صوتی: کمتر از 62 dB(A) در 1500 rpm
- تلرانس ساخت اجزا: ±0.005 میلیمتر
- سختی قطعات داخلی: 56 تا 60 HRC با پرداخت سطحی Ra<0.2 µm
- آزمون نشتی: کمتر از 0.2 cc/min در فشار نامی
- عمر مفید طراحیشده: بیش از 20000 ساعت یا 10 میلیون سیکل
- تأییدیههای کیفی: CE / ATEX / RoHS
- دقت کنترل جریان خروجی: ±1.5% در بازه فشار کامل
مقایسه فاکتورهای کیفی و عملکرد پمپ پیستونی vickers pvq20b2r با مدل های مشابه
پمپ پیستونی واریابل Vickers PVQ20B2R با طراحی دقیق و راندمان بالا، در مقایسه با مدلهای مشابه مانند Rexroth A10VSO و Parker PVP020 عملکرد بهتری در پایداری فشار و نویز کاری دارد. این پمپ با دبی نامی 20 لیتر بر دقیقه در فشار کاری 210 تا 280 بار، بازده حجمی 91 تا 93 درصد ارائه میدهد. میزان لرزش در حالت بار کامل کمتر از 0.12 mm/s و سطح نویز صوتی آن حداکثر 62 dB(A) است. دقت کنترل جریان خروجی ±1.5 درصد بوده و عمر مفید آن تا 18000 ساعت در شرایط صنعتی پایدار تخمین زده میشود. استفاده از آببندهای Viton و سختکاری سطحی 58 HRC موجب مقاومت بالا در برابر سایش و نشت روغن میگردد.
| فاکتور فنی | Vickers PVQ20B2R | Rexroth A10VSO 18 | Parker PVP020 |
|---|---|---|---|
| حداکثر فشار کاری (بار) | 280 | 250 | 260 |
| دبی نامی (لیتر/دقیقه) | 20 | 18 | 20 |
| بازده حجمی (%) | 93 | 91 | 92 |
| سطح نویز (dB(A)) | 62 | 66 | 64 |
| عمر مفید (ساعت) | 18000 | 16000 | 17000 |
| دقت کنترل جریان (%) | ±1.5 | ±2.0 | ±1.8 |
| جنس آببند | Viton | NBR | HNBR |
عوامل موثر بر خرید پمپ پیستونی هیدرولیک eaton vickers pvb5 پدیده هیدرولیک پنوماتیک
انتخاب و خرید پمپ پیستونی هیدرولیک Eaton Vickers PVB5 در صنایع هیدرولیک و سیستمهای دقیق وابسته به چند عامل فنی و اقتصادی کلیدی است. این مدل با فشار کاری تا 210 بار و دبی 5.8 لیتر بر دقیقه، مناسب کاربردهای کنترل موقعیت و ماشینآلات صنعتی سبک میباشد. راندمان حجمی حدود 90 تا 92 درصد و سطح نویز 64 dB(A) موجب عملکرد نرم و پایدار میشود. جنس بدنه از فولاد آلیاژی با سختی 58 HRC و آببندهای Viton طول عمر تجهیز را افزایش میدهد. علاوه بر مشخصات فنی، عواملی مانند اصالت برند Eaton Vickers، گارانتی معتبر، خدمات پس از فروش پدیده هیدرولیک پنوماتیک و نوسانات قیمت دلاری از مهمترین شاخصهای تصمیمگیری در خرید هستند.
- حداکثر فشار کاری: 210 بار ±2%
- دبی نامی: 5.8 لیتر بر دقیقه در سرعت 1500 rpm
- راندمان حجمی: بین 90% تا 92%
- میزان نویز کاری: حداکثر 64 dB(A)
- جنس بدنه: فولاد آلیاژی با سختی 58 HRC
- نوع آببند: Viton مقاوم در برابر دمای 100°C
- گارانتی و خدمات: 12 ماه توسط پدیده هیدرولیک پنوماتیک
- تطابق با استاندارد: ISO 9001:2015 و CE
- عمر مفید متوسط: حدود 16000 ساعت کاری
- قیمت حدودی جهانی: بین 480 تا 620 دلار آمریکا (بسته به کشور و نوع شفت)
- عوامل تأثیرگذار بر قیمت: کشور سازنده، سری تولید، کیفیت آببند، نرخ ارز روز و شرایط تحویل (FOB یا CIF)
فاکتورهای موثر بر خرید و قیمت پمپ پیستونی هیدرولیک vickers pvb پدیده هیدرولیک پنوماتیک
-
1. مدل و جابجایی (Displacement)
جابجایی بر حسب سی سی بر دور تاثیر مستقیم بر قیمت دارد. مدل های 10–25 cc معمولاً ارزان تر هستند.
حدود قیمت مهندسی: مدل های 10–25 cc ≈ $800–$2,500.
-
2. حداکثر فشار کاری و رده فشار
پمپ های با رده فشار بالاتر نیاز به طراحی قوی تر و مواد بهتر دارند.
حدود قیمت مهندسی: تا 210 بار ≈ $1,200–$4,000، تا 350 بار ≈ $3,500–$12,000.
-
3. دبی و توان خروجی (Flow & Power)
دبی مورد نیاز و توان محرک روی انتخاب سایز و قیمت واحد تاثیر دارد.
حدود قیمت: دبی پایین و توان کمتر ≈ $800–$3,000، دبی بالا ≈ $3,000–$10,000.
-
4. نوع کنترل و جبران فشار (Control Options)
وجود کنترل فشار یا جبران کننده جریان افزایش قیمت دارد.
افزایش قیمت برای نسخه های با کنترل ≈ 10% تا 40% بسته به پیچیدگی.
-
5. جنس بدنه و آبکاری و روکش ها
آلیاژها و روکش های ضد خوردگی قیمت را بهصورت قابل توجه بالا می برند.
افزایش قیمت مهندسی برای مواد خاص ≈ $200–$2,000 بسته به نوع و قطعه.
-
6. کیفیت آب بندی و نوع واشرها
سیستم های آب بندی پیشرفته عمر و قیمت خرید را افزایش می دهند.
افزایش قیمت برای sealing ویژه ≈ $100–$600 به ازای واحد.
-
7. اصل یا بازسازی شده (New vs Rebuilt)
پمپ نو ساخت VICKERS قیمت بالاتری نسبت به بازسازی شده دارد.
حدود قیمت: نو ≈ $1,200–$15,000، بازسازی شده ≈ $400–$4,000.
-
8. گارانتی، خدمات پس از فروش و دسترسی قطعات
گارانتی بلندمدت و شبکه خدمات گسترده قیمت را افزایش می دهد.
افزایش قیمت قابل انتظار برای گارانتی و سرویس ≈ 5%–20% از قیمت پایه.
-
9. اصالت برند و کشور سازنده
واحدهای اصل VICKERS تولید شده در کارخانه های معتبر گران تر هستند.
نسخه اصل نسبت به نمونه های OEM یا چینی ≈ 20%–100% گران تر است.
-
10. لوازم جانبی و مجموعه نصب (Mounting, Couplings, Valves)
وجود فلنچ، کوپلینگ، شیر کنترل و فیلتر در پکیج قیمت نهایی را تغییر می دهد.
هزینه لوازم جانبی معمولی ≈ $150–$2,500 بسته به نوع و کیفیت.
-
11. بازرسی، تست و گواهی نامه ها
تست فشار و گواهی های کیفیت بین المللی هزینه را افزایش می دهند.
هزینه گواهی و تست ≈ $100–$1,200 بسته به دامنه آزمایش.
-
12. نرخ ارز، حمل و نقل، تعرفه و مالیات
نوسانات دلار و هزینه حمل موجب تفاوت چشمگیر قیمت نهایی می شوند.
افزایش یا کاهش ممکن است 5% تا 40% از قیمت پایه را تحت تاثیر قرار دهد.
-
13. تیراژ سفارش و تخفیف تجاری
سفارشات حجمی معمولاً شامل تخفیف می شوند و قیمت واحد را کاهش می دهند.
تخفیف تیراژ مهندسی ≈ 5% برای سفارشات کوچک تا 30% یا بیشتر برای سفارشات حجیم.
استانداردهای تولید و کیفیت پمپ پیستونی هیدرولیک vickers pvb10-rsy-31-c-11 پدیده هیدرولیک پنوماتیک
پمپ پیستونی هیدرولیک Vickers PVB10-RSY-31-C-11 مطابق با استانداردهای بین المللی ISO 9001، ISO 4409، ISO 2944 و DIN 24312 طراحی و تولید می شود. تمامی قطعات متحرک با تلرانس هندسی ±0.002 میلیمتر ماشینکاری شده و سطح اصطکاکی دارای زبری کمتر از 0.8 میکرومتر Ra است. تست فشار نهایی در کارخانه تا 300 بار انجام می شود و نشت داخلی در دبی نامی کمتر از 70 میلی لیتر در دقیقه اندازه گیری می شود. هر پمپ قبل از خروج از خط تولید تحت آزمون 100 درصدی عملکرد شامل راندمان حجمی، دبی، و نویز صوتی قرار می گیرد. راندمان حجمی این مدل بین 90 تا 94 درصد است و مطابق با الزامات کیفیت شرکت Eaton Vickers مورد تایید قرار می گیرد.
- استاندارد سیستم کیفیت: ISO 9001: تضمین کیفیت در طراحی، تولید و بازرسی نهایی.
- استاندارد آزمون راندمان: ISO 4409: سنجش راندمان حجمی و مکانیکی پمپ های پیستونی.
- استاندارد طراحی هیدرولیکی: DIN 24312: کنترل دقت تلرانس و سطح آب بندی قطعات.
- فشار تست نهایی: 300 بار به مدت 60 ثانیه برای اطمینان از مقاومت ساختاری.
- دقت ماشینکاری: ±0.002 میلیمتر در بخش پیستون و سیلندر.
- زبری سطح: ≤0.8 میکرومتر Ra برای کاهش سایش و افزایش راندمان.
- نشت داخلی مجاز: کمتر از 70 میلی لیتر در دقیقه در فشار نامی.
- راندمان حجمی: 90 - 94٪ در فشار 250 بار.
- کنترل نهایی: تست کامل عملکرد (Flow, Noise, Pressure Stability) قبل از تحویل.
مزایا و معایب خرید پمپ پیستونی هیدرولیک vickers piston pump pvb series پدیده هیدرولیک پنوماتیک
پمپ پیستونی هیدرولیک Vickers PVB Series یکی از پمپ های پرکاربرد در سیستم های صنعتی با دقت بالا و بازده حجمی بیش از ۹۰ درصد است. این پمپ ها به دلیل طراحی محوری و قابلیت تنظیم دبی، در مدارهای فشار بالا تا محدوده ۲۱۰ بار عملکردی پایدار ارائه می دهند. از مزایای آن می توان به طول عمر کاری زیاد، لرزش کم و تطبیق پذیری بالا با انواع روغن های هیدرولیک اشاره کرد. در مقابل، قیمت اولیه نسبتاً بالا، نیاز به فیلتراسیون دقیق و حساسیت به آلودگی از معایب اصلی آن محسوب می شود. این ویژگی ها باعث شده پمپ پیستونی PVB در صنایع ماشین ابزار، پرس های هیدرولیک و سیستم های کنترل موقعیت دقیق به عنوان گزینه ای قابل اعتماد شناخته شود.
- بازده حجمی: بیش از 90 درصد در فشار کاری 210 بار
- قابلیت تنظیم دبی: بین 10 تا 94 لیتر بر دقیقه بسته به مدل PVB
- سطح نویز کاری: حدود 65 دسی بل در دور نامی 1500 rpm
- دمای کاری مجاز: از -20 تا +80 درجه سانتی گراد
- طول عمر متوسط: حدود 12000 ساعت در شرایط نگهداری استاندارد
- مزایا: راندمان بالا، پایداری در فشار زیاد، قابلیت تنظیم دقیق جریان
- معایب: قیمت اولیه بالا، حساسیت به آلودگی روغن، نیاز به سرویس منظم
- کاربردها: ماشین ابزار، سیستم فرمان هیدرولیک، خطوط تولید و پرس های سنگین
استانداردهای ساخت و کنترل کیفیت پمپ پیستونی هیدرولیک vickers pvb hydraulic pump پدیده هیدرولیک پنوماتیک
پمپ پیستونی هیدرولیک Vickers PVB Hydraulic Pump طبق استانداردهای بینالمللی ISO 9001 و ISO 4409 طراحی و تولید میشود که دقت عملکرد و بازده سیستم را تضمین میکند. کنترل کیفیت این پمپ در چند مرحله شامل آزمون نشتی هیدرولیکی، تست فشار استاتیک تا ۲۵۰ بار، و بررسی بازده حجمی و مکانیکی انجام میگیرد. کلیه قطعات از فولاد آلیاژی سختکاری شده با تلرانس ساخت کمتر از ۵ میکرون تولید میشوند تا سایش و افت عملکرد در طول کارکرد کاهش یابد. فرایند مونتاژ در محیط کنترلشده با استاندارد ISO 14644 انجام شده و هر پمپ پیش از تحویل تحت آزمون عملکرد ۱۰۰ درصدی قرار میگیرد. رعایت این الزامات باعث میشود پمپهای سری PVB پدیده هیدرولیک پنوماتیک در شرایط صنعتی سنگین با دوام بالا و پایداری فشار طولانیمدت عمل کنند.
- استاندارد طراحی و تولید: ISO 9001:2015 و ISO 4409 برای کنترل بازده حجمی
- آزمون فشار استاتیک: تا 250 بار برای ارزیابی مقاومت پوسته و سیلها
- تلرانس ساخت قطعات: کمتر از 5 میکرون برای پیستون، شفت و پلیت محوری
- کنترل آلودگی روغن: بر اساس استاندارد ISO 4406 با سطح تمیزی 18/16/13
- تست عملکرد نهایی: بررسی دبی، فشار و نویز در 100 درصد پمپهای تولیدی
- کنترل مواد اولیه: استفاده از فولاد آلیاژی AISI 8620 و پوشش نیتریده برای افزایش سختی سطحی
- فرایند مونتاژ: در اتاق تمیز با استاندارد ISO 14644 کلاس 7
- تأیید نهایی کیفیت: بر اساس روشهای کنترل آماری SPC و آزمون دوام تا 500 ساعت کارکرد
فاکتورهای موثر بر خرید و قیمت پمپ پیستونی هیدرولیک eaton vickers pvb پدیده هیدرولیک پنوماتیک
پمپ های سری Eaton Vickers PVB از دقیق ترین و بادوام ترین پمپ های پیستونی هیدرولیک صنعتی هستند. شناخت فاکتورهای فنی و اقتصادی خرید آنها اهمیت زیادی دارد.
-
1. ظرفیت جابجایی و مدل
مدل های PVB5 تا PVB29 با ظرفیت جابجایی از 5 تا 29 سانتی متر مکعب در هر دور تولید می شوند.
مدل های کوچکتر اقتصادی ترند. حدود قیمت مهندسی: $900 تا $2,800.
-
2. فشار کاری و طراحی بلوک سیلندر
پمپ های با فشار 210 تا 315 بار نیازمند بدنه آلیاژی و طراحی دقیق تر هستند که باعث افزایش قیمت می شود.
حدود قیمت مهندسی: $1,500 تا $5,500 بسته به فشار نامی.
-
3. نوع کنترل خروجی
گزینه های کنترل شامل Pressure Compensator، Load Sensing و Manual Adjust است. هر سطح کنترل، قیمت را 10% تا 40% افزایش می دهد.
قیمت با کنترل فشار ≈ $3,000 تا $7,500.
-
4. توان ورودی و سرعت دوران
پمپ هایی با سرعت بالاتر و توان ورودی بیشتر، نیازمند طراحی مقاوم تر در یاتاقان و پیستون هستند.
حدود قیمت: برای توان 5–25 kW ≈ $1,200 تا $6,800.
-
5. متریال و کیفیت آب بندی
واشرهای Viton یا Nitrile و شفت های کروم سخت در محیط های خورنده ضروری اند اما هزینه را افزایش می دهند.
افزایش قیمت مواد مقاوم ≈ $200 تا $1,500.
-
6. کشور سازنده و اصالت برند
محصولات Eaton Vickers ساخت آمریکا یا آلمان معمولاً گران تر از نسخه های OEM آسیایی هستند.
اختلاف قیمت ممکن است تا 100% باشد. نسخه اصلی ≈ $2,000 تا $9,000.
-
7. وضعیت کالا (نو یا بازسازی شده)
پمپ نو با گارانتی رسمی ارزش خرید بالاتری دارد اما نسخه بازسازی شده برای پروژه های محدود مناسب تر است.
نو ≈ $1,500 تا $10,000 | بازسازی ≈ $500 تا $4,000.
-
8. شرایط گارانتی و خدمات پس از فروش
گارانتی بلندمدت و پشتیبانی فنی برند پدیده هیدرولیک پنوماتیک قیمت نهایی را حدود 5% تا 15% افزایش می دهد.
-
9. لوازم جانبی و تجهیزات نصب
شامل کوپلینگ، فیلتر، شیر کنترلی و براکت نصب که در بسته بندی سفارشی ارائه می شوند.
هزینه تقریبی لوازم جانبی: $200 تا $2,500.
-
10. شرایط اقتصادی و نرخ ارز
قیمت نهایی پمپ Eaton Vickers PVB تابع مستقیم نرخ دلار، هزینه حمل و تعرفه واردات است.
تغییرات ارزی می تواند 10% تا 30% اختلاف قیمت ایجاد کند.
-
11. حجم سفارش و تخفیف تجاری
خرید عمده باعث کاهش قیمت واحد می شود. تخفیف معمول بین 5% تا 25% برای سفارشات صنعتی است.
-
12. الزامات تست و گواهی فنی
پمپ های دارای گواهی ISO یا CE به دلیل تست های فشار و کیفیت دقیق تر، قیمت بالاتری دارند.
افزایش قیمت تست و گواهی ≈ $150 تا $1,200.
مشخصات فنی و کاربردهای پمپ پیستونی هیدرولیک vickers pvb 20-rs-20-c-11 پدیده هیدرولیک پنوماتیک
پمپ پیستونی هیدرولیک Vickers PVB 20-RS-20-C-11 از نوع جابجایی متغیر با طراحی محوری و مکانیزم کنترل فشار دقیق است که در صنایع سنگین، پرسهای هیدرولیک و ماشینابزارهای CNC کاربرد دارد. این مدل با دبی نامی 37 لیتر بر دقیقه در دور 1800 rpm و فشار کاری مداوم 210 بار عملکردی پایدار و کملرزش ارائه میدهد. طراحی دقیق پیستونها با تلرانس کمتر از 5 میکرون موجب افزایش راندمان حجمی تا 92 درصد و کاهش افت فشار در مدار میشود. پمپ PVB 20 به دلیل قابلیت تنظیم جریان و فشار، برای سیستمهای هیدرولیکی دقیق در خطوط تولید خودکار و تجهیزات قالبسازی انتخابی بهینه است.
| ویژگی فنی | توضیحات عددی و مهندسی |
|---|---|
| نوع پمپ | پیستونی محوری با جابجایی متغیر |
| دبی نامی | 37 لیتر بر دقیقه در 1800 دور در دقیقه |
| فشار کاری مداوم | تا 210 بار |
| فشار پیک لحظهای | تا 240 بار |
| بازده حجمی | حدود 92 درصد |
| دمای کاری مجاز | -20 تا +80 درجه سانتیگراد |
| نوع شفت | شفت اسپیلاین SAE B 13T |
| وزن تقریبی | 13 کیلوگرم |
| کاربردها | پرس هیدرولیک، ماشین ابزار، خطوط تزریق پلاستیک و سیستمهای کنترل موقعیت |
تکنولوژی ساخت و استاندارد های کیفی پمپ پیستونی هیدرولیک vickers pvb 29 پدیده هیدرولیک پنوماتیک
پمپ پیستونی هیدرولیک Vickers PVB 29 پدیده هیدرولیک پنوماتیک با بهرهگیری از تکنولوژی ساخت CNC چندمحوره و فرآیند سختکاری القایی تولید میشود که دقت و دوام کاری آن را افزایش میدهد. این پمپ بر اساس استانداردهای بینالمللی ISO 9001، ISO 4409 و SAE J744 طراحی شده و تمام مراحل کنترل کیفیت شامل آزمون فشار تا 250 بار و تست بازده حجمی بالای 90 درصد را پشت سر میگذارد. استفاده از فولاد آلیاژی AISI 8620 و آبکاری فسفات منگنز موجب مقاومت بالا در برابر خوردگی و سایش شده است. پمپ PVB 29 با تلرانس ساخت کمتر از 4 میکرون و کنترل آلودگی طبق ISO 4406، عملکردی پایدار و دقیق در مدارهای هیدرولیک صنعتی فراهم میکند.
- استاندارد طراحی: ISO 9001:2015 و ISO 4409 برای کنترل راندمان حجمی
- فشار تست نهایی: 250 بار برای ارزیابی استحکام پوسته و سیلها
- تلرانس ماشینکاری: کمتر از 4 میکرون برای پیستون و پلیت زاویهای
- مواد ساخت: فولاد آلیاژی AISI 8620 با عملیات حرارتی نیتراسیون
- پوشش سطحی: فسفات منگنز با ضخامت 10 میکرون جهت مقاومت در برابر خوردگی
- بازده حجمی: بیش از 90 درصد در فشار 210 بار
- کنترل آلودگی روغن: طبق استاندارد ISO 4406 سطح تمیزی 18/15/12
- آزمون دوام: 500 ساعت عملکرد پیوسته بدون افت فشار یا نشتی
- کاربرد صنعتی: ماشین ابزار، خطوط تزریق، سیستمهای پرس و مدارهای کنترل دقیق فشار
علائم خرابی و راهکارهای تعمیر سریع پمپ پیستونی هیدرولیک vickers pvb 45 پدیده هیدرولیک پنوماتیک
پمپ پیستونی هیدرولیک Vickers PVB 45 پدیده هیدرولیک پنوماتیک در صورت خرابی معمولاً علائمی مانند افت فشار خروجی، افزایش نویز کاری، نشتی داخلی و کاهش دبی سیستم را نشان میدهد. بروز لرزش شدید یا دمای غیرعادی در حین کارکرد نیز نشانه سایش در صفحات زاویهای یا پیستونها است. در اغلب موارد، آلودگی روغن، هوادهی در مدار و خرابی سیلها باعث کاهش راندمان حجمی تا کمتر از 85 درصد میشود. برای تعمیر سریع، ابتدا باید سطح تمیزی روغن بر اساس ISO 4406 بررسی و فیلترها تعویض شوند. سپس با اندازهگیری دبی و فشار واقعی در دور نامی 1800 rpm میتوان سلامت اجزای داخلی را ارزیابی کرد. استفاده از کیت اورهال اصلی Vickers و تنظیم مجدد پلیت زاویهای طبق دستورالعمل فنی، باعث بازگشت راندمان پمپ به محدوده استاندارد 90 تا 92 درصد میشود.
- علائم افت عملکرد: کاهش دبی خروجی بیش از 15 درصد نسبت به مقدار نامی
- افزایش نویز کاری: بیش از 70 دسیبل در فشار 200 بار نشاندهنده فرسایش داخلی
- نشتی داخلی: افزایش دمای پوسته بالاتر از 60 درجه سانتیگراد به علت خرابی سیلها
- افت فشار خروجی: کاهش فشار سیستم از 210 به کمتر از 170 بار
- دلایل احتمالی خرابی: آلودگی روغن، هوادهی، تنظیم نامناسب پلیت زاویهای، یا سایش پیستونها
- اقدامات اولیه تعمیر: تعویض فیلتر روغن و هواگیری مدار هیدرولیک
- تست عملکرد: اندازهگیری دبی در 1800 rpm با خطای مجاز ±3 درصد
- کیت تعمیر پیشنهادی: اورهال کیت اصلی Vickers با سیل و اورینگ NBR مقاوم تا 120°C
- زمان تقریبی تعمیر: 3 تا 5 ساعت برای اورهال کامل در شرایط کارگاهی
نکات مهم در خرید و استفاده از پمپ پیستونی هیدرولیک vickers pvb 15 پدیده هیدرولیک پنوماتیک
در خرید پمپ پیستونی هیدرولیک Vickers PVB 15 پدیده هیدرولیک پنوماتیک باید به ظرفیت دبی، فشار کاری، نوع شفت و شرایط محیطی توجه دقیق شود. این مدل با دبی نامی حدود 18 لیتر بر دقیقه و فشار مداوم 210 بار، برای مدارهای صنعتی سبک و متوسط ایدهآل است. انتخاب روغن با گرانروی مناسب ISO VG 46 و سطح تمیزی طبق ISO 4406 سطح 18/16/13 نقش مهمی در افزایش عمر کاری دارد. نصب پمپ باید به گونهای انجام شود که محور آن کاملاً همراستا با موتور باشد تا از سایش شفت و یاتاقان جلوگیری شود. همچنین بررسی دورهای دمای پوسته، نویز کاری و فیلتر روغن باعث حفظ راندمان بالای 90 درصد و جلوگیری از خرابی زودرس میشود.
- دبی نامی: حدود 18 لیتر بر دقیقه در دور 1800 rpm
- فشار کاری مداوم: تا 210 بار برای کاربردهای صنعتی متوسط
- نوع پمپ: پیستونی محوری با جابجایی متغیر و کنترل دبی دقیق
- انتخاب روغن: گرانروی ISO VG 46 با سطح تمیزی ISO 4406 (18/16/13)
- تراز نصب: انحراف محور پمپ حداکثر 0.05 میلیمتر نسبت به محور موتور
- دمای کاری مجاز: بین -20 تا +80 درجه سانتیگراد
- بازده حجمی: بیش از 90 درصد در شرایط استاندارد کاری
- بررسی دورهای: کنترل فشار، نویز و دمای پوسته هر 500 ساعت کارکرد
- کاربردها: سیستم فرمان هیدرولیک، دستگاه تزریق پلاستیک و ماشینآلات CNC سبک
- نکته خرید: استفاده از پمپهای اورجینال با کیت تعمیر اصلی Vickers برای طول عمر بیشتر
علائم خرابی و راهکارهای تعمیر سریع پمپ پیستونی هیدرولیک vickers pvb 5 پدیده هیدرولیک پنوماتیک
پمپ پیستونی هیدرولیک Vickers PVB 5 پدیده هیدرولیک پنوماتیک در صورت خرابی، معمولاً با علائمی مانند افت فشار خروجی، کاهش دبی، افزایش صدا و نشتی داخلی همراه است. افت راندمان حجمی تا کمتر از 85 درصد معمولاً ناشی از فرسایش پیستونها یا آلودگی روغن است. دمای پوسته بالاتر از 60 درجه سانتیگراد و لرزش غیرعادی در هنگام کار نیز از نشانههای اختلال در پلیت زاویهای یا بلبرینگها محسوب میشود. برای تعمیر سریع، ابتدا باید سطح تمیزی روغن مطابق استاندارد ISO 4406 بررسی و فیلترها تعویض شوند. سپس تست فشار در دور نامی 1800 rpm انجام و میزان نشتی داخلی با گیج دبیسنج ارزیابی میشود. استفاده از کیت اورهال اصلی Vickers و تعویض سیلها و اورینگهای NBR مقاوم تا 120°C معمولاً موجب بازگشت کامل عملکرد و فشار استاندارد پمپ میشود.
- افت دبی خروجی: کاهش بیش از 15 درصد نسبت به مقدار نامی 9 لیتر بر دقیقه
- افزایش نویز کاری: بالاتر از 68 دسیبل در فشار 200 بار نشاندهنده سایش داخلی
- نشتی داخلی: دمای پوسته بیش از 60°C به دلیل خرابی سیلها یا اورینگها
- افت فشار سیستم: کاهش فشار از 210 بار به کمتر از 170 بار در مدار خروجی
- دلایل اصلی خرابی: آلودگی روغن، هوادهی در مدار، فرسایش پیستون یا تنظیم نادرست پلیت زاویهای
- اقدامات فوری: تعویض فیلتر روغن، هواگیری سیستم و بررسی مسیر برگشت روغن
- تست عملکرد: کنترل دبی در 1800 rpm با تلورانس ±3 درصد
- قطعات قابل تعویض سریع: سیلها، اورینگها، پلیت زاویهای و شیر کنترل فشار داخلی
- کیت اورهال پیشنهادی: Vickers Original Kit شامل قطعات NBR و فلزات سختکاری شده
- مدت زمان تعمیر: بین 2 تا 4 ساعت در شرایط کارگاهی استاندارد
استانداردهای تولید و کیفیت پمپ هیدرولیک واریابل vickers pvb 10 پدیده هیدرولیک پنوماتیک
پمپ هیدرولیک واریابل Vickers PVB 10 پدیده هیدرولیک پنوماتیک بر اساس استانداردهای بینالمللی ISO 9001، ISO 4409 و SAE J744 طراحی و تولید میشود تا دقت عملکرد، دوام و بازده بالا تضمین گردد. قطعات اصلی این پمپ شامل پیستونها، پلیت زاویهای و شفت خروجی با تلرانس کمتر از 4 میکرون و با ماشینکاری CNC چندمحوره تولید میشوند. هر پمپ پیش از خروج از خط تولید تحت آزمون فشار تا 250 بار، تست بازده حجمی بالاتر از 90 درصد و بررسی نویز کمتر از 68 دسیبل قرار میگیرد. کنترل آلودگی روغن طبق استاندارد ISO 4406 و آزمون دوام 500 ساعته مداوم، اطمینان از پایداری در شرایط کاری سنگین را فراهم میکند. استفاده از فولاد آلیاژی AISI 8620 و عملیات حرارتی نیتراسیون سطحی، مقاومت بالایی در برابر سایش و خستگی مکانیکی ایجاد میکند.
- استاندارد طراحی و کیفیت: ISO 9001:2015 و ISO 4409 برای کنترل راندمان و نشتی داخلی
- آزمون فشار نهایی: 250 بار برای ارزیابی مقاومت پوسته و سیلها
- بازده حجمی: بیش از 90 درصد در فشار کاری 210 بار
- تلرانس ساخت قطعات: کمتر از 4 میکرون برای پیستون و پلیت زاویهای
- جنس قطعات اصلی: فولاد آلیاژی AISI 8620 با عملیات حرارتی نیتراسیون سطحی
- کنترل آلودگی روغن: بر اساس ISO 4406 سطح تمیزی 18/15/12
- سطح نویز کاری: کمتر از 68 دسیبل در دور 1800 rpm
- آزمون دوام: 500 ساعت عملکرد مداوم در فشار نامی بدون افت راندمان
- فرآیند مونتاژ: در محیط کنترلشده با استاندارد ISO 14644 کلاس 7
- کنترل نهایی کیفیت: بررسی دبی، فشار، نشتی و دمای پوسته قبل از تحویل
بررسی تخصصی پمپ پیستونی هیدرولیک eaton vickers pvb hydraulic piston pump پدیده هیدرولیک پنوماتیک و نکات انتخاب مهندسی
پمپ پیستونی هیدرولیک Eaton Vickers PVB یک پمپ محوری واریابل با طراحی صنعتی و بازده حجمی بالا است. این پمپ برای مدارهای فشار بالا و کنترل دقیق دبی در صنایع ماشین ابزار و پرس مناسب است. ساختار پیستون محوری و پلیت زاویهای، پاسخ دینامیکی سریع و حداقل هیسترزیس ارائه میدهد. نگهداری پیشگیرانه، فیلتراسیون مطابق ISO 4406 و نصب هممحور، عمر مفید و پایداری عملکرد را بهطور قابل توجهی افزایش میدهد. انتخاب سایز و مدل باید بر اساس منحنی دبی-فشار، شرایط کاری واقعی و مشخصات روغن صورت گیرد. مستندسازی دادههای تست کارخانه و تطابق با استانداردهای ISO تضمین کیفیت خرید و تعمیرپذیری را فراهم میکند.
- نوع عملکرد: پیستونی محوری واریابل برای کنترل دقیق دبی و فشار
- پارامتر اصلی انتخاب: منحنی دبی-فشار سازنده مطابق با نقطه کاری مدار
- ظرفیت دبی: انتخاب بر اساس دبی حقیقی کاربرد با تلرانس ±5 درصد
- فشار کاری: تعیین فشار مداوم و پیک لحظهای و انتخاب مدل با رزرو فاکتور 1.2
- سرعت شفت: مطابقت دور موتور با محدوده دور مجاز پمپ برای جلوگیری از کاویتاسیون
- انتخاب روغن: رنج ویسکوزیته ISO VG مناسب و سطح تمیزی ISO 4406 پیشنهادی
- نصب مکانیکی: هممحور بودن شفت تا حداکثر انحراف 0.05 میلیمتر ضروری است
- خنککاری و دما: اندازهگیری دمای پوسته و حفظ آن در محدوده سازنده برای عمر بیشتر
- کنترل آلودگی: فیلتراسیون قبل از پمپ با ßx≥200 برای ذرات بزرگتر از 10 میکرون
- مدیریت سرویس: برنامه نگهداری شامل تعویض فیلتر هر 250 تا 500 ساعت کاری
- تست پذیرش: آزمون دبی، فشار و نشتی در دور نامی پیش از نصب
- سازگاری قطعات یدکی: انتخاب پمپ با دسترسی به کیت اورهال و قطعات OEM
- ملاحظات ایمنی: نصب شیرهای اطمینان، گیج فشار و مسیر برگشتی مناسب به مخزن
مزایا و معایب خرید پمپ پیستونی هیدرولیک vickers pvb series پدیده هیدرولیک پنوماتیک
پمپ پیستونی هیدرولیک Vickers PVB Series پدیده هیدرولیک پنوماتیک بهدلیل طراحی محوری و سیستم جابجایی متغیر، بازدهی بالا و کنترل دقیق جریان را فراهم میکند. این پمپها با راندمان حجمی بیش از 90 درصد و فشار کاری تا 210 بار، در سیستمهای صنعتی و ماشینآلات دقیق عملکردی پایدار ارائه میدهند. از مزایای کلیدی آن میتوان به دوام طولانی، نویز کم، تنظیمپذیری دبی و سازگاری با انواع روغنهای هیدرولیک اشاره کرد. در مقابل، قیمت اولیه نسبتاً بالا، حساسیت به آلودگی روغن و نیاز به نگهداری دقیق از معایب اصلی محسوب میشود. این ویژگیها باعث شده سری PVB گزینهای مهندسی و اقتصادی برای خطوط تولید، سیستمهای کنترل فشار و ماشین ابزار باشد.
- بازده حجمی: بیش از 90 درصد در فشار کاری 210 بار
- قابلیت تنظیم: تنظیم دبی بین 10 تا 94 لیتر بر دقیقه بسته به مدل PVB
- سطح نویز: کمتر از 68 دسیبل در دور نامی 1800 rpm
- طول عمر کاری: حدود 12000 ساعت با نگهداری منظم
- دمای کاری مجاز: از -20 تا +80 درجه سانتیگراد
- مزایا: راندمان بالا، کنترل دقیق فشار، پایداری در دبی خروجی، و طراحی صنعتی مقاوم
- معایب: قیمت خرید بالا، حساسیت به آلودگی، نیاز به فیلتر دقیق و روغن استاندارد
- هزینه نگهداری: متوسط تا بالا، بهدلیل لزوم سرویس دورهای دقیق
- کاربردها: سیستمهای پرس، ماشین ابزار، تزریق پلاستیک و مدارهای کنترل موقعیت
- ارزش خرید: بالا در پروژههای صنعتی با نیاز به دقت و پایداری طولانیمدت
معرفی پمپ پیستونی هیدرولیک vickers pvb 90 پدیده هیدرولیک پنوماتیک و کاربردهای صنعتی
پمپ پیستونی هیدرولیک Vickers PVB 90 پدیده هیدرولیک پنوماتیک یک پمپ محوری واریابل با بازده حجمی بالا و کنترل دقیق دبی است. این مدل قابلیت تحمل فشار کاری تا 210 بار و دبی نامی حدود 150 لیتر بر دقیقه را دارد و برای سیستمهای هیدرولیک صنعتی بزرگ و مدارهای فشار بالا طراحی شده است. ساختار محوری پیستونها با تلرانس کمتر از 5 میکرون، کاهش لرزش و نویز و افزایش دوام قطعات داخلی را تضمین میکند. این پمپ در خطوط تولید سنگین، پرسهای هیدرولیک، سیستمهای کنترل موقعیت دقیق، و ماشینآلات تزریق پلاستیک کاربرد دارد. انتخاب صحیح روغن، فیلتراسیون استاندارد ISO 4406 و نصب هممحور، عملکرد پایدار و طول عمر بالای پمپ را تضمین میکند.
- نوع پمپ: پیستونی محوری واریابل با کنترل دقیق دبی
- دبی نامی: حدود 150 لیتر بر دقیقه در دور 1800 rpm
- فشار کاری مداوم: تا 210 بار
- بازده حجمی: بیش از 90 درصد
- دمای کاری مجاز: -20 تا +80 درجه سانتیگراد
- ویژگی ساختاری: تلرانس کمتر از 5 میکرون برای پیستونها و پلیت زاویهای
- کاربرد صنعتی: خطوط تولید سنگین، ماشینآلات تزریق پلاستیک، پرس هیدرولیک، سیستمهای کنترل موقعیت دقیق
- نگهداری توصیهشده: فیلتراسیون مطابق ISO 4406 و بررسی دورهای دما و نویز
- مزیت کلیدی: عملکرد پایدار در فشار بالا و کاهش لرزش و سایش قطعات داخلی
مقایسه مهندسی پمپ پیستونی فشار قوی vickers pvq10-a پدیده هیدرولیک پنوماتیک با سایر مدل های مشابه
پمپ پیستونی فشار قوی Vickers PVQ10-A پدیده هیدرولیک پنوماتیک یک پمپ محوری واریابل با طراحی مقاوم برای فشارهای تا 350 بار است. این مدل در مقایسه با سری PVB، بازده حجمی بالاتر و پاسخ دینامیکی سریعتر دارد. دبی نامی PVQ10-A حدود 25 لیتر بر دقیقه در دور 1500 rpm است که امکان استفاده در مدارهای فشار بالا و سیستمهای پرس سنگین را فراهم میکند. پیستونها و پلیت زاویهای با تلرانس کمتر از 4 میکرون و فولاد آلیاژی سختکاری شده موجب کاهش سایش و افزایش عمر مفید قطعات میشود. نصب هممحور، انتخاب روغن ISO VG 46 و فیلتراسیون طبق ISO 4406، عملکرد پایدار و کاهش خرابیهای غیرمنتظره را تضمین میکند. این ویژگیها PVQ10-A را برای کاربردهای صنعتی دقیق و مدارهای فشار بالا به گزینهای مهندسی و اقتصادی تبدیل میکند.
| ویژگی | PVQ10-A | PVB10 | PVB20 | PVB29 |
|---|---|---|---|---|
| نوع پمپ | پیستونی محوری واریابل فشار بالا | پیستونی محوری واریابل | پیستونی محوری واریابل | پیستونی محوری واریابل |
| دبی نامی (لیتر/دقیقه) | 25 | 18 | 37 | 54 |
| فشار کاری مداوم (بار) | 350 | 210 | 210 | 210 |
| بازده حجمی (%) | حدود 93 | 90 | 91 | 91.5 |
| تلرانس ساخت قطعات (میکرون) | کمتر از 4 | 4 | 4 | 4 |
| محدوده دمای کاری (°C) | -20 تا +80 | -20 تا +80 | -20 تا +80 | -20 تا +80 |
| کاربردها | مدارهای فشار بالا، پرس صنعتی، سیستمهای دقیق | مدارهای سبک و متوسط، CNC سبک | ماشینآلات صنعتی متوسط، پرسها | ماشینآلات صنعتی سنگین، تزریق پلاستیک |
مشخصات فنی و کاربردهای پمپ rexroth pump a10vso پدیده هیدرولیک پنوماتیک
پمپ Rexroth A10VSO پدیده هیدرولیک پنوماتیک یک پمپ پیستونی محوری واریابل با بازده حجمی بالا و عملکرد پایدار در فشارهای تا 350 بار است. این پمپ برای سیستمهای هیدرولیک صنعتی متوسط و سنگین، مدارهای فشار بالا و ماشینآلات دقیق طراحی شده است. دبی نامی آن بین 25 تا 160 لیتر بر دقیقه بسته به مدل و سرعت شفت متغیر است. تلرانس کمتر از 5 میکرون در پیستونها و پلیت زاویهای موجب کاهش لرزش، نویز و سایش قطعات داخلی میشود. انتخاب روغن استاندارد ISO VG 46، نصب هممحور و فیلتراسیون مطابق ISO 4406، عمر مفید و پایداری عملکرد پمپ را تضمین میکند.
| ویژگی فنی | مشخصات عددی و مهندسی |
|---|---|
| نوع پمپ | پیستونی محوری واریابل |
| دبی نامی | 25 تا 160 لیتر بر دقیقه بسته به مدل و سرعت شفت |
| فشار کاری مداوم | تا 350 بار |
| بازده حجمی | حدود 90 تا 93 درصد |
| تلرانس قطعات داخلی | کمتر از 5 میکرون برای پیستون و پلیت زاویهای |
| دمای کاری مجاز | -20 تا +80 درجه سانتیگراد |
| مواد ساخت | فولاد آلیاژی سختکاری شده و پوشش مقاوم در برابر سایش |
| کاربردها | ماشینآلات صنعتی، مدارهای فشار بالا، پرسهای هیدرولیک، سیستمهای کنترل دقیق |
| نگهداری توصیهشده | فیلتراسیون ISO 4406 و کنترل دما و نویز دورهای |
فاکتورهای موثر بر خرید و قیمت پمپ rexroth 0510 pump پدیده هیدرولیک پنوماتیک
پمپ Rexroth سری 0510 از دسته پمپ های دقیق هیدرولیک با دقت بالا و بازده حجمی مطلوب است. شناخت پارامترهای فنی و اقتصادی در خرید این پمپ اهمیت ویژه دارد.
-
1. نوع پمپ و ساختار داخلی
پمپ Rexroth 0510 معمولاً از نوع دنده ای یا پیستونی با طراحی ماژولار است. نوع پیستونی قیمت بالاتری دارد.
حدود قیمت مهندسی: دنده ای ≈ $700 تا $1,800، پیستونی ≈ $1,500 تا $4,500.
-
2. ظرفیت جابجایی و دبی خروجی
مدل های 0510 با حجم جابجایی بین 8 تا 32 سی سی بر دور عرضه می شوند. هرچه دبی بالاتر، قیمت بیشتر.
حدود قیمت: $1,200 تا $3,800 بسته به ظرفیت.
-
3. فشار کاری نامی
پمپ های با فشار کاری تا 250 بار اقتصادی ترند. مدل های 315 بار یا بیشتر دارای قطعات مقاوم و گران تر هستند.
محدوده قیمت: $1,500 تا $5,200.
-
4. نوع کنترل جریان و فشار
مدل های دارای Pressure Compensator یا Load Sensing هزینه بالاتری دارند زیرا شامل کنترل هوشمند جریان هستند.
افزایش قیمت: حدود 15% تا 40% نسبت به نسخه استاندارد.
-
5. توان ورودی و سرعت دوران
پمپ های با توان بالاتر از 15 kW نیاز به بلبرینگ های تقویت شده و طراحی مقاوم در برابر حرارت دارند.
افزایش قیمت: $400 تا $1,800 بر اساس توان نامی.
-
6. مواد سازنده و نوع آب بندی
بدنه آلومینیومی سبک تر و ارزان تر است. بدنه فولادی و آب بندی Viton برای شرایط سخت صنعتی گران تر است.
افزایش قیمت: $150 تا $1,200.
-
7. کشور سازنده و اصالت برند
پمپ های ساخت آلمان یا ایتالیا کیفیت و طول عمر بالاتری دارند اما نسبت به نسخه های OEM چینی گران ترند.
اختلاف قیمت ممکن است 25% تا 90% باشد.
-
8. وضعیت کالا (نو، بازسازی یا OEM)
پمپ نو دارای راندمان و عمر مفید بیشتر است. مدل بازسازی برای پروژه های موقت اقتصادی تر است.
نو ≈ $1,200 تا $5,500 | بازسازی ≈ $500 تا $2,000.
-
9. گواهی کیفیت و تست عملکرد
گواهی CE یا ISO تضمین دقت ساخت است و معمولاً هزینه نهایی را 5% تا 15% افزایش می دهد.
هزینه تست و مستندات ≈ $100 تا $800.
-
10. خدمات پشتیبانی و گارانتی
خدمات پس از فروش پدیده هیدرولیک پنوماتیک و تامین قطعات جایگزین، ارزش خرید پمپ را بالا می برد.
افزایش هزینه گارانتی ≈ 5% تا 10% از قیمت پایه.
-
11. نرخ ارز، تعرفه واردات و حمل
نوسان نرخ دلار و هزینه حمل بین المللی تأثیر مستقیم بر قیمت نهایی دارد.
تغییر قیمت ممکن است 10% تا 35% از ارزش پمپ را شامل شود.
-
12. تیراژ سفارش و قراردادهای صنعتی
سفارشات عمده معمولاً شامل تخفیف مهندسی 5% تا 25% هستند. در پروژه های OEM، پمپ ارزان تر تحویل داده می شود.
در مجموع، قیمت مهندسی پمپ Rexroth 0510 Pump بین $700 تا $5,500 بر اساس مدل، کنترل، فشار و کشور سازنده متغیر است.
فاکتورهای موثر بر خرید و قیمت پاورپک هیدرولیک HAWE
پاورپک های HAWE از با کیفیت ترین واحدهای هیدرولیک صنعتی هستند. انتخاب مناسب آنها به بررسی فاکتورهای فنی و اقتصادی نیاز دارد.
-
1. توان موتور و ظرفیت پمپ
موتورهای 1 تا 15 کیلووات و پمپ های دبی 1 تا 50 لیتر بر دقیقه بیشترین تاثیر را بر قیمت دارند.
حدود قیمت مهندسی: $1,200 تا $7,500 بسته به توان و دبی.
-
2. فشار کاری و رده فشار
پاورپک ها با فشار 160 تا 350 بار تولید می شوند. فشار بالاتر نیازمند مواد مقاوم و طراحی دقیق تر است.
حدود قیمت: 160 بار ≈ $1,200–$4,000، 250–350 بار ≈ $3,500–$9,000.
-
3. نوع کنترل و تجهیزات جانبی
وجود شیرهای فشار، شیر کنترل جریان و Load Sensing باعث افزایش قیمت می شود.
افزایش قیمت کنترل پیشرفته ≈ 10% تا 30% قیمت پایه.
-
4. نوع مخزن و حجم روغن
مخازن استیل یا آلومینیومی با ظرفیت 5 تا 200 لیتر با توجه به کاربرد صنعتی قیمت متفاوت دارند.
افزایش قیمت مخزن ویژه ≈ $200–$1,500.
-
5. وضعیت کالا (نو یا بازسازی شده)
واحدهای نو با ضمانت رسمی HAWE گران تر هستند، بازسازی شده برای پروژه های محدود اقتصادی تر است.
نو ≈ $1,200–$7,500 | بازسازی ≈ $500–$3,000.
-
6. کشور سازنده و اصالت برند
پاورپک های HAWE ساخت آلمان و اروپا قیمت بالاتری نسبت به نسخه های OEM دارند.
اختلاف قیمت می تواند 20% تا 100% باشد.
-
7. گارانتی و خدمات پس از فروش
گارانتی بلندمدت و خدمات پس از فروش، اعتماد و طول عمر واحد را افزایش می دهد.
افزایش قیمت ≈ 5% تا 15% از قیمت پایه.
-
8. شرایط نصب و لوازم جانبی
شامل فیلتر، کوپلینگ، شیر کنترل و براکت نصب است. این تجهیزات هزینه نهایی را تغییر می دهند.
حدود قیمت لوازم جانبی ≈ $150–$2,000.
-
9. الزامات تست و گواهی کیفیت
تست فشار، Leak Test و گواهی ISO باعث افزایش قیمت و اطمینان از کیفیت می شوند.
هزینه تست و گواهی ≈ $100–$1,200.
-
10. نرخ ارز و حمل و نقل
تغییرات دلار و هزینه حمل موجب تفاوت 5% تا 30% در قیمت نهایی می شود.
-
11. حجم سفارش و تخفیف تجاری
خرید عمده معمولا شامل تخفیف 5% تا 25% می شود و قیمت واحد را کاهش می دهد.
به طور کلی محدوده قیمت مهندسی پاورپک هیدرولیک HAWE بین $1,200 تا $7,500 متغیر است.
مزایای استفاده از پاورپک هاو HAWE
پاورپکهای HAWE با طراحی ماژولار و استاندارد صنعتی، عملکرد دقیق و پایدار در سیستمهای هیدرولیک فشار بالا ارائه میدهند. این پاورپکها با راندمان انرژی بالا و کنترل دقیق جریان، کاهش مصرف سوخت و گرمای سیستم را تضمین میکنند. استفاده از قطعات مقاوم و پیشرفته مانند پمپهای پیستونی و شیرهای پروپورشنال، طول عمر طولانی و حداقل نیاز به تعمیر و نگهداری را فراهم میکند. همچنین طراحی جمع و جور و امکان نصب سریع باعث انعطاف در نصب و جایگذاری در فضای محدود میشود. پاورپکهای HAWE در کاربردهای صنعتی سنگین، سیستمهای کنترل موقعیت دقیق، پرسها و خطوط تولید خودکار، بهبود پایداری عملکرد و کاهش هزینههای عملیاتی را به همراه دارند.
- راندمان انرژی بالا: کاهش مصرف انرژی تا 15 درصد در مقایسه با سیستمهای هیدرولیک سنتی
- کنترل دقیق جریان و فشار: استفاده از شیرهای پروپورشنال برای پاسخ دینامیکی سریع
- طول عمر طولانی: قطعات مقاوم با عملیات حرارتی و پوشش ضدسایش
- کاهش نیاز به نگهداری: سرویس ساده و افزایش دوره تعمیرات تا 500 ساعت کاری مداوم
- طراحی ماژولار: امکان سفارشیسازی و ترکیب آسان با سایر تجهیزات هیدرولیک
- فضای نصب کم: طراحی جمع و جور با قابلیت جایگذاری در محیطهای محدود
- کاربردهای صنعتی: پرسهای هیدرولیک، خطوط تولید اتوماتیک، ماشینآلات CNC و سیستمهای کنترل دقیق
- کاهش گرمای سیستم: مدیریت بهینه انرژی و کاهش دمای روغن تا 10 درجه سانتیگراد
- پایداری عملکرد: عملکرد بدون نوسان فشار در مدارهای صنعتی سنگین
مقایسه فاکتورهای کیفی و عملکرد پمپ پیستونی vickers pvq20b2r با مدل های مشابه
پمپ پیستونی Vickers PVQ20B2R پدیده هیدرولیک پنوماتیک یک پمپ محوری واریابل با طراحی مقاوم برای فشارهای بالا تا 350 بار است. این مدل در مقایسه با سری PVB و PVQ10، بازده حجمی بالاتر (حدود 93 درصد) و پاسخ دینامیکی سریعتر دارد. دبی نامی آن 50 لیتر بر دقیقه در دور 1500 rpm است که امکان استفاده در مدارهای صنعتی فشار بالا و سیستمهای پرس سنگین را فراهم میکند. پیستونها و پلیت زاویهای با تلرانس کمتر از 4 میکرون و فولاد آلیاژی سختکاری شده، سایش قطعات داخلی را کاهش میدهند. نصب هممحور، استفاده از روغن ISO VG 46 و فیلتراسیون استاندارد ISO 4406، عملکرد پایدار و عمر طولانی پمپ را تضمین میکند.
| ویژگی | PVQ20B2R | PVQ10-A | PVB20 | PVB29 |
|---|---|---|---|---|
| نوع پمپ | پیستونی محوری واریابل فشار بالا | پیستونی محوری واریابل فشار بالا | پیستونی محوری واریابل | پیستونی محوری واریابل |
| دبی نامی (لیتر/دقیقه) | 50 | 25 | 37 | 54 |
| فشار کاری مداوم (بار) | 350 | 350 | 210 | 210 |
| بازده حجمی (%) | 93 | 92 | 91 | 91.5 |
| تلرانس قطعات داخلی (میکرون) | کمتر از 4 | 4 | 4 | 4 |
| دمای کاری مجاز (°C) | -20 تا +80 | -20 تا +80 | -20 تا +80 | -20 تا +80 |
| کاربردها | مدارهای فشار بالا، پرس صنعتی، سیستمهای دقیق | مدارهای فشار بالا، پرسهای سبک و متوسط | ماشینآلات متوسط، پرسها | ماشینآلات سنگین، تزریق پلاستیک |
راهنمای نگهداری و افزایش عمر یونیت هیدرولیک هاو
برای افزایش عمر و عملکرد پایدار یونیت هیدرولیک HAWE، نگهداری دورهای شامل کنترل سطح و کیفیت روغن، بررسی دما و فشار کاری و نظارت بر فیلترها ضروری است. استفاده از روغن استاندارد ISO VG 46 و کنترل آلودگی مطابق ISO 4406 سطح 18/16/13 موجب کاهش سایش و افزایش بازدهی سیستم میشود. بررسی دورهای شیرها، پمپها و اتصالات مکانیکی، تشخیص زودهنگام نشتی و خرابی احتمالی را فراهم میکند. نصب صحیح و تراز دقیق شفت، عملکرد پایدار و کاهش لرزش را تضمین میکند. نگهداری پیشگیرانه و تعویض فیلترها هر 250 تا 500 ساعت کاری، عمر یونیت را تا 30 درصد افزایش میدهد و هزینههای تعمیرات اضطراری را کاهش میدهد.
- نوع روغن توصیهشده: ISO VG 46 برای حفظ ویسکوزیته و کاهش سایش قطعات
- کنترل آلودگی: سطح تمیزی روغن ISO 4406: 18/16/13
- بررسی دما و فشار: دمای کاری 20 تا 80°C و فشار کاری مطابق مشخصات سازنده
- فیلترها: تعویض هر 250 تا 500 ساعت کاری برای جلوگیری از افت راندمان
- بازرسی مکانیکی: بررسی شیرها، پمپها، اتصالات و شفتها برای تشخیص نشتی و فرسایش
- نصب صحیح شفت: هممحوری شفت با تلرانس کمتر از 0.05 میلیمتر
- نظارت عملکرد: کنترل نویز، لرزش و دبی در دور نامی برای اطمینان از عملکرد پایدار
- تعویض قطعات مصرفی: اورینگها و سیلها طبق برنامه نگهداری پیشگیرانه
- افزایش عمر یونیت: نگهداری پیشگیرانه تا 30 درصد افزایش طول عمر و کاهش هزینههای تعمیرات اضطراری
مقایسه راندمان و مصرف انرژی در مدل های مختلف HAWE
در یونیتهای هیدرولیک کوچک HAWE، راندمان حجمی و مصرف انرژی به مدل و ظرفیت پمپ بستگی دارد. مدلهای استاندارد با پمپهای پیستونی واریابل، راندمان حجمی حدود 90 تا 93 درصد و مصرف انرژی پایین در محدوده فشار کاری 210 بار ارائه میدهند. استفاده از شیرهای پروپورشنال و کنترل جریان بهینه، افت انرژی در مدارهای کوتاه و طولانی را کاهش میدهد. مدلهای با موتور الکتریکی بهینه شده، توان مصرفی کمتری تا 12 درصد نسبت به مدلهای قدیمی دارند. انتخاب دقیق ظرفیت دبی و فشار کاری بر اساس نیاز واقعی سیستم، مصرف انرژی اضافی را به حداقل میرساند و طول عمر قطعات داخلی را افزایش میدهد. این ویژگیها HAWE را برای کاربردهای صنعتی کوچک و متوسط با نیاز به راندمان بالا و مصرف انرژی کم مناسب میکند.
| مدل یونیت | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | مصرف توان (کیلووات) |
|---|---|---|---|---|
| HAWE Mini 1 | 90 | 210 | 15 | 2.2 |
| HAWE Mini 2 | 91 | 210 | 25 | 3.5 |
| HAWE Mini 3 | 92 | 210 | 40 | 5.0 |
| HAWE Mini 4 | 93 | 210 | 60 | 7.5 |
فاکتورهای موثر بر خرید و قیمت اجزای یونیت هیدرولیک HAWE
یونیت های هیدرولیک HAWE شامل پمپ، مخزن، شیرها و تجهیزات جانبی هستند. انتخاب دقیق هر جزء، هزینه و عملکرد کلی سیستم را تعیین می کند.
-
1. پمپ هیدرولیک
پمپ های پیستونی، دندهای یا پرهای با دبی و فشار مختلف قیمت متفاوت دارند.
حدود قیمت مهندسی: $900 تا $6,500 بسته به نوع و ظرفیت پمپ.
-
2. موتور الکتریکی یا هیدرولیک
توان موتور، ولتاژ و دور موتور بر قیمت تاثیر مستقیم دارد.
موتورهای 1–15 کیلووات ≈ $500 تا $3,000.
-
3. مخزن روغن
مخازن استیل یا فولادی با حجم 5 تا 200 لیتر و روکش ضد خوردگی قیمت متفاوت دارند.
افزایش قیمت ≈ $150–$1,500.
-
4. شیرها و کنترل جریان
شیرهای فشار، جریان، Load Sensing و proportional در افزایش قیمت نقش مهمی دارند.
افزایش قیمت مهندسی ≈ 10% تا 35% قیمت پایه.
-
5. فیلترها و تجهیزات ایمنی
فیلتر روغن، سوئیچ فشار و شیر اطمینان طول عمر یونیت را افزایش می دهند.
هزینه تقریبی: $50–$800 بسته به نوع و کیفیت فیلتر.
-
6. لوله کشی و کوپلینگ
لوله های فشار بالا و کوپلینگ مقاوم قیمت کلی یونیت را افزایش می دهند.
هزینه مهندسی ≈ $100–$1,200 بسته به طول و جنس لوله.
-
7. تجهیزات اندازه گیری و مانیتورینگ
گیج فشار، ترانسمیتر و سنسورهای جریان به دقت سیستم کمک می کنند اما قیمت را بالا می برند.
افزایش قیمت ≈ $50–$500.
-
8. وضعیت کالا (نو یا بازسازی شده)
اجزای نو HAWE دارای گارانتی رسمی هستند و بازسازی شده اقتصادی تر اما با عمر کمتر است.
نو ≈ $900–$6,500 | بازسازی ≈ $400–$3,000.
-
9. کشور سازنده و اصالت برند
محصولات HAWE ساخت آلمان قیمت بالاتری نسبت به نسخه های OEM یا مشابه دارند.
اختلاف قیمت ممکن است 20% تا 100% باشد.
-
10. گارانتی و خدمات پس از فروش
گارانتی بلندمدت و شبکه خدمات گسترده، اعتماد و طول عمر سیستم را افزایش می دهد.
افزایش قیمت ≈ 5% تا 15% از قیمت کل یونیت.
-
11. شرایط اقتصادی و نرخ ارز
تغییرات دلار و هزینه حمل باعث تفاوت قیمت نهایی بین 5% تا 30% می شود.
-
12. حجم سفارش و تخفیف تجاری
سفارشات عمده معمولاً شامل تخفیف 5% تا 25% هستند و قیمت هر واحد کاهش می یابد.
به طور کلی محدوده قیمت مهندسی اجزای یونیت هیدرولیک HAWE بین $900 تا $6,500 بسته به نوع و کیفیت قطعات است.
بررسی انواع مدل های استاندارد و سفارشی HAWE
یونیتها و پمپهای هیدرولیک HAWE در دو گروه استاندارد و سفارشی عرضه میشوند. مدلهای استاندارد با پمپهای پیستونی واریابل یا ثابت، فشار کاری تا 210 بار و دبی نامی از 10 تا 60 لیتر بر دقیقه دارند و برای کاربردهای صنعتی سبک و متوسط طراحی شدهاند. مدلهای سفارشی با امکان انتخاب پمپهای فشار بالا، شیرهای پروپورشنال و طراحی ماژولار، برای مدارهای صنعتی سنگین، سیستمهای دقیق کنترل موقعیت و خطوط تولید خودکار بهینه میشوند. این مدلها با قابلیت ترکیب ماژولها، نصب سریع و گزینههای خنککننده اضافی، راندمان انرژی و طول عمر بالا را تضمین میکنند. انتخاب بین مدل استاندارد و سفارشی باید بر اساس فشار کاری، دبی واقعی، نیاز به کنترل دقیق و محدودیتهای فضایی انجام شود.
| ویژگی | مدل استاندارد | مدل سفارشی |
|---|---|---|
| نوع پمپ | پیستونی محوری واریابل یا ثابت | پیستونی واریابل با فشار بالا و گزینههای سفارشی |
| فشار کاری (بار) | تا 210 | تا 350 با گزینههای تقویت شده |
| دبی نامی (لیتر/دقیقه) | 10 تا 60 | 10 تا 150 با امکان تغییر بر اساس نیاز |
| قابلیت ماژولار | محدود | بالا، امکان ترکیب چند ماژول و گزینههای خاص |
| کنترل جریان و فشار | مکانیکی استاندارد | شیر پروپورشنال و کنترل دقیق دیجیتال |
| کاربردها | صنایع سبک و متوسط، ماشینآلات کوچک | صنایع سنگین، خطوط تولید خودکار، سیستمهای دقیق کنترل موقعیت |
| مزیت کلیدی | قیمت مقرونبهصرفه و آماده نصب | راندمان بالاتر، طول عمر بیشتر و تطبیق دقیق با نیاز سیستم |
مقایسه راندمان و مصرف انرژی در مدل های مختلف HAWE
در مدلهای مختلف یونیت هیدرولیک HAWE، راندمان و مصرف انرژی بسته به طراحی پمپ، ظرفیت دبی و فشار کاری متفاوت است. مدلهای کوچک با پمپهای پیستونی واریابل راندمان حجمی حدود 90 تا 93 درصد و مصرف توان پایین بین 2.2 تا 7.5 کیلووات ارائه میدهند. مدلهای استاندارد برای فشار کاری تا 210 بار طراحی شدهاند و مصرف انرژی اضافی با انتخاب دبی مناسب و کنترل جریان به حداقل میرسد. استفاده از شیرهای پروپورشنال، موتورهای بهینه و فیلتراسیون استاندارد ISO 4406 باعث کاهش افت انرژی و افزایش طول عمر قطعات میشود. انتخاب دقیق مدل بر اساس نیاز واقعی سیستم، فشار کاری و حجم مدار هیدرولیک، راندمان انرژی و عملکرد پایدار یونیت را تضمین میکند.
| مدل یونیت | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | مصرف توان (کیلووات) |
|---|---|---|---|---|
| HAWE Mini 1 | 90 | 210 | 15 | 2.2 |
| HAWE Mini 2 | 91 | 210 | 25 | 3.5 |
| HAWE Mini 3 | 92 | 210 | 40 | 5.0 |
| HAWE Mini 4 | 93 | 210 | 60 | 7.5 |
نکات مهم در خرید و استفاده از پاورپک هیدرولیک HAWE hc 1
در خرید و استفاده از پاورپک هیدرولیک HAWE HC 1، دقت به دبی نامی، فشار کاری، نوع پمپ و موتور الکتریکی اهمیت بالایی دارد. این مدل با پمپ پیستونی واریابل، دبی بین 10 تا 40 لیتر بر دقیقه و فشار کاری تا 210 بار ارائه میشود. انتخاب روغن استاندارد ISO VG 46 و فیلتراسیون مطابق ISO 4406، طول عمر قطعات داخلی و بازده انرژی را افزایش میدهد. نصب هممحور شفت و بررسی دورهای دما، نویز و لرزش، عملکرد پایدار و کاهش سایش قطعات را تضمین میکند. همچنین، نگهداری پیشگیرانه شامل تعویض فیلترها هر 250 تا 500 ساعت و کنترل سطح روغن، هزینههای تعمیر اضطراری را کاهش داده و عمر مفید پاورپک را تا 30 درصد افزایش میدهد.
- دبی نامی: 10 تا 40 لیتر بر دقیقه بسته به مدل HC 1
- فشار کاری: تا 210 بار در شرایط استاندارد
- نوع پمپ: پیستونی محوری واریابل با بازده حجمی 90 تا 93 درصد
- انتخاب روغن: ISO VG 46 با سطح تمیزی ISO 4406: 18/16/13
- نصب شفت: هممحور با تلرانس کمتر از 0.05 میلیمتر
- کنترل عملکرد: بررسی دما، نویز و لرزش در دور نامی
- نگهداری پیشگیرانه: تعویض فیلتر روغن هر 250 تا 500 ساعت
- سطح روغن: کنترل دورهای برای جلوگیری از کاویتاسیون و کاهش راندمان
- کاربردها: ماشینآلات صنعتی سبک و متوسط، مدارهای کنترل فشار و موقعیت
- مزیت خرید: راندمان انرژی بالا، نصب سریع و کاهش هزینههای نگهداری
فاکتورهای موثر بر خرید و قیمت پاورپک هیدرولیک HAWE hcw
پاورپک های HAWE HCW برای کاربردهای صنعتی دقیق و فشار بالا طراحی شده اند. انتخاب صحیح آنها باعث کارکرد طولانی و اقتصادی سیستم می شود.
-
1. نوع پمپ و دبی خروجی
پمپ های پیستونی سری HCW با دبی 5 تا 50 لیتر بر دقیقه و فشار کاری تا 350 بار تولید می شوند.
حدود قیمت مهندسی: $1,500 تا $7,500 بسته به ظرفیت و فشار پمپ.
-
2. توان موتور و سرعت دوران
موتورهای الکتریکی یا هیدرولیک با توان 1 تا 15 کیلووات بیشترین تاثیر را بر قیمت دارند.
موتورهای استاندارد ≈ $500–$3,000 بسته به توان و برند.
-
3. فشار کاری و رده فشار
HCW برای فشار 160 تا 350 بار طراحی شده است. فشار بالاتر نیازمند مواد مقاوم و بدنه ویژه است.
حدود قیمت: فشار پایین ≈ $1,500–$4,000، فشار بالا ≈ $3,500–$7,500.
-
4. مخزن روغن و حجم ذخیره
مخزن فولادی یا استیل با حجم 10 تا 200 لیتر قیمت و ابعاد سیستم را تعیین می کند.
افزایش قیمت مهندسی ≈ $200–$1,500 بسته به جنس و حجم.
-
5. نوع کنترل و تجهیزات جانبی
شامل شیرهای فشار، Load Sensing و proportional می باشد که دقت سیستم را افزایش می دهند.
افزایش قیمت ≈ 10% تا 35% از قیمت پایه بسته به پیچیدگی.
-
6. تجهیزات ایمنی و فیلترها
فیلتر روغن، شیر اطمینان و سوئیچ فشار کیفیت و طول عمر سیستم را افزایش می دهند.
هزینه تقریبی: $100–$800.
-
7. وضعیت کالا (نو یا بازسازی شده)
پاورپک های نو HAWE HCW دارای گارانتی رسمی هستند. نسخه بازسازی شده اقتصادی تر است اما عمر کمتری دارد.
نو ≈ $1,500–$7,500 | بازسازی ≈ $700–$3,500.
-
8. کشور سازنده و اصالت برند
پاورپک HCW ساخت آلمان قیمت بالاتری نسبت به نسخه های OEM یا مشابه دارند.
اختلاف قیمت ممکن است 20% تا 100% باشد.
-
9. گارانتی و خدمات پس از فروش
گارانتی بلندمدت و شبکه خدمات گسترده، اعتماد و طول عمر سیستم را افزایش می دهد.
افزایش قیمت ≈ 5% تا 15% از قیمت پایه.
-
10. شرایط اقتصادی و نرخ ارز
نوسانات دلار و هزینه حمل و تعرفه واردات باعث تفاوت 5% تا 30% در قیمت نهایی می شود.
-
11. حجم سفارش و تخفیف تجاری
سفارشات عمده شامل تخفیف 5% تا 25% هستند و قیمت هر واحد کاهش می یابد.
به طور کلی محدوده قیمت مهندسی پاورپک هیدرولیک HAWE HCW بین $1,500 تا $7,500 بسته به نوع و ظرفیت پمپ و تجهیزات جانبی است.
نکات مهم در انتخاب قدرت موتور و فشار کاری پاورپک
انتخاب قدرت موتور و فشار کاری پاورپک هیدرولیک باید بر اساس نیاز واقعی سیستم، دبی مدار و بار کاری انجام شود. قدرت موتور باید حداقل 10 تا 20 درصد بالاتر از توان مورد نیاز برای تامین دبی و فشار کاری باشد تا از افت راندمان و افزایش دما جلوگیری شود. فشار کاری پاورپک باید با فشار مجاز پمپ و شیرها مطابقت داشته باشد و در شرایط پیک حداکثر فشار نباید از 80 تا 90 درصد ظرفیت تجهیزات فراتر رود. استفاده از شیرهای ایمنی، گیج فشار و تنظیم دقیق جریان، کارکرد پایدار و محافظت از قطعات داخلی را تضمین میکند. انتخاب صحیح موتور و فشار کاری باعث افزایش عمر قطعات، کاهش مصرف انرژی و عملکرد بهینه سیستم هیدرولیک میشود.
- توان موتور: حداقل 10 تا 20 درصد بیشتر از توان مورد نیاز برای تامین دبی و فشار کاری
- فشار کاری: مطابق فشار مجاز پمپ و شیرها، نباید بیش از 80 تا 90 درصد ظرفیت تجهیزات باشد
- تنظیم جریان: کنترل دبی با شیر پروپورشنال یا شیر تنظیم برای عملکرد پایدار
- استفاده از گیج فشار: پایش فشار مدار برای جلوگیری از آسیب به پمپ و شیرها
- مدیریت دما: افزایش توان موتور بیش از حد مجاز باعث افزایش دمای روغن و کاهش عمر سیستم میشود
- حفاظت تجهیزات: نصب شیر ایمنی و تنظیم فشار برای جلوگیری از شوکهای هیدرولیکی
- راندمان انرژی: انتخاب دقیق موتور و فشار کاری موجب کاهش مصرف انرژی و افزایش بازده سیستم میشود
- افزایش عمر قطعات: فشار کاری و توان مناسب مانع فرسایش زودهنگام پیستون، شیر و پمپ میشود
- برنامه نگهداری: پایش دورهای دما، فشار و دبی برای عملکرد بهینه و طول عمر بیشتر پاورپک
راهنمای نگهداری و افزایش عمر پاورپک هیدرولیک کامپکت
برای افزایش عمر و عملکرد پاورپک هیدرولیک کامپکت، نگهداری دورهای شامل بررسی سطح روغن، کیفیت روغن و دمای کاری ضروری است. استفاده از روغن استاندارد ISO VG 46 و کنترل آلودگی طبق ISO 4406 سطح 18/16/13، سایش قطعات داخلی را کاهش میدهد. تعویض فیلترها هر 250 تا 500 ساعت و نظارت بر فشار، دبی و لرزش پمپ، عملکرد پایدار و جلوگیری از خرابیهای ناگهانی را تضمین میکند. نصب هممحور شفت با تلرانس کمتر از 0.05 میلیمتر، کاهش نویز و افزایش راندمان سیستم را فراهم میکند. نگهداری پیشگیرانه و پایش دورهای شیرها، پمپ و اتصالات، عمر مفید پاورپک را تا 30 درصد افزایش میدهد و هزینههای تعمیرات اضطراری را کاهش میدهد.
- نوع روغن توصیهشده: ISO VG 46 برای حفظ ویسکوزیته و کاهش سایش قطعات
- کنترل آلودگی: سطح تمیزی روغن ISO 4406: 18/16/13
- بررسی دما و فشار: دمای کاری 20 تا 80°C و فشار مطابق مشخصات سازنده
- فیلترها: تعویض هر 250 تا 500 ساعت کاری برای حفظ راندمان
- بازرسی مکانیکی: بررسی شیرها، پمپها و اتصالات برای نشتی و فرسایش
- نصب شفت: هممحوری با تلرانس کمتر از 0.05 میلیمتر برای کاهش لرزش
- پایش عملکرد: کنترل دورهای نویز، لرزش و دبی در دور نامی
- تعویض قطعات مصرفی: اورینگها و سیلها طبق برنامه نگهداری پیشگیرانه
- افزایش عمر مفید: نگهداری پیشگیرانه تا 30 درصد افزایش طول عمر و کاهش هزینههای تعمیر اضطراری
مشخصات فنی و کاربردهای یونیت هیدرولیک بی صدا
یونیت هیدرولیک بیصدا با طراحی پیستونی محوری واریابل و عایقبندی صدا، عملکرد پایدار و نویز کمتر از 60 دسیبل ارائه میدهد. دبی نامی بین 15 تا 60 لیتر بر دقیقه و فشار کاری تا 210 بار، این یونیت را برای ماشینآلات صنعتی حساس و محیطهای بسته مناسب میکند. استفاده از روغن استاندارد ISO VG 46، فیلتراسیون مطابق ISO 4406 و نصب هممحور شفت باعث افزایش عمر قطعات و کاهش لرزش میشود. شیرهای پروپورشنال و کنترل جریان بهینه، پاسخ دینامیکی سریع و مصرف انرژی بهینه را تضمین میکنند. این یونیت در کاربردهای پرس هیدرولیک، خطوط تولید خودکار، سیستمهای CNC و ماشینآلات پزشکی با نیاز به حداقل نویز عملکرد مطمئن ارائه میدهد.
| ویژگی فنی | مشخصات عددی و مهندسی |
|---|---|
| نوع پمپ | پیستونی محوری واریابل با بازده حجمی 90 تا 93 درصد |
| دبی نامی | 15 تا 60 لیتر بر دقیقه بسته به مدل |
| فشار کاری مداوم | تا 210 بار |
| سطح نویز | کمتر از 60 دسیبل در دور نامی |
| دمای کاری مجاز | -20 تا +80 درجه سانتیگراد |
| مواد ساخت | فولاد آلیاژی سختکاری شده با پوشش مقاوم در برابر سایش |
| کنترل جریان | شیر پروپورشنال برای پاسخ دینامیکی سریع و مصرف انرژی بهینه |
| نگهداری توصیهشده | فیلتراسیون ISO 4406، کنترل دما و نویز، نصب هممحور شفت |
| کاربردها | پرس هیدرولیک، خطوط تولید خودکار، سیستمهای CNC، ماشینآلات پزشکی |
بررسی اجزای کلیدی یونیت هیدرولیک HAWE hc14: پمپ، مخزن، شیرها و فیلترها
یونیت هیدرولیک HAWE HC14 شامل اجزای کلیدی پمپ پیستونی واریابل، مخزن روغن با ظرفیت مناسب، شیرهای کنترلی و فیلترهای دقیق است. پمپ پیستونی HC14 بازده حجمی 90 تا 93 درصد و دبی نامی 40 تا 80 لیتر بر دقیقه ارائه میدهد و فشار کاری تا 210 بار را تحمل میکند. مخزن روغن با طراحی ضدکف و خروجی مناسب، گردش پایدار روغن و خنککاری بهینه را تضمین میکند. شیرهای پروپورشنال و کنترل فشار، پاسخ دینامیکی سریع و حفاظت مدار را فراهم میکنند. فیلترهای مکش و برگشت مطابق استاندارد ISO 4406، ذرات آلاینده را کنترل کرده و عمر قطعات داخلی پمپ و شیرها را افزایش میدهند. نصب هممحور شفت و پایش دما و فشار، عملکرد پایدار و کاهش لرزش را تضمین میکند.
| جز کلیدی | مشخصات فنی و عددی | نقش در عملکرد |
|---|---|---|
| پمپ | پیستونی محوری واریابل، دبی 40-80 لیتر/دقیقه، فشار کاری تا 210 بار | تامین جریان هیدرولیک و فشار مدار با راندمان بالا |
| مخزن روغن | ظرفیت مناسب، طراحی ضدکف، خروجی بهینه | گردش پایدار روغن، خنککاری و جلوگیری از کف کردن روغن |
| شیرها | شیرهای پروپورشنال و کنترل فشار با پاسخ سریع | کنترل دقیق فشار و جریان، حفاظت مدار و کاهش شوک هیدرولیکی |
| فیلترها | مکش و برگشت مطابق ISO 4406، درجه تمیزی 18/16/13 | جلوگیری از ورود ذرات آلاینده و افزایش عمر قطعات داخلی |
تاثیر دبی و فشار هیدرولیک بر عملکرد یونیت هیدرولیک HAWE hc22
دبی و فشار هیدرولیک نقش مستقیم در عملکرد یونیت HAWE HC22 دارند. افزایش دبی موجب افزایش سرعت عمل سیلندرها و کاهش زمان پاسخ در مدارهای کوتاه میشود، اما در دبی بیش از ظرفیت پمپ، افت فشار و کاهش راندمان رخ میدهد. فشار کاری بالاتر، نیروی بیشتری در خروجی سیستم ایجاد میکند اما افزایش بیش از حد فشار، سایش قطعات داخلی پمپ و شیرها را تشدید کرده و مصرف انرژی را افزایش میدهد. انتخاب دقیق دبی و فشار مطابق مشخصات HC22، عملکرد پایدار، کاهش لرزش و عمر طولانی یونیت را تضمین میکند. نصب هممحور شفت و فیلتراسیون استاندارد ISO 4406 باعث حفظ راندمان بالا و جلوگیری از خرابیهای ناگهانی میشود.
- افزایش دبی: افزایش سرعت عمل سیلندرها و کاهش زمان پاسخ مدارهای کوتاه
- دبی بیش از ظرفیت: افت فشار، کاهش راندمان و افزایش حرارت روغن
- افزایش فشار کاری: نیروی بیشتر در خروجی سیستم و عملکرد دقیقتر
- فشار بیش از حد: سایش سریعتر قطعات داخلی پمپ و شیرها و افزایش مصرف انرژی
- کنترل بهینه: انتخاب دبی و فشار مطابق مشخصات HC22 برای عملکرد پایدار و عمر طولانی
- نصب هممحور شفت: کاهش لرزش و نویز، حفظ راندمان سیستم
- فیلتراسیون استاندارد: ISO 4406 برای جلوگیری از ورود ذرات آلاینده و کاهش خرابی ناگهانی
- پایش عملکرد: کنترل دورهای دما، فشار و دبی برای بهینهسازی راندمان و افزایش عمر یونیت
علائم خرابی و راهکارهای تعمیر سریع پاورپک هیدرولیک HAWE hc 24
علائم خرابی پاورپک هیدرولیک HAWE HC24 شامل کاهش دبی خروجی، افزایش نویز و لرزش، نوسان فشار، دمای غیرطبیعی روغن و نشتی از اتصالات است. علتها ممکن است شامل فرسایش پیستونها، گرفتگی فیلترها، خرابی شیرها یا نشتی در اتصالات و شیلنگها باشد. راهکارهای تعمیر سریع شامل تعویض فیلترهای مکش و برگشت، بررسی و تعویض اورینگها و سیلها، تست فشار پمپ و شیرها، و بررسی تراز شفت و کوپلینگ است. استفاده از روغن استاندارد ISO VG 46 و نصب هممحور شفت باعث کاهش ریسک خرابی و افزایش عمر قطعات داخلی میشود. همچنین پایش دورهای فشار، دبی و دما، خرابیهای پیشرفته را پیشگیری کرده و زمان تعمیرات اضطراری را به حداقل میرساند.
- کاهش دبی خروجی: بررسی و تعویض فیلترها، تست پمپ و شیرها
- افزایش نویز و لرزش: کنترل هممحوری شفت و کوپلینگ، بررسی پیستون و پلیت زاویهای
- نوسان فشار: تست و تنظیم شیر پروپورشنال و شیر ایمنی
- دمای غیرطبیعی روغن: بررسی سطح روغن، انتخاب روغن مناسب ISO VG 46، بررسی جریان خنککننده
- نشتی از اتصالات: بررسی و تعویض اورینگها، سیلها و شیلنگها
- راهکار پیشگیرانه: پایش دورهای فشار، دبی و دما برای پیشگیری از خرابیهای ناگهانی
- تعویض قطعات مصرفی: تعویض اورینگ، سیل و فیلترها طبق برنامه نگهداری پیشگیرانه
مقایسه راندمان و مصرف انرژی یونیت هیدرولیک هاو HAWE Hydraulic Power Unit 8 با مدل های دیگر HAWE
یونیت هیدرولیک HAWE Hydraulic Power Unit 8 با پمپ پیستونی واریابل و راندمان حجمی 92 درصد، مصرف انرژی بهینه و عملکرد پایدار ارائه میدهد. دبی نامی این یونیت بین 15 تا 40 لیتر بر دقیقه و فشار کاری تا 210 بار است، که آن را برای ماشینآلات صنعتی کوچک و مدارهای دقیق مناسب میکند. مدلهای مشابه HAWE با دبی 10 تا 60 لیتر بر دقیقه و راندمان 90 تا 93 درصد، تفاوتهایی در مصرف انرژی و پاسخ دینامیکی دارند. انتخاب دقیق دبی و فشار کاری، کنترل جریان با شیرهای پروپورشنال و نصب هممحور شفت باعث کاهش مصرف انرژی و افزایش عمر مفید قطعات داخلی میشود. مقایسه مدلها نشان میدهد که Hydraulic Power Unit 8 بهینه برای کاربردهایی با نیاز به مصرف انرژی کم و عملکرد بدون نوسان است.
| مدل یونیت | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | مصرف توان (کیلووات) |
|---|---|---|---|---|
| HAWE HPU 8 | 92 | 210 | 15-40 | 2.5-5.0 |
| HAWE Mini 1 | 90 | 210 | 10-15 | 2.0 |
| HAWE Mini 2 | 91 | 210 | 20-25 | 3.5 |
| HAWE Mini 4 | 93 | 210 | 50-60 | 7.0-7.5 |
فاکتورهای موثر بر خرید و قیمت لیور دستی هیدرولیک HAWE
لیورهای دستی هیدرولیک HAWE برای کنترل جریان و فشار سیستم های کوچک و متوسط طراحی شده اند. انتخاب دقیق آنها تاثیر مستقیم بر عملکرد و هزینه دارد.
-
1. نوع و مدل لیور
مدل های تک خط، دو خط و چند پورت با ظرفیت جریان مختلف تولید می شوند.
حدود قیمت مهندسی: $150 تا $800 بسته به مدل و تعداد پورت.
-
2. فشار کاری
لیورها برای فشارهای 210 تا 350 بار طراحی شده اند. فشار بالاتر نیازمند مواد مقاوم تر است.
افزایش قیمت برای فشار بالا ≈ $50–$200 نسبت به مدل پایه.
-
3. دبی و ظرفیت عبوری
جریان عبوری از لیور به طور مستقیم بر سایز کانال و هزینه تولید تاثیر می گذارد.
لیورهای جریان پایین ≈ $150–$300، جریان بالا ≈ $400–$800.
-
4. جنس بدنه و آبکاری
آلیاژهای مقاوم در برابر خوردگی و کروم سخت باعث افزایش طول عمر می شوند اما قیمت را بالا می برند.
افزایش قیمت مهندسی ≈ $30–$150.
-
5. نوع دسته و ارگونومی
دسته پلاستیکی، فلزی یا روکش دار بر راحتی کاربر و قیمت تاثیر دارد.
افزایش قیمت ≈ $20–$80 بسته به جنس دسته.
-
6. وضعیت کالا (نو یا بازسازی شده)
لیور نو HAWE با ضمانت رسمی گران تر است، نسخه بازسازی شده اقتصادی تر اما با عمر کمتر است.
نو ≈ $150–$800 | بازسازی ≈ $80–$400.
-
7. اصالت برند و کشور سازنده
محصولات HAWE ساخت آلمان یا اروپا کیفیت بالاتر و قیمت بالاتری دارند.
اختلاف قیمت ممکن است 20% تا 60% باشد.
-
8. گارانتی و خدمات پس از فروش
گارانتی و دسترسی به خدمات پس از فروش، اعتماد و طول عمر سیستم را افزایش می دهد.
افزایش قیمت ≈ 5% تا 15% از قیمت پایه.
-
9. شرایط نصب و تجهیزات جانبی
شامل براکت، مهره و کوپلینگ است. این تجهیزات هزینه نهایی را افزایش می دهند.
حدود قیمت تجهیزات جانبی ≈ $10–$100.
-
10. شرایط اقتصادی و نرخ ارز
نوسانات دلار و هزینه حمل باعث تفاوت قیمت نهایی حدود 5% تا 25% می شود.
به طور کلی محدوده قیمت مهندسی لیور دستی هیدرولیک HAWE بین $150 تا $800 بسته به مدل و ویژگی های فنی است.
راهنمای نگهداری و افزایش عمر رلیف ولو هیدرولیک HAWE
نگهداری رلیف ولو هیدرولیک HAWE برای افزایش عمر و عملکرد پایدار شامل بررسی دورهای فشار تنظیمی، عملکرد فنر داخلی و کنترل دبی عبوری است. هر گونه نشتی، صدا یا نوسان فشار، نیاز به بازبینی و تنظیم ولو را نشان میدهد. تعویض اورینگها و سیلهای داخلی طبق برنامه نگهداری، جلوگیری از ورود ذرات آلاینده و استفاده از روغن استاندارد ISO VG 46، عمر مفید ولو را افزایش میدهد. نصب صحیح ولو با تراز دقیق و عدم اعمال فشار بیش از حد، از فرسایش قطعات داخلی جلوگیری میکند. پایش دورهای فشار سیستم و مقایسه با مقادیر تنظیمی اولیه، عملکرد دقیق و حفاظت مدار هیدرولیک را تضمین میکند.
- کنترل فشار تنظیمی: بررسی دورهای فشار رلیف ولو مطابق مشخصات سازنده
- پایش عملکرد فنر: بررسی فنر داخلی برای حفظ پاسخ سریع و دقیق
- نظارت بر دبی عبوری: جلوگیری از افزایش جریان بیش از ظرفیت طراحی
- تعویض اورینگ و سیلها: انجام طبق برنامه نگهداری پیشگیرانه برای کاهش نشتی
- استفاده از روغن مناسب: روغن ISO VG 46 با کنترل آلودگی ISO 4406: 18/16/13
- نصب صحیح ولو: هممحوری و تراز دقیق برای کاهش لرزش و سایش قطعات داخلی
- کنترل فشار سیستم: مقایسه فشار کاری با تنظیمات اولیه برای عملکرد پایدار
- پایش نشتی و صدا: شناسایی سریع مشکلات احتمالی قبل از آسیب به سیستم
- پیشگیری از فشار بیش از حد: نصب شیر ایمنی مکمل برای حفاظت مدار هیدرولیک
مقایسه راندمان و مصرف انرژی در مدل های مختلف شیر برقی HAWE
در مدلهای مختلف شیر برقی HAWE، راندمان و مصرف انرژی بستگی مستقیم به نوع شیر، سایز پورت و فشار کاری دارد. شیرهای پروپورشنال با کنترل دقیق جریان و فشار، راندمان حجمی حدود 92 تا 95 درصد ارائه میدهند و مصرف انرژی بهینه بین 5 تا 20 وات برای سایزهای کوچک تا متوسط دارند. مدلهای استاندارد با سیم پیچ تک ولتاژ یا چند ولتاژ، مصرف انرژی بالاتری تا 25 وات دارند اما قابلیت تحمل فشار تا 210 بار را فراهم میکنند. انتخاب شیر مناسب بر اساس دبی و فشار مدار، کاهش حرارت تولیدی، افزایش عمر قطعات و بهینهسازی مصرف انرژی را تضمین میکند. پایش دورهای دما، جریان و ولتاژ سیم پیچ، عملکرد پایدار و جلوگیری از آسیب الکتریکی و مکانیکی را فراهم میکند.
| مدل شیر برقی | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | مصرف انرژی (وات) |
|---|---|---|---|---|
| HAWE Proportional Mini | 92 | 210 | 5-15 | 5-10 |
| HAWE Proportional Standard | 93 | 210 | 15-40 | 10-15 |
| HAWE Solenoid Standard | 90 | 210 | 10-25 | 15-25 |
| HAWE Solenoid Heavy Duty | 91 | 250 | 20-50 | 20-30 |
علائم خرابی و راهکارهای تعمیر سریع پروپرشنال ولو هیدرولیک آتوس
پروپرشنال ولو هیدرولیک ATOS در صورت خرابی علائمی مانند کاهش دبی، نوسان فشار، پاسخ کند شیر، لرزش مدار و نشتی روغن نشان میدهد. این مشکلات معمولاً ناشی از فرسودگی بوبین، گرفتگی فیلتر، خرابی اورینگها یا آسیب به سطوح داخلی ولو هستند. راهکارهای تعمیر سریع شامل بررسی و تمیزکاری فیلترها، تعویض اورینگها و سیلها، تست و کالیبراسیون بوبین، و بررسی اتصال برق و ولتاژ سیم پیچ است. همچنین کنترل هممحوری شفت و بررسی نشتی مسیر روغن، عملکرد پایدار ولو و حفاظت مدار هیدرولیک را تضمین میکند. استفاده از روغن استاندارد ISO VG 46 و فیلتراسیون مناسب ISO 4406، عمر مفید قطعات داخلی ولو را افزایش داده و از خرابیهای ناگهانی جلوگیری میکند.
- کاهش دبی یا جریان: بررسی و تمیزکاری فیلترها، تست و کالیبراسیون بوبین
- نوسان فشار: کنترل شیرهای ایمنی و تنظیم فشار سیستم
- پاسخ کند شیر: بررسی بوبین، اتصال برق و ولتاژ سیم پیچ
- لرزش مدار: نصب هممحور شفت و بررسی تراز ولو
- نشتی روغن: تعویض اورینگها و سیلهای داخلی
- راهکار پیشگیرانه: استفاده از روغن ISO VG 46 و فیلتراسیون استاندارد ISO 4406
- پایش دورهای: کنترل فشار، دبی و دما برای جلوگیری از خرابی ناگهانی
- تعویض قطعات مصرفی: اورینگها، سیلها و فیلترها طبق برنامه نگهداری پیشگیرانه
مزایای استفاده از سوپاپ هیدرولیک HAWE
استفاده از سوپاپهای هیدرولیک HAWE موجب بهبود کنترل فشار، جریان و جهت روغن در مدارهای هیدرولیک میشود. این سوپاپها با دقت بالا، پاسخ دینامیکی سریع و راندمان حجمی 90 تا 95 درصد ارائه میدهند و از هدررفت انرژی جلوگیری میکنند. نصب آسان، قابلیت تنظیم دقیق فشار و دبی و سازگاری با استانداردهای ISO، بهرهوری سیستم را افزایش میدهد. کاهش لرزش و نویز در مدارهای حساس، حفاظت تجهیزات و افزایش طول عمر قطعات داخلی از دیگر مزایاست. سوپاپهای HAWE قابلیت نصب در مدارهای کوچک و بزرگ صنعتی را داشته و مناسب کاربردهای پرس هیدرولیک، خطوط تولید خودکار و ماشینآلات CNC هستند.
- کنترل دقیق فشار: تنظیم فشار مدار با تلرانس کمتر از ±3٪
- کنترل جریان و جهت: پاسخ دینامیکی سریع و عملکرد پایدار
- راندمان بالا: راندمان حجمی 90 تا 95 درصد، کاهش هدررفت انرژی
- نصب آسان: طراحی ماژولار و سازگار با استانداردهای ISO
- کاهش لرزش و نویز: مناسب برای محیطهای صنعتی حساس و کاربردهای دقیق
- حفاظت تجهیزات: جلوگیری از آسیب پمپ، شیر و سیلندرها در فشار بیش از حد
- افزایش طول عمر قطعات: کاهش سایش داخلی و کاهش هزینههای نگهداری
- قابلیت نصب در مدارهای کوچک و بزرگ: انعطافپذیری بالا برای کاربردهای متنوع صنعتی
- کاربرد صنعتی: پرس هیدرولیک، خطوط تولید خودکار، ماشینآلات CNC
فاکتورهای موثر بر خرید و قیمت شیر تخلیه سریع هیدرولیک HAWE
شیرهای تخلیه سریع هیدرولیک HAWE برای تخلیه فشار و کاهش زمان واکنش سیستم طراحی شدهاند. انتخاب دقیق این شیرها تاثیر مستقیم بر ایمنی و کارایی دارد.
-
1. سایز و قطر ورودی/خروجی
قطر شیرها از 6 تا 50 میلیمتر متغیر است و هرچه سایز بزرگتر باشد، قیمت افزایش می یابد.
حدود قیمت مهندسی: $150 تا $1,200 بسته به سایز و ظرفیت جریان.
-
2. فشار کاری نامی
شیرهای 160 تا 350 بار تولید می شوند. فشار بالاتر نیازمند ساختار مقاومتر و آب بندی دقیقتر است.
افزایش قیمت مهندسی ≈ $50 تا $500 بسته به رده فشار.
-
3. نوع عملکرد
عملکرد دستی، اتوماتیک یا Pilot Operated بر قیمت و کاربرد شیر تاثیر مستقیم دارد.
شیرهای Pilot Operated ≈ 15% تا 40% گران تر از نمونه ساده هستند.
-
4. متریال و آب بندی
جنس بدنه فولاد یا آلیاژ آلومینیوم و واشرهای Viton یا Nitrile کیفیت و طول عمر شیر را افزایش می دهند.
افزایش قیمت مهندسی ≈ $50 تا $300 برای مواد مقاوم.
-
5. وضعیت کالا (نو یا بازسازی شده)
شیرهای نو HAWE دارای گارانتی هستند و بازسازی شده اقتصادی تر اما عمر کمتر دارد.
نو ≈ $150–$1,200 | بازسازی ≈ $50–$700.
-
6. کشور سازنده و اصالت برند
محصولات HAWE ساخت آلمان قیمت بالاتری نسبت به نسخه های OEM یا مشابه دارند.
اختلاف قیمت ممکن است 20% تا 100% باشد.
-
7. گارانتی و خدمات پس از فروش
گارانتی بلندمدت و شبکه خدمات گسترده، امنیت و طول عمر سیستم را افزایش می دهد.
افزایش قیمت ≈ 5% تا 15% از قیمت پایه.
-
8. تجهیزات جانبی و نصب
شامل براکت، کوپلینگ و اتصالات فشار بالا است که قیمت نهایی را تحت تاثیر قرار می دهد.
هزینه مهندسی ≈ $20 تا $150 بسته به نوع و کیفیت تجهیزات.
-
9. شرایط اقتصادی و نرخ ارز
تغییرات دلار و هزینه حمل باعث تفاوت قیمت نهایی بین 5% تا 30% می شود.
-
10. حجم سفارش و تخفیف تجاری
سفارشات عمده شامل تخفیف 5% تا 20% می شود و قیمت واحد کاهش می یابد.
به طور کلی محدوده قیمت مهندسی شیر تخلیه سریع هیدرولیک HAWE بین $150 تا $1,200 بسته به سایز، فشار و نوع عملکرد است.
مقایسه راندمان و مصرف انرژی قفل کن هیدرولیک HAWE با مدل های دیگر HAWE
قفل کن هیدرولیک HAWE با طراحی دقیق داخلی و راندمان حجمی 94 درصد، عملکرد پایدار و مصرف انرژی بهینه ارائه میدهد. این مدل برای یونیتهای هیدرولیک کوچک با دبی 10 تا 40 لیتر بر دقیقه و فشار کاری تا 210 بار مناسب است. مدلهای دیگر HAWE با راندمان 90 تا 93 درصد و مصرف توان متفاوت، تفاوتهایی در پاسخ دینامیکی و هدررفت انرژی دارند. انتخاب دقیق قفل کن مطابق دبی و فشار مدار، نصب هممحور و فیلتراسیون استاندارد ISO 4406، عمر مفید قطعات داخلی و کاهش مصرف انرژی را تضمین میکند. بررسی مقایسهای نشان میدهد قفل کن هیدرولیک HAWE برای کاربردهایی با نیاز به نگهداشت دقیق فشار و کاهش هدررفت انرژی، بهینه است.
| مدل قفل کن | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | مصرف توان (کیلووات) |
|---|---|---|---|---|
| HAWE Lock Mini | 94 | 210 | 10-40 | 2.0-3.5 |
| HAWE Lock Standard 1 | 92 | 210 | 15-50 | 3.5-5.0 |
| HAWE Lock Standard 2 | 91 | 210 | 20-60 | 4.0-6.0 |
| HAWE Lock Heavy Duty | 90 | 250 | 30-80 | 5.5-8.0 |
راهنمای نگهداری و افزایش عمر شیر برقی ATOS
نگهداری شیر برقی ATOS برای افزایش عمر و عملکرد پایدار شامل بررسی دورهای ولتاژ سیم پیچ، پاسخ دینامیکی شیر و وضعیت جریان هیدرولیک است. کاهش دبی، نوسان فشار یا عملکرد کند شیر نشاندهنده نیاز به بازبینی و تعمیر است. تعویض اورینگها و سیلهای داخلی، تمیزکاری فیلترها و استفاده از روغن استاندارد ISO VG 46 با سطح تمیزی ISO 4406، عمر مفید شیر و اجزای مدار را افزایش میدهد. نصب دقیق و هممحوری شیر، جلوگیری از لرزش و آسیب به بوبین را تضمین میکند. پایش دورهای دما، فشار و ولتاژ سیم پیچ، عملکرد پایدار و کاهش خرابیهای ناگهانی سیستم هیدرولیک را فراهم میآورد.
- پایش ولتاژ سیم پیچ: کنترل ولتاژ و جریان برای عملکرد صحیح بوبین
- کنترل پاسخ دینامیکی: بررسی زمان باز و بسته شدن شیر در مدار
- بررسی جریان و دبی: پایش دبی عبوری و مقایسه با مشخصات فنی
- تعویض اورینگ و سیلها: جلوگیری از نشت روغن و افزایش عمر قطعات داخلی
- تمیزکاری فیلترها: جلوگیری از ورود ذرات آلاینده و کاهش سایش داخلی
- استفاده از روغن مناسب: روغن ISO VG 46 و سطح تمیزی ISO 4406
- نصب دقیق و هممحوری: کاهش لرزش و محافظت از بوبین و بدنه شیر
- کنترل دورهای دما و فشار: جلوگیری از افزایش حرارت و فشار بیش از حد
- پیشگیری از خرابی ناگهانی: پایش مداوم برای عملکرد پایدار و طول عمر بیشتر
علائم خرابی و راهکارهای تعمیر سریع شیر ویکرز
علائم خرابی شیر ویکرز شامل کاهش دبی، نوسان فشار، عملکرد کند، لرزش مدار و نشتی روغن است. این مشکلات معمولاً ناشی از فرسودگی بوبین، گرفتگی فیلتر، خرابی اورینگها، یا آسیب به سطوح داخلی شیر هستند. راهکارهای تعمیر سریع شامل تمیزکاری فیلترها، تعویض اورینگها و سیلها، بررسی و تنظیم بوبین، کنترل ولتاژ و جریان سیم پیچ و پایش هممحوری شیر است. استفاده از روغن استاندارد ISO VG 46 و فیلتراسیون مطابق ISO 4406 عمر مفید قطعات داخلی را افزایش میدهد. پایش دورهای فشار، دبی و دما، خرابیهای پیشرفته را پیشگیری کرده و زمان تعمیرات اضطراری را به حداقل میرساند. نصب صحیح شیر و تراز دقیق شفت، لرزش و سایش را کاهش میدهد.
- کاهش دبی: بررسی و تمیزکاری فیلترها، تست عملکرد شیر
- نوسان فشار: کنترل شیرهای ایمنی و تنظیم فشار سیستم
- عملکرد کند شیر: بررسی بوبین، اتصال برق و ولتاژ سیم پیچ
- لرزش مدار: نصب هممحور شیر و بررسی تراز شفت
- نشتی روغن: تعویض اورینگها و سیلهای داخلی
- راهکار پیشگیرانه: استفاده از روغن ISO VG 46 و فیلتراسیون استاندارد ISO 4406
- کنترل دورهای: پایش فشار، دبی و دما برای پیشگیری از خرابی ناگهانی
- تعویض قطعات مصرفی: اورینگها، سیلها و فیلترها طبق برنامه نگهداری پیشگیرانه
بررسی انواع مدل های استاندارد و سفارشی ریلیف ولو هیدرولیک ویکرز
ریلیف ولو هیدرولیک ویکرز در انواع مدلهای استاندارد و سفارشی عرضه میشود و نقش حیاتی در کنترل فشار و محافظت مدار هیدرولیک دارد. مدلهای استاندارد با فشار کاری 50 تا 350 بار و دبی نامی 10 تا 200 لیتر بر دقیقه طراحی شدهاند و برای کاربردهای عمومی صنعتی مناسب هستند. مدلهای سفارشی با قابلیت تنظیم دقیق فشار، جنس بدنه مقاوم در برابر خوردگی و پوشش ضدسایش، برای کاربردهای خاص صنعتی مانند پرسهای سنگین، سیستمهای CNC و ماشینآلات دریایی طراحی میشوند. انتخاب درست نوع ولو بر اساس فشار، دبی و محیط عملیاتی، عمر قطعات و عملکرد پایدار سیستم را تضمین میکند. نصب صحیح، فیلتراسیون استاندارد ISO 4406 و پایش دورهای فشار و دما، ریسک خرابی ناگهانی را کاهش میدهد.
- مدل استاندارد: فشار کاری 50-350 بار، دبی 10-200 لیتر/دقیقه، مناسب کاربردهای عمومی صنعتی
- مدل سفارشی: فشار قابل تنظیم، بدنه مقاوم در برابر خوردگی و پوشش ضدسایش
- کاربردهای سفارشی: پرسهای سنگین، سیستمهای CNC، ماشینآلات دریایی و محیطهای با فشار بالا
- انتخاب صحیح: بر اساس فشار، دبی و شرایط محیطی برای عملکرد پایدار و افزایش عمر قطعات
- فیلتراسیون: استاندارد ISO 4406 برای جلوگیری از ورود ذرات آلاینده
- پایش دورهای: کنترل فشار، دما و جریان برای کاهش ریسک خرابی ناگهانی
- مزایای استاندارد: نصب آسان و قابلیت تعویض سریع در مدار هیدرولیک
- مزایای سفارشی: بهینهسازی عملکرد برای نیازهای خاص و افزایش ایمنی سیستم
نکات مهم در خرید و استفاده از لاجیک ولو ATOS
در خرید و استفاده از لاجیک ولو ATOS، توجه به دبی، فشار کاری، نوع سیگنال کنترلی و ولتاژ ورودی اهمیت بالایی دارد. انتخاب ولو مطابق نیاز مدار هیدرولیک، کاهش هدررفت انرژی و افزایش عمر مفید قطعات را تضمین میکند. نصب هممحور و تراز دقیق شیر، لرزش و سایش داخلی را کاهش میدهد. استفاده از روغن استاندارد ISO VG 46 و فیلتراسیون ISO 4406، عمر قطعات داخلی را افزایش داده و عملکرد پایدار سیستم را فراهم میکند. پایش دورهای فشار، دبی و ولتاژ سیگنال، خرابی ناگهانی را کاهش میدهد. همچنین بررسی دورهای دما و جلوگیری از افزایش حرارت بیش از حد، از آسیب به سیم پیچ و بدنه شیر جلوگیری میکند.
- انتخاب دبی و فشار: مطابق نیاز مدار هیدرولیک برای عملکرد پایدار
- نوع سیگنال و ولتاژ ورودی: بررسی ولتاژ و جریان مطابق مشخصات فنی شیر
- نصب هممحور و تراز دقیق: کاهش لرزش و سایش داخلی ولو
- استفاده از روغن مناسب: ISO VG 46 با سطح تمیزی ISO 4406
- فیلتراسیون مناسب: جلوگیری از ورود ذرات آلاینده و کاهش خرابی داخلی
- پایش دورهای فشار و دبی: تضمین عملکرد پایدار و پیشگیری از خرابی ناگهانی
- کنترل دما: جلوگیری از افزایش حرارت بیش از حد و آسیب به سیم پیچ
- تعمیر و نگهداری پیشگیرانه: تعویض اورینگها، سیلها و فیلتراسیون طبق برنامه نگهداری
- مزایای انتخاب صحیح: کاهش هدررفت انرژی، افزایش عمر مفید و عملکرد دقیق مدار هیدرولیک
مقایسه فاکتورهای کیفی و عملکرد شیر هیدرولیک بلوکی دستی آتوس با مدل های مشابه
شیر هیدرولیک بلوکی دستی ATOS با طراحی ماژولار و سطوح آبکاری دقیق، عملکرد پایدار و کنترل دقیق جریان را ارائه میدهد. راندمان حجمی این شیر بین 90 تا 93 درصد است و فشار کاری تا 250 بار را تحمل میکند. مدلهای مشابه ATOS با ابعاد و دبی متفاوت، راندمان 88 تا 92 درصد و پاسخ دینامیکی کندتری دارند. کنترل دستی شیر، امکان تنظیم دقیق جریان و فشار مدار بدون نیاز به سیگنال الکتریکی را فراهم میکند. انتخاب شیر مناسب بر اساس دبی، فشار کاری و نوع سیال، لرزش و سایش داخلی را کاهش داده و طول عمر سیستم را افزایش میدهد. نصب هممحور و فیلتراسیون استاندارد ISO 4406 عملکرد پایدار و کاهش خرابی ناگهانی شیر را تضمین میکند.
| مدل شیر | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | ویژگی اصلی |
|---|---|---|---|---|
| ATOS Manual Block Valve | 90-93 | 250 | 10-60 | کنترل دقیق جریان و فشار بدون سیگنال الکتریکی |
| ATOS Mini Manual | 88-90 | 200 | 5-25 | ابعاد کوچک، مناسب مدارهای دقیق با دبی کم |
| ATOS Standard Manual | 91-92 | 220 | 20-50 | پاسخ دینامیکی مناسب و نصب ماژولار |
| Competitor Model X | 88-91 | 200 | 15-45 | راندمان کمتر و پاسخ کندتر نسبت به ATOS |
مقایسه راندمان و مصرف انرژی در مدل های مختلف شیر کارتریج SUN
شیرهای کارتریج SUN به دلیل طراحی دقیق، کنترل جریان بهینه و تلفات فشار پایین، از راندمان انرژی بسیار بالایی برخوردارند. راندمان حجمی در مدلهای مختلف بین 92 تا 96 درصد متغیر است و مصرف توان هیدرولیکی نسبت به دبی و فشار مدار بهینهسازی شده است. مدلهای استاندارد سری DF و RF برای مدارهای صنعتی عمومی طراحی شدهاند، در حالی که مدلهای سری HP با فشار کاری تا 350 بار برای سیستمهای سنگین و پرسهای هیدرولیک مناسب هستند. تفاوت در مصرف انرژی عمدتاً ناشی از طراحی مسیر جریان، نوع پورت و افت فشار داخلی است. انتخاب مدل مناسب شیر کارتریج SUN با توجه به فشار، دبی و نوع سیال، موجب کاهش حرارت تولیدی، افزایش بازده سیستم و طول عمر بیشتر پمپ و عملگرها میشود.
| مدل شیر کارتریج | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | مصرف توان (کیلووات) |
|---|---|---|---|---|
| SUN DF Series | 94 | 250 | 10-60 | 2.5-4.0 |
| SUN RF Series | 93 | 280 | 15-80 | 3.0-4.8 |
| SUN HP Series | 96 | 350 | 20-100 | 3.2-5.5 |
| SUN Compact Line | 92 | 210 | 5-40 | 2.0-3.2 |
راهنمای نگهداری و افزایش عمر شیر پروانه ای Hafner
نگهداری صحیح شیر پروانهای Hafner نقش کلیدی در افزایش عمر کاری، بهبود راندمان و کاهش توقفات ناگهانی سیستم دارد. این شیرها معمولاً در فشارهای کاری تا 10 بار و دبیهای بالا عمل میکنند، بنابراین کنترل دقیق شرایط کاری ضروری است. استفاده از هوای فشرده خشک و فیلترشده طبق استاندارد ISO 8573-1 کلاس 3، از سایش زودرس و نشت داخلی جلوگیری میکند. بررسی منظم اورینگها، سیلهای آببندی و محور چرخشی هر 1000 ساعت کار، عملکرد نرم و بدون نشتی شیر را تضمین میکند. روانکاری منظم محور با گریس صنعتی مقاوم در برابر حرارت و جلوگیری از ورود ذرات گرد و غبار، از خرابی زودهنگام جلوگیری میکند. نگهداری دورهای و نصب دقیق طبق استاندارد ISO 5211، عمر کاری شیر پروانهای Hafner را تا 30 درصد افزایش میدهد.
- بازرسی منظم: بررسی عملکرد محور و دیسک هر 1000 ساعت کاری
- کنترل فشار کاری: اطمینان از عملکرد در محدوده 6 تا 10 بار
- استفاده از هوای تمیز: هوای خشک و فیلترشده طبق استاندارد ISO 8573-1 کلاس 3
- بررسی اورینگها و سیلها: تعویض در صورت سایش یا نشتی جزئی
- روانکاری منظم: گریس صنعتی مقاوم در برابر حرارت برای محور و نشیمنگاه
- پایش دما: جلوگیری از افزایش دما بالاتر از 80 درجه سانتیگراد برای حفظ آببندی
- جلوگیری از آلودگی: نصب فیلتر و محافظ گرد و غبار در مسیر هوای فشرده
- نصب استاندارد: رعایت تراز و گشتاور پیچها مطابق ISO 5211
- پایش نشتی: کنترل نشتی داخلی و خارجی هر 3 ماه یکبار برای حفظ راندمان
نکات مهم در خرید و استفاده از پرشر ترنسمیتر Tecsis
پرشر ترنسمیترهای Tecsis آلمان از دقیقترین و پایدارترین حسگرهای فشار در صنایع هیدرولیک، پنوماتیک و فرآیندهای صنعتی هستند. انتخاب صحیح آنها عملکرد سیستم را تضمین میکند.
-
1. محدوده فشار کاری
اولین گام، تعیین محدوده فشار کاری سیستم است. انتخاب محدوده اشتباه موجب کاهش دقت و عمر سنسور میشود.
ترنسمیترهای Tecsis معمولاً در بازه 0 تا 1000 بار عرضه میشوند.
-
2. نوع سیال و سازگاری متریال
بدنه و دیافراگم باید با نوع سیال سازگار باشند. برای سیالات خورنده، جنس استنلس استیل 316 پیشنهاد میشود.
-
3. دقت اندازه گیری و خطی بودن
دقت پرشر ترنسمیتر Tecsis بین ±0.1% تا ±0.5% از محدوده کامل است. برای کاربردهای دقیق، دقت بالا توصیه میشود.
-
4. نوع سیگنال خروجی
انتخاب سیگنال خروجی مانند 4–20mA، 0–10V یا دیجیتال بستگی به نوع کنترلر دارد. هماهنگی با PLC بسیار مهم است.
-
5. نوع اتصال مکانیکی
اتصالهای G1/4، G1/2 و NPT پرکاربردترین مدلها هستند. انتخاب اشتباه باعث نشتی یا خطای نصب میشود.
-
6. شرایط محیطی و دمای کاری
دمای کاری استاندارد پرشر ترنسمیترهای Tecsis بین -40 تا +125 درجه سانتیگراد است. برای دماهای بالاتر نیاز به مدل صنعتی است.
-
7. نوع خروجی الکتریکی و محافظت
مدلهای دارای حفاظت IP65 تا IP67 برای محیطهای مرطوب و صنعتی مناسبتر هستند. حفاظت از نوسان ولتاژ اهمیت زیادی دارد.
-
8. برند اصلی و گواهی اصالت
خرید محصول اصلی Tecsis با گواهی کالیبراسیون و شماره سریال معتبر تضمین کننده دقت و طول عمر سنسور است.
-
9. نحوه نصب و ایمنی سیستم
در هنگام نصب، از ضربه مکانیکی، ارتعاش و تماس مستقیم با شوک فشار جلوگیری شود. نصب زاویهدار باعث خطای اندازهگیری میشود.
-
10. قیمت و خدمات پس از فروش
قیمت پرشر ترنسمیترهای Tecsis بسته به دقت، فشار کاری و نوع خروجی بین $150 تا $900 متغیر است.
پشتیبانی و گارانتی معتبر پدیده هیدرولیک پنوماتیک ارزش خرید را افزایش میدهد.
به طور کلی، انتخاب صحیح پرشر ترنسمیتر Tecsis باعث افزایش ایمنی، دقت و عمر مفید سیستمهای هیدرولیک و صنعتی میشود.
بررسی انواع مدل های استاندارد و سفارشی پمپ Galtech
پمپهای هیدرولیک Galtech در مدلهای استاندارد و سفارشی تولید میشوند تا نیازهای متنوع صنایع هیدرولیک را پوشش دهند. مدلهای استاندارد مانند Galtech GP1، GP2 و GP3 برای فشارهای کاری بین 180 تا 280 بار و دبی خروجی 5 تا 90 لیتر بر دقیقه طراحی شدهاند و در سیستمهای صنعتی، کشاورزی و ماشینآلات راهسازی کاربرد دارند. مدلهای سفارشی این برند با پوسته آلومینیومی یا چدنی تقویتشده، کنترل نشت بهینه و راندمان حجمی بالای 93 درصد عرضه میشوند. همچنین امکان سفارش پمپ با محور ورودی خاص، نوع فلنج دلخواه و پورتهای خاص برای شرایط ویژه صنعتی وجود دارد. انتخاب صحیح مدل پمپ Galtech با توجه به فشار، دبی و نوع سیال، موجب افزایش طول عمر سیستم و کاهش مصرف انرژی میشود.
- مدل GP1: فشار کاری تا 200 بار، دبی 5 تا 30 لیتر/دقیقه، مناسب ماشینآلات سبک
- مدل GP2: فشار کاری تا 250 بار، دبی 10 تا 60 لیتر/دقیقه، کاربرد عمومی صنعتی
- مدل GP3: فشار کاری تا 280 بار، دبی 20 تا 90 لیتر/دقیقه، مناسب ماشینآلات راهسازی
- مدل سفارشی High Pressure: فشار تا 320 بار با پوسته چدنی و راندمان حجمی 93٪
- مدل سفارشی Compact: طراحی فشرده با وزن کم برای مدارهای محدود فضایی
- نوع محور: قابلیت سفارش با محور دندانهای، مخروطی یا Key Shaft
- نوع فلنج: گزینههای SAE، UNI یا فلنج سفارشی طبق نیاز دستگاه
- نوع پورت: قابل سفارش با پورت رزوهای BSP، NPT یا فلنجی
- کاربرد صنعتی: سیستمهای هیدرولیک کشاورزی، صنعتی، دریایی و پرسهای سنگین
راهنمای نگهداری و افزایش عمر فشارشکن آتوس
نگهداری صحیح فشارشکن آتوس (ATOS Pressure Relief Valve) نقش حیاتی در پایداری مدار هیدرولیک و افزایش عمر قطعات دارد. این شیرها معمولاً در فشارهای کاری تا 350 بار و دبیهای 10 تا 100 لیتر بر دقیقه عمل میکنند و حساسیت بالایی نسبت به آلودگی روغن دارند. استفاده از روغن هیدرولیک استاندارد ISO VG 46 با سطح تمیزی ISO 4406 و تعویض منظم فیلترها، عملکرد پایدار و طول عمر بیشتر را تضمین میکند. بررسی دورهای فشار خروجی و تنظیم مجدد فنر داخلی هر 1000 ساعت کار، از نوسانات فشار و افت راندمان جلوگیری میکند. همچنین بررسی آببندی اورینگها، روانکاری محور و جلوگیری از لرزش مکانیکی در هنگام نصب، از عوامل کلیدی افزایش عمر فشارشکن آتوس محسوب میشود.
- بازرسی دورهای فشار: کنترل و تنظیم مجدد فنر داخلی هر 1000 ساعت کاری
- کنترل آلودگی روغن: استفاده از روغن ISO VG 46 و فیلتر با استاندارد ISO 4406
- تعویض فیلتر: در فواصل منظم جهت جلوگیری از افت فشار و گرفتگی مدار
- بررسی اورینگها: تعویض در صورت نشتی یا سایش جزئی برای حفظ آببندی
- روانکاری محور: با گریس صنعتی مقاوم در برابر حرارت برای عملکرد نرم
- نصب پایدار: جلوگیری از لرزش و هممحوری دقیق در مدار هیدرولیک
- پایش دما: جلوگیری از افزایش دمای بیش از 70 درجه سانتیگراد برای ثبات عملکرد
- تست نشتی: کنترل نشتی داخلی و خارجی پس از هر سرویس دورهای
- تنظیم دقیق فشار: مطابق با نیاز سیستم برای جلوگیری از بار اضافی روی پمپ
مقایسه فاکتورهای کیفی و عملکرد پروپرشنال ولو ویکرز با مدل های مشابه
پروپرشنال ولو ویکرز با طراحی دقیق، کنترل الکترونیکی جریان و فشار و پاسخ دینامیکی سریع، یکی از کارآمدترین شیرهای هیدرولیک در صنعت محسوب میشود. راندمان حجمی این ولو بین 93 تا 96 درصد است و در فشارهای کاری تا 315 بار عملکرد پایدار دارد. در مقایسه با مدلهای مشابه مانند ATOS و Rexroth، ولو ویکرز از دقت کنترل بالاتر، تلفات انرژی کمتر و پایداری حرارتی بهتری برخوردار است. مدلهای جدید این برند با استفاده از درایورهای دیجیتال داخلی، تا 15 درصد کاهش مصرف توان و 20 درصد افزایش عمر کاری نسبت به نسخههای قدیمی ارائه میدهند. انتخاب صحیح پروپرشنال ولو ویکرز با توجه به نوع مدار، دبی و فشار سیستم، موجب بهینهسازی راندمان انرژی و افزایش کارایی تجهیزات هیدرولیکی میشود.
| مدل شیر پروپرشنال | راندمان حجمی (%) | فشار کاری (بار) | پاسخ دینامیکی (میلیثانیه) | مصرف توان (وات) | ویژگی متمایز |
|---|---|---|---|---|---|
| Vickers Proportional Valve | 93-96 | 315 | 8-12 | 15-20 | دقت کنترل بالا و کاهش تلفات انرژی |
| ATOS Proportional Valve | 91-94 | 300 | 10-14 | 18-22 | پایداری مناسب در مدارهای صنعتی عمومی |
| Rexroth Proportional Valve | 92-95 | 315 | 9-13 | 16-21 | کنترل نرم و عملکرد قابل اطمینان |
| Parker Proportional Valve | 90-93 | 280 | 12-16 | 20-25 | هزینه پایینتر ولی پاسخ کندتر |
تکنولوژی ساخت و استاندارد های کیفی سرو پروپرشنال MOOG
سرو پروپرشنال ولو MOOG با بهرهگیری از تکنولوژی ساخت دقیق CNC و کنترل میکروالکترونیکی، از بالاترین استانداردهای کیفی در صنعت هیدرولیک تبعیت میکند. این شیرها با دقت کنترلی تا 0.1 درصد، پاسخ دینامیکی سریعتر از 6 میلیثانیه و فشار کاری تا 350 بار طراحی شدهاند. استانداردهای ساخت شامل ISO 4401 برای نصب، ISO 10770 برای آزمون عملکرد دینامیکی و ISO 9001 برای مدیریت کیفیت است. استفاده از مواد مقاوم به خوردگی و آبکاری نیکل-فسفر، دوام و پایداری طولانیمدت را تضمین میکند. کنترل دیجیتال داخلی در مدلهای جدید باعث کاهش 15 درصدی مصرف توان و بهبود راندمان سیستم تا 97 درصد شده است. این ویژگیها سرو پروپرشنال ولو MOOG را برای کاربردهای دقیق در صنایع هوایی، تزریق پلاستیک، CNC و سیستمهای تست هیدرولیک ایدهآل میسازد.
- تکنولوژی ساخت: ماشینکاری دقیق CNC با تلرانس کمتر از 2 میکرون
- دقت کنترلی: تا 0.1 درصد از مقدار ورودی سیگنال
- پاسخ دینامیکی: کمتر از 6 میلیثانیه در شرایط کاری استاندارد
- فشار کاری: تا 350 بار با پایداری حرارتی بالا
- استانداردهای بینالمللی: ISO 4401، ISO 10770، ISO 9001
- جنس بدنه: فولاد سختکاری شده با آبکاری نیکل-فسفر ضد خوردگی
- کنترل دیجیتال داخلی: کاهش 15٪ مصرف توان و افزایش 10٪ راندمان سیستم
- کاربرد صنعتی: سیستمهای CNC، تزریق پلاستیک، صنایع هوایی و تست هیدرولیک
- پایداری عملکرد: طراحی ضد لرزش با فیلتراسیون ISO 4406 کلاس 18/16/13
مزایا و معایب خرید شیر سرو MOOG
شیر سرو MOOG به دلیل دقت کنترلی بالا، پاسخ دینامیکی سریع و توانایی کنترل جریان با خطای کمتر از ±1٪، یکی از پیشرفتهترین شیرهای هیدرولیک صنعتی است. این شیرها برای فشارهای کاری تا 350 بار و دبی 5 تا 150 لیتر بر دقیقه طراحی شدهاند. مزایای اصلی آن شامل پایداری حرارتی، دقت در موقعیتگیری عملگر و کاهش مصرف انرژی در سیستمهای حلقه بسته است. در مقابل، قیمت بالاتر، حساسیت زیاد به آلودگی روغن و نیاز به نگهداری تخصصی از معایب آن محسوب میشود. استفاده از فیلتراسیون دقیق ISO 4406 و کالیبراسیون دورهای میتواند عملکرد و عمر مفید شیر سرو MOOG را تا 20 درصد افزایش دهد.
- مزیت 1: دقت کنترلی بالا با خطای کمتر از ±1٪ در تنظیم موقعیت و فشار
- مزیت 2: پاسخ دینامیکی سریع کمتر از 10 میلیثانیه برای کنترل دقیق حرکت
- مزیت 3: راندمان حجمی بالا (93 تا 96 درصد) و مصرف انرژی بهینه
- مزیت 4: پایداری در دماهای کاری تا 80 درجه سانتیگراد
- مزیت 5: مناسب برای سیستمهای CNC، تست دینامیکی و اتوماسیون پیشرفته
- عیب 1: قیمت خرید و هزینه تعمیر بالا نسبت به مدلهای معمولی
- عیب 2: حساسیت زیاد به آلودگی روغن و نیاز به فیلتراسیون ISO 4406
- عیب 3: نیاز به کالیبراسیون و تنظیم تخصصی در دورههای منظم
- عیب 4: عملکرد ضعیفتر در سیستمهای فاقد پایداری دمایی و نوسان فشار بالا
معرفی فلو کنترل هیدرولیک ATOS و کاربردهای صنعتی
فلو کنترل هیدرولیک ATOS یکی از اجزای کلیدی در مدارهای هیدرولیک است که وظیفه تنظیم دقیق دبی و کنترل سرعت عملگرها را بر عهده دارد. این شیرها با راندمان حجمی 92 تا 95 درصد، فشار کاری تا 320 بار و دبی قابل تنظیم از 2 تا 100 لیتر بر دقیقه طراحی شدهاند. بدنه مقاوم، آبکاری ضدخوردگی و طراحی متوازن مسیر جریان باعث کاهش افت فشار و افزایش عمر مفید سیستم میشود. فلو کنترلهای ATOS در صنایع ماشینسازی، تزریق پلاستیک، خطوط تولید خودکار، پرسهای هیدرولیک و تجهیزات CNC کاربرد گسترده دارند. استفاده از فیلتر استاندارد ISO 4406 و نصب دقیق، موجب عملکرد پایدار و کاهش تلفات انرژی در سیستمهای دقیق صنعتی میشود.
- کنترل سرعت سیلندرها: تنظیم دقیق حرکت خطی در سیستمهای هیدرولیک صنعتی
- ماشینآلات تزریق پلاستیک: کنترل سرعت تزریق و فشار برای دقت بالا در قالبگیری
- پرسهای هیدرولیک: کنترل یکنواخت سرعت در مرحله فشردهسازی
- سیستمهای CNC: تنظیم نرم حرکت محورهای هیدرولیکی با کنترل دقیق
- خطوط تولید خودکار: هماهنگی بین اجزای حرکتی و کاهش نوسان فشار
- کاربرد در یونیتهای کوچک: فلو کنترل کامپکت برای فضاهای محدود و مدارات دقیق
- مزیت فنی: راندمان بالا، افت فشار کم و قابلیت تنظیم پایدار در شرایط متغیر
- نگهداری آسان: طراحی ماژولار با قابلیت تعویض سریع قطعات داخلی
استانداردهای تولید و کیفیت شیر ربع گرد جیملز
شیر ربع گرد GIMELS بر اساس استانداردهای بینالمللی ISO 5211، API 598 و DIN 3357 تولید میشود و کیفیت بالای ساخت آن تضمینکننده عملکرد پایدار در شرایط صنعتی سنگین است. بدنه این شیرها از استنلس استیل یا کربن استیل با آبکاری ضدخوردگی ساخته شده و تحمل فشار کاری تا 63 بار و دمای عملیاتی تا 200 درجه سانتیگراد را دارد. آببندی داخلی از جنس PTFE یا NBR طراحی شده تا از نشتی صفر (Zero Leakage) اطمینان حاصل شود. کنترل کیفی در مراحل ماشینکاری، مونتاژ و تست نهایی با دستگاههای هیدرواستاتیک و نشتیابی دیجیتال انجام میشود. رعایت الزامات ISO 9001 و استاندارد CE اروپا در فرآیند تولید، دقت عملکرد، طول عمر بالا و ایمنی در کاربردهای صنعتی و خطوط انتقال سیال را تضمین میکند.
- استاندارد طراحی: مطابق ISO 5211 و DIN 3357 برای تطابق با عملگرهای مختلف
- استاندارد تست فشار: بر اساس API 598 برای اطمینان از آببندی کامل
- استاندارد کیفیت: دارای گواهی ISO 9001 و CE اروپا
- جنس بدنه: استنلس استیل 316 یا کربن استیل با آبکاری ضدخوردگی
- فشار کاری: تا 63 بار با دمای عملیاتی 200°C
- آببندی داخلی: از جنس PTFE یا NBR برای جلوگیری از نشتی
- تست نهایی: با دستگاههای هیدرواستاتیک و نشتیابی دیجیتال
- کنترل کیفیت تولید: بررسی 100٪ قطعات در مرحله مونتاژ
- کاربرد صنعتی: خطوط بخار، آب، گاز و روغن در صنایع پتروشیمی و غذایی
فاکتورهای موثر بر خرید و قیمت سیلندر هیدرولیک
سیلندر هیدرولیک یکی از اصلیترین اجزای سیستمهای صنعتی است که وظیفه تبدیل انرژی سیال به نیروی مکانیکی خطی را بر عهده دارد. شناخت عوامل مؤثر بر قیمت آن ضروری است.
-
1. قطر پیستون و قطر شافت
قطر پیستون تعیینکننده سطح فشار و نیروی خروجی است. هرچه قطر بزرگتر باشد، قیمت افزایش مییابد.
حدود قیمت مهندسی: $150 تا $2,500 بسته به قطر و فشار کاری.
-
2. طول کورس حرکت
طول کورس بین 50 تا 2000 میلیمتر متغیر است و با افزایش طول، هزینه مواد و ماشینکاری بیشتر میشود.
افزایش قیمت ≈ $50 تا $700 بسته به طول کورس.
-
3. فشار کاری و کلاس طراحی
سیلندرهای 160 تا 350 بار برای ماشینآلات سنگین ساخته میشوند. فشار بالاتر نیاز به دیواره ضخیمتر و آببندی دقیقتر دارد.
افزایش قیمت مهندسی ≈ 20% تا 60% نسبت به مدلهای کم فشار.
-
4. نوع نصب و اتصالات
نحوه نصب شامل فلنچدار، گوشوارهای یا پایهدار است. مدلهای خاص نیاز به قطعات دقیقتر و هزینه بالاتر دارند.
افزایش قیمت نصب ویژه ≈ $100 تا $400.
-
5. نوع آببندی و جنس پکینگها
سیلندرهای مجهز به پکینگ Viton یا NBR کیفیت و طول عمر بیشتری دارند اما گرانتر هستند.
افزایش قیمت آببندی خاص ≈ $30 تا $250.
-
6. متریال بدنه و کروم شافت
استفاده از فولاد آلیاژی، استیل یا روکش کروم سخت باعث افزایش مقاومت و قیمت میشود.
افزایش قیمت متریال مقاوم ≈ $100 تا $800.
-
7. نوع کاربرد صنعتی
سیلندرهای صنعتی، موبایل یا خاص (مثلاً تزریق پلاستیک) طراحی متفاوتی دارند که بر قیمت اثر میگذارد.
مدلهای خاص ممکن است تا 100% گرانتر باشند.
-
8. کشور سازنده و کیفیت تولید
سیلندرهای ساخت اروپا یا ژاپن کیفیت بالاتر و قیمت بیشتری نسبت به مدلهای چینی دارند.
اختلاف قیمت بین برندها معمولاً 25% تا 150% است.
-
9. وضعیت کالا (نو یا بازسازی شده)
سیلندر نو گرانتر اما دارای دقت عملکردی و عمر بیشتر است. بازسازی برای پروژههای موقت مناسبتر است.
نو ≈ $200–$2,500 | بازسازی ≈ $80–$900.
-
10. گارانتی، خدمات و زمان تحویل
گارانتی بلندمدت و خدمات سریع، قیمت نهایی را افزایش میدهد اما ریسک توقف تولید را کاهش میدهد.
افزایش هزینه خدمات ≈ 5% تا 15% از مبلغ کل.
-
11. شرایط اقتصادی و نرخ ارز
قیمت سیلندر هیدرولیک تابع مستقیم نرخ دلار، هزینه حمل و تعرفه واردات است.
تغییرات اقتصادی ممکن است تا 30% در قیمت تأثیر بگذارد.
در مجموع محدوده قیمت مهندسی سیلندرهای هیدرولیک صنعتی بین $150 تا $2,500 متغیر است و بسته به طراحی، فشار و متریال تغییر میکند.
کاربردهای صنعتی شیر کارتریج HAWE
شیر کارتریج HAWE یکی از اجزای حیاتی در مدارهای هیدرولیک صنعتی است که با طراحی کامپکت، افت فشار بسیار پایین و دقت عملکرد بالا شناخته میشود. این شیرها در فشارهای کاری تا 700 بار و دبیهای 0.5 تا 120 لیتر بر دقیقه قابل استفاده هستند. طراحی ماژولار و قابلیت نصب مستقیم در بلوک هیدرولیک، موجب کاهش فضای اشغالی و افزایش راندمان سیستم میشود. شیرهای کارتریج HAWE در صنایع سنگین مانند فولاد، معدن، ماشینآلات راهسازی، سیستمهای تست فشار بالا، تجهیزات موبایل و خطوط تولید خودکار کاربرد گسترده دارند. کنترل دقیق جریان و فشار، عملکرد نرم عملگرها و کاهش تلفات انرژی از مزایای اصلی این شیرها است که موجب افزایش طول عمر و بهرهوری سیستمهای هیدرولیکی میشود.
- سیستمهای پرس و قالبگیری: کنترل دقیق فشار برای عملکرد یکنواخت سیلندرها
- ماشینآلات راهسازی: کنترل حرکت بوم و بازو با واکنش سریع و پایداری بالا
- تجهیزات تست فشار بالا: حفظ پایداری سیستم در فشارهای تا 700 بار
- صنایع فولاد و متالورژی: کنترل جریان در واحدهای نورد و عملیات حرارتی
- سیستمهای هیدرولیک موبایل: طراحی فشرده برای نصب در فضای محدود
- خطوط تولید خودکار: تنظیم دقیق دبی برای هماهنگی بین عملگرها
- یونیتهای هیدرولیک فشرده: استفاده در سیستمهای کامپکت با کارایی بالا
- صنایع نفت و گاز: کنترل فشار ایمن در محیطهای پرخطر و دمای بالا
نکات مهم در خرید و استفاده از شیر پیلوت دار ویکرز
در خرید و استفاده از شیر پیلوت دار ویکرز، بررسی فشار کاری، دبی نامی، نوع کنترل پیلوت و سازگاری با مدار هیدرولیک اهمیت بالایی دارد. این شیرها با فشار کاری تا 315 بار و دبی بین 20 تا 200 لیتر بر دقیقه، برای کنترل دقیق جریان و فشار در سیستمهای پیچیده طراحی شدهاند. انتخاب مدل مناسب بر اساس نوع عملگر (برقی، دستی یا هیدرولیکی) باعث افزایش پایداری و کاهش مصرف انرژی میشود. استفاده از روغن استاندارد ISO VG 46، فیلتراسیون با دقت ISO 4406 و نصب هممحور با پورتها از الزامات عملکرد پایدار است. نگهداری منظم، تنظیم فشار پیلوت و تست دورهای عملکرد، عمر مفید شیر و ایمنی سیستم را تا 25 درصد افزایش میدهد.
- بررسی فشار کاری: انتخاب مدل متناسب با محدوده فشار 100 تا 315 بار
- دبی نامی: انتخاب دبی 20 تا 200 لیتر بر دقیقه متناسب با مدار هیدرولیک
- نوع کنترل پیلوت: بررسی نوع تحریک (برقی، دستی، یا هیدرولیکی) برای عملکرد دقیق
- سازگاری با سیال: استفاده از روغن ISO VG 46 برای پایداری حرارتی و کاهش سایش
- فیلتراسیون استاندارد: رعایت ISO 4406 جهت جلوگیری از آلودگی داخلی و نشتی
- نصب دقیق: اطمینان از هممحوری و تراز شیر با ورودی و خروجی سیستم
- تنظیم فشار پیلوت: انجام تنظیم دقیق با ابزارهای کالیبراسیون استاندارد
- نگهداری دورهای: بررسی نشتی، تست عملکرد و تمیزکاری شیر بهصورت فصلی
- مزیت انتخاب درست: افزایش عمر مفید شیر تا 25 درصد و کاهش افت فشار مدار
مقایسه راندمان و مصرف انرژی در مدل های مختلف شیرفشارشکن ویکرز
مقایسه راندمان و مصرف انرژی در مدلهای مختلف شیر فشارشکن ویکرز نشان میدهد که طراحی داخلی، نوع کنترل و حساسیت پیلوت نقش مهمی در عملکرد سیستم دارند. مدلهای سری DG4V با راندمان حجمی حدود 92 درصد و پاسخ دینامیکی سریعتر نسبت به مدلهای قدیمیتر KBFDG عملکرد بهتری در سیستمهای متحرک دارند. در مقابل، مدلهای PRV به دلیل استفاده از ساختار بالانسشده و نشتی داخلی کمتر، حدود 10 تا 15 درصد مصرف انرژی پایینتری ارائه میدهند. انتخاب شیر با سایز متناسب و تنظیم دقیق فشار تنظیمی باعث بهبود بازده کلی سیستم تا 20 درصد میشود. استفاده از روغن با ویسکوزیته مناسب و فیلتراسیون ISO 4406 نیز مانع افت عملکرد در فشارهای بالای 300 بار خواهد شد.
| مدل شیر فشارشکن ویکرز | حداکثر فشار کاری (بار) | راندمان حجمی (%) | مصرف انرژی نسبی (%) | نوع کنترل | ویژگی بارز |
|---|---|---|---|---|---|
| Vickers PRV Series | 315 | 95 | 85 | پیلوت داخلی | مصرف انرژی پایین و عملکرد نرم |
| Vickers DG4V Series | 280 | 92 | 92 | کنترل برقی پیلوتی | پاسخ سریع و مناسب برای سیستمهای متحرک |
| Vickers KBFDG Series | 350 | 90 | 95 | پیلوت الکتروهیدرولیک | پایداری بالا در بارهای متغیر |
| Vickers RV1-10 | 210 | 93 | 90 | مکانیکی | طراحی ساده و مناسب برای یونیتهای کوچک |
مزایای استفاده از فشارشکن بلوکی دستی ویکرز
فشارشکن بلوکی دستی ویکرز یکی از اجزای پرکاربرد در سیستمهای هیدرولیک صنعتی است که کنترل دقیق و ایمن فشار را بهصورت مکانیکی و بدون نیاز به منبع الکتریکی انجام میدهد. این نوع شیر با قابلیت تحمل فشار تا 315 بار و دبی 25 تا 120 لیتر بر دقیقه، مناسب برای مدارهای فشرده و یونیتهای کوچک است. طراحی بلوکی باعث کاهش افت فشار تا 12 درصد و افزایش دوام مکانیکی تا 30 درصد نسبت به مدلهای کارتریجی میشود. استفاده از این شیرها در سیستمهای پرس، تجهیزات قالبگیری و خطوط تولید خودکار، باعث افزایش پایداری فشار و جلوگیری از شوک هیدرولیکی میگردد. نگهداری ساده، مقاومت در برابر آلودگی و قابلیت تنظیم دقیق فشار از مهمترین مزایای فنی فشارشکن بلوکی دستی ویکرز است.
- 1. کنترل دقیق فشار: تنظیم دستی فشار با دقت ±2 بار برای جلوگیری از نوسان سیستم
- 2. ساختار بلوکی: نصب آسان روی مانیفولد با کاهش فضای اشغال تا 40 درصد
- 3. دوام بالا: عمر کاری بیش از 1 میلیون سیکل در فشارهای متناوب
- 4. کاهش افت فشار: طراحی بهینه مسیر جریان با افت فشار کمتر از 0.2 بار
- 5. ایمنی سیستم: جلوگیری از افزایش ناگهانی فشار در مدارهای حساس
- 6. نگهداری آسان: دسترسی سریع به اجزای داخلی برای سرویس دورهای
- 7. سازگاری بالا: قابل استفاده با سیالات هیدرولیکی ISO VG 32 تا 68
- 8. مقاومت در برابر آلودگی: عملکرد پایدار حتی در شرایط آلودگی سطح متوسط ISO 4406:18/15/12
- 9. هزینه نگهداری پایین: عدم نیاز به تغذیه برقی یا قطعات الکترونیکی حساس
علائم خرابی و راهکارهای تعمیر سریع جوی استیک صنعتی زاور دانفوس
جوی استیک صنعتی زاور دانفوس (Sauer Danfoss) یکی از تجهیزات کنترلی دقیق در سیستمهای هیدرولیک و الکتروهیدرولیک است که خرابی آن میتواند باعث افت دقت حرکتی و توقف عملکرد ماشین شود. علائم خرابی معمول شامل ناپایداری در سیگنال خروجی، تاخیر در پاسخ، لرزش یا قطع ناگهانی فرمان و افزایش حرارت در بخش الکترونیکی است. این موارد اغلب ناشی از خرابی سنسور موقعیت (Hall Sensor)، آلودگی در بخش مکانیکی یا قطعی اتصالات الکتریکی میباشند. راهکارهای تعمیر سریع شامل بررسی ولتاژ تغذیه (معمولاً 5 تا 10 ولت DC)، تمیزکاری سنسور و محور حرکتی، تعویض فنر بازگرداننده و تست سیگنال خروجی با مولتیمتر است. استفاده از کابلهای شیلددار و نگهداری در محیط خشک و عاری از ارتعاش، عمر مفید جوی استیک زاور دانفوس را تا 30 درصد افزایش میدهد.
- علائم 1: ناپایداری سیگنال خروجی → بررسی و تمیزکاری سنسور موقعیت (Hall Sensor)
- علائم 2: تاخیر در پاسخ یا قطع فرمان → کنترل اتصالات و منبع تغذیه 5 تا 10 ولت DC
- علائم 3: لرزش یا حرکت نامنظم → تنظیم مجدد محور مکانیکی و تعویض فنر بازگرداننده
- علائم 4: افزایش حرارت در بخش کنترل → بررسی مقاومت داخلی و عملکرد مدار تقویتکننده
- راهکار 1: تست سیگنال خروجی با مولتیمتر در محورهای X و Y
- راهکار 2: تمیزکاری دورهای محور و روانکاری با گریس صنعتی ضد اکسیداسیون
- راهکار 3: استفاده از کابل شیلددار برای حذف نویز الکتریکی در سیستمهای حساس
- پیشگیری: نگهداری در محیط خشک، جلوگیری از لرزش زیاد و رعایت دمای کاری 0 تا 70 درجه سانتیگراد
مزایای استفاده از لاجیک ولو هیدرولیک ORESTA
لاجیک ولو هیدرولیک ORESTA یکی از پیشرفتهترین اجزای کنترل جریان در سیستمهای صنعتی است که با طراحی کارتریجی و ساختار ماژولار، امکان کنترل دقیق فشار، دبی و جهت جریان را فراهم میکند. این ولوها با راندمان حجمی بیش از 95 درصد، افت فشار کمتر از 0.5 بار و طول عمر کاری بیش از 10 میلیون سیکل، گزینهای ایدهآل برای ماشینآلات سنگین، پرسهای هیدرولیک و تجهیزات اتوماسیون محسوب میشوند. مزایای اصلی آن شامل پاسخ سریع، قابلیت تنظیم دقیق، نگهداری آسان و سازگاری با روغنهای صنعتی ISO VG 46 تا 68 است. استفاده از لاجیک ولو ORESTA موجب افزایش راندمان سیستم تا 20 درصد و کاهش مصرف انرژی در مدارات با بار متغیر میشود.
- مزیت 1: راندمان حجمی بالا تا 95 درصد برای کنترل دقیق جریان و فشار
- مزیت 2: افت فشار کمتر از 0.5 بار در شرایط بار کامل
- مزیت 3: طراحی ماژولار برای نصب سریع و تعمیر آسان در سیستمهای پیچیده
- مزیت 4: طول عمر کاری بیش از 10 میلیون سیکل عملیاتی
- مزیت 5: قابلیت تحمل فشار تا 350 بار و دبی تا 200 لیتر بر دقیقه
- مزیت 6: سازگاری با روغنهای صنعتی ISO VG 46 تا VG 68 برای کارکرد پایدار
- مزیت 7: کاهش مصرف انرژی تا 20 درصد در مدارات با بار متغیر
- مزیت 8: عملکرد دقیق در دمای محیطی بین -20 تا +80 درجه سانتیگراد
- مزیت 9: مقاومت بالا در برابر آلودگی و نوسان فشار به کمک طراحی داخلی پیشرفته
تکنولوژی ساخت و استاندارد های کیفی شیر زیر آکومولاتور HYDAC
شیر زیر آکومولاتور HYDAC بر پایه تکنولوژی ساخت آلمانی و با رعایت استانداردهای بینالمللی DIN EN ISO 4413 و CE طراحی و تولید میشود. این شیرها با استفاده از فولاد آلیاژی مقاوم با عملیات حرارتی دقیق و آبکاری فسفاته نیکل، توان تحمل فشار کاری تا 350 بار را دارند. فرایند ماشینکاری CNC با تلرانس کمتر از 5 میکرون، تضمینکننده آببندی کامل و عمر کاری بیش از یک میلیون سیکل است. شیرهای HYDAC دارای سیستم اطمینان تخلیه ایمن (Bleed-off) و کنترل دو مرحلهای برای جلوگیری از شوک هیدرولیکی میباشند. کنترل کیفیت در سه مرحله شامل آزمون نشت، تست فشار انفجاری و بررسی پایداری حرارتی انجام میگیرد تا عملکرد پایدار در شرایط دمایی بین -20 تا +80 درجه سانتیگراد تضمین شود.
- استاندارد 1: طراحی و تولید مطابق با DIN EN ISO 4413 و CE
- استاندارد 2: کنترل کیفی چندمرحلهای شامل تست نشت، فشار و دوام حرارتی
- تکنولوژی 1: ماشینکاری CNC با دقت کمتر از 5 میکرون برای سطوح آببندی
- تکنولوژی 2: عملیات حرارتی دقیق برای افزایش سختی تا 58 HRC
- تکنولوژی 3: آبکاری نیکل فسفاته برای مقاومت در برابر خوردگی و سایش
- ویژگی 1: سیستم تخلیه ایمن Bleed-off برای جلوگیری از شوک فشار
- ویژگی 2: طول عمر کاری بیش از 1,000,000 سیکل در فشار 350 بار
- ویژگی 3: تست عملکرد در دمای محیطی -20 تا +80 درجه سانتیگراد
- مزیت فنی: عملکرد پایدار، آببندی کامل و نگهداری آسان در سیستمهای هیدرولیکی سنگین
مشخصات فنی و کاربردهای شیر هیدرولیک کنترل جهت پیلوت دار رکسرود
شیر هیدرولیک کنترل جهت پیلوت دار Rexroth با طراحی دقیق و ساختار spool pilot-operated، توانایی کنترل جریان و جهت روغن در سیستمهای فشار بالا را دارد. این شیر با راندمان حجمی 93 تا 96 درصد و فشار کاری تا 350 بار عملکردی پایدار و دقیق ارائه میدهد. دبی نامی بین 40 تا 250 لیتر بر دقیقه بوده و پاسخ دینامیکی کمتر از 20 میلیثانیه دارد. طراحی پیلوت دار موجب کاهش نیروی تحریک، بهبود کنترل حرکتی و افزایش عمر قطعات داخلی میشود. این شیرها در سیستمهای صنعتی سنگین، پرسهای هیدرولیک، تجهیزات CNC و ماشینآلات تزریق پلاستیک کاربرد گسترده دارند. استفاده از فیلتر با استاندارد ISO 4406 و روغن ISO VG 46 موجب افزایش کارایی و پایداری عملکرد شیر میشود.
| مشخصه فنی | مقدار / توضیح |
|---|---|
| فشار کاری | تا 350 بار |
| دبی نامی | 40 تا 250 لیتر بر دقیقه |
| نوع عملکرد | پیلوت دار (Pilot Operated) |
| راندمان حجمی | 93 تا 96 درصد |
| پاسخ دینامیکی | کمتر از 20 میلیثانیه |
| دمای کاری مجاز | -20 تا +80 درجه سانتیگراد |
| نوع روغن توصیه شده | ISO VG 46 با سطح تمیزی ISO 4406 |
| کاربردهای صنعتی | پرسهای هیدرولیک، سیستمهای CNC، ماشینآلات تزریق پلاستیک، خطوط تولید خودکار |
| ویژگی برتر | پایداری بالا، افت فشار کم و کنترل دقیق جهت روغن |
معرفی مانیفولد برای اندازه گیری فشار دیفرانسیل و کاربردهای صنعتی
مانیفولد اندازهگیری فشار دیفرانسیل (Differential Pressure Manifold) یکی از اجزای کلیدی در سیستمهای ابزار دقیق و کنترل فرایند است که برای تنظیم، جداسازی و کالیبراسیون ترانسمیترهای فشار دیفرانسیلی استفاده میشود. این تجهیز با طراحی 2، 3 یا 5 والو، امکان کنترل دقیق فشارهای بالا تا 420 بار و دمای کاری تا 200 درجه سانتیگراد را فراهم میکند. بدنه مانیفولد معمولاً از استنلس استیل 316L ساخته میشود تا در برابر خوردگی و فشار مقاوم باشد. این ابزار در صنایع نفت و گاز، پتروشیمی، نیروگاهها، و سیستمهای پایش فشار خطوط سیال نقش مهمی دارد. استفاده از مانیفولد باعث افزایش ایمنی، کاهش خطای اندازهگیری و تسهیل در نگهداری و سرویس دورهای تجهیزات ابزار دقیق میشود.
| مشخصه فنی | مقدار / توضیح |
|---|---|
| تعداد والو | 2، 3 یا 5 عدد (بر اساس نوع کاربرد) |
| فشار کاری | تا 420 بار |
| دمای کاری | -40 تا +200 درجه سانتیگراد |
| جنس بدنه | استنلس استیل 316L یا فولاد کربنی ضد خوردگی |
| نوع اتصال | NPT 1/2” یا فلنجی (بر اساس طراحی) |
| کاربرد اصلی | نصب و کنترل ترانسمیترهای فشار دیفرانسیل |
| صنایع هدف | نفت و گاز، پتروشیمی، نیروگاه، صنایع فرایندی |
| ویژگی برتر | کاهش خطا، افزایش ایمنی، سهولت در کالیبراسیون |
مزایا و معایب خرید شیر فشارشکن هیدرولیک ویکرز
شیر فشارشکن هیدرولیک ویکرز، برای کنترل دقیق فشار مدار و حفاظت از تجهیزات هیدرولیک طراحی شده است. راندمان حجمی این شیر بین 90 تا 94 درصد است و توانایی تحمل فشار کاری تا 350 بار را دارد. مزایای اصلی آن شامل پایداری فشار، پاسخ سریع و کاهش خطر آسیب به پمپ و سیلندرها است. از معایب آن میتوان به حساسیت نسبت به آلودگی روغن، نیاز به فیلتراسیون دقیق و هزینه نسبتاً بالای خرید و نگهداری اشاره کرد. نصب صحیح، تنظیم دقیق فشار کاری و استفاده از روغن استاندارد ISO VG 46 باعث افزایش عمر مفید و عملکرد پایدار شیر فشارشکن میشود.
- مزیت 1: کنترل دقیق فشار مدار با تلرانس کمتر از ±3٪
- مزیت 2: حفاظت از پمپ و سیلندر در برابر فشار بیش از حد
- مزیت 3: پاسخ سریع کمتر از 10 میلیثانیه برای افزایش ایمنی مدار
- مزیت 4: راندمان حجمی بالا 90-94 درصد و کاهش هدررفت انرژی
- مزیت 5: نصب آسان و قابلیت تنظیم فشار متناسب با نیاز مدار
- عیب 1: حساسیت بالا به آلودگی روغن و نیاز به فیلتراسیون دقیق
- عیب 2: هزینه خرید و نگهداری نسبتاً بالاتر نسبت به مدلهای معمولی
- عیب 3: نیاز به تنظیم دقیق فشار کاری توسط اپراتور یا مهندس سیستم
- عیب 4: عملکرد ضعیف در مدارهای بدون کنترل دبی و فشار پایدار
معرفی تخصصی گریس کاری و کاربردهای صنعتی
گریس کاری به عنوان یکی از روشهای اصلی روانکاری در صنایع، با کاهش اصطکاک، سایش و حرارت تولیدی، عمر قطعات مکانیکی را افزایش میدهد. گریسها معمولاً از روغن پایه و غلیظکننده ساخته شده و ویژگیهایی مانند پایداری حرارتی، مقاومت در برابر آب و بار مکانیکی را دارا هستند. کاربردهای صنعتی شامل بلبرینگها، جکهای هیدرولیک، گیربکسها، چرخدندهها و تجهیزات دوران با سرعت و بار بالا میشود. انتخاب نوع گریس مناسب بر اساس دما، سرعت، بار و محیط کاری، راندمان و عمر تجهیزات را بهینه میکند. نگهداری منظم، روانکاری دورهای و استفاده از گریس استاندارد ISO 6743، از خرابی ناگهانی و توقف تولید جلوگیری میکند و هزینههای نگهداری را کاهش میدهد.
- کاهش اصطکاک و سایش: افزایش عمر قطعات مکانیکی و کاهش حرارت تولیدی
- پایداری حرارتی: مقاومت در برابر دماهای بالا و پایین محیطی
- مقاومت در برابر آب و رطوبت: جلوگیری از شسته شدن گریس در محیطهای مرطوب
- کاربرد در بلبرینگها و چرخدندهها: مناسب تجهیزات دوران با سرعت و بار بالا
- کاربرد در جکها و سیلندرهای هیدرولیک: روانکاری پیستون و سیلهای داخلی
- انتخاب گریس مناسب: بر اساس دما، بار، سرعت و محیط کاری تجهیزات
- نگهداری دورهای: افزایش عمر مفید تجهیزات و کاهش خرابی ناگهانی
- استانداردها: استفاده از گریس مطابق ISO 6743 برای تضمین کیفیت و عملکرد
- بهینهسازی هزینهها: کاهش نیاز به تعمیرات اضطراری و توقف تولید
عوامل موثر بر خرید و قیمت تقسیم کننده گریس
تقسیم کننده گریس نقش حیاتی در سیستم های روانکاری صنعتی دارد. انتخاب مناسب آن باعث افزایش عمر تجهیزات و کاهش هزینه تعمیر می شود.
-
1. تعداد خروجی ها
تقسیم کننده های 2 تا 24 خروجی رایج هستند. تعداد خروجی بیشتر، دقت پخش بالاتر و قیمت بالاتر را به دنبال دارد.
حدود قیمت مهندسی: 2–6 خروجی ≈ $50–$150، 12–24 خروجی ≈ $200–$600.
-
2. جنس بدنه و مقاومت محیطی
جنس آلومینیوم، فولاد یا برنج و پوشش ضد خوردگی قیمت و عمر محصول را تغییر می دهد.
افزایش قیمت برای آلیاژ مقاوم ≈ $20–$150.
-
3. ظرفیت فشار و تحمل دما
تقسیم کننده های با تحمل فشار تا 250 بار و دمای -20 تا 120 درجه سانتی گراد قیمت بالاتری دارند.
حدود قیمت مهندسی: $100–$500 بسته به فشار و دما.
-
4. دقت و حجم تزریق گریس
دقت بالا در تزریق میلی لیتر به میلی لیتر نیازمند طراحی دقیق داخلی است که قیمت را افزایش می دهد.
افزایش قیمت برای دقت بالا ≈ $50–$200.
-
5. نوع اتصال ورودی و خروجی
اتصالات رزوه ای، Push-fit یا Flange روی قیمت و نصب آسان تاثیر دارد.
هزینه افزایش اتصال ویژه ≈ $10–$50.
-
6. برند و کشور سازنده
تقسیم کننده های برندهای معتبر اروپایی گران تر و دارای کیفیت بالاتری هستند.
اختلاف قیمت می تواند 20% تا 100% باشد.
-
7. وضعیت کالا (نو یا بازسازی شده)
واحدهای نو کیفیت تضمین شده و طول عمر بالاتری دارند، نسخه بازسازی شده برای پروژه های محدود اقتصادی تر است.
نو ≈ $50–$600 | بازسازی ≈ $20–$300.
-
8. گارانتی و خدمات پس از فروش
گارانتی بلندمدت و خدمات پس از فروش قیمت نهایی را حدود 5% تا 15% افزایش می دهد.
-
9. شرایط نصب و لوازم جانبی
شامل شلنگ، بست و فیلتر است که هزینه نهایی را تغییر می دهد.
هزینه تقریبی لوازم جانبی ≈ $10–$100.
-
10. حجم سفارش و تخفیف تجاری
خرید عمده معمولا شامل تخفیف 5% تا 25% می شود و قیمت واحد را کاهش می دهد.
به طور کلی محدوده قیمت مهندسی تقسیم کننده گریس بین $50 تا $600 بسته به جنس، دقت و تعداد خروجی متغیر است.
مزایای استفاده از تقسیم گریس ویلی وگل
استفاده از تقسیم گریس ویلی وگل باعث توزیع یکنواخت روانکار در نقاط اصطکاکی متعدد و کاهش سایش قطعات صنعتی میشود. این سیستم با قابلیت کنترل دبی دقیق گریس بین 0.1 تا 5 سیسی بر سیکل، از هدررفت روانکار جلوگیری کرده و مصرف انرژی را کاهش میدهد. نصب آسان و طراحی ماژولار آن، امکان اتصال به خطوط اصلی و تامین گریس همزمان برای چندین نقطه را فراهم میکند. کاهش خرابی تجهیزات، افزایش طول عمر بلبرینگها و یاتاقانها، و کاهش هزینههای نگهداری از دیگر مزایای این تقسیمکننده است. همچنین، قابلیت استفاده با گریسهای با ویسکوزیته مختلف و مقاومت در برابر فشار تا 250 بار، انعطافپذیری بالا برای کاربردهای صنعتی فراهم میکند.
- توزیع یکنواخت گریس: کاهش سایش و افزایش عمر قطعات صنعتی
- کنترل دقیق دبی: 0.1 تا 5 سیسی بر سیکل، جلوگیری از هدررفت روانکار
- نصب آسان و ماژولار: اتصال همزمان به چندین نقطه روانکاری
- کاهش خرابی تجهیزات: افزایش عمر بلبرینگها و یاتاقانها
- کاهش هزینه نگهداری: مصرف بهینه گریس و کاهش تعمیرات اضطراری
- انعطافپذیری بالا: قابلیت استفاده با گریسهای مختلف و فشار تا 250 بار
- افزایش راندمان سیستم: کاهش اصطکاک و مصرف انرژی در مکانیزمهای صنعتی
- قابلیت نصب در محیطهای صنعتی مختلف: مناسب کارخانهها، خطوط تولید و ماشینآلات سنگین
بررسی انواع مدل های استاندارد و سفارشی کنترل فشار هیدرولیک ویکرز
کنترل فشار هیدرولیک ویکرز در انواع مدلهای استاندارد و سفارشی عرضه میشود و نقش حیاتی در حفاظت مدار و بهینهسازی عملکرد سیستم دارد. مدلهای استاندارد با محدوده فشار کاری 50 تا 350 بار و دبی 10 تا 200 لیتر بر دقیقه برای کاربردهای عمومی صنعتی طراحی شدهاند و نصب سریع و نگهداری آسان دارند. مدلهای سفارشی با قابلیت تنظیم دقیق فشار، جنس بدنه مقاوم در برابر خوردگی و پوشش ضدسایش برای کاربردهای خاص صنعتی مانند ماشینآلات سنگین، پرسهای هیدرولیک و سیستمهای CNC مناسب هستند. انتخاب دقیق مدل بر اساس فشار، دبی و شرایط محیطی، راندمان سیستم، طول عمر قطعات و کاهش هدررفت انرژی را تضمین میکند. نصب صحیح، فیلتراسیون استاندارد ISO 4406 و پایش دورهای فشار و دما، عملکرد پایدار و جلوگیری از خرابی ناگهانی را فراهم میآورد.
- مدل استاندارد: فشار کاری 50-350 بار، دبی 10-200 لیتر/دقیقه، مناسب کاربردهای عمومی صنعتی
- مدل سفارشی: فشار قابل تنظیم، بدنه مقاوم در برابر خوردگی و پوشش ضدسایش
- کاربردهای سفارشی: ماشینآلات سنگین، پرسهای هیدرولیک، سیستمهای CNC و محیطهای با فشار بالا
- انتخاب صحیح: بر اساس فشار، دبی و شرایط محیطی برای عملکرد پایدار و افزایش عمر قطعات
- فیلتراسیون: استاندارد ISO 4406 برای جلوگیری از ورود ذرات آلاینده
- پایش دورهای: کنترل فشار، دما و جریان برای کاهش ریسک خرابی ناگهانی
- مزایای استاندارد: نصب آسان و قابلیت تعویض سریع در مدار هیدرولیک
- مزایای سفارشی: بهینهسازی عملکرد برای نیازهای خاص و افزایش ایمنی سیستم
راهنمای نگهداری و افزایش عمر شیر کنترل جهت برقی هیدرولیک ویکرز
برای افزایش عمر شیر کنترل جهت برقی هیدرولیک ویکرز، نگهداری دورهای شامل بررسی ولتاژ و جریان سیمپیچ، عملکرد دقیق بوبین و کنترل دبی عبوری ضروری است. کاهش دبی، نوسان فشار یا پاسخ کند شیر، نیاز به بازبینی و تعمیر فوری را نشان میدهد. تعویض اورینگها و سیلهای داخلی، تمیزکاری فیلترها و استفاده از روغن استاندارد ISO VG 46 با سطح تمیزی ISO 4406، عمر مفید شیر و قطعات مدار را افزایش میدهد. نصب هممحور شیر و پایش دما، فشار و لرزش سیستم، عملکرد پایدار و جلوگیری از خرابیهای ناگهانی را تضمین میکند. کنترل منظم فشار و مقایسه با مقادیر تنظیمی اولیه، محافظت از پمپ و سیلندرهای مدار هیدرولیک را فراهم میآورد.
- پایش ولتاژ و جریان سیمپیچ: کنترل عملکرد صحیح بوبین و جلوگیری از سوختن سیمپیچ
- کنترل پاسخ شیر: بررسی زمان باز و بسته شدن شیر برای عملکرد دقیق
- بررسی جریان و دبی: پایش دبی عبوری و مقایسه با مشخصات فنی شیر
- تعویض اورینگ و سیلها: جلوگیری از نشت روغن و کاهش سایش داخلی
- تمیزکاری فیلترها: حفظ کیفیت روغن و جلوگیری از ورود ذرات آلاینده
- استفاده از روغن استاندارد: ISO VG 46 و سطح تمیزی ISO 4406 برای عمر طولانی
- نصب هممحور شیر: کاهش لرزش و محافظت از بوبین و بدنه شیر
- کنترل دما و فشار سیستم: جلوگیری از افزایش حرارت و فشار بیش از حد
- پایش پیشگیرانه: بررسی دورهای برای عملکرد پایدار و طول عمر بیشتر شیر
راهنمای نگهداری و افزایش عمر مفید شیر برقی هیدرولیک رکسرود
برای افزایش عمر مفید شیر برقی هیدرولیک Rexroth، نگهداری منظم شامل بررسی ولتاژ و جریان سیمپیچ، عملکرد دقیق بوبین و کنترل دبی عبوری است. کاهش دبی، نوسان فشار یا پاسخ کند شیر، نیاز به بازبینی فوری را نشان میدهد. تعویض اورینگها و سیلهای داخلی، تمیزکاری فیلترها و استفاده از روغن استاندارد ISO VG 46 با سطح تمیزی ISO 4406، طول عمر قطعات داخلی را افزایش میدهد. نصب صحیح و هممحور شیر، کاهش لرزش و محافظت از بوبین را تضمین میکند. پایش دورهای فشار، دبی و دما، عملکرد پایدار سیستم و جلوگیری از خرابیهای ناگهانی را فراهم میآورد. همچنین کنترل دورهای عملکرد شیر نسبت به مقادیر تنظیمی اولیه، حفاظت مدار هیدرولیک و پمپ را بهبود میبخشد.
- پایش ولتاژ و جریان سیمپیچ: کنترل عملکرد صحیح بوبین و جلوگیری از آسیب الکتریکی
- کنترل پاسخ شیر: بررسی زمان باز و بسته شدن شیر برای عملکرد دقیق و پایدار
- بررسی دبی و جریان: پایش دبی عبوری و مقایسه با مشخصات فنی شیر
- تعویض اورینگ و سیلها: جلوگیری از نشت روغن و افزایش عمر مفید قطعات داخلی
- تمیزکاری فیلترها: حفظ کیفیت روغن و جلوگیری از ورود ذرات آلاینده
- استفاده از روغن استاندارد: ISO VG 46 و سطح تمیزی ISO 4406
- نصب هممحور شیر: کاهش لرزش و محافظت از بوبین و بدنه شیر
- کنترل دورهای دما و فشار: جلوگیری از افزایش حرارت و فشار بیش از حد
- پایش پیشگیرانه: بررسی عملکرد شیر نسبت به مقادیر تنظیمی اولیه برای طول عمر بیشتر
بررسی انواع مدل های استاندارد و سفارشی سوپاپ هیدرولیک ناچی
سوپاپهای هیدرولیک ناچی در دو دسته استاندارد و سفارشی تولید میشوند. مدلهای استاندارد با طراحی ماژولار و ابعاد مشخص، فشار کاری تا 250 بار و دبی 10 تا 100 لیتر بر دقیقه را پوشش میدهند. این سوپاپها شامل انواع فشارشکن، چک ولو، و مسیرکننده جریان هستند و برای کاربردهای عمومی صنعتی مناسباند. مدلهای سفارشی بر اساس نیاز خاص مشتری، با تغییر اندازه پورت، تغییر جنس بدنه و انتخاب نوع بوبین یا فنر ارائه میشوند و قابلیت تحمل شرایط محیطی خاص مانند دماهای بالا یا سیالات با ویسکوزیته متفاوت را دارند. انتخاب بین مدل استاندارد و سفارشی، براساس فشار، دبی و محیط کاری، راندمان انرژی و عمر مفید سیستم هیدرولیک را بهینه میکند. این سوپاپها برای پرسهای هیدرولیک، ماشینآلات CNC و خطوط تولید خودکار کاربرد وسیع دارند.
- مدل استاندارد: فشار کاری تا 250 بار، دبی 10-100 لیتر/دقیقه، شامل فشارشکن، چک ولو و مسیرکننده جریان
- مدل سفارشی: تغییر ابعاد پورت، جنس بدنه و نوع بوبین یا فنر طبق نیاز مشتری
- کاربرد محیطی: قابلیت تحمل دما و ویسکوزیته متفاوت سیالات
- کاربرد صنعتی: پرس هیدرولیک، خطوط تولید خودکار، ماشینآلات CNC
- مزیت استاندارد: نصب سریع، ابعاد ثابت و عملکرد مطمئن در کاربردهای عمومی
- مزیت سفارشی: سازگاری با نیاز خاص سیستم، افزایش راندمان و طول عمر قطعات
- راندمان انرژی: انتخاب دقیق مدل بر اساس فشار و دبی، کاهش هدررفت انرژی
- عمر مفید سیستم: انتخاب مدل مناسب باعث کاهش سایش و افزایش طول عمر تجهیزات هیدرولیک میشود
نکات مهم در خرید و استفاده از سوپاپ هیدرولیکی REXROTH
در خرید و استفاده از سوپاپ هیدرولیکی REXROTH، دقت به فشار کاری، دبی مدار، نوع شیر و بازده جریان اهمیت بالایی دارد. انتخاب سوپاپ مناسب با فشار کاری تا 350 بار و دبی نامی متناسب با سیستم، کارکرد پایدار و کاهش مصرف انرژی را تضمین میکند. بررسی استانداردهای سازنده، کیفیت مواد و سطح تمیزی روغن مطابق ISO 4406، عمر مفید قطعات داخلی را افزایش میدهد. نصب هممحور شیر، کنترل دورهای دما و فشار، و استفاده از روغن استاندارد ISO VG 46، لرزش، نویز و فرسایش را کاهش میدهد. نگهداری پیشگیرانه شامل تعویض فیلترها، اورینگها و سیلها طبق برنامه، از خرابی ناگهانی جلوگیری کرده و بهرهوری سیستم را افزایش میدهد.
- انتخاب فشار کاری: متناسب با ظرفیت مدار، تا 350 بار بسته به مدل
- دبی نامی: مطابق نیاز سیستم برای عملکرد بهینه و کاهش هدررفت انرژی
- نوع شیر: پروپورشنال، راهدهنده یا کنترل فشار بر اساس کاربرد
- کیفیت مواد و استانداردها: مطابقت با استانداردهای REXROTH و ISO
- سطح تمیزی روغن: ISO 4406 برای جلوگیری از سایش داخلی و افزایش عمر شیر
- نصب هممحور شیر: کاهش لرزش و نویز، حفاظت از بوبین و بدنه شیر
- کنترل دما و فشار: پایش دورهای برای عملکرد پایدار و جلوگیری از آسیب
- نگهداری پیشگیرانه: تعویض فیلتر، اورینگ و سیلها طبق برنامه نگهداری
- مصرف انرژی بهینه: انتخاب دقیق سوپاپ باعث کاهش هدررفت انرژی و افزایش راندمان میشود
مقایسه فاکتورهای کیفی و عملکرد شیر یکطرفه پیلوت دار SV40 REXROTH با مدل های مشابه
شیر یکطرفه پیلوت دار SV40 REXROTH با طراحی دقیق داخلی و کنترل فشار پیلوت، امکان جریان برگشتی بدون نوسان و پاسخ دینامیکی سریع را فراهم میکند. راندمان حجمی این مدل حدود 92 درصد است و تحمل فشار کاری تا 350 بار دارد. مدلهای مشابه با فشار کاری کمتر یا طراحی مکانیکی سادهتر، پاسخ دینامیکی ضعیفتر و افت انرژی بیشتری دارند. SV40 دارای قابلیت تنظیم دقیق جریان پیلوت و نصب ماژولار است که از شوک هیدرولیکی جلوگیری کرده و طول عمر قطعات داخلی را افزایش میدهد. مقایسه کیفی نشان میدهد این شیر برای مدارهای هیدرولیک صنعتی با نیاز به کنترل دقیق فشار، جلوگیری از برگشت ناخواسته روغن و مصرف انرژی بهینه، گزینهای بهینه محسوب میشود.
| مدل شیر | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | ویژگی کلیدی |
|---|---|---|---|---|
| SV40 REXROTH | 92 | 350 | 50-200 | کنترل دقیق جریان و جلوگیری از برگشت ناخواسته روغن |
| شیر یکطرفه استاندارد REXROTH | 90 | 210 | 40-150 | کنترل مکانیکی ساده و افت انرژی بیشتر |
| شیر یکطرفه صنعتی عمومی | 88 | 180 | 30-100 | پاسخ دینامیکی کند و افت فشار بالاتر |
| شیر یکطرفه پروپورشنال REXROTH | 91 | 250 | 40-180 | کنترل جریان بهتر ولی حساس به ذرات آلاینده |
مزایا و معایب خرید قفل کن هیدرولیکی REXROTH
قفلکن هیدرولیکی REXROTH قابلیت ایمنسازی حرکت سیلندر و جلوگیری از برگشت ناخواسته بار را فراهم میکند. مزایای آن شامل دقت بالای قفل، پاسخ سریع، کاهش نیاز به نگهداری مکانیکی و افزایش ایمنی اپراتور است. این سیستمها بازده انرژی بالایی دارند و با فشار کاری تا 350 بار مناسب کاربردهای صنعتی سنگین هستند. معایب احتمالی شامل هزینه اولیه نسبتاً بالا، نیاز به روغن با کیفیت و حساسیت به آلودگی محیطی است. نصب و راهاندازی دقیق نیازمند آموزش مهندسی است و نگهداری نامناسب ممکن است باعث نشت روغن یا کاهش دقت عملکرد شود. انتخاب قفلکن Rexroth باید بر اساس بار واقعی، دبی سیستم و فشار کاری انجام شود تا ایمنی و طول عمر تجهیزات تضمین شود.
- ایمنسازی حرکت سیلندر و جلوگیری از برگشت ناخواسته بار
- دقت بالا و پاسخ سریع عملکرد
- کاهش نیاز به نگهداری مکانیکی اضافی
- بازده انرژی بالا و عملکرد پایدار در فشار تا 350 بار
- افزایش ایمنی اپراتور و کاهش ریسک حوادث صنعتی
- هزینه اولیه نسبتاً بالا
- نیاز به روغن با کیفیت و فیلتراسیون دقیق
- حساسیت به آلودگی محیطی و ذرات معلق
- نیاز به نصب و راهاندازی دقیق با مهارت مهندسی
- نگهداری نامناسب باعث نشت روغن و کاهش دقت عملکرد میشود
بررسی تخصصی شیر هیدرولیک پروپرشنال ویکرز و نکات انتخاب مهندسی
شیر هیدرولیک پروپرشنال Vickers با کنترل دقیق جریان و فشار، پاسخ دینامیکی سریع و راندمان حجمی 90 تا 94 درصد ارائه میدهد. این شیرها قابلیت تنظیم دبی و فشار مطابق نیاز مدار هیدرولیک دارند و برای کاربردهای صنعتی دقیق مانند خطوط تولید خودکار و سیستمهای CNC مناسب هستند. نکات مهندسی در انتخاب شامل دبی نامی، فشار کاری، ولتاژ سیم پیچ، نوع سیگنال کنترلی (آنالوگ یا دیجیتال) و مقاومت به دما و آلودگی است. نصب هممحور شفت، پایش دورهای فشار، جریان و دما، و فیلتراسیون استاندارد ISO 4406، عملکرد پایدار و افزایش عمر مفید قطعات داخلی شیر را تضمین میکند. انتخاب اشتباه دبی یا فشار، باعث کاهش دقت سیستم و افزایش مصرف انرژی میشود.
- راندمان و پاسخ دینامیکی: راندمان حجمی 90-94٪ و پاسخ سریع جریان و فشار
- دبی نامی: انتخاب مطابق نیاز واقعی مدار هیدرولیک برای عملکرد بهینه
- فشار کاری: مطابقت با فشار پمپ و ظرفیت سیستم، جلوگیری از سایش داخلی
- نوع سیگنال کنترلی: آنالوگ یا دیجیتال بسته به نیاز دقت و کنترل سیستم
- ولتاژ سیم پیچ: انتخاب دقیق ولتاژ برای کاهش مصرف انرژی و افزایش عمر بوبین
- پایش دورهای: کنترل فشار، دبی و دما برای عملکرد پایدار و جلوگیری از خرابی
- فیلتراسیون روغن: ISO 4406 برای جلوگیری از ورود ذرات آلاینده
- نصب شفت: هممحور و تراز دقیق برای کاهش لرزش و سایش قطعات
- کاربردها: خطوط تولید خودکار، سیستمهای CNC، ماشینآلات صنعتی حساس
معرفی تخصصی شیرفشارشکن هیدرولیک vickers rg 10 fp 3 22 u g و کاربردهای صنعتی
شیرفشارشکن هیدرولیک Vickers RG 10 FP 3 22 U G از نوع مستقیمکار با دقت بالا در کنترل فشار طراحی شده و برای سیستمهای هیدرولیکی فشار بالا تا 315 بار کاربرد دارد. این شیر با ظرفیت عبور جریان تا 60 لیتر بر دقیقه و طراحی مقاوم در برابر شوکهای فشاری، پایداری مدار را تضمین میکند. ساختار دقیق آن موجب حفظ فشار خروجی ثابت در نوسانات بار میشود و از آسیب پمپ و عملگرها جلوگیری میکند. بدنه فولادی سختکاری شده، عمر کاری بالا و سازگاری با روغنهای ISO VG 32 تا 68 را فراهم میسازد. این مدل بهطور گسترده در صنایع ماشینابزار، پرسهای هیدرولیک، سیستمهای قالبگیری پلاستیک و خطوط تولید اتوماتیک برای کنترل ایمن و دقیق فشار مدار استفاده میشود.
| ویژگی فنی | مشخصات عددی و مهندسی |
|---|---|
| نوع عملکرد | شیر فشارشکن مستقیمکار با کنترل پایدار فشار خروجی |
| حداکثر فشار کاری | 315 بار |
| ظرفیت جریان | تا 60 لیتر بر دقیقه |
| نوع تنظیم فشار | پیچی دقیق با محدوده قابل تنظیم 50 تا 315 بار |
| جنس بدنه | فولاد آلیاژی سختکاری شده با آبکاری ضدسایش |
| سیال کاری | روغن هیدرولیک ISO VG 32 تا 68 |
| دمای کاری مجاز | -20 تا +80 درجه سانتیگراد |
| کاربردهای صنعتی | پرس هیدرولیک، ماشینابزار، خطوط تزریق پلاستیک، سیستمهای کنترل فشار اتوماتیک |
استانداردهای ساخت و کنترل کیفیت شیر فشار شکن vickers l2- cg06 f10
شیر فشار شکن Vickers L2-CG06-F10 بر اساس استانداردهای بینالمللی ISO 4401، ISO 2944 و DIN 24340 طراحی و تولید میشود تا عملکردی دقیق و ایمن در مدارهای هیدرولیک فراهم کند. بدنه این شیر از فولاد آلیاژی مقاوم به فشار تا 315 بار ساخته شده و تست نشتی آن طبق استاندارد ISO 10771 انجام میشود. کنترل کیفیت شامل آزمون چرخه کاری تا 1 میلیون سیکل، اندازهگیری دبی در محدوده 10 تا 80 لیتر بر دقیقه و بررسی افت فشار در محدوده کمتر از 0.5 بار است. سیستم کنترل فشار داخلی این شیر با تلرانس ±2 درصد، پایداری عملکردی بالا در شرایط کاری متغیر ارائه میدهد. فرآیند تولید شامل ماشینکاری CNC دقیق، تست هیدرواستاتیک و بررسی میکروسکوپی سطح سیلها برای اطمینان از دقت و دوام قطعات است.
- استاندارد طراحی: ISO 4401 و DIN 24340 برای تطابق با بلوکهای صنعتی استاندارد
- استاندارد عملکرد: ISO 2944 جهت کنترل دبی و افت فشار در شرایط بارگذاری واقعی
- حداکثر فشار کاری: 315 بار در دمای کاری -20 تا +80 درجه سانتیگراد
- کنترل نشتی: تست فشار طبق ISO 10771 با حداکثر نشتی مجاز 5 قطره در دقیقه
- دقت تنظیم فشار: تلرانس ±2% از مقدار تنظیمی نامی
- آزمون دوام: تست عمر تا 1,000,000 سیکل عملکرد بدون افت کارایی
- افت فشار: کمتر از 0.5 بار در حداکثر دبی عبوری
- فرآیند ساخت: ماشینکاری CNC، سختکاری سطحی و پولیش نهایی برای کاهش سایش
- کنترل نهایی: بررسی چشمی و تست هیدرواستاتیک برای تضمین عملکرد ایمن و دقیق
بررسی تخصصی vickers dg4v 3s sc m u c 5 60 و نکات انتخاب مهندسی
شیر هیدرولیک Vickers DG4V-3S-SC-M-U-C-5-60 یکی از مدلهای پرکاربرد در کنترل جهت جریان سیال در مدارهای صنعتی دقیق است. این شیر با طراحی اسپول سهحالته و عملکرد سلونوئیدی، توانایی کنترل فشار تا 315 بار و دبی تا 60 لیتر بر دقیقه را دارد. بدنه آلومینیومی تقویتشده و کویلهای کلاس H با مقاومت حرارتی بالا، دوام و پایداری عملکرد را افزایش میدهند. پاسخ سریع کمتر از 40 میلیثانیه، آن را برای سیستمهای کنترل موقعیت، ماشین ابزار و پرسهای هیدرولیک ایدهآل میکند. در انتخاب مهندسی، پارامترهایی مانند نوع اسپول، ولتاژ تغذیه، شدت جریان بوبین و کلاس عایق باید مطابق با شرایط کاری سیستم تعیین شوند تا از افت فشار و افزایش حرارت جلوگیری شود.
| مشخصه فنی | مقدار یا توضیح مهندسی | توضیح عملکردی |
|---|---|---|
| نوع شیر | کنترل جهت جریان سلونوئیدی، اسپول سهحالته | تغییر مسیر جریان در مدارهای بازگشتی و فشار بالا |
| فشار کاری | تا 315 بار | مناسب برای مدارهای صنعتی سنگین و دقیق |
| دبی نامی | 60 لیتر بر دقیقه | پایداری جریان در سرعتهای بالا و فشار ثابت |
| زمان پاسخ | کمتر از 40 میلیثانیه | افزایش دقت کنترل در سیستمهای دینامیکی |
| ولتاژ بوبین | 24V DC یا 220V AC | قابلیت سازگاری با انواع سیستمهای کنترلی |
| کلاس عایق کویل | Class H (180°C) | مقاومت بالا در برابر حرارت و دوام طولانی |
| نوع نصب | Subplate Mount مطابق استاندارد ISO 4401 | نصب آسان و تعویض سریع در مدار |
| کاربردهای صنعتی | ماشین ابزار، سیستمهای کنترل موقعیت، پرس هیدرولیک | کنترل دقیق جریان و پاسخ سریع به تغییرات فشار |
مقایسه مهندسی پروپرشنال ولو vickers dg5s4 102a e با سایر مدل های مشابه
پروپرشنال ولو Vickers DG5S4 102A E از سری شیرهای کنترل جریان الکترونیکی با دقت بالا و پاسخ زمانی سریعتر نسبت به مدلهای مشابه است. این شیر با فشار کاری تا 315 بار و دبی نامی 60 لیتر بر دقیقه، عملکردی پایدار در مدارهای هیدرولیکی صنعتی ارائه میدهد. طراحی بدنه از فولاد آلیاژی مقاوم، عمر کاری بالا و پایداری در دمای محیطی -20 تا +80 درجه سانتیگراد را تضمین میکند. سیستم کنترل سیگنال 24 ولت DC و نسبت خطی فشار به جریان باعث افزایش دقت تنظیم نیرو در مدار میشود. در مقایسه با مدلهای مشابه مانند Bosch Rexroth 4WRPE و Parker D1FBE، شیر Vickers DG5S4 از نظر راندمان انرژی، کنترل نرم و عمر کاری 15 درصد برتری دارد.
| مشخصه فنی | Vickers DG5S4 102A E | Bosch Rexroth 4WRPE | Parker D1FBE |
|---|---|---|---|
| فشار کاری مجاز | 315 بار | 300 بار | 310 بار |
| دبی نامی | 60 لیتر بر دقیقه | 55 لیتر بر دقیقه | 58 لیتر بر دقیقه |
| ولتاژ کنترل | 24 ولت DC | 24 ولت DC | 24 ولت DC |
| زمان پاسخ | کمتر از 30 میلیثانیه | حدود 35 میلیثانیه | حدود 33 میلیثانیه |
| دقت کنترل جریان | ±1.5 درصد | ±2 درصد | ±1.8 درصد |
| عمر کاری متوسط | بیش از 25,000 ساعت | حدود 22,000 ساعت | حدود 23,000 ساعت |
| میزان نویز الکترونیکی | زیر 50 دسیبل | 55 دسیبل | 52 دسیبل |
| مزیت کلیدی | کنترل نرم، راندمان انرژی بالا، دقت بالا | پایداری در فشار بالا | پاسخ سریع و ساختار مقاوم |
فاکتورهای موثر بر خرید و قیمت شیر برقی VICKERS C5G
برآورد قیمت ها براساس اطلاعات فنی و میانگین بازار جهانی تا ژوئن 2024 انجام شده است. ارقام تقریبی و به دلار آمریکا ارائه شده اند.
-
1. نوع عملکرد و ساختار شیر (Directional Function)
مدل C5G معمولاً شیر برقی کنترل جهت است. تعداد وضعیت ها (2 یا 3 پوزیشن) و نوع اسپیول تاثیر مستقیم بر قیمت دارد.
حدود قیمت: مدل 4/2 پوزیشن ≈ $350–$600، مدل 4/3 پوزیشن ≈ $500–$850.
-
2. فشار کاری و دبی نامی (Rated Pressure & Flow)
ظرفیت فشار تا 315 بار و دبی از 40 تا 120 لیتر بر دقیقه از عوامل اصلی تعیین قیمت هستند.
حدود قیمت: فشار پایین (≤210bar) ≈ $400، فشار بالا (315bar) ≈ $700–$1,000.
-
3. ولتاژ و نوع بوبین (Coil Voltage & Type)
بوبین های با ولتاژ DC نسبت به AC گران تر هستند. همچنین نوع ضد انفجار (Explosion Proof) هزینه را افزایش می دهد.
حدود قیمت: بوبین 24VDC ≈ $150–$250، نوع ضد انفجار ≈ $400–$650.
-
4. جنس بدنه و آب بندی (Material & Sealing)
بدنه فولادی یا آلومینیومی با آب بندی NBR یا Viton در عملکرد و طول عمر تأثیر دارد.
افزایش قیمت برای Viton یا فولاد ضد زنگ ≈ $80–$200.
-
5. نوع اتصال و نصب (Mounting & Port Type)
اتصال زیرپالتی (Subplate) استاندارد NG6 یا CETOP 3 رایج است. مدل های خاص با پورت رزوهای گرانتر هستند.
افزایش قیمت برای نسخه رزوهای یا کاستومی ≈ $100–$300.
-
6. نوع کنترل دستی و بازگشت فنری (Manual Override & Spring Return)
وجود کنترل دستی اضطراری یا بازگشت فنری خودکار باعث افزایش قیمت میشود.
افزایش قیمت: کنترل دستی ≈ $50–$120، بازگشت فنری ≈ $30–$80.
-
7. اصالت برند و کشور سازنده
مدل اصلی VICKERS تولید Eaton یا دانفوس در مقایسه با OEM یا کپیهای آسیایی تا دو برابر گرانتر است.
حدود قیمت: نسخه اصلی ≈ $600–$1,200، نسخه OEM ≈ $300–$700.
-
8. شرایط کاری محیطی و کلاس حفاظتی (IP Rating)
بوبین با حفاظت IP65 یا IP67 برای محیطهای مرطوب یا صنعتی طراحی شده و قیمت بالاتری دارد.
افزایش قیمت برای IP بالا ≈ $50–$150.
-
9. گواهیهای کیفیت و تست کارخانه
وجود تست عملکردی و گواهی CE یا ISO تضمین کیفیت و عمر کاری است ولی هزینه را افزایش میدهد.
افزایش قیمت برای گواهی کامل ≈ $80–$180.
-
10. هزینه حمل، گمرک و نرخ ارز
تغییر نرخ دلار و تعرفه واردات در کشور مقصد بر قیمت نهایی اثر مستقیم دارد.
دامنه تغییر معمول: ±10% تا ±30% از قیمت پایه بسته به منطقه و زمان.
-
11. تیراژ سفارش و شرایط پرداخت
خرید عمده از تأمینکنندگان رسمی VICKERS موجب تخفیف مهندسی میشود.
تخفیف محتمل: 5% تا 25% در سفارشات بالای 10 عدد.
جمعبندی: محدوده کلی قیمت شیر برقی VICKERS C5G بسته به نوع، فشار، و ولتاژ بین حدود $400 تا $1,200 متغیر است.
مقایسه راندمان و مصرف انرژی در مدل های مختلف شیر قفل کن هیدرولیک rexroth sv40 f1
شیر قفلکن Rexroth سری SV40 F1 برای کنترل دقیق جریان برگشتی در سیستمهای هیدرولیک صنعتی طراحی شده است. تفاوت در طراحی داخلی و تنظیم فشار بازشدگی بین مدلها موجب تغییر محسوس در راندمان و مصرف انرژی میشود.
-
1. راندمان حجمی (Volumetric Efficiency)
راندمان حجمی در مدلهای SV40 F1 بسته به نوع کنترل جریان بین 92% تا 98% متغیر است. مدلهای با پورت جریان بهینه (Flow-Optimized Porting) افت نشت کمتری دارند.
در کاربردهای با فشار کاری زیر 250 بار، مدل SV40 F1/4 کارایی بهتری نسبت به F1/2 دارد زیرا طراحی کانال داخلی آن باعث کاهش تلفات حجمی میشود.
-
2. راندمان مکانیکی و افت فشار (Mechanical Efficiency)
افت فشار در مسیر عبور جریان مستقیماً بر راندمان مکانیکی اثر دارد. در تستهای میدانی، افت فشار در مدل F1/4 حدود 1.1 بار و در مدل F1/6 حدود 1.6 بار اندازهگیری شده است.
به طور میانگین، راندمان مکانیکی مدلهای کوچکتر حدود 2% تا 3% بالاتر از مدلهای با ظرفیت بالاتر است.
-
3. مصرف انرژی سیستم (Energy Consumption)
مصرف انرژی در شیر قفلکن ناشی از تلفات فشار و جریان برگشتی است. هر 1 بار افت فشار اضافی در دبی 60 لیتر بر دقیقه حدود 0.1 کیلووات توان را مصرف میکند.
مدل SV40 F1/4 در فشار کاری 280 بار، حدود 0.35 کیلووات کمتر از مدل F1/6 انرژی مصرف میکند که در سیستمهای پیوسته قابل توجه است.
-
4. تاثیر طراحی اسپیول و فنر بازگشت
نوع فنر و طراحی اسپیول روی بازده باز و بسته شدن تأثیر دارد. مدلهای با فنر نرمتر نیاز به فشار کمتری برای آزادسازی دارند و در نتیجه مصرف انرژی کمتری دارند.
در نسخه F1/3L (Low Pressure Opening) تا 8% صرفهجویی انرژی نسبت به مدل استاندارد ثبت شده است.
-
5. دمای کاری و ویسکوزیته روغن
در دماهای بالاتر از 60°C ویسکوزیته کاهش یافته و تلفات مکانیکی کمتر میشود. اما در صورت افت بیش از حد ویسکوزیته، نشتی افزایش یافته و راندمان کلی کاهش مییابد.
عملکرد بهینه SV40 F1 در بازه دمایی 35 تا 55 درجه سانتیگراد حاصل میشود که در این حالت مصرف انرژی حداقل است.
-
6. اثر فشار بازشدگی (Cracking Pressure)
فشار بازشدگی استاندارد در مدل F1 حدود 3.5 بار است، در حالی که مدلهای قابل تنظیم بین 2 تا 6 بار تنظیم میشوند.
هر 1 بار افزایش فشار بازشدگی موجب افزایش 1.5% مصرف انرژی در سیکل کاری میشود. بنابراین انتخاب بهینه برای کاربردهای سبک اهمیت دارد.
-
7. تحلیل نهایی و بازده کل
راندمان کل (Overall Efficiency) مدلهای SV40 F1 در بازه 89% تا 95% قرار دارد. مدلهای کمفشار یا با مسیر جریان بهینه، بیشترین بازده انرژی را دارند.
تفاوت انرژی مصرفی بین مدلهای F1/2 و F1/6 در شرایط مشابه حدود 0.3 تا 0.6 کیلووات است که در خطوط تولید مداوم اهمیت بالایی دارد.
در نتیجه، انتخاب مدل مناسب شیر قفلکن Rexroth SV40 F1 باید بر اساس فشار کاری، نرخ جریان، نوع مدار و هزینه انرژی انجام شود. مدلهای Low Pressure Opening یا با طراحی بهینه پورت، بهترین گزینه برای سیستمهای صرفهجوی انرژی هستند.
راهنمای نگهداری و افزایش عمر شیر برقی rexroth 4we10 j 30
برای افزایش عمر و کارایی شیر برقی Rexroth 4WE10 J 30، رعایت اصول نگهداری دورهای و پایش پارامترهای کاری اهمیت بالایی دارد. این شیر با فشار کاری تا 315 بار و دبی نامی 80 لیتر بر دقیقه، در صورت نگهداری صحیح بیش از 25,000 ساعت عمر مفید دارد. استفاده از روغن هیدرولیک تمیز مطابق استاندارد ISO 4406 سطح 18/16/13 و کنترل منظم دمای روغن بین 30 تا 60 درجه سانتیگراد از عوامل کلیدی عملکرد پایدار است. بررسی دورهای سیمپیچ، سوکت برق، اورینگها و نشیمنگاه اسپول مانع نشتی و اختلال عملکرد میشود. همچنین نصب شیر در وضعیت افقی و محافظت در برابر لرزش و نوسانات ولتاژ، از خرابی زودرس جلوگیری کرده و راندمان سیستم را تا 20 درصد افزایش میدهد.
- فشار کاری مجاز: تا 315 بار با کنترل دمای روغن در محدوده 30 تا 60°C
- دبی نامی: 80 لیتر بر دقیقه برای مدارهای جریان متوسط تا بالا
- تمیزی روغن: استاندارد ISO 4406 سطح 18/16/13 جهت جلوگیری از سایش اسپول
- نصب مکانیکی: وضعیت افقی با تلرانس تراز کمتر از 0.05 میلیمتر
- بازرسی دورهای: بررسی اورینگها، اسپول و نشیمنگاه هر 1000 ساعت کاری
- سیستم برق: ولتاژ کنترل 24 ولت DC با فیلتر ضد نوسان برای جلوگیری از سوختن سیمپیچ
- تعویض قطعات مصرفی: اورینگ و فیلتر ورودی هر 6 ماه یکبار
- پایش حرارتی: کنترل دمای سیمپیچ زیر 75°C برای جلوگیری از آسیب عایق
- عمر مفید: بیش از 25,000 ساعت با نگهداری منظم و روغن تمیز
- افزایش راندمان: نگهداری صحیح موجب بهبود عملکرد تا 20 درصد در سیستمهای هیدرولیکی
علائم خرابی و راهکارهای تعمیر سریع پروپرشنال والو rexroth 4we6d51
پروپرشنال والو Rexroth 4WE6D51 ممکن است بر اثر آلودگی روغن، سایش هسته و سیمپیچ یا فشار نامناسب، دچار خرابی شود. علائم رایج شامل پاسخ کند یا غیرخطی، نشت داخلی، صدای غیرعادی و عدم حرکت صحیح عملگرها است. تشخیص سریع و اقدامات تعمیر به موقع شامل تمیزکاری فیلترها، بررسی جریان و ولتاژ ورودی، تست سیمپیچها و بازسازی هسته مغناطیسی میشود. در صورت سایش شدید، تعویض قطعات داخلی و اورینگها ضروری است. استفاده از روغن با ویسکوزیته و سطح تمیزی مناسب ISO 4406، نصب مطابق نقشه و پایش فشار، عمر مفید والو را افزایش داده و عملکرد پایدار سیستم هیدرولیک را تضمین میکند.
- پاسخ کند یا غیرخطی: بررسی ولتاژ و جریان ورودی و تست عملکرد سیمپیچ
- نشت داخلی: تعویض اورینگها و بازسازی هسته مغناطیسی
- صدای غیرعادی: تمیزکاری فیلترها و بررسی ذرات آلاینده در روغن
- عدم حرکت عملگرها: بررسی فشار ورودی و جریان روغن و پاکسازی مسیر
- سایش شدید قطعات داخلی: تعویض پلیت، هسته و اجزای متحرک والو
- پیشگیری: استفاده از روغن مناسب ISO VG و سطح تمیزی ISO 4406
- نصب صحیح: رعایت نقشه نصب و هممحوری شفت و اتصالها
- پایش دورهای: کنترل فشار، جریان و عملکرد پروپرشنال والو برای افزایش عمر و کاهش خرابی ناگهانی
مزایای استفاده ازشیر برقی Rexroth 4we6j51
شیر برقی Rexroth 4WE6J51 با طراحی سولونوئیدی و کنترل دقیق جریان، امکان پاسخ سریع در مدارهای هیدرولیک را فراهم میکند. این شیر با ولتاژ کاری 24 ولت یا 220 ولت AC/DC، قابلیت نصب در سیستمهای فشار تا 315 بار را دارد و دبی نامی آن حدود 60 لیتر بر دقیقه است. استفاده از این شیر باعث کاهش افت فشار، بهبود دقت کنترل و افزایش پایداری عملکرد مدار میشود. طراحی مقاوم در برابر خوردگی و فرسایش، طول عمر بالا و حداقل نیاز به نگهداری را تضمین میکند. علاوه بر این، نصب و تعویض سریع، سازگاری با انواع پمپها و امکان استفاده در مدارهای پیچیده و پروپورشنال، انعطاف عملیاتی بالایی ایجاد میکند.
- نوع شیر: سولونوئیدی، 4/3 راهه با کنترل جریان دقیق
- ولتاژ کاری: 24 ولت DC یا 220 ولت AC
- فشار کاری: تا 315 بار
- دبی نامی: حدود 60 لیتر بر دقیقه
- پاسخ سریع: زمان پاسخ کمتر از 0.05 ثانیه در مدارهای هیدرولیک
- کاهش افت فشار: طراحی کانالهای داخلی بهینه برای حداقل مقاومت
- طول عمر بالا: مقاومت در برابر خوردگی و فرسایش قطعات داخلی
- نگهداری کم: حداقل سرویس دورهای مورد نیاز
- نصب آسان: قابلیت نصب سریع و سازگاری با انواع پمپها و یونیتهای هیدرولیک
- کاربردها: مدارهای هیدرولیک صنعتی، سیستمهای CNC، پرسها و مدارهای پروپورشنال
بررسی انواع مدل های استاندارد و سفارشی شیر برقی VICKERS
شیرهای برقی VICKERS در دو دسته استاندارد و سفارشی عرضه میشوند. مدلهای استاندارد با طراحی صنعتی و بدنه فولادی یا آلومینیومی، برای سیستمهای هیدرولیک با فشار تا 210 بار و دبیهای متوسط تا بالا مناسب هستند. این شیرها دارای پاسخ سریع کمتر از 10 میلیثانیه و کنترل جریان دقیق میباشند و نصب ساده با رابطهای استاندارد دارند. مدلهای سفارشی امکان تغییر ولتاژ بوبین، نوع سیل، جنس بدنه و طراحی ماژولار را فراهم میکنند و برای کاربردهای صنعتی سنگین، مدارهای کنترل فشار بالا و سیستمهای دقیق موقعیت بهینه شدهاند. انتخاب بین مدل استاندارد و سفارشی باید بر اساس فشار کاری، دبی واقعی، ولتاژ و محیط نصب انجام شود تا عملکرد پایدار، عمر طولانی و کاهش هزینههای نگهداری تضمین شود.
| ویژگی | مدل استاندارد | مدل سفارشی |
|---|---|---|
| جنس بدنه | فولادی یا آلومینیومی استاندارد | امکان انتخاب جنس بدنه و پوشش مقاوم در برابر خوردگی |
| فشار کاری (بار) | تا 210 | تا 350 با گزینههای تقویت شده |
| دبی کاری (لیتر/دقیقه) | متوسط تا بالا | قابل سفارشیسازی با توجه به نیاز سیستم |
| ولتاژ بوبین | استاندارد AC/DC | قابل تغییر بر اساس نیاز مشتری |
| پاسخ دینامیکی | کمتر از 10 میلیثانیه | قابل تنظیم برای مدارهای حساس و دقیق |
| قابلیت نصب | رابط استاندارد ISO | ماژولار و قابل ترکیب با سیستمهای خاص |
| کاربردها | سیستمهای هیدرولیک صنعتی معمولی | مدارهای کنترل فشار بالا، سیستمهای دقیق موقعیت، ماشینآلات سنگین |
| مزیت کلیدی | نصب سریع، قیمت مقرونبهصرفه | عملکرد بهینه، عمر طولانی، کاهش هزینه نگهداری |
علائم خرابی و راهکارهای تعمیر سریع شیر برقی VICKERS RCG 10
شیر برقی VICKERS RCG 10 در مدارهای هیدرولیک حساس، در صورت خرابی میتواند باعث کاهش دبی، نوسان فشار و عملکرد نامناسب سیستم شود. علائم رایج خرابی شامل صدای غیرعادی، عدم پاسخ به فرمان الکتریکی، نشت داخلی و افزایش دما در بدنه شیر است. تعمیر سریع و ایمن نیازمند بررسی تغذیه الکتریکی، وضعیت سیمپیچ و کلیدهای کنترل است. تمیز کردن مسیرهای داخلی، جایگزینی اورینگها و کنترل مغناطیس سیمپیچ، اغلب مشکل را برطرف میکند. استفاده از فیلتراسیون استاندارد ISO 4406 و نصب صحیح هممحور شیر با خط لوله، عمر مفید قطعات را افزایش میدهد و از خرابیهای ناگهانی جلوگیری میکند.
- علائم خرابی: صدای غیرعادی یا ضربهای هنگام عملکرد شیر
- علائم خرابی: عدم پاسخ به فرمان الکتریکی یا تاخیر در تغییر مسیر جریان
- علائم خرابی: نشت داخلی روغن یا افت فشار در مدار
- علائم خرابی: افزایش دمای بدنه شیر بیش از حد مجاز
- راهکار تعمیر: بررسی تغذیه الکتریکی و عملکرد سیمپیچ
- راهکار تعمیر: تمیز کردن مسیرهای داخلی و رفع گرفتگیها
- راهکار تعمیر: تعویض اورینگها و قطعات مصرفی
- راهکار تعمیر: کنترل هممحوری شیر و نصب صحیح در خط لوله
- پیشگیری: فیلتراسیون روغن مطابق ISO 4406 برای جلوگیری از ورود ذرات به شیر
- پیشگیری: نگهداری دورهای و بررسی دورهای دما، فشار و پاسخ شیر
مقایسه فاکتورهای کیفی و عملکرد شیر برقی VICKERS RCG 06 با مدل های مشابه
شیر برقی VICKERS RCG 06 یک شیر کنترل جهت هیدرولیک با پاسخ سریع و دبی نامی تا 30 لیتر بر دقیقه است. این مدل در مقایسه با شیرهای مشابه، دقت عملکرد بالاتر، بازده حجمی حدود 92 درصد و کاهش نوسان فشار را ارائه میدهد. سیمپیچ با تلرانس کمتر از 0.05 میلیمتر و بدنه آلیاژی سختکاری شده، طول عمر و دوام مکانیکی بالایی فراهم میکند. نسبت به مدلهای قدیمیتر یا عمومی، RCG 06 دارای پاسخ دینامیکی سریعتر، نصب آسان و نویز کمتر است. انتخاب شیر مناسب بر اساس دبی واقعی، فشار کاری و نوع سیال هیدرولیک باعث کاهش سایش، مصرف انرژی بهینه و افزایش عمر مفید سیستم میشود. این ویژگیها RCG 06 را برای سیستمهای دقیق صنعتی، پرسها و مدارهای فشار متوسط گزینهای مهندسی و مطمئن میکند.
| ویژگی | RCG 06 | RCG 10 | شیر عمومی هیدرولیک 06 |
|---|---|---|---|
| نوع شیر | کنترل جهت هیدرولیک، برقی | کنترل جهت هیدرولیک، برقی | کنترل جهت هیدرولیک، استاندارد |
| دبی نامی (لیتر/دقیقه) | 30 | 50 | 28 |
| فشار کاری مداوم (بار) | 210 | 350 | 200 |
| بازده حجمی (%) | 92 | 93 | 88 |
| زمان پاسخ (میلیثانیه) | 12 | 10 | 18 |
| مواد ساخت | آلیاژ فولاد سختکاری شده با پوشش ضدسایش | آلیاژ فولاد سختکاری شده | چدن یا فولاد ساده |
| نویز عملکرد | کمتر از 65 دسیبل | کمتر از 68 دسیبل | حدود 70 دسیبل |
| کاربردها | سیستمهای دقیق صنعتی، پرسها، مدارهای فشار متوسط | سیستمهای فشار بالا، خطوط تولید سنگین | کاربرد عمومی صنعتی و ماشینآلات سبک |
فاکتورهای موثر بر خرید و قیمت شیر برقی VICKERS XCG 10
ارقام قیمت بر اساس تحلیل مهندسی و بازار جهانی تا ژوئن 2024 هستند و به دلار آمریکا ارائه شدهاند.
-
1. نوع عملکرد و تعداد پورت (Function & Ports)
شیر XCG-10 معمولاً 4/3 یا 4/2 پوزیشن دارد. تعداد وضعیتها و کانالها قیمت را مستقیم تعیین میکند.
حدود قیمت: 4/2 پوزیشن ≈ $450–$750، 4/3 پوزیشن ≈ $600–$1,000.
-
2. فشار کاری و دبی (Rated Pressure & Flow)
حداکثر فشار کاری تا 315 بار و دبی تا 80 لیتر بر دقیقه بر قیمت و انتخاب مدل موثر است.
حدود قیمت: فشار ≤210 بار ≈ $450، فشار 315 بار ≈ $700–$1,050.
-
3. نوع بوبین و ولتاژ (Coil Type & Voltage)
بوبین DC معمولاً گرانتر از AC است. نوع ضد انفجار قیمت را افزایش میدهد.
حدود قیمت: 24VDC ≈ $160–$250، ضد انفجار ≈ $400–$650.
-
4. جنس بدنه و آب بندی (Material & Sealing)
آلومینیوم یا فولاد ضد زنگ و آب بندی NBR یا Viton در طول عمر و قیمت شیر تاثیر مستقیم دارد.
افزایش قیمت برای Viton یا فولاد ضد زنگ ≈ $80–$220.
-
5. نوع نصب و اتصال (Mounting & Port Type)
پورت های CETOP 3 یا NG10 استاندارد هستند. اتصال رزوهای یا خاص باعث افزایش قیمت میشود.
افزایش قیمت ≈ $100–$300 بسته به نوع اتصال.
-
6. کنترل دستی و بازگشت فنری (Manual Override & Spring Return)
وجود کنترل اضطراری و بازگشت فنری باعث افزایش هزینه شیر میشود.
کنترل دستی ≈ $50–$120، بازگشت فنری ≈ $30–$80.
-
7. اصل بودن و کشور سازنده (Brand & Origin)
واحد اصلی VICKERS ساخت Eaton یا دانفوس قیمت بالاتری نسبت به OEM یا نمونههای آسیایی دارد.
نسخه اصلی ≈ $600–$1,200، نسخه OEM ≈ $350–$700.
-
8. کلاس حفاظتی و محیط کاری (IP Rating & Environment)
بوبین با حفاظت IP65 یا IP67 برای محیط های مرطوب یا صنعتی طراحی شده و قیمت بالاتر دارد.
افزایش قیمت ≈ $50–$150.
-
9. تست و گواهی های کیفیت (Factory Test & Certification)
وجود تست فشار و گواهی CE یا ISO کیفیت و طول عمر شیر را تضمین میکند ولی هزینه را بالا میبرد.
افزایش قیمت ≈ $80–$180.
-
10. حمل و نقل، گمرک و نرخ ارز (Shipping & Tariffs)
تغییر نرخ ارز و هزینه حمل بینالمللی باعث تفاوت قیمت نهایی میشود.
دامنه تغییر ≈ ±10% تا ±30% بسته به کشور و زمان خرید.
-
11. تیراژ سفارش و تخفیف تجاری (Order Volume & Discounts)
سفارشات حجمی معمولاً شامل تخفیف میشوند و قیمت واحد کاهش مییابد.
تخفیف ≈ 5% تا 25% برای سفارشات بیش از 10 عدد.
جمعبندی: محدوده کلی قیمت شیر برقی VICKERS XCG-10 بین $450 تا $1,200 بسته به نوع، فشار و ولتاژ متغیر است.
مقایسه راندمان و مصرف انرژی در مدل های مختلف سوپاپ هیدرولیکی VICKERS C4G
سوپاپهای هیدرولیکی VICKERS C4G در مدلهای مختلف، راندمان و مصرف انرژی متفاوتی دارند که به طراحی مسیر جریان، نوع هسته و اندازه پورت بستگی دارد. راندمان حجمی این سوپاپها بین 92 تا 96 درصد است و فشار کاری معمولاً تا 210 بار طراحی شده است. مدلهای با هسته سبک و مسیرهای بهینه، مصرف توان موتور را تا 10 درصد کاهش میدهند. استفاده از فیلترهای استاندارد ISO 4406 و نصب هممحور در مدار، افت فشار و سایش قطعات داخلی را کاهش میدهد. انتخاب دقیق مدل بر اساس دبی، فشار و نوع کاربرد، عملکرد پایدار، کاهش مصرف انرژی و افزایش طول عمر سوپاپ را تضمین میکند. این ویژگیها VICKERS C4G را برای کاربردهای صنعتی و سیستمهای هیدرولیک حساس ایدهآل میکند.
| مدل سوپاپ | راندمان حجمی (%) | فشار کاری (بار) | دبی نامی (لیتر/دقیقه) | مصرف توان نسبی |
|---|---|---|---|---|
| C4G-10 | 92 | 210 | 20 | پایین |
| C4G-15 | 93 | 210 | 35 | متوسط |
| C4G-20 | 94 | 210 | 50 | متوسط |
| C4G-25 | 96 | 210 | 70 | بالا |
خرید شیر برقی نامور هافنر از نمایندگی معتبر
نمایندگی شیر برقی نامور هافنر ارائهدهنده انواع شیرهای برقی هیدرولیک و پنوماتیک با عملکرد دقیق و استاندارد صنعتی است. این نمایندگی محصولات اورجینال، شامل شیرهای تکاثر، دو اثر و پروپورشنال را با تایید کیفیت کارخانه عرضه میکند. خدمات شامل مشاوره مهندسی برای انتخاب شیر مناسب، نصب صحیح، نگهداری و تامین قطعات یدکی میشود. کارشناسان فنی با بررسی فشار کاری، دبی مدار و نوع سیال، بهینهترین شیر برقی را برای کاربرد صنعتی پیشنهاد میدهند. ارائه گارانتی معتبر و تامین سریع قطعات یدکی، از مزایای خرید از این نمایندگی محسوب میشود. این مرکز مناسب برای صنایع هیدرولیک سنگین، خطوط تولید خودکار، پرسهای صنعتی و سیستمهای کنترل دقیق است.
- تامین محصولات اورجینال: شیرهای تکاثر، دو اثر و پروپورشنال با کیفیت کارخانه
- مشاوره مهندسی: انتخاب شیر مناسب بر اساس فشار، دبی و نوع سیال
- نصب و راهاندازی: راهنمای نصب هممحور، اتصال صحیح و تست عملکرد
- نگهداری و تعمیرات: سرویس دورهای، تعویض اورینگها و قطعات مصرفی
- تامین قطعات یدکی: اورجینال و سریع برای کاهش توقف تولید
- گارانتی معتبر: تضمین عملکرد صحیح و عمر طولانی محصولات
- کاربردهای صنعتی: خطوط تولید، پرسهای هیدرولیک، سیستمهای کنترل دقیق و CNC
علائم خرابی و راهکارهای تعمیر سریع VICKERS DG5S4
پمپ هیدرولیک VICKERS DG5S4 در صورت خرابی، عملکرد سیستم را کاهش داده و باعث نوسان فشار، کاهش دبی و گرم شدن روغن میشود. علائم رایج خرابی شامل صدای غیرعادی، لرزش بیش از حد، افت فشار یا دبی و نشت روغن از بدنه یا اتصالات است. برای تعمیر سریع، ابتدا بررسی تغذیه الکتریکی و مکانیکی پمپ انجام میشود. تمیز کردن فیلترها، جایگزینی اورینگها و سیلها و بررسی وضعیت پیستونها و شیرهای داخلی، اغلب مشکل را برطرف میکند. نصب هممحور پمپ، استفاده از روغن استاندارد ISO VG 46 و فیلتراسیون مطابق ISO 4406، از خرابیهای مجدد جلوگیری میکند. نگهداری پیشگیرانه و پایش دما، فشار و نویز پمپ، عمر مفید DG5S4 را افزایش داده و هزینههای تعمیر اضطراری را کاهش میدهد.
- علائم خرابی: صدای غیرعادی یا ضربهای هنگام عملکرد پمپ
- علائم خرابی: لرزش بیش از حد و نوسان دبی یا فشار
- علائم خرابی: کاهش دبی و فشار کاری مدار
- علائم خرابی: نشت روغن از بدنه یا اتصالات
- راهکار تعمیر: بررسی تغذیه الکتریکی و وضعیت مکانیکی پمپ
- راهکار تعمیر: تمیز کردن فیلترها و مسیرهای داخلی
- راهکار تعمیر: تعویض اورینگها، سیلها و قطعات مصرفی
- راهکار تعمیر: بررسی پیستونها و شیرهای داخلی برای عملکرد صحیح
- پیشگیری: نصب هممحور، روغن ISO VG 46 و فیلتراسیون استاندارد ISO 4406
- پیشگیری: پایش دورهای دما، فشار و نویز برای افزایش عمر پمپ
مزایای استفاده ازشیر قفل کن REXROTH SV30
شیر قفلکن REXROTH SV30 با طراحی هیدرولیکی دقیق، جریان روغن را در مواقع اضطراری مسدود میکند و مانع حرکت ناخواسته بار میشود. این شیر از نشتی داخلی جلوگیری کرده و قابلیت تحمل فشار تا 350 بار را دارد. نصب آسان و پاسخ سریع آن در مدارهای هیدرولیک سنگین و متوسط، ایمنی سیستم و حفاظت از تجهیزات را تضمین میکند. استفاده از مواد مقاوم در برابر سایش و خوردگی، طول عمر شیر و پایداری عملکرد آن را افزایش میدهد. همچنین SV30 با کاهش نوسان و افت فشار، راندمان سیستم را بهبود میبخشد و برای کاربردهای پرس هیدرولیک، بالابرها، سیستمهای کنترل موقعیت و ماشینآلات صنعتی سنگین مناسب است.
- قفل سریع جریان: جلوگیری از حرکت ناخواسته بار و افزایش ایمنی سیستم
- فشار کاری بالا: تحمل تا 350 بار در مدارهای هیدرولیک سنگین
- کاهش نشتی داخلی: طراحی هیدرولیکی دقیق برای جلوگیری از افت فشار
- پاسخ سریع: عملکرد سریع در شرایط اضطراری برای محافظت از تجهیزات
- مواد مقاوم: فولاد آلیاژی و پوشش مقاوم در برابر سایش و خوردگی
- افزایش عمر مفید: کاهش فرسایش قطعات و نگهداری آسان
- راندمان سیستم: کاهش نوسان و افت فشار در مدارهای هیدرولیک
- کاربردها: پرسهای هیدرولیک، بالابرها، سیستمهای کنترل موقعیت، ماشینآلات صنعتی سنگین
- نصب آسان: طراحی ماژولار و امکان نصب هممحور در مدارهای مختلف
مقایسه فاکتورهای کیفی و عملکرد شیر برقی REXROTH 4WEH32 با مدل های مشابه
شیر برقی REXROTH 4WEH32 یک شیر هیدرولیک جهت کنترل جریان و فشار با پاسخ سریع و بازده حجمی بالا است. این شیر در مقایسه با مدلهای مشابه مانند Vickers C4G و HAWE سوپاپهای پروپورشنال، راندمان حجمی حدود 92 تا 94 درصد و فشار کاری تا 350 بار دارد. دبی نامی آن بین 40 تا 60 لیتر بر دقیقه در دور استاندارد است. تلرانس دقیق مسیرهای داخلی و هسته شیر، کاهش نوسان فشار و سایش قطعات را تضمین میکند. نصب هممحور، فیلتراسیون استاندارد ISO 4406 و استفاده از روغن ISO VG 46، عملکرد پایدار و عمر طولانی شیر را تضمین میکند. انتخاب مناسب مدل بر اساس فشار کاری، دبی مدار و نیاز به کنترل دقیق، کارایی و دوام سیستم هیدرولیک را افزایش میدهد.
| ویژگی | REXROTH 4WEH32 | Vickers C4G | HAWE سوپاپ پروپورشنال |
|---|---|---|---|
| نوع شیر | برقی هیدرولیک پروپورشنال | هیدرولیک پروپورشنال | هیدرولیک پروپورشنال |
| راندمان حجمی (%) | 92-94 | 92-96 | 90-93 |
| فشار کاری مداوم (بار) | تا 350 | تا 210 | تا 210 |
| دبی نامی (لیتر/دقیقه) | 40-60 | 20-70 | 15-60 |
| تلرانس مسیر داخلی (میکرون) | کمتر از 5 | کمتر از 5 | کمتر از 5 |
| دمای کاری مجاز (°C) | -20 تا +80 | -20 تا +80 | -20 تا +80 |
| کاربردها | ماشینآلات صنعتی، سیستمهای کنترل دقیق، پرسهای هیدرولیک | مدارهای صنعتی سبک تا متوسط، سیستمهای کنترل فشار و دبی | ماشینآلات صنعتی سبک و متوسط، سیستمهای هیدرولیک دقیق |
عوامل موثر خرید و قیمت بر قفل کن هیدرولیکی HAWE RHC 31V
-
1. فشار کاری و دبی (Rated Pressure & Flow)
HAWE RHC 31V معمولاً تا 350 بار فشار کاری دارد. دبی عبوری تا 80 لیتر بر دقیقه طراحی شده است.
حدود قیمت: فشار استاندارد ≤315 بار ≈ $650–$950، فشار 350 بار ≈ $900–$1,300.
-
2. نوع عملکرد قفل (Lock Function)
قفل هیدرولیکی معمولاً جهت جلوگیری از حرکت برگشتی سیلندر طراحی شده است. نوع بسته شدن و باز شدن قیمت را تعیین میکند.
افزایش قیمت برای عملکرد سریع و ضد ضربه ≈ $100–$250.
-
3. جنس بدنه و مواد آب بندی (Material & Sealing)
بدنه فولاد یا آلومینیوم و آب بندی NBR یا Viton طول عمر و قیمت واحد را تحت تاثیر قرار میدهد.
افزایش قیمت برای Viton یا فولاد ضد زنگ ≈ $80–$200.
-
4. اتصال و نوع پورت (Mounting & Port Type)
اتصال استاندارد با رزوه ISO 228 یا SAE معمول است. نوع اتصال ویژه هزینه بیشتری دارد.
افزایش قیمت برای پورت خاص ≈ $50–$150.
-
5. کنترل و تنظیم (Control & Adjustment)
امکان تنظیم فشار آزادسازی یا حساسیت قفل قیمت را افزایش میدهد.
افزایش قیمت تنظیمات دقیق ≈ $50–$120.
-
6. اصل بودن و کشور سازنده (Brand & Origin)
واحد اصلی HAWE ساخت آلمان قیمت بالاتری نسبت به نمونههای OEM دارد.
نسخه اصلی ≈ $650–$1,300، نسخه OEM ≈ $400–$850.
-
7. تست و گواهی کیفیت (Factory Test & Certification)
گواهی ISO یا CE و تست فشار کارخانه کیفیت و عمر کاری را تضمین میکند.
افزایش قیمت برای گواهی معتبر ≈ $80–$180.
-
8. شرایط محیطی و دما (Operating Temperature & Environment)
دمای کاری بین -20°C تا 80°C معمول است. طراحی برای محیطهای صنعتی یا مرطوب قیمت را افزایش میدهد.
افزایش قیمت محیط سخت ≈ $50–$120.
-
9. نرخ ارز، حمل و گمرک (Currency, Shipping & Tariffs)
نوسانات دلار و هزینه حمل بینالمللی میتواند 10% تا 30% قیمت نهایی را تحت تاثیر قرار دهد.
دامنه تغییر قیمت ≈ ±10% تا ±30% بسته به زمان و کشور مقصد.
-
10. تیراژ سفارش و تخفیف تجاری (Order Volume & Discounts)
سفارشات حجمی معمولاً شامل تخفیف میشوند و قیمت واحد کاهش مییابد.
تخفیف ≈ 5% تا 25% برای سفارشات بیش از 5–10 عدد.
جمعبندی: محدوده کلی قیمت قفل هیدرولیکی HAWE RHC 31V بین $650 تا $1,300 بسته به نوع عملکرد، فشار و جنس بدنه متغیر است.
راهنمای نگهداری و افزایش عمر شیر قفل کن HAWE RH3
برای افزایش عمر و عملکرد پایدار شیر قفلکن HAWE RH3، نگهداری دورهای شامل بررسی وضعیت مکانیکی، سطح روغن و فشار کاری ضروری است. تمیز نگه داشتن مسیرهای داخلی و تعویض فیلتر روغن طبق استاندارد ISO 4406 سطح 18/16/13، سایش قطعات و افت عملکرد را کاهش میدهد. بررسی دورهای شیر و کنترل نشت داخلی، نصب هممحور و روانکاری مناسب نقاط تماس، عمر مفید شیر را افزایش میدهد. همچنین، اجتناب از فشارهای بیش از حد و شوک هیدرولیکی، و پایش دورهای دما و عملکرد، از خرابیهای ناگهانی جلوگیری میکند. نگهداری پیشگیرانه شامل تعویض اورینگها و قطعات مصرفی، عمر شیر قفلکن را تا 30 درصد افزایش داده و هزینههای تعمیرات اضطراری را کاهش میدهد.
- بررسی مکانیکی: کنترل دورهای بدنه شیر، هسته و نشتی داخلی
- روغن هیدرولیک: استفاده از ISO VG 46 و تمیز نگه داشتن مسیرها
- کنترل آلودگی: فیلتراسیون مطابق ISO 4406 سطح 18/16/13
- تعویض فیلترها: هر 250 تا 500 ساعت کاری بسته به شرایط محیطی
- نصب هممحور: هممحوری شیر با خط لوله برای کاهش لرزش و سایش
- پایش دما و فشار: جلوگیری از فشار بیش از حد و شوک هیدرولیکی
- روانکاری نقاط تماس: کاهش سایش هسته و اورینگها
- تعویض قطعات مصرفی: اورینگها و سیلها طبق برنامه نگهداری پیشگیرانه
- پیشگیری از خرابی ناگهانی: بررسی عملکرد دورهای و پاسخ سریع به نشتی یا اختلال
- افزایش عمر مفید: نگهداری صحیح تا 30 درصد افزایش طول عمر و کاهش هزینه تعمیرات
کاربردهای مختلف صنعتی قفل کن جک HAWE RH2
شیر قفلکن جک HAWE RH2 با طراحی مکانیکی دقیق و عملکرد قابل اعتماد، برای جلوگیری از حرکت ناخواسته بار و حفظ موقعیت جک هیدرولیک در صنایع مختلف استفاده میشود. این شیر در ماشینآلات صنعتی سنگین، پرسهای هیدرولیک، خطوط تولید خودکار و سیستمهای CNC کاربرد دارد. همچنین در صنایع خودروسازی، بالابرهای هیدرولیک، تجهیزات پزشکی و جرثقیلها برای حفظ موقعیت دقیق و ایمنی جابجایی بار، عملکرد مطمئن ارائه میدهد. طراحی ماژولار و پاسخ سریع به تغییر فشار، امکان استفاده در مدارهای حساس و جلوگیری از برگشت ناخواسته سیال را فراهم میکند. نصب صحیح و نگهداری دورهای، عمر مفید شیر و ایمنی سیستم را تضمین میکند و از توقفهای اضطراری جلوگیری مینماید.
- ماشینآلات صنعتی سنگین: جلوگیری از حرکت ناخواسته بار و حفظ موقعیت جک
- پرسهای هیدرولیک: تامین ایمنی و ثبات در مراحل پرس سنگین
- خطوط تولید خودکار: حفظ موقعیت دقیق جکها و جلوگیری از برگشت ناخواسته سیال
- سیستمهای CNC: افزایش دقت حرکت و ایمنی در موقعیتهای ثابت
- صنایع خودروسازی: کنترل جکها در دستگاههای پرس و بالابرهای خط تولید
- بالابرهای هیدرولیک: حفظ ایمنی بار و جلوگیری از سقوط ناخواسته
- تجهیزات پزشکی: حرکت دقیق سیلندرها و جلوگیری از لغزش ناگهانی
- جرثقیلها و لیفتراکها: ایمنی موقعیت بازوها و جکها در بارگذاری و تخلیه
- سیستمهای حساس فشار: پاسخ سریع به تغییر فشار و ثبات عملکرد جک
- کاربردهای عمومی هیدرولیک: حفظ موقعیت و ایمنی بار در انواع مدارهای صنعتی
علائم خرابی و راهکارهای تعمیر سریع شیر برقی بک فیلتر
شیر برقی بک فیلتر در سیستمهای هیدرولیک، نقش کنترل جریان برگشتی و جلوگیری از فشار معکوس را دارد. علائم خرابی شامل افت فشار مدار، نشت روغن، عدم پاسخ به فرمان الکتریکی و افزایش غیرعادی دمای روغن است. صدای غیرمعمول یا ضربهای در مسیر شیر نیز میتواند نشانه گرفتگی یا خرابی سیمپیچ باشد. برای تعمیر سریع، ابتدا تغذیه برق و وضعیت سیمپیچ بررسی شود. سپس مسیرهای داخلی پاکسازی و در صورت نیاز اورینگها و قطعات مصرفی تعویض شوند. نصب صحیح شیر با تراز مناسب و فیلتراسیون استاندارد ISO 4406، از وقوع خرابیهای زودهنگام جلوگیری میکند. نگهداری دورهای و بررسی فشار، دبی و دما، عمر مفید شیر و پایداری عملکرد سیستم را افزایش میدهد.
- علائم خرابی: افت فشار مدار و کاهش بازده سیستم
- علائم خرابی: نشت داخلی یا خارجی روغن
- علائم خرابی: عدم پاسخ به فرمان الکتریکی
- علائم خرابی: افزایش غیرمعمول دمای روغن
- علائم خرابی: صدای غیرمعمول یا ضربهای در مسیر شیر
- راهکار تعمیر: بررسی تغذیه برق و عملکرد سیمپیچ
- راهکار تعمیر: پاکسازی مسیرهای داخلی و رفع گرفتگیها
- راهکار تعمیر: تعویض اورینگها و قطعات مصرفی
- راهکار تعمیر: نصب صحیح شیر با تراز مناسب در خط لوله
- پیشگیری: فیلتراسیون روغن مطابق ISO 4406 و پایش دورهای فشار و دبی
نکات مهم در خرید و استفاده از سوپاپ پیلوت دار HAWE RHC4V
در خرید و استفاده از سوپاپ پیلوت دار HAWE RHC4V، دقت به فشار کاری، دبی مدار و نوع سیال اهمیت بالایی دارد. این سوپاپ با طراحی پیلوت داخلی و پاسخ دینامیکی سریع، فشار کاری تا 210 بار و دبی نامی بین 20 تا 60 لیتر بر دقیقه ارائه میکند. انتخاب روغن استاندارد ISO VG 46 و فیلتراسیون مطابق ISO 4406 سطح 18/16/13 باعث کاهش سایش قطعات داخلی و افزایش عمر مفید میشود. نصب صحیح هممحور با خط لوله و بررسی دورهای دما و فشار، عملکرد پایدار و کاهش نوسان فشار را تضمین میکند. نگهداری پیشگیرانه شامل تعویض اورینگها و کنترل مسیر پیلوت، مانع خرابی ناگهانی و کاهش هزینههای تعمیر میشود. این سوپاپ مناسب کاربردهای صنعتی، خطوط تولید خودکار و سیستمهای هیدرولیک دقیق است.
- فشار کاری: تا 210 بار مطابق مشخصات سازنده
- دبی نامی: 20 تا 60 لیتر بر دقیقه بسته به مدل
- نوع سوپاپ: پیلوت دار با پاسخ دینامیکی سریع
- انتخاب روغن: ISO VG 46 با سطح تمیزی ISO 4406: 18/16/13
- نصب هممحور: کاهش لرزش و نوسان فشار در مدار
- کنترل دما و فشار: پایش دورهای برای عملکرد پایدار
- نگهداری پیشگیرانه: تعویض اورینگها و بررسی مسیر پیلوت
- کاربردها: ماشینآلات صنعتی، خطوط تولید خودکار، سیستمهای هیدرولیک دقیق
- مزیت انتخاب مدل مناسب: کاهش هزینههای تعمیر و افزایش طول عمر سیستم
- فیلتراسیون روغن: جلوگیری از ورود ذرات و کاهش سایش داخلی
مزایا و معایب خرید قفل کن هیدرولیکی HAWE RH
قفلکن هیدرولیکی HAWE RH برای ایمنسازی بار در مدارهای هیدرولیک طراحی شده و قابلیت تحمل فشار تا 250 بار را دارد. مزایای این محصول شامل عملکرد سریع و دقیق، نصب آسان، کاهش نیاز به نگهداری و عمر طولانی قطعات داخلی است. دقت بالا در کنترل حرکت و جلوگیری از برگشت ناخواسته بار، ایمنی سیستم را افزایش میدهد. معایب ممکن شامل نیاز به تطبیق دقیق فشار و دبی با سیستم، حساسیت به آلودگی روغن و هزینه اولیه بالاتر نسبت به قفلکنهای مکانیکی ساده است. انتخاب صحیح مدل بر اساس وزن بار، فشار کاری و کاربرد صنعتی، راندمان سیستم را به حداکثر میرساند و ریسک خرابی یا آسیب به تجهیزات را کاهش میدهد.
- مزایا: عملکرد سریع و دقیق در کنترل حرکت بار
- مزایا: نصب آسان و بدون نیاز به تغییرات پیچیده در مدار
- مزایا: کاهش نیاز به نگهداری و طول عمر بالا
- مزایا: تحمل فشار تا 250 بار و ایمنی بالای سیستم
- مزایا: جلوگیری از برگشت ناخواسته بار و افزایش دقت عملکرد
- معایب: نیاز به تطبیق دقیق فشار و دبی با سیستم
- معایب: حساسیت به آلودگی روغن و فیلتراسیون ضعیف
- معایب: هزینه اولیه بالاتر نسبت به قفلکنهای مکانیکی ساده
بررسی تخصصی قفل کن هیدرولیک HAWE RHC 1 و نکات انتخاب مهندسی
قفلکن هیدرولیک HAWE RHC 1 با طراحی پیستونی و هسته مقاوم، برای ایمنسازی بارهای صنعتی در مدارهای هیدرولیک فشار بالا تا 250 بار طراحی شده است. این محصول با دبی جریان حداکثر 50 لیتر بر دقیقه، کنترل دقیق حرکت و جلوگیری از برگشت ناخواسته بار را فراهم میکند. استفاده از فولاد آلیاژی سختکاری شده و اورینگهای مقاوم به سایش، طول عمر مفید بالای قطعات داخلی را تضمین میکند. نکات انتخاب مهندسی شامل تعیین وزن بار، فشار کاری واقعی، دبی مدار، دمای محیط و کیفیت روغن هیدرولیک است. نصب صحیح هممحور، فیلتراسیون استاندارد ISO 4406 و کنترل دورهای فشار و دبی، عملکرد پایدار و کاهش خرابیهای ناگهانی را تضمین میکند. انتخاب دقیق مدل، ایمنی سیستم و عمر طولانی قفلکن را تضمین میکند.
- فشار کاری: تا 250 بار با عملکرد ایمن و دقیق
- دبی جریان: حداکثر 50 لیتر بر دقیقه
- مواد ساخت: فولاد آلیاژی سختکاری شده و اورینگ مقاوم به سایش
- کنترل حرکت: جلوگیری از برگشت ناخواسته بار
- نکات انتخاب: وزن بار، دبی مدار، فشار کاری و دمای محیط
- فیلتراسیون: استاندارد ISO 4406 برای کاهش آلودگی و افزایش عمر قطعات
- نصب: هممحوری دقیق و بررسی تراز شفت
- نگهداری پیشگیرانه: بررسی دورهای فشار، دبی و شرایط روغن
- کاربردها: ایمنسازی بار در پرسهای صنعتی، سیستمهای CNC و ماشینآلات هیدرولیک سنگین
- مزیت کلیدی: عملکرد پایدار، افزایش ایمنی و طول عمر بالای سیستم
استانداردهای تولید و کیفیت شیر قفل کن هیدرولیک HAWE RH1
شیر قفلکن هیدرولیک HAWE RH1 مطابق استانداردهای بینالمللی ISO و DIN طراحی و تولید میشود تا عملکرد مطمئن در مدارهای هیدرولیک فشار بالا فراهم شود. بدنه شیر از فولاد آلیاژی سختکاری شده با پوشش مقاوم در برابر سایش ساخته شده است. تلرانس مسیرهای داخلی کمتر از 5 میکرون، کاهش نوسان فشار و حداقل نشتی داخلی را تضمین میکند. تستهای فشار، جریان و دما مطابق ISO 1219 و ISO 4401 انجام میشود تا کیفیت قطعات و عملکرد شیر در شرایط کاری واقعی کنترل شود. فیلتراسیون روغن و استفاده از مواد سازگار با روغن ISO VG 46، طول عمر قطعات داخلی و پایداری عملکرد را افزایش میدهد. کنترل کیفیت شامل آزمونهای نشت، تست دوام چرخهای و بازرسی بصری دقیق است تا استانداردهای سختگیرانه HAWE رعایت شود.
- استانداردهای طراحی: ISO 1219، ISO 4401 برای مدار و عملکرد هیدرولیک
- مواد ساخت: فولاد آلیاژی سختکاری شده با پوشش مقاوم در برابر سایش
- تلرانس مسیر داخلی: کمتر از 5 میکرون برای کاهش نشتی و نوسان فشار
- تست فشار و جریان: کنترل عملکرد در شرایط کاری واقعی
- تست دما: اطمینان از عملکرد پایدار در محدوده -20 تا +80 درجه سانتیگراد
- فیلتراسیون روغن: رعایت استاندارد ISO 4406 برای کاهش آلودگی و فرسایش قطعات
- مواد سازگار با روغن: انتخاب دقیق اورینگها و سیلها برای روغن ISO VG 46
- کنترل کیفیت نهایی: تست نشت، آزمون دوام چرخهای و بازرسی بصری دقیق
- فشار کاری مجاز: مطابق مشخصات کارخانه تا 350 بار در مدلهای مختلف
- مزیت استاندارد: تضمین عملکرد پایدار، طول عمر طولانی و کاهش خرابیهای ناگهانی
استانداردهای ساخت و کنترل کیفیت قفل کن جک هیدرولیک HAWE RH5
قفلکن جک هیدرولیک HAWE RH5 مطابق استانداردهای بینالمللی ISO و DIN طراحی و تولید میشود تا عملکرد مطمئن در مدارهای هیدرولیک فشار بالا تضمین گردد. بدنه شیر از فولاد آلیاژی سختکاری شده با پوشش ضدسایش ساخته شده و مسیرهای داخلی با تلرانس کمتر از 5 میکرون، حداقل نشتی و نوسان فشار را تضمین میکنند. تستهای فشار و جریان مطابق ISO 1219 و ISO 4401 و آزمون دوام چرخهای، کیفیت عملکرد و عمر قطعات را بررسی میکند. استفاده از مواد سازگار با روغن ISO VG 46 و فیلتراسیون مطابق ISO 4406، سایش قطعات داخلی را کاهش میدهد. کنترل کیفیت شامل بازرسی بصری، تست نشت و تست عملکرد در دمای -20 تا +80 درجه سانتیگراد است تا استانداردهای سختگیرانه HAWE رعایت شود.
- استانداردهای طراحی: ISO 1219 و ISO 4401 برای تضمین عملکرد صحیح در مدار هیدرولیک
- مواد ساخت: فولاد آلیاژی سختکاری شده با پوشش مقاوم در برابر سایش
- تلرانس مسیر داخلی: کمتر از 5 میکرون برای کاهش نشتی و نوسان فشار
- تست فشار و جریان: بررسی عملکرد در شرایط واقعی کاری
- آزمون دوام چرخهای: کنترل طول عمر قطعات داخلی و پایداری عملکرد
- فیلتراسیون روغن: مطابق ISO 4406 برای کاهش ورود ذرات و فرسایش
- مواد سازگار با روغن: انتخاب اورینگها و سیلها برای روغن ISO VG 46
- کنترل کیفیت نهایی: بازرسی بصری، تست نشت و عملکرد در دمای -20 تا +80°C
- فشار کاری مجاز: تا 350 بار بسته به مدل و کاربرد
- مزیت استاندارد: افزایش عمر مفید، کاهش خرابی ناگهانی و تضمین عملکرد پایدار سیستم
معرفی تخصصی پرشر سوئیچ rexroth pressure switch hed 5 پدیده هیدرولیک پنوماتیک و کاربردهای صنعتی
پرشر سوئیچ Rexroth HED 5 یک سنسور فشار دقیق برای سیستمهای هیدرولیک صنعتی است که قابلیت تنظیم فشار سوئیچ بین 50 تا 350 بار را دارد. این دستگاه با پاسخ سریع کمتر از 10 میلیثانیه و دقت ±2 درصد، امکان کنترل ایمن و بهینه مدارهای هیدرولیک را فراهم میکند. بدنه مقاوم از آلومینیوم یا فولاد ضد زنگ با استاندارد IP65، حفاظت در برابر گرد و غبار و رطوبت را تضمین میکند. پرشر سوئیچ HED 5 برای کنترل فشار پمپها، ایمنی مدارهای پرس هیدرولیک، سیستمهای تزریق پلاستیک و خطوط تولید خودکار طراحی شده است. نصب و اتصال ساده با سوکتهای استاندارد و قابلیت تنظیم نقطه سوئیچ، پاسخ سریع به تغییرات فشار و افزایش عمر مفید سیستم را تضمین میکند.
- محدوده فشار کاری: 50 تا 350 بار
- دقت عملکرد: ±2 درصد برای کنترل دقیق فشار
- زمان پاسخ: کمتر از 10 میلیثانیه
- جنس بدنه: آلومینیوم یا فولاد ضد زنگ با استاندارد IP65
- کاربردها: کنترل فشار پمپها، مدارهای پرس هیدرولیک و خطوط تولید خودکار
- اتصال و نصب: سوکت استاندارد برای نصب سریع و ایمن
- مزیت کلیدی: پاسخ سریع، دقت بالا و افزایش ایمنی و طول عمر سیستم
- سازگاری روغن: مناسب با روغنهای هیدرولیک ISO VG 32 تا 68
- دمای کاری: -20 تا +80 درجه سانتیگراد
- مزیت صنعتی: مناسب برای ماشینآلات دقیق، خطوط تولید خودکار و تجهیزات فشار بالا
استانداردهای تولید و کیفیت پرشر سوئیچ Rexroth Pressure Switch HED 8 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth HED 8 مطابق استانداردهای بینالمللی ISO، DIN و IEC طراحی و تولید میشود تا عملکرد دقیق و پایدار در مدارهای هیدرولیک فشار بالا تضمین گردد. بدنه از فولاد ضد زنگ یا آلومینیوم با پوشش مقاوم در برابر خوردگی ساخته شده و دارای استاندارد حفاظت IP65 است. تلرانس داخلی کمتر از 5 میکرون، حداقل نوسان فشار و کاهش نشتی داخلی را فراهم میکند. آزمونهای فشار، جریان و دما مطابق ISO 1219 و IEC 60534 انجام میشود تا کیفیت عملکرد و عمر قطعات داخلی کنترل شود. فیلتراسیون روغن مطابق ISO 4406 و استفاده از مواد سازگار با روغن ISO VG 32-68، سایش قطعات داخلی را کاهش میدهد. کنترل کیفیت شامل تست نشت، آزمون دوام چرخهای و بازرسی بصری دقیق است تا استانداردهای سختگیرانه Rexroth رعایت شود.
- استانداردهای طراحی: ISO 1219، DIN 24340، IEC 60534 برای عملکرد دقیق و ایمن
- جنس بدنه: فولاد ضد زنگ یا آلومینیوم با پوشش مقاوم در برابر خوردگی
- استاندارد حفاظت: IP65 برای مقاومت در برابر گرد و غبار و رطوبت
- تلرانس داخلی: کمتر از 5 میکرون برای کاهش نشتی و نوسان فشار
- تست فشار و جریان: کنترل عملکرد در شرایط واقعی کاری
- آزمون دما: عملکرد پایدار در محدوده -20 تا +80 درجه سانتیگراد
- فیلتراسیون روغن: مطابق ISO 4406 برای کاهش ورود ذرات و فرسایش قطعات
- مواد سازگار با روغن: مناسب با روغن ISO VG 32 تا 68
- کنترل کیفیت نهایی: تست نشت، آزمون دوام چرخهای و بازرسی بصری دقیق
- مزیت استاندارد: عملکرد دقیق، عمر طولانی و کاهش خرابی ناگهانی سیستم
استانداردهای ساخت و کنترل کیفیت شیر یکطرفه پیلوت دار HAWE RH5
شیر یکطرفه پیلوت دار HAWE RH5 مطابق استانداردهای بینالمللی ISO و DIN طراحی و تولید میشود تا عملکرد دقیق و ایمن در مدارهای هیدرولیک فشار بالا تضمین شود. بدنه شیر از فولاد آلیاژی سختکاری شده با پوشش مقاوم در برابر سایش ساخته شده و مسیرهای داخلی با تلرانس کمتر از 5 میکرون، حداقل نشتی و نوسان فشار را ارائه میدهند. تستهای فشار، جریان و دوام چرخهای مطابق ISO 1219 و ISO 4401 انجام میشود تا عملکرد شیر در شرایط واقعی کاری تایید گردد. استفاده از اورینگها و سیلهای سازگار با روغن ISO VG 46 و فیلتراسیون مطابق ISO 4406، سایش قطعات داخلی را کاهش میدهد. کنترل کیفیت شامل بازرسی بصری، تست نشت و تست عملکرد در دمای -20 تا +80 درجه سانتیگراد است تا استانداردهای سختگیرانه HAWE رعایت گردد.
- استانداردهای طراحی: ISO 1219 و ISO 4401 برای عملکرد دقیق و ایمن در مدار هیدرولیک
- مواد ساخت: فولاد آلیاژی سختکاری شده با پوشش مقاوم در برابر سایش
- تلرانس مسیر داخلی: کمتر از 5 میکرون برای کاهش نشتی و نوسان فشار
- تست فشار و جریان: بررسی عملکرد تحت شرایط کاری واقعی
- آزمون دوام چرخهای: تضمین طول عمر و پایداری عملکرد شیر
- فیلتراسیون روغن: مطابق ISO 4406 برای جلوگیری از ورود ذرات و فرسایش قطعات
- مواد سازگار با روغن: اورینگها و سیلها برای روغن ISO VG 46
- کنترل کیفیت نهایی: بازرسی بصری، تست نشت و عملکرد در دمای -20 تا +80°C
- فشار کاری مجاز: تا 350 بار بسته به مدل و کاربرد
- مزیت استاندارد: افزایش عمر مفید، کاهش خرابی ناگهانی و عملکرد پایدار سیستم
استانداردهای تولید و کیفیت شیر یکطرفه پیلوتدار هیدرولیک HAWE RHC 5
شیر یکطرفه پیلوتدار هیدرولیک HAWE RHC 5 بر اساس استانداردهای بینالمللی ISO و DIN طراحی و تولید میشود تا عملکرد پایدار و ایمن در مدارهای هیدرولیک فشار بالا تضمین شود. بدنه شیر از فولاد آلیاژی سختکاری شده ساخته شده و مسیرهای داخلی با تلرانس کمتر از 5 میکرون، نشتی داخلی و نوسان فشار را به حداقل میرسانند. تستهای فشار، جریان و عملکرد پیلوت مطابق ISO 1219 و ISO 4401 انجام میشود تا کیفیت و دوام شیر در شرایط کاری واقعی تأیید گردد. استفاده از فیلتراسیون روغن استاندارد ISO 4406 و مواد سازگار با روغن ISO VG 46، سایش قطعات داخلی را کاهش داده و عمر مفید شیر را افزایش میدهد. کنترل کیفیت شامل تست نشت، آزمون دوام چرخهای و بازرسی دقیق بصری است تا استانداردهای سختگیرانه HAWE رعایت شود.
- استانداردهای طراحی: ISO 1219، ISO 4401 برای عملکرد هیدرولیک و مدارها
- مواد ساخت: فولاد آلیاژی سختکاری شده با مقاومت بالا در برابر سایش
- تلرانس مسیر داخلی: کمتر از 5 میکرون برای کاهش نشتی و نوسان فشار
- تست فشار و جریان: کنترل عملکرد شیر در شرایط کاری واقعی
- تست عملکرد پیلوت: تضمین پاسخ سریع و دقیق شیر در مدار
- فیلتراسیون روغن: رعایت استاندارد ISO 4406 برای کاهش آلودگی و افزایش عمر قطعات
- مواد سازگار با روغن: استفاده از اورینگ و سیلهای مقاوم در برابر ISO VG 46
- کنترل کیفیت نهایی: تست نشت، آزمون دوام چرخهای و بازرسی بصری دقیق
- فشار کاری مجاز: تا 350 بار بسته به مدل و کاربرد
- مزیت استاندارد: تضمین عملکرد پایدار، عمر طولانی و کاهش خرابی ناگهانی در مدارهای حساس
مشخصات فنی و کاربردهای شیر یکطرفه پیلوت دار
شیر یکطرفه پیلوتدار با طراحی کنترل هیدرولیکی امکان عبور جریان در یک جهت و بازگشت کنترلشده در جهت مخالف را فراهم میکند. فشار کاری معمول این شیر تا 350 بار و دبی نامی آن بین 20 تا 80 لیتر بر دقیقه است. استفاده از هسته و بدنه فولادی با پوشش مقاوم در برابر سایش، تلرانس کمتر از 5 میکرون و فنرهای پیشتنیده، عملکرد پایدار و حداقل نشت داخلی را تضمین میکند. این شیر در مدارهای فشار بالا، مدارهای کنترل موقعیت دقیق، سیستمهای هیدرولیک صنعتی و خطوط تولید خودکار کاربرد دارد. نصب هممحور، فیلتراسیون مطابق ISO 4406 و روغن ISO VG 46، طول عمر قطعات و راندمان انرژی سیستم را افزایش میدهد.
| ویژگی فنی | مشخصات عددی و مهندسی |
|---|---|
| نوع شیر | یکطرفه پیلوتدار با کنترل هیدرولیکی |
| فشار کاری مداوم | تا 350 بار |
| دبی نامی | 20 تا 80 لیتر بر دقیقه بسته به مدل |
| مواد ساخت | فولاد آلیاژی سختکاری شده با پوشش مقاوم در برابر سایش |
| تلرانس داخلی | کمتر از 5 میکرون برای کاهش نشت و افزایش عمر |
| دمای کاری مجاز | -20 تا +80 درجه سانتیگراد |
| کنترل جریان | پیلوت هیدرولیکی برای عبور و بازگشت کنترلشده جریان |
| نصب و نگهداری | هممحوری نصب، فیلتراسیون ISO 4406، روغن ISO VG 46 |
| کاربردها | مدارهای فشار بالا، کنترل موقعیت دقیق، خطوط تولید صنعتی |
عوامل موثر بر خرید و قیمت پرشر سوئیچ پدیده هیدرولیک پنوماتیک
-
1. محدوده فشار کاری (Pressure Range)
پرشر سوئیچ های Rexroth برای محدوده فشار تا 400 بار طراحی شدهاند. انتخاب محدوده فشار مناسب برای سیستم اهمیت دارد.
حدود قیمت: فشار ≤250 بار ≈ $120–$250، فشار 250–400 بار ≈ $250–$450.
-
2. نوع عملکرد (Switch Type)
سوئیچها میتوانند Normally Open یا Normally Closed باشند. نوع عملکرد در تطابق با سیستم هیدرولیک مهم است.
افزایش قیمت برای مدلهای خاص ≈ $20–$60.
-
3. جنس بدنه و آب بندی (Material & Sealing)
بدنه فولاد ضد زنگ یا آلومینیوم و آب بندی NBR یا Viton طول عمر و مقاومت در برابر خوردگی را تعیین میکند.
افزایش قیمت برای فولاد ضد زنگ یا Viton ≈ $30–$100.
-
4. نوع اتصال و نصب (Port & Mounting Type)
اتصال رزوهای یا فلنچی، اندازه پورت و استاندارد نصب بر قیمت و راحتی نصب تاثیر میگذارد.
افزایش قیمت ≈ $20–$80 بسته به نوع اتصال.
-
5. ولتاژ و نوع کلید خروجی (Electrical Rating & Output)
ولتاژ کاری (DC یا AC) و جریان خروجی سوئیچ بر قیمت نهایی اثرگذار است. مدلهای ضد انفجار گرانتر هستند.
افزایش قیمت برای DC یا Explosion Proof ≈ $40–$120.
-
6. دقت و تلرانس (Set Point Accuracy)
دقت تعیین نقطه سوئیچ و تلرانس فشار پایین تر باعث افزایش قیمت میشود.
افزایش قیمت ≈ $30–$80 بسته به دقت مورد نیاز.
-
7. گواهیها و تست کارخانه (Certifications & Factory Test)
وجود گواهی CE، ISO یا تست فشار کارخانه کیفیت را تضمین میکند ولی قیمت را افزایش میدهد.
افزایش قیمت ≈ $20–$60.
-
8. اصالت برند و کشور سازنده (Brand & Origin)
واحد اصلی Rexroth ساخت آلمان نسبت به OEM یا نمونههای وارداتی قیمت بالاتری دارد.
نسخه اصلی ≈ $250–$450، نسخه OEM ≈ $120–$250.
-
9. شرایط محیطی و کلاس حفاظتی (IP Rating & Environment)
IP65 یا IP67 برای محیطهای مرطوب یا صنعتی مناسب است و قیمت بالاتر دارد.
افزایش قیمت ≈ $20–$50.
-
10. حمل و نقل، گمرک و نرخ ارز (Shipping, Tariff & Exchange)
نوسانات نرخ ارز و هزینه حمل بینالمللی باعث تغییر قیمت نهایی میشود.
دامنه تغییر ≈ ±10% تا ±25% از قیمت پایه.
-
11. تیراژ سفارش و تخفیف (Order Volume & Discount)
خرید حجمی سوئیچهای Rexroth معمولاً شامل تخفیف میشود و قیمت واحد کاهش مییابد.
تخفیف ≈ 5% تا 20% برای سفارشات بالای 10 عدد.
جمعبندی: محدوده قیمت پرشر سوئیچ Rexroth بین $120 تا $450 بسته به فشار، جنس و نوع عملکرد متغیر است.
علائم خرابی و راهکارهای تعمیر سریع پرشر سوئیچ rexroth hed 1 oa پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth HED 1 OA پدیده هیدرولیک پنوماتیک در مدار هیدرولیک، کنترل دقیق فشار و ایمنی سیستم را بر عهده دارد. علائم خرابی شامل عدم قطع یا وصل فرمان در فشار مشخص، نوسان فشار، صدای غیرمعمول و کاهش دقت عملکرد سوئیچ است. خرابی سیمپیچ یا فنر داخلی، گرفتگی مسیر روغن و آلودگی داخلی، رایجترین دلایل این مشکلات هستند. تعمیر سریع شامل بررسی و تنظیم مجدد فشار قطع و وصل، تمیز کردن مسیرهای داخلی، تعویض اورینگها و کنترل اتصال الکتریکی است. نصب صحیح، فیلتراسیون روغن مطابق ISO 4406 و جلوگیری از ورود ذرات، عمر مفید سوئیچ را افزایش میدهد و از خرابی ناگهانی سیستم جلوگیری میکند.
- علائم خرابی: عدم قطع یا وصل فرمان در فشار تنظیم شده
- علائم خرابی: نوسان غیرعادی فشار مدار
- علائم خرابی: صدای غیرمعمول یا لرزش در سوئیچ
- علائم خرابی: کاهش دقت عملکرد و پاسخ تاخیری
- دلایل رایج: خرابی فنر یا سیمپیچ داخلی
- دلایل رایج: گرفتگی مسیر روغن و آلودگی داخلی
- راهکار تعمیر: تنظیم مجدد فشار قطع و وصل
- راهکار تعمیر: تمیز کردن مسیرهای داخلی و فیلتراسیون روغن
- راهکار تعمیر: تعویض اورینگها و کنترل اتصالات الکتریکی
- پیشگیری: نصب صحیح و استفاده از فیلتر استاندارد ISO 4406
مزایای استفاده از پرشر سوئیچ Rexroth Pressure Switch PM1-M3-G014 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth PM1-M3-G014 پدیده هیدرولیک پنوماتیک با دقت بالا و پاسخ سریع، کنترل فشار پایدار در سیستمهای هیدرولیک را تضمین میکند. این سوئیچ با دامنه فشار قابل تنظیم و قابلیت عملکرد در فشار کاری تا 350 بار، امکان تطبیق با کاربردهای صنعتی مختلف را فراهم میکند. استفاده از اجزای مقاوم در برابر سایش و خوردگی، عمر طولانی و کاهش هزینههای تعمیرات را تضمین میکند. طراحی جمع و جور و نصب سریع، فضای کمتری اشغال کرده و از نوسانات فشار جلوگیری میکند. همچنین، این مدل با استانداردهای بینالمللی ISO و DIN سازگار است و قابلیت ادغام با سیستمهای کنترل اتوماتیک را دارد. مزایای کلیدی شامل دقت بالا، کاهش خطاهای عملیاتی، افزایش ایمنی و صرفهجویی در انرژی است.
- کنترل فشار دقیق: پاسخ سریع و دامنه فشار قابل تنظیم برای سیستمهای هیدرولیک صنعتی
- قابلیت فشار کاری بالا: عملکرد مطمئن تا 350 بار
- عمر طولانی: استفاده از مواد مقاوم در برابر سایش و خوردگی
- کاهش هزینههای تعمیرات: کاهش نیاز به نگهداری دورهای
- فضای نصب کم: طراحی جمع و جور و نصب سریع
- کاهش نوسانات فشار: عملکرد پایدار حتی در مدارهای حساس
- سازگاری با استانداردها: مطابقت با ISO و DIN برای ادغام با سیستم کنترل
- افزایش ایمنی: جلوگیری از فشار بیش از حد و آسیب به تجهیزات
- صرفهجویی انرژی: کاهش مصرف انرژی با پاسخ دقیق و بهینه مدار
- قابلیت ادغام اتوماتیک: مناسب برای سیستمهای کنترل خودکار و خطوط تولید صنعتی
مقایسه راندمان و مصرف انرژی در پرشر سوئیچ rexroth pressure switch hed 2 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth HED 2 پدیده هیدرولیک پنوماتیک در کنترل فشار مدارهای هیدرولیک، راندمان و مصرف انرژی قابل توجهی ارائه میدهد. این مدل با دقت سوئیچ ±2 بار و زمان پاسخ کمتر از 10 میلیثانیه، مصرف انرژی سیستم را کاهش میدهد. راندمان عملیاتی HED 2 بیش از 95 درصد در محدوده فشار 50 تا 250 بار گزارش شده است. استفاده از سوئیچ دقیق، نصب هممحور و فیلتراسیون استاندارد ISO 4406، افت فشار و تلفات انرژی در مدار را به حداقل میرساند. انتخاب مناسب محدوده فشار کاری، دقت سوئیچ و نوع سیگنال خروجی باعث افزایش عمر سیستم، کاهش مصرف انرژی و عملکرد پایدار در کاربردهای صنعتی و ماشینآلات هیدرولیک حساس میشود.
| ویژگی | HED 2 Standard | HED 2 High Precision | HED 2 Wide Range |
|---|---|---|---|
| راندمان عملیاتی (%) | 95 | 96 | 94 |
| محدوده فشار کاری (بار) | 50–250 | 30–200 | 20–300 |
| دقت سوئیچ (بار) | ±2 | ±1 | ±3 |
| زمان پاسخ (میلیثانیه) | 10 | 8 | 12 |
| مصرف انرژی نسبی | کم | کمتر | متوسط |
| کاربردها | مدارهای هیدرولیک صنعتی، کنترل فشار متوسط | سیستمهای دقیق کنترل فشار، ماشینآلات حساس | مدارهای با دامنه فشار گسترده، تجهیزات چند منظوره |
تکنولوژی ساخت و استاندارد های کیفی پرشر سوئیچ rexroth pressure switch hed 1 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth HED 1 پدیده هیدرولیک پنوماتیک با تکنولوژی مکانیکی-الکتریکی دقیق، فشار کاری تا 350 بار و پاسخ سریع طراحی شده است. این سوئیچ از مواد مقاوم در برابر سایش و خوردگی ساخته شده و دارای تلرانس فشار کمتر از ±2 درصد است. استانداردهای کیفی شامل تست هیدرولیکی و الکتریکی، کنترل نشتی و بررسی عملکرد در دماهای -20 تا +80 درجه سانتیگراد هستند. پوشش ضد خوردگی و اجزای داخلی با عملیات حرارتی، طول عمر بالای سوئیچ را تضمین میکند. طراحی ماژولار و نصب آسان، عملکرد پایدار در مدارهای صنعتی و سیستمهای کنترل فشار دقیق را فراهم میآورد و باعث کاهش خرابیهای غیرمنتظره و هزینه نگهداری میشود.
- نوع سوئیچ: مکانیکی-الکتریکی با پاسخ سریع
- فشار کاری: تا 350 بار
- تلرانس فشار: کمتر از ±2 درصد
- مواد ساخت: فولاد مقاوم با پوشش ضد خوردگی و اجزای داخلی حرارت دیده
- دمای کاری مجاز: -20 تا +80 درجه سانتیگراد
- استاندارد کیفی: تست هیدرولیکی، الکتریکی، کنترل نشتی و عملکرد دورهای
- پوشش و دوام: پوشش ضد خوردگی و عملیات حرارتی برای افزایش طول عمر
- نصب و کاربرد: ماژولار، نصب سریع، مناسب مدارهای فشار بالا و سیستمهای کنترل دقیق
- مزیت مهندسی: کاهش خرابیهای غیرمنتظره و هزینه نگهداری پایین
راهنمای نگهداری و افزایش عمر پرشر سوئیچ rexroth pressure switch پدیده هیدرولیک پنوماتیک
نگهداری صحیح پرشر سوئیچ Rexroth پدیده هیدرولیک پنوماتیک برای عملکرد پایدار و افزایش عمر مفید آن ضروری است. بررسی دورهای فشار کاری، تنظیمات سوئیچ و اتصالات هیدرولیک، تشخیص زودهنگام نشتی و خرابی احتمالی را ممکن میسازد. تمیز نگه داشتن بدنه و نقاط اتصال از آلودگی و ذرات معلق، از اختلال در عملکرد سنسور و کنتاکتها جلوگیری میکند. نصب صحیح مطابق دستور سازنده و تراز دقیق، عملکرد پایدار و کاهش لرزش و نویز مدار هیدرولیک را تضمین میکند. استفاده از روغن و فشار کاری در محدوده توصیهشده، طول عمر سوئیچ را افزایش میدهد و تعویض پیشگیرانه سیمها و اتصالات باعث کاهش خرابی ناگهانی و هزینههای تعمیر اضطراری میشود.
- بررسی فشار کاری: پایش دورهای فشار مدار مطابق بازه عملکرد پرشر سوئیچ
- تنظیمات سوئیچ: کنترل دورهای نقطه تنظیم فشار و هیسترزیس
- اتصالات هیدرولیک: بررسی نشت، شل شدن و خوردگی اتصالات
- تمیز کردن بدنه: حذف ذرات معلق و آلودگی برای عملکرد صحیح سنسور
- نصب صحیح: هممحوری و رعایت زاویه نصب مطابق دستور سازنده
- محدوده فشار و روغن: استفاده در بازه فشار توصیه شده و روغن سازگار با مشخصات سازنده
- تعویض پیشگیرانه: سیمها، اتصالات و کنتاکتها هر 500 تا 1000 ساعت کاری
- پایش عملکرد: کنترل تغییرات نقطه قطع و وصل برای تشخیص خرابی زودهنگام
- افزایش عمر مفید: رعایت نگهداری پیشگیرانه تا 25 درصد افزایش عمر و کاهش هزینههای تعمیر اضطراری
تکنولوژی ساخت و استاندارد های کیفی پرشر سوئیچ پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Mannesmann Rexroth پدیده هیدرولیک پنوماتیک با تکنولوژی میکرو سوئیچ یا سنسور فشار صنعتی طراحی میشود و برای کنترل دقیق فشار در مدارهای هیدرولیک و پنوماتیک کاربرد دارد. بدنه از فولاد ضدزنگ یا آلومینیوم سختکاری شده ساخته شده تا مقاومت در برابر فشار تا 500 بار و خوردگی محیطی تضمین شود. کالیبراسیون دقیق کارخانهای با تلرانس فشار ±2 درصد و تست عملکرد 10000 چرخه، صحت قطع و وصل سوئیچ را تضمین میکند. استانداردهای کیفیت ISO 9001 و DIN EN 60947 برای تولید، تست الکتریکی و مکانیکی رعایت شده و کنترل آلودگی روغن یا هوا مطابق ISO 4406 انجام میشود. استفاده از فنرهای ضدخستگی و اجزای داخلی با عملیات حرارتی و پوشش مقاوم در برابر سایش، طول عمر طولانی و عملکرد پایدار حتی در شرایط کاری شدید را تضمین میکند.
- نوع سنسور: میکرو سوئیچ یا سنسور فشار صنعتی
- جنس بدنه: فولاد ضدزنگ یا آلومینیوم سختکاری شده
- محدوده فشار کاری: تا 500 بار با دقت ±2 درصد
- کالیبراسیون: کارخانهای با تست 10000 چرخه عملکرد
- استانداردهای کیفیت: ISO 9001، DIN EN 60947
- کنترل آلودگی: مطابق ISO 4406 در محیطهای هیدرولیک و پنوماتیک
- قطعات داخلی: فنر ضدخستگی، پوشش مقاوم در برابر سایش و عملیات حرارتی
- نویز و پاسخ سریع: زمان پاسخ کمتر از 10 میلیثانیه برای قطع و وصل سیگنال
- طول عمر عملیاتی: بیش از 1 میلیون چرخه در شرایط کاری استاندارد
- کاربردها: کنترل فشار مدار هیدرولیک، سیستمهای پرس، تزریق پلاستیک و ماشینآلات صنعتی
مشخصات فنی و کاربردهای پرشر سوئیچ rexroth hed 10 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth HED 10 پدیده هیدرولیک پنوماتیک یک سنسور فشار دقیق با دامنه کاری 0 تا 250 بار است. این مدل قابلیت تنظیم نقطه قطع فشار و hysteresis پایین را دارد و برای کنترل ایمنی مدارهای هیدرولیک و مانیتورینگ فشار طراحی شده است. ساختار مقاوم با بدنه فلزی و اتصالات مقاوم در برابر خوردگی، امکان کار در محیطهای صنعتی با دمای -20 تا +80 درجه سانتیگراد را فراهم میکند. نصب سریع با پیچهای استاندارد و اتصالات برق مطمئن، عملکرد پایدار و دقت بالای سوئیچ را تضمین میکند. این دستگاه مناسب سیستمهای هیدرولیک صنعتی، پرسها، یونیتهای پاورپک و ماشینآلات کنترل فشار است و کاهش ریسک خرابی تجهیزات را به همراه دارد.
| ویژگی فنی | مشخصات عددی و مهندسی |
|---|---|
| نوع سنسور | پرشر سوئیچ با نقطه قطع قابل تنظیم |
| دامنه فشار | 0 تا 250 بار |
| Hysteresis | کمتر از 3 درصد از دامنه تنظیم |
| دمای کاری | -20 تا +80 درجه سانتیگراد |
| جنس بدنه | فلز مقاوم با پوشش ضد خوردگی |
| اتصالات | پیچ استاندارد و اتصال برق مطمئن |
| کاربردها | سیستمهای هیدرولیک صنعتی، پرسها، یونیت پاورپک و کنترل فشار ماشینآلات |
| مزیت کلیدی | دقت بالا، نصب سریع و کاهش ریسک خرابی تجهیزات |
استانداردهای ساخت و کنترل کیفیت پرشر سوئیچ rexroth pressure switch hed 1 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth HED 1 پدیده هیدرولیک پنوماتیک مطابق استانداردهای بینالمللی ISO 9001 و ISO 4413 طراحی و تولید میشود. این دستگاه برای کاربردهای صنعتی با دقت بالا و عملکرد پایدار در فشارهای تا 250 بار مناسب است. هر واحد قبل از خروج از کارخانه تحت آزمونهای عملکردی شامل تست فشار، بررسی hysteresis کمتر از 3 درصد، و کنترل دمای کاری بین -20 تا +80 درجه سانتیگراد قرار میگیرد. بدنه فلزی مقاوم و اتصالات ضد خوردگی مطابق استانداردهای RoHS و CE تولید میشوند. فرآیند مونتاژ در محیط کنترل شده و هر سنسور با گیجهای کالیبراسیون دیجیتال تست میشود. کنترل کیفیت شامل آزمون نشتی، بررسی دقت نقطه قطع، و تست دوام بیش از 50 هزار سیکل عملکردی است تا عملکرد مطمئن و عمر طولانی پرشر سوئیچ تضمین شود.
- استاندارد طراحی و کیفیت: ISO 9001:2015 و ISO 4413 برای اطمینان از عملکرد پایدار
- دامنه فشار کاری: 0 تا 250 بار
- Hysteresis: کمتر از 3 درصد از دامنه تنظیم
- دمای کاری مجاز: -20 تا +80 درجه سانتیگراد
- مواد ساخت: فلز مقاوم با پوشش ضد خوردگی مطابق RoHS و CE
- کنترل مونتاژ: محیط کنترلشده با کالیبراسیون دیجیتال
- تست عملکرد: آزمون فشار، نشتی، دقت نقطه قطع و 50 هزار سیکل دوام
- استاندارد ایمنی و محیط زیست: CE و RoHS برای سازگاری با مقررات اروپایی
- بازده و دقت: تضمین عملکرد پایدار در طول عمر مفید بیش از 5 سال
مزایا و معایب خرید پرشر سوئیچ rexroth pressure switch HED 1 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth HED 1 پدیده هیدرولیک پنوماتیک ابزاری دقیق برای کنترل فشار در مدارهای هیدرولیک است. این مدل قابلیت تنظیم فشار از 50 تا 350 بار را دارد و واکنش سریع آن باعث حفاظت تجهیزات و حفظ ایمنی سیستم میشود. مزایای اصلی شامل دقت بالا، نصب آسان، سازگاری با روغنهای استاندارد ISO VG و طول عمر بالا است. این سوئیچ با بدنه مقاوم در برابر خوردگی و لرزش، برای کاربردهای صنعتی سبک و سنگین مناسب است. از معایب میتوان به حساسیت نسبت به آلودگی روغن و نیاز به نگهداری دورهای اشاره کرد. انتخاب صحیح مدل با توجه به فشار کاری واقعی و محدوده تنظیم، راندمان سیستم و ایمنی مدار را تضمین میکند.
- دامنه فشار کاری: 50 تا 350 بار با تلورانس ±2 درصد
- واکنش سریع: زمان پاسخ کمتر از 10 میلیثانیه
- دقت عملکرد: ±2 درصد نسبت به فشار تنظیم شده
- سازگاری با روغن: استاندارد ISO VG 32 تا 68
- طول عمر مفید: بیش از 100000 سیکل کاری در شرایط استاندارد
- مزایا: دقت بالا، نصب آسان، حفاظت از تجهیزات، بدنه مقاوم و قابل اعتماد
- معایب: حساسیت به آلودگی روغن، نیاز به بررسی دورهای، امکان خرابی در فشارهای خارج از محدوده
- نصب و نگهداری: نصب عمودی یا افقی با کنترل دورهای فشار و تمیزی روغن
- کاربردها: مدارهای هیدرولیک صنعتی، پرسها، ماشینآلات CNC و خطوط تولید خودکار
- مزیت خرید: افزایش ایمنی سیستم، جلوگیری از خرابی تجهیزات و کاهش هزینههای تعمیر اضطراری
نکات مهم خرید و قیمت ردیوسینگ ولو rexroth dr6 dp3
-
1. رده فشار ورودی و خروجی (Inlet & Outlet Pressure)
فشار کاری ورودی تا 315 بار و فشار خروجی تنظیمی بین 10 تا 210 بار تعیینکننده قیمت و انتخاب مدل است.
حدود قیمت: فشار پایین (≤210 بار) ≈ $350–$600، فشار بالا (≤315 بار) ≈ $550–$950.
-
2. دبی عبوری (Flow Rate)
حداکثر دبی عبوری از شیر تا 60 لیتر بر دقیقه برای DR6-DP3 در نظر گرفته میشود و دبی بالاتر قیمت را افزایش میدهد.
حدود قیمت: دبی ≤30 L/min ≈ $350، دبی 30–60 L/min ≈ $500–$900.
-
3. جنس بدنه و آب بندی (Material & Sealing)
آلومینیوم، فولاد یا فولاد ضد زنگ و استفاده از آب بندی NBR یا Viton طول عمر و قیمت شیر را تحت تاثیر قرار میدهد.
افزایش قیمت برای فولاد ضد زنگ یا Viton ≈ $100–$250.
-
4. نوع اتصال و پورت (Mounting & Port Type)
اتصالات رزوهای یا فلنجی و استانداردهای CETOP 3 یا NG6 روی قیمت نهایی تأثیر مستقیم دارند.
افزایش قیمت اتصال غیر استاندارد ≈ $80–$200.
-
5. دقت تنظیم فشار (Pressure Setting Accuracy)
مدلهای با دقت ±1 بار نسبت به ±3 بار قیمت بالاتری دارند و برای سیستم های حساس ضروری هستند.
افزایش قیمت ≈ $50–$150 بسته به دقت مورد نیاز.
-
6. کنترل دستی و فنر بازگشت (Manual Adjustment & Spring)
امکان تنظیم دستی فشار و بازگشت فنری راحتی و قیمت شیر را افزایش میدهد.
افزایش قیمت ≈ $30–$80 بسته به نوع کنترل.
-
7. اصل بودن برند و کشور سازنده (Brand & Origin)
واحد اصلی REXROTH ساخت آلمان قیمت بالاتری نسبت به OEM یا نمونههای چینی دارد.
نسخه اصلی ≈ $550–$950، نسخه OEM ≈ $300–$600.
-
8. شرایط محیطی و کلاس حفاظتی (IP Rating & Environment)
شیرهایی با حفاظت IP65 یا IP67 برای محیطهای صنعتی و مرطوب مناسب هستند و قیمت را افزایش میدهند.
افزایش قیمت ≈ $50–$120.
-
9. تست کارخانه و گواهی کیفیت (Factory Test & Certification)
وجود تست عملکردی و گواهی CE یا ISO طول عمر و اطمینان کاری شیر را تضمین میکند ولی هزینه را بالا میبرد.
افزایش قیمت ≈ $80–$180.
-
10. حمل و نقل، گمرک و نرخ ارز (Shipping & Tariffs)
تغییر نرخ ارز و هزینه حمل بینالمللی باعث تفاوت قیمت نهایی میشود.
دامنه تغییر ≈ ±10% تا ±30% از قیمت پایه بسته به کشور و زمان خرید.
-
11. تیراژ سفارش و تخفیف تجاری (Order Volume & Discounts)
سفارشات حجمی شامل تخفیف میشوند و قیمت واحد کاهش مییابد.
تخفیف محتمل ≈ 5% تا 25% برای سفارشات بالای 10 عدد.
جمعبندی: محدوده کلی قیمت ردیوسینگ ولو REXROTH DR6-DP3 بین $350 تا $950 بسته به فشار، دبی و نوع اتصال متغیر است.
راهنمای خرید و قیمت شیر کاهنده فشار هیدرولیک rexroth dr6dp
شیر کاهنده فشار هیدرولیک Rexroth DR6DP یک شیر کنترل فشار دقیق با طراحی کارآمد برای مدارهای صنعتی است. این شیر قابلیت تنظیم فشار از 10 تا 350 بار را دارد و برای حفاظت مدار و بهبود پایداری جریان هیدرولیک استفاده میشود. انتخاب مدل مناسب باید بر اساس دبی نامی، فشار کاری و نوع روغن ISO VG انجام شود تا راندمان سیستم و عمر تجهیزات بهینه گردد. نصب صحیح، فیلتر مناسب و کنترل دورهای آلودگی روغن، عملکرد دقیق و طول عمر شیر را تضمین میکند. قیمت این شیر بسته به سایز و قابلیت تنظیم بین 250 تا 450 دلار آمریکا متغیر است و با توجه به کیفیت ساخت و دقت عملکرد، گزینهای اقتصادی و مهندسی برای مدارهای فشار بالا محسوب میشود.
- نوع شیر: کاهنده فشار هیدرولیک Rexroth DR6DP
- دامنه فشار قابل تنظیم: 10 تا 350 بار
- دبی نامی: بسته به مدل 5 تا 40 لیتر بر دقیقه
- سازگاری با روغن: ISO VG 32 تا 68
- دقت عملکرد: ±3 درصد نسبت به فشار تنظیم شده
- نصب: افقی یا عمودی با اتصال استاندارد SAE و DIN
- نگهداری: کنترل دورهای فیلتر و بررسی نشتیها
- کاربردها: مدارهای هیدرولیک صنعتی، پرسها، خطوط تولید خودکار و سیستمهای CNC
- مزیت خرید: حفاظت از مدار، بهبود پایداری فشار و کاهش خرابی تجهیزات
- حدود قیمت: 250 تا 450 دلار آمریکا بسته به سایز و قابلیت تنظیم
مزایای استفاده از شیر کاهنده فشار هیدرولیک rexroth dr6dp2 در صنایع مختلف
شیر کاهنده فشار هیدرولیک Rexroth DR6DP2 برای تنظیم دقیق فشار در مدارهای هیدرولیک صنعتی طراحی شده است. این شیر با قابلیت کنترل فشار بین 20 تا 350 بار، از آسیب به تجهیزات حساس و نوسانات فشار جلوگیری میکند. استفاده از شیر DR6DP2 موجب افزایش راندمان انرژی و کاهش مصرف روغن در مدار میشود. طراحی جمع و جور و پاسخ دینامیکی سریع آن، امکان کنترل دقیق در مدارهای تزریق پلاستیک، پرسهای هیدرولیک و ماشینآلات CNC را فراهم میکند. نصب آسان و نگهداری کمهزینه، هزینههای عملیاتی را کاهش داده و عمر قطعات سیستم هیدرولیک را افزایش میدهد. این شیر برای کاربردهای صنعتی متوسط تا سنگین، تضمین پایداری فشار و عملکرد ایمن مدار را به همراه دارد.
- دامنه فشار کاری: 20 تا 350 بار برای محافظت از مدارهای هیدرولیک
- کنترل دقیق فشار: کاهش نوسانات فشار و افزایش دقت عملکرد سیستم
- راندمان انرژی: کاهش مصرف روغن و بهینهسازی انرژی سیستم
- پاسخ دینامیکی سریع: کمتر از 50 میلیثانیه برای تغییر فشار در مدار
- طراحی جمع و جور: امکان نصب در فضاهای محدود و ترکیب با سایر شیرها
- کاربردها: پرسهای هیدرولیک، تزریق پلاستیک، ماشینآلات CNC، مدارهای کنترل موقعیت
- نگهداری ساده: سرویس کمهزینه با تعویض دورهای فیلتر و کنترل روغن
- طول عمر بالا: ساخت با فولاد آلیاژی و آبکاری مقاوم در برابر سایش
- ایمنی مدار: جلوگیری از افزایش فشار ناگهانی و حفاظت از تجهیزات حساس
ویژگیهای کلیدی پرشر سوئیچ ۶ بار پدیده هیدرولیک
- محدوده فشار کاری: تا 6 بار برای کاربردهای کم فشار
- نوع خروجی: سوئیچ مکانیکی با کنتاکت NO/NC قابل انتخاب
- دقت عملکرد: تلورانس ±0.1 بار برای تغییر فشار قابل اعتماد
- دمای کاری: -20 تا +80 درجه سانتیگراد
- جنس بدنه: آلومینیوم و فولاد ضد زنگ برای مقاومت در برابر خوردگی
- نوع اتصال: رزوه استاندارد برای نصب سریع و ایمن در مدار
- کاربردها: مدارهای کنترل فشار هیدرولیک، کمپرسورها، یونیتهای هیدرولیک کم فشار
- قابلیت تنظیم: قابل تنظیم دستی برای تغییر نقطه سوئیچ
- طول عمر مکانیکی: بیش از 1 میلیون سیکل کاری
- ایمنی مدار: قطع مدار در صورت افزایش فشار ناگهانی و جلوگیری از آسیب تجهیزات
کاربردهای پرشر سوئیچ در سیستمهای پنوماتیک و هیدرولیک
پرشر سوئیچ در سیستمهای پنوماتیک و هیدرولیک نقش حیاتی در کنترل فشار و ایمنی مدار دارد. این تجهیز با تشخیص افزایش یا کاهش فشار، فرمان قطع یا وصل جریان را صادر میکند و از آسیب به قطعات حساس جلوگیری میکند. در سیستمهای هیدرولیک، پرشر سوئیچ فشار روغن را مانیتور کرده و عملکرد پمپها و شیرها را کنترل میکند. در سیستمهای پنوماتیک، فشار هوای کمپرسور و مدارهای ابزار دقیق را تنظیم میکند. استفاده از پرشر سوئیچ باعث افزایش پایداری عملکرد، کاهش مصرف انرژی و طول عمر قطعات میشود و امکان کنترل خودکار فشار در مدارهای صنعتی و ماشینآلات تولیدی را فراهم میکند.
- کنترل فشار کاری: مانیتورینگ فشار در مدارهای هیدرولیک و پنوماتیک
- ایمنی سیستم: جلوگیری از افزایش فشار بیش از حد و محافظت از تجهیزات حساس
- کنترل پمپ و شیر: فعال یا غیرفعال کردن پمپها و شیرهای هیدرولیک بر اساس فشار
- تنظیم کمپرسور: کنترل فشار هوای خروجی در سیستمهای پنوماتیک
- کنترل خودکار: امکان فرماندهی خودکار به مدارها بدون دخالت اپراتور
- هشدار و مانیتورینگ: فعالسازی آلارم در صورت فشار غیرمجاز
- افزایش طول عمر قطعات: جلوگیری از فشار ناگهانی و سایش غیرضروری قطعات
- کاربرد صنعتی: ماشینآلات CNC، پرسهای هیدرولیک، خطوط تولید اتوماتیک و سیستمهای پنوماتیک ابزار دقیق
راهنمای نصب و نگهداری ردیوسینگ ولو rexroth dr6
برای نصب و نگهداری ردیوسینگ ولو Rexroth DR6، ابتدا محل نصب باید تمیز و بدون ذرات معلق باشد تا از آسیب به مکانیزم داخلی جلوگیری شود. ولو باید هممحور با مسیر لوله نصب شود و رزوهها با نوار تفلون یا واشر مناسب آببندی گردند. کنترل دورهای فشار ورودی و خروجی، بررسی نشتی و نظارت بر دما و لرزش، عمر مفید ولو را افزایش میدهد. استفاده از روغن هیدرولیک استاندارد ISO VG 46 و فیلتر مطابق ISO 4406، از سایش زودرس قطعات جلوگیری میکند. نگهداری پیشگیرانه شامل تمیزکاری، بررسی کنتاکتها و تعویض اورینگها هر 500 ساعت کاری توصیه میشود. نصب صحیح و سرویس دورهای، عملکرد پایدار و کاهش هزینههای تعمیرات اضطراری را تضمین میکند.
- محل نصب: تمیز و بدون ذرات معلق برای جلوگیری از آسیب مکانیزم داخلی
- هممحوری ولو: نصب هممحور با مسیر لوله و رعایت تلرانس کمتر از 0.05 میلیمتر
- آببندی رزوهها: استفاده از نوار تفلون یا واشر مناسب
- کنترل فشار: بررسی دورهای فشار ورودی و خروجی
- نظارت بر دما و لرزش: افزایش عمر مفید و کاهش سایش قطعات
- نوع روغن: هیدرولیک استاندارد ISO VG 46 با فیلتر ISO 4406
- نگهداری پیشگیرانه: تمیزکاری، بررسی کنتاکتها و تعویض اورینگها هر 500 ساعت
- کنترل نشتی: بررسی دورهای محل اتصال و بدنه ولو
- مزیت نصب صحیح: عملکرد پایدار، کاهش هزینههای تعمیرات اضطراری و افزایش عمر ولو
معرفی تخصصی ردیوسینگ ولو bosch rexroth dr6 و کاربردهای صنعتی
ردیوسینگ ولو Bosch Rexroth DR6 یک شیر هیدرولیک فشار کاهنده دقیق است که برای کنترل فشار خروجی در مدارهای صنعتی طراحی شده است. این شیر با محدوده فشار کاری 20 تا 350 بار و پاسخ دینامیکی کمتر از 50 میلیثانیه، از نوسانات فشار جلوگیری و ایمنی تجهیزات حساس را تضمین میکند. طراحی جمع و جور، قابلیت نصب سریع و مقاومت بالا در برابر سایش، عملکرد پایدار و طول عمر طولانی ولو را فراهم میکند. استفاده از DR6 در مدارهای هیدرولیک، راندمان انرژی را افزایش داده و مصرف روغن را بهینه میکند. این شیر در صنایع پرس هیدرولیک، ماشینآلات CNC، خطوط تولید خودکار و سیستمهای کنترل موقعیت دقیق کاربرد دارد و امکان محافظت از تجهیزات و بهبود عملکرد سیستم را به صورت همزمان فراهم میکند.
- نوع شیر: ردیوسینگ ولو فشار کاهنده
- دامنه فشار کاری: 20 تا 350 بار
- زمان پاسخ دینامیکی: کمتر از 50 میلیثانیه
- کنترل فشار خروجی: کاهش نوسانات و افزایش دقت مدار
- طراحی مکانیکی: جمع و جور با امکان نصب سریع و مقاوم در برابر سایش
- راندمان انرژی: کاهش مصرف روغن و بهینهسازی عملکرد سیستم
- کاربرد صنعتی: پرسهای هیدرولیک، تزریق پلاستیک، ماشینآلات CNC، خطوط تولید خودکار
- مزیت کلیدی: افزایش عمر تجهیزات حساس و پایداری عملکرد مدار
- نگهداری: سرویس کمهزینه و تعویض دورهای فیلتر روغن
معرفی ردیوسینگ ولو Rexroth DR6 DP1 و کاربردهای آن در سیستمهای هیدرولیک
ردیوسینگ ولو Rexroth DR6 DP1 یک شیر فشار کاهنده هیدرولیک با عملکرد دقیق و پاسخ سریع است که برای محافظت از تجهیزات حساس در مدارهای صنعتی طراحی شده است. این ولو توانایی کنترل فشار خروجی بین 20 تا 350 بار را دارد و از نوسانات فشار ناگهانی جلوگیری میکند. نصب جمع و جور و قابلیت هممحوری، امکان استفاده در فضاهای محدود و مدارهای پیچیده را فراهم میکند. DR6 DP1 با کاهش افت انرژی و بهینهسازی مصرف روغن، راندمان سیستم هیدرولیک را افزایش میدهد. کاربرد این شیر شامل پرسهای هیدرولیک، ماشینآلات CNC، خطوط تولید خودکار و سیستمهای کنترل موقعیت دقیق است. نگهداری ساده، مقاومت بالا در برابر سایش و عمر طولانی ولو، استفاده از آن را در صنایع متوسط تا سنگین تضمین میکند.
- نوع شیر: ردیوسینگ ولو فشار کاهنده
- دامنه فشار کاری: 20 تا 350 بار
- کنترل فشار خروجی: کاهش نوسانات و محافظت از تجهیزات حساس
- زمان پاسخ دینامیکی: کمتر از 50 میلیثانیه
- طراحی مکانیکی: جمع و جور، نصب سریع و مقاوم در برابر سایش
- راندمان انرژی: بهینهسازی مصرف روغن و کاهش افت انرژی
- کاربرد صنعتی: پرسهای هیدرولیک، ماشینآلات CNC، خطوط تولید خودکار، سیستمهای کنترل موقعیت
- نگهداری: سرویس کمهزینه و تعویض دورهای فیلتر روغن
- مزیت کلیدی: افزایش طول عمر قطعات هیدرولیک و پایداری عملکرد مدار
ردیوسینگ ولو Rexroth DR6 DP1: عملکرد، مزایا و نکات فنی
ردیوسینگ ولو Rexroth DR6 DP1 یک شیر هیدرولیک فشار کاهنده با عملکرد دقیق و پاسخ دینامیکی سریع است. این شیر قادر است فشار خروجی را بین 20 تا 350 بار کنترل کند و از نوسانات فشار ناگهانی در مدار جلوگیری نماید. طراحی جمع و جور و مقاوم در برابر سایش، امکان نصب آسان حتی در فضاهای محدود را فراهم میکند. استفاده از DR6 DP1 باعث بهینهسازی مصرف انرژی، کاهش افت فشار و افزایش طول عمر تجهیزات حساس میشود. این ولو برای کاربردهای صنعتی شامل پرسهای هیدرولیک، ماشینآلات CNC، خطوط تولید خودکار و سیستمهای کنترل موقعیت دقیق مناسب است. نگهداری ساده و تعویض دورهای فیلتر روغن، عملکرد پایدار و طول عمر طولانی شیر را تضمین میکند.
- نوع شیر: ردیوسینگ ولو فشار کاهنده
- دامنه فشار کاری: 20 تا 350 بار
- کنترل فشار خروجی: جلوگیری از نوسانات و محافظت از تجهیزات حساس
- زمان پاسخ دینامیکی: کمتر از 50 میلیثانیه
- طراحی مکانیکی: جمع و جور و مقاوم در برابر سایش
- راندمان انرژی: کاهش افت فشار و بهینهسازی مصرف روغن
- کاربرد صنعتی: پرسهای هیدرولیک، ماشینآلات CNC، خطوط تولید خودکار، سیستمهای کنترل موقعیت دقیق
- نگهداری: تعویض دورهای فیلتر روغن و سرویس کمهزینه
- مزیت کلیدی: افزایش طول عمر قطعات هیدرولیک و پایداری عملکرد مدار
کاربردهای ردیوسینگ ولو در ماشینآلات صنعتی و پنوماتیک
ردیوسینگ ولوها در ماشینآلات صنعتی و پنوماتیک برای کنترل دقیق فشار خروجی و حفاظت از تجهیزات حساس استفاده میشوند. این شیرها قادرند فشار را در مدارهای هیدرولیک و پنوماتیک بین مقادیر مشخص نگه دارند و از نوسانات ناگهانی جلوگیری کنند. در ماشینآلات پرس، تزریق پلاستیک، خطوط تولید خودکار و CNC، استفاده از ردیوسینگ ولو موجب افزایش دقت عملیاتی و کاهش فرسایش قطعات میشود. همچنین در سیستمهای پنوماتیک، این شیرها فشار هوا را کنترل کرده و مصرف انرژی را بهینه میکنند. نصب جمع و جور و نگهداری ساده، کاربرد ردیوسینگ ولو را در محیطهای صنعتی محدود و پیچیده تسهیل میکند. این عملکرد باعث افزایش طول عمر تجهیزات و بهبود پایداری عملکرد مدار در صنایع مختلف میشود.
- کنترل فشار خروجی: حفظ فشار ثابت در مدارهای هیدرولیک و پنوماتیک
- حفاظت تجهیزات: جلوگیری از آسیب به قطعات حساس و کاهش فرسایش
- ماشینآلات صنعتی: پرسهای هیدرولیک، تزریق پلاستیک، CNC، خطوط تولید خودکار
- سیستمهای پنوماتیک: کنترل فشار هوا و بهینهسازی مصرف انرژی
- افزایش دقت عملیاتی: کاهش نوسانات و تضمین عملکرد پایدار در مدار
- نصب و نگهداری: طراحی جمع و جور و سرویس آسان در محیطهای محدود
- بهبود عمر تجهیزات: کاهش سایش و افزایش طول عمر قطعات هیدرولیک و پنوماتیک
- پایداری سیستم: حفظ عملکرد یکنواخت و ایمن در صنایع متوسط تا سنگین
معرفی شیر کاهنده فشار Rexroth ZDR 6 DP3 و کاربردهای آن
شیر کاهنده فشار Rexroth ZDR 6 DP3 یک ردیوسینگ ولو هیدرولیک با عملکرد دقیق و پاسخ سریع است که برای کنترل فشار خروجی در مدارهای صنعتی طراحی شده است. این شیر قادر است فشار کاری بین 20 تا 350 بار را تنظیم کند و از نوسانات ناگهانی فشار جلوگیری نماید. طراحی جمع و جور و مقاوم در برابر سایش، نصب آسان در فضای محدود و ادغام با سایر اجزای مدار هیدرولیک را امکانپذیر میکند. استفاده از ZDR 6 DP3 موجب افزایش راندمان انرژی، کاهش مصرف روغن و حفاظت از تجهیزات حساس میشود. کاربرد این شیر شامل پرسهای هیدرولیک، ماشینآلات CNC، خطوط تولید خودکار، سیستمهای کنترل موقعیت و مدارهای هیدرولیک صنعتی است و عملکرد پایدار و ایمن سیستم را تضمین میکند.
- نوع شیر: ردیوسینگ ولو فشار کاهنده
- دامنه فشار کاری: 20 تا 350 بار
- کنترل فشار خروجی: کاهش نوسانات و محافظت از تجهیزات حساس
- زمان پاسخ دینامیکی: کمتر از 50 میلیثانیه
- طراحی مکانیکی: جمع و جور و مقاوم در برابر سایش
- راندمان انرژی: بهینهسازی مصرف روغن و کاهش افت فشار
- کاربرد صنعتی: پرسهای هیدرولیک، تزریق پلاستیک، ماشینآلات CNC، خطوط تولید خودکار
- نگهداری: سرویس ساده و تعویض دورهای فیلتر روغن
- مزیت کلیدی: افزایش عمر تجهیزات و پایداری عملکرد مدار هیدرولیک
نحوه انتخاب شیر کاهنده فشار مناسب برای پروژه شما
انتخاب شیر کاهنده فشار مناسب برای پروژه هیدرولیک نیازمند تحلیل دقیق فشار کاری، دبی مدار و حساسیت تجهیزات است. ابتدا باید محدوده فشار ورودی و خروجی سیستم تعیین شود تا شیر بتواند فشار را در حد مجاز نگه دارد. دبی نامی مدار، نوع پمپ و سرعت پاسخ شیر نیز در انتخاب تأثیر مستقیم دارند. انتخاب شیر با تلرانس پایین و زمان پاسخ کوتاه، عملکرد دقیق و کاهش نوسانات فشار را تضمین میکند. جنس بدنه و مقاومت در برابر سایش، طول عمر شیر را افزایش میدهد. همچنین، نوع نصب، فضای موجود، و امکان تعویض فیلتر و نگهداری ساده باید مد نظر قرار گیرد. انتخاب دقیق شیر، راندمان انرژی سیستم و ایمنی تجهیزات حساس را به حداکثر میرساند و هزینههای تعمیر و نگهداری را کاهش میدهد.
- محدوده فشار کاری: تعیین فشار ورودی و خروجی سیستم برای حفظ ایمنی تجهیزات
- دبی مدار: انتخاب شیر مطابق دبی نامی پمپ و نیاز سیستم
- زمان پاسخ شیر: کمتر از 50 میلیثانیه برای کاهش نوسانات فشار
- تلرانس عملکرد: شیر با دقت بالا برای عملکرد پایدار و کاهش فرسایش قطعات
- جنس بدنه و مقاومت در برابر سایش: طول عمر طولانی و کاهش هزینههای نگهداری
- نوع نصب و فضا: جمع و جور و امکان نصب آسان در محیط محدود
- نگهداری ساده: امکان تعویض فیلتر و سرویس دورهای کمهزینه
- راندمان انرژی: بهینهسازی مصرف روغن و کاهش افت فشار
- کاربرد صنعتی: مناسب برای پرسهای هیدرولیک، ماشینآلات CNC و خطوط تولید خودکار
- ایمنی سیستم: محافظت از تجهیزات حساس و حفظ پایداری مدار هیدرولیک
مقایسه ردیوسینگ ولو Rexroth با برندهای دیگر
ردیوسینگ ولو Rexroth در مقایسه با برندهای دیگر مانند HAWE و Eaton، دقت بالاتر و پاسخ دینامیکی سریعتری ارائه میدهد. محدوده فشار کاری این ولوها از 20 تا 350 بار است و کاهش نوسانات فشار در مدارهای هیدرولیک صنعتی را تضمین میکند. طراحی جمع و جور، مقاومت در برابر سایش و نصب آسان، استفاده در فضاهای محدود و مدارهای پیچیده را امکانپذیر میکند. ولوهای Rexroth مصرف انرژی پایین و کاهش افت فشار در سیستمهای هیدرولیک را به همراه دارند. برندهای HAWE و Eaton در مدلهای مشابه، قابلیت سفارشیسازی بیشتر یا انعطاف در مدارهای ماژولار دارند اما پاسخ دینامیکی و دقت کنترل فشار Rexroth معمولاً برتر است. انتخاب صحیح ولو بر اساس فشار کاری، دبی و نوع کاربرد صنعتی، پایداری سیستم و طول عمر تجهیزات را تضمین میکند.
| ویژگی | Rexroth DR6 | HAWE PRV | Eaton Pressure Reducing Valve |
|---|---|---|---|
| دامنه فشار کاری (بار) | 20 تا 350 | 20 تا 300 | 25 تا 320 |
| زمان پاسخ دینامیکی | <50 میلیثانیه | <70 میلیثانیه | <60 میلیثانیه |
| دقت کنترل فشار | بالا | متوسط | متوسط تا بالا |
| مصرف انرژی | کم | متوسط | متوسط |
| طراحی مکانیکی | جمع و جور، مقاوم در برابر سایش | قابل سفارشیسازی، مدولار | مقاوم، نصب سریع |
| کاربرد صنعتی | پرسهای هیدرولیک، CNC، خطوط تولید خودکار | ماشینآلات صنعتی متوسط، مدارهای فشار کنترلشده | ماشینآلات صنعتی سبک تا متوسط، سیستمهای کنترل موقعیت |
| مزیت کلیدی | دقت و پاسخ سریع در فشار بالا | انعطاف بالا و قابلیت سفارشیسازی | دوام و نصب آسان |
نکات مهم ایمنی هنگام نصب و استفاده ردیوسینگ ولو rexroth dr6 dp2
هنگام نصب و استفاده از ردیوسینگ ولو Rexroth DR6 DP2، رعایت نکات ایمنی برای جلوگیری از آسیب دیدگی تجهیزات و اپراتورها ضروری است. قبل از نصب، سیستم هیدرولیک باید کاملاً تخلیه فشار شود تا از نشت ناگهانی روغن جلوگیری شود. نصب ولو باید طبق جهت جریان مشخص و با استفاده از ابزار مناسب و بدون اعمال نیروی اضافی انجام شود. استفاده از فیلترهای روغن استاندارد و کنترل تمیزی روغن مطابق ISO 4406، از آسیب به شیر و پمپ جلوگیری میکند. بررسی دورهای فشار، دما و نشتی، همچنین تعویض اورینگها و سیلها در بازههای زمانی تعیینشده، ایمنی مدار و عمر طولانی ولو را تضمین میکند. عدم رعایت دستورالعملها ممکن است منجر به کاهش راندمان، آسیب مکانیکی و خطرات ایمنی شود.
- تخلیه فشار قبل از نصب: از نشت ناگهانی روغن و آسیب به اپراتور جلوگیری میکند
- جهت جریان صحیح: نصب ولو مطابق نشانگر جهت جریان روی بدنه
- ابزار مناسب: استفاده از آچار و ابزار استاندارد بدون اعمال نیروی اضافی
- فیلتر روغن استاندارد: مطابق ISO 4406 برای جلوگیری از ورود ذرات معلق به سیستم
- بررسی دورهای: کنترل فشار، دما و نشتی ولو به صورت منظم
- تعویض اورینگ و سیلها: انجام سرویس دورهای برای جلوگیری از نشتی و کاهش عملکرد
- محافظت از تجهیزات: جلوگیری از فشار بیش از حد و نوسانات ناگهانی مدار
- آموزش اپراتور: استفاده از دستورالعمل و رعایت پروتکلهای ایمنی
- محیط کاری ایمن: جلوگیری از تماس روغن با پوست و منابع حرارتی
نحوه عملکرد شیر کاهنده فشار شیر کاهنده فشار هیدرولیک rexroth zdrk
شیر کاهنده فشار هیدرولیک Rexroth ZDRK برای محدود کردن فشار خروجی در مدارهای هیدرولیک طراحی شده و از آسیب به تجهیزات حساس جلوگیری میکند. این شیر از نوع فشار کاهنده متغیر است و با یک پیستون یا دیافراگم داخلی، فشار ورودی را تنظیم و به سطح دلخواه کاهش میدهد. با تغییر جریان، فنر داخلی و تنظیم پیچ فشار، شیر میتواند فشار خروجی ثابت یا قابل تنظیم را حفظ کند. عملکرد دینامیکی سریع شیر ZDRK باعث کاهش نوسانات و ارتعاش در مدار هیدرولیک میشود. نصب صحیح، استفاده از فیلتر روغن استاندارد و نظارت بر فشار و دبی، عملکرد پایدار و عمر طولانی شیر را تضمین میکند. این شیر در کاربردهای صنعتی مانند پرس هیدرولیک، ماشینآلات CNC و خطوط تولید خودکار استفاده میشود.
- نوع شیر: کاهنده فشار هیدرولیک متغیر
- کنترل فشار خروجی: تنظیم فشار ورودی به سطح دلخواه با پیستون یا دیافراگم داخلی
- فنر و پیچ تنظیم: امکان تعیین فشار خروجی ثابت یا قابل تغییر
- پاسخ دینامیکی: کاهش نوسانات و ارتعاشات در مدار هیدرولیک
- نصب صحیح: هممحوری و جهت جریان مطابق مشخصات سازنده
- فیلتر روغن استاندارد: جلوگیری از ورود ذرات معلق به شیر و افزایش عمر مفید
- کاربرد صنعتی: پرسهای هیدرولیک، خطوط تولید خودکار، ماشینآلات CNC
- مزیت کلیدی: محافظت از تجهیزات حساس و افزایش پایداری عملکرد مدار
- نگهداری: کنترل فشار و دبی دورهای و تعویض اورینگها و سیلها
معرفی تخصصی شیر کاهنده فشار rexroth zdree و کاربردهای صنعتی
شیر کاهنده فشار Rexroth ZDREE یک ولو هیدرولیک دقیق برای کنترل فشار خروجی در مدارهای صنعتی طراحی شده است. این شیر با محدوده فشار کاری 20 تا 350 بار و پاسخ سریع، از نوسانات فشار و آسیب به تجهیزات حساس جلوگیری میکند. طراحی جمع و جور و مقاوم آن امکان نصب در فضاهای محدود و مدارهای پیچیده را فراهم میکند. ZDREE با کاهش افت انرژی و بهینهسازی مصرف روغن، راندمان سیستم هیدرولیک را افزایش میدهد. کاربرد این شیر در ماشینآلات CNC، پرسهای هیدرولیک، خطوط تولید خودکار و سیستمهای کنترل موقعیت دقیق است. نگهداری ساده و مقاومت بالا در برابر سایش طول عمر ولو و عملکرد پایدار مدار را تضمین میکند. استفاده از ZDREE امکان محافظت از تجهیزات حساس و افزایش بازدهی سیستم در صنایع متوسط تا سنگین را فراهم میآورد.
- نوع شیر: شیر کاهنده فشار هیدرولیک دقیق
- دامنه فشار کاری: 20 تا 350 بار
- کنترل فشار خروجی: کاهش نوسانات و محافظت از تجهیزات حساس
- زمان پاسخ دینامیکی: کمتر از 50 میلیثانیه
- طراحی مکانیکی: جمع و جور و مقاوم در برابر سایش
- راندمان انرژی: بهینهسازی مصرف روغن و کاهش افت انرژی
- کاربرد صنعتی: ماشینآلات CNC، پرسهای هیدرولیک، خطوط تولید خودکار، سیستمهای کنترل موقعیت
- نگهداری: سرویس کمهزینه و تعویض دورهای فیلتر روغن
- مزیت کلیدی: افزایش طول عمر تجهیزات و پایداری عملکرد مدار
استانداردهای ساخت و کنترل کیفیت ردیوسینگ ولو rexroth zdr
ردیوسینگ ولو Rexroth ZDR بر اساس استانداردهای بینالمللی ISO 9001 و ISO 4401 طراحی و تولید میشود تا دقت عملکرد، ایمنی مدار و طول عمر قطعات تضمین شود. قطعات داخلی ولو با تلرانس کمتر از 5 میکرون و ماشینکاری CNC چندمحوره ساخته میشوند تا عملکرد پایدار در فشارهای 20 تا 350 بار حاصل شود. هر ولو قبل از تحویل تحت آزمون فشار، بررسی نشتی کمتر از 0.5 درصد جریان و تست پاسخ دینامیکی کمتر از 50 میلیثانیه قرار میگیرد. کنترل آلودگی روغن طبق ISO 4406 و بررسی کیفیت آبکاری و مقاومت سایش قطعات، اطمینان از عملکرد طولانیمدت ولو را فراهم میکند. این استانداردها و فرآیندهای کنترل کیفیت، ZDR را به گزینهای مهندسی برای کاربردهای صنعتی حساس تبدیل میکند.
- استانداردهای تولید: ISO 9001 و ISO 4401 برای تضمین کیفیت ساخت و مونتاژ
- تلرانس قطعات داخلی: کمتر از 5 میکرون برای پیستون و مکانیزم کنترل فشار
- آزمون فشار: تست تا 350 بار برای اطمینان از عملکرد ایمن و بدون نشتی
- نشتی داخلی: کمتر از 0.5 درصد جریان نامی
- زمان پاسخ دینامیکی: کمتر از 50 میلیثانیه برای تغییر فشار سریع
- کنترل آلودگی روغن: سطح تمیزی مطابق ISO 4406 برای کاهش سایش و افزایش عمر قطعات
- جنس قطعات: فولاد آلیاژی با عملیات حرارتی و پوشش مقاوم در برابر سایش
- بازرسی نهایی: بررسی جریان، فشار، نشتی و پاسخ دینامیکی قبل از خروج از کارخانه
- کاربرد صنعتی: سیستمهای هیدرولیک فشار بالا، ماشینآلات CNC و خطوط تولید حساس
فاکتورهای موثر بر خرید و قیمت ردیوسینگ ولو rexroth zdrhd 6 dp1
-
1. نوع و عملکرد ولو (Function & Type)
مدل ZDRHD 6 DP1 یک ردیوسینگ ولو فشار ثابت است. توانایی کاهش و کنترل فشار خروجی، فاکتور اصلی در قیمت است.
حدود قیمت: نمونه استاندارد ≈ $600–$1,100.
-
2. حداکثر فشار کاری و دبی (Rated Pressure & Flow)
حداکثر فشار کاری تا 350 بار و دبی تا 60 لیتر بر دقیقه از عوامل اصلی تعیین قیمت هستند.
حدود قیمت: فشار ≤210 بار ≈ $600، فشار بالا 315–350 بار ≈ $900–$1,200.
-
3. جنس بدنه و آب بندی (Material & Sealing)
بدنه فولاد یا آلومینیوم و نوع آب بندی NBR یا Viton در طول عمر و قیمت ولو تاثیر مستقیم دارد.
افزایش قیمت برای Viton یا فولاد ضد زنگ ≈ $80–$200.
-
4. نوع اتصال و نصب (Mounting & Port Type)
پورت های استاندارد ISO یا DIN رایج هستند. نوع رزوهای یا فلنج دار باعث افزایش قیمت میشود.
افزایش قیمت ≈ $100–$250 بسته به نوع اتصال.
-
5. کنترل دستی و تنظیمات فشار (Manual Adjustment & Pressure Setting)
وجود پیچ تنظیم دستی یا امکان قفل فشار باعث افزایش هزینه و انعطاف پذیری ولو میشود.
افزایش قیمت ≈ $50–$120 بسته به مدل و دقت تنظیم.
-
6. اصل بودن و برند (Brand & Origin)
مدل اصلی Rexroth آلمان نسبت به نمونههای OEM یا چینی گرانتر است.
نسخه اصلی ≈ $900–$1,200، نسخه OEM ≈ $500–$800.
-
7. گواهی ها و تست کارخانه (Certification & Factory Test)
وجود تست فشار و گواهی CE یا ISO کیفیت و طول عمر ولو را تضمین میکند و هزینه را افزایش میدهد.
افزایش قیمت ≈ $80–$180.
-
8. شرایط محیطی و کلاس حفاظتی (Environment & IP Rating)
ولو برای محیطهای صنعتی یا مرطوب با IP بالا طراحی شده و قیمت بیشتری دارد.
افزایش قیمت ≈ $50–$150.
-
9. نرخ ارز، حمل و نقل و تعرفه (Shipping, Tariffs & Exchange Rate)
تغییرات نرخ دلار و هزینه حمل بینالمللی باعث تفاوت قیمت نهایی میشود.
دامنه تغییر ≈ ±10% تا ±30% بسته به کشور و زمان خرید.
-
10. تیراژ سفارش و تخفیف تجاری (Order Volume & Discounts)
خرید عمده از تامینکنندگان رسمی Rexroth موجب کاهش قیمت واحد میشود.
تخفیف محتمل ≈ 5% تا 20% برای سفارشات بیش از 5 واحد.
جمعبندی: محدوده قیمت ردیوسینگ ولو Rexroth ZDRHD 6 DP1 بسته به فشار، دبی و جنس بین $600 تا $1,200 است.
عوامل موثر بر خرید و قیمت ردیوسینگ ولو bosch rexroth zdr hd
-
1. نوع شیر و عملکرد (Function Type)
ZDR-HD به عنوان شیر کاهش فشار با طراحی مستقیم یا با فنر قابل تنظیم عرضه میشود. نوع عملکرد بر قیمت نهایی تاثیر مستقیم دارد.
حدود قیمت: مدل استاندارد ≈ $400–$800، مدل با تنظیم دقیق ≈ $700–$1,200.
-
2. فشار کاری و دبی نامی (Rated Pressure & Flow)
ظرفیت فشار تا 315 بار و دبی 40–120 لیتر بر دقیقه تعیینکننده قیمت هستند. فشار بالاتر هزینه تولید را افزایش میدهد.
حدود قیمت: فشار ≤210 بار ≈ $400–$700، فشار ≥315 بار ≈ $800–$1,500.
-
3. دقت تنظیم و محدوده فشار خروجی (Setting Range & Accuracy)
مودلهای با دقت ±1–2% و محدوده فشار وسیع قیمت بیشتری دارند و مناسب سیستمهای حساس هستند.
افزایش قیمت برای دقت بالا ≈ $150–$400.
-
4. جنس بدنه و آب بندی (Material & Sealing)
بدنه فولاد یا آلومینیوم با آببندی NBR یا Viton برای دوام و مقاومت به خوردگی تأثیر دارد.
افزایش قیمت برای Viton یا فولاد ضد زنگ ≈ $100–$250.
-
5. نوع اتصال و نصب (Mounting & Port Type)
اتصال CETOP 3 یا NG6 و نوع پورت رزوهای یا فلنجی بر هزینه نصب و قیمت نهایی اثرگذار است.
افزایش قیمت برای پورت فلنجی یا کاستومی ≈ $80–$200.
-
6. بازه دمای کاری و شرایط محیطی (Temperature & Environment)
کارکرد در دمای بالا یا محیطهای صنعتی مرطوب نیازمند مواد و آببندی مقاوم است که قیمت را افزایش میدهد.
افزایش قیمت برای محیطهای سخت ≈ $50–$150.
-
7. اصل یا بازسازی شده (New vs Rebuilt)
واحدهای اصلی Bosch Rexroth قیمت بالاتری نسبت به نمونههای بازسازی شده دارند و عمر طولانیتر دارند.
حدود قیمت: نو ≈ $600–$1,500، بازسازی شده ≈ $250–$700.
-
8. گواهیهای کیفیت و تست کارخانه
وجود تست فشار و گواهیهای بینالمللی عمر کاری و اعتماد به عملکرد را تضمین میکند اما هزینه را افزایش میدهد.
افزایش قیمت برای گواهی کامل ≈ $80–$200.
-
9. نرخ ارز، حمل و نقل و مالیات
تغییرات نرخ دلار و هزینه حمل بینالمللی بر قیمت نهایی اثر مستقیم دارد و میتواند ±20% متغیر باشد.
دامنه تغییر معمول: ±10% تا ±30% از قیمت پایه بسته به منطقه و زمان.
-
10. تیراژ سفارش و تخفیف تجاری
سفارشهای حجیم از تأمینکننده اصلی شامل تخفیف میشوند و قیمت واحد را کاهش میدهند.
تخفیف محتمل: 5% تا 25% در سفارشات بیش از 10 عدد.
جمعبندی: محدوده کلی قیمت ردیوسینگ ولو Bosch Rexroth ZDR-HD بسته به نوع و فشار بین $400 تا $1,500 متغیر است.
مقایسه فاکتورهای کیفی و عملکرد شیر کاهنده فشار هیدرولیک rexroth zdr 6 dpo با مدل های مشابه
شیر کاهنده فشار هیدرولیک Rexroth ZDR 6 DPO یک شیر دقیق با کنترل فشار قابل تنظیم در محدوده 10 تا 350 بار است. این شیر در مقایسه با مدلهای مشابه، پاسخ دینامیکی سریعتر و افت فشار کمتر دارد و قابلیت تحمل دبی تا 60 لیتر بر دقیقه را ارائه میکند. بدنه از فولاد آلیاژی مقاوم با آبکاری سخت و سیلهای NBR مقاوم تا 120°C طول عمر بالایی را تضمین میکنند. دقت تنظیم فشار کمتر از ±2 درصد و قابلیت نصب مستقیم در مدارهای استاندارد ISO 4401 باعث کاهش خطا و بهبود عملکرد سیستم میشود. انتخاب مدل با توجه به دبی، فشار کاری واقعی و نوع روغن هیدرولیک، راندمان انرژی و پایداری عملکرد سیستم را افزایش میدهد و تعمیر و نگهداری آسان را فراهم میکند.
| ویژگی | ZDR 6 DPO | Rexroth ZDR 10 | HAWE PRV | Vickers PRV |
|---|---|---|---|---|
| نوع شیر | کاهنده فشار قابل تنظیم | کاهنده فشار قابل تنظیم | کاهنده فشار استاندارد | کاهنده فشار استاندارد |
| محدوده فشار (بار) | 10–350 | 10–420 | 20–210 | 20–250 |
| حداکثر دبی (لیتر/دقیقه) | 60 | 80 | 50 | 45 |
| دقت تنظیم فشار (%) | ±2 | ±3 | ±5 | ±5 |
| مواد بدنه | فولاد آلیاژی با آبکاری سخت | فولاد آلیاژی | آلومینیوم و فولاد | فولاد |
| دمای کاری مجاز (°C) | -20 تا +120 | -20 تا +120 | -10 تا +90 | -10 تا +100 |
| مزیت کلیدی | پاسخ دینامیکی سریع، افت فشار کم، نصب استاندارد ISO | دبی بالاتر، فشار قابل تنظیم وسیع | قیمت مقرونبهصرفه، نصب آسان | ساده و قابل اعتماد در مدارهای سبک |
راهنمای نگهداری و افزایش عمر ردیوسینگ ولو rexroth zdr 6 vp2-42/315v
برای افزایش عمر و عملکرد پایدار ردیوسینگ ولو Rexroth ZDR 6 VP2-42/315V، نگهداری دورهای شامل بررسی فشار ورودی و خروجی، کنترل دبی و اطمینان از صحت عملکرد فنرها و شیرهای داخلی ضروری است. استفاده از روغن هیدرولیک با ویسکوزیته مناسب ISO VG 46 و کنترل آلودگی طبق استاندارد ISO 4406 سطح 18/16/13، سایش قطعات داخلی و کاهش راندمان را به حداقل میرساند. بازدید دورهای از اتصالات، مهرهها و بدنه ولو، تشخیص نشتی و فرسودگی احتمالی را ممکن میکند. تعویض فیلترهای سیستم هیدرولیک هر 250 تا 500 ساعت کاری، نظارت بر دمای کاری کمتر از 80 درجه سانتیگراد و نصب صحیح ولو با تراز دقیق شفت، عملکرد پایدار و افزایش طول عمر قطعات را تضمین میکند.
- کنترل فشار: بررسی فشار ورودی و خروجی طبق مشخصات سازنده
- کنترل دبی: اطمینان از جریان صحیح عبوری از ولو
- نوع روغن هیدرولیک: ISO VG 46 با سطح تمیزی ISO 4406: 18/16/13
- بازرسی مکانیکی: بررسی اتصالات، مهرهها و بدنه برای نشتی و سایش
- فیلترها: تعویض هر 250 تا 500 ساعت کاری
- دمای کاری: کمتر از 80 درجه سانتیگراد
- نصب صحیح: تراز دقیق شفت و جلوگیری از انحراف بیش از 0.05 میلیمتر
- بازرسی داخلی: بررسی فنرها، شیرهای داخلی و وضعیت نشیمنگاهها
- افزایش طول عمر: نگهداری منظم و پیشگیرانه تا 30 درصد افزایش عمر ولو و کاهش خرابیهای اضطراری
ردیوسینگ ولو چیست و چرا در سیستمهای هیدرولیک مهم است؟
ردیوسینگ ولو یا شیر کاهش فشار در سیستمهای هیدرولیک، قطعهای است که فشار بالای ورودی را به سطح قابل استفاده در مدار کاهش میدهد. این ولو جریان را بدون افت زیاد دبی کنترل میکند و مانع فشار بیش از حد در اجزای حساس سیستم میشود. عملکرد صحیح ردیوسینگ ولو باعث حفاظت از پمپ، سیلندرها، موتورهای هیدرولیک و سایر شیرهای کنترلی میشود. همچنین این شیر انرژی سیستم را بهینه کرده و نوسانات فشار را کاهش میدهد، که به افزایش عمر قطعات و جلوگیری از خرابیهای ناگهانی کمک میکند. در مدارهای چندبخشی، ردیوسینگ ولو امکان تامین فشار متفاوت برای هر بخش را فراهم میکند و راندمان کلی سیستم هیدرولیک را افزایش میدهد.
- کاهش فشار ورودی: کاهش فشار تا سطح ایمن برای تجهیزات و قطعات حساس
- حفاظت از قطعات: جلوگیری از خرابی پمپ، سیلندر و موتور هیدرولیک
- کنترل جریان: حفظ دبی مناسب بدون افت عملکرد سیستم
- بهینهسازی انرژی: کاهش مصرف انرژی و افت حرارت در مدار هیدرولیک
- کاهش نوسان فشار: جلوگیری از ضربه قوچ و افزایش عمر قطعات
- مدارهای چندبخشی: تامین فشار متفاوت برای بخشهای مختلف سیستم
- افزایش عمر مفید سیستم: نگهداری فشار در محدوده طراحی شده و کاهش تعمیرات اضطراری
- کاربرد صنعتی: سیستمهای پرس، خطوط تولید خودکار، ماشینآلات CNC و ماشینآلات سنگین هیدرولیک
شیر کاهنده فشار چیست و چرا در سیستمهای هیدرولیک مهم است؟
شیر کاهنده فشار در سیستمهای هیدرولیک وسیلهای است که فشار ورودی بالا را به مقدار مشخص و ثابت کاهش میدهد. این شیر معمولاً بین پمپ و مدار مصرفکننده نصب میشود و از ایجاد فشار بیش از حد در خطوط هیدرولیک جلوگیری میکند. کاربرد اصلی آن حفظ ایمنی تجهیزات، جلوگیری از آسیب به شیرها و سیلها و تضمین عملکرد پایدار سیستم است. در مدارهای چند شاخه، شیر کاهنده فشار امکان تامین فشار متفاوت برای بخشهای مختلف سیستم را فراهم میکند و با کاهش نوسان فشار، عمر مفید پمپ و اجزای هیدرولیکی را افزایش میدهد. انتخاب شیر کاهنده مناسب بر اساس دبی، فشار کاری و دمای روغن، کلید عملکرد بهینه و راندمان بالای سیستم هیدرولیک محسوب میشود.
- تعریف: کاهش فشار بالای ورودی به مقدار مشخص برای محافظت از تجهیزات هیدرولیک
- کاربرد اصلی: حفظ ایمنی شیرها، سیلها و سایر اجزای مدار
- موقعیت نصب: معمولاً بین پمپ و مدار مصرفکننده یا شاخههای فرعی
- مزیت عملکرد: تثبیت فشار و کاهش نوسان در مدارهای چند شاخه
- افزایش عمر قطعات: کاهش فشار اضافی موجب کاهش سایش و خرابی پیستون، سیلها و شیرها میشود
- پارامترهای انتخاب: فشار کاهشی، دبی نامی، دمای کاری روغن و نوع روغن هیدرولیک
- اهمیت سیستماتیک: تضمین عملکرد پایدار و راندمان بالای کل سیستم هیدرولیک
نکات مهم در خرید و استفاده از قفل کن جک هیدرولیک rexroth z2s rk 6-1-11 / v
در خرید و استفاده از قفل کن جک هیدرولیک Rexroth Z2S RK 6-1-11/V، بررسی فشار کاری و ظرفیت جریان اهمیت بالایی دارد. این قفلکن با تحمل فشار تا 350 بار و جریان عبوری حداکثر 60 لیتر بر دقیقه، برای سیستمهای هیدرولیک صنعتی با جکهای سنگین مناسب است. انتخاب روغن هیدرولیک مطابق استاندارد ISO VG 46 و رعایت سطح تمیزی ISO 4406، عمر مفید و عملکرد پایدار دستگاه را تضمین میکند. نصب صحیح با تراز دقیق شفت و رعایت جهت جریان، از نشتی و کاهش راندمان جلوگیری میکند. بررسی دورهای نشتی داخلی، عملکرد قفل و دمای کاری، خرابی زودرس را کاهش میدهد و نیاز به تعمیرات اضطراری را به حداقل میرساند.
- فشار کاری مجاز: حداکثر 350 بار مطابق مشخصات سازنده
- ظرفیت جریان: تا 60 لیتر بر دقیقه
- نوع روغن توصیهشده: ISO VG 46 با سطح تمیزی ISO 4406: 18/16/13
- نصب صحیح: تراز دقیق شفت و رعایت جهت جریان
- بازرسی دورهای: کنترل نشتی داخلی، دما و عملکرد قفل هر 500 ساعت کاری
- کاربردها: جکهای هیدرولیک سنگین، مدارهای فشار بالا و سیستمهای کنترل موقعیت دقیق
- مزیت کلیدی: جلوگیری از حرکت برگشتی بار تحت فشار و افزایش ایمنی سیستم
- تعویض قطعات مصرفی: اورینگها و سیلها طبق برنامه نگهداری پیشگیرانه
- هشدار عملکرد: از اعمال ضربه یا شوک ناگهانی به سیستم جلوگیری شود
علائم خرابی و راهکارهای تعمیر سریع شیر قفل کن هیدرولیک rexroth z2s 6-1-64
شیر قفلکن هیدرولیک Rexroth Z2S 6-1-64 در صورت خرابی معمولاً علائمی مانند نشتی داخلی، کاهش توان نگهداری بار، حرکت غیر یکنواخت سیلندر و افزایش لرزش سیستم نشان میدهد. صدای غیرمعمول، افزایش فشار در خط بازگشتی و کاهش دقت موقعیت نیز از دیگر نشانههای اختلال عملکرد است. علتهای اصلی خرابی شامل آلودگی روغن، سایش داخلی قطعات، خرابی اورینگها یا نصب نادرست شیر است. برای تعمیر سریع، ابتدا باید مسیر روغن و سطح تمیزی مطابق استاندارد ISO 4406 بررسی شود. سپس سیل و اورینگها تعویض شده و عملکرد شیر با تست فشار و دبی در شرایط کاری واقعی کنترل میشود. استفاده از قطعات یدکی Rexroth اورجینال و تنظیم مجدد مطابق دستورالعمل سازنده، بازده شیر و ایمنی مدار هیدرولیک را باز میگرداند.
- نشتی داخلی: کاهش توان نگهداری بار بیش از 15 درصد نسبت به مقدار نامی
- حرکت غیر یکنواخت سیلندر: افزایش لرزش و نوسان سرعت حرکت سیلندر
- افزایش فشار بازگشتی: فشار خط برگشت بیش از 10 درصد بالاتر از مقدار طراحی
- صدای غیرمعمول: بیش از 70 دسیبل در فشار کاری 210 بار
- دلایل خرابی: آلودگی روغن، سایش داخلی، خرابی اورینگ یا نصب نادرست شیر
- اقدامات فوری تعمیر: تمیز کردن مدار، تعویض سیلها و اورینگها
- تست عملکرد: بررسی دبی و فشار در دور نامی و شرایط کاری واقعی
- قطعات یدکی پیشنهادی: اورینگها و سیل Rexroth اورجینال مقاوم تا 120°C
- زمان تعمیر: حدود 1 تا 2 ساعت در شرایط کارگاهی استاندارد
مشخصات فنی و ویژگیهای شیر کاهنده فشار هیدرولیک rexroth zdr 6 dp2-43/210ym
شیر کاهنده فشار هیدرولیک Rexroth ZDR 6 DP2-43/210YM یک شیر کنترل مستقیم با طراحی دقیق برای تنظیم فشار ثانویه در مدارهای هیدرولیک صنعتی است. این شیر قابلیت کنترل فشار تا حداکثر 210 بار را داشته و با ظرفیت جریان نامی 25 لیتر بر دقیقه در خطوط کنترل دبی و فشار مورد استفاده قرار میگیرد. بدنه از فولاد آلیاژی مقاوم با پوشش ضد خوردگی فسفاته ساخته شده و طراحی داخلی آن موجب پایداری فشار خروجی با نوسان کمتر از ±2% در شرایط کاری متغیر میشود. عملکرد سریع، نصب آسان بر روی بلوکهای NG6 و سازگاری با روغنهای ISO VG 32 تا 68 از ویژگیهای مهندسی این مدل است. این شیر بهطور گسترده در مدارهای تغذیه پمپ، سیستمهای CNC، پرسهای هیدرولیک و کنترل دقیق فشار استفاده میشود.
| ویژگی فنی | توضیحات عددی و مهندسی |
|---|---|
| نوع شیر | کاهنده فشار مستقیم (Direct Operated Pressure Reducing Valve) |
| سایز نصب | NG6 (مطابق استاندارد DIN 24340 / ISO 4401) |
| حداکثر فشار ورودی | 210 بار |
| فشار خروجی قابل تنظیم | 10 تا 210 بار با نوسان ±2% |
| دبی نامی | تا 25 لیتر بر دقیقه |
| دمای کاری مجاز | -20 تا +80 درجه سانتیگراد |
| سیال کاری | روغن هیدرولیک ISO VG 32 تا 68 طبق DIN 51524 |
| جنس بدنه | فولاد آلیاژی با پوشش ضد زنگ فسفاته |
| وزن تقریبی | حدود 1.4 کیلوگرم |
| کاربردهای صنعتی | پرس هیدرولیک، سیستم CNC، کنترل فشار در خطوط تغذیه پمپ و تجهیزات دقیق |
معرفی شیر کاهنده فشار هیدرولیک rexroth zdr 6 dp2-43/150ym و کاربردهای آن
شیر کاهنده فشار هیدرولیک Rexroth ZDR 6 DP2-43/150YM یک شیر کنترل مستقیم فشار است که برای تنظیم و تثبیت فشار در مدارهای ثانویه طراحی شده است. این شیر قابلیت کنترل فشار تا 150 بار را داشته و برای سیستمهایی با نوسان فشار ورودی زیاد، عملکردی پایدار و دقیق ارائه میدهد. ساختار فشرده با سایز نصب NG6 و طراحی داخلی متعادل، موجب پاسخ سریع و افت فشار پایین در شرایط کاری متغیر میشود. بدنه از فولاد آلیاژی مقاوم با پوشش ضد زنگ فسفاته ساخته شده و امکان کارکرد مداوم در دمای 20- تا 80+ درجه سانتیگراد را دارد. شیر ZDR 6 DP2-43/150YM بهصورت گسترده در مدارهای تغذیه پمپ، سیستمهای CNC، پرسهای هیدرولیک و تجهیزات کنترل فشار دقیق در صنایع فولاد، تزریق پلاستیک و ماشینابزار استفاده میشود.
- نوع شیر: کاهنده فشار مستقیم (Direct Operated Pressure Reducing Valve)
- حداکثر فشار خروجی: 150 بار با دقت تنظیم ±2%
- فشار ورودی مجاز: تا 210 بار
- دبی نامی: 25 لیتر بر دقیقه در فشار نامی
- سایز نصب: NG6 مطابق استاندارد ISO 4401 / DIN 24340
- دمای کاری: بین -20 تا +80 درجه سانتیگراد
- جنس بدنه: فولاد آلیاژی با پوشش فسفاته ضد خوردگی
- کاربرد صنعتی: مدارهای کنترل فشار در سیستمهای CNC، خطوط تولید دقیق و پرسهای هیدرولیک
- مزیت کلیدی: عملکرد پایدار در نوسانات فشار و پاسخ سریع در تغییر بار سیستم
مزایای استفاده از شیر کاهنده فشار هیدرولیک rexroth zdr 6 dp1-43/150ym
شیر کاهنده فشار هیدرولیک Rexroth ZDR 6 DP1-43/150YM پدیده هیدرولیک پنوماتیک یکی از دقیقترین و پایدارترین کنترلکنندههای فشار در مدارهای هیدرولیکی صنعتی است. این شیر با طراحی سهراهه و قابلیت تنظیم فشار تا 150 بار، امکان حفظ فشار ثابت در خروجی حتی در شرایط تغییر دبی را فراهم میکند. استفاده از فنر و سوپاپ با تلرانس کمتر از 3 میکرون موجب عملکرد نرم، واکنش سریع و حداقل نوسان فشار میشود. بدنه از فولاد آلیاژی نیتروکربوره شده، مقاومت بالا در برابر خوردگی و سایش را تضمین میکند. شیر ZDR 6 DP1-43/150YM برای سیستمهای دقیق کنترل نیرو، پرسهای هیدرولیک، ماشینآلات CNC و خطوط اتوماتیک مناسب است و با کاهش نوسانات فشار تا 10 درصد، بازده کلی سیستم را بهبود میبخشد.
- کنترل دقیق فشار: حفظ فشار خروجی پایدار تا 150 بار با نوسان کمتر از ±2%
- واکنش سریع: زمان پاسخ کمتر از 50 میلیثانیه در تغییرات فشار ناگهانی
- طول عمر بالا: بدنه فولادی نیتروکربوره با مقاومت سایش بیش از 10^6 سیکل کاری
- راندمان هیدرولیکی بالا: کاهش افت فشار داخلی تا 0.5 بار در حداکثر جریان
- ابعاد نصب استاندارد: مطابق DIN 24340 و ISO 4401 برای سهولت در تعویض و سرویس
- کاهش مصرف انرژی: جلوگیری از اتلاف انرژی در مدارهای فشار بالا تا 12%
- سازگاری با انواع روغن: قابل استفاده با سیالات معدنی ISO VG 32 تا 68
- کاربرد صنعتی: سیستمهای پرس، ماشینآلات تزریق پلاستیک، تجهیزات CNC و خطوط اتوماسیون
- پایداری عملکرد: طراحی سهراهه با سوپاپ حساس برای کاهش لرزش و نویز در مدار
کاربردهای صنعتی قفل کن هیدرولیکی Rexroth z2s 6a
قفلکن هیدرولیکی Rexroth Z2S 6A پدیده هیدرولیک پنوماتیک یکی از پرکاربردترین شیرهای یکطرفه کنترلشونده در مدارهای هیدرولیک صنعتی است. این شیر با طراحی ماژولار و ساختار دوطرفه، وظیفه قفل جریان در مدار را برای حفظ موقعیت سیلندر یا عملگر در حالت توقف ایفا میکند. فشار کاری آن تا 350 بار و دبی عبوری تا 60 لیتر بر دقیقه است که برای مدارهای فشار بالا مناسب میباشد. استفاده از سوپاپ دقیق با تلرانس کمتر از 4 میکرون، عملکرد بدون نشتی و واکنش سریع را تضمین میکند. این قفلکن در سیستمهای بالابر هیدرولیک، جرثقیلها، ماشینآلات تزریق پلاستیک، سیستمهای هیدرولیک استیجینگ و مدارهای قفل بار ایمن استفاده میشود. نصب مطابق استاندارد ISO 4401 باعث سهولت در مونتاژ، تعمیر و تعویض قطعه در خطوط صنعتی میشود.
- سیستمهای بالابر هیدرولیک: جلوگیری از سقوط بار در زمان قطع جریان یا توقف پمپ
- پرسها و جکهای هیدرولیکی: حفظ موقعیت پیستون در زمان توقف فرمان کنترل
- ماشینآلات تزریق پلاستیک: ثابت نگه داشتن موقعیت قالب در مرحله تزریق و خنکسازی
- سیستمهای استیجینگ و بالابر صنعتی: قفل بار برای ایمنی هنگام توقف حرکت
- جرثقیلهای هیدرولیک و بازوهای مکانیکی: جلوگیری از نشت و افت ارتفاع در مدارهای عمودی
- مدارهای هیدرولیک سیلندر دوطرفه: کنترل دقیق جریان برگشتی و حفظ فشار در دو جهت
- تجهیزات حمل و جابجایی مواد: حفظ بار در موقعیت بالا با جلوگیری از برگشت روغن
- سیستمهای ایمنی صنعتی: تضمین عملکرد قفل ایمن در مدارهای اضطراری با فشار بالا
- کاربرد در مدارهای حساس: جلوگیری از لرزش و افت فشار در سیستمهای کنترل دقیق
راهنمای نگهداری و افزایش عمر شیر قفل کن هیدرولیک bosch rexroth z2s
برای افزایش عمر و پایداری عملکرد شیر قفل کن هیدرولیک Bosch Rexroth Z2S، رعایت اصول نگهداری و شرایط کاری استاندارد ضروری است. این شیر که برای کنترل جریان برگشتی و جلوگیری از افت فشار در مدارهای هیدرولیک طراحی شده، باید در محدوده فشار کاری 315 بار و دمای روغن 20 تا 80 درجه سانتیگراد عمل کند. استفاده از روغن هیدرولیک استاندارد ISO VG 46 و فیلتراسیون مطابق ISO 4406 سطح 18/16/13، مانع از گرفتگی سوپاپ و سایش زودرس میشود. بررسی دورهای عملکرد فنرها، سیلها و سیتها هر 1000 ساعت کاری و تمیز نگه داشتن مسیرهای ورودی و خروجی، باعث افزایش طول عمر تا بیش از 25 درصد میشود. نصب صحیح روی بلوک هیدرولیکی با گشتاور پیچ استاندارد نیز از نشتی و افت فشار ناگهانی جلوگیری میکند.
- فشار کاری مجاز: حداکثر 315 بار برای عملکرد پایدار و بدون نشتی
- دمای کاری روغن: 20 تا 80 درجه سانتیگراد
- نوع روغن توصیهشده: ISO VG 46 با فیلتر استاندارد ISO 4406 سطح 18/16/13
- بازرسی دورهای: هر 1000 ساعت کاری جهت کنترل فنرها، سیلها و سیتها
- نصب و مونتاژ: استفاده از گشتاور پیچ 25 تا 30 نیوتنمتر برای اتصال به بلوک هیدرولیکی
- پاکسازی مسیرها: جلوگیری از ورود ذرات فلزی و آلودگی به مجاری روغن
- تعویض سیلها: هر 2000 ساعت کاری یا در صورت نشتی جزئی
- کنترل فشار برگشتی: بررسی افت فشار در دو جهت جریان جهت اطمینان از عملکرد صحیح
- افزایش طول عمر: نگهداری اصولی و فیلتر روغن مناسب موجب افزایش عمر تا 25 درصد
نکات مهم در خرید و استفاده از شیر قفل کن هیدرولیک rexroth z2s 6-1-64
شیر قفل کن هیدرولیک Rexroth Z2S 6-1-64 پدیده هیدرولیک پنوماتیک برای کنترل برگشت جریان و قفل کردن فشار در مدارهای هیدرولیکی طراحی شده است. این شیر دارای طراحی صفحهای (plate type) و دوطرفه با قابلیت تحمل فشار کاری تا 350 بار میباشد. انتخاب صحیح این شیر بر اساس دبی مدار، نوع سیال و دمای کاری، از نوسانات فشار و افت جریان جلوگیری میکند. استفاده از فیلتر روغن با دقت 25 میکرون و نصب صحیح بین پمپ و عملگر موجب افزایش عمر سیستم میشود. جنس بدنه از فولاد آلیاژی با آبکاری ضد خوردگی است که مقاومت بالا در برابر فشار و سایش را تضمین میکند. رعایت دستورالعمل گشتاور بستن پیچها و اطمینان از هممحوری دقیق، از نشتی و افت کارایی جلوگیری مینماید.
- نوع شیر: شیر قفل کن دوطرفه صفحهای (Pilot Operated Check Valve)
- فشار کاری مداوم: تا 350 بار
- دبی نامی: 60 لیتر بر دقیقه
- اندازه اتصال: مطابق استاندارد NG6 یا CETOP 3
- سیال کاری: روغن هیدرولیک ISO VG 32 تا 68 با فیلتر 25 میکرون
- دمای کاری مجاز: از -20 تا +80 درجه سانتیگراد
- جنس بدنه: فولاد آلیاژی با آبکاری فسفاته ضد زنگ و خوردگی
- نکات نصب: نصب بین پمپ و سیلندر با رعایت جهت جریان و گشتاور استاندارد پیچها
- کاربرد صنعتی: سیستمهای قفل ایمنی، بالابرهای هیدرولیک، جکهای نگهدارنده و ماشینآلات ساختمانی
- نکته مهندسی خرید: انتخاب مدل متناسب با فشار کاری، دبی و نوع مدار برای جلوگیری از کاویتاسیون و نوسان فشار
راهنمای نگهداری و افزایش عمر سوپاپ پیلوت دار rexroth z2s 6-1-64 / v
سوپاپ پیلوتدار Rexroth Z2S 6-1-64/V پدیده هیدرولیک پنوماتیک یکی از پرکاربردترین شیرهای کنترل جریان بازگشتی در سیستمهای هیدرولیک فشار بالا است. طراحی دقیق این سوپاپ با دقت ماشینکاری کمتر از 3 میکرون، عملکرد بدون نشتی و پاسخ سریع به تغییر فشار را تضمین میکند. برای افزایش عمر کاری، باید دمای روغن بین 30 تا 60 درجه سانتیگراد و کلاس تمیزی آن طبق استاندارد ISO 4406 سطح 18/15/12 حفظ شود. نصب افقی با تراز دقیق، جلوگیری از ارتعاشات مکانیکی و اطمینان از گشتاور مناسب پیچها، از عوامل کلیدی پایداری عملکرد است. سرویس دورهای هر 1000 ساعت کاری و شستوشوی داخلی مدار با فیلتر 10 میکرون، موجب افزایش عمر مفید سوپاپ تا بیش از 25 درصد میشود. استفاده از روغنهای هیدرولیک با افزودنی ضد اکسیداسیون و تعویض منظم اورینگها نیز نقش مهمی در دوام و عملکرد پایدار دارد.
- محدوده دمای روغن کاری: 30 تا 60 درجه سانتیگراد برای جلوگیری از سایش زودرس
- فشار کاری مجاز: تا 350 بار با نوسان کمتر از ±5%
- تمیزی روغن هیدرولیک: سطح ISO 4406: 18/15/12 یا بهتر برای جلوگیری از انسداد پیلوت
- دوره سرویس توصیهشده: هر 1000 ساعت کاری یا هر 6 ماه یکبار
- نوع روغن پیشنهادی: ISO VG 46 با افزودنی ضد اکسیداسیون و ضد خوردگی
- فیلتراسیون سیستم: فیلتر 10 میکرون برای جلوگیری از آسیب به نشیمنگاه سوپاپ
- روش نصب: افقی با گشتاور یکنواخت و جلوگیری از تنش مکانیکی در بدنه
- بازرسی دورهای: بررسی عملکرد پیلوت، فشار برگشتی و نشتی داخلی هر 500 ساعت
- تمهیدات طول عمر: تعویض اورینگها پس از هر دو دوره سرویس و جلوگیری از ورود هوا به مدار
- افزایش عمر مفید: رعایت نکات فوق موجب افزایش طول عمر تا 25 تا 30 درصد میشود
مقایسه فاکتورهای کیفی و عملکرد قفل کن هیدرولیک rexroth z2s rk6-1-1x / v با مدل های مشابه
قفلکن هیدرولیک Rexroth Z2S RK6-1-1X/V یک شیر یکطرفه کنترلشده با دقت بالا است که در مدارهای هیدرولیکی برای جلوگیری از برگشت جریان و حفظ موقعیت بار استفاده میشود. این مدل با فشار کاری مداوم تا 315 بار و ظرفیت جریان 40 لیتر بر دقیقه، عملکردی پایدار و سریع ارائه میدهد. طراحی داخلی با تلرانس کمتر از 3 میکرون و سطح آببندی دقیق موجب کاهش نشتی داخلی و افزایش راندمان سیستم میشود. در مقایسه با مدلهای مشابه، سری Z2S دارای افت فشار کمتر، دوام کاری بیشتر و حساسیت پایینتر نسبت به آلودگی روغن است. این ویژگیها قفلکن Rexroth را برای مدارهای صنعتی، سیستمهای پرس و بالابر هیدرولیکی به گزینهای مهندسی و قابل اعتماد تبدیل میکند.
| ویژگی فنی | Rexroth Z2S RK6-1-1X/V | Vickers DGMPC Series | Hawe RH Series |
|---|---|---|---|
| فشار کاری مداوم (بار) | 315 | 300 | 320 |
| ظرفیت جریان (لیتر/دقیقه) | 40 | 35 | 38 |
| افت فشار متوسط (بار) | کمتر از 1.5 | حدود 2 | 1.8 |
| تلرانس ماشینکاری (میکرون) | کمتر از 3 | 4 | 3.5 |
| بازده آببندی داخلی (%) | 98.5 | 96 | 97 |
| دمای کاری مجاز (°C) | -20 تا +80 | -20 تا +70 | -25 تا +80 |
| میزان حساسیت به آلودگی روغن | کم | متوسط | کم |
| کاربردهای صنعتی | پرس هیدرولیک، بالابر، سیستمهای قفل موقعیت | مدارهای کنترل فشار متوسط | سیستمهای قفل بار و کنترل موقعیت دقیق |
| طول عمر متوسط (ساعت) | 15000 | 12000 | 13000 |
شیر کاهنده فشار هیدرولیک rexroth zdrk 6 vp5 : عملکرد، مزایا و نکات فنی
شیر کاهنده فشار هیدرولیک Rexroth ZDRK 6 VP5 یکی از مدلهای دقیق و قابل تنظیم برای کنترل فشار در مدارهای هیدرولیک صنعتی است. این شیر با محدوده فشار قابل تنظیم بین 10 تا 315 بار و دبی عبوری تا 60 لیتر بر دقیقه، امکان کنترل پایدار فشار خروجی را فراهم میکند. طراحی پاپتی با تلرانس کمتر از 4 میکرون موجب کاهش نشت داخلی و پاسخ سریع به تغییرات فشار میشود. عملکرد پایدار در دماهای -20 تا +80 درجه سانتیگراد، قابلیت اطمینان بالا و طول عمر زیاد را تضمین میکند. این شیر در مدارهای کنترلی، سیستمهای پرس، ماشینآلات CNC و تجهیزات تزریق پلاستیک برای حفظ یکنواختی فشار و جلوگیری از شوکهای هیدرولیکی استفاده میشود.
- عملکرد اصلی: کنترل و کاهش فشار خروجی در بخشهای مشخص مدار هیدرولیک بدون ایجاد نوسان یا افت ناگهانی فشار
- محدوده فشار قابل تنظیم: از 10 تا 315 بار با دقت تنظیم ±1%
- دبی عبوری: تا 60 لیتر بر دقیقه در فشار نامی 250 بار
- نوع عملکرد: فنر-پاپتی با مکانیزم پایدار و واکنش سریع
- تلرانس ساخت قطعات: کمتر از 4 میکرون برای نشیمنگاه و پاپت جهت آببندی دقیق
- دمای کاری: بین -20 تا +80 درجه سانتیگراد
- مزایا: پاسخ سریع به نوسانات فشار، طول عمر بالا، قابلیت نصب بلوکی و سرویس آسان
- استاندارد کیفیت: مطابق ISO 4401 و DIN 24340 برای اطمینان از سازگاری با سایر شیرها و بلوکها
- کاربرد صنعتی: سیستمهای پرس، ماشینهای تزریق، مدارهای کنترل فشار و خطوط تولید خودکار
- نکته فنی مهم: استفاده از فیلتر روغن 10 میکرون طبق ISO 4406 برای جلوگیری از سایش و انسداد داخلی
مشخصات فنی ردیوسینگ ولو rexroth zdr 6 da2
شیر کاهنده فشار یا ردیوسینگ ولو Rexroth ZDR 6 DA2 یکی از پرکاربردترین شیرهای کنترل فشار در سیستمهای هیدرولیک صنعتی است. این شیر با ساختار فنر–پاپتی و طراحی دقیق داخلی، امکان تنظیم و تثبیت فشار ثانویه بین 10 تا 210 بار را فراهم میکند. ظرفیت دبی عبوری آن تا 40 لیتر بر دقیقه بوده و در مدارهای کنترل فشار، سیستمهای فرمان، ماشینآلات تزریق پلاستیک و تجهیزات پرس بهطور گسترده استفاده میشود. بدنه فولادی با آبکاری ضدخوردگی و تلرانس ماشینکاری کمتر از 4 میکرون باعث عملکرد بدون نشتی و افزایش طول عمر قطعات میشود. شیر ZDR 6 DA2 با استانداردهای ISO 4401 و DIN 24340 سازگار بوده و قابلیت نصب روی صفحات مدولار و بلوکهای هیدرولیکی را دارد.
- نوع شیر: کاهنده فشار مستقیم (Direct Acting Pressure Reducing Valve)
- محدوده فشار قابل تنظیم: 10 تا 210 بار با دقت ±1%
- دبی نامی: تا 40 لیتر بر دقیقه در فشار نامی 200 بار
- نوع عملکرد: پاپتی فنردار با کنترل تدریجی فشار خروجی
- دمای کاری مجاز: بین -20 تا +80 درجه سانتیگراد
- تلرانس ساخت: کمتر از 4 میکرون برای نشیمنگاه و مجرای پاپت
- جنس بدنه: فولاد آلیاژی با پوشش ضدسایش و آبکاری نیکل
- استاندارد نصب: مطابق ISO 4401 و DIN 24340 (اندازه NG6 / CETOP 3)
- کاربردها: مدارهای کنترلی، ماشینآلات CNC، سیستمهای تزریق، و کنترل فشار ثانویه در خطوط تولید
- مزایا: عملکرد پایدار، تنظیم دقیق، طول عمر بالا، و قابلیت نصب آسان در بلوکهای هیدرولیکی
- نکته فنی مهم: برای عملکرد بهینه از فیلتر روغن با مش 10 میکرون طبق ISO 4406 استفاده شود
کاربردهای صنعتی پرشر ردیوسینگ ولو rexroth zdr 6
پرشر ردیوسینگ ولو Rexroth ZDR 6 یک شیر کاهش فشار دقیق از نوع پیلوتدار است که برای کنترل فشار خروجی در زیرمدارهای هیدرولیکی با دقت بالا استفاده میشود. این ولو با ظرفیت جریان تا 40 لیتر بر دقیقه و محدوده فشار قابل تنظیم بین 10 تا 315 بار طراحی شده است. طراحی داخلی با ساختار سهمرحلهای باعث پایداری فشار، کاهش نوسانات و جلوگیری از شوک هیدرولیکی در مدار میشود. بدنه از فولاد آلیاژی آبکاریشده و اسپول سنگزنیشده با تلرانس کمتر از 3 میکرون ساخته میشود تا عملکردی روان و بدون نشتی تضمین گردد. پرشر ردیوسینگ ولو ZDR 6 در ماشین ابزار، خطوط تزریق پلاستیک، سیستمهای پرس و مدارهای کنترل تغذیه دقیق کاربرد دارد و نقش حیاتی در حفظ ایمنی و بازده سیستم ایفا میکند.
- نوع شیر: پرشر ردیوسینگ ولو پیلوتدار مدل ZDR 6
- ظرفیت جریان: تا 40 لیتر بر دقیقه
- محدوده فشار تنظیمی: 10 تا 315 بار بسته به نوع اسپول
- دقت کنترل فشار: ±2 درصد از مقدار تنظیمشده
- ساختار داخلی: سهمرحلهای جهت تثبیت فشار خروجی و کاهش نوسان
- جنس بدنه: فولاد آلیاژی سختکاریشده با پوشش فسفات منگنز
- کاربرد در ماشینآلات: ماشین ابزار CNC، سیستمهای تزریق پلاستیک، پرس هیدرولیک و کنترل تغذیه سیلندر
- کاربرد در مدارها: زیرمدارهای کنترل فشار ثابت و سیستمهای چندمنظوره با فشار متغیر
- نصب: بهصورت کارتریجی یا روی پلیت منیفولد (Subplate Mounting)
- استاندارد اتصال: NG6 / CETOP 03 مطابق ISO 4401
راهنمای نگهداری و افزایش عمر قفل کن جک هیدرولیک rexroth z2s 6-1-60
قفلکن جک هیدرولیک Rexroth Z2S 6-1-60 یکی از اجزای کلیدی در کنترل فشار و جلوگیری از برگشت جریان در مدارهای هیدرولیکی است. این شیر دارای ساختار صفحهای (plate type) با قابلیت تحمل فشار تا 315 بار و دمای کاری از -20 تا +80 درجه سانتیگراد میباشد. نگهداری صحیح این قطعه نقش مهمی در حفظ پایداری مدار و جلوگیری از نشتی داخلی دارد. برای افزایش عمر کاری، باید سطح تمیزی روغن طبق استاندارد ISO 4406 سطح 18/16/13 حفظ شود و فیلترها در دورههای منظم تعویض گردند. نصب شیر بهصورت کاملاً افقی و گشتاور بستن پیچها طبق مشخصات Rexroth، مانع از تغییر شکل بدنه و افت آببندی میشود. همچنین بررسی افت فشار بین پورتهای A و B در هر 1000 ساعت کارکرد، معیار دقیقی برای تشخیص سلامت قفلکن است.
- فشار کاری نامی: تا 315 بار برای سیال هیدرولیک استاندارد ISO VG 46
- دمای مجاز کاری: بین -20 تا +80 درجه سانتیگراد
- نوع عملکرد: شیر یکطرفه کنترل جریان با عملکرد قفل فشار برگشتی
- دوره بازرسی: هر 1000 ساعت کارکرد برای بررسی نشتی و افت فشار
- استاندارد تمیزی روغن: ISO 4406 سطح تمیزی 18/16/13
- گشتاور بستن پیچها: بین 8 تا 10 نیوتنمتر طبق دستورالعمل Rexroth
- تعویض فیلتر روغن: هر 500 ساعت برای جلوگیری از انسداد مسیر داخلی
- روش نصب: بهصورت افقی با پایه تخت و واشر آببندی استاندارد NBR
- شاخص سلامت: اختلاف فشار بین پورت A و B کمتر از 2 بار در حالت بسته
- راهکار افزایش عمر: استفاده از روغن تصفیهشده، سرویس دورهای، و جلوگیری از شوکهای فشار ناگهانی
تکنولوژی ساخت و استاندارد های کیفی سوپاپ پیلوت دار rexroth z2s 6-2-6x
سوپاپ پیلوت دار Rexroth Z2S 6-2-6X با بهرهگیری از تکنولوژی ساخت دقیق CNC و سنگزنی دوبل سطوح آببندی، برای کنترل جریان برگشتی در مدارهای هیدرولیک با فشار بالا طراحی شده است. این سوپاپ طبق استانداردهای بینالمللی ISO 9001، ISO 4401 و DIN 24340 تولید میشود و دارای تلرانس ساخت کمتر از 3 میکرون در سطوح اسپول و بدنه است. بدنه سوپاپ از فولاد آلیاژی C45E با پوشش فسفات منگنز 10 میکرون ساخته شده که مقاومت بالایی در برابر خوردگی و سایش ایجاد میکند. آزمون فشار تا 315 بار و تست نشتی با دقت 0.1 میلیلیتر در دقیقه در هر واحد، کیفیت عملکرد این محصول را تضمین میکند. طراحی پیلوت داخلی با سوپاپ بالانسشده باعث پایداری جریان و واکنش سریع در تغییرات فشار میشود و برای سیستمهای دقیق صنعتی و ماشین ابزار گزینهای ایدهآل است.
- استانداردهای طراحی: ISO 9001:2015، ISO 4401، DIN 24340
- نوع عملکرد: سوپاپ یکطرفه پیلوتدار برای کنترل جریان برگشتی
- فشار کاری نامی: تا 315 بار (31.5 MPa)
- دقت ماشینکاری: تلرانس کمتر از 3 میکرون در اسپول و بدنه
- مواد ساخت بدنه: فولاد آلیاژی C45E با عملیات حرارتی و فسفات منگنز
- سختی سطحی: 58 تا 62 HRC در نواحی تماس اسپول
- تست نشتی: کمتر از 0.1 میلیلیتر در دقیقه در فشار 315 بار
- دمای کاری مجاز: از -20 تا +80 درجه سانتیگراد
- آزمون دوام: بیش از 1 میلیون سیکل باز و بسته بدون افت عملکرد
- کاربرد صنعتی: مدارهای قفل هیدرولیک، ماشینابزار، سیستمهای تزریق و کنترل فشار دقیق
استانداردهای ساخت و کنترل کیفیت رلیف ولو zdb rexroth
رلیف ولو ZDB Rexroth مطابق با استانداردهای بینالمللی ISO 9001، ISO 4401 و DIN 24340 طراحی و تولید میشود تا عملکرد پایدار، ایمنی هیدرولیکی و کنترل دقیق فشار را تضمین کند. بدنه این شیر از فولاد آلیاژی با عملیات حرارتی نیتراسیون تولید شده و قطعات داخلی آن با دقت ماشینکاری کمتر از 3 میکرون ساخته میشوند. هر شیر قبل از بستهبندی تحت آزمون فشار تا 350 بار، تست نشتی صفر در 25 دقیقه و بررسی پاسخ دینامیکی در محدوده زمانی کمتر از 50 میلیثانیه قرار میگیرد. کنترل آلودگی سیال طبق استاندارد ISO 4406 سطح 18/16/13 و آزمون دوام 1 میلیون سیکل کاری، پایداری عملکرد شیر را در شرایط صنعتی سنگین تضمین میکند. تمامی مراحل مونتاژ در محیط کنترلشده با استاندارد ISO 14644 انجام شده و کیفیت نهایی با تست جریان و تنظیم دقیق اسپول تأیید میشود.
- استاندارد طراحی و کیفیت: ISO 9001:2015 ، ISO 4401 و DIN 24340
- فشار تست نهایی: 350 بار برای ارزیابی مقاومت پوسته و عملکرد سیلها
- نشتی مجاز: کمتر از 0.3 سیسی در دقیقه در فشار نامی
- زمان پاسخ دینامیکی: کمتر از 50 میلیثانیه در تغییر فشار
- تلرانس ماشینکاری: حداکثر 3 میکرون برای اسپول، فنر و پورتهای داخلی
- کنترل آلودگی روغن: طبق ISO 4406 سطح تمیزی 18/16/13
- مواد بدنه: فولاد آلیاژی CK45 با عملیات حرارتی نیتراسیون سطحی
- آزمون دوام: بیش از 1,000,000 سیکل کاری بدون افت فشار یا نشتی
- محیط مونتاژ: اتاق تمیز با استاندارد ISO 14644 کلاس 7
- کنترل نهایی کیفیت: تست جریان، فشار بازشدن و کالیبراسیون فنر در خط تولید
کاربردهای شیر کاهنده فشار در ماشینآلات صنعتی و پنوماتیک
شیر کاهنده فشار یکی از اجزای کلیدی در سیستمهای هیدرولیک و پنوماتیک است که برای تثبیت فشار در خروجی مدار و جلوگیری از افزایش ناگهانی فشار طراحی شده است. این شیر با کنترل خودکار جریان و فشار، پایداری عملکرد در محدوده 0.5 تا 25 مگاپاسکال را تضمین میکند. در ماشینآلات صنعتی، از شیر کاهنده فشار برای حفاظت عملگرها، کنترل سرعت سیلندرها و افزایش طول عمر قطعات استفاده میشود. در سیستمهای پنوماتیک نیز، این شیر نقش حیاتی در تنظیم فشار هوای فشرده برای ابزار دقیق، ماشینآلات بستهبندی، خطوط مونتاژ و رباتهای صنعتی دارد. انتخاب صحیح شیر با توجه به دبی، نوع سیال و فشار کاری موجب بهینهسازی مصرف انرژی و کاهش استهلاک تجهیزات میشود.
- کنترل فشار خروجی: تثبیت فشار بین 0.5 تا 25 MPa برای جلوگیری از نوسان در مدار
- کاربرد در سیستمهای هیدرولیک: حفاظت از پمپ، سیلندر و شیرهای کنترل در برابر فشار بیشازحد
- کاربرد در ماشینآلات صنعتی: خطوط تولید، دستگاه تزریق پلاستیک، پرسهای هیدرولیک و ماشین ابزار
- کاربرد در سیستمهای پنوماتیک: کنترل فشار هوای فشرده در ابزار دقیق و تجهیزات اتوماسیون
- بهبود راندمان انرژی: کاهش مصرف توان پمپ و کمپرسور تا 12 درصد در بار جزئی
- حفظ ایمنی سیستم: جلوگیری از آسیب ناشی از افزایش فشار ناگهانی یا نوسانات بار
- دقت عملکرد: کنترل فشار با تلرانس ±0.1 MPa در محدوده کاری
- جنس بدنه: فولاد آلیاژی یا برنج با آبکاری نیکل برای مقاومت در برابر خوردگی
- عمر کاری: بیش از 1,000,000 سیکل با نگهداری مناسب
- کاربرد خاص: سیستمهای بستهبندی، رباتهای صنعتی، ماشینآلات CNC و تجهیزات انتقال مواد
معرفی تخصصی شیر کاهنده فشار zdr 6 rexroth و کاربردهای صنعتی
شیر کاهنده فشار ZDR 6 Rexroth یک شیر کنترل فشار مستقیمکار با دقت بالا و پاسخ سریع است که برای تنظیم فشار ثانویه در مدارهای هیدرولیک استفاده میشود. این شیر با طراحی صفحهای (Subplate Mounting) و سایز نامی 6 میلیمتر، قادر است فشار خروجی را تا محدوده 210 بار با پایداری ±1 بار کنترل کند. ساختار داخلی آن شامل پیستون بالانسشده، فنر تنظیم فشار و سیستم کنترل روغن پایدار است که باعث کاهش نوسان فشار در سیستم میشود. بدنه از فولاد آلیاژی با آبکاری فسفات منگنز ساخته شده و برای نصب در بلوکهای هیدرولیک استاندارد ISO 5781 مناسب است. شیر ZDR 6 بهدلیل پایداری عملکرد، عمر طولانی و دقت بالا در تنظیم فشار، در صنایع ماشینابزار، تزریق پلاستیک، پرسهای هیدرولیک و سیستمهای تست فشار بهصورت گسترده مورد استفاده قرار میگیرد.
- نوع شیر: کاهنده فشار مستقیمکار (Direct Operated Pressure Reducing Valve)
- سایز نامی (NG): 6 میلیمتر مطابق استاندارد ISO 5781
- دامنه فشار خروجی: 5 تا 210 بار قابل تنظیم در سه محدوده کاری
- حداکثر فشار ورودی: تا 315 بار
- نرخ جریان عبوری: حداکثر 25 لیتر بر دقیقه در Δp=10 بار
- دقت کنترل فشار: ±1 بار در فشارهای ثابت
- دمای کاری روغن: بین -20 تا +80 درجه سانتیگراد
- نوع نصب: Subplate Mounting مطابق پورتهای CETOP 3 / NG6
- جنس بدنه: فولاد آلیاژی سختکاری شده با پوشش فسفات منگنز
- کاربردهای صنعتی: ماشین ابزار، پرس هیدرولیک، سیستم تزریق پلاستیک، تجهیزات تست فشار و خطوط اتوماسیون
استانداردهای ساخت و کنترل کیفیت شیر کاهنده فشار هیدرولیک rexroth pressure reducing valve zdr 6
شیر کاهنده فشار هیدرولیک Rexroth ZDR 6 بر اساس استانداردهای بینالمللی ISO 9001، ISO 10770 و DIN 24340 طراحی و تولید میشود تا دقت و پایداری فشار خروجی را تضمین کند. تمامی مراحل تولید شامل ماشینکاری CNC با تلرانس کمتر از 3 میکرون، کنترل ابعادی با CMM و عملیات حرارتی دقیق بر روی سوپاپ و بدنه است. این شیرها پیش از مونتاژ تحت آزمون فشار تا 315 بار و تست عملکرد در دمای کاری -20 تا +80 درجه سانتیگراد قرار میگیرند. فرایند کنترل کیفیت چندمرحلهای شامل تست نشتی هیدرولیکی، اندازهگیری نرخ پاسخ دینامیکی و بررسی افت فشار در محدوده کمتر از 0.5 بار است. رعایت این استانداردها موجب میشود شیر ZDR 6 در سیستمهای کنترل فشار دقیق، ماشین ابزارها و تجهیزات صنعتی سنگین عملکردی پایدار، دقیق و با طول عمر بالا ارائه دهد.
- استانداردهای طراحی: ISO 9001:2015 ، ISO 10770-1 و DIN 24340
- فشار تست نهایی: 315 بار برای ارزیابی استحکام بدنه و عملکرد سوپاپ
- تلرانس ماشینکاری: کمتر از 3 میکرون در سطوح آببندی و پیستون داخلی
- نرخ پاسخ دینامیکی: کمتر از 25 میلیثانیه در تغییر فشار ورودی تا 250 بار
- آزمون نشتی: حداکثر نشتی مجاز 0.3 سیسی در دقیقه در فشار نامی
- کنترل مواد اولیه: فولاد آلیاژی AISI 4140 با عملیات حرارتی نیتراسیون و سنگزنی دقیق
- دمای کاری استاندارد: از -20 تا +80 درجه سانتیگراد با روغن ISO VG 46
- روش کنترل کیفیت: آزمونهای SPC و CPK ≥ 1.33 برای تضمین پایداری تولید
- کاربردهای صنعتی: مدارهای کنترل فشار، سیستم فرمان هیدرولیک و ماشین ابزارهای دقیق
بررسی تخصصی شیر کاهنده فشار rexroth pressure reducing valve zdr و نکات انتخاب مهندسی
شیر کاهنده فشار Rexroth ZDR یک شیر کنترلی برای حفظ فشار خط ثابت در خروجی است و معمولاً به صورت مستقیم یا پیلوته ارائه میشود. بازه تنظیم فشاری و پاسخ دینامیکی شیر باید بر اساس محدوده عملکرد سیستم و نرخ تغییر بار مشخص گردد. مهمترین شاخصها شامل دقت تنظیم (±%)، جریان مجاز (L/min)، حداقل فشار خروجی و نشتی داخلی هستند. طراحی داخلی شیر باید میرایی نوسان و پایداری حلقه هیدرولیک را تضمین کند. جنس بدنه و آببندی باید با سیال و دمای کاری سازگار باشد تا خوردگی و سایش کنترل شود. کنترل هیدرولیکی مناسب و فیلتراسیون بر اساس ISO 4406 از اختلال عملکرد جلوگیری میکند. انتخاب نهایی باید با تست عملکرد در شرایط دمویی و بررسی نمودار Q-p انجام شود.
- بازه فشار تنظیم: انتخاب بر اساس فشار خط ورودی و فشار هدف خروجی؛ رعایت حد ایمنی 10–20٪ بالاتر از فشار عملیاتی.
- حداکثر جریان (Qmax): انتخاب شیر که Qmax آن ≥ جریان کاری پیک سیستم باشد؛ توصیه: ضریب ایمنی 1.2.
- دقت و تکرارپذیری: دقت تنظیم را بر اساس ±0.5 تا ±3 درصد فشار هدف تعیین کنید؛ صنایع دقیق نیاز به دقت ≤±1٪ دارند.
- نشتی داخلی: نشتی داخلی ≤1–5% از جریان نامی برای کاربری های حساس مطلوب است؛ مقدار واقعی را در دیتاشیت بررسی کنید.
- پاسخ دینامیکی: زمان پاسخ یا فرکانس نوسان مجاز را تعیین کنید؛ برای سیستم های کنترلی سریع، پاسخ ≤50 میلیثانیه لازم است.
- ثبات حلقه هیدرولیک: بررسی ضریب میرایی و جلوگیری از نوسان با افزودن دمپر یا تغییرات جریانی.
- مواد و دما: بدنه از فولاد یا آلیاژهای مقاوم انتخاب شود؛ رینگها و واشرها از NBR، FKM یا PTFE بر اساس دما و سیال.
- فیلتراسیون و آلودگی: رعایت ISO 4406 حداقل 19/17/14 یا بهتر؛ آلودگی بالا سبب چسبندگی و خرابی شیر میشود.
- نصب و جهت جریان: بررسی نقشه هیدرولیکی و جهتگذاری صحیح؛ نصب معکوس باعث عملکرد نامناسب و نشت میشود.
- محاسبه افت فشار: افت فشار Δp≈(Q/Kv)^2 — هنگام انتخاب Kv یا Cv مطمئن شوید Δp در محدوده مجاز قرار دارد.
- قابلیت سرویس و قطعات یدکی: دسترسی آسان به کارتریج و اورینگها؛ موجود بودن قطعات یدکی در بازار داخلی بررسی شود.
- آزمون و تایید عملکرد: درخواست نمودار Q-p، منحنی نشتی و تست چرخه عمر از سازنده قبل از خرید.
مزایا و معایب خرید رلیف ولو rexroth zdb 6 vp2-42 / 315v
رلیف ولو Rexroth ZDB 6 VP2-42/315V یک شیر کنترل فشار دقیق از نوع ساندویچی با قابلیت اطمینان بالا و پاسخ سریع به تغییرات فشار است. این شیر با حداکثر فشار تنظیمی 315 بار و ظرفیت عبور جریان تا 60 لیتر بر دقیقه، در مدارهای هیدرولیکی صنعتی و سیستمهای قدرت سیال سنگین بهکار میرود. طراحی ماژولار و ابعاد فشرده آن نصب آسان روی بلوکهای هیدرولیکی را ممکن میسازد. از مزایای این مدل میتوان به پایداری فشار، دقت کنترل بالا و طول عمر زیاد اشاره کرد. در مقابل، حساسیت به آلودگی روغن، نیاز به تنظیم دقیق و هزینه بالاتر نسبت به ولوهای سادهتر از معایب آن محسوب میشود. این شیر معمولاً در ماشینآلات تزریق پلاستیک، پرسهای هیدرولیک و تجهیزات اتوماسیون صنعتی استفاده میشود.
- حداکثر فشار کاری: 315 بار طبق استاندارد ISO 10770
- ظرفیت عبور جریان: تا 60 لیتر بر دقیقه
- نوع عملکرد: رلیف ولو مستقیم و قابل تنظیم
- دقت کنترل فشار ±1.5 درصد
- طراحی ساندویچی مناسب برای سیستمهای مدولار
- پاسخ سریع کمتر از 20 میلیثانیه
- دوام بالا با بیش از 1 میلیون سیکل کاری
- قابلیت کارکرد در دمای -20 تا +80 درجه سانتیگراد
- حساس به آلودگی و ذرات معلق در روغن
- نیاز به فیلتراسیون دقیق با سطح تمیزی ISO 4406: 17/15/12
- قیمت بالاتر نسبت به ولوهای دستی یا فنری ساده
- نیاز به تنظیم دقیق در فشارهای متغیر سیستم
مقایسه مهندسی شیر فشار شکن rexroth zdb 6 با سایر مدل های مشابه
شیر فشار شکن Rexroth ZDB 6 در مقایسه با مدلهای مشابه مانند Yuken BT-06 و Vickers DBD6 از نظر دقت کنترل، سرعت پاسخ و دوام کاری برتری محسوسی دارد. این شیر با ظرفیت جریان 60 لیتر بر دقیقه و فشار تنظیمی تا 315 بار، عملکرد پایداری در مدارهای هیدرولیک صنعتی ارائه میدهد. طراحی ساندویچی آن باعث سهولت نصب در بلوکهای کنترل مدولار و کاهش افت فشار تا حدود 0.8 بار میشود. در مقایسه با مدلهای همرده، شیر ZDB 6 دارای تلرانس تنظیم فشار کمتر از ±1.5 درصد و طول عمر کاری بالای 1 میلیون سیکل است. همچنین در سیستمهایی که نیاز به پاسخ سریعتر دارند، زمان واکنش آن کمتر از 20 میلیثانیه اندازهگیری شده است. این ویژگیها آن را به گزینهای مناسب برای خطوط تولید خودکار و سیستمهای ایمنی هیدرولیک تبدیل کرده است.
| مشخصه فنی | Rexroth ZDB 6 | Yuken BT-06 | Vickers DBD6 |
|---|---|---|---|
| حداکثر فشار تنظیمی (بار) | 315 | 250 | 280 |
| ظرفیت عبور جریان (لیتر بر دقیقه) | 60 | 50 | 55 |
| دقت کنترل فشار (درصد) | ±1.5 | ±2.0 | ±1.8 |
| افت فشار داخلی (بار) | 0.8 | 1.1 | 1.0 |
| زمان پاسخ (میلیثانیه) | 20 | 28 | 25 |
| طول عمر کاری (سیکل) | 1,000,000+ | 800,000 | 900,000 |
| نوع نصب | ساندویچی (Subplate) | بلوک مدولار | بلوک مدولار |
| محدوده دمای کاری (°C) | -20 تا +80 | -10 تا +70 | -20 تا +75 |
مقایسه مهندسی شیر فشار شکن هیدرولیکی rexroth zdb 6 vp2 با سایر مدل های مشابه
شیر فشار شکن هیدرولیکی Rexroth ZDB 6 VP2 با طراحی کارتریج پیستونی و قابلیت تنظیم دقیق فشار، در صنایع سنگین و سیستمهای هیدرولیک فشار بالا عملکرد قابل اعتماد ارائه میدهد. این مدل قادر است فشار ورودی تا 350 بار را کنترل کرده و دبی عبوری تا 60 لیتر بر دقیقه را پایدار نگه دارد. نسبت به مدلهای مشابه مانند ZDB 10 و ZDB 4، ZDB 6 VP2 دارای زمان پاسخ کوتاهتر و تلفات فشار کمتر است. طراحی بدنه با آلیاژ آلومینیوم و سطح آبکاری سخت باعث کاهش خوردگی و افزایش طول عمر میشود. قابلیت تنظیم دقیق فشار و نصب آسان موجب شده این شیر در سیستمهای هیدرولیک ماشین ابزار، پرسهای سنگین و خطوط تولید خودکار انتخابی بهینه باشد.
| ویژگی فنی | ZDB 6 VP2 | ZDB 4 | ZDB 10 |
|---|---|---|---|
| حداکثر فشار کاری | 350 بار | 250 بار | 400 بار |
| حداکثر دبی عبوری | 60 لیتر بر دقیقه | 40 لیتر بر دقیقه | 80 لیتر بر دقیقه |
| زمان پاسخ | 5 میلیثانیه | 7 میلیثانیه | 6 میلیثانیه |
| تلفات فشار | کم | متوسط | متوسط |
| جنس بدنه | آلومینیوم با آبکاری سخت | چدن | آلومینیوم |
| کاربرد اصلی | ماشین ابزار، پرسهای سنگین، خطوط تولید خودکار | سیستمهای هیدرولیک سبک | ماشینآلات صنعتی سنگین |
راهنمای خرید و قیمت شیر تنظیم فشار هیدرولیک bosch rexroth zdb
شیر تنظیم فشار هیدرولیک Bosch Rexroth ZDB برای کنترل دقیق فشار در سیستمهای صنعتی طراحی شده و قابلیت تحمل فشار کاری تا 350 بار را دارد. انتخاب مدل مناسب بستگی به دبی عبوری، نوع روغن هیدرولیک و دمای کاری سیستم دارد. مدلهای ZDB 4، ZDB 6 و ZDB 10 تفاوت اصلی در حداکثر دبی و محدوده فشار دارند. نصب صحیح، رعایت فیلتر روغن با کلاس تمیزی ISO 4406 و استفاده از تنظیمات توصیه شده توسط سازنده موجب افزایش طول عمر شیر و کاهش نوسان فشار میشود. قیمت شیرهای Rexroth ZDB بسته به مدل، سایز و محل خرید بین 400 تا 950 دلار متغیر است، که معمولاً با گارانتی و خدمات پس از فروش ارائه میشوند.
- مدل ZDB 4: دبی حداکثر 40 لیتر بر دقیقه، فشار کاری تا 250 بار، قیمت حدود 400 دلار
- مدل ZDB 6: دبی حداکثر 60 لیتر بر دقیقه، فشار کاری تا 350 بار، قیمت حدود 550 دلار
- مدل ZDB 10: دبی حداکثر 80 لیتر بر دقیقه، فشار کاری تا 400 بار، قیمت حدود 950 دلار
- نکته فنی: رعایت فیلتر روغن ISO 4406 کلاس 18/16/13 برای کاهش سایش و افزایش طول عمر
- کاربردها: سیستمهای هیدرولیک صنعتی، ماشینآلات CNC، پرسهای هیدرولیک و خطوط تولید خودکار
- نکته خرید: بررسی گارانتی، خدمات پس از فروش و هماهنگی با نوع روغن هیدرولیک
استانداردهای تولید و کیفیت شیر تنظیم فشار bosch rexroth zdb 6
شیر تنظیم فشار Bosch Rexroth ZDB 6 طبق استانداردهای بینالمللی ISO 9001 و ISO 4401 تولید میشود تا دقت عملکرد و پایداری فشار در مدارهای هیدرولیک تضمین گردد. فرآیند تولید شامل ماشینکاری با دقت کمتر از ۵ میکرون، آبکاری سخت بدنه و تست نشتی هیدرولیکی تا فشار 350 بار است. تمامی قطعات داخلی از آلیاژهای مقاوم به سایش و خوردگی ساخته میشوند تا طول عمر کاری شیر افزایش یابد. کنترل کیفیت شامل تست بازده حجمی، بررسی زمان پاسخ شیر و آزمون دوام در دبیهای مختلف است. هر شیر ZDB 6 پیش از بستهبندی تحت تست عملکرد صد درصدی قرار میگیرد تا از سازگاری با سیستمهای صنعتی و فشار بالا اطمینان حاصل شود.
- استاندارد تولید: ISO 9001:2015 و ISO 4401 برای کیفیت و سازگاری با سیستمهای هیدرولیک
- ماشینکاری قطعات: تلرانس کمتر از 5 میکرون برای پیستون و بدنه
- آزمون فشار: تست نشتی تا 350 بار و بررسی عملکرد تحت فشار مداوم
- مواد سازنده: آلیاژ مقاوم به سایش و خوردگی با آبکاری سخت
- کنترل کیفیت داخلی: تست بازده حجمی، زمان پاسخ شیر و دوام در دبیهای مختلف
- تست نهایی: بررسی عملکرد 100 درصدی پیش از بستهبندی
- محیط تولید: کارخانه با کنترل آلودگی و دما برای جلوگیری از آسیب به قطعات دقیق
مزایا و معایب خرید رلیف ولو rexroth z2dbk
رلیف ولو Rexroth Z2DBK به عنوان شیر ایمنی فشار بالا در سیستمهای هیدرولیک صنعتی، توانایی کنترل دقیق فشار تا 350 بار را دارد. این شیرها با طراحی بالانس شده، نوسان فشار کم و پاسخ سریع ارائه میدهند که موجب حفاظت از تجهیزات و افزایش طول عمر مدار میشود. از مزایای آن میتوان به دقت تنظیم فشار ±3٪، قابلیت نصب چند جهته و عمر کاری بیش از ۵۰۰ هزار سیکل اشاره کرد. معایب شامل قیمت اولیه بالا، حساسیت به آلودگی روغن و نیاز به فیلترگذاری مناسب برای عملکرد بهینه است. به دلیل عملکرد پایدار و قابلیت اطمینان، رلیف ولو Z2DBK در ماشینآلات پرس، سیستمهای هیدرولیک صنعتی و خطوط تولید سنگین کاربرد گسترده دارد.
- فشار کاری مجاز: 10 تا 350 بار بسته به مدل
- دقت تنظیم فشار: ±3٪ در فشار نامی
- حداکثر جریان: 120 لیتر بر دقیقه
- طول عمر عملیاتی: بیش از 500 هزار سیکل
- سطح نویز: کمتر از 70 دسیبل در دور نامی
- مزایا: پاسخ سریع، نوسان فشار کم، نصب چندجهته، حفاظت قابل اعتماد تجهیزات
- معایب: قیمت بالا، حساسیت به آلودگی روغن، نیاز به فیلترگذاری استاندارد
- کاربردها: ماشینآلات پرس، سیستمهای هیدرولیک صنعتی، خطوط تولید سنگین
استانداردهای تولید و کیفیت شیر فشار شکن هیدرولیکی rexroth z2db 6 vc2
شیر فشارشکن هیدرولیکی Rexroth Z2DB 6 VC2 بر اساس استانداردهای بینالمللی ISO 9001 و DIN 24312 طراحی و تولید میشود تا عملکرد پایدار در سیستمهای هیدرولیک صنعتی تضمین شود. کنترل کیفیت شامل تست فشار کاری تا 350 بار، بررسی دبی و پاسخ زمانی، و ارزیابی دقت تنظیم فشار در ±3 درصد انجام میگیرد. بدنه شیر از فولاد آلیاژی سختکاری شده و قطعات داخلی با تلرانس کمتر از ۱۰ میکرون ساخته میشوند تا سایش و نشتی کاهش یابد. هر شیر قبل از تحویل تحت آزمون عملکرد ۱۰۰ درصدی و تست نشتی انجام میشود. رعایت این استانداردها باعث افزایش طول عمر و پایداری فشار در مدارهای هیدرولیک حساس و ماشینآلات سنگین میشود.
- استاندارد تولید: ISO 9001:2015 و DIN 24312
- آزمون فشار کاری: تا 350 بار برای بررسی استحکام بدنه و عملکرد شیر
- دقت تنظیم فشار: ±3 درصد در محدوده فشار نامی
- تلرانس ساخت قطعات: کمتر از 10 میکرون برای پیستون و نشیمنگاه
- مواد اولیه: فولاد آلیاژی سختکاری شده و پوشش ضدسایش
- کنترل نشتی: تست 100 درصدی با روغن هیدرولیک تا فشار کاری
- تست دبی و پاسخ زمانی: بررسی جریان عبوری و زمان پاسخ < 50 میلیثانیه
- کنترل کیفیت نهایی: با استفاده از روشهای SPC و آزمون دوام تا 500 ساعت کارکرد
عوامل موثر بر خرید و قیمت رلیف ولو bosch rexroth zdb 10
-
1. محدوده فشار کاری (Rated Pressure)
ZDB 10 برای فشارهای 210 تا 350 بار طراحی شده است. فشار بالاتر باعث افزایش ضخامت بدنه و قیمت میشود.
حدود قیمت مهندسی: فشار ≤ 210bar ≈ $250–$450، فشار 350bar ≈ $400–$700.
-
2. دبی نامی (Flow Capacity)
دبی قابل کنترل از 10 تا 80 لیتر بر دقیقه بسته به مدل تغییر میکند. دبی بالاتر قیمت را افزایش میدهد.
حدود قیمت: دبی پایین ≈ $250–$400، دبی بالا ≈ $500–$800.
-
3. نوع تنظیم فشار (Adjustment Type)
تنظیم دستی یا فابریک کارخانه، نوع پیچ یا مهره ای و رنج دقیق فشار روی قیمت تأثیرگذار است.
افزایش قیمت برای تنظیم دقیق و ضد لرزش ≈ $50–$150.
-
4. جنس بدنه و آب بندی (Material & Sealing)
بدنه فولادی یا آلومینیومی با آب بندی NBR یا Viton عمر کاری و قیمت را تحت تاثیر قرار میدهد.
افزایش قیمت برای فولاد ضد زنگ یا Viton ≈ $70–$200.
-
5. نوع اتصال و پورتها (Port Type & Mounting)
اتصال ISO یا CETOP 3، سایز پورت و نوع رزوه هزینه نصب و قیمت نهایی را تغییر میدهد.
افزایش قیمت برای پورت سفارشی ≈ $50–$150.
-
6. اصالت برند و کشور سازنده
رلیف ولوهای اصلی BOSCH REXROTH گرانتر از نمونههای OEM یا کپی هستند.
حدود قیمت: اصلی ≈ $400–$800، OEM ≈ $200–$450.
-
7. گواهی کیفیت و تست کارخانه
تست عملکردی و گواهی ISO یا CE تضمین دوام و ایمنی است ولی قیمت را افزایش میدهد.
افزایش قیمت ≈ $50–$120 بسته به نوع گواهی.
-
8. شرایط محیطی و دما (Operating Environment & Temperature)
عملکرد در محیطهای دمای بالا یا مرطوب نیازمند مواد خاص است و قیمت را افزایش میدهد.
افزایش قیمت ≈ $50–$150 بسته به محدوده دما.
-
9. نرخ ارز، حمل و نقل و مالیات
نوسانات دلار و تعرفه واردات در کشور مقصد بر قیمت نهایی تاثیر مستقیم دارند.
دامنه تغییر: ±10% تا ±30% از قیمت پایه.
-
10. تیراژ سفارش و تخفیف تجاری
سفارشهای حجمی شامل تخفیف میشوند و قیمت واحد کاهش مییابد.
تخفیف مهندسی: 5% برای سفارش کوچک تا 25% برای سفارش بزرگ.
جمعبندی: محدوده قیمت رلیف ولو BOSCH REXROTH ZDB 10 بین $250 تا $800 متغیر است و وابسته به فشار، دبی، جنس و اصالت برند است.
معرفی تخصصی شیر فشار شکن هیدرولیکی rexroth zdrk 6 vp5 و کاربردهای صنعتی
شیر فشار شکن هیدرولیکی Rexroth ZDRK 6 VP5 یک قطعه حیاتی در سیستمهای هیدرولیک صنعتی برای کنترل دقیق فشار کاری است. این شیر با قابلیت تنظیم فشار تا 315 بار، از ایجاد فشار اضافی در مدار جلوگیری کرده و ایمنی سیستم را تضمین میکند. طراحی هیدرولیک داخلی آن به گونهای است که پاسخ سریع و پایدار به تغییرات جریان ارائه میدهد، همچنین کاهش ضربه و لرزش در مدار را به حداقل میرساند. از مزایای آن میتوان به طول عمر بالا، تنظیم دقیق فشار، و کارکرد قابل اعتماد در دمای -20 تا +80 درجه سانتیگراد اشاره کرد. کاربردهای صنعتی این شیر شامل خطوط پرس هیدرولیک، دستگاههای تزریق پلاستیک، ماشینآلات سنگین و سیستمهای کنترل موقعیت دقیق است.
- مدل: Rexroth ZDRK 6 VP5
- محدوده فشار کاری: تا 315 بار
- دمای کاری مجاز: -20 تا +80 درجه سانتی گراد
- زمان پاسخ: کمتر از 10 میلیثانیه برای تغییرات جریان ناگهانی
- مزایا: کنترل دقیق فشار، کاهش ضربه هیدرولیکی، طول عمر بالا
- کاربردها: خطوط پرس هیدرولیک، دستگاههای تزریق پلاستیک، ماشینآلات سنگین، سیستمهای موقعیت دقیق
- جنس بدنه: فولاد آلیاژی سختکاری شده با پوشش ضد خوردگی
- نوع عملکرد: فنری با قابلیت تنظیم دستی فشار
مقایسه راندمان و مصرف انرژی در شیر تنظیم فشار هیدرولیک zdr 6 rexroth با مدل های مشابه
شیر تنظیم فشار هیدرولیک Rexroth ZDR 6 در مقایسه با مدلهای مشابه صنعتی، راندمان بالای 92 درصدی در فشار کاری تا 315 بار ارائه میدهد. مصرف انرژی این شیر به دلیل طراحی داخلی کمتلفات و پاسخ سریع به تغییرات جریان، تا 15 درصد کمتر از شیرهای سنتی با همان ظرفیت است. کاهش ضربه و نوسان فشار باعث کاهش تلفات حرارتی و بهبود بهرهوری سیستم میشود. در مقایسه با مدلهای دیگر مانند Parker PV و Bosch-Rexroth DR، ZDR 6 دارای کنترل دقیق فشار و بازده حجمی بالاتر در جریانهای متغیر است. این ویژگیها باعث میشود شیر ZDR 6 گزینهای بهینه برای ماشینآلات پرس، تزریق پلاستیک و سیستمهای هیدرولیک موقعیت دقیق باشد.
| مدل شیر | راندمان حجمی | حداکثر فشار کاری | مصرف انرژی | ویژگی شاخص |
|---|---|---|---|---|
| Rexroth ZDR 6 | 92% | 315 بار | 15% کمتر نسبت به مدلهای سنتی | پاسخ سریع، کاهش نوسان فشار، بازده بالا |
| Parker PV | 88% | 280 بار | نسبت به ZDR 6 حدود 12% بیشتر | کارکرد پایدار در فشار متوسط |
| Bosch-Rexroth DR | 90% | 300 بار | حدود 8% بیشتر از ZDR 6 | طراحی کلاسیک با تنظیم دستی فشار |
مزایای استفاده از شیر تنظیم فشار هیدرولیک rexroth z2db 6
شیر تنظیم فشار هیدرولیک Rexroth Z2DB 6 امکان کنترل دقیق فشار سیستم تا 315 بار را فراهم میکند و از افزایش فشار ناگهانی جلوگیری میکند. این شیر با طراحی کارآمد، افت فشار کم و پاسخ سریع به تغییرات بار دارد. نصب آن باعث افزایش طول عمر سیلها و پمپها شده و از نوسانات ناخواسته فشار در مدارهای هیدرولیک جلوگیری میکند. مزیت دیگر، قابلیت تنظیم فشار با دقت ±3 درصد و سازگاری با انواع روغنهای هیدرولیک استاندارد است. این ویژگیها آن را برای سیستمهای پرس، ماشینآلات صنعتی و خطوط تولید با نیاز به کنترل فشار پایدار، انتخابی ایدهآل میکند.
- کنترل فشار دقیق: تا 315 بار با دقت ±3 درصد
- پاسخ سریع: کاهش زمان پاسخ به تغییرات بار کمتر از 50 میلیثانیه
- افت فشار کم: حداکثر افت فشار 2 بار در جریان نامی 60 لیتر بر دقیقه
- افزایش طول عمر سیستم: محافظت از پمپ و سیلها در برابر فشار بیش از حد
- سازگاری روغنی: قابل استفاده با روغنهای هیدرولیک استاندارد HLP و HVLP
- قابلیت نصب آسان: طراحی فشرده و استاندارد ISO 6264 برای نصب در مدارهای صنعتی
- کاربردهای صنعتی: ماشینآلات پرس، خطوط تولید، سیستمهای هیدرولیک دقیق
علائم خرابی و راهکارهای تعمیر سریع شیر فشار شکن bosch rexroth z2db
شیر فشار شکن Bosch Rexroth Z2DB نقش حیاتی در کنترل فشار سیستم هیدرولیک دارد و خرابی آن میتواند باعث نوسان فشار و آسیب به تجهیزات شود. از علائم رایج خرابی میتوان به افت یا افزایش غیرمعمول فشار، سر و صدای غیرطبیعی، نشت روغن و عملکرد نامنظم سیستم اشاره کرد. برای تعمیر سریع، ابتدا باید آلودگی و رسوبات داخلی شیر با تمیزکاری و فیلتر دقیق برطرف شود. تعویض فنر یا المانهای داخلی خراب، بررسی نشتی پورتها و اطمینان از روغن هیدرولیک با ویسکوزیته مناسب، از راهکارهای مؤثر هستند. انجام سرویس دورهای و تنظیم فشار کاری مطابق دستورالعمل سازنده طول عمر شیر را افزایش میدهد و از توقف ناگهانی سیستم جلوگیری میکند.
- علائم خرابی: نوسان فشار بیش از ±10 درصد نسبت به مقدار تنظیمی
- صدای غیرطبیعی: صدای زوزه یا ضربه هنگام عبور روغن
- نشت روغن: مشاهده روغن در اطراف بدنه یا پورتها
- عملکرد نامنظم: فشار سیستم تثبیت نمیشود یا قطع و وصل میشود
- راهکار سریع تعمیر: تمیزکاری داخلی شیر و فیلترها
- تعویض قطعات: فنر، المانهای داخلی یا اورینگهای خراب
- تنظیم فشار: استفاده از گیج دقیق و تنظیم مطابق مقدار توصیه شده
- پیشگیری: سرویس دورهای، استفاده از روغن با ویسکوزیته استاندارد و فیلتر با بازده بالا
مزایای استفاده از شیر تنظیم فشار هیدرولیک z2db6vc2 rexroth
شیر تنظیم فشار هیدرولیک Z2DB6VC2 ساخت Rexroth به صورت مستقیم یا دو مرحلهای فشار سیستم را در محدوده دقیق کنترل میکند. این شیر قابلیت پاسخ سریع به تغییرات فشار تا 210 بار را دارد و با دقت ±3 درصد، ایمنی مدار و حفاظت از تجهیزات هیدرولیک را تضمین میکند. از مزایای آن میتوان به کاهش نوسانات فشار، افزایش عمر سیلندرها و پمپها، مصرف انرژی بهینه و سازگاری با روغنهای هیدرولیک استاندارد اشاره کرد. همچنین نصب و تنظیم آسان، قابلیت تنظیم فشار به صورت دستی و عملکرد پایدار در دماهای بین -20 تا 80 درجه سانتیگراد از ویژگیهای عملیاتی مهم آن محسوب میشوند.
- کنترل فشار دقیق: ±3 درصد در محدوده فشار کاری تا 210 بار
- پاسخ سریع: کاهش تاخیر و نوسانات در مدارهای هیدرولیک
- بهینهسازی مصرف انرژی: جلوگیری از فشار اضافی و هدررفت انرژی
- افزایش طول عمر تجهیزات: محافظت از پمپها، سیلندرها و شیرهای دیگر
- تنظیم آسان: قابلیت تنظیم دستی فشار و تغییر سریع پارامترها
- سازگاری دمایی: عملکرد پایدار بین -20 تا 80 درجه سانتیگراد
- قابلیت نصب استاندارد: سازگار با سیستمهای صنعتی Rexroth و استاندارد ISO 4401
مقایسه راندمان و مصرف انرژی در شیر فشار شکن rexroth zdb 6 vp2 با مدل های مشابه
شیر فشارشکن Rexroth ZDB 6 VP2 به دلیل طراحی دقیق هیدرولیکی، راندمان انرژی بالای 92 درصد در فشار کاری 210 بار دارد و مصرف انرژی اضافی سیستم را به حداقل میرساند. مدلهای مشابه معمولاً راندمان 85 تا 90 درصد دارند و در فشارهای ناپایدار، هدررفت انرژی بیشتری ایجاد میکنند. ZDB 6 VP2 قابلیت پاسخ سریع به تغییرات فشار را دارد، نوسانات فشار را کمتر از ±3 درصد حفظ میکند و موجب کاهش سایش سیلندر و پمپ میشود. این عملکرد باعث افزایش طول عمر تجهیزات و کاهش هزینههای عملیاتی در سیستمهای هیدرولیک سنگین میشود.
| ویژگی | Rexroth ZDB 6 VP2 | مدلهای مشابه |
|---|---|---|
| راندمان انرژی | 92٪ | 85-90٪ |
| دامنه فشار کاری | 0-210 بار | 0-200 بار |
| دقت کنترل فشار | ±3٪ | ±5٪ |
| پاسخ به تغییرات فشار | سریع، کاهش نوسانات | متوسط، نوسانات بیشتر |
| تأثیر بر عمر تجهیزات | کاهش سایش سیلندر و پمپ | کاهش نسبی محافظت تجهیزات |
| مصرف انرژی اضافی | حداقل | متوسط تا بالا |
راهنمای نگهداری و افزایش عمر شیر تنظیم فشار هیدرولیک rexroth z2db6
برای افزایش عمر شیر تنظیم فشار هیدرولیک Rexroth Z2DB6، رعایت اصول نگهداری منظم ضروری است. فیلتر روغن باید حداقل هر 500 ساعت کاری بررسی و در صورت نیاز تعویض شود تا آلودگی و ذرات معلق از مسیر شیر حذف شوند. دمای کاری سیستم باید بین -20 تا 80 درجه سانتیگراد نگه داشته شود تا خاصیت الاستیکی سیلها و عملکرد فنرها حفظ شود. روغن هیدرولیک باید با ویسکوزیته استاندارد و بدون آلاینده استفاده شود. همچنین بررسی بصری و تست فشار حداقل هر 1000 ساعت کاری، تضمین عملکرد پایدار و کاهش ریسک نشت یا خرابی شیر را فراهم میکند.
- بازرسی فیلتر: هر 500 ساعت کاری یا بیشتر در صورت آلودگی
- دمای کاری مجاز: -20 تا 80 درجه سانتیگراد
- نوع روغن: هیدرولیک استاندارد با ویسکوزیته توصیه شده Rexroth
- بررسی عملکرد: تست فشار و عملکرد شیر هر 1000 ساعت کاری
- جلوگیری از آلودگی: پوشش درپوشهای باز و جلوگیری از ورود گرد و غبار
- تعویض قطعات مصرفی: سیلها و فنرها طبق برنامه سرویس دورهای
- ثبت دادههای نگهداری: ثبت تاریخ و ساعت بازرسی برای تحلیل طول عمر تجهیزات
کاربردهای صنعتی شیر یک طرفه پیلوت دار هیدرولیک rexroth z1s 10
شیر یکطرفه پیلوتدار هیدرولیک Rexroth Z1S 10 برای کنترل جریان در یک جهت و جلوگیری از برگشت سیال در مدارهای هیدرولیک طراحی شده است. این شیر امکان باز شدن جریان تحت فشار پیلوت پایینتر از فشار اصلی را فراهم میکند و برای کاربردهایی که نیاز به کنترل دقیق فشار و جریان معکوس دارند، ایدهآل است. با فشار کاری تا 350 بار و جریان نامی تا 80 لیتر بر دقیقه، Z1S 10 در صنایع پرس هیدرولیک، سیستمهای بالابر و ماشینآلات سنگین عملکرد پایدار ارائه میدهد. همچنین، نصب ساده، پاسخ سریع و کاهش فشار اضافی در سیستم، بهرهوری انرژی و طول عمر تجهیزات هیدرولیک را افزایش میدهد.
- صنایع پرس هیدرولیک: کنترل دقیق حرکت سیلندر و جلوگیری از برگشت ناخواسته
- سیستمهای بالابر و جکهای هیدرولیک: ایمنی در توقف بار و جلوگیری از سقوط ناگهانی
- ماشینآلات سنگین: حفاظت از پمپ و شیرهای دیگر در مدارهای فشار بالا
- کنترل جریان معکوس در مدارهای هیدرولیک: باز شدن جریان تحت فشار پیلوت کمتر
- بهینهسازی مصرف انرژی: کاهش فشار اضافی و نوسانات در مدار
- کاربرد در سیستمهای چند محوره: هماهنگی حرکت چند سیلندر با حداقل هدررفت انرژی
نکات مهم در خرید و استفاده از چک ولو هیدرولیک rexroth z1s 6p1
در خرید چک ولو هیدرولیک Rexroth Z1S 6P1، توجه به فشار کاری، جریان نامی و سازگاری با روغن هیدرولیک اهمیت دارد. این شیر برای جلوگیری از برگشت جریان و محافظت از پمپ و سیلندر طراحی شده و حداکثر فشار کاری آن تا 350 بار و جریان نامی تا 50 لیتر بر دقیقه است. هنگام استفاده، نصب صحیح مطابق جهت فلش جریان، استفاده از فیلتر مناسب و بررسی دورهای نشتی، عملکرد پایدار و عمر طولانی شیر را تضمین میکند. همچنین، رعایت دمای کاری بین -20 تا 80 درجه سانتیگراد و جلوگیری از ورود ذرات معلق به سیستم، از نکات کلیدی عملکرد بهینه است.
- انتخاب فشار کاری مناسب: حداکثر تا 350 بار
- جریان نامی: حداکثر 50 لیتر بر دقیقه
- سازگاری با روغن هیدرولیک: مطابق مشخصات Rexroth
- نصب صحیح: رعایت جهت فلش جریان و اتصال صحیح خطوط
- استفاده از فیلتر: جلوگیری از ورود ذرات معلق به شیر
- بازرسی دورهای: چک کردن نشتی و عملکرد هر 500 ساعت کاری
- دمای کاری مجاز: بین -20 تا 80 درجه سانتیگراد
- حفظ عمر شیر: جلوگیری از شوک فشار ناگهانی و افزایش طول عمر تجهیزات
علائم خرابی و راهکارهای تعمیر سریع شیر یکطرفه پیلوت دار rexroth z1s 16
شیر یکطرفه پیلوتدار Rexroth Z1S 16 در صورت خرابی میتواند باعث برگشت جریان، افت فشار و ناپایداری مدار هیدرولیک شود. علائم رایج شامل نشتی روغن، صدای غیرعادی، کاهش دبی و پاسخ کند به فشار پیلوت است. خرابی سیلها، فنرها یا آلودگی داخلی از دلایل اصلی عملکرد ناقص شیر هستند. راهکارهای تعمیر سریع شامل تمیز کردن مسیر شیر، تعویض سیلها و فنرها، بررسی فشار پیلوت و تنظیم مجدد آن و اطمینان از عدم وجود ذرات معلق در روغن هیدرولیک است. رعایت نگهداری پیشگیرانه و استفاده از روغن تمیز میتواند نیاز به تعمیرات اضطراری را کاهش دهد.
- نشانهها: برگشت جریان، افت فشار، کاهش دبی و پاسخ کند شیر
- صدای غیرعادی: سوت یا ضربه در هنگام عبور جریان
- علت احتمالی: خرابی سیلها، فنرها، یا آلودگی داخلی
- راهکار سریع: تمیز کردن مسیر شیر و فیلترها
- راهکار سریع: تعویض سیلها و فنرهای آسیبدیده
- راهکار سریع: بررسی و تنظیم فشار پیلوت مطابق دفترچه Rexroth
- راهکار پیشگیرانه: استفاده از روغن هیدرولیک تمیز و نگهداری منظم
عوامل موثر بر خرید و قیمت شیر یکطرفه پیلوتدار هیدرولیک rexroth z1s 10t1
-
1. فشار کاری نامی (Rated Pressure)
شیر Z1S 10T1 توان تحمل فشار تا 350 بار دارد. انتخاب فشار بالاتر باعث افزایش هزینه تولید میشود.
حدود قیمت: فشار ≤210 بار ≈ $350–$600، فشار 350 بار ≈ $500–$900.
-
2. دبی و سایز پورت (Flow & Port Size)
دبی بالا و پورت بزرگتر نیاز به طراحی قویتر و مواد ضخیمتر دارد و قیمت را افزایش میدهد.
حدود قیمت: پورت NG6 ≈ $350–$600، پورت NG10 ≈ $500–$850.
-
3. نوع پیلوت و فشار تحریک (Pilot Pressure)
شیرهای پیلوتدار نیاز به فشار تحریک مناسب دارند. کنترل دقیق پیلوت موجب عملکرد بهتر و قیمت بالاتر میشود.
افزایش قیمت به دلیل کنترل دقیق پیلوت ≈ $50–$150.
-
4. جنس بدنه و آببندی (Material & Sealing)
جنس بدنه فولادی یا آلومینیومی و نوع آببندی (NBR یا Viton) عمر مفید و هزینه شیر را تعیین میکند.
افزایش قیمت برای Viton یا فولاد ضد زنگ ≈ $80–$200.
-
5. نوع اتصال و نصب (Mounting & Port Type)
روش نصب روی فلنج یا پورت رزوهای و نوع استاندارد (CETOP یا ISO) قیمت را متفاوت میکند.
افزایش قیمت برای پورت خاص یا کاستوم ≈ $100–$250.
-
6. کنترل دستی و بازگشت فنری (Manual Override & Spring Return)
وجود کنترل دستی اضطراری یا فنر بازگشت خودکار باعث افزایش قیمت میشود.
افزایش قیمت ≈ $30–$100 بسته به نوع و اندازه شیر.
-
7. اصالت برند و کشور سازنده
شیرهای اصلی REXROTH آلمان در مقایسه با نمونه های OEM یا آسیایی گرانتر و با کیفیت بالاتر هستند.
حدود قیمت: نسخه اصلی ≈ $500–$900، نمونه OEM ≈ $300–$600.
-
8. تست عملکرد و گواهینامهها
شیرهایی که تست کارخانه و گواهی CE یا ISO دارند قیمت بیشتری دارند.
افزایش قیمت ≈ $50–$150 بسته به نوع گواهی.
-
9. شرایط محیطی و کلاس حفاظتی (IP Rating)
مقاومت در برابر گرد و غبار و رطوبت (IP65 یا IP67) موجب افزایش قیمت نهایی شیر میشود.
افزایش قیمت برای کلاس حفاظتی بالا ≈ $30–$100.
-
10. حمل و نقل، تعرفه و نوسانات نرخ ارز
تعرفه واردات، حمل و نوسانات دلار بر قیمت نهایی تأثیر مستقیم دارد.
دامنه افزایش یا کاهش ≈ 5% تا 30% از قیمت پایه بسته به کشور مقصد.
-
11. تیراژ سفارش و تخفیف تجاری
خرید عمده از تامینکننده رسمی REXROTH معمولاً شامل تخفیف میشود.
تخفیف مهندسی ≈ 5% برای سفارشات کم و 20%–25% برای سفارشات حجیم.
جمعبندی: محدوده کلی قیمت شیر یکطرفه پیلوتدار REXROTH Z1S 10T1 بین $350 تا $900 متغیر است.
فاکتورهای موثر بر خرید و قیمت شیر یکطرفه پیلوت دار rexroth z1s 6
-
1. فشار کاری نامی (Rated Pressure)
شیر Z1S 6 معمولاً توان تحمل فشار تا 315 بار دارد. انتخاب فشار بالاتر قیمت تولید را افزایش میدهد.
حدود قیمت: فشار ≤210 بار ≈ $250–$450، فشار 315 بار ≈ $400–$700.
-
2. دبی و سایز پورت (Flow & Port Size)
دبی مورد نیاز و اندازه پورت NG4 یا NG6 بر طراحی داخلی شیر و هزینه نهایی اثر دارد.
حدود قیمت: پورت NG4 ≈ $250–$400، پورت NG6 ≈ $350–$600.
-
3. نوع پیلوت و فشار تحریک (Pilot Pressure)
شیرهای پیلوتدار نیازمند فشار تحریک مناسب هستند. دقت کنترل پیلوت بر عملکرد و قیمت تاثیر مستقیم دارد.
افزایش قیمت ≈ $40–$120 بسته به نوع پیلوت.
-
4. جنس بدنه و آببندی (Material & Sealing)
جنس فولاد یا آلومینیوم و نوع آببندی NBR یا Viton طول عمر و قیمت شیر را تعیین میکند.
افزایش قیمت برای Viton یا فولاد ضد زنگ ≈ $60–$180.
-
5. نوع نصب و اتصال (Mounting & Port Type)
نصب روی فلنج استاندارد یا پورت رزوهای قیمت را متفاوت میکند. استاندارد CETOP یا ISO رایج است.
افزایش قیمت برای پورت رزوهای یا سفارشی ≈ $80–$200.
-
6. کنترل دستی و بازگشت فنری (Manual Override & Spring Return)
وجود کنترل دستی اضطراری یا فنر بازگشت خودکار باعث افزایش قیمت میشود.
افزایش قیمت ≈ $20–$80 بسته به نوع شیر.
-
7. اصالت برند و کشور سازنده
شیرهای اصلی REXROTH آلمان کیفیت بالاتر و قیمت بیشتری نسبت به نمونه OEM دارند.
حدود قیمت: نسخه اصلی ≈ $400–$700، نسخه OEM ≈ $200–$450.
-
8. تست عملکرد و گواهینامهها
شیرهایی که تست عملکرد کارخانه و گواهی CE یا ISO دارند قیمت بالاتری دارند.
افزایش قیمت ≈ $40–$120 بسته به نوع گواهی.
-
9. شرایط محیطی و کلاس حفاظتی (IP Rating)
مقاومت در برابر گرد و غبار و رطوبت (IP65 یا IP67) قیمت نهایی را افزایش میدهد.
افزایش قیمت ≈ $20–$80 بسته به کلاس حفاظتی.
-
10. حمل و نقل، تعرفه و نرخ ارز
تعرفه واردات، حمل و نوسانات نرخ دلار بر قیمت نهایی اثر مستقیم دارد.
دامنه افزایش یا کاهش ≈ 5% تا 30% از قیمت پایه.
-
11. تیراژ سفارش و تخفیف تجاری
خرید عمده از تامینکننده رسمی REXROTH معمولاً شامل تخفیف میشود.
تخفیف مهندسی ≈ 5% برای سفارشات کوچک و 15%–20% برای سفارشات حجیم.
جمعبندی: محدوده کلی قیمت شیر یکطرفه پیلوتدار REXROTH Z1S 6 بین $250 تا $700 متغیر است.
معرفی تخصصی شیر یکطرفه پیلوتدار هیدرولیک bosch rexroth z1s 10 و کاربردهای صنعتی
شیر یکطرفه پیلوتدار هیدرولیک Bosch Rexroth Z1S 10 یک شیر کنترل جریان با قابلیت باز شدن تحت فشار پیلوت کمتر از فشار اصلی است. این شیر امکان عبور سیال در یک جهت و جلوگیری از برگشت ناخواسته را فراهم میکند، که برای حفظ ایمنی و کنترل دقیق در مدارهای هیدرولیک ضروری است. فشار کاری آن تا 350 بار و جریان نامی تا 80 لیتر بر دقیقه است، و طراحی پیلوتدار باعث پاسخ سریع و کاهش نوسانات فشار میشود. ویژگیهای فنی آن شامل نصب ساده، طول عمر بالا، کاهش سایش سیلندر و پمپ و بهینهسازی مصرف انرژی در مدارهای پیچیده هیدرولیک است.
- صنایع پرس هیدرولیک: کنترل حرکت سیلندرها و جلوگیری از برگشت ناخواسته بار
- سیستمهای بالابر و جکهای صنعتی: جلوگیری از سقوط ناگهانی بار و حفظ ایمنی تجهیزات
- ماشینآلات سنگین و خطوط تولید: محافظت از پمپ و شیرهای دیگر در مدارهای فشار بالا
- کنترل جریان معکوس: باز شدن جریان تنها با فشار پیلوت کمتر، مناسب سیستمهای چند محوره
- بهینهسازی مصرف انرژی: کاهش فشار اضافی و افزایش بهرهوری مدار
- کاربرد در سیستمهای هیدرولیک دقیق: هماهنگی حرکت چند سیلندر با حداقل نوسان فشار
مزایا و معایب خرید شیر یکطرفه پیلوتدار هیدرولیک rexroth z1s
شیر یکطرفه پیلوتدار هیدرولیک Rexroth Z1S امکان عبور سیال در یک جهت و جلوگیری از برگشت ناخواسته را فراهم میکند و برای سیستمهای هیدرولیک دقیق ایدهآل است. مزایای آن شامل پاسخ سریع به تغییر فشار، کاهش نوسانات مدار، محافظت از پمپ و سیلندرها و افزایش طول عمر تجهیزات است. همچنین نصب آسان و سازگاری با جریانهای بالا تا 80 لیتر بر دقیقه، بهرهوری انرژی را افزایش میدهد. از معایب آن میتوان به هزینه اولیه نسبتاً بالا، نیاز به تمیزی روغن هیدرولیک و حساسیت به فشار پیلوت صحیح اشاره کرد که در صورت رعایت نشدن، عملکرد شیر کاهش مییابد.
- پاسخ سریع به تغییرات فشار
- کاهش نوسانات فشار در مدار
- محافظت از پمپ و سیلندر
- افزایش طول عمر تجهیزات
- نصب آسان و سازگاری با جریان تا 80 لیتر بر دقیقه
- بهینهسازی مصرف انرژی
- هزینه اولیه نسبتاً بالا
- نیاز به تمیزی و فیلتراسیون دقیق روغن هیدرولیک
- حساسیت به فشار پیلوت صحیح برای عملکرد بهینه
مزایا و معایب خرید شیر یکطرفه پیلوت دار rexroth z1s ra
شیر یکطرفه پیلوتدار Rexroth Z1S RA امکان عبور سیال در یک جهت و جلوگیری از برگشت ناخواسته با دقت بالا را فراهم میکند. مزایای اصلی آن شامل پاسخ سریع به تغییر فشار، حفاظت از پمپ و سیلندر، افزایش طول عمر تجهیزات، کاهش نوسانات فشار و بهینهسازی مصرف انرژی است. نصب و راهاندازی ساده و قابلیت عملکرد در فشار کاری تا 350 بار و جریان نامی تا 80 لیتر بر دقیقه نیز از نقاط قوت آن محسوب میشوند. معایب آن شامل قیمت بالاتر نسبت به شیر یکطرفه ساده، نیاز به فشار پیلوت مناسب برای عملکرد کامل و حساسیت نسبت به آلودگی روغن است.
7- پاسخ سریع به تغییرات فشار
- حفاظت از پمپ و سیلندر در مدار
- افزایش طول عمر تجهیزات هیدرولیک
- کاهش نوسانات فشار و بهینهسازی مصرف انرژی
- نصب و راهاندازی آسان
- عملکرد در فشار کاری تا 350 بار و جریان تا 80 لیتر بر دقیقه
- قیمت بالاتر نسبت به شیر یکطرفه ساده
- نیاز به فشار پیلوت مناسب برای عملکرد کامل
- حساسیت به آلودگی روغن و نیاز به فیلتراسیون دقیق
مشخصات فنی و کاربردهای شیر یکطرفه پیلوت دار bosch rexroth z1s
شیر یکطرفه پیلوتدار Bosch Rexroth Z1S برای کنترل دقیق جریان سیال در یک جهت و جلوگیری از برگشت ناخواسته طراحی شده است. این شیر قابلیت باز شدن جریان تحت فشار پیلوت کمتر از فشار اصلی را دارد و در مدارهای هیدرولیک با فشار کاری تا 350 بار و جریان نامی تا 80 لیتر بر دقیقه عملکرد پایدار ارائه میدهد. طراحی پیلوتدار آن پاسخ سریع، کاهش نوسانات فشار، و حفاظت از پمپ و سیلندرها را تضمین میکند. نصب ساده، طول عمر بالا و بهینهسازی مصرف انرژی از دیگر ویژگیهای فنی آن هستند، که این شیر را برای صنایع پرس هیدرولیک، جکهای بالابر، ماشینآلات سنگین و سیستمهای چند محوره ایدهآل میکند.
- فشار کاری مجاز: تا 350 بار
- جریان نامی: تا 80 لیتر بر دقیقه
- نوع عملکرد: یکطرفه پیلوتدار با باز شدن جریان تحت فشار پیلوت
- ویژگیهای فنی: پاسخ سریع، کاهش نوسانات فشار، حفاظت از تجهیزات، طول عمر بالا
- کاربردها:
- صنایع پرس هیدرولیک: کنترل حرکت سیلندرها و ایمنی بار
- سیستمهای بالابر و جکهای صنعتی: جلوگیری از سقوط ناگهانی بار
- ماشینآلات سنگین و خطوط تولید: محافظت از پمپ و شیرهای دیگر
- کنترل جریان معکوس در سیستمهای چند محوره
- بهینهسازی مصرف انرژی در مدارهای هیدرولیک دقیق
استانداردهای تولید و کیفیت چک ولو هیدرولیک z1s16 rexroth
چک ولو هیدرولیک Bosch Rexroth Z1S16 طبق بالاترین استانداردهای صنعتی طراحی و تولید میشود تا عملکرد پایدار در فشار کاری تا 350 بار و جریان تا 160 لیتر بر دقیقه تضمین شود. این شیر مطابق استانداردهای ISO 4401 برای نصب و اتصال در سیستمهای هیدرولیک ساخته شده است. فرآیند تولید شامل بازرسی دقیق ابعادی، تست نشتی، و کنترل دقت عملکرد فنر و توپک میباشد. علاوه بر این، استفاده از آلیاژهای مقاوم به خوردگی و آبکاری سطح باعث افزایش طول عمر، کاهش سایش و حفظ کارایی در شرایط محیطی متنوع میشود. تمامی مراحل تولید و تست با رعایت استانداردهای کیفیت ISO 9001 و ISO 1219 انجام میگیرد.
- استاندارد نصب و اتصال: ISO 4401
- کنترل کیفیت تولید: ISO 9001
- استاندارد نمادگذاری هیدرولیک: ISO 1219
- تست فشار کاری: تا 350 بار
- جریان نامی: تا 160 لیتر بر دقیقه
- کنترل دقت عملکرد: بازرسی توپک و فنر و تست نشتی
- جنس و سطح قطعات: آلیاژ مقاوم به خوردگی و آبکاری سطح برای کاهش سایش
استانداردهای ساخت و کنترل کیفیت شیر هیدرولیک Hawe valve mve
شیر هیدرولیک Hawe مدل MVE بر اساس استانداردهای بینالمللی ISO 9001 و ISO 4401 طراحی و تولید میشود. فرآیند ساخت شامل ماشینکاری دقیق بدنه و قطعات داخلی، عملیات حرارتی کنترلشده و مونتاژ تحت محیط تمیز است تا نشت و سایش به حداقل برسد. کنترل کیفیت شامل تست فشار هیدرولیک تا حداکثر فشار کاری، بررسی نشت و دقت عملکرد جریان، تست لرزش و عملکرد در دمای بین -20 تا 80 درجه سانتیگراد است. هر شیر قبل از ارسال با گواهی کیفیت و شماره سریال قابل ردیابی ارائه میشود، که تضمین عملکرد پایدار و طول عمر بالای تجهیزات هیدرولیک را فراهم میکند.
- استانداردهای طراحی: ISO 4401 برای ابعاد فلنج و اتصال، ISO 9001 برای سیستم مدیریت کیفیت
- ماشینکاری دقیق: کنترل تلرانس ≤ ±0.02 میلیمتر برای قطعات داخلی
- عملیات حرارتی: سختی بدنه و قطعات داخلی مطابق مشخصات فنی Hawe
- کنترل کیفیت هیدرولیک: تست فشار تا 350 بار و بررسی نشت
- تست عملکرد: بررسی دقت کنترل جریان و پاسخ به تغییر فشار
- تست محیطی: عملکرد پایدار بین -20 تا 80 درجه سانتیگراد
- قابلیت ردیابی: شماره سریال و گواهی کیفیت برای هر شیر
مقایسه راندمان و مصرف انرژی شیر هیدرولیک Hawe mve4e با سایر مدل های مشابه
شیر هیدرولیک Hawe MVE4E با طراحی اسپول چند مرحلهای و مدار داخلی بهینه، راندمان انرژی بالای 91 درصد در فشار کاری 250 بار دارد. مصرف انرژی اضافی این شیر در جریانهای نامی تا 60 لیتر بر دقیقه به حداقل رسیده است و افت فشار سیستم کمتر از 2 بار اندازهگیری شده است. مدلهای مشابه معمولاً راندمان 85 تا 89 درصد دارند و در فشارهای ناپایدار، هدررفت انرژی بیشتری ایجاد میکنند. طراحی دقیق Hawe MVE4E باعث کاهش نوسانات فشار، افزایش عمر پمپ و سیلندر و کاهش نیاز به سرویس دورهای میشود. این شیر برای کاربردهای صنعتی سنگین، خطوط تولید و سیستمهای کنترل دقیق جریان هیدرولیک بسیار مناسب است.
| ویژگی | Hawe MVE4E | مدلهای مشابه |
|---|---|---|
| راندمان انرژی | 91٪ | 85-89٪ |
| حداکثر فشار کاری | 250 بار | 200-240 بار |
| جریان نامی | 60 لیتر بر دقیقه | 50-55 لیتر بر دقیقه |
| افت فشار در مدار | حداکثر 2 بار | 3-5 بار |
| طول عمر تجهیزات | افزایش طول عمر پمپ و سیلندر | کاهش نسبی محافظت تجهیزات |
| مصرف انرژی اضافی | حداقل | متوسط تا بالا |
مزایای استفاده از شیر یکطرفه پیلوتدار هیدرولیک rexroth
شیر یکطرفه پیلوتدار هیدرولیک Rexroth امکان عبور سیال در یک جهت و کنترل جریان معکوس تحت فشار پیلوت پایینتر از فشار اصلی را فراهم میکند. مزایای آن شامل پاسخ سریع به تغییرات فشار، کاهش نوسانات سیستم و محافظت از پمپ و سیلندر در مدارهای هیدرولیک است. این شیر با فشار کاری تا 350 بار و جریان نامی تا 80 لیتر بر دقیقه، طول عمر تجهیزات را افزایش داده و مصرف انرژی اضافی سیستم را کاهش میدهد. نصب آسان، عملکرد پایدار در دماهای مختلف و کاهش نیاز به سرویس دورهای نیز از دیگر مزایای عملیاتی آن محسوب میشوند.
- کنترل جریان یکطرفه: عبور سیال تنها در یک جهت با قابلیت باز شدن تحت فشار پیلوت
- پاسخ سریع به تغییر فشار: کاهش نوسانات و افزایش پایداری مدار
- حفاظت تجهیزات: کاهش سایش پمپ و سیلندر و افزایش طول عمر سیستم
- مصرف انرژی بهینه: جلوگیری از فشار اضافی و هدررفت انرژی
- دمای کاری مجاز: عملکرد پایدار بین -20 تا 80 درجه سانتیگراد
- نصب و نگهداری آسان: کاهش زمان سرویس دورهای و سهولت جایگذاری در مدار
- کاربرد در سیستمهای چند محوره: هماهنگی حرکت چند سیلندر با حداقل هدررفت انرژی
نکات مهم در خرید و استفاده از شیر یکطرفه پیلوت دار z1s 6 rexroth
در خرید و استفاده از شیر یکطرفه پیلوتدار Z1S 6 Rexroth باید دقت شود که فشار کاری سیستم با محدوده عملکرد شیر مطابقت داشته باشد. انتخاب روغن هیدرولیک با ویسکوزیته مناسب و فیلتر دقیق برای جلوگیری از ورود ذرات معلق به مدار ضروری است. نصب صحیح جهت جریان و اتصال پیلوت مطابق دستورالعمل سازنده اهمیت بالایی دارد. تنظیم فشار پیلوت به دقت انجام شود تا شیر در حالت باز و بسته عملکرد مطلوب داشته باشد. بررسی دورهای نشتی، عملکرد صحیح و تمیزی مدار، طول عمر شیر و حفاظت از پمپ و سیلندر را تضمین میکند.
- مطابقت فشار کاری: انتخاب شیر با فشار کاری سازگار با سیستم
- نوع روغن و فیلتر: استفاده از روغن هیدرولیک استاندارد و فیلتر با کیفیت
- نصب صحیح: رعایت جهت جریان و اتصال پیلوت طبق دستورالعمل سازنده
- تنظیم فشار پیلوت: تنظیم دقیق برای عملکرد مطلوب شیر
- بازرسی دورهای: بررسی نشتی، عملکرد و تمیزی مدار به صورت منظم
- حفاظت تجهیزات: کاهش سایش پمپ و سیلندر و افزایش طول عمر سیستم
- رعایت دما و شرایط محیطی: عملکرد پایدار بین -20 تا 80 درجه سانتیگراد
مقایسه مهندسی شیر یکطرفه پیلوت دار rexroth z1s 6 با سایر مدل های مشابه
شیر یکطرفه پیلوت دار Rexroth Z1S 6 یکی از مدل های دقیق و صنعتی در سیستم های هیدرولیک با فشار کاری تا 350 بار است. این شیر با طراحی صفحهای (plate type) و زمان پاسخ کمتر از 25 میلی ثانیه، عملکردی سریع و بدون نشتی قابل توجه دارد. در مقایسه با مدل های مشابه مانند Parker C101 و Eaton CV1-6، مدل Z1S 6 دارای تلفات فشار کمتر از 0.3 بار و دوام مکانیکی بیش از 10 میلیون سیکل کاری است. ابعاد فشرده، قابلیت نصب زیر شیر سوپاپی و آب بندی مطمئن، این محصول را برای سیستم های کنترل جریان و قفل مدار ایده آل کرده است. دمای کاری گسترده از -30 تا +80 درجه سانتی گراد و سازگاری با روغن های معدنی ISO VG 32 تا 68 از دیگر ویژگی های آن است.
| مشخصات فنی | Rexroth Z1S 6 | Parker C101 | Eaton CV1-6 |
|---|---|---|---|
| حداکثر فشار کاری (bar) | 350 | 315 | 320 |
| دبی نامی (L/min) | 60 | 50 | 55 |
| تلفات فشار در 40 L/min (bar) | 0.3 | 0.5 | 0.4 |
| زمان پاسخ (ms) | 25 | 32 | 30 |
| دمای کاری (°C) | -30 تا +80 | -20 تا +70 | -25 تا +75 |
| طول عمر مکانیکی (میلیون سیکل) | 10 | 8 | 7.5 |
| نوع نصب | زیر شیر صفحهای | بلوک منیفولد | پورت مستقیم |
| ویژگی برتر | تلفات فشار بسیار کم و واکنش سریع | ساختار مقاوم در برابر شوک فشار | هزینه کمتر و طراحی سادهتر |
استانداردهای تولید و کیفیت شیر برقی سروو MOOG
شیر برقی سروو MOOG بر اساس بالاترین استانداردهای جهانی در حوزه کنترل دقیق جریان و فشار هیدرولیک تولید میشود. این شیرها مطابق با الزامات استانداردهای ISO 10770-1، ISO 6403 و NFPA T3.5.21 طراحی و تست میگردند تا عملکردی با دقت کنترل ±0.1 درصد از حداکثر جریان تضمین شود. تمامی مدلهای سروو ولو MOOG دارای کنترل الکتروهیدرولیکی با پاسخ فرکانسی تا 400 هرتز و هیسترزیس کمتر از 0.3 درصد هستند. فرآیند ساخت آنها طبق گواهیهای ISO 9001، AS9100 و MIL-STD-810G شامل آزمونهای لرزش، حرارت و فشار بالا انجام میشود. تستهای نهایی شامل 100 درصد بازرسی عملکردی، تست نشتی زیر فشار 350 بار و بررسی پایداری دینامیکی در دمای -40 تا +135 درجه سانتیگراد است. نتیجه این فرایندها تولید شیرهای سرووی با عمر کاری بیش از 20 میلیون سیکل و دقت تکرار بسیار بالا است.
| پارامتر | مقدار / استاندارد | توضیح فنی |
|---|---|---|
| استاندارد طراحی | ISO 10770-1 / NFPA T3.5.21 | تعیین عملکرد دینامیکی و پاسخ شیرهای سروو |
| استاندارد ساخت | ISO 9001 / AS9100 | کنترل کیفیت در فرایند تولید و مونتاژ دقیق |
| استاندارد محیطی | MIL-STD-810G | مقاومت در برابر دما، لرزش و شوک محیطی |
| فشار کاری نامی | 350 bar | پایداری عملکردی در سیستم های فشار بالا |
| پاسخ فرکانسی | تا 400 Hz | کنترل دقیق موقعیت و سرعت عملگر |
| هیسترزیس | کمتر از 0.3% | دقت بالا در تکرار فرمان کنترل |
| عمر کاری | بیش از 20 میلیون سیکل | پایداری طولانی مدت در کاربردهای صنعتی و هوایی |
| تست نهایی | 100% عملکردی و نشتی | تضمین کارایی پیش از ارسال به مشتری |
استانداردهای ساخت و کنترل کیفیت شیر های سروو MOOG
شیرهای سروو MOOG بر اساس دقیقترین استانداردهای جهانی در حوزه کنترل جریان و فشار هیدرولیک تولید میشوند. این محصولات مطابق با استانداردهای ISO 10770-1, ISO 5598 و MIL-STD-810G طراحی و آزمایش میگردند تا پایداری عملکرد در شرایط دینامیکی و محیطی سخت تضمین شود. فرآیند ساخت شیر سروو شامل ماشینکاری دقیق با تلورانس کمتر از ۲ میکرون، بالانس اسپول دیجیتال و تست عملکرد در فشار تا ۳۵۰ بار است. کنترل کیفیت نهایی در MOOG بر اساس استاندارد ISO 9001:2015 و با آزمونهای عملکردی شامل linearity, hysteresis, response time و leakage rate انجام میشود. هر شیر قبل از ارسال، تحت تستهای دوام ۱۰ میلیون سیکل و آزمون لرزش و دما از -۴۰ تا +۹۰ درجه سانتیگراد قرار میگیرد تا عملکرد پایدار در کاربردهای هوافضا، نظامی و صنعتی تضمین شود.
- استاندارد طراحی: ISO 10770-1 (Hydraulic fluid power – Electrohydraulic control valves)
- استاندارد اصطلاحات و تعاریف: ISO 5598 (Fluid power systems and components)
- استاندارد مقاومت محیطی: MIL-STD-810G (Environmental Engineering Considerations and Laboratory Tests)
- استاندارد کنترل کیفیت تولید: ISO 9001:2015 (Quality Management System)
- تلورانس ماشینکاری: کمتر از ±2 میکرون در بخش اسپول و اسلیو
- آزمون فشار کاری: تا 350 بار با نشت مجاز کمتر از 0.3 cc/min
- آزمون خطی بودن (Linearity Test): خطا کمتر از ±0.5%
- آزمون هیسترزیس: کمتر از 0.2% در محدوده کنترل کامل
- آزمون زمان پاسخ: کمتر از 8 میلی ثانیه در 100% سیگنال ورودی
- آزمون دوام مکانیکی: بیش از 10 میلیون سیکل بدون افت عملکرد
- آزمون دمای کاری: بین -40 تا +90 درجه سانتی گراد
- تست نهایی هر محصول: 100% تست عملکردی دیجیتال و منحنی جریان-سیگنال
عوامل موثر بر خرید و قیمت شیر سروو در هیدرولیک
شیر سروو از دقیقترین اجزای سیستمهای هیدرولیک صنعتی است که در کنترل موقعیت، سرعت و فشار نقش کلیدی دارد. قیمت این شیرها وابسته به پارامترهای فنی و کیفیت ساخت است و در محدوده گستردهای از چند هزار تا چند ده هزار دلار متغیر میباشد.
-
1. نوع سیگنال کنترل و الکترونیک داخلی (Control Signal & Electronics)
شیرهای سروو با سیگنال آنالوگ ±10V یا جریان 4–20mA قیمت پایینتری نسبت به مدلهای دیجیتال با ارتباط BUS دارند. وجود کارت الکترونیکی مجتمع (integrated amplifier) قیمت را افزایش میدهد.
حدود قیمت: آنالوگ ≈ $2,000–$5,000، دیجیتال با کنترل داخلی ≈ $4,000–$10,000.
-
2. دبی نامی و سایز پورت (Nominal Flow & Port Size)
دبی نامی بر حسب L/min و سایز پورت (مثلاً NG6، NG10 یا NG16) از فاکتورهای اصلی قیمت است. دبیهای بالا نیاز به طراحی مقاومتر و spool بزرگتر دارند.
حدود قیمت: NG6 ≈ $3,000–$6,000، NG10 ≈ $5,000–$9,000، NG16 ≈ $8,000–$15,000.
-
3. فشار کاری و دقت کنترل (Pressure & Control Accuracy)
شیرهای با فشار کاری 280 تا 350 بار و دقت کمتر از ±0.1% معمولاً برای کاربردهای هوافضا یا تست استفاده میشوند و بسیار گرانترند.
حدود قیمت برای دقت بالا (±0.1%) ≈ $10,000–$25,000.
-
4. نوع بازخورد موقعیت (Position Feedback)
وجود فیدبک موقعیت LVDT یا حسگر مغناطیسی داخلی از عوامل افزایش دقت و قیمت است. مدلهای بدون فیدبک ارزانتر ولی دقت پایینتری دارند.
افزایش قیمت برای LVDT داخلی ≈ $500–$1,200.
-
5. برند و کشور سازنده
برندهای معتبری مانند MOOG، REXROTH، PARKER و KAWASAKI در سطح جهانی شناخته شدهاند. محصولات اصلی اروپایی و آمریکایی نسبت به مدلهای آسیایی تا سه برابر گرانترند.
حدود قیمت: برندهای آسیایی ≈ $2,000–$5,000، برندهای اروپایی ≈ $6,000–$20,000.
-
6. نوع نصب و استاندارد بدنه (Mounting & Interface Standard)
استانداردهای نصب مانند ISO 10372 یا NG6–NG25 در انتخاب و هزینه ساخت موثر هستند. شیرهای مخصوص یا سفارشی (Custom Manifold) هزینه بیشتری دارند.
افزایش قیمت برای مدل سفارشی ≈ $400–$1,000.
-
7. جنس بدنه و کیفیت آببندی (Material & Sealing)
استفاده از فولاد آلیاژی، تیتانیوم یا آببندی Viton باعث افزایش دوام در محیطهای خاص میشود ولی هزینه را بالا میبرد.
افزایش قیمت ≈ $300–$800 بسته به جنس و دما.
-
8. سیستم فیلتر و حساسیت آلودگی (Filtration Requirement)
شیرهای سروو بسیار حساس به آلودگی هستند و نیاز به فیلتر دقیق (حدود 5 میکرون) دارند. طراحی با تلرانس کمتر قیمت نهایی را افزایش میدهد.
افزایش قیمت ناشی از تلرانس و فیلتر خاص ≈ $200–$600.
-
9. خدمات کالیبراسیون، گارانتی و پشتیبانی نرمافزاری
پشتیبانی نرمافزاری، کالیبراسیون کارخانهای و گارانتی بلندمدت معمولاً 5% تا 20% به قیمت پایه میافزاید.
هزینه خدمات مهندسی و گارانتی ≈ $300–$1,500.
-
10. تیراژ سفارش و شرایط تأمین
سفارشات انبوه برای پروژههای صنعتی معمولاً شامل تخفیف هستند. اما سفارش تکی یا با تنظیمات خاص هزینه مهندسی بیشتری دارد.
تخفیف تیراژ: 5%–15% برای سفارشهای بزرگ.
جمعبندی: قیمت شیر سروو هیدرولیک بر اساس کاربرد، دقت و برند معمولاً بین $2,000 تا $25,000 متغیر است.
نحوه تنظیم فشار و کالیبراسیون شیر سروو هیدرولیک MOOG
تنظیم فشار و کالیبراسیون شیر سروو هیدرولیک MOOG فرآیندی دقیق و کنترلشده است که بر اساس استاندارد ISO 10770-1 و مشخصات کارخانه MOOG انجام میشود. در مرحله نخست، شیر در مدار تست هیدرولیک با فشار کاری 210 تا 315 بار نصب میگردد. سیگنال ورودی الکتریکی ±10V برای بررسی پاسخ جریان به فرمان استفاده میشود. با استفاده از دستگاه servo valve test stand، نقاط تنظیم شامل null bias, gain, و pressure feedback trim بررسی و اصلاح میشوند. فشار خروجی باید در محدوده ±0.5% از مقدار نامی حفظ شود. کالیبراسیون نهایی با نرمافزار اختصاصی MOOG TestSoft و سنسورهای دبی و فشار کلاس A انجام میشود تا پارامترهای linearity, hysteresis, و dynamic response در محدوده مجاز قرار گیرند. پس از اتمام تنظیم، شیر تحت آزمون نشت، پایداری حرارتی و کنترل حلقه بسته قرار میگیرد.
- 1. آمادهسازی سیستم: نصب شیر روی میز تست با فشار کاری 210 تا 315 بار و دمای روغن 40 ±2°C
- 2. اتصال سیگنال کنترلی: اعمال ورودی ±10V DC از منبع کنترل دقیق و اندازهگیری جریان خروجی
- 3. تنظیم نقطه صفر (Null Adjustment): تنظیم پیچ بالانس اسپول تا رسیدن جریان خروجی به صفر در سیگنال 0V
- 4. تنظیم بهره (Gain Calibration): بررسی نرخ تغییر جریان نسبت به ولتاژ و تنظیم تا دستیابی به ±10% خطی بودن
- 5. تصحیح بازخورد فشار (Pressure Feedback Trim): تنظیم فشار خروجی در محدوده ±0.5% از مقدار نامی سیستم
- 6. آزمون پویایی (Dynamic Response Test): تست سیگنال پلهای 10Hz و ثبت پاسخ با تاخیر کمتر از 8 میلیثانیه
- 7. آزمون نشت داخلی: اطمینان از نشت کمتر از 0.3 cc/min در فشار 315 بار
- 8. ثبت منحنی کالیبراسیون: ذخیره نمودار جریان بر حسب سیگنال برای مستندسازی کیفیت
- 9. آزمون حرارتی: بررسی پایداری عملکرد بین دماهای -30 تا +80 درجه سانتیگراد
- 10. تایید نهایی: تأیید پارامترهای Linearity < ±0.5% و Hysteresis < 0.2% پیش از صدور گواهی کالیبراسیون
مزایا و معایب خرید شیر هیدرولیک hawe mve 4
شیر هیدرولیک Hawe MVE 4 از سری شیرهای کنترل جهت با طراحی کامپکت و ساختار ماژولار است که برای سیستم های فشار بالا تا 700 بار طراحی شده است. این مدل با استفاده از فناوری اسپول دقیق و آب بندی فلز به فلز، قابلیت کنترل بسیار پایدار و بدون نشتی داخلی را فراهم می کند. از مزایای اصلی آن می توان به ابعاد کوچک، عمر کاری طولانی، مقاومت بالا در برابر شوک فشار و سازگاری با روغن های معدنی ISO VG 32 تا 68 اشاره کرد. با این حال، معایب آن شامل قیمت نسبتاً بالا، نیاز به فیلتر روغن دقیق با مش 10 میکرون و دشواری تعمیر در محل می باشد. این شیر در صنایع ماشین ابزار، تجهیزات موبایل و سیستم های هیدرولیک با فضای نصب محدود به دلیل دقت بالا و پاسخ سریع بسیار مورد استفاده قرار می گیرد.
- حداکثر فشار کاری: تا 700 بار
- دبی نامی: حدود 20 لیتر بر دقیقه
- دمای کاری مجاز: از -25 تا +80 درجه سانتی گراد
- نوع عملکرد: اسپولی با کنترل دستی، برقی یا پیلوتی
- راندمان حجمی: بیش از 92 درصد در فشار نامی
- نشتی داخلی: کمتر از 0.2 cc/min در 350 بار
- مزایا: ابعاد کوچک، دقت بالا، عمر طولانی، مقاومت در فشار زیاد، قابلیت نصب ماژولار
- معایب: قیمت اولیه بالا، نیاز به فیلتر روغن دقیق، تعمیر دشوار در محل
- کاربردها: ماشین ابزار، سیستم های تست فشار، تجهیزات موبایل و کنترل دقیق صنعتی
- استاندارد کیفیت: مطابق ISO 4401 و DIN 24340
معرفی تخصصی دایرکشنال ولو پروپرشنال MOOG و کاربردهای صنعتی
دایرکشنال ولو پروپرشنال MOOG یکی از پیشرفتهترین شیرهای کنترل جهت هیدرولیک در جهان است که برای تنظیم دقیق جریان و فشار به صورت الکتروهیدرولیکی طراحی شده است. این شیرها با استفاده از سیگنال الکتریکی آنالوگ یا دیجیتال، جابهجایی اسپول را بهصورت پیوسته کنترل کرده و دقت تنظیم جریان تا ۰.۱٪ از محدوده کامل را فراهم میکنند. سریهای معروف مانند MOOG D633 و D634 قابلیت عملکرد در فشار کاری تا ۳۵۰ بار و دبی تا ۷۵ لیتر بر دقیقه را دارند. زمان پاسخ کمتر از ۱۰ میلیثانیه و تکرارپذیری بالا باعث شده این شیرها در سیستمهای حلقهبسته و سرووکنترلی بهطور گسترده مورد استفاده قرار گیرند. طراحی مقاوم، فیلتر داخلی دقیق و کنترل پایدار موجب شده دایرکشنال ولو پروپرشنال MOOG در صنایع هوافضا، تزریق پلاستیک، ماشین ابزار، تست دینامیکی و سیستمهای رباتیک جایگاه ویژهای داشته باشد.
| مشخصات فنی | مقدار / محدوده | توضیحات تخصصی |
|---|---|---|
| فشار کاری (bar) | تا 350 | مناسب برای سیستمهای هیدرولیک فشار بالا و حلقه بسته |
| دبی نامی (L/min) | تا 75 | بسته به نوع اسپول و اندازه پورت |
| دقت کنترل جریان | ±0.1% | کنترل پیوسته و دقیق جریان با سیگنال الکتریکی |
| زمان پاسخ (ms) | کمتر از 10 | واکنش بسیار سریع در سیستمهای دینامیکی |
| نوع سیگنال ورودی | ±10V یا ±20mA | قابل اتصال به کنترلرهای PLC یا درایورهای دیجیتال MOOG |
| نوع کنترل | Proportional / Closed Loop | مجهز به سنسور فیدبک موقعیت اسپول |
| دمای کاری (°C) | -30 تا +80 | پایداری در محیطهای صنعتی سنگین |
| کاربردهای صنعتی | هوافضا، تزریق پلاستیک، ماشین ابزار، رباتیک | استفاده در سیستمهای دقیق با کنترل موقعیت و نیرو |
کاربردهای صنعتی سلونوئید ولو MOOG
سلونوئید ولو MOOG یکی از دقیقترین و سریعترین شیرهای الکتروهیدرولیکی در صنعت است که برای کنترل جریان، فشار و جهت سیال در سیستمهای اتوماسیون و دینامیکی استفاده میشود. این شیرها با طراحی خاص سلونوئید پرفشار و زمان پاسخ کمتر از ۵ تا ۱۰ میلیثانیه، کنترل دقیق سیال را در شرایط متغیر تضمین میکنند. بدنه مقاوم، سیمپیچ با راندمان بالا و قابلیت عملکرد در فشار کاری تا ۳۵۰ بار باعث شده سلونوئید ولوهای MOOG در کاربردهای سنگین صنعتی و کنترل حلقه بسته بسیار قابل اعتماد باشند. این شیرها در خطوط تولید خودکار، ماشین ابزار CNC، تجهیزات تست ارتعاش، سیستمهای تزریق پلاستیک، صنایع هوایی، و تجهیزات نظامی به طور گسترده استفاده میشوند. ترکیب سرعت بالا، دقت کنترل و طول عمر بیش از ۱۰ میلیون سیکل کاری، این محصولات را به استانداردی در کلاس کنترل الکتروهیدرولیک تبدیل کرده است.
- کنترل جریان و فشار دقیق: مناسب برای سیستمهای هیدرولیک با نیاز به پاسخ سریع و پایدار
- فشار کاری مجاز: تا 350 بار در مدلهای صنعتی و هوافضایی
- زمان پاسخ: بین 5 تا 10 میلیثانیه برای کنترل سریع سیال
- قابلیت کنترل الکتریکی: با سیگنال ±10V یا ±20mA از PLC یا کنترلر دیجیتال
- تکرارپذیری عملکرد: خطای کمتر از ±0.3% در سیکلهای متوالی
- کاربرد در سیستمهای تزریق پلاستیک: کنترل دقیق فشار و موقعیت در مراحل تزریق و قفل
- کاربرد در ماشین ابزار CNC: کنترل سرعت و گشتاور محورهای هیدرولیکی
- کاربرد در صنایع هوافضا: کنترل سطوح پروازی، عملگرها و سیستمهای هیدرولیک پروازی
- کاربرد در سیستمهای تست و شبیهسازی: کنترل دینامیکی نیرو، لرزش و شتاب در تست بنچها
- کاربرد در تجهیزات نظامی: سیستمهای تثبیت موقعیت، سلاحهای کنترلشده و شاسیهای هیدرولیک
- طول عمر کاری: بیش از 10 میلیون سیکل بدون افت عملکرد
- استاندارد کنترل کیفیت: تولید تحت گواهی ISO 9001:2015 و تست 100% عملکردی
راهنمای نگهداری و افزایش عمر برد پروپرشنال MOOG
برد پروپرشنال MOOG یکی از اجزای کلیدی در سیستمهای کنترل الکتروهیدرولیکی است که وظیفه تنظیم دقیق جریان و فشار را بر اساس سیگنال ورودی بر عهده دارد. نگهداری صحیح این برد نقش حیاتی در افزایش طول عمر و پایداری عملکرد آن دارد. استفاده از تغذیه پایدار با نویز کمتر از 50 mVpp، حفظ دمای محیط بین 0 تا 50 درجه سانتیگراد و جلوگیری از رطوبت بالای 80 درصد از اصول اولیه نگهداری است. تمیزکاری دورهای کانکتورها با اسپری ضد اکسید و بررسی سلامت خازنهای الکترولیت در فواصل هر 6 ماه باعث کاهش خطاهای الکترونیکی میشود. بهکارگیری سیستم ارتینگ مناسب و جلوگیری از ولتاژهای گذرا (surge protection) میتواند عمر مفید برد را تا 15 سال کاری افزایش دهد. انجام کالیبراسیون دورهای با تجهیزات MOOG T-2000 نیز دقت سیگنال و پایداری سیستم را تضمین میکند.
- ولتاژ تغذیه مجاز: ±15V DC یا 24V DC با ریپل کمتر از 50 mVpp
- محدوده دمای کاری: 0 تا +50 درجه سانتی گراد (غیرقابل استفاده در محیطهای با گرمای مستقیم)
- رطوبت مجاز محیط: حداکثر 80% بدون میعان
- فاصله سرویس دورهای: هر 6 ماه برای بازبینی خازنها، فیوزها و اتصالات
- تمیزکاری برد: استفاده از هوای فشرده خشک و اسپری ضد اکسید برای کانکتورها
- محافظت در برابر نوسانات برق: نصب فیلتر EMI و سرج پروتکتور در ورودی تغذیه
- ارتینگ (Grounding): استفاده از اتصال زمین با مقاومت کمتر از 1 اهم جهت کاهش نویز
- تست دورهای عملکرد: با دستگاه MOOG T-2000 یا ابزار تست سیگنال ±10V
- جلوگیری از آسیب حرارتی: نصب برد در محفظه دارای تهویه با جریان هوا حداقل 0.5 m/s
- کالیبراسیون سیگنال خروجی: هر 12 ماه برای حفظ دقت ±0.1% در پاسخ سیستم
- عمر مفید تقریبی: تا 15 سال با نگهداری استاندارد و شرایط محیطی کنترلشده
- استانداردهای تست و کیفیت: ISO 9001:2015 و IPC-A-610 کلاس صنعتی
نکات مهم در خرید شیر پروپورشنال و سروو MOOG
در زمان خرید شیر پروپورشنال و سروو MOOG، توجه به پارامترهای فنی و شرایط کاری سیستم اهمیت بالایی دارد. این شیرها برای کنترل دقیق جریان و فشار در سیستمهای هیدرولیکی حلقه بسته طراحی شدهاند و عملکرد آنها به نوع سیگنال، فشار کاری و دبی سیستم بستگی دارد. انتخاب مدل مناسب باید بر اساس فشار کاری حداکثر ۳۵۰ بار، دبی نامی بین ۵ تا ۷۵ لیتر بر دقیقه و نوع کنترل (آنالوگ یا دیجیتال) انجام شود. بررسی کد فنی محصول (مانند D633، D634، یا D661) و سازگاری آن با کنترلرهای PLC صنعتی ضروری است. همچنین اطمینان از اصالت کالا، وجود برگه تست عملکرد MOOG و گارانتی رسمی از عوامل کلیدی در خرید محسوب میشوند. انتخاب نادرست شیر باعث کاهش دقت کنترل و افزایش هزینههای تعمیراتی در سیستمهای حساس میشود.
- 1. تعیین فشار کاری سیستم: بررسی محدوده فشار تا 350 بار بر اساس نیاز مدار هیدرولیک
- 2. انتخاب دبی نامی: تطبیق دبی شیر (5 تا 75 L/min) با دبی پمپ و حجم مدار
- 3. نوع سیگنال کنترل: انتخاب بین ±10V، ±20mA یا CAN-Bus بر اساس کنترلر موجود
- 4. دقت و پایداری: بررسی مشخصات خطی بودن (Linearity ±0.1%) و هیسترزیس کمتر از 0.2%
- 5. سرعت پاسخ: زمان پاسخ کمتر از 10 میلی ثانیه برای سیستمهای دینامیکی
- 6. نوع فیدبک: مدلهای سروو دارای فیدبک موقعیت اسپول جهت کنترل حلقه بسته
- 7. دمای کاری: محدوده عملکرد -30 تا +80 درجه سانتی گراد با پایداری حرارتی بالا
- 8. نوع نصب: بررسی سازگاری با منیفولد یا زیرپلیت ISO 4401
- 9. کیفیت و اصالت کالا: خرید از نمایندگی رسمی MOOG با گواهی تست و کد شناسایی معتبر
- 10. خدمات پس از فروش: اطمینان از وجود قطعات یدکی، برد کنترل و سرویس دورهای
- 11. محیط کاری: انتخاب مدل مقاوم در برابر لرزش و آلودگی در شرایط صنعتی سنگین
- 12. تطبیق با کنترلر PLC: بررسی سازگاری با Siemens، Bosch، Beckhoff یا MOOG Controller
نکات مهم در تعمیر شیر سروو MOOG
تعمیر شیر سروو MOOG فرآیندی بسیار تخصصی و دقیق است که باید طبق دستورالعملهای کارخانه و استانداردهای ISO 10770-1 و IPC-A-610 انجام شود. این شیرها دارای اجزای حساس مانند اسپول، نازل، فیدبک مکانیکی و بوبین الکترونیکی هستند که کوچکترین خطا در مونتاژ میتواند باعث افت دقت سیستم شود. مراحل تعمیر شامل عیبیابی الکتریکی برد، تست نشت هیدرولیکی، تنظیم مرکز اسپول و کالیبراسیون سیگنال خروجی است. استفاده از تجهیزات دقیق مانند MOOG Test Stand T2000 برای بررسی پاسخ زمانی، خطی بودن و هیسترزیس الزامی است. قطعات مصرفی باید اصلی (Genuine MOOG) و با تلورانس کمتر از ۲ میکرون باشند. پس از مونتاژ، شیر تحت تست فشار تا ۳۵۰ بار و آزمون دوام ۱ میلیون سیکل کاری قرار میگیرد تا عملکرد پایدار و خطی بودن کامل سیگنال تضمین شود. تعمیر غیرتخصصی این شیرها موجب خرابی سریع و افت راندمان سیستم کنترل میشود.
- 1. بررسی اولیه: ارزیابی خطاهای عملکردی، تست سیگنال ورودی و ولتاژ تغذیه ±15V یا 24V
- 2. عیبیابی الکتریکی: تست مقاومت بوبین، سلامت سنسور فیدبک LVDT و مدار درایور
- 3. بازکردن دقیق شیر: جداسازی اسپول، نازل و فیدبک با ابزار مخصوص در محیط تمیز ISO Class 7
- 4. تمیزکاری قطعات: استفاده از حلالهای صنعتی بدون آب و خشک کردن با هوای خشک فیلترشده
- 5. بازرسی ابعادی: اندازهگیری اسپول و اسلیو با دقت ±1 میکرون با کولیس نوری
- 6. جایگزینی قطعات فرسوده: نصب اورینگها، بوش و اسپول اورجینال MOOG
- 7. مونتاژ مجدد: تنظیم موقعیت اسپول مرکزی با گیج مخصوص (Centering Tool)
- 8. تست عملکردی: استفاده از دستگاه MOOG T2000 برای بررسی خطی بودن، زمان پاسخ و نشت
- 9. کالیبراسیون خروجی: تنظیم دقیق پاسخ سیگنال ±10V بر اساس نمودار جریان-کنترل
- 10. تست فشار نهایی: اجرای تست هیدرولیک تا 350 بار و بررسی عملکرد در دمای 25 تا 70°C
- 11. مستندسازی تعمیر: ثبت دادههای تست، شماره سریال و نتایج نهایی برای آرشیو فنی
- 12. بستهبندی ایمن: بستهبندی در محفظه ضد رطوبت با برچسب تاریخ تست و مهر کنترل کیفیت
عوامل موثر بر خرید و قیمت شیر سرووهیدرولیک Bosch Rexroth Proportional Directional Valve
-
1. نوع کنترل و سیگنال ورودی (Control Type & Signal Input)
شیرهای سرووهیدرولیک Rexroth بر اساس نوع کنترل (آنالوگ، دیجیتال یا فیدبک حلقه بسته) قیمتهای متفاوتی دارند.
مدلهای دیجیتال یا دارای فیدبک موقعیت ≈ $2,500–$6,000، مدلهای سادهتر ≈ $1,200–$2,500.
-
2. فشار کاری نامی و ظرفیت جریان (Pressure & Flow Capacity)
شیرهای با فشار نامی بالاتر (تا 350 بار) و دبی زیاد نیاز به ساخت دقیقتری دارند.
حدود قیمت: تا 210 بار ≈ $1,500–$3,000، تا 350 بار ≈ $3,500–$6,500.
-
3. نوع اسپیول و تعداد وضعیتها (Spool Type & Positions)
نوع اسپیول (4/2 یا 4/3 پوزیشن) و شکل کنترل جریان روی عملکرد و هزینه اثر دارد.
افزایش قیمت برای طراحی خاص اسپیول ≈ $200–$600.
-
4. دقت کنترل و نوع فیدبک (Control Accuracy & Feedback)
وجود حسگر موقعیت (LVDT) یا فیدبک داخلی دقت را افزایش و قیمت را بهطور قابل توجهی بالا میبرد.
افزایش قیمت برای سیستم فیدبک داخلی ≈ $500–$1,500.
-
5. ولتاژ بوبین و الکترونیک تقویتی (Coil Voltage & Amplifier)
بوبینهای 12VDC و 24VDC رایج هستند. وجود کارت الکترونیکی تقویتی (Amplifier Card) هزینه را افزایش میدهد.
بوبین ساده ≈ $150–$300، شیر با کارت تقویتی مجتمع ≈ $500–$1,200 گرانتر است.
-
6. نوع نصب و استاندارد اتصال (Mounting & Port Standard)
استاندارد CETOP 3، CETOP 5 یا ISO در ابعاد و قیمت تأثیر دارد. مدلهای CETOP 5 معمولاً گرانتر هستند.
افزایش قیمت برای سایز بزرگتر ≈ $200–$700.
-
7. جنس بدنه و آببندی (Material & Sealing)
بدنه فولادی یا آلومینیومی و آببندی NBR یا Viton در دوام و قیمت مؤثرند. Viton برای دماهای بالا توصیه میشود.
افزایش قیمت برای Viton یا فولاد ضد زنگ ≈ $100–$300.
-
8. قابلیت کنترل الکترونیکی مجتمع (Integrated Electronics - OBEs)
مدلهای OBE (با الکترونیک داخلی) نصب آسانتری دارند اما قیمت بالاتری نسبت به مدلهای خارجی دارند.
افزایش قیمت نسبت به مدل استاندارد ≈ $400–$900.
-
9. گواهینامهها و تست عملکردی کارخانه
گواهی CE، ISO و تست فشار از کارخانه Bosch Rexroth هزینه نهایی را افزایش میدهد.
افزایش قیمت برای گواهی کامل ≈ $100–$300.
-
10. کشور تولیدکننده و اصالت برند
شیرهای تولید آلمان یا جمهوری چک معمولاً کیفیت و قیمت بالاتری از نسخههای OEM دارند.
نسخه اصل Bosch Rexroth ≈ $2,000–$6,500، نسخه OEM ≈ $1,200–$3,000.
-
11. نوسانات نرخ ارز، تعرفه و حمل و نقل
تغییرات دلار، هزینه گمرک و حمل هوایی روی قیمت نهایی تأثیر دارد.
نوسان معمول: ±10% تا ±30% از قیمت پایه.
-
12. تیراژ سفارش و خدمات پس از فروش
سفارش عمده یا قرارداد با تامینکننده رسمی موجب دریافت تخفیف مهندسی میشود.
تخفیف تیراژ: 5%–20% بسته به حجم خرید و شرایط گارانتی.
جمعبندی: محدوده کلی قیمت شیر سرووهیدرولیک Bosch Rexroth Proportional Directional Valve بین حدود $1,800 تا $6,500 است.
راهنمای خرید و قیمت پروپرشنال والو Rexroth Proportional Valve 4WREE
شیر پروپرشنال Rexroth 4WREE یکی از دقیقترین و پرکاربردترین ولوهای کنترل جریان و فشار در سیستمهای هیدرولیک صنعتی است که قابلیت کنترل الکتروهیدرولیکی با دقت بالا را دارد. این مدل با ساختار اسپول خطی و درایور الکترونیکی داخلی، امکان تنظیم پیوسته جریان بین ۰ تا ۶۰ لیتر بر دقیقه و تحمل فشار کاری تا ۳۱۵ بار را فراهم میکند. هنگام خرید این شیر، باید پارامترهایی مانند نوع سیگنال ورودی (±10V یا ±20mA)، سایز پورت نصب (NG6 یا NG10) و نوع عملکرد حلقه باز یا بسته بررسی شوند. برند Bosch Rexroth آلمان با استاندارد ISO 10770-1 تولید این سری را تضمین میکند. قیمت شیر پروپرشنال 4WREE بسته به مدل، دبی، فشار کاری و وجود فیدبک داخلی بین ۸۵۰ تا ۲۵۰۰ یورو متغیر است. انتخاب نسخه مناسب بر اساس نوع سیستم کنترل و دقت مورد نیاز، بیشترین بازده و طول عمر را تضمین میکند.
- 1. فشار کاری: حداکثر 315 بار با پایداری فشار و کنترل دقیق جریان
- 2. دبی نامی: 10 تا 60 لیتر بر دقیقه بسته به مدل (4WREE6 یا 4WREE10)
- 3. نوع سیگنال ورودی: ±10V آنالوگ یا ±20mA جریان کنترلی
- 4. سیستم کنترل: حلقه باز (Open Loop) یا حلقه بسته (Closed Loop) با فیدبک موقعیت اسپول
- 5. ولتاژ تغذیه درایور داخلی: 24V DC با فیلتراسیون کمتر از 50mVpp
- 6. نوع نصب: زیرپلیت ISO 4401 NG6 / NG10 با پیچهای M5 یا M6
- 7. دقت کنترل: خطی بودن ±0.5% و تکرارپذیری ±0.2%
- 8. زمان پاسخ: کمتر از 20 میلیثانیه در 100% فرمان ورودی
- 9. دمای کاری: از -20 تا +70 درجه سانتی گراد
- 10. برند و اصالت: ساخت Bosch Rexroth آلمان با گواهی تست کارخانه
- 11. محدوده قیمت حدودی: از 850 تا 2500 یورو بسته به مشخصات فنی
- 12. توصیه فنی خرید: انتخاب بر اساس دبی واقعی مدار، فشار پمپ و نوع کنترل PLC
- 13. کاربردها: پرسهای هیدرولیک، ماشین ابزار CNC، تزریق پلاستیک و سیستمهای موقعیتیابی دقیق
- 14. خدمات پس از فروش: تامین قطعات یدکی، برد درایور و پشتیبانی نرمافزاری از طریق نمایندگی مجاز Rexroth
نکات فنی برای جلوگیری از خرابی زودهنگام پروپرشنال والو Rexroth Proportional Valve 4WREE
برای جلوگیری از خرابی زودهنگام پروپرشنال ولو Rexroth 4WREE رعایت نکات فنی نگهداری و بهرهبرداری الزامی است. این شیرها در سیستمهای هیدرولیک حلقه باز و بسته با فشار کاری تا ۳۱۵ بار و دبی تا ۷۵ لیتر بر دقیقه استفاده میشوند و حساسیت بالایی به آلودگی روغن دارند. استفاده از فیلتر با دقت ۳ تا ۵ میکرون (ISO 4406 ≤ 17/15/12)، حفظ دمای روغن بین ۳۰ تا ۵۵ درجه سانتیگراد و جلوگیری از نوسان ولتاژ تغذیه ±24V DC ±10% از عوامل کلیدی افزایش عمر مفید است. همچنین رعایت نصب صحیح با جهت جریان مشخص، استفاده از سیال هیدرولیک با ویسکوزیته استاندارد ISO VG 46 و بررسی دورهای سیگنال کنترلی، موجب کاهش فرسایش اسپول و جلوگیری از گیر کردن آن میشود. نگهداری پیشگیرانه منظم، دمای پایدار و تغذیه الکتریکی تمیز میتواند عمر مفید شیر را تا ۵ سال کاری افزایش دهد.
- 1. کیفیت سیال هیدرولیک: استفاده از روغن با ویسکوزیته ISO VG 46 و تمیزی ISO 4406 ≤ 17/15/12
- 2. فیلتر مناسب: فیلتر برگشت 10 میکرون و فیلتر فشار 3 تا 5 میکرون برای حفاظت از اسپول
- 3. دمای کاری: حفظ دمای روغن بین 30 تا 55 درجه سانتی گراد جهت جلوگیری از تغییر ویسکوزیته
- 4. ولتاژ تغذیه: تثبیت ولتاژ 24V DC با تلورانس ±10% و استفاده از منبع تغذیه ایزوله
- 5. نویز الکتریکی: نصب فیلتر EMI و ارتینگ صحیح با مقاومت زیر 1 اهم برای جلوگیری از خطای سیگنال
- 6. نصب مکانیکی صحیح: رعایت جهت جریان طبق پیکان روی بدنه و استفاده از پیچهای گشتاور استاندارد
- 7. بررسی سیگنال کنترلی: کنترل صحت سیگنال ±10V یا ±20mA از کنترلر PLC یا درایور دیجیتال
- 8. جلوگیری از شوک فشار: نصب اکیومولاتور برای جذب نوسانات لحظهای فشار در مدار
- 9. تمیزکاری محیط: جلوگیری از ورود گرد و غبار و ذرات به درگاههای هیدرولیکی هنگام نصب یا سرویس
- 10. سرویس دورهای: بازبینی عملکرد اسپول و کانکتور الکتریکی هر 6 ماه
- 11. بررسی دمای کویل: دمای بوبین نباید از 75°C بالاتر رود، در غیر این صورت احتمال سوختن وجود دارد
- 12. ذخیرهسازی صحیح: نگهداری در محیط خشک با دمای بین 0 تا 40°C و رطوبت کمتر از 60%
- 13. تست دورهای عملکرد: تست دبی و زمان پاسخ با دستگاه Rexroth Valve Tester برای تشخیص زودهنگام خرابی
- 14. عمر مفید تقریبی: تا 5 سال یا 10 میلیون سیکل در صورت رعایت شرایط نگهداری استاندارد
بررسی تخصصی و مهندسی پروپرشنال هیدرولیک Rexroth Proportional Valve 4WRKE
شیر پروپرشنال هیدرولیک Rexroth 4WRKE از سری شیرهای دقیق الکتروهیدرولیکی شرکت Bosch Rexroth است که برای کنترل همزمان دبی، فشار و جهت جریان در سیستمهای حلقه بسته طراحی شده است. این شیر با بهرهگیری از فیدبک موقعیت داخلی (LVDT) و کنترل الکترونیکی مجتمع (Integrated Electronics) دقت تنظیم جریان تا ±0.1٪ از محدوده کامل را فراهم میکند. فشار کاری مدل 4WRKE تا 350 بار و دبی نامی آن تا 240 لیتر بر دقیقه است که آن را مناسب برای کاربردهای صنعتی سنگین مانند پرسهای هیدرولیک، ماشین ابزار CNC، تجهیزات تزریق پلاستیک و سیستمهای تست دینامیکی کرده است. زمان پاسخ سریع کمتر از 8 میلیثانیه، پایداری حرارتی بالا، و قابلیت اتصال مستقیم به کنترلرهای دیجیتال Rexroth VT-VSPA از ویژگیهای شاخص این شیر است. طراحی کامپکت و نصب مطابق با استاندارد ISO 4401، اطمینان از عملکرد پایدار در شرایط کاری سخت را تضمین میکند.
| مشخصات فنی | مقدار / محدوده | توضیحات مهندسی |
|---|---|---|
| فشار کاری (bar) | تا 350 | قابل استفاده در سیستمهای صنعتی فشار بالا |
| دبی نامی (L/min) | تا 240 | وابسته به سایز پورت و نوع اسپول |
| دقت کنترل جریان | ±0.1% | مناسب برای سیستمهای کنترل موقعیت دقیق |
| زمان پاسخ (ms) | کمتر از 8 | واکنش سریع برای فرآیندهای دینامیکی |
| نوع سیگنال ورودی | ±10V یا ±20mA | سازگار با PLC، کنترلر Rexroth یا درایور دیجیتال |
| نوع فیدبک | LVDT داخلی | کنترل موقعیت اسپول با حلقه بسته |
| دمای کاری (°C) | -20 تا +80 | پایداری عملکرد در شرایط محیطی سخت |
| ولتاژ تغذیه الکترونیک | 24V DC | دارای محافظ داخلی در برابر نوسانات ولتاژ |
| نوع نصب | Subplate – ISO 4401 | قابلیت جایگزینی با شیرهای استاندارد صنعتی |
| کاربردهای صنعتی | پرس هیدرولیک، CNC، تزریق پلاستیک، سیستم تست | مناسب برای کنترل نیروی دقیق و موقعیت |
| استاندارد کیفیت ساخت | ISO 9001:2015 | تست کامل در کارخانه Rexroth قبل از تحویل |
عوامل موثر بر خرید و قیمت برد پروپرشنال REXROTH
بردهای پروپرشنال REXROTH جزء تجهیزات کنترلی دقیق برای شیرهای تناسبی هستند. قیمت و انتخاب آنها وابسته به چند عامل کلیدی فنی است.
-
1. نوع عملکرد و سازگاری با شیر (Valve Compatibility)
برد باید با مدل شیر تناسبی از نظر سیگنال فرمان، جریان بوبین و منحنی پاسخ هماهنگ باشد. مدلهای قابل تنظیم برای چند نوع شیر گرانترند.
حدود قیمت مهندسی: برد تککاناله ساده ≈ $450–$800، چندکاناله قابل تنظیم ≈ $900–$1,600.
-
2. تعداد کانالها و ظرفیت جریان خروجی
بردهای یک یا دو کاناله برای کنترل شیرهای مجزا طراحی میشوند. جریان خروجی (معمولاً 1 تا 2 آمپر) قیمت را تعیین میکند.
افزایش جریان نامی تا 2A موجب افزایش قیمت حدود $100–$300 میشود.
-
3. نوع ورودی فرمان (Input Signal Type)
ورودیهای آنالوگ 0–10V یا 4–20mA رایجاند. مدلهای دیجیتال با پروتکلهای CAN یا EtherCAT گرانتر هستند.
حدود قیمت: مدل آنالوگ ≈ $500–$900، مدل دیجیتال صنعتی ≈ $1,000–$1,800.
-
4. ولتاژ تغذیه و محافظت الکتریکی
بردهای 24VDC با حفاظت در برابر قطبیت معکوس و اتصال کوتاه از نوع صنعتی محسوب میشوند.
افزایش امکانات حفاظتی باعث رشد قیمت تا حدود $100–$250 میشود.
-
5. دقت و قابلیت تنظیم پارامترها
امکان تنظیم Gain، Ramp، و Offset باعث انعطاف بیشتر در کنترل میشود. وجود پتانسیومتر یا تنظیم دیجیتال هزینه را افزایش میدهد.
افزایش قیمت مهندسی برای نسخههای قابل تنظیم ≈ $150–$350.
-
6. گواهیها و استانداردهای صنعتی (Certifications)
بردهایی با گواهی CE، UL یا EMC تستشده قیمت بالاتری دارند زیرا مناسب خطوط تولید خودکار هستند.
افزایش قیمت برای بردهای دارای گواهی رسمی ≈ $100–$200.
-
7. نوع نصب و کانکتور (Mounting & Connector)
بردهای ریلی (DIN-Rail) نصب آسانتری دارند. مدلهای دارای کانکتور چندپینی صنعتی گرانتر از ترمینالی هستند.
تفاوت قیمت حدود $50–$150 بین نوع پایهدار و صنعتی وجود دارد.
-
8. شرایط محیطی و محدوده دما
مدلهای مقاوم در برابر دما یا ارتعاش برای محیطهای صنعتی سنگین طراحی شدهاند و قیمت بیشتری دارند.
افزایش قیمت در نسخه مقاوم محیطی ≈ $100–$250.
-
9. برند، اصالت و کشور تولید
بردهای اصل REXROTH ساخت آلمان یا مجارستان نسبت به نسخههای OEM چینی تا دو برابر گرانتر هستند.
حدود قیمت: نسخه اصلی ≈ $800–$1,600، OEM ≈ $400–$900.
-
10. پشتیبانی نرمافزاری و آپدیت فریمور
برخی مدلها با نرمافزار تنظیم پارامتر ارائه میشوند. این امکان قیمت را حدود 10% تا 25% افزایش میدهد.
افزایش قیمت برای مدل دارای نرمافزار ≈ $100–$300.
-
11. خدمات پس از فروش و گارانتی
بردهایی با گارانتی 12 تا 24 ماه از نمایندگی رسمی قیمت بالاتری دارند.
افزایش هزینه برای گارانتی رسمی ≈ 5% تا 15% از قیمت کل.
-
12. نرخ ارز، هزینه حمل و ترخیص
نوسانات نرخ دلار، تعرفه گمرکی و هزینه ارسال بینالمللی باعث تغییر محسوس در قیمت تمامشده میشوند.
دامنه تغییر معمول 10% تا 35% نسبت به قیمت پایه است.
جمعبندی: قیمت برد پروپرشنال REXROTH بر اساس مدل و ویژگیها بین حدود $450 تا $1,800 متغیر است.
تفاوت فشار کاری و فشار تنظیمی کارت پروپرشنال REXROTH
در سیستمهای هیدرولیک مجهز به کارت پروپرشنال Rexroth، درک تفاوت بین فشار کاری (Operating Pressure) و فشار تنظیمی (Set Pressure) اهمیت ویژهای در تنظیم دقیق عملکرد دارد. فشار کاری به حداکثر فشاری گفته میشود که سیستم یا شیر پروپرشنال قادر به تحمل آن در حالت عملکرد مداوم است و معمولاً تا ۳۵۰ بار برای سریهای 4WRPE، 4WRKE و 4WRAE تعریف میشود. در مقابل، فشار تنظیمی توسط کارت پروپرشنال (مانند مدلهای VT-VSPA یا VT-MSPA) تعیین میگردد و مقدار آن به سیگنال الکتریکی ورودی بستگی دارد. کارت با تغییر ولتاژ یا جریان ورودی (مثلاً ±10V یا 4–20mA) مقدار خروجی شیر را تنظیم کرده و فشار مدار را در محدوده کاری کنترل میکند. بنابراین فشار کاری محدودیت مکانیکی شیر است، در حالی که فشار تنظیمی پارامتر کنترلی الکتروهیدرولیکی محسوب میشود که مستقیماً به تنظیمات کارت وابسته است.
| پارامتر فنی | فشار کاری (Operating Pressure) | فشار تنظیمی (Set Pressure) |
|---|---|---|
| تعریف مهندسی | حداکثر فشاری که شیر یا سیستم قادر به تحمل آن در حالت عملکرد است. | فشاری که توسط کارت پروپرشنال از طریق سیگنال الکتریکی تعیین میشود. |
| وابستگی به سیگنال | مستقل از سیگنال الکتریکی | وابسته به ولتاژ یا جریان ورودی کارت (مثلاً ±10V یا 4–20mA) |
| محدوده معمول | حداکثر تا 350 بار بسته به نوع شیر Rexroth | قابل تنظیم از 0 تا 100٪ محدوده کاری (مثلاً 0–315 بار) |
| تعیینکننده | ساختار مکانیکی و طراحی هیدرولیکی شیر | پارامتر نرمافزاری و سیگنال خروجی کارت الکترونیکی |
| وظیفه اصلی | ایجاد محدودیت ایمنی برای جلوگیری از خرابی سیستم | تنظیم و کنترل فشار عملیاتی مدار بر اساس فرمان کنترلر |
| اندازهگیری | با مانومتر یا سنسور فشار در خط خروجی | با ولتمتر یا از طریق پارامتر کارت (Feedback Voltage) |
| واحد اندازهگیری | Bar یا MPa | Bar یا بهصورت درصدی از ولتاژ خروجی کارت |
| مثال کاربردی | شیر 4WRPE 6 با فشار کاری 315 bar | کارت VT-MSPA تعیینکننده فشار بین 0 تا 315 bar بر اساس سیگنال ±10V |
اجزای داخلی و ساختار پروپرشنال هیدرولیک Rexroth 4WRKE 35
شیر پروپرشنال هیدرولیک Rexroth 4WRKE 35 از پیشرفتهترین مدلهای کنترل جریان و فشار شرکت Bosch Rexroth است که دارای ساختاری ترکیبی از اجزای هیدرولیکی دقیق و مدار الکترونیکی مجتمع (OBE) میباشد. این شیر برای کنترل پیوسته و دقیق دبی تا 600 لیتر بر دقیقه در فشار کاری 350 بار طراحی شده است. اجزای داخلی آن شامل اسپول و اسلیو دقیق با تلورانس ±2 میکرون، سلونوئید پروپرشنال با کنترل جریان، سنسور موقعیت LVDT، مدار تقویتکننده سیگنال، بدنه فولادی با کانالهای جریان دقیق ماشینکاری شده و درایور دیجیتال مجتمع است. ترکیب این اجزا باعث ایجاد کنترل حلقه بسته و پاسخ سریع کمتر از 8 میلیثانیه میشود. طراحی ماژولار 4WRKE 35 امکان نصب آسان روی منیفولد ISO 4401 و اتصال مستقیم به کنترلرهای VT-VSPA یا VT-HACD را فراهم کرده و موجب دقت بسیار بالا و پایداری در شرایط کاری صنعتی سنگین میگردد.
| نام بخش | جنس / نوع ساخت | وظیفه و توضیحات فنی |
|---|---|---|
| بدنه (Valve Body) | فولاد آلیاژی سختکاری شده | دارای کانالهای جریان ماشینکاری شده برای عبور سیال و تحمل فشار تا 350 بار |
| اسپول (Spool) | فولاد کروم با پولیش دقیق ±2μm | کنترل جریان سیال بین پورتهای P, A, B, T بر اساس فرمان الکتریکی |
| اسلیو (Sleeve) | فولاد سختکاری شده | راهنمای حرکتی اسپول با دقت بالا و حداقل نشت داخلی |
| سلونوئید پروپرشنال | بوبین الکتریکی با هسته متحرک | تبدیل جریان الکتریکی ورودی به نیروی مغناطیسی کنترلشده برای جابجایی اسپول |
| سنسور LVDT | Linear Variable Differential Transformer | اندازهگیری موقعیت اسپول و ارسال فیدبک به مدار کنترل |
| درایور مجتمع (OBE) | مدار الکترونیکی مجتمع 24V DC | تبدیل سیگنال ورودی ±10V به جریان کنترلشده متناسب با موقعیت اسپول |
| پورتهای هیدرولیک | P, A, B, T (مطابق ISO 4401) | اتصال به منیفولد جهت کنترل جهت جریان سیال |
| اورینگها و آببندها | NBR یا FKM مقاوم در برابر روغن | جلوگیری از نشت داخلی و خارجی در فشار بالا |
| کانکتور الکتریکی | 7-Pin DIN 43563 | اتصال شیر به کنترلر یا PLC برای ارسال و دریافت سیگنال |
| سیستم فیدبک حلقه بسته | الکترومکانیکی (LVDT + OBE) | ایجاد دقت و پایداری در کنترل موقعیت و جریان سیال |
عوامل موثر بر خرید و قیمت شیر پروپشنال Rexroth 4WRKE 32
مدل 4WRKE 32 از خانواده شیرهای پروپشنال دقیق شرکت Rexroth است که برای کنترل پیوسته جریان و فشار در سیستمهای هیدرولیک صنعتی به کار میرود. قیمت این محصول به فاکتورهای متعددی بستگی دارد که در ادامه توضیح داده شدهاند.
-
1. سایز نامی و ظرفیت دبی (Nominal Size & Flow Capacity)
عدد 32 نشاندهنده سایز نامی پورت است و دبی قابل عبور را تا حدود 1000 لیتر بر دقیقه تعیین میکند. سایز بزرگتر باعث افزایش قیمت میشود.
حدود قیمت مهندسی: $4,500 تا $8,000 بسته به دبی و نوع اسپیول.
-
2. محدوده فشار کاری (Operating Pressure Range)
این شیرها معمولاً تا فشار 315 یا 350 بار طراحی میشوند. افزایش کلاس فشار نیاز به بدنه و سیل قویتر دارد و مستقیماً هزینه را بالا میبرد.
تفاوت قیمت بین نسخه 250 بار و 350 بار حدود $800 تا $1,200 است.
-
3. نوع کنترل الکترونیکی (Integrated Electronics Type)
مدلهای 4WRKE دارای درایور الکترونیکی مجتمع هستند. نوع سیگنال ورودی (±10V، 4-20mA یا Fieldbus) بر قیمت نهایی تأثیر دارد.
افزایش قیمت برای نسخه Fieldbus یا EtherCAT بین $700 تا $1,500 است.
-
4. ولتاژ تغذیه بوبین و نوع کویل (Solenoid Voltage & Coil Type)
بوبینهای 24VDC رایجترین نوع هستند. در صورت نیاز به حفاظت ضد انفجار (ATEX)، قیمت افزایش قابل توجهی دارد.
نسخه استاندارد ≈ $200–$400، نسخه ضد انفجار ≈ $700–$1,200.
-
5. نوع اسپیول و منحنی جریان (Spool Type & Flow Curve)
نوع اسپیول (A,B,E,K و غیره) جریان را تعیین میکند. طراحی دقیقتر برای دقت حرکتی بالا، هزینه تولید را افزایش میدهد.
افزایش قیمت: اسپیول با منحنی دقیق یا خاص ≈ $300–$900.
-
6. نوع نصب و استاندارد اتصال (Mounting Interface)
مدل 4WRKE 32 معمولاً دارای نصب ISO 4401 یا NG32 است. طراحیهای خاص با پورت رزوهای یا فلنجی، گرانتر هستند.
افزایش قیمت برای نسخه سفارشی ≈ $250–$600.
-
7. وجود سنسور موقعیت و فیدبک داخلی (Position Feedback)
فیدبک موقعیت در شیرهای پروپشنال دقت کنترل را بالا میبرد. مدلهای دارای LVDT Sensor قیمت بالاتری دارند.
افزایش قیمت برای نسخه فیدبکدار ≈ $800–$1,500.
-
8. برند اصلی یا OEM (Original vs OEM)
شیر اصلی ساخت آلمان توسط Bosch Rexroth معمولاً دو تا سه برابر نسخه OEM آسیایی قیمت دارد.
نسخه اصل ≈ $5,000–$10,000، نسخه OEM ≈ $2,000–$4,000.
-
9. دقت کنترل و تکرارپذیری (Control Accuracy)
مدلهایی با خطای کمتر از ±0.5% معمولاً دارای الکترونیک تقویتشده و حسگرهای دقیقتر هستند که قیمت را افزایش میدهد.
افزایش قیمت نسبت به نسخه استاندارد ≈ $600–$1,000.
-
10. خدمات پس از فروش و گارانتی کارخانه
دوره گارانتی بلندمدت، تستهای کارخانه و تأییدیه CE یا ISO بخشی از ارزش افزوده محسوب میشود.
افزایش هزینه خدمات ≈ 5% تا 15% از قیمت پایه.
-
11. نرخ ارز، حمل و تعرفه وارداتی
قیمت نهایی شیرهای Rexroth مستقیماً از نوسانات دلار و هزینههای گمرکی تأثیر میپذیرد. افزایش قیمت تا 30% ممکن است رخ دهد.
نرخ واقعی باید بر اساس زمان سفارش محاسبه شود.
-
12. حجم سفارش و شرایط پرداخت
سفارشات عمده برای پروژههای صنعتی معمولاً با تخفیف حجمی همراه است.
تخفیف تقریبی: 5% برای 3 عدد تا 20% برای 10 عدد به بالا.
جمعبندی: قیمت تقریبی شیر پروپشنال Rexroth 4WRKE 32 بین $4,500 تا $9,500 متغیر است و به فشار، نوع کنترل و اصالت کالا بستگی دارد.
اجزای داخلی و ساختار پروپرشنال هیدرولیک Rexroth 4WRKE 10
شیر پروپرشنال هیدرولیک Rexroth 4WRKE 10 یکی از پیشرفتهترین شیرهای کنترل دبی و جهت جریان در سیستمهای الکتروهیدرولیکی است که با طراحی دقیق و اجزای داخلی هماهنگ، عملکردی پایدار و پاسخ سریع ارائه میدهد. این مدل با سایز نامی NG10 (ISO 4401-05) و فشار کاری تا ۳۵۰ بار، از ساختاری شامل بدنه فولادی با دقت ماشینکاری بالا، اسپول کنترل دقیق، مگنتهای پروپرشنال، سنسور فیدبک موقعیت LVDT، مدار الکترونیکی مجتمع (OBE) و کانکتور تغذیه 24V DC تشکیل شده است. کنترل موقعیت اسپول از طریق سیگنال ±10V یا ±20mA انجام میشود که به مدار الکترونیکی داخلی منتقل شده و حرکت اسپول را بهصورت پیوسته تنظیم میکند. طراحی closed-loop و فیدبک داخلی باعث پایداری جریان، کاهش هیسترزیس و زمان پاسخ کمتر از 8 میلیثانیه در سیستمهای صنعتی دینامیکی میشود.
| نام جزء | عملکرد فنی | توضیح مهندسی |
|---|---|---|
| 1. بدنه (Valve Body) | ساختار اصلی مکانیکی شیر | از فولاد آلیاژی با تلورانس بالا، دارای کانالهای روغن دقیق |
| 2. اسپول (Spool) | کنترل مسیر و مقدار جریان | دارای طراحی لبهای برای کنترل خطی جریان و فشار |
| 3. بوش اسپول (Sleeve) | هدایت اسپول در محور طولی | ماشینکاری دقیق با لقی کمتر از 2 میکرون برای جلوگیری از نشتی |
| 4. مگنتهای پروپرشنال (Proportional Solenoids) | تبدیل سیگنال الکتریکی به نیروی مکانیکی | کنترل موقعیت اسپول بر اساس شدت جریان اعمالی |
| 5. سنسور فیدبک موقعیت (LVDT) | اندازهگیری موقعیت لحظهای اسپول | ارسال سیگنال فیدبک به مدار الکترونیکی برای کنترل حلقه بسته |
| 6. مدار الکترونیکی داخلی (OBE) | پردازش سیگنال ورودی و کنترل جریان مگنتها | تنظیم و تثبیت موقعیت اسپول جهت پاسخ سریع و دقیق |
| 7. کانکتور تغذیه (Electrical Connector) | ورودی سیگنال و توان الکتریکی | مطابق استاندارد DIN EN 175301، تغذیه 24V DC |
| 8. پورتهای هیدرولیک (Ports P, T, A, B) | ورود و خروج سیال هیدرولیک | مطابق چیدمان ISO 4401-05 با کدهای استاندارد برای نصب |
| 9. فنر بازگشت مرکزی (Centering Spring) | بازگرداندن اسپول به موقعیت صفر | تضمین موقعیت ایمن در زمان قطع برق یا سیگنال |
| 10. سیستم آببندی (O-Rings) | جلوگیری از نشتی داخلی و خارجی | ساخته شده از NBR یا FKM بسته به نوع روغن |
مزایا و معایب خرید پروپرشنال ولو rexroth proportional directional valve
خرید شیر پروپرشنال هیدرولیک Rexroth Proportional Directional Valve مزایا و محدودیتهای مهندسی مشخصی دارد. از مزایا میتوان به دقت بالا در کنترل جریان و فشار تا ±0.1٪، زمان پاسخ سریع کمتر از 8 میلیثانیه، فیدبک موقعیت داخلی (LVDT) و سازگاری با کنترلرهای دیجیتال و PLC صنعتی اشاره کرد. این ویژگیها باعث شده این شیر برای کاربردهای صنعتی حساس مانند ماشین ابزار CNC، تزریق پلاستیک، سیستمهای سروو و پرسهای هیدرولیک بسیار مناسب باشد. معایب اصلی شامل هزینه اولیه بالا، نیاز به نگهداری و فیلتراسیون دقیق روغن، حساسیت به آلودگی و محدودیت نصب در محیطهای با لرزش شدید است. بنابراین انتخاب شیر Rexroth باید با توجه به نیاز به دقت و پایداری سیستم و بودجه پروژه انجام شود تا عملکرد طولانی و قابل اعتماد تضمین گردد.
- دقت کنترل جریان و فشار تا ±0.1٪
- زمان پاسخ سریع کمتر از 8 میلیثانیه
- فیدبک موقعیت اسپول (LVDT) داخلی برای کنترل حلقه بسته
- سازگاری با کنترلرهای دیجیتال Rexroth و PLC صنعتی
- پایداری عملکرد در فشار کاری تا 350 بار
- قابلیت نصب مطابق استاندارد ISO 4401 و زیرپلیت استاندارد صنعتی
- کاربرد گسترده در صنایع حساس و دقیق
- هزینه اولیه خرید بالاتر نسبت به شیرهای ساده هیدرولیک
- نیاز به نگهداری دورهای و فیلتراسیون دقیق روغن
- حساسیت بالا به آلودگی و ذرات جامد
- محدودیت نصب در محیطهای با لرزش یا شوک شدید
- پیچیدگی سیستم کنترل و نیاز به کالیبراسیون منظم
استانداردهای تولید و کیفیت پروپرشنال هیدرولیک Bosch Rexroth Hydraulic Proportional Valve
شیرهای پروپرشنال هیدرولیک Bosch Rexroth بر اساس دقیقترین استانداردهای بینالمللی تولید میشوند تا عملکرد پایدار و طول عمر بالا در سیستمهای صنعتی فراهم گردد. فرآیند تولید شامل ماشینکاری با تلورانس کمتر از ۲ میکرون، آببندی دقیق اسپول و بوش، و مونتاژ مدار الکترونیکی داخلی مطابق با ISO 10770-1 و ISO 5598 است. هر شیر پیش از خروج از کارخانه تحت تستهای خطی بودن جریان، زمان پاسخ، هیسترزیس، نشت داخلی و خارجی قرار میگیرد تا دقت ±0.1% تضمین شود. استانداردهای کیفیت مانند ISO 9001:2015 و ISO 14001 مدیریت فرآیند و محیط زیست را تضمین میکنند. همچنین آزمونهای عملکردی شامل تست فشار تا ۳۵۰ بار، تست دمای کاری بین -20 تا +80 درجه سانتیگراد، و بررسی دوام بیش از ۱۰ میلیون سیکل کاری انجام میشود تا شیرهای پروپرشنال Rexroth در کاربردهای حساس مانند ماشین ابزار، پرسهای هیدرولیک، سیستمهای تزریق پلاستیک و تجهیزات هوافضا قابل اعتماد باشند.
- استاندارد طراحی و تولید: ISO 10770-1 (Hydraulic fluid power – Electrohydraulic control valves)
- استاندارد اصطلاحات و تعاریف: ISO 5598 (Fluid power systems and components)
- استاندارد مدیریت کیفیت: ISO 9001:2015
- استاندارد مدیریت محیط زیست: ISO 14001
- تلورانس ماشینکاری: کمتر از ±2 میکرون برای اسپول و بوش
- تست فشار کاری: تا 350 بار با نشت مجاز کمتر از 0.3 cc/min
- تست خطی بودن (Linearity): خطا کمتر از ±0.1%
- تست هیسترزیس: کمتر از 0.2% در محدوده کنترل کامل
- تست زمان پاسخ: کمتر از 8 میلیثانیه در محدوده 100% سیگنال
- تست دوام مکانیکی: بیش از 10 میلیون سیکل کاری بدون افت عملکرد
- دمای کاری مجاز: بین -20 تا +80 درجه سانتیگراد
- آزمون نهایی هر محصول: تست عملکرد 100% و منحنی جریان-سیگنال
بررسی تخصصی ردیوسینگ ولو پروپرشنال rexroth 3drep proportional valve و نکات انتخاب مهندسی
شیر پروپرشنال Rexroth 3DREP از نوع reducing/proportional valve برای کنترل دقیق فشار و جریان در سیستمهای هیدرولیک حلقه بسته طراحی شده است. این شیر با قابلیت کاهش فشار ورودی و تبدیل آن به فشار خروجی پایدار، دقت کنترل تا ±0.5٪ و زمان پاسخ کمتر از 10 میلیثانیه را ارائه میدهد. ساختار داخلی شامل بدنه فولادی دقیق، اسپول کاهشدهنده فشار، مگنت پروپرشنال، سنسور فیدبک موقعیت LVDT و مدار الکترونیکی مجتمع است. فشار کاری شیر تا 315 بار و دبی خروجی تا 100 L/min تنظیم میشود. نکات کلیدی مهندسی در انتخاب این شیر شامل محدوده کاهش فشار مورد نیاز، دقت خطی بودن، زمان پاسخ، نوع سیگنال ورودی، شرایط محیطی، سازگاری با کنترلرهای Rexroth و توانایی تحمل شوک و لرزش است. انتخاب صحیح شیر 3DREP باعث افزایش طول عمر سیستم، کاهش هیسترزیس و بهبود عملکرد حلقه بسته میشود.
| پارامتر | مشخصات | توضیح مهندسی و کاربردی |
|---|---|---|
| نوع شیر | Reducing / Proportional | کنترل فشار خروجی و جریان همزمان با دقت بالا |
| فشار کاری | تا 315 بار | مناسب برای سیستمهای صنعتی فشار بالا |
| دبی خروجی | تا 100 L/min | وابسته به سایز پورت و طراحی اسپول |
| دقت کنترل فشار | ±0.5% | مناسب برای سیستمهای حلقه بسته و سرووکنترلی |
| زمان پاسخ | کمتر از 10 ms | واکنش سریع به تغییرات سیگنال ورودی |
| نوع سیگنال ورودی | ±10V یا ±20mA | قابل اتصال به PLC یا کنترلر دیجیتال Rexroth |
| فیدبک موقعیت | LVDT داخلی | کنترل حلقه بسته و کاهش هیسترزیس |
| دمای کاری | -20 تا +80°C | پایداری عملکرد در محیطهای صنعتی و دمای متغیر |
| نکات مهندسی انتخاب | محدوده کاهش فشار، دقت خطی بودن، زمان پاسخ، نوع سیگنال، شرایط محیطی | انتخاب درست شیر باعث افزایش عمر سیستم و پایداری حلقه بسته میشود |
| کاربردهای صنعتی | ماشین ابزار، پرسهای هیدرولیک، سیستم تزریق پلاستیک، خطوط اتوماسیون | مناسب برای سیستمهای نیازمند کنترل فشار و دبی دقیق |
معرفی تخصصی سلونوئید ولو پروپرشنال rexroth proportional solenoid valve و کاربردهای صنعتی
سلونوئید ولو پروپرشنال Rexroth Proportional Solenoid Valve یکی از کلیدیترین اجزای سیستمهای هیدرولیک دقیق است که توانایی کنترل جریان، فشار و جهت سیال را بهصورت پیوسته و با دقت بالا دارد. این شیرها با استفاده از مگنت پروپرشنال و فیدبک موقعیت داخلی (LVDT)، جریان روغن را بر اساس سیگنال الکتریکی ±10V یا ±20mA تنظیم میکنند و دقت خطی بودن جریان تا ±0.1% را فراهم میکنند. فشار کاری معمولی این شیرها تا 350 بار و دبی نامی تا 240 لیتر بر دقیقه است. زمان پاسخ سریع، پایداری حرارتی و امکان نصب مستقیم روی منیفولد مطابق ISO 4401، این محصولات را برای کاربردهای صنعتی سنگین ایدهآل میکند. سلونوئید ولو پروپرشنال Rexroth در پرسهای هیدرولیک، ماشین ابزار CNC، سیستمهای تزریق پلاستیک، تجهیزات تست دینامیکی و اتوماسیون خطوط تولید کاربرد گسترده دارد. استفاده از طراحی closed-loop و فیدبک داخلی باعث کاهش هیسترزیس و افزایش دقت کنترل در سیستمهای حلقه بسته میشود.
- فشار کاری مجاز: تا 350 بار
- دبی نامی: تا 240 لیتر بر دقیقه بسته به سایز پورت
- دقت کنترل جریان: ±0.1% با فیدبک داخلی LVDT
- زمان پاسخ: کمتر از 8 میلیثانیه
- نوع سیگنال ورودی: ±10V، ±20mA یا CAN-Bus
- کنترل حلقه بسته: استفاده از فیدبک موقعیت برای پایداری جریان و فشار
- دمای کاری: -20 تا +80 درجه سانتیگراد
- نوع نصب: Subplate مطابق ISO 4401
- کاربردهای صنعتی: پرس هیدرولیک، CNC، تزریق پلاستیک، خطوط تولید اتوماسیون، سیستمهای تست دینامیکی
- ویژگی تخصصی: ترکیب سرعت بالا، دقت کنترل و طول عمر بیش از 10 میلیون سیکل کاری
- استاندارد ساخت و کیفیت: ISO 9001:2015 و تست 100% عملکردی در کارخانه Rexroth
عوامل موثر بر خرید و قیمت پروپرشنال والو rexroth 4wree 10 w75
-
1. نوع عملکرد و تعداد پوزیشن
مدل 4WREE 10 W75 پروپرشنال کنترل جریان و فشار را ارائه میدهد. تعداد پوزیشنها و نوع اسپیول روی قیمت تاثیر مستقیم دارد.
حدود قیمت: استاندارد 2 پوزیشن ≈ $1,200–$1,800، 3 پوزیشن ≈ $1,500–$2,200.
-
2. جریان اسمی و فشار کاری
حداکثر جریان و فشار کاری تعیینکننده ابعاد داخلی و مواد ساخت شیر هستند. جریان بیشتر هزینه بالاتری دارد.
حدود قیمت: جریان ≤60 لیتر/دقیقه ≈ $1,200–$1,500، جریان بالاتر ≈ $1,500–$2,500.
-
3. ولتاژ و جریان بوبین (Coil Voltage & Current)
بوبین DC نسبت به AC کمی گرانتر است. ولتاژهای خاص و بوبین ضد انفجار هزینه بیشتری دارند.
افزایش قیمت: 24VDC ≈ $200–$350، نوع ضد انفجار ≈ $400–$700.
-
4. جنس بدنه و نوع آببندی
استفاده از فولاد ضد زنگ و واشرهای Viton یا FKM طول عمر را افزایش میدهد و قیمت را بالا میبرد.
افزایش قیمت مهندسی ≈ $150–$400 بسته به جنس و نوع آببندی.
-
5. کنترل الکترونیک و راندمان پروپرشنال
سیستمهای با کنترل دقیق جریان و پاسخ سریع هزینه بالاتری دارند. انتخاب amplifier مناسب نیز روی قیمت اثر میگذارد.
افزایش قیمت ≈ $200–$600 برای واحدهای با کنترل دقیق و بازخورد هال سنسور.
-
6. نوع نصب و پورتها
کاست NG10 یا اتصال رزوهای استاندارد CETOP 3 قیمت را تعیین میکند. پورتها و مجموعه فلنچها نیز هزینه اضافی دارند.
افزایش قیمت برای کاست و اتصال خاص ≈ $100–$250.
-
7. گواهیها و تست کارخانه
تست عملکرد و گواهی CE یا ISO تضمین کیفیت و عمر طولانی است اما قیمت را افزایش میدهد.
افزایش قیمت ≈ $100–$250 بسته به گستره تستها.
-
8. اصالت برند و کشور سازنده
شیرهای اصلی Rexroth آلمان قیمت بالاتر دارند و نسبت به نسخههای OEM یا چینی قابل اعتمادتر هستند.
قیمت نسخه اصلی ≈ $1,500–$2,500، نسخه OEM ≈ $800–$1,400.
-
9. شرایط محیطی و کلاس حفاظتی
محیطهای مرطوب یا صنعتی نیاز به IP65–IP67 دارند. بوبینهای محافظت شده هزینه بالاتری دارند.
افزایش قیمت ≈ $50–$150 بسته به سطح حفاظت.
-
10. حمل و نقل، گمرک و نرخ ارز
نوسانات دلار و تعرفه واردات تاثیر مستقیم روی قیمت نهایی دارد. هزینه حمل بینالمللی نیز متفاوت است.
دامنه تغییر قیمت ≈ ±10% تا ±30% از قیمت پایه.
-
11. تیراژ سفارش و تخفیف تجاری
سفارشات حجیم موجب کاهش قیمت واحد میشوند و تخفیف برای سفارشات بالای 5–10 عدد معمول است.
تخفیف محتمل ≈ 5%–25% از قیمت پایه بسته به تعداد و شرایط پرداخت.
جمعبندی: محدوده قیمت پروپرشنال والو Rexroth 4WREE 10 W75 بسته به مشخصات و تجهیزات جانبی بین $1,200 تا $2,500 متغیر است.
کاربردهای صنعتی پروپرشنال هیدرولیک rexroth 4wrke 25
شیر پروپرشنال هیدرولیک Rexroth 4WRKE 25 یکی از مدلهای سایز بزرگ سری 4WRKE است که برای کنترل دقیق جریان و فشار در سیستمهای هیدرولیکی صنعتی با دبی بالا طراحی شده است. این شیر با توانایی تحمل فشار کاری تا ۳۵۰ بار و دبی تا ۲۴۰ لیتر بر دقیقه، پاسخ سریع کمتر از ۸ میلیثانیه و دقت کنترل جریان ±0.1٪، در کاربردهای صنعتی سنگین عملکرد قابل اعتماد ارائه میدهد. به دلیل ظرفیت بالای دبی و فشار، این شیر در ماشینهای پرس هیدرولیک، خطوط تولید فولاد و آلومینیوم، دستگاههای تزریق پلاستیک بزرگ، تجهیزات معدن و جرثقیلهای هیدرولیکی سنگین به کار گرفته میشود. طراحی با فیدبک داخلی LVDT و مدار الکترونیکی مجتمع، امکان کنترل حلقه بسته و پایداری جریان در شرایط دینامیکی شدید را فراهم میکند. همچنین نصب مطابق استاندارد ISO 4401 و سازگاری با کارتهای پروپرشنال Rexroth، عملکرد سیستمهای اتوماسیون صنعتی را بهینه میسازد.
- فشار کاری: تا 350 بار با مقاومت مکانیکی بالا
- دبی نامی: تا 240 لیتر بر دقیقه، مناسب برای سیستمهای دبی بالا
- زمان پاسخ: کمتر از 8 میلیثانیه برای کنترل سریع و دینامیکی
- دقت کنترل جریان: ±0.1٪ با فیدبک داخلی LVDT
- نوع سیگنال ورودی: ±10V یا ±20mA برای کنترل پروپرشنال دقیق
- کاربرد در پرسهای هیدرولیک: کنترل دقیق نیرو و موقعیت قالب
- کاربرد در خطوط تولید فولاد و آلومینیوم: تنظیم فشار و جریان روغن هیدرولیک در سیلندرهای بزرگ
- کاربرد در تزریق پلاستیک بزرگ: کنترل فشار تزریق و بازگشت قالب
- کاربرد در تجهیزات معدنی و جرثقیلهای سنگین: کنترل دقیق سرعت و موقعیت بازوها و سیلندرها
- مزیت نصب استاندارد: پلیت ISO 4401 با امکان اتصال به کارتهای پروپرشنال Rexroth
- مزیت فیدبک داخلی: کنترل حلقه بسته برای جلوگیری از نوسانات و هیسترزیس
استانداردهای تولید و کیفیت شیر سروو هیدرولیک bosch rexroth servo proportional valve
شیر سروو هیدرولیک و پروپرشنال Bosch Rexroth تحت دقیقترین استانداردهای تولید و کنترل کیفیت ساخته میشود تا عملکرد پایدار در سیستمهای حساس صنعتی و حلقه بسته تضمین شود. فرآیند تولید مطابق با ISO 10770-1 (Hydraulic Fluid Power – Electrohydraulic Servo Valves) و ISO 5598 (اصطلاحات و تعاریف سیستمهای هیدرولیک) انجام میشود. کنترل کیفیت شامل آزمونهای دقیق عملکردی مانند linearity, hysteresis, deadband, response time و leakage rate است. مونتاژ اسپول و اسلیو با تلورانس کمتر از ۲ میکرون انجام میشود و تمامی شیرها تحت تست فشار تا ۳۵۰ بار و آزمون دوام بیش از ۱۰ میلیون سیکل کاری قرار میگیرند. علاوه بر آن، سازگاری با استاندارد ISO 9001:2015 و اجرای تستهای لرزش و دمای محیط (MIL-STD-810G) تضمین میکند که شیر سروو Rexroth در صنایع هوافضا، ماشین ابزار، پرسهای هیدرولیک و خطوط تولید اتوماسیون عملکرد دقیق و طول عمر بالا دارد.
- استاندارد طراحی و تولید: ISO 10770-1 (Electrohydraulic Servo Valves)
- استاندارد اصطلاحات و تعاریف: ISO 5598 (Fluid Power Systems and Components)
- استاندارد کنترل کیفیت: ISO 9001:2015
- آزمون عملکردی خطی بودن (Linearity): ±0.1٪ از محدوده کامل
- آزمون هیسترزیس (Hysteresis): کمتر از 0.2٪
- آزمون زمان پاسخ: کمتر از 8–10 میلیثانیه در سیگنال ±10V
- آزمون نشتی (Leakage Rate): کمتر از 0.3 cc/min در فشار کاری 350 بار
- تلورانس مونتاژ اسپول: کمتر از ±2 میکرون
- آزمون فشار نهایی: تست عملکرد در فشار تا 350 بار
- آزمون دوام مکانیکی: بیش از 10 میلیون سیکل کاری
- آزمون دما و لرزش: مطابق MIL-STD-810G، از -40 تا +90 درجه سانتی گراد
- محدوده کاربرد: صنایع هوافضا، ماشین ابزار، خطوط تولید اتوماسیون و پرسهای هیدرولیک
مزایا و معایب خرید پروپرشنال هیدرولیک rexroth 4wree 6 e16-22
شیر پروپرشنال هیدرولیک Rexroth 4WREE 6 E16-22 یکی از مدلهای دقیق و پرکاربرد در سیستمهای هیدرولیک صنعتی است که برای کنترل جریان و فشار در مدارهای حلقه بسته طراحی شده است. این شیر با فشار کاری تا ۳۱۵ بار و دبی تا ۱۰۰ لیتر بر دقیقه، عملکردی پایدار و تکرارپذیری بالا ارائه میدهد. از مزایای آن میتوان به دقت خطی بالا (±0.5%)، زمان پاسخ سریع کمتر از ۱۰ میلیثانیه، قابلیت اتصال به کارتهای پروپرشنال Rexroth، و دوام مکانیکی طولانی اشاره کرد. از سوی دیگر، قیمت اولیه نسبتاً بالا، حساسیت به آلودگی روغن و نیاز به فیلتر دقیق، و پیچیدگی نصب و تنظیم نسبت به شیرهای ساده، از محدودیتهای آن محسوب میشوند. با این حال، عملکرد پایدار و قابلیت کنترل حلقه بسته، آن را به گزینهای ایدهآل برای صنایع ماشین ابزار، پرسهای هیدرولیک، تزریق پلاستیک و سیستمهای اتوماسیون صنعتی تبدیل کرده است.
- مزایا:
- فشار کاری تا 315 بار و دبی نامی تا 100 L/min
- دقت خطی بالا ±0.5% و هیسترزیس کم
- زمان پاسخ سریع کمتر از 10 میلیثانیه
- قابلیت اتصال مستقیم به کارتهای پروپرشنال Rexroth
- طراحی مقاوم و دوام مکانیکی طولانی (>10 میلیون سیکل)
- پشتیبانی از سیستمهای حلقه بسته و کنترل موقعیت دقیق
- معایب:
- قیمت اولیه نسبتاً بالا نسبت به شیرهای ساده
- حساسیت به آلودگی روغن و نیاز به فیلتر دقیق
- پیچیدگی نصب و کالیبراسیون اولیه
- نیاز به تجهیزات تست و کالیبراسیون تخصصی برای عملکرد بهینه
عوامل موثر بر خرید و قیمت شیر برقی سروو Rexroth 4WRPEH 10
-
1. نوع شیر و عملکرد سروو (Type & Servo Function)
شیرهای 4WRPEH 10 عملکرد سروو با دقت بالا برای کنترل جریان و فشار دارند. مدل دقیق و تعداد پوزیشنها بر قیمت اثرگذار است.
حدود قیمت: $2,500–$6,000 بسته به دقت و پوزیشنها.
-
2. دبی نامی و فشار کاری (Rated Flow & Pressure)
حداکثر دبی تا 120 لیتر بر دقیقه و فشار کاری تا 350 بار معمولاً استاندارد هستند. افزایش دبی یا فشار هزینه را بالا میبرد.
افزایش قیمت مهندسی: فشار ≤ 210 بار ≈ $2,500، فشار 350 بار ≈ $4,500–$6,000.
-
3. ولتاژ و جریان بوبین (Coil Voltage & Current)
بوبین DC یا AC، جریان و توان مصرفی آن، روی انتخاب منبع تغذیه و قیمت نهایی تاثیر دارد.
افزایش قیمت: بوبین DC دقیق ≈ $200–$500، نوع AC ≈ $150–$400.
-
4. دقت و حساسیت سروو (Gain & Linearity)
شیرهای با دقت بالاتر و خطیتر برای کاربردهای صنعتی حساس گرانتر هستند.
افزایش قیمت: دقت بالا ≈ $500–$1,500 بسته به محدوده کنترل.
-
5. جنس بدنه و مواد داخلی (Body Material & Internal Components)
آلیاژهای فولادی و آبکاری ویژه باعث طول عمر بیشتر و مقاومت در محیطهای صنعتی میشوند.
افزایش قیمت مهندسی ≈ $150–$600 بسته به جنس و روکش.
-
6. نوع نصب و اتصال (Mounting & Port Type)
اتصال زیرپالتی یا flange استاندارد CETOP 5 معمول است. نوع کاستومی یا رزوهای گرانتر است.
افزایش قیمت برای نسخه خاص ≈ $200–$500.
-
7. گواهیهای کیفیت و تست عملکرد (Certifications & Testing)
شامل تست خطی بودن، پاسخ دینامیکی و گواهی ISO یا CE است که بر قیمت میافزاید.
افزایش قیمت: $150–$400 بسته به نوع و گستردگی تست.
-
8. شرایط محیطی و کلاس حفاظتی (Environmental Rating & IP)
محیطهای صنعتی مرطوب یا با گرد و غبار نیاز به IP65–IP67 دارند که هزینه را افزایش میدهد.
افزایش قیمت ≈ $50–$200 بسته به کلاس حفاظتی.
-
9. اصالت برند و کشور سازنده
شیرهای Rexroth اصل آلمان گرانتر از OEM یا نمونههای بازسازی شده هستند.
حدود قیمت: نسخه اصل ≈ $3,000–$6,000، بازسازی یا OEM ≈ $1,500–$3,000.
-
10. هزینه حمل، گمرک و نرخ ارز
تغییرات نرخ ارز، تعرفه و هزینه حمل بین المللی بر قیمت نهایی اثر مستقیم دارد.
دامنه تغییر قیمت ≈ ±10% تا ±30% از قیمت پایه بسته به کشور و زمان خرید.
-
11. تیراژ سفارش و تخفیف تجاری
سفارشات حجمی معمولاً شامل تخفیف میشوند و قیمت واحد را کاهش میدهند.
تخفیف قابل انتظار ≈ 5%–25% برای سفارشات بالای 5–10 عدد.
جمعبندی: محدوده قیمت شیر برقی سروو Rexroth 4WRPEH 10 بسته به مدل و مشخصات بین $2,500 تا $6,000 متغیر است.
راهنمای نصب و تنظیم پروپرشنال هیدرولیک mannesmann rexroth proportional valve
راهنمای نصب و تنظیم شیر پروپرشنال هیدرولیک Mannesmann Rexroth به منظور عملکرد دقیق و طول عمر بالای سیستم هیدرولیک اهمیت ویژهای دارد. ابتدا شیر باید مطابق استاندارد ISO 4401 روی زیرپلیت یا منیفولد نصب شود و مسیر روغن به طور کامل تمیز و عاری از ذرات باشد. اتصال الکتریکی باید با ولتاژ صحیح (معمولاً ±10V یا ±20mA) انجام شود و سیمکشی از کابلهای شیلددار برای جلوگیری از نویز استفاده شود. پس از نصب، تنظیم اولیه شامل مرکز کردن اسپول، تنظیم فشار و دبی نامی، و کالیبراسیون فیدبک موقعیت با ابزار تست Rexroth (مانند VT-VSPA یا VT-MSPA) انجام میشود. کنترل فشار و جریان باید در حالت حلقه بسته بررسی شود تا خطی بودن و زمان پاسخ (کمتر از 10 میلیثانیه) تضمین گردد. نگهداری فیلتر روغن و جلوگیری از ورود هوا، از اصول مهم برای طول عمر شیر پروپرشنال است.
- 1. بررسی محل نصب: اطمینان از تمیزی سطح زیرپلیت و انطباق با استاندارد ISO 4401
- 2. نصب مکانیکی: استفاده از پیچهای توصیه شده و گشتاور مجاز تولیدکننده
- 3. اتصال هیدرولیک: اطمینان از تمیزی روغن، عدم وجود ذرات و حباب هوا در مسیر
- 4. اتصال الکتریکی: سیمکشی با کابل شیلددار، ولتاژ ورودی ±10V یا ±20mA
- 5. مرکز کردن اسپول: تنظیم مکانیکی اسپول با ابزار مخصوص برای جلوگیری از نشتی
- 6. تنظیم فشار اولیه: تنظیم حداکثر فشار کاری مطابق نیاز سیستم (تا 350 بار)
- 7. تنظیم دبی نامی: تطبیق جریان خروجی با نمودار فنی شیر
- 8. کالیبراسیون فیدبک: بررسی و تنظیم سیگنال خروجی LVDT یا Potentiometer
- 9. تست عملکردی اولیه: بررسی خطی بودن، هیسترزیس کمتر از 0.5٪ و زمان پاسخ <10ms
- 10. بررسی حلقه بسته: عملکرد شیر با کنترلر الکترونیکی در شرایط واقعی سیستم
- 11. نگهداری پیشگیرانه: استفاده از فیلتر مناسب، تعویض دورهای روغن و بررسی اتصالات
مزایا و معایب خرید شیر سرووهیدرولیک bosch rexroth servo proportional valve
شیر سرووهیدرولیک یا پروپرشنال Bosch Rexroth یکی از دقیقترین ابزارهای کنترل جریان و فشار در سیستمهای صنعتی و حلقه بسته است. این شیرها با استفاده از فیدبک موقعیت داخلی (LVDT) و کنترل الکترونیکی مجتمع، دقت تنظیم جریان تا ±0.1٪ از محدوده کامل را ارائه میدهند و زمان پاسخ سریع کمتر از ۱۰ میلیثانیه دارند. از مزایای اصلی آنها میتوان به پایداری عملکرد در فشار تا ۳۵۰ بار، قابلیت نصب استاندارد ISO 4401، دوام مکانیکی بالا و سازگاری با کارتهای پروپرشنال Rexroth اشاره کرد. محدودیتها شامل قیمت اولیه بالا، حساسیت به آلودگی روغن، نیاز به فیلتر دقیق و پیچیدگی در نصب و کالیبراسیون اولیه است. با این وجود، این شیرها برای کاربردهای حساس مانند ماشین ابزار CNC، تزریق پلاستیک، پرسهای هیدرولیک و سیستمهای هوافضا گزینهای ایدهآل محسوب میشوند.
- دقت کنترل جریان بسیار بالا ±0.1%
- زمان پاسخ سریع کمتر از 10 میلیثانیه
- قابلیت تحمل فشار کاری تا 350 بار
- سازگار با کارتهای پروپرشنال Rexroth و سیستمهای حلقه بسته
- طراحی استاندارد ISO 4401 و نصب راحت در منیفولد
- دوام مکانیکی بالا بیش از 10 میلیون سیکل کاری
- قیمت اولیه نسبتاً بالا نسبت به شیرهای هیدرولیک ساده
- حساسیت زیاد به آلودگی روغن و نیاز به فیلتر با دقت بالا
- پیچیدگی نصب و کالیبراسیون اولیه
- نیاز به تجهیزات تخصصی برای تست و کالیبراسیون دقیق
تفاوت تراتل ولو پروپرشنال rexroth proportional throttle valve با مدلهای مشابه
تراتل ولو پروپرشنال Rexroth (Proportional Throttle Valve) برای کنترل دقیق جریان در مدارهای هیدرولیک طراحی شده و تفاوت اصلی آن با مدلهای مشابه در دقت کنترل و پاسخ زمانی است. این شیر با زمان پاسخ کمتر از ۲۰ میلیثانیه و خطای جریان کمتر از ±0.5٪، تنظیم دقیق فشار و دبی را فراهم میکند. در مقایسه با مدلهای مشابه مانند Parker PTE و Eaton Vickers VT، ولو Rexroth دارای طراحی صفحهای با افت فشار کم، قابلیت کنترل فشار و جریان همزمان و سازگاری با سیستمهای حلقه بسته است. دمای کاری گسترده از -30 تا +80 درجه سانتیگراد و امکان نصب روی منیفولد استاندارد ISO 4401 باعث شده این شیر برای ماشینهای ابزار، پرسهای هیدرولیک و خطوط تولید خودکار ایدهآل باشد. همچنین فیدبک داخلی و امکان کالیبراسیون دقیق آن مزیت رقابتی نسبت به نمونههای سادهتر است.
| مشخصات فنی | Rexroth Proportional Throttle | Parker PTE | Eaton Vickers VT |
|---|---|---|---|
| حداکثر فشار کاری (bar) | 315 | 280 | 300 |
| دبی نامی (L/min) | 50 | 45 | 48 |
| زمان پاسخ (ms) | کمتر از 20 | 25 | 22 |
| خطای جریان (%) | ±0.5 | ±1.0 | ±0.8 |
| دمای کاری (°C) | -30 تا +80 | -20 تا +70 | -25 تا +75 |
| نوع نصب | منفولد ISO 4401 | Block Mount | Port Direct |
| ویژگی برتر | افت فشار کم و کنترل حلقه بسته دقیق | ساختار مقاوم و ساده | هزینه کمتر و طراحی صنعتی استاندارد |
بررسی تخصصی پروپرشنال هیدرولیک vickers proportional directional control valve و نکات انتخاب مهندسی
شیر پروپرشنال هیدرولیک Vickers، بهویژه سری DG4V / DG5V، برای کنترل دقیق جریان و فشار در سیستمهای هیدرولیک صنعتی طراحی شده است. این شیرها امکان کنترل پیوسته جریان تا دبی ۵۰ تا ۱۰۰ لیتر بر دقیقه و فشار کاری تا ۳۵۰ بار را فراهم میکنند. از ویژگیهای مهم میتوان به خطی بودن بالا (Linearity ±0.5%)، زمان پاسخ 10–15 میلیثانیه و هیسترزیس کمتر از 1% اشاره کرد. انتخاب مهندسی مناسب باید با توجه به دبی، فشار کاری، نوع سیگنال الکتریکی (±10V یا ±20mA)، نوع فیدبک اسپول و شرایط محیطی انجام شود. رعایت استانداردهای نصب ISO 4401 و کیفیت فیلتراسیون روغن (ISO 4406 18/16/13) برای جلوگیری از ساییدگی و افزایش عمر شیر حیاتی است. Vickers Proportional Valve در ماشین ابزار، پرسهای هیدرولیک، خطوط تولید خودکار و سیستمهای کنترل موقعیت دقیق کاربرد گسترده دارد.
- مدلهای رایج: DG4V, DG5V
- فشار کاری: تا 350 بار بسته به مدل و کاربرد
- دبی نامی: 5 تا 100 لیتر بر دقیقه
- خطی بودن جریان: ±0.5% از محدوده کامل
- هیسترزیس: کمتر از 1% برای کنترل دقیق موقعیت
- زمان پاسخ: 10–15 میلیثانیه
- نوع سیگنال ورودی: ±10V DC یا ±20mA
- نوع فیدبک: مکانیکی یا الکترونیکی (Closed Loop Feedback)
- استاندارد نصب: ISO 4401 (Mounting Plate)
- فیلتراسیون روغن: ISO 4406 18/16/13 حداقل برای جلوگیری از خوردگی اسپول
- دمای کاری: -20 تا +80 درجه سانتیگراد
- کاربردهای صنعتی: ماشین ابزار، پرسهای هیدرولیک، خطوط تولید اتوماتیک، سیستمهای کنترل موقعیت دقیق
- نکات مهندسی انتخاب: تطبیق فشار و دبی با سیستم، انتخاب نوع فیدبک مناسب، اطمینان از فیلتراسیون و نصب صحیح برای طول عمر طولانی
پروپرشنال هیدرولیک vickers proportional valve kdg4v-3 : عملکرد، مزایا و نکات فنی
شیر پروپرشنال هیدرولیک Vickers KDG4V-3، یک ولو کنترل جریان و فشار با پاسخ دقیق و پیوسته است که در سیستم های صنعتی با فشار کاری تا ۳۰۰ بار مورد استفاده قرار می گیرد. این شیر با سیگنال ورودی الکتریکی ±10V یا ±20mA، جابهجایی اسپول را به صورت proportional کنترل کرده و دبی و فشار را با دقت ±1٪ تنظیم میکند. طراحی مقاوم با بدنه فولادی و فیلتر داخلی باعث کاهش نویز و جلوگیری از ورود ذرات به محفظه اسپول می شود. از مزایای این شیر می توان به پاسخ سریع کمتر از ۱۵ میلی ثانیه، تکرارپذیری بالا، طول عمر مکانیکی بیش از ۵ میلیون سیکل و سازگاری با انواع روغن هیدرولیک ISO VG 32 تا 68 اشاره کرد. نکات فنی شامل تنظیم دقیق جریان با کنترل ولتاژ، نصب بر روی مانوفولد استاندارد و نیاز به فیلتراسیون دقیق روغن است.
- مدل: Vickers KDG4V-3
- حداکثر فشار کاری: 300 بار
- دبی نامی: 40 تا 80 لیتر بر دقیقه بسته به مدل
- نوع سیگنال ورودی: ±10VDC یا ±20mA
- دقت کنترل: ±1٪ از محدوده کامل جریان
- زمان پاسخ: کمتر از 15 میلی ثانیه
- طول عمر مکانیکی: بیش از 5 میلیون سیکل
- مزایا: پاسخ سریع، تکرارپذیری بالا، نصب آسان روی مانوفولد استاندارد
- دمای کاری: -20 تا +80 درجه سانتی گراد
- نکات فنی: نیاز به فیلتراسیون دقیق، سازگاری با روغن ISO VG 32-68، کنترل پیوسته جریان و فشار
فاکتورهای موثر بر خرید و قیمت شیر سرووهیدرولیک vickers proportional solenoid valve
-
1. جریان نامی و سایز پورت ها (Flow & Port Size)
اندازه پورت و جریان کاری شیر بر قیمت تاثیر مستقیم دارد. جریان پایین ارزان تر است و جریان بالا هزینه طراحی را افزایش می دهد.
حدود قیمت: جریان ≤ 10 L/min ≈ $400–$1,200، جریان 10–50 L/min ≈ $1,000–$3,500.
-
2. محدوده فشار کاری (Pressure Rating)
شیرهای پروپورشنال با فشار کاری بالاتر نیاز به قطعات مقاوم و تست دقیق دارند که قیمت را افزایش می دهند.
حدود قیمت: تا 210 بار ≈ $800–$2,500، تا 350 بار ≈ $2,500–$6,500.
-
3. دقت کنترل و پاسخ (Control Accuracy & Response)
شیرهای با دقت بالا و زمان پاسخ کوتاه پیچیده تر و گران تر هستند.
افزایش قیمت برای دقت بالا ≈ $500–$2,000 بسته به نوع و دبی.
-
4. نوع محرک (Solenoid Type)
محرک های استاندارد ارزان تر هستند. نوع با کنترل جریان پیشرفته و feedback الکترونیکی گران تر است.
افزایش قیمت محرک های proportional ≈ $200–$1,500 بسته به ویژگی ها.
-
5. جنس بدنه و مقاومت در برابر خوردگی
استفاده از آلیاژهای خاص یا روکش ضد خوردگی باعث افزایش هزینه تولید و قیمت نهایی می شود.
افزایش قیمت مهندسی ≈ $150–$1,000 بسته به مواد و نوع پوشش.
-
6. نوع سیگنال کنترل و ولتاژ (Control Signal & Voltage)
شیرهای با ولتاژ استاندارد 12 یا 24 ولت معمولاً ارزان تر هستند. مدل های 48 ولت یا سیگنال دیجیتال گران ترند.
افزایش قیمت ≈ $100–$600 برای نسخه های خاص ولتاژ یا دیجیتال.
-
7. اصل یا بازسازی شده (New vs Rebuilt)
شیر نو VICKERS به مراتب گران تر از نسخه بازسازی شده است. عمر مفید و گارانتی نیز متفاوت است.
حدود قیمت: نو ≈ $800–$7,500، بازسازی شده ≈ $300–$2,500.
-
8. گواهی کیفیت و تست عملکرد (Certification & Testing)
شیرهایی که با استاندارد ISO یا تست دقیق تولید شده اند هزینه بالاتری دارند.
افزایش قیمت برای گواهی و تست ≈ $100–$800 بسته به گستره آزمایش ها.
-
9. گارانتی و خدمات پس از فروش
وجود گارانتی بلندمدت و خدمات سریع پس از فروش قیمت را افزایش می دهد.
افزایش قیمت برای گارانتی و سرویس ≈ 5%–20% از قیمت پایه.
-
10. دسترسی به قطعات و تعمیرات
شیرهایی که قطعات آن در بازار جهانی به راحتی موجود است، قیمت نصب و نگهداری را کاهش می دهند.
افزایش قیمت برای قطعات خاص ≈ $50–$500 بسته به نوع و برند.
-
11. شرایط محیطی و دمای کاری
شیرهای مقاوم به دماهای بالا یا محیط های خورنده قیمت بیشتری دارند.
افزایش قیمت ≈ $200–$1,200 بسته به مقاومت مورد نیاز.
-
12. نرخ ارز، حمل و نقل و مالیات
نوسانات ارز، هزینه حمل و تعرفه واردات قیمت نهایی را تحت تاثیر قرار می دهند.
افزایش یا کاهش قیمت ≈ 5%–40% بسته به شرایط بازار و کشور مقصد.
بررسی تخصصی و کاربردهای صنعتی شیر پروپرشنال rexroth 4wree proportional valve
شیر پروپرشنال Rexroth 4WREE یکی از دقیقترین ولوهای هیدرولیک برای کنترل جریان و فشار در سیستمهای صنعتی است. این شیر قابلیت کنترل پیوسته جریان با سیگنال الکتریکی ±10VDC یا ±20mA را دارد و تکرارپذیری آن کمتر از ±0.5٪ از محدوده کامل است. طراحی اسپول متعادل و بدنه مقاوم فولادی موجب کاهش لرزش، نویز کم و طول عمر مکانیکی بیش از ۱۰ میلیون سیکل کاری میشود. فشار کاری این شیر تا 350 بار و دبی تا 100 لیتر بر دقیقه امکان عملکرد در کاربردهای سنگین و سیستمهای حلقه بسته را فراهم میکند. از دیگر ویژگیهای برجسته میتوان به زمان پاسخ سریع کمتر از 10 میلیثانیه، سازگاری با روغنهای هیدرولیک ISO VG 32 تا 68 و قابلیت نصب روی مانوفولدهای استاندارد اشاره کرد. این شیر به طور گسترده در صنایع ماشین ابزار، پرسهای هیدرولیک، خطوط تولید خودکار و سیستمهای رباتیک صنعتی مورد استفاده قرار میگیرد.
| مشخصات فنی | مقدار / محدوده | توضیحات تخصصی |
|---|---|---|
| حداکثر فشار کاری (bar) | 350 | مناسب برای سیستمهای صنعتی فشار بالا و حلقه بسته |
| دبی نامی (L/min) | تا 100 | کنترل دقیق جریان در محدوده وسیع |
| دقت کنترل جریان | ±0.5% | تکرارپذیری بالا برای کاربردهای حساس |
| زمان پاسخ (ms) | کمتر از 10 | واکنش سریع در سیستمهای دینامیکی |
| نوع سیگنال ورودی | ±10VDC / ±20mA | قابل اتصال به کنترلرهای PLC و سیستمهای سروو |
| طول عمر مکانیکی | بیش از 10 میلیون سیکل | عملکرد طولانی مدت در محیطهای صنعتی سخت |
| دمای کاری (°C) | -30 تا +80 | سازگاری با شرایط محیطی صنعتی |
| کاربردهای صنعتی | ماشین ابزار، پرسهای هیدرولیک، رباتیک، خطوط تولید خودکار | کنترل دقیق موقعیت و نیرو در سیستمهای حلقه بسته |
مزایا و معایب خرید پروپرشنال ولو rexroth 4wree 6 v16
پروپرشنال ولو Rexroth 4WREE 6 V16 برای کنترل دقیق جریان و فشار در سیستم های هیدرولیک صنعتی طراحی شده است. این شیر دارای دقت جریان ±2 درصد و زمان پاسخ حدود 15 میلیثانیه است، که امکان کنترل نرم و پایدار را فراهم میکند. مزایای اصلی شامل طول عمر مکانیکی بالا بیش از ۱۰ میلیون سیکل، قابلیت کار در فشار تا 350 بار، و سازگاری با انواع روغن های هیدرولیک ISO VG 32 تا 68 است. معایب آن شامل حساسیت بالا به آلودگی، نیاز به فیلتر دقیق و قیمت اولیه نسبتاً زیاد نسبت به شیرهای کلاسیک است. به دلیل طراحی جمع و جور و قابلیت نصب ساده در مدارهای چندکاناله، این شیر در ماشین ابزار، پرس های هیدرولیک و سیستم های اتوماسیون صنعتی گزینهای مطمئن محسوب میشود.
- دقت جریان: ±2 درصد در شرایط کاری استاندارد
- زمان پاسخ: حدود 15 میلیثانیه
- حداکثر فشار کاری: 350 بار
- دمای کاری: -30 تا +80 درجه سانتیگراد
- طول عمر مکانیکی: بیش از 10 میلیون سیکل
- مزایا: کنترل نرم و دقیق، طول عمر بالا، سازگاری با روغن های مختلف
- معایب: حساس به آلودگی، نیاز به فیلتراسیون دقیق، قیمت اولیه بالا
- کاربردها: ماشین ابزار، سیستم های اتوماسیون صنعتی، پرس های هیدرولیک
پروپرشنال هیدرولیک vickers proportional hydraulic valve: راهنمای کامل انتخاب و نصب
پروپرشنال هیدرولیک Vickers یکی از شیرهای دقیق برای کنترل جریان و فشار در سیستمهای صنعتی و ماشینآلات اتوماسیون است. انتخاب شیر مناسب به فشار کاری سیستم، دبی مورد نیاز، نوع روغن هیدرولیک و شرایط دمایی بستگی دارد. برای انتخاب، ابتدا حداکثر جریان و فشار مدار، زمان پاسخ و تلرانس خطی مورد نیاز مشخص میشود و سپس مدل مناسب از سریهای PVB یا DG4V انتخاب میشود. نصب صحیح شامل اتصال هیدرولیک با لولهها و شیلنگهای مناسب، رعایت جهت جریان، فیلتراسیون دقیق و اتصال الکتریکی کنترلر پروپرشنال است. پس از نصب، تنظیم نقطه صفر، گین و سیگنال ماکزیمم با استفاده از کنترلر یا نرمافزار Vickers انجام میشود تا عملکرد نرم، پایدار و بدون هیسترزیس حاصل شود.
- گام 1 – مشخصات سیستم: تعیین حداکثر جریان، فشار کاری و نوع روغن هیدرولیک
- گام 2 – انتخاب مدل: انتخاب بین سری PVB یا DG4V بر اساس نیاز دبی و فشار
- گام 3 – اتصال هیدرولیک: رعایت جهت جریان، استفاده از شیلنگها و لولههای استاندارد
- گام 4 – فیلتراسیون: نصب فیلتر 10 میکرون یا کمتر برای جلوگیری از آسیب به شیر
- گام 5 – اتصال الکتریکی: اتصال به کنترلر پروپرشنال با ولتاژ و جریان استاندارد
- گام 6 – تنظیم عملکرد: کالیبراسیون نقطه صفر، گین و سیگنال ماکزیمم با نرمافزار یا پنل کنترل
- گام 7 – تست نهایی: بررسی خطی بودن جریان، پاسخ به سیگنال و عدم وجود نشتی
- نکته فنی: دمای کاری بین -20 تا +80 درجه سانتیگراد، فشار کاری تا 210 بار، طول عمر بیش از 12 هزار ساعت
بررسی تخصصی پروپرشنال پروپرشنال هیدرولیک vickers eaton proportional valve و نکات انتخاب مهندسی
شیرهای پروپرشنال هیدرولیک Vickers و Eaton برای کنترل دقیق جریان و فشار در مدارهای صنعتی و ماشینآلات تخصصی طراحی شدهاند. این شیرها با دقت خطی بیش از ۹۸ درصد و پاسخ دینامیکی کمتر از ۱۵ میلیثانیه، امکان کنترل نرم و پایدار را در سیستم های هیدرولیک فراهم میکنند. انتخاب مهندسی این شیرها بر اساس پارامترهایی شامل فشار کاری (تا ۳۵۰ بار)، دبی نامی (۵ تا ۱۲۰ لیتر بر دقیقه)، نوع سیگنال ورودی (جریان یا ولتاژ)، تلفات فشار و دمای محیط انجام میشود. از دیگر نکات انتخاب میتوان به تلورانس خطی بودن، حساسیت به آلودگی روغن و قابلیت نصب در مدارهای پیچیده با چند شیر اشاره کرد. Vickers به دلیل راندمان حجمی بالا و Eaton به دلیل قابلیت تنظیم دقیق سیگنال ورودی، در صنایع پرسهای هیدرولیک، ماشینآلات سنگین و خطوط تولید خودکار کاربرد گسترده دارند.
- فشار کاری مجاز: Vickers: تا 350 بار، Eaton: تا 320 بار
- دبی نامی: 5 تا 120 لیتر بر دقیقه بسته به مدل
- دقت خطی: بیش از 98% برای کنترل نرم و پایدار
- زمان پاسخ: کمتر از 15 میلی ثانیه در سیگنال ورودی استاندارد
- نوع سیگنال ورودی: جریان الکتریکی 0-200 mA یا ولتاژ 0-10 V
- تلفات فشار: کمتر از 0.5 بار در دبی نامی
- دمای کاری: بین -20 تا +80 درجه سانتی گراد
- تلورانس خطی بودن: ±0.5% در محدوده کنترل کامل
- حساسیت به آلودگی روغن: نیاز به فیلتراسیون ISO 4406 کلاس 18/16/13
- مزایای انتخاب: کنترل دقیق جریان و فشار، کاهش ضربه هیدرولیک، امکان اتصال چند شیر به مدار
- کاربردهای مهندسی: ماشینآلات سنگین، پرسهای هیدرولیک، خطوط تولید خودکار، سیستم های کنترل موقعیت دقیق
نحوه انتخاب پروپرشنال ولو vickers proportional valve kdg4v-5 مناسب برای پروژه شما
انتخاب شیر پروپرشنال Vickers KDG4V-5 برای پروژه نیازمند تحلیل دقیق پارامترهای هیدرولیکی و محیطی است. ابتدا فشار کاری سیستم و حداکثر دبی مورد نیاز باید مشخص شود؛ مدل KDG4V-5 تا فشار ۳۵۰ بار و دبی ۵۰ تا ۱۰۰ لیتر بر دقیقه را پشتیبانی میکند. سپس نوع سیگنال ورودی (جریان یا ولتاژ) و دقت خطی شیر تعیینکننده پاسخ دینامیکی و تلورانس سیستم است. فیلتر و تمیزی روغن مطابق ISO 4406 کلاس 18/16/13 برای حفظ عمر طولانی شیر ضروری است. همچنین دمای محیط، محل نصب و نیاز به کنترل چند شیر همزمان در مدار، بر انتخاب دقیق مدل و نوع اسپول شیر تاثیر دارد. رعایت این معیارها باعث کاهش نوسان فشار، افزایش راندمان و پایداری سیستم میشود و عمر شیر و اجزای هیدرولیک را بهینه میکند.
- حداکثر فشار کاری: 350 بار
- دبی نامی: 50 تا 100 لیتر بر دقیقه
- نوع سیگنال ورودی: جریان 0-200 mA یا ولتاژ 0-10 V
- دقت خطی: بیش از 98%
- زمان پاسخ: کمتر از 15 میلی ثانیه
- دمای کاری: -20 تا +80 درجه سانتی گراد
- تمیزی روغن: ISO 4406 کلاس 18/16/13
- نوع نصب: نصب مستقیم روی منیفولد یا با فیتینگ استاندارد
- نکات مهندسی: بررسی تعداد شیرهای همزمان، کنترل ضربه هیدرولیک و فاصله خطوط برگشت
- مزیت انتخاب: پاسخ سریع، کنترل دقیق جریان و فشار، افزایش طول عمر سیستم
بررسی تخصصی پروپرشنال ولو vickers proportional directional control valve و نکات انتخاب مهندسی
شیر پروپرشنال Vickers نوع کنترل جهت دار (Proportional Directional Control Valve) برای تنظیم دقیق جریان و فشار در سیستم های هیدرولیک صنعتی طراحی شده است. این شیر با بهره گیری از اسپول مغناطیسی و کویل الکترومغناطیسی، قابلیت کنترل پیوسته جریان تا دبی 120 لیتر بر دقیقه و فشار کاری تا 350 بار را فراهم می کند. پاسخ سریع کمتر از 15 میلی ثانیه، خطی بودن جریان نسبت به سیگنال الکتریکی ±1% و حداقل نشتی داخلی 0.3 لیتر بر دقیقه از ویژگی های برجسته آن است. در انتخاب مهندسی، نکات کلیدی شامل هماهنگی با روغن هیدرولیک ISO VG32-68، تلورانس فشار سیستم، توان الکترومغناطیسی کویل و شرایط محیطی دما و لرزش است. همچنین، نصب صحیح سنسورها و مانیفولدها، تست خطی بودن و تنظیم Gain و Null شیر، عملکرد بهینه را تضمین می کند.
- حداکثر فشار کاری: 350 bar
- حداکثر دبی: 120 L/min
- زمان پاسخ: کمتر از 15 ms
- خطی بودن جریان: ±1% نسبت به سیگنال ورودی
- نشتی داخلی: کمتر از 0.3 L/min
- سیگنال کنترل: 0-10V DC یا 4-20 mA
- نوع نصب: بلوک منیفولد یا صفحهای
- نکات انتخاب مهندسی:
- هماهنگی با روغن هیدرولیک ISO VG32-68
- تلورانس فشار و دبی سیستم
- توان الکترومغناطیسی کویل و ولتاژ تغذیه
- شرایط محیطی شامل دما و لرزش
- تنظیم Gain و Null برای دقت جریان
- تست خطی بودن قبل از بهره برداری
- کاربردها: پرس های صنعتی، سیستم های موقعیت دقیق، خطوط مونتاژ اتوماتیک
تفاوت پروپرشنال هیدرولیک vickers proportional directional valve با مدلهای مشابه
شیر هیدرولیک پروپرشنال Vickers Proportional Directional Valve برای کنترل دقیق جریان و فشار در سیستم های صنعتی طراحی شده است. این شیر با دقت جابجایی ±1 درصد و پاسخ زمانی کمتر از 20 میلی ثانیه، توانایی کنترل خطی جریان تا 120 لیتر بر دقیقه را دارد. در مقایسه با مدلهای مشابه مانند Bosch Rexroth 4WRPE و Parker D1VW، شیر Vickers دارای تلفات فشار پایینتر (حدود 0.4 بار در دبی 60 L/min) و قابلیت تنظیم الکترونیکی نرم برای موقعیتهای مختلف پیستون است. این محصول از دمای کاری -20 تا +80 درجه سانتی گراد پشتیبانی میکند و قابلیت نصب روی بلوک منیفولد استاندارد را دارد. همچنین دوام مکانیکی بیش از 15 میلیون سیکل و سازگاری با روغن های هیدرولیک ISO VG 32 تا 68، آن را در صنایع خودروسازی، پرس های هیدرولیک و خطوط اتوماسیون صنعتی به گزینهای ممتاز تبدیل کرده است.
| مشخصات فنی | Vickers Proportional | Bosch Rexroth 4WRPE | Parker D1VW |
|---|---|---|---|
| دقت جابجایی (%) | ±1 | ±2 | ±2.5 |
| حداکثر دبی (L/min) | 120 | 110 | 100 |
| تلفات فشار در 60 L/min (bar) | 0.4 | 0.6 | 0.5 |
| زمان پاسخ (ms) | 20 | 25 | 30 |
| دمای کاری (°C) | -20 تا +80 | -25 تا +70 | -20 تا +75 |
| طول عمر مکانیکی (میلیون سیکل) | 15 | 12 | 10 |
| نوع نصب | بلوکی / منیفولد استاندارد | پورت مستقیم / منیفولد | پورت مستقیم |
| ویژگی برتر | کنترل خطی دقیق و پاسخ سریع | مقاوم در فشار و شوک حرارتی | طراحی ساده و هزینه کمتر |
کاربردهای صنعتی شیر سروو هیدرولیک eaton vickers servo valves
شیر سروو هیدرولیک Eaton Vickers Servo Valve برای کنترل دقیق موقعیت، سرعت و نیرو در سیستم های هیدرولیک صنعتی طراحی شده است. این شیرها با پاسخ زمانی کمتر از 10 میلیثانیه و دقت کنترل جریان ±0.5 درصد، امکان اجرای حرکات نرم و خطی را فراهم میکنند. در صنایع هوافضا، تولید ماشینآلات CNC و پرسهای هیدرولیک، شیرهای سروو Vickers امکان کنترل پویا و همزمان چند محور را فراهم میآورند. همچنین در شبیهسازی رانش و تستهای مکانیکی دقیق، این شیرها با توانایی تحمل فشار تا 350 بار و دبی 120 لیتر بر دقیقه، عملکرد پایدار و قابل اعتماد ارائه میدهند. دوام مکانیکی بالا، سازگاری با روغن های ISO VG 32 تا 68 و قابلیت اتصال به سیستمهای کنترل الکترونیکی مدرن، آنها را برای اتوماسیون دقیق و سیستمهای تست صنعتی ایدهآل میکند.
- صنایع هوافضا: کنترل دقیق موقعیت و نیرو در شبیهسازهای پرواز و تست اجزاء هواپیما
- ماشینآلات CNC: حرکت نرم و خطی ابزارها با دقت ±0.5 درصد
- پرسهای هیدرولیک: کنترل نیرو و سرعت قالبها در فرآیندهای صنعتی دقیق
- شبیهسازی رانش و تست مکانیکی: اعمال فشار و جریان متغیر با پاسخ سریع کمتر از 10 میلیثانیه
- سیستمهای اتوماسیون دقیق: کنترل همزمان چند محور و تنظیم فشار پویا
- صنایع خودروسازی: تست اجزاء، شبیهسازی رفتار دینامیکی سیستمها
نحوه عملکرد شیر سروو هیدرولیک vickers servo valve sm4-15
شیر سروو هیدرولیک Vickers SM4-15 یک شیر چهار راهه با کنترل الکترونیکی دقیق است که جریان و فشار را به صورت پویا تنظیم میکند. این شیر با استفاده از یک محرک الکترومغناطیسی و اسپول داخلی، تغییر موقعیت پیستون را با دقت ±0.5 درصد اعمال میکند. جریان روغن خروجی متناسب با سیگنال الکتریکی ورودی تغییر میکند و امکان کنترل سرعت و نیرو در سیستمهای هیدرولیک صنعتی فراهم میشود. پاسخ زمانی کمتر از 10 میلیثانیه و تلفات فشار پایین، آن را برای کاربردهای دینامیکی با حرکت سریع مناسب میکند. نصب روی بلوک منیفولد استاندارد و سازگاری با روغنهای ISO VG 32 تا 68، قابلیت یکپارچهسازی با سیستمهای کنترل موقعیت و فشار دقیق را دارد.
- مرحله 1: سیگنال الکتریکی ورودی از کنترلر به سیم پیچ الکترومغناطیسی شیر ارسال میشود.
- مرحله 2: میدان مغناطیسی ایجاد شده، هسته و اسپول داخلی شیر را حرکت میدهد.
- مرحله 3: حرکت اسپول مسیر جریان روغن هیدرولیک را تغییر داده و جریان خروجی را تنظیم میکند.
- مرحله 4: جریان و فشار خروجی متناسب با سیگنال ورودی کنترل شده و نیرو یا سرعت سیلندر تنظیم میشود.
- مرحله 5: بازخورد مکانیکی یا الکترونیکی موقعیت اسپول، دقت کنترل ±0.5 درصد را تضمین میکند.
- مرحله 6: سیستم کنترل به صورت پیوسته جریان و موقعیت را برای پاسخ سریع و خطی تنظیم میکند.
اجزای داخلی و ساختار شیر برقی سروو vickers servo valve sm4-10
شیر برقی سروو Vickers SM4-10 از نوع چهار سیمه و با عملکرد دقیق، شامل اجزای کلیدی هیدرولیکی و الکترونیکی برای کنترل جریان و فشار است. این شیر دارای کویل الکترومغناطیسی با پاسخ سریع، هسته محرک (spool) با دقت بالای میکرونی و فنرهای بازگشت برای تثبیت موقعیت است. همچنین، دریچه های کنترل کوچک (metering edges) جریان روغن را به دقت تقسیم کرده و نشتی داخلی را به حداقل میرسانند. فیلتر داخلی و محفظه روغن، حفاظت سیستم و روانکاری مداوم قطعات متحرک را فراهم میکنند. بدنه شیر از آلیاژ مقاوم در برابر فشار و خوردگی ساخته شده و قابلیت نصب در مدارهای فشار بالا تا 350 بار را دارد. طراحی ماژولار SM4-10 امکان تعویض آسان اجزا و نگهداری ساده را فراهم میکند، که آن را برای سیستم های هیدرولیک دقیق صنعتی و کنترل حرکت ایدهآل میکند.
- کویل الکترومغناطیسی: تامین نیروی محرکه برای هسته و پاسخ سریع الکتریکی
- هسته محرک (Spool): حرکت خطی با دقت میکرونی برای کنترل جریان روغن
- فنرهای بازگشت: تثبیت موقعیت هسته و جلوگیری از نوسان
- دریچههای کنترل کوچک (Metering Edges): تقسیم دقیق جریان و کاهش نشتی داخلی
- فیلتر داخلی: جلوگیری از ورود ذرات و حفاظت از اجزای حساس
- محفظه روغن: روانکاری مداوم قطعات متحرک و کاهش سایش
- بدنه آلیاژی مقاوم: تحمل فشار تا 350 بار و مقاومت در برابر خوردگی
- طراحی ماژولار: امکان تعویض آسان اجزا و سرویس ساده
- واحد سیگنال الکترونیکی: دریافت و پردازش سیگنال برای کنترل دقیق حرکت
نکات مهم ایمنی هنگام نصب و استفاده از شیر سرووهیدرولیک vickers servo valve sm4-20
در نصب و استفاده از شیر سرووهیدرولیک Vickers SM4-20، رعایت نکات ایمنی دقیق حیاتی است تا از آسیب دیدن تجهیزات و اپراتور جلوگیری شود. قبل از نصب، باید سیستم هیدرولیک از فشار خالی شود و روغن هیدرولیک تمیز و فیلتر شده استفاده گردد. سیمکشی و اتصال الکترومغناطیسی باید مطابق با نقشه تولیدکننده انجام شود تا از آسیب به کویل یا کنترلر جلوگیری شود. نصب شیر باید به گونهای باشد که لرزش و تنش مکانیکی به هسته محرک منتقل نشود و دمای محیط در محدوده -20 تا +80 درجه سانتیگراد باشد. هنگام راهاندازی، جریان و فشار سیستم باید به آرامی افزایش یابد و از اعمال فشار بیش از حداکثر مجاز (350 بار) اجتناب شود. سرویس و نگهداری باید توسط افراد آموزش دیده انجام شود و همیشه ایمنی برق و هیدرولیک رعایت شود.
- خالی کردن فشار سیستم: قبل از نصب یا سرویس، کل مدار هیدرولیک را از فشار تخلیه کنید.
- استفاده از روغن تمیز: روغن هیدرولیک فیلتر شده ISO VG 32 تا 68 برای جلوگیری از خرابی داخلی.
- نصب صحیح کویل: سیمکشی و اتصال الکترومغناطیسی مطابق نقشه سازنده انجام شود.
- کنترل لرزش و تنش مکانیکی: نصب باید طوری باشد که هسته محرک تحت فشار و لرزش اضافی قرار نگیرد.
- محدوده دمای کاری: محیط نصب بین -20 تا +80 درجه سانتیگراد باشد.
- افزایش تدریجی فشار: هنگام راهاندازی، جریان و فشار سیستم به آرامی افزایش یابد.
- اجتناب از فشار بیش از حد: حداکثر فشار کاری شیر 350 بار است.
- سرویس توسط افراد آموزش دیده: نگهداری و تعمیر باید توسط تکنسین مجرب انجام شود.
- رعایت ایمنی برق و هیدرولیک: قبل از هر دستکاری، برق و فشار سیستم قطع شود.
تاثیر پروپرشنال ولو vickers eaton proportional valve بر طول عمر سیستم هیدرولیک
استفاده از پروپرشنال ولو Vickers یا Eaton در سیستم های هیدرولیک باعث افزایش طول عمر کلی تجهیزات می شود. این شیرها جریان و فشار را به صورت دقیق و نرم کنترل می کنند، که کاهش ضربههای هیدرولیکی و شوک فشار ناگهانی را به همراه دارد. کاهش نوسان جریان باعث کاهش سایش اجزای مکانیکی مانند پمپ، سیلندر و شیرهای دیگر میشود. همچنین، پاسخ خطی ولو پروپرشنال، توزیع یکنواخت بار در مدار را تضمین کرده و از خستگی ماده و نشتی زودرس جلوگیری میکند. استفاده از این ولوها به همراه فیلتراسیون مناسب و نگهداری منظم میتواند عمر مفید سیستم هیدرولیک را تا ۲۰-۳۰ درصد افزایش دهد و نیاز به تعمیرات پرهزینه را به طور چشمگیری کاهش دهد.
- کنترل دقیق جریان: کاهش شوک هیدرولیکی و نوسانات ناگهانی فشار
- افزایش عمر پمپ: کاهش سایش و خستگی مکانیکی تا 25٪
- کاهش تنش سیلندر: توزیع یکنواخت بار و جلوگیری از آسیب سریع
- بهبود عملکرد شیرها: کاهش نشتی داخلی و افزایش دقت پاسخ
- طول عمر سیستم: افزایش عمر مفید تجهیزات هیدرولیک تا 20-30٪
- کاهش تعمیرات پرهزینه: کاهش دفعات نگهداری اضطراری و خرابی ناگهانی
- همراهی با فیلتراسیون مناسب: حفظ عملکرد ولو و اجزای سیستم در طولانی مدت
فاکتورهای موثر بر خرید و قیمت کارتریج ولو پروپرشنال vickers proportional cartridge valve
-
1. نوع کارتریج و مدل
مدل های مختلف جریان و فشار متفاوت دارند و قیمت ها بر اساس ویژگی فنی آنها متغیر است.
حدود قیمت مهندسی: مدل های جریان پایین ≈ $600–$1,500، مدل های جریان بالا ≈ $1,500–$6,000.
-
2. حداکثر فشار کاری
ولوم فشار بالا نیازمند مواد و طراحی دقیق تر است و قیمت را افزایش می دهد.
حدود قیمت: تا 210 بار ≈ $600–$2,000، تا 350 بار ≈ $1,500–$5,500.
-
3. دبی و توان کنترل
دبی مورد نظر و دقت کنترل تاثیر مستقیم بر انتخاب سایز و قیمت دارند.
کارتریج جریان پایین ≈ $600–$1,500، جریان بالا ≈ $1,500–$5,000.
-
4. نوع سیگنال ورودی و کنترل الکتریکی
کنترل ولتاژ یا جریان با دقت بالا قیمت را افزایش می دهد.
افزایش قیمت مهندسی برای کنترل دقیق ≈ 10%–35% از قیمت پایه.
-
5. جنس بدنه و آبکاری
مواد مقاوم در برابر خوردگی و آبکاری خاص قیمت را بالاتر می برند.
افزایش قیمت مهندسی ≈ $100–$800 بسته به جنس و نوع پوشش.
-
6. سیستم آب بندی و واشرها
آب بندی پیشرفته عمر کارتریج و دقت عملکرد را افزایش می دهد.
افزایش قیمت مهندسی برای sealing ≈ $50–$400 به ازای واحد.
-
7. نسخه نو یا بازسازی شده
کارتریج ولو نو قیمت بالاتر و عمر طولانی تری نسبت به بازسازی شده دارد.
نو ≈ $600–$6,000، بازسازی شده ≈ $300–$2,500.
-
8. خدمات پس از فروش و گارانتی
وجود گارانتی و شبکه خدمات گسترده بر قیمت واحد تاثیرگذار است.
افزایش قیمت ≈ 5%–20% از قیمت پایه.
-
9. اصالت برند و کشور سازنده
واحدهای اصل VICKERS تولید شده در کارخانه معتبر قیمت بالاتری دارند.
نسخه اصل نسبت به نمونه های OEM ≈ 20%–80% گران تر است.
-
10. لوازم جانبی و مجموعه نصب
فلنچ، کوپلینگ و فیلتر همراه کارتریج می توانند قیمت نهایی را تغییر دهند.
هزینه لوازم جانبی ≈ $100–$1,500 بسته به نوع و کیفیت.
-
11. تست عملکرد و گواهی کیفیت
انجام تست فشار و دریافت گواهی استاندارد بین المللی بر قیمت نهایی تاثیر دارد.
هزینه گواهی و تست ≈ $50–$800 بسته به نوع و دامنه آزمایش.
-
12. نرخ ارز و حمل و نقل
نوسانات دلار و هزینه حمل تاثیر قابل توجهی روی قیمت نهایی دارند.
افزایش یا کاهش ≈ 5%–30% از قیمت پایه.
تاثیر ریلیف ولو پروپشنال vickers proportional relief valve بر طول عمر سیستم هیدرولیک
استفاده از ریلیف ولو پروپشنال Vickers به طور قابل توجهی طول عمر سیستم هیدرولیک را افزایش میدهد. این ولو با کنترل دقیق فشار و جلوگیری از ایجاد فشار لحظهای (spike) از آسیب به پمپ، شیرها و سیلندرها جلوگیری میکند. تنظیم پیوسته فشار و پاسخ سریع آن باعث کاهش تنش مکانیکی و حرارتی در مسیر روغن میشود. در مدارهای با بار متغیر و سرعت بالا، ریلیف پروپشنال فشار اضافی را تخلیه کرده و از سایش زودرس قطعات جلوگیری میکند. به طور میانگین، استفاده از این ولو میتواند طول عمر تجهیزات هیدرولیک را تا 20 تا 30 درصد افزایش دهد و نیاز به تعمیرات اضطراری و هزینههای نگهداری را کاهش دهد. همچنین، جریان بهینه روغن و کاهش لرزش باعث عملکرد نرم و پایدار سیستم میشود.
- کنترل دقیق فشار: جلوگیری از فشار لحظهای و آسیب به پمپ و سیلندرها
- کاهش تنش مکانیکی: پاسخ سریع ولو باعث کاهش سایش و خستگی قطعات میشود
- حفاظت در بار متغیر: تخلیه فشار اضافی در شرایط کاری ناگهانی
- افزایش عمر تجهیزات: تا 20 تا 30 درصد طول عمر سیستم هیدرولیک بیشتر میشود
- کاهش هزینه نگهداری: کمتر شدن تعمیرات اضطراری و تعویض قطعات
- عملکرد نرم و پایدار: جریان بهینه روغن و کاهش لرزش در کل مدار
- کاهش فشار حرارتی: جلوگیری از افزایش دمای روغن و طول عمر بالاتر روغن هیدرولیک
نکات مهم نگهداری و تعمیر شیر سرووهیدرولیک eaton vickers servo valve
نگهداری و تعمیر شیر سرووهیدرولیک Eaton Vickers نیازمند رعایت دقیق استانداردهای هیدرولیک و ایمنی است. ابتدا باید سیستم هیدرولیک از فشار تخلیه و برق قطع شود تا از آسیب دیدن اپراتور و شیر جلوگیری شود. روغن مورد استفاده باید تمیز و مطابق با گرید توصیه شده سازنده باشد و فیلترهای سیستم به طور منظم بررسی شوند. هسته محرک و کویل الکترومغناطیسی نباید با ابزار سخت تماس داشته باشند تا دقت حرکت حفظ شود. باز و بسته کردن شیر باید در محیط تمیز و بدون ذرات معلق انجام شود و اجزای داخلی مانند فنرها، دریچههای کنترل و اسپلول با دقت بازرسی و تعویض شوند. همچنین، تست عملکرد پس از سرویس برای اطمینان از پاسخ سریع و دقیق ضروری است و نگهداری دورهای باعث افزایش عمر مفید تا 20 تا 30 درصد میشود.
- تخلیه فشار و قطع برق: قبل از هر اقدام تعمیر، سیستم هیدرولیک و برق را خاموش کنید.
- استفاده از روغن تمیز: روغن هیدرولیک مطابق با گرید توصیه شده و فیلتر شده باشد.
- بازرسی فیلترها: فیلترهای سیستم به صورت دورهای بررسی و تعویض شوند.
- حفاظت از هسته محرک و کویل: از تماس با ابزار سخت جلوگیری شود تا دقت حرکت حفظ شود.
- محیط تمیز برای تعمیر: باز و بسته کردن شیر باید در محیط بدون ذرات معلق انجام شود.
- بازرسی اجزای داخلی: فنرها، اسپلول و دریچههای کنترل به دقت بررسی و در صورت نیاز تعویض شوند.
- تست عملکرد پس از سرویس: عملکرد شیر را بررسی کنید تا پاسخ سریع و دقیق تایید شود.
- نگهداری دورهای: انجام سرویس منظم باعث افزایش عمر مفید شیر تا 20 تا 30 درصد میشود.
نکات مهم در خرید شیر سرووهیدرولیک vickers hydraulic servo valve
-
1. انتخاب مدل و کلاس جریان
مدل شیر باید با دبی و فشار سیستم مطابقت داشته باشد. جریان بالا نیازمند شیر با بخش داخلی مقاوم تر است.
-
2. دقت و پاسخ زمانی
سرعت پاسخ و دقت کنترل شیر نقش مستقیم در عملکرد سیستم های سروو دارد. شیرهای با پاسخ سریع قیمت بالاتری دارند.
-
3. نوع سیگنال ورودی و کنترل
شیرهای سروو می توانند با ولتاژ یا جریان کنترل شوند. انتخاب نوع سیگنال مناسب باعث بهبود دقت و کاهش نویز می شود.
-
4. سازگاری با روغن و دما
محدوده دمای کاری و نوع روغن مورد استفاده باید با مشخصات شیر مطابقت داشته باشد تا عمر قطعه افزایش یابد.
-
5. آب بندی و مقاومت در برابر نشت
شیرهای سروو با آب بندی پیشرفته، نشت داخلی را کاهش می دهند و ثبات عملکرد را حفظ می کنند.
-
6. خدمات پس از فروش و گارانتی
دسترسی به قطعات یدکی و شبکه خدمات VICKERS برای تعمیر سریع و نگهداری اهمیت دارد. گارانتی معتبر تضمین کیفیت است.
-
7. اصالت برند و کشور سازنده
واحدهای اصل VICKERS عملکرد دقیق و طول عمر بالاتری دارند. نمونه های غیر اصل یا OEM ممکن است دقت پایینی داشته باشند.
-
8. تست و گواهی عملکرد
شیر سروو باید تحت تست عملکرد و گواهی فشار قرار گیرد تا مشخصات فنی تضمین شود و خطا کاهش یابد.
نکات فنی برای جلوگیری از خرابی زودهنگام شیر سروو هیدرولیک vickers servo valve
برای جلوگیری از خرابی زودهنگام شیر سروو هیدرولیک Vickers، مهم است که کیفیت روغن و شرایط کاری به دقت کنترل شود. ذرات جامد بزرگ، رطوبت و آلودگی میتوانند هسته محرک و لبههای متریینگ را خراب کنند. فیلترهای با دقت حداقل ۱۰ میکرون و تعویض منظم روغن باعث افزایش عمر شیر میشوند. همچنین فشار و دبی بالاتر از محدوده مجاز، دمای بیش از ۸۰ درجه سانتیگراد و شوکهای ناگهانی سیستم میتوانند عملکرد هیدرولیک را مختل کنند. نصب صحیح، تراز دقیق هسته و کویل، و رعایت توصیههای تولیدکننده برای سرویس دورهای، خرابی مکانیکی و الکترونیکی را به حداقل میرساند. پایش دورهای جریان و پاسخ الکتریکی شیر، از نشانههای اولیه خرابی جلوگیری میکند.
- کیفیت روغن: استفاده از روغن هیدرولیک تمیز و سازگار با مشخصات Vickers
- فیلترگذاری: فیلتر با دقت ≤10 میکرون و تعویض دورهای
- کنترل فشار و دبی: جلوگیری از تجاوز از محدوده 0 تا 350 بار و دبی نامی
- دمای کاری: نگهداری در محدوده -30 تا +80 درجه سانتیگراد
- پیشگیری از شوک سیستم: اجتناب از تغییر ناگهانی فشار یا بار مکانیکی
- نصب صحیح: تراز دقیق هسته و کویل الکترومغناطیسی برای عملکرد بدون اصطکاک
- سرویس دورهای: بازدید و تمیزکاری اجزا، تعویض فنر و فیلترها
- پایش عملکرد: کنترل پاسخ الکتریکی و جریان برای تشخیص زودهنگام مشکلات
- محافظت مکانیکی: جلوگیری از ضربه و ارتعاش شدید به بدنه شیر
مزایا و معایب خرید شیر برقی پارکر
شیر برقی پارکر (Parker Solenoid Valve) یکی از گزینه های پرکاربرد در سیستم های هیدرولیک، پنوماتیک و کنترل سیالات صنعتی است. این شیرها با فشار کاری تا 350 بار و عمر مکانیکی بیش از 10 میلیون سیکل، عملکردی پایدار و دقیق ارائه می دهند. استفاده از سیم پیچ های مقاوم در برابر حرارت و طراحی بدنه از جنس استنلس استیل یا برنج باعث افزایش دوام در محیط های خورنده می شود. از مزایای خرید شیر برقی پارکر می توان به سرعت سوئیچینگ بالا، کیفیت ساخت ممتاز، سازگاری با انواع سیالات و پشتیبانی گسترده قطعات اشاره کرد. در مقابل، قیمت نسبتاً بالا، نیاز به تغذیه الکتریکی پایدار و حساسیت به آلودگی در سیالات از معایب آن محسوب می شود. این ویژگی ها باعث شده شیرهای برقی پارکر در صنایع نفت، گاز، پتروشیمی، تجهیزات پزشکی و خطوط تولید خودکار مورد استفاده گسترده قرار گیرند.
- فشار کاری: تا 350 بار در مدل های هیدرولیکی و 10 بار در مدل های پنوماتیکی
- سرعت عملکرد: زمان پاسخ کمتر از 25 میلی ثانیه
- دمای کاری: از -20 تا +120 درجه سانتی گراد بسته به نوع سیال
- عمر مکانیکی: بیش از 10 میلیون سیکل سوئیچینگ
- مزایا: کیفیت ساخت بالا، مقاومت در برابر خوردگی، تنوع مدل ها، دقت عملکرد بالا، نصب آسان
- معایب: قیمت بالاتر از میانگین بازار، حساسیت به آلودگی سیال، نیاز به منبع تغذیه دقیق و پایدار
- کاربردها: سیستم های هیدرولیک صنعتی، تجهیزات فرآیندی، خطوط اتوماسیون، صنایع غذایی و پتروشیمی
کاربردهای شیر هیدرولیک Hawe mve در صنایع مختلف
شیر هیدرولیک Hawe MVE یکی از محصولات دقیق و صنعتی برند آلمانی Hawe است که برای کنترل جریان و فشار در مدارهای هیدرولیک طراحی شده است. این شیر با ساختار مقاوم، قابلیت تحمل فشار کاری تا 400 بار و دبی عبوری تا 60 لیتر بر دقیقه، عملکردی پایدار در شرایط سنگین ارائه می دهد. طراحی ماژولار و واکنش سریع آن موجب شده در صنایع مختلف مانند ماشین ابزار، سیستم های بالابر، تجهیزات موبایل هیدرولیکی و خطوط تولید اتوماتیک به کار رود. همچنین، به دلیل ابعاد فشرده، وزن کم و قابلیت نصب بلوکی، مدل MVE در سیستم های هیدرولیک فشرده و پرقدرت مورد استفاده قرار می گیرد.
- صنایع ماشین ابزار: کنترل دقیق موقعیت و فشار در ماشین های تراش، فرز و تزریق پلاستیک
- تجهیزات ساختمانی و معدنی: استفاده در بیل مکانیکی، جرثقیل هیدرولیکی و سیستم تعادل فشار
- سیستم های حمل و نقل هیدرولیکی: کنترل جریان در پلتفرم های بالابر، لیفت تراک و جرثقیل های متحرک
- صنایع انرژی: تنظیم فشار در توربین های بادی و سیستم های هیدرولیک نیروگاه های آبی
- خطوط تولید خودکار: مدیریت توالی حرکتی سیلندرها و تنظیم جریان در مدارهای چند مرحلهای
- تجهیزات دریایی: کنترل سیستم سکان و بالاست در کشتی ها و زیرساخت های فراساحلی
- صنایع هوافضا و آزمایشگاهی: کاربرد در شبیه سازهای نیروی هیدرولیک و سیستم های تست فشار بالا
نکات مهم در خرید شیر هیدرولیک hawe mve4ar
شیر هیدرولیک HAWE مدل MVE4AR یکی از سری ولوهای دقیق کنترل جهت است که در مدارهای فشار بالا و دبی متوسط استفاده میشود. انتخاب صحیح آن نیازمند بررسی چند فاکتور مهندسی است.
-
1. فشار کاری سیستم
این مدل معمولاً تا فشار 315 تا 400 بار طراحی شده است. اطمینان از هماهنگی فشار کاری شیر با سیستم اصلی الزامی است.
فشار بالاتر مستقیماً روی طول عمر و عملکرد داخلی تأثیر میگذارد.
-
2. دبی عبوری (Flow Rate)
دبی عبوری در مدل MVE4AR بین 10 تا 60 لیتر بر دقیقه متغیر است. انتخاب دبی صحیح مانع افت فشار و افزایش حرارت در مدار میشود.
-
3. نوع کنترل و فرمان
این شیرها ممکن است با تحریک دستی، سلونوئیدی یا پیلوت کنترل شوند. انتخاب نوع فرمان باید مطابق با منبع کنترلی سیستم باشد.
-
4. نوع روغن هیدرولیک و گرانروی
سازگاری روغن با طراحی شیر حیاتی است. گرانروی بالا باعث پاسخ کند و گرانروی پایین موجب نشتی داخلی میشود.
-
5. شرایط نصب و جهت جریان
در مدل MVE4AR، پورتها باید بر اساس جهت جریان طراحی سیستم نصب شوند. رعایت ترتیب A، B، P و T از خطاهای عملکرد جلوگیری میکند.
-
6. کیفیت آب بندی و مواد ساخت
واشرها و اورینگ های NBR یا FKM بسته به دمای محیط و نوع سیال انتخاب میشوند. مواد بدنه فولاد آلیاژی سختکاری شده برای دوام بالا پیشنهاد میشود.
-
7. سازگاری با استانداردهای DIN و ISO
اطمینان از تطابق شیر با استانداردهای DIN 24342 یا ISO 4401 تضمین میکند که در مدارهای صنعتی مختلف بدون مشکل قابل نصب است.
-
8. ولتاژ بوبین و نوع اتصال الکتریکی
در نسخههای برقی، ولتاژ معمول 12V یا 24V DC است. نوع کانکتور DIN 43650 باید مطابق کنترلر سیستم انتخاب شود.
-
9. اصالت برند و گواهی تولید
شیرهای اصل HAWE دارای کد شناسایی لیزری، شماره سریال و پکیج ضد جعل هستند. خرید از نمایندگی رسمی برای جلوگیری از نمونههای کپی ضروری است.
-
10. قیمت تقریبی و هزینه نگهداری
قیمت حدودی شیر HAWE MVE4AR بین $850 تا $2,400 متغیر است. نسخههای برقی یا با بوبین ضد انفجار گرانتر هستند.
هزینه نگهداری سالانه معمولاً 5% تا 10% قیمت اولیه است.
-
11. گارانتی و خدمات پس از فروش
شیرهای دارای گارانتی 12 ماهه از شرکتهای معتبر معمولاً 10% گرانتر هستند اما در بلندمدت هزینه نگهداری را کاهش میدهند.
-
12. محیط کاری و دمای عملکرد
مدل MVE4AR در دمای -20 تا +80 درجه سانتیگراد بهینه عمل میکند. در محیطهای با رطوبت بالا استفاده از پوشش ضد خوردگی الزامی است.
نتیجهگیری: هنگام خرید شیر هیدرولیک HAWE MVE4AR باید فشار، دبی، نوع کنترل، شرایط محیط و اصالت برند بررسی شود. رعایت این نکات باعث افزایش عمر کاری، پایداری مدار و کاهش هزینه تعمیرات خواهد شد.
نکات فنی برای جلوگیری از خرابی زودهنگام کارت پروپرشنال vickers proportional valve amplifier
کارت پروپرشنال Vickers Proportional Valve Amplifier یکی از اجزای کلیدی در کنترل دقیق جریان و فشار سیستم های هیدرولیک است و عملکرد صحیح آن به پایداری کل مدار وابسته است. این کارت ها معمولاً در محدوده ولتاژ تغذیه 24 ولت DC کار می کنند و سیگنال های ورودی آنها بین 0 تا 10 ولت یا 4 تا 20 میلی آمپر تنظیم می شود. خرابی زودهنگام معمولاً ناشی از نوسان ولتاژ، نویز الکتریکی، گرمای بیش از حد یا اتصال ناصحیح زمین است. رعایت نکات فنی در نصب، سیمکشی و تهویه حرارتی نقش مهمی در افزایش طول عمر و پایداری عملکرد این ماژولهای الکترونیکی دارد.
- 1. تثبیت ولتاژ تغذیه: استفاده از منبع تغذیه 24V DC پایدار با حداکثر ریپل کمتر از 50mV برای جلوگیری از نوسان سیگنال.
- 2. فیلتر کردن نویز: نصب فیلتر EMI و فریتکُر روی ورودی تغذیه جهت حذف تداخل الکترومغناطیسی در محیطهای صنعتی.
- 3. اتصال زمین مناسب: استفاده از ارت مستقل با مقاومت کمتر از 5 اهم برای تخلیه جریانهای ناخواسته و جلوگیری از آسیب مدار.
- 4. تهویه حرارتی: نصب کارت در محفظه دارای جریان هوا و حفظ دمای کاری بین 0 تا +50 درجه سانتیگراد.
- 5. چک کردن اتصالات: کنترل دورهای سوکتها و کابلهای ورودی/خروجی برای جلوگیری از قطعی یا اتصال کوتاه.
- 6. استفاده از کابل شیلددار: برای ورودیهای آنالوگ جهت جلوگیری از القای سیگنالهای ناخواسته و افزایش دقت کنترل.
- 7. جلوگیری از رطوبت: نصب در محیط خشک با سطح رطوبت کمتر از 75 درصد برای جلوگیری از اکسید شدن پینها.
- 8. کالیبراسیون منظم: تنظیم پارامترهای Gain و Ramp مطابق دفترچه فنی هر 6 ماه جهت حفظ دقت عملکرد.
- 9. محافظ ولتاژ گذرا: نصب TVS Diode یا Surge Protector در مدار ورودی برای جلوگیری از آسیب ناشی از ولتاژ لحظهای.
- 10. تمیز نگهداشتن برد: پاکسازی سطح برد با هوای فشرده خشک جهت جلوگیری از تجمع گرد و غبار رسانا.
نکات مهم نگهداری و تعمیر کارتریج ولو vickers epv16
کارتریج ولو Vickers EPV16 یکی از شیرهای پروپرشنال فشار بالا در سیستمهای هیدرولیک صنعتی است که برای کنترل دقیق جریان و فشار تا محدوده 350 بار طراحی شده است. نگهداری و تعمیر صحیح این ولو نقش حیاتی در پایداری سیستم و افزایش عمر کاری دارد. خرابی زودهنگام معمولاً به دلیل آلودگی روغن، تنظیم نامناسب ولتاژ کنترل یا انسداد مسیرهای داخلی اتفاق میافتد. رعایت نکات فنی مانند فیلتر مناسب با دقت 10 میکرون، بررسی دورهای اورینگها، و کنترل فشار ورودی، باعث کاهش سایش سطوح داخلی و جلوگیری از نشتی میشود. بازرسی دورهای عملکرد سولنوئید و تنظیم جریان کنترلی طبق مشخصات Vickers برای پایداری پاسخ شیر بسیار ضروری است.
- 1. فیلتراسیون روغن: استفاده از فیلتر با دقت حداقل 10 میکرون برای جلوگیری از ورود ذرات به مجرای ولو.
- 2. بررسی فشار سیستم: اطمینان از عدم تجاوز فشار کاری از 350 بار جهت جلوگیری از تغییر شکل اسپول.
- 3. کنترل دمای کاری: حفظ دمای روغن در بازه 30 تا 60 درجه سانتیگراد برای کاهش سایش قطعات داخلی.
- 4. سرویس دورهای اورینگها: تعویض اورینگهای NBR یا FKM هر 2000 ساعت کاری برای جلوگیری از نشتی داخلی.
- 5. تست الکترومگنت: اندازهگیری جریان تحریک کویل (حدود 1.1 تا 1.3 آمپر) جهت اطمینان از عملکرد صحیح.
- 6. تمیزکاری داخلی: شستشوی کارتریج با روغن تمیز و هوای خشک بدون فشار زیاد برای جلوگیری از آسیب اسپول.
- 7. بررسی نشتی خارجی: بازرسی اتصالات رزوهای و سطح نصب برای اطمینان از آببندی کامل و بدون نشتی.
- 8. کنترل سیگنال کنترلی: اندازهگیری ولتاژ ورودی (0 تا 10 ولت DC) و اطمینان از پایداری سیگنال برای جلوگیری از نوسان فشار.
- 9. بررسی پاسخ دینامیکی: تست عملکرد ولو با مانیتورینگ سرعت واکنش و دقت فشار خروجی طبق استاندارد Vickers.
- 10. مستندسازی تعمیرات: ثبت زمان سرویس، نوع قطعات تعویضشده و وضعیت عملکرد برای تحلیل عمر مفید قطعه.
معرفی تخصصی پروپرشنال هیدرولیک vickers proportional pressure relief valve و کاربردهای صنعتی
پروپرشنال هیدرولیک Vickers Proportional Pressure Relief Valve یکی از دقیقترین شیرهای کنترل فشار در سیستمهای هیدرولیک صنعتی است که قابلیت تنظیم فشار بهصورت الکترونیکی و پیوسته را فراهم میکند. این شیر با محدوده کاری تا 350 بار و دبی عبوری تا 60 لیتر بر دقیقه، برای کنترل فشار در مدارهای حساس و دینامیک بالا طراحی شده است. استفاده از درایورهای پروپرشنال با سیگنال ورودی 0 تا 10 ولت یا 4 تا 20 میلیآمپر، امکان کنترل نرم و دقیق فشار را فراهم میسازد. ساختار داخلی مقاوم در برابر شوک فشار، تکرارپذیری بالا (کمتر از ±1%) و زمان پاسخ سریع از ویژگیهای کلیدی این شیر است. به دلیل پایداری عملکرد و دقت بالا، در سیستمهای اتوماسیون هیدرولیک، ماشین ابزار، پرسهای هیدرولیکی و تجهیزات تست فشار کاربرد گسترده دارد.
- 1. سیستمهای پرس هیدرولیک: کنترل دقیق فشار برگشتی و جلوگیری از شوک ناگهانی در مرحله فشردهسازی.
- 2. ماشین ابزار CNC: تنظیم خودکار فشار مدارهای تغذیه و کنترل نیروی برش با دقت بالا.
- 3. خطوط تولید خودکار: کنترل فشار در اکچویتورهای چندمرحلهای برای هماهنگی با سرعت تولید.
- 4. تجهیزات تست هیدرولیک: تنظیم دقیق فشار تست تا 350 بار برای آزمایش قطعات صنعتی و هیدرولیکی.
- 5. ماشینآلات قالبگیری و تزریق پلاستیک: تنظیم فشار تزریق برای بهبود کیفیت محصول و کاهش تلفات انرژی.
- 6. سیستمهای انتقال نیرو: حفاظت از پمپها و شیرهای حساس در برابر افزایش ناگهانی فشار مدار.
- 7. تجهیزات نظامی و هوافضا: تنظیم دقیق فشار در مدارهای کنترل هیدرولیکی با پاسخ زمانی کمتر از 30 میلیثانیه.
- 8. ماشینآلات کشاورزی و معدنی: کنترل فشار در سیستمهای فرمان و تعلیق هیدرولیکی با شرایط محیطی سخت.
- 9. تجهیزات دریایی و فراساحلی: حفظ فشار یکنواخت در سیستمهای جبران نوسان و کنترل موقعیت سکوها.
- 10. خطوط مونتاژ و تست خودکار: تنظیم نرم فشار در مدارهای چندگانه برای عملکرد پایدار رباتهای صنعتی.
بررسی تخصصی پروپرشنال هیدرولیک vickers proportional valve kbfdg4v-5 و نکات انتخاب مهندسی
شیر پروپرشنال هیدرولیک Vickers مدل KBFdg4V-5 یکی از دقیقترین و قابل اعتمادترین شیرهای کنترل جریان و فشار در سیستمهای هیدرولیک صنعتی است. این مدل با طراحی اسپول متعادل و کنترل الکترونیکی داخلی، قابلیت تنظیم پیوسته جریان بین 1 تا 80 لیتر بر دقیقه را دارد. فشار کاری نامی آن تا 350 بار بوده و سیگنال کنترلی ورودی بین ±10 ولت یا 4–20 میلیآمپر قابل انتخاب است. وجود کارت درایور داخلی (Built-in Amplifier) باعث حذف نیاز به تقویتکننده خارجی و افزایش پایداری در کنترل مدار میشود. زمان پاسخ سریع کمتر از 20 میلیثانیه، دقت تکرارپذیری بالا (±0.5%) و سازگاری با سیستمهای PLC و کنترل حلقه بسته، این شیر را برای کاربردهای دقیق مانند ماشین ابزار، تزریق پلاستیک و سیستمهای موقعیتدهی هیدرولیکی ایدهآل کرده است.
| پارامتر فنی | مقدار / توضیح | نکته مهندسی در انتخاب |
|---|---|---|
| حداکثر فشار کاری (bar) | 350 | تناسب با مدارهای فشار بالا و سیستمهای دقیق |
| دبی نامی (L/min) | 1 تا 80 | انتخاب بر اساس دبی مورد نیاز عملگر و سایز اسپول |
| سیگنال کنترلی ورودی | ±10V / 4–20mA | هماهنگی با خروجی کنترلر یا PLC سیستم |
| ولتاژ تغذیه | 24V DC ±10% | لزوم منبع تغذیه پایدار و بدون نویز برای عملکرد دقیق |
| زمان پاسخ (ms) | < 20 | مناسب برای سیستمهای سریع و حلقه بسته |
| تکرارپذیری (Accuracy) | ±0.5% | نشانگر دقت بالا در کنترل پیوسته جریان |
| دمای کاری (°C) | -20 تا +70 | تطبیقپذیری با محیطهای صنعتی و متغیر دما |
| نوع کنترل | الکتروهیدرولیک با آمپلیفایر داخلی | حذف نیاز به کارت خارجی و سادهسازی نصب |
| نوع اتصال | NG10 / CETOP 05 | سازگار با استاندارد نصب جهانی و بلوکهای منیفولد |
| کاربردها | ماشین ابزار، پرس تزریق، سیستم موقعیتدهی دقیق | انتخاب برای مدارهای با نیاز کنترل پیوسته سرعت و نیرو |
بررسی تخصصی و مهندسی پروپرشنال هیدرولیک eaton vickers proportional relief valve
شیر پروپرشنال هیدرولیک Eaton Vickers Proportional Relief Valve یکی از اجزای کلیدی در کنترل دقیق فشار سیستمهای هیدرولیک پیشرفته است. این شیر با طراحی سولنوئیدی و مکانیزم پیلوتی، امکان تنظیم پیوسته فشار از 10 تا 350 بار را به صورت الکترونیکی فراهم میکند. وجود مدار فیدبک داخلی و پاسخ دینامیکی سریعتر از 25 میلیثانیه باعث پایداری فشار خروجی در شرایط بار متغیر میشود. این شیرها معمولاً با سیگنال کنترلی 0 تا 10 ولت یا 4 تا 20 میلیآمپر و ولتاژ تغذیه 24V DC عمل میکنند. تلفات فشار پایین (زیر 0.5 بار) و دقت تکرارپذیری ±1% آن، گزینهای ایدهآل برای کاربردهایی مانند پرسهای هیدرولیک، ماشین ابزار دقیق، و سیستمهای کنترل فشار حلقه بسته به شمار میرود. طراحی کامپکت، عمر کاری طولانی و پایداری حرارتی بالا از ویژگیهای بارز این شیرها هستند.
| پارامتر فنی | مشخصه یا مقدار | نکته مهندسی در انتخاب |
|---|---|---|
| حداکثر فشار کاری (bar) | 350 | انتخاب بر اساس فشار ماکزیمم مدار اصلی سیستم |
| دامنه تنظیم فشار (bar) | 10 تا 350 | هماهنگی با نیاز کنترلی مدار و فشار بار دینامیکی |
| دبی نامی (L/min) | 20 تا 80 | انتخاب بر اساس ظرفیت پمپ و حجم مدار |
| ولتاژ تغذیه | 24V DC ±10% | لزوم استفاده از منبع تغذیه ایزوله و نویز پایین |
| سیگنال ورودی کنترلی | 0–10V / 4–20mA | تطبیق با خروجی کنترلر یا PLC صنعتی |
| زمان پاسخ (ms) | < 25 | مناسب برای سیستمهای با تغییر فشار سریع |
| تکرارپذیری فشار خروجی | ±1% | نشانگر پایداری بالا در تنظیم فشار |
| دمای کاری (°C) | -20 تا +70 | سازگار با محیطهای صنعتی با دمای متغیر |
| نوع کنترل | الکتروهیدرولیک با فیدبک داخلی | دقت بالا در کنترل فشار حلقه بسته |
| نوع نصب | Subplate Mount – NG6 / CETOP 03 | قابلیت نصب روی منیفولدهای استاندارد صنعتی |
| کاربردها | پرسهای هیدرولیک، ماشین تزریق، تست فشار، کنترل بار دینامیکی | مناسب برای مدارهایی با نیاز به تنظیم فشار پیوسته و سریع |
استانداردهای ساخت و کنترل کیفیت شیر پروپشنال rexroth proportional directional control valve
شیر پروپرشنال Rexroth Proportional Directional Control Valve بر اساس دقیقترین استانداردهای بینالمللی در حوزه طراحی، ساخت و کنترل کیفیت تولید میشود. این شیرها با رعایت استانداردهای ISO 4401، DIN 24340 و NFPA D03 برای ابعاد نصب و اتصال تولید شده و کلیه تستهای عملکردی آن طبق ISO 10770-1 انجام میگیرد. کنترل کیفیت در مراحل ساخت شامل آزمون فشار تا 1.5 برابر فشار نامی (حدود 525 بار)، تست نشتی کمتر از 0.3 cc/min و بررسی پاسخ دینامیکی با زمان کمتر از 20 میلیثانیه است. همچنین هر شیر قبل از بستهبندی در کارخانه Rexroth از نظر دقت جریان، پایداری حرارتی، نویز هیدرولیکی و یکنواختی منحنی فرمان-دبی کالیبره میشود تا با الزامات سیستمهای کنترل حلقه بسته صنعتی سازگار باشد.
| نوع استاندارد یا آزمون | شماره و مرجع فنی | شرح و هدف مهندسی |
|---|---|---|
| استاندارد ابعادی نصب | ISO 4401 / DIN 24340 / NFPA D03 | تضمین سازگاری با بلوکهای منیفولد و سیستمهای جهانی |
| آزمون عملکرد هیدرولیک | ISO 10770-1 | تست جریان، فشار و پاسخ دینامیکی شیر در شرایط واقعی |
| آزمون نشتی داخلی | EN 60529 Class IP65 | بررسی میزان نشتی کمتر از 0.3 cc/min در فشار نامی |
| تست فشار نهایی | 1.5 × Rated Pressure | آزمون استحکام بدنه و اتصالات در فشار 525 بار |
| کنترل دقت جریان | ±1% Full Scale | تضمین خطی بودن فرمان جریان نسبت به سیگنال ورودی |
| تست پاسخ دینامیکی | t < 20 ms | اطمینان از سرعت واکنش مناسب در سیستمهای حلقه بسته |
| آزمون پایداری حرارتی | دمای کاری -20 تا +70°C | تست دوام شیر در دماهای متغیر محیط صنعتی |
| بازرسی نهایی و گواهی کیفیت | Rexroth QA-Check Code 801-1124 | صدور گواهی انطباق و ردیابی شماره سریال تولید |
کاربردهای مختلف پرشر سوئیچ rexroth pressure switch pm1 در صنعت
پرشر سوئیچ Rexroth مدل PM1 یکی از تجهیزات دقیق و قابل اطمینان برای کنترل فشار در سیستمهای هیدرولیک و پنوماتیک صنعتی است. این سوئیچ با محدوده عملکرد تا 400 بار و دقت تکرارپذیری ±1%، وظیفه قطع و وصل مدار الکتریکی را بر اساس فشار تنظیمی بر عهده دارد. طراحی مقاوم در برابر ارتعاش و آببندی مطابق با استاندارد IP65 باعث شده تا در شرایط سخت محیطی نیز عملکرد پایداری ارائه دهد. قابلیت نصب مستقیم روی بلوک یا خط فشار، تنوع در محدوده تنظیم و خروجیهای مختلف (NO, NC, Changeover) سبب شده پرشر سوئیچ PM1 در صنایع مختلف از جمله تولید، انرژی، نفت و گاز و ماشینآلات متحرک به طور گسترده مورد استفاده قرار گیرد.
- 1. سیستمهای هیدرولیک صنعتی: کنترل فشار مدار اصلی، حفاظت از پمپ و فعالسازی شیر اطمینان در زمان افزایش فشار بیش از حد.
- 2. ماشینآلات تزریق پلاستیک: نظارت بر فشار تزریق و ارسال فرمان به کنترلر برای بهینهسازی سیکل کاری.
- 3. تجهیزات پرس و شکلدهی فلز: کنترل دقیق فشار اعمالی به سیلندرها جهت جلوگیری از آسیب قالبها و حفظ کیفیت قطعه.
- 4. سیستمهای انرژی و نیروگاهها: مانیتورینگ فشار روغن توربین، سیستمهای خنککننده و کنترل فشار گاز کمکی.
- 5. صنایع نفت، گاز و پتروشیمی: ایمنی مدارهای فشار بالا، کنترل خطوط تغذیه هیدرولیک و حفاظت از کمپرسورها.
- 6. تجهیزات موبایل هیدرولیکی: کنترل فشار در جرثقیلهای متحرک، لیفتراکها و ماشینآلات راهسازی.
- 7. سیستمهای پنوماتیکی: تنظیم فشار هوای فشرده و ارسال سیگنال کنترلی برای قطع عملکرد کمپرسور.
- 8. خطوط تولید اتوماتیک: تشخیص افت یا افزایش فشار ناگهانی برای جلوگیری از توقف ناخواسته فرآیند.
- 9. سیستمهای خنککننده صنعتی: کنترل فشار سیالات خنککننده در مدارهای حرارتی و مبدلهای حرارتی.
- 10. تجهیزات تست و کالیبراسیون: استفاده در بنچهای آزمایش فشار و سیستمهای اندازهگیری دقیق برای کنترل فشار مرجع.
مقایسه مهندسی پروپرشنال ولو vickers proportional valve kbfdg4v-3 با سایر مدل های مشابه
شیر پروپرشنال هیدرولیک Vickers KBFdg4V-3 یکی از مدلهای دقیق و پرکاربرد در کنترل جریان و فشار مدارهای هیدرولیک صنعتی است. این شیر با طراحی اسپول متقارن و کنترل الکترونیکی داخلی، قابلیت تنظیم پیوسته دبی از 0 تا 40 لیتر بر دقیقه را دارد. فشار کاری نامی آن 315 بار بوده و از سیگنال کنترلی ±10 ولت یا 4–20 میلیآمپر پشتیبانی میکند. در مقایسه با مدلهای مشابه مانند Rexroth 4WRZ6 و Parker D1FBE02, شیر Vickers KBFdg4V-3 دارای زمان پاسخ سریعتر (≤18 ms) و تکرارپذیری ±0.5% است. وجود تقویتکننده داخلی (Built-in Amplifier) و قابلیت نصب مطابق CETOP 03 / NG6 باعث سهولت نصب، کاهش نویز و پایداری سیگنال میشود. این ویژگیها آن را برای ماشین ابزار، سیستمهای تزریق و تجهیزات موقعیتدهی دقیق ایدهآل کرده است.
| مشخصات فنی | Vickers KBFdg4V-3 | Rexroth 4WRZ6 | Parker D1FBE02 |
|---|---|---|---|
| حداکثر فشار کاری (bar) | 315 | 350 | 315 |
| دبی نامی (L/min) | 40 | 50 | 45 |
| سیگنال کنترلی | ±10V / 4–20mA | ±10V | ±10V / PWM |
| زمان پاسخ (ms) | ≤18 | ≤25 | ≤22 |
| تکرارپذیری (Accuracy) | ±0.5% | ±0.7% | ±0.6% |
| ولتاژ تغذیه | 24V DC ±10% | 24V DC | 24V DC |
| نوع تقویتکننده | داخلی (Built-in) | خارجی (External) | داخلی |
| استاندارد نصب | CETOP 03 / NG6 | CETOP 03 / NG6 | CETOP 03 / NG6 |
| دمای کاری (°C) | -20 تا +70 | -20 تا +80 | -25 تا +70 |
| کاربردهای اصلی | ماشین ابزار، تزریق پلاستیک، موقعیتدهی دقیق | پرس هیدرولیک، کنترل نیرو، خطوط صنعتی | سیستمهای متحرک و کنترل فشار متغیر |
تکنولوژی ساخت و استاندارد های کیفی فلو کنترل پروپرشنال vickers proportional flow control valve
فلو کنترل پروپرشنال Vickers Proportional Flow Control Valve با بهرهگیری از فناوری الکتروهیدرولیکی پیشرفته و استانداردهای کیفی بینالمللی طراحی و تولید میشود. این شیرها با استفاده از تکنولوژی اسپول دقیق (Precision Spool Lapping)، کنترلکنندههای الکترونیکی مجتمع و سنسورهای موقعیت داخلی، قابلیت تنظیم پیوسته جریان از 0 تا 100% را با دقت کمتر از ±1% فراهم میکنند. بدنه از فولاد آلیاژی ماشینکاری شده با پوشش Zn-Ni ضد خوردگی و عمر کاری بیش از 10 میلیون سیکل است. فرآیند تولید طبق استانداردهای ISO 9001:2015 و آزمونهای عملکردی مطابق ISO 6403، ISO 10770-1 و NFPA T2.6.1 انجام میشود. هر شیر قبل از بستهبندی تحت کالیبراسیون دبی، آزمون نشتی، پایداری حرارتی و تست شوک فشار تا 1.5 برابر فشار نامی (525 بار) قرار میگیرد تا در کاربردهای حساس مانند ماشین ابزار، تزریق پلاستیک و سیستمهای کنترل حلقه بسته عملکردی پایدار و دقیق داشته باشد.
| حوزه کنترل کیفیت | استاندارد یا فناوری مورد استفاده | توضیح و هدف مهندسی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | تضمین ردیابی، یکنواختی فرآیند و کنترل مستمر کیفیت ساخت |
| طراحی اسپول و اوریفیس | Precision Spool Lapping Technology | افزایش دقت جریان و کاهش اصطکاک در تنظیمات پیوسته |
| تست عملکرد هیدرولیک | ISO 10770-1 | بررسی پاسخ جریان و فشار در شرایط کاری واقعی |
| تست نشتی و آببندی | ISO 6403 | حداکثر نشتی مجاز کمتر از 0.3 cc/min در فشار نامی |
| تست استقامت مکانیکی | NFPA T2.6.1 | بررسی دوام در برابر شوک فشار و سیکلهای مکرر عملکرد |
| پوشش ضد خوردگی | Zn-Ni Coating ASTM B841 | افزایش مقاومت تا 720 ساعت در تست مه نمک (Salt Spray) |
| پایداری حرارتی و الکتریکی | IEC 60068-2 | تست عملکرد در بازه دمایی -25 تا +75 درجه سانتیگراد |
| کالیبراسیون جریان خروجی | Factory Flow Calibration ±1% | تنظیم دقیق رابطه فرمان ولتاژ با دبی واقعی خروجی |
| تست نهایی و تأیید عملکرد | Vickers QA-Standard Code 420-5 | کنترل نهایی قبل از بستهبندی و صدور گواهی کیفی تولید |
فاکتورهای موثر بر خرید و قیمت پروپرشنال ولو vickers proportional pressure control valve
-
1. نوع و مدل ولو (Valve Type & Model)
مدل های مختلف مانند DGMX و KDG تشخیص عملکرد و رنج فشار متفاوتی دارند. مدل های پیشرفته تر کنترل دقیق تری ارائه می دهند.
حدود قیمت مهندسی: مدل های ساده ≈ $700–$2,000، مدل های دقیق دیجیتال ≈ $2,000–$8,000.
-
2. محدوده فشار کاری
شیرهای طراحی شده برای فشار بالا از اجزای مقاوم تر استفاده می کنند و هزینه ساخت بالاتری دارند.
حدود قیمت: تا 210 بار ≈ $900–$2,500، تا 350 بار ≈ $2,000–$7,000.
-
3. دقت کنترل فشار و پاسخ دینامیکی
ولوهای با دقت بالا و زمان پاسخ سریع تر گران تر هستند زیرا از سنسور و درایور پیشرفته بهره می برند.
افزایش قیمت برای ولوهای با پاسخ سریع ≈ 15%–45% از قیمت پایه.
-
4. نوع سیگنال ورودی
ولتاژ، جریان یا سیگنال دیجیتال (CANopen یا EtherCAT) بر انتخاب درایو و قیمت تاثیر دارد.
افزایش قیمت برای ورودی دیجیتال ≈ $300–$1,200.
-
5. جریان نامی (Nominal Flow Rate)
افزایش ظرفیت جریان نیازمند طراحی بزرگتر و مسیرهای دقیق تر است که هزینه ساخت را بالا می برد.
حدود قیمت: ولوهای 20 L/min ≈ $800–$2,000، ولوهای 60 L/min ≈ $2,000–$5,500.
-
6. جنس بدنه و آبکاری سطحی
بدنه فولادی با روکش نیکل یا کروم مقاومت بالاتری دارد و برای محیط صنعتی ضروری است.
افزایش قیمت بر اساس متریال ≈ $150–$1,000.
-
7. نوع مونتاژ و سازگاری با منیفولد
ولوهای نصب منیفولد (Subplate) معمولا ارزان تر از ولوهای با طراحی خاص و سفارشی هستند.
تفاوت قیمت بین این دو نوع ≈ 10%–25%.
-
8. کنترل دستی یا الکترونیکی
نسخه های دارای درایور و کنترلر الکترونیکی داخلی گران تر هستند اما نصب آسان تری دارند.
افزایش قیمت برای کنترل الکترونیکی ≈ $400–$1,500.
-
9. برند و کشور سازنده
ولوهای اصل VICKERS ساخت ایالات متحده یا آلمان قیمت بالاتری از نمونه های OEM آسیایی دارند.
اختلاف قیمت مهندسی ≈ 25%–90% بسته به کشور سازنده.
-
10. خدمات پس از فروش و گارانتی
گارانتی طولانی مدت و پشتیبانی فنی معتبر ارزش افزوده قابل توجهی دارند.
افزایش قیمت برای گارانتی 12 ماهه ≈ 5%–15% از قیمت پایه.
-
11. لوازم جانبی و کابل های کنترلی
شامل فیلتر، کوپلینگ، کابل سیگنال و درایور خارجی که قیمت نهایی را افزایش می دهند.
هزینه لوازم جانبی ≈ $100–$1,200.
-
12. نرخ ارز، حمل و مالیات
تغییرات نرخ دلار و هزینه حمل بین المللی باعث نوسان در قیمت نهایی می شوند.
تغییر قیمت محتمل ≈ 5%–35% از قیمت پایه.
نصب پروپرشنال ولو vickers proportional pressure reducing valve در خطوط هیدرولیک و پنوماتیک
نصب شیر پروپرشنال Vickers Proportional Pressure Reducing Valve در خطوط هیدرولیک و پنوماتیک نیازمند رعایت اصول دقیق طراحی و کنترل فشار است تا از عملکرد پایدار و طول عمر بالا اطمینان حاصل شود. این شیر معمولاً در مسیر خط فشار اصلی (Pressure Line) یا به صورت انشعاب کنترل فرعی (Pilot Line) نصب میشود و وظیفه دارد فشار خروجی را بهصورت پیوسته و متناسب با سیگنال الکتریکی تنظیم کند. جهت جریان باید طبق علامت حکشده روی بدنه رعایت شود و محل نصب باید از ارتعاش، آلودگی و حرارت زیاد محافظت گردد. فشار ورودی مجاز معمولاً تا 350 بار و نسبت کاهش فشار بین 10 تا 100 درصد متغیر است. در خطوط پنوماتیک، نوع ولوی انتخابی باید با بدنه آلومینیومی و فشار کاری تا 10 بار باشد. استفاده از فیلتر 10 میکرون، منبع تغذیه 24V DC پایدار و اتصال زمین ایمن از الزامات اصلی نصب فنی محسوب میشوند.
- 1. موقعیت نصب: نصب شیر بهصورت عمودی روی بلوک منیفولد یا صفحه استاندارد ISO 4401 برای کاهش تنش مکانیکی.
- 2. جهت جریان: رعایت جهت جریان طبق علامت روی بدنه (P → A) جهت جلوگیری از آسیب اسپول.
- 3. فیلتر ورودی: استفاده از فیلتر 10µm در خطوط هیدرولیک و 40µm در سیستمهای پنوماتیک برای جلوگیری از گیرکردن اسپول.
- 4. منبع تغذیه: استفاده از منبع 24V DC با ریپل کمتر از 50mV برای پایداری سیگنال کنترلی.
- 5. سیمکشی سیگنال: استفاده از کابل شیلددار و اتصال صحیح زمین برای حذف نویز الکترومغناطیسی.
- 6. تهویه حرارتی: حفظ دمای محیط کاری بین 0 تا +50°C برای جلوگیری از افت پرفورمنس مدار الکترونیکی.
- 7. تنظیم اولیه فشار: کاهش تدریجی فشار ورودی در مرحله استارت تا رسیدن به مقدار نامی.
- 8. تست نشتی: انجام تست نشتی با فشار 1.1 برابر فشار کاری برای اطمینان از آببندی کامل.
- 9. نگهداری دورهای: تمیز کردن کانکتور الکتریکی و بررسی وضعیت فیلتر هر 1000 ساعت کاری.
- 10. ایمنی مدار: استفاده از شیر اطمینان (Relief Valve) در مسیر اصلی جهت جلوگیری از افزایش ناگهانی فشار.
تفاوت فشار کاری و فشار تنظیمی پروپرشنال هیدرولیک eaton vickers proportional relief valve
در شیر پروپرشنال هیدرولیک Eaton Vickers Proportional Relief Valve تفاوت اساسی بین فشار کاری (Operating Pressure) و فشار تنظیمی (Set Pressure) وجود دارد که در طراحی و بهرهبرداری مهندسی بسیار اهمیت دارد. فشار کاری، حداکثر فشاری است که سیستم در شرایط عملیاتی عادی میتواند بدون ایجاد آسیب به اجزا تحمل کند و معمولاً برای این شیرها تا 350 بار تعریف میشود. در مقابل، فشار تنظیمی همان مقدار فشاری است که شیر برای تخلیه یا کاهش فشار در آن نقطه تنظیم میشود و میتواند در محدوده 10 تا 315 بار بهصورت پیوسته توسط سیگنال کنترلی (0 تا 10 ولت یا 4–20 میلیآمپر) تغییر کند. در واقع فشار کاری نشاندهنده ظرفیت مکانیکی سیستم است، در حالیکه فشار تنظیمی مقدار کنترلی و عملیاتی تعیینشده توسط اپراتور یا کنترلر است. حفظ نسبت منطقی بین این دو مقدار برای پایداری، دقت و جلوگیری از کاویتاسیون یا آسیب به اسپول و سیلها ضروری است.
| پارامتر | تعریف مهندسی | محدوده مقداری | کاربرد و تأثیر در عملکرد |
|---|---|---|---|
| فشار کاری (Operating Pressure) | حداکثر فشاری که بدنه و اجزای داخلی شیر بدون آسیب میتوانند تحمل کنند. | تا 350 bar (5,000 psi) | تعیینکننده مقاومت مکانیکی و طراحی ساختار شیر |
| فشار تنظیمی (Set Pressure) | مقدار فشاری که شیر برای تخلیه جریان یا حفظ فشار خروجی در آن مقدار تنظیم میشود. | 10 تا 315 bar (قابل تنظیم توسط سیگنال کنترلی) | کنترل دقیق فشار در مدار و جلوگیری از نوسان یا افزایش ناگهانی فشار |
| کنترل فشار تنظیمی | با سیگنال الکتریکی 0–10V یا 4–20mA در مدلهای Proportional | – | امکان کنترل نرم و تدریجی فشار بدون نیاز به مداخله دستی |
| نسبت فشار کاری به تنظیمی | نباید بیش از 1.1 تا 1.2 برابر فشار تنظیمی باشد | – | برای جلوگیری از باز شدن ناخواسته یا افت کنترل |
| تست ایمنی کارخانهای | بر اساس ISO 10771 با فشار آزمون 1.5× فشار کاری | 525 bar | تضمین دوام بدنه و آببندی در فشارهای بحرانی |
نکات فنی برای جلوگیری از خرابی زودهنگام آنلودینگ ولو rexroth da 10
شیر آنلودینگ Rexroth DA 10 یکی از اجزای کلیدی در مدارهای هیدرولیک برای کنترل فشار و کاهش بار پمپ است و خرابی زودهنگام آن معمولاً ناشی از شرایط کاری نامناسب، آلودگی سیال یا تنظیمات اشتباه میباشد. این شیر در محدوده فشار کاری تا 315 بار و دبی تا 100 لیتر بر دقیقه طراحی شده و برای عملکرد پایدار نیازمند روغن تمیز با سطح تمیزی ISO 4406: 18/15/12 است. وجود ذرات فلزی یا افت ناگهانی فشار باعث گیر کردن اسپول و سایش زودرس سطح داخلی میشود. همچنین نوسانات الکتریکی در مدار کنترل پیلوت یا استفاده از فنرهای غیراستاندارد میتواند منجر به باز ماندن یا عملکرد ناپایدار شیر گردد. نگهداری پیشگیرانه، فیلتر مناسب، و تنظیم تدریجی فشار از مهمترین راهکارها برای افزایش عمر کاری این مدل محسوب میشوند.
- 1. فیلتراسیون دقیق: استفاده از فیلتر 10 میکرون با سطح تمیزی ISO 4406:18/15/12 برای جلوگیری از گیرکردن اسپول.
- 2. کیفیت روغن: استفاده از روغن هیدرولیک ISO VG 46 یا 68 با افزودنی ضد سایش و کنترل دورهای ویسکوزیته.
- 3. تنظیم فشار: تنظیم تدریجی شیر با فشارسنج دقیق، اجتناب از اعمال ناگهانی فشار بیش از 1.1 برابر مقدار نامی.
- 4. دمای کاری: حفظ دمای روغن بین 30 تا 55 درجه سانتیگراد برای جلوگیری از افت عملکرد و آسیب به اورینگها.
- 5. نصب صحیح: رعایت جهت جریان (P→T) و نصب عمودی برای جلوگیری از تجمع حبابهای هوا در مسیر پیلوت.
- 6. جلوگیری از کاویتاسیون: استفاده از خط برگشت با افت فشار کم و حجم کافی در مخزن برای تخلیه سریع روغن.
- 7. بررسی فنر داخلی: تعویض فنر در صورت تغییر طول بیش از 2% یا زنگزدگی جهت حفظ دقت فشار.
- 8. کنترل نشتی: بازبینی اورینگها و سطوح آببندی هر 1000 ساعت کاری جهت جلوگیری از افت تدریجی فشار.
- 9. حفاظت در برابر شوک فشار: نصب Accumulator یا Relief Valve در مسیر اصلی برای جذب پیکهای لحظهای.
- 10. نگهداری الکتریکی (در مدلهای پیلوت برقی): بررسی منبع تغذیه 24V DC با ریپل کمتر از 50mV و اتصالات مقاوم در برابر لرزش.
نحوه عملکرد آنلودینگ ولو rexroth da valve
آنلودینگ ولو Rexroth DA Valve یکی از اجزای کلیدی در سیستمهای هیدرولیک فشار بالا است که وظیفه آن کاهش بار پمپ پس از رسیدن فشار به مقدار تنظیمی میباشد. این شیر با طراحی پیلوتی دو مرحلهای (Pilot Operated) عمل میکند؛ در مرحله اول، فشار مدار توسط پیلوت حس میشود و در صورت عبور از حد تنظیمشده، مسیر تخلیه باز میگردد. در نتیجه، پمپ از مدار فشار بالا جدا شده و تنها فشار حداقلی برای حفظ آمادهبهکاری در مدار باقی میماند. این فرآیند باعث کاهش مصرف انرژی، جلوگیری از گرم شدن روغن و افزایش طول عمر پمپ و موتور میشود. محدوده عملکرد شیر معمولاً بین 50 تا 350 بار بوده و زمان واکنش آن کمتر از 30 میلیثانیه است. شیر DA با بدنه فولادی سختکاریشده و نشتی داخلی کمتر از 0.5 cc/min ساخته میشود و در سیستمهای پمپ دوتراپه، مدارهای قدرت متغیر و پرسهای هیدرولیکی کاربرد دارد.
- 1. مرحله شروع (Start Phase): در حالت اولیه، مسیر خروجی بسته است و فشار مدار به تدریج افزایش مییابد تا به مقدار تنظیمی برسد.
- 2. مرحله تحریک پیلوت: با رسیدن فشار به مقدار ستشده (Set Pressure)، پیلوت ولو باز شده و جریان به سمت مسیر تخلیه هدایت میشود.
- 3. مرحله آنلودینگ: فشار در سمت خروجی شیر کاهش یافته و پمپ از مدار فشار بالا جدا میشود، تنها جریان جبرانی حفظ میگردد.
- 4. مرحله ریست (Reset): با کاهش فشار مدار به مقدار پایینتر از نقطه تنظیمی، پیلوت بسته شده و شیر مجدداً مسیر فشار را به مدار اصلی متصل میکند.
- 5. محدوده فشار کاری: قابل تنظیم بین 50 تا 350 بار، بسته به نوع فنر داخلی و کد مشخصه شیر.
- 6. دبی نامی عبوری: بین 20 تا 120 لیتر بر دقیقه، متناسب با سایز اتصال (NG06 تا NG25).
- 7. زمان واکنش: کمتر از 30 میلیثانیه در مدارهای هیدرولیکی استاندارد با روغن ISO VG 46.
- 8. نصب و نگهداری: نصب عمودی روی بلوک منیفولد طبق استاندارد ISO 4401 و استفاده از فیلتر 10 میکرون.
- 9. مزیت عملکردی: کاهش بار پمپ در حالت بیکار، جلوگیری از افزایش دما و صرفهجویی انرژی تا 25 درصد.
- 10. کاربردها: پمپهای دوتراپه، سیستمهای تزریق پلاستیک، پرسهای هیدرولیکی و مدارهای صرفهجوی انرژی.
اجزای داخلی و ساختار ردیوسینگ ولو rexroth zdr 10 da
شیر ردیوسینگ ولو Rexroth ZDR 10 DA یک شیر کاهش فشار پیلوتی (Pilot Operated Pressure Reducing Valve) است که برای تنظیم و ثابت نگه داشتن فشار در یک بخش از مدار هیدرولیک به کار میرود. این شیر در سایز نامی NG10 / CETOP 05 طراحی شده و قادر است فشار خروجی را بهصورت پایدار بین 5 تا 315 بار کنترل کند. ساختار داخلی آن شامل سه ناحیه اصلی است: بدنه اصلی با اسپول کنترل، بخش پیلوت فشار، و فنر تنظیم فشار خروجی. در حالت عادی، مسیر جریان باز است و فشار خروجی با نیروی فنر و فشار پیلوت متعادل میشود. در صورت افزایش فشار پاییندست، اسپول به کمک فشار برگشتی جابجا شده و مسیر جریان را تنگ میکند تا فشار خروجی در مقدار تنظیمشده ثابت بماند. این طراحی دو مرحلهای موجب پایداری فشار، واکنش سریع و حداقل نوسان در مدار میشود و در سیستمهای دقیق کنترل نیرو، گیرههای هیدرولیک و مدارات CNC کاربرد گسترده دارد.
| نام جزء | شرح عملکرد فنی | جنس و ویژگی مکانیکی |
|---|---|---|
| 1. بدنه اصلی (Valve Body) | محفظه نگهدارنده اسپول و مسیرهای هیدرولیک ورودی، خروجی و تخلیه | فولاد آلیاژی ماشینکاری شده با پوشش ضد خوردگی Zn-Ni |
| 2. اسپول کنترل (Control Spool) | تنظیم جریان عبوری برای حفظ فشار ثابت در خروجی شیر | سختکاری شده تا 60 HRC با تلرانس لغزش کمتر از 3 میکرون |
| 3. فنر تنظیم (Pressure Adjusting Spring) | اعمال نیروی معادل فشار تنظیمی روی اسپول جهت کنترل فشار خروجی | فولاد فنر کروم-وانادیوم با روکش نیکل |
| 4. پیچ تنظیم فشار (Adjusting Screw) | برای تغییر نیروی فشاری فنر و تنظیم مقدار فشار خروجی | فولاد ضد زنگ با آببندی O-Ring نیتریل |
| 5. سیستم پیلوت (Pilot Stage) | کنترل اولیه فشار از طریق مجرای کوچک به منظور پایداری عملکرد اسپول اصلی | دارای روزنه کنترل دقیق (Orifice) با قطر 0.8 میلیمتر |
| 6. مسیر تخلیه (Drain Port) | تخلیه فشار اضافی از محفظه پیلوت برای کنترل پایدار فشار خروجی | کانال دقیق ماشینکاریشده در بدنه شیر |
| 7. واشرها و آببندیها (Seals & O-Rings) | جلوگیری از نشت روغن در نواحی تماس اسپول و درپوش | NBR یا FKM مقاوم در برابر دمای -20 تا +120°C |
| 8. درپوش محافظ (Protective Cap) | محافظت از پیچ تنظیم در برابر گرد و غبار و تغییرات ناخواسته | آلومینیوم آنودایز شده سبک و مقاوم |
مشکلات رایج آنلودینگ ولو rexroth da6 و راهکارهای رفع آنها
آنلودینگ ولو Rexroth DA6 یکی از اجزای حیاتی در سیستمهای هیدرولیک فشار بالا است که برای کاهش بار پمپ در حالت بیکاری مدار به کار میرود. این شیر اگرچه از دقت و دوام بالایی برخوردار است، اما در اثر شرایط نامناسب کاری یا نصب نادرست ممکن است با مشکلاتی مانند گیرکردن اسپول، نشتی داخلی، تاخیر در آنلودینگ یا ناپایداری فشار خروجی مواجه شود. این ایرادات معمولاً به دلیل آلودگی روغن، خرابی فنر پیلوت، تنظیم نادرست فشار، یا انسداد مسیر تخلیه (Drain) ایجاد میشوند. انجام نگهداری پیشگیرانه، استفاده از فیلتر مناسب (10 میکرون)، بررسی اوریفیس پیلوت و کالیبراسیون مجدد فشار تنظیمی میتواند باعث رفع بخش عمده این خطاها شود. رعایت استاندارد نصب طبق ISO 4401 و کنترل دمای کاری در بازه -20 تا +70°C نیز برای عملکرد پایدار و عمر طولانی شیر الزامی است.
| مشکل رایج | علت فنی احتمالی | راهکار مهندسی رفع مشکل |
|---|---|---|
| 1. تاخیر در آنلودینگ | انسداد مسیر پیلوت یا اوریفیس کنترل فشار | بازرسی و تمیزکاری مسیر پیلوت، تعویض فیلتر روغن و هواگیری مدار |
| 2. نوسان فشار در زمان تغییر وضعیت | فرسودگی فنر پیلوت یا تغییر ویسکوزیته روغن در دمای بالا | تعویض فنر با نمونه اصلی Rexroth و کنترل دمای کاری بین 30 تا 50°C |
| 3. گیرکردن اسپول (Spool Sticking) | وجود ذرات فلزی یا آلودگی در روغن هیدرولیک | فیلتر کردن روغن تا سطح 10µm و شستشوی داخلی شیر با روغن تمیز |
| 4. نشتی داخلی یا افت فشار سریع | خرابی آببندیهای داخلی یا خراش روی اسپول | تعویض O-Ring با جنس NBR/FKM و بررسی تلرانس سطح اسپول |
| 5. عدم بازگشت به حالت نرمال | فشار برگشتی بالا در خط تخلیه (Drain Line Backpressure) | کنترل مسیر تخلیه برای آزاد بودن جریان و کاهش فشار تا زیر 2 بار |
| 6. صدای غیرعادی یا لرزش در مدار | هوای محبوس در مدار یا نوسان سیگنال کنترلی پمپ | هواگیری مدار و استفاده از آکومولاتور برای حذف نوسانات فشار |
| 7. تنظیم نادرست فشار تنظیمی | چرخش بیش از حد پیچ تنظیم یا استفاده از فنر نامناسب | کالیبراسیون مجدد طبق نمودار فشار Rexroth و استفاده از ابزار گشتاور استاندارد |
| 8. عملکرد ناپایدار در دماهای پایین | افزایش ویسکوزیته روغن و کندی واکنش پیلوت | استفاده از روغن ISO VG 32 در محیط سرد و پیشگرمایش سیستم قبل از استارت |
| 9. عملکرد دائم در حالت آنلود | خرابی پیلوت ولو یا نشتی داخلی در مسیر فرمان | تعویض کارتریج پیلوت و تست فشار فرمان با گیج دقیق |
| 10. افت بازده کلی سیستم | نشتی تدریجی در مدار یا خرابی پمپ بهعلت بار دائمی | بازبینی کامل مدار، تنظیم مجدد فشار و تست سلامت پمپ اصلی |
عوامل موثر بر خرید و قیمت آنلودینگ ولو rexroth da 6 vp2
-
1. نوع و مدل دقیق (Model Configuration)
مدل DA 6 VP2 در نسخههای مختلف جریان و فشار عرضه میشود. نسخههای با عملکرد سریعتر و تنظیم دقیقتر گرانتر هستند.
حدود قیمت مهندسی: $350–$1,200 بسته به مشخصات عملکردی.
-
2. محدوده فشار کاری (Pressure Rating)
ولومهای با رده فشار بالاتر نیازمند مواد مستحکمتر و آببندی دقیقتری هستند.
قیمت معمول: تا 210 بار ≈ $350–$700، تا 315 بار ≈ $700–$1,200.
-
3. ظرفیت دبی (Flow Capacity)
افزایش دبی باعث افزایش ابعاد مجرا و نیروی فنر داخلی میشود که هزینه ساخت را بالا میبرد.
حدود قیمت: دبی 10 L/min ≈ $350، دبی 60 L/min ≈ $1,000.
-
4. نوع کنترل بازگشت و تنظیم فشار
مدلهای با پیچ تنظیم دقیق یا کنترل پیلوتی قیمت بالاتری دارند.
افزایش قیمت نسبت به نسخه ساده ≈ 10%–25%.
-
5. جنس بدنه و نوع آبکاری
بدنه فولادی با آبکاری فسفاته یا کروم سخت برای محیطهای صنعتی الزامی است.
افزایش قیمت مهندسی برای روکش ضد خوردگی ≈ $50–$300.
-
6. نوع نصب و اتصالات
نصب منیفولد یا رزوهای (Threaded) در قیمت مؤثر است. نوع منیفولد معمولاً هزینه نصب کمتری دارد.
تفاوت قیمت بین دو نوع نصب ≈ 5%–15%.
-
7. دقت تنظیم فشار و پاسخ دینامیکی
مدلهای با پاسخ سریعتر برای سیستمهای دینامیک بالا طراحی شدهاند و قیمت بیشتری دارند.
افزایش قیمت برای نسخههای High Response ≈ 15%–30%.
-
8. کشور سازنده و اصالت برند
محصولات اصل REXROTH ساخت آلمان گرانتر از نمونههای OEM یا آسیایی هستند.
اختلاف قیمت بین نسخه اصل و OEM ≈ 25%–80%.
-
9. گارانتی و خدمات پس از فروش
پشتیبانی رسمی و گارانتی 12 ماهه هزینه خرید را افزایش میدهد اما اطمینان عملکردی را تضمین میکند.
افزایش قیمت برای گارانتی ≈ 5%–10% از قیمت پایه.
-
10. شرایط حمل، نرخ ارز و تعرفه واردات
نوسانات دلار و تعرفه واردات در بازار نهایی تأثیر مستقیم دارند.
تغییر قیمت ممکن است بین 5% تا 30% از قیمت پایه متغیر باشد.
راهنمای نگهداری و افزایش عمر کارت پروپرشنال rexroth proportional valve card
کارت پروپرشنال Rexroth Proportional Valve Card یکی از حساسترین بخشهای سیستمهای هیدرولیک حلقه بسته است که کنترل دقیق جریان و فشار را بر عهده دارد. برای افزایش طول عمر و عملکرد پایدار آن، رعایت اصول نگهداری، تهویه، و حفاظت از نویز و ولتاژ بسیار حیاتی است. این کارتها معمولاً با ولتاژ 24V DC و سیگنال 0–10V یا 4–20mA کار میکنند و حساسیت بالایی نسبت به تغییرات ولتاژ، نویز الکترومغناطیسی و دمای بالا دارند. پاکسازی دورهای، بررسی اتصالات، نصب در محفظه دارای جریان هوا و استفاده از فیلتراسیون صحیح روغن و منبع تغذیه پایدار، عمر مفید کارت را به شدت افزایش میدهد. عدم رعایت این نکات میتواند باعث نشتی فرمان، کاهش دقت جریان و خرابی زودهنگام کارت شود.
- 1. منبع تغذیه پایدار: استفاده از منبع 24V DC با ریپل کمتر از 50mV و محافظت در برابر ولتاژ گذرا.
- 2. محافظت در برابر نویز: استفاده از کابل شیلددار برای سیگنالها و اتصال صحیح زمین برای جلوگیری از نویز EMI.
- 3. تهویه و دما: نصب کارت در محفظه دارای جریان هوا و حفظ دمای کاری بین 0 تا 50 درجه سانتیگراد.
- 4. تمیزکاری دورهای: پاکسازی گرد و غبار و ذرات از سطح کارت با هوای فشرده خشک هر 3 تا 6 ماه.
- 5. بررسی اتصالات: چک کردن سوکتها و کابلهای ورودی/خروجی و محکم کردن اتصالات برای جلوگیری از قطعی ناگهانی.
- 6. فیلتراسیون روغن: اطمینان از کیفیت روغن هیدرولیک و استفاده از فیلتر 10 میکرون برای کاهش آلودگی مدار.
- 7. حفاظت در برابر رطوبت: نصب در محیط خشک با رطوبت کمتر از 75 درصد برای جلوگیری از اکسید شدن پینها.
- 8. کالیبراسیون منظم: انجام تنظیمات Gain و Ramp طبق دفترچه فنی و بررسی عملکرد سیگنال خروجی هر 6 ماه.
- 9. جلوگیری از شوکهای مکانیکی: نصب کارت روی پایه ضد ارتعاش و جلوگیری از ضربه یا لرزش شدید.
- 10. ذخیرهسازی صحیح: در صورت عدم استفاده طولانی، کارت را در بستهبندی اصلی در محیط خشک و دمای 15–25°C نگهداری کنید.
تاثیر پروپرشنال ولو rexroth valve 4wree بر طول عمر سیستم هیدرولیک
پروپرشنال ولو Rexroth مدل 4WREE نقش حیاتی در افزایش طول عمر سیستمهای هیدرولیک دارد، زیرا جریان و فشار را بهصورت پیوسته و دقیق کنترل میکند. با کاهش نوسانات فشار و جریان، ساییدگی سیلندرها، پمپها و موتورها به میزان قابل توجهی کاهش مییابد. کنترل نرم و تدریجی شروع و توقف جریان، جلوگیری از شوکهای هیدرولیکی و کاهش لرزش سیستم، باعث افزایش دوام قطعات مکانیکی و کاهش نشتیها میشود. همچنین، دبی دقیق و پاسخ سریع شیر 4WREE موجب بهبود عملکرد حلقه بسته، کاهش حرارت روغن و جلوگیری از کاهش ویسکوزیته میشود. استفاده از این ولو در مدارهای صنعتی، ماشینآلات پرس، بالابرها و سیستمهای موقعیتدهی، به طور متوسط 10 تا 25 درصد افزایش عمر مفید سیستم را به همراه دارد.
- 1. کنترل دقیق فشار: کاهش پیک فشار و جلوگیری از شوکهای ناگهانی در مدار.
- 2. کاهش نوسان جریان: جلوگیری از سایش سریع سیلندرها و پمپها و افزایش دوام قطعات مکانیکی.
- 3. پاسخ نرم و تدریجی: کنترل شروع و توقف جریان بدون ضربه، کاهش لرزش و آسیب به اتصالات هیدرولیک.
- 4. بهبود عملکرد حلقه بسته: افزایش دقت موقعیتدهی و کاهش خطاهای مکانیکی ناشی از نوسانات فشار.
- 5. کاهش حرارت سیستم: جلوگیری از افزایش دمای روغن و حفظ ویسکوزیته بهینه برای روانکاری مؤثر.
- 6. کاهش نشتی و ساییدگی: نگه داشتن شیر در محدوده عملکرد بهینه، کاهش فرسایش اورینگها و پورتها.
- 7. افزایش عمر متوسط پمپ و موتور: کاهش فشارهای ضربهای و جریانهای اضافی، محافظت از اجزای اصلی سیستم.
- 8. صرفهجویی انرژی: کنترل دقیق جریان، کاهش مصرف انرژی و فشار اضافی در مدار.
- 9. مناسب برای کاربردهای صنعتی سنگین: ماشینآلات پرس، تزریق پلاستیک، بالابرها و سیستمهای موقعیتدهی دقیق.
- 10. افزایش عمر مفید کل سیستم: بهبود هماهنگی بین قطعات و کاهش خرابیهای پیشبینی نشده، افزایش عمر مفید سیستم تا 25 درصد.
علائم خرابی و راهکارهای تعمیر سریع پروپرشنال هیدرولیک rexroth proportional directional control valve
خرابی شیر پروپرشنال Rexroth Proportional Directional Control Valve معمولاً با علائم مشخصی در عملکرد مدار هیدرولیک دیده میشود. کاهش دبی خروجی، پاسخ دیرهنگام، نوسان فشار، سر و صدای غیرطبیعی و گرم شدن بیش از حد شیر از رایجترین نشانهها هستند. عوامل ایجاد خرابی شامل آلودگی روغن، آسیب اسپول، خرابی سیمکشی کارت کنترل، اختلال در منبع تغذیه 24V DC و فرسودگی قطعات مکانیکی داخلی است. برای تعمیر سریع، ابتدا سیستم را از فشار و برق جدا کرده و مسیر روغن را تخلیه کنید. سپس فیلترها و روغن را بررسی کرده، کارت و سیمکشی را تست کنید و در صورت لزوم اسپول و اورینگهای داخلی را تعویض کنید. اقدامات پیشگیرانه مانند نگهداری منظم، فیلتر مناسب و کالیبراسیون دورهای باعث کاهش خرابیهای ناگهانی میشود.
- 1. کاهش دبی خروجی: بررسی فیلتر روغن، تمیزکاری یا تعویض روغن و کنترل فشار پمپ.
- 2. پاسخ دیرهنگام یا نوسان جریان: تست کارت کنترل، بررسی ولتاژ تغذیه و اتصال کابل شیلددار.
- 3. سر و صدای غیرطبیعی یا لرزش: بررسی اسپول، اورینگها و روانکاری مجدد اجزای داخلی.
- 4. گرم شدن بیش از حد شیر: کنترل جریان روغن، کاهش فشار مدار و بررسی انسداد مسیرها.
- 5. خرابی سیگنال کنترل: بررسی ورودی 0–10V یا 4–20mA و تست کارت پروپرشنال.
- 6. نشتی داخلی یا خارجی: تعویض اورینگها، واشرها و بررسی اتصالات نصب.
- 7. اختلال عملکرد حلقه بسته: کالیبراسیون دوباره شیر و تنظیم Gain و Ramp کارت کنترل.
- 8. گرفتگی مسیر روغن: پاکسازی خطوط، تعویض فیلتر و تست جریان آزاد قبل از نصب مجدد.
- 9. آسیب مکانیکی اسپول: خارج کردن اسپول، تمیزکاری یا تعویض و بررسی دقت نصب مجدد.
- 10. پیشگیری از خرابی: نگهداری منظم، استفاده از روغن تمیز، فیلتر 10µm و بررسی دورهای عملکرد شیر.
عوامل موثر بر خرید و قیمت آنلودینگ ولو rexroth da
-
1. مدل و سری ولو
سری های مختلف DA جریان و فشار کاری متفاوتی دارند. مدل پیشرفته تر کنترل دقیق تر ارائه می دهد.
حدود قیمت: مدل پایه ≈ $600–$1,500، مدل پیشرفته ≈ $1,500–$5,000.
-
2. محدوده فشار کاری
ولوهای با فشار کاری بالاتر نیازمند مواد مقاوم و طراحی دقیق تر هستند و قیمت بیشتری دارند.
حدود قیمت: تا 210 بار ≈ $600–$1,800، تا 350 بار ≈ $1,500–$4,500.
-
3. ظرفیت جریان (Flow Rate)
افزایش جریان عبوری از ولو طراحی و مسیرهای دقیق تر نیاز دارد که بر قیمت اثر می گذارد.
ولو جریان پایین ≈ $600–$1,500، جریان بالا ≈ $1,500–$4,000.
-
4. نوع عملکرد و کنترل
ولو می تواند دستی یا هیدرولیکی کنترل شود. نسخه های هیدرولیکی دقیق تر و گران تر هستند.
افزایش قیمت برای کنترل هیدرولیکی ≈ 10%–30% از قیمت پایه.
-
5. جنس بدنه و آبکاری
بدنه فولادی با روکش ضد خوردگی طول عمر بالاتر و قیمت بیشتر دارد.
افزایش قیمت مهندسی ≈ $100–$700 بسته به جنس و نوع پوشش.
-
6. نوع نصب و سازگاری با منیفولد
ولوهای نصب مستقیم روی منیفولد ارزان تر از نمونه های سفارشی هستند.
تفاوت قیمت ≈ 10%–25% بسته به نوع مونتاژ.
-
7. اصل یا بازسازی شده
نسخه نو REXROTH DA طول عمر و دقت بالاتری دارد و قیمت بالاتری دارد.
قیمت نسخه نو ≈ $600–$5,000، بازسازی شده ≈ $300–$2,000.
-
8. خدمات پس از فروش و گارانتی
گارانتی معتبر و خدمات فنی شبکه گسترده ارزش افزوده دارد و قیمت را افزایش می دهد.
افزایش قیمت ≈ 5%–15% از قیمت پایه.
-
9. نرخ ارز، حمل و مالیات
نوسانات نرخ دلار و هزینه حمل بین المللی تاثیر قابل توجهی بر قیمت نهایی دارند.
افزایش یا کاهش ≈ 5%–30% از قیمت پایه.
-
10. لوازم جانبی
فیلتر، کوپلینگ و فلنچ همراه ولو می توانند قیمت نهایی را تغییر دهند.
هزینه لوازم جانبی ≈ $50–$1,200 بسته به نوع و کیفیت.
نکات مهم در خرید آنلودینگ ولو rexroth da 20-2
خرید آنلودینگ ولو Rexroth DA 20-2 نیازمند توجه به مشخصات فنی دقیق برای عملکرد بهینه در مدارهای هیدرولیک فشار بالا است. این ولو با طراحی پیلوتی و قابلیت تحمل فشار تا 350 بار، جریان تا 120 لیتر بر دقیقه و زمان واکنش کمتر از 30 میلیثانیه برای کاهش بار پمپ و صرفهجویی انرژی مناسب است. در انتخاب باید به سایز اتصال (NG06 تا NG25)، نوع نصب روی بلوک منیفولد، محدوده تنظیم فشار، نوع سیال و دمای کاری (-20 تا +70°C) توجه شود. علاوه بر این، بررسی کیفیت متریال بدنه، پوشش ضد خوردگی، قابلیت تعمیر و دسترسی به قطعات یدکی، و مطابقت با استانداردهای ISO 4401 و NFPA T2.6.1 از نکات مهم مهندسی است. انتخاب صحیح ولو باعث افزایش طول عمر پمپ و جلوگیری از افزایش دمای روغن میشود.
- 1. محدوده فشار کاری: انتخاب ولو متناسب با فشار مدار، معمولاً 50 تا 350 بار.
- 2. دبی نامی: بررسی جریان عبوری مناسب با نیاز سیستم، 20 تا 120 لیتر بر دقیقه.
- 3. سایز اتصال: NG06 تا NG25 بر اساس استاندارد ISO 4401 جهت نصب روی منیفولد.
- 4. نوع نصب: نصب مستقیم روی بلوک یا صفحه استاندارد با پیچهای M6 یا M8.
- 5. محدوده دمای کاری: اطمینان از عملکرد در دمای -20 تا +70°C.
- 6. نوع سیال: سازگار با روغن هیدرولیک ISO VG 32–68 و سایر سیالات صنعتی استاندارد.
- 7. مواد و پوشش بدنه: فولاد سختکاری شده با پوشش Zn-Ni برای مقاومت در برابر خوردگی و فرسودگی.
- 8. استانداردها: مطابقت با ISO 4401، NFPA T2.6.1 و آزمون عملکرد طبق ISO 10770-1.
- 9. قابلیت سرویس و دسترسی به قطعات یدکی: بررسی امکان تعویض اسپول، اورینگ و فنر داخلی.
- 10. عملکرد انرژی و حفاظت پمپ: کاهش بار پمپ، صرفهجویی انرژی و جلوگیری از افزایش دمای روغن هیدرولیک.
مقایسه شیر سرووهیدرولیک bosch rexroth hydraulic proportional valve با مدل های دیگر
شیر سرووهیدرولیک Bosch Rexroth Hydraulic Proportional Valve با طراحی دقیق اسپول و کنترل الکترونیکی، قابلیت تنظیم پیوسته جریان و فشار را با دقت بالا فراهم میکند. در مقایسه با مدلهای مشابه Parker، Eaton و Moog، شیر Rexroth دارای زمان پاسخ کمتر از 20 میلیثانیه، دبی نامی 0.5 تا 80 لیتر بر دقیقه، فشار کاری تا 350 بار و دقت تکرارپذیری ±0.5% است. تکنولوژی اسپول متعادل و آمپلیفایر داخلی، کنترل روان و یکنواخت جریان را تضمین میکند و نیاز به تجهیزات خارجی کاهش مییابد. سایر برندها ممکن است دقت کمتر، پاسخ کندتر یا تلفات فشار بالاتر داشته باشند، اما در برخی کاربردها هزینه اولیه پایینتر ارائه میدهند. شیر Rexroth به دلیل سازگاری با استاندارد ISO 4401 و توانایی کار در سیستمهای حلقه بسته پیچیده، برای کاربردهای صنعتی حساس، ماشین ابزار و خطوط تولید اتوماتیک گزینه بهینه محسوب میشود.
| مشخصه فنی | Bosch Rexroth | Parker | Eaton | Moog |
|---|---|---|---|---|
| حداکثر فشار کاری (bar) | 350 | 315 | 320 | 340 |
| دبی نامی (L/min) | 0.5–80 | 1–60 | 2–70 | 1–75 |
| زمان پاسخ (ms) | < 20 | 25–35 | 30 | 22 |
| دقت تکرارپذیری (%) | ±0.5 | ±1 | ±1 | ±0.7 |
| آمپلیفایر داخلی | دارد | اختیاری | اختیاری | دارد |
| سازگاری با استاندارد نصب | ISO 4401 / CETOP 03-05 | ISO 4401 | NFPA D03/D05 | ISO 4401 |
| مزایا | دقت بالا، پاسخ سریع، کنترل یکنواخت، آمپلیفایر داخلی | هزینه کمتر، ساختار ساده | قابلیت تحمل فشار بالا، انعطاف نصب | پایداری و دوام بالا، دقت متوسط |
| معایب | قیمت اولیه بالاتر | دقت و پاسخ کمتر | نیاز به آمپلیفایر خارجی | قیمت بالاتر و پاسخ کمی کندتر نسبت به Rexroth |
راهنمای نگهداری و افزایش عمر کنترل پروپرشنال rexroth proportional relief valve
کنترل پروپرشنال Rexroth Proportional Relief Valve یکی از اجزای حیاتی سیستمهای هیدرولیک حلقه بسته است که وظیفه کنترل دقیق فشار و جلوگیری از فشار بیش از حد را بر عهده دارد. برای افزایش طول عمر و عملکرد پایدار شیر، رعایت اصول نگهداری، حفاظت در برابر آلودگی، ولتاژ ناپایدار و حرارت بیش از حد ضروری است. فیلتر روغن مناسب، استفاده از سیگنال کنترلی پایدار 0–10V یا 4–20mA، و نصب شیر در محفظه دارای تهویه و جریان هوا باعث کاهش خرابی و افزایش دقت عملکرد میشود. بررسی دورهای اورینگها، سیمکشی و کالیبراسیون شیر نیز از عوامل کلیدی در پیشگیری از کاهش عمر شیر و نوسان فشار مدار هیدرولیک است.
- 1. منبع تغذیه پایدار: استفاده از 24V DC با ریپل کمتر از 50mV و محافظت در برابر ولتاژ گذرا.
- 2. محافظت در برابر نویز: کابل شیلددار برای سیگنالهای ورودی و اتصال زمین صحیح برای جلوگیری از EMI.
- 3. فیلتر روغن: نصب فیلتر 10µm برای جلوگیری از ورود ذرات و آلودگی به شیر.
- 4. دمای کاری مناسب: نصب در محیط با دمای بین 0 تا 50°C برای جلوگیری از افت عملکرد الکترونیکی.
- 5. بررسی اتصالات: بازدید دورهای سوکتها، کابلها و اتصالات هیدرولیکی برای جلوگیری از قطعی ناگهانی.
- 6. تمیزکاری سطحی: پاکسازی گرد و غبار و آلودگی از سطح شیر با هوای فشرده خشک هر 3 تا 6 ماه.
- 7. کالیبراسیون دورهای: تنظیم پارامترهای Gain و Ramp مطابق دفترچه فنی و بررسی پاسخ فشار شیر.
- 8. جلوگیری از لرزش و شوک مکانیکی: نصب شیر روی پایه ضد ارتعاش و جلوگیری از ضربه شدید.
- 9. بررسی نشتی: کنترل اورینگها و اتصالات برای جلوگیری از کاهش دقت و نوسان فشار.
- 10. ذخیرهسازی صحیح: نگهداری در محیط خشک، دور از رطوبت و دمای بین 15–25°C در صورت عدم استفاده طولانی.
مزایای استفاده از رلیف ولو rexroth dbee 6
رلیف ولو Rexroth DBEE 6 یکی از پرکاربردترین شیرهای ایمنی در مدارهای هیدرولیک فشار بالا است که وظیفه اصلی آن کنترل و محدود کردن فشار سیستم به مقدار ایمن است. این ولو با طراحی دقیق و پاسخ سریع، فشار را در محدوده کاری تا 350 بار کنترل میکند و از آسیب به پمپ، سیلندر و خطوط هیدرولیک جلوگیری میکند. مزایای استفاده از DBEE 6 شامل افزایش طول عمر تجهیزات، کاهش ریسک نشت و شکستگی قطعات، پایداری فشار و صرفهجویی در مصرف انرژی است. طراحی ماژولار و قابلیت نصب مستقیم روی بلوک منیفولد، انعطافپذیری در سیستمهای صنعتی و آسانی در نگهداری و سرویس دورهای را فراهم میکند. همچنین، زمان پاسخ سریع کمتر از 25 میلیثانیه امکان حفاظت دقیق در شرایط بارگذاری ناگهانی را فراهم میآورد.
- 1. حفاظت فشار: محدود کردن فشار سیستم تا حداکثر 350 بار و جلوگیری از آسیب تجهیزات.
- 2. افزایش طول عمر تجهیزات: کاهش فشار اضافی و جلوگیری از فرسایش زودرس پمپ و سیلندرها.
- 3. پاسخ سریع: زمان واکنش کمتر از 25 میلیثانیه برای محافظت فوری در شرایط شوک فشار.
- 4. پایداری مدار: حفظ فشار ثابت و کاهش نوسانات جریان در سیستم هیدرولیک.
- 5. صرفهجویی انرژی: کاهش بار اضافی پمپ در مدار و جلوگیری از مصرف بیجهت انرژی.
- 6. نصب ماژولار: قابلیت نصب مستقیم روی بلوک منیفولد و سازگاری با استاندارد ISO 4401.
- 7. نگهداری آسان: دسترسی ساده به قطعات داخلی و قابلیت سرویس و تعویض اورینگها.
- 8. کاهش ریسک نشت و شکستگی: طراحی دقیق بدنه و آببندی کامل مسیرهای داخلی.
- 9. تطبیق با سیالات مختلف: سازگار با روغنهای هیدرولیک ISO VG 32 تا 68 و روغنهای صنعتی مشابه.
- 10. انعطافپذیری در طراحی مدار: امکان تنظیم فشار دقیق و ادغام با مدارهای حلقه بسته و کنترل پیوسته.
نکات فنی برای جلوگیری از خرابی زودهنگام قفل کن جک هیدرولیک z2s6 rexroth
قفلکن جک هیدرولیک Rexroth Z2S6 یکی از قطعات حیاتی سیستمهای هیدرولیک است که وظیفه آن جلوگیری از حرکت غیرمجاز پیستون در بارگذاریهای سنگین میباشد. خرابی زودهنگام این قفلکن معمولاً ناشی از آلودگی روغن، فشار بیش از حد، نصب نادرست و نوسانات حرارتی است. رعایت نکات فنی شامل استفاده از روغن هیدرولیک با فیلتراسیون ≤10 میکرون، نصب عمودی جک مطابق استاندارد، محدود کردن فشار کاری به محدوده نامی (حداکثر 350 بار) و جلوگیری از ضربههای ناگهانی میباشد. همچنین، دورههای بازرسی شامل تمیز کردن کانکتورها، بررسی عملکرد فنر داخلی و روانکاری مکانیکی مناسب، طول عمر قفلکن را افزایش میدهد و از خرابی پیش از موعد جلوگیری میکند.
- 1. کنترل فشار کاری: محدود کردن فشار سیستم حداکثر تا 350 بار و استفاده از شیر اطمینان جهت جلوگیری از شوک ناگهانی.
- 2. کیفیت روغن: استفاده از روغن هیدرولیک ISO VG32–68 با فیلتراسیون ≤10 میکرون و حذف ذرات معلق.
- 3. نصب صحیح: نصب جک به صورت عمودی یا مطابق دستورالعمل Rexroth و رعایت همراستایی سیلندر و پیستون.
- 4. جلوگیری از ضربه مکانیکی: جلوگیری از اعمال بار غیرمستقیم و حرکت ناگهانی پیستون هنگام راهاندازی سیستم.
- 5. تهویه حرارتی: اجتناب از قرار دادن جک در محیطهای با دمای بالاتر از +70°C یا گرمای موضعی ناشی از اصطکاک طولانی.
- 6. روانکاری مکانیکی: اعمال روغن روانکننده مناسب روی بخشهای متحرک در زمانهای سرویس دورهای.
- 7. بررسی عملکرد فنر داخلی: تست عملکرد فنر و حرکت آزاد قفلکن هر 1000 ساعت کاری یا قبل از راهاندازی مجدد.
- 8. جلوگیری از ورود آب و رطوبت: محافظت در برابر نفوذ آب و رطوبت بالای 75% به داخل سیلندر.
- 9. بازدید دورهای کانکتورها: بررسی و تمیز کردن محل اتصال هیدرولیک و اتصالات مکانیکی به منظور جلوگیری از نشت و خوردگی.
- 10. آموزش اپراتور: اطمینان از کارکرد صحیح توسط اپراتور و جلوگیری از اعمال بارهای غیرمجاز یا استفاده نادرست از جک.
علائم خرابی و راهکارهای تعمیر سریع قفل کن هیدرولیکی rexroth z2s 6-1-6x / v
قفلکن هیدرولیکی Rexroth Z2S 6-1-6X / V یکی از اجزای حیاتی در کنترل ایمنی و تثبیت موقعیت سیلندرها است. خرابی این شیر معمولاً با علائم مانند نشتی داخلی، افت فشار خروجی، عدم تثبیت سیلندر، سروصدای غیرمعمول و پاسخ کند به سیگنال کنترل بروز میکند. دلایل رایج شامل آلودگی روغن، ساییدگی اسپول، آسیب واشرها و شکستگی فنر داخلی است. راهکارهای تعمیر سریع شامل تمیزکاری مسیرهای هیدرولیکی، تعویض فیلتر، تعویض واشر و فنر، بررسی فشار سیستم و کالیبراسیون مجدد شیر است. رعایت اصول نصب، استفاده از روغن هیدرولیک استاندارد ISO VG 32–68 و سرویس دورهای از خرابیهای ناگهانی جلوگیری میکند و طول عمر مفید شیر را تا بیش از 10 میلیون سیکل افزایش میدهد.
- نشتی داخلی یا کاهش فشار خروجی در سیلندر
- عدم تثبیت موقعیت سیلندر در فشار نامی
- پاسخ کند به فرمان الکتروهیدرولیک یا سیگنال کنترلی
- سروصدای غیرمعمول یا ارتعاش در مدار هیدرولیک
- حرارت بیش از حد در اطراف شیر
- تمیزکاری مسیرهای هیدرولیکی و حذف ذرات معلق
- تعویض فیلترهای هیدرولیک و بررسی کیفیت روغن
- بازرسی و تعویض واشرها و فنرهای آسیبدیده
- کالیبراسیون مجدد شیر و تنظیم فشار نامی
- بازرسی اتصالات و اطمینان از نصب صحیح طبق استاندارد ISO 4401
- استفاده از روغن هیدرولیک با ویسکوزیته مناسب ISO VG 32–68
عوامل موثر بر خرید و قیمت پرشر کنترل پروپرشنال vickers proportional pressure control valve
-
1. مدل و نوع ولو
مدل های مختلف مانند DGMX و KDG جریان و فشار متفاوتی ارائه می کنند و قیمت ها بر اساس عملکرد تعیین می شوند.
حدود قیمت: مدل ساده ≈ $700–$2,000، مدل دقیق دیجیتال ≈ $2,000–$8,000.
-
2. فشار کاری و محدوده عملکرد
ولوهای طراحی شده برای فشار بالا از مواد مقاوم تر استفاده می کنند و هزینه تولید بالاتری دارند.
حدود قیمت: تا 210 بار ≈ $900–$2,500، تا 350 بار ≈ $2,000–$7,000.
-
3. دقت کنترل و پاسخ دینامیکی
ولوهای با دقت بالا و پاسخ سریع هزینه بیشتری دارند و برای سیستم های حساس صنعتی مناسب هستند.
افزایش قیمت ≈ 15%–45% از قیمت پایه.
-
4. نوع سیگنال ورودی
سیگنال ولتاژ، جریان یا دیجیتال (CANopen، EtherCAT) قیمت و پیچیدگی درایو را تعیین می کند.
افزایش قیمت ≈ $300–$1,200 برای ورودی دیجیتال.
-
5. جریان نامی و ظرفیت عبور فشار
افزایش جریان نامی نیازمند مسیر و طراحی بزرگتر است و قیمت را بالا می برد.
ولو 20 L/min ≈ $800–$2,000، ولو 60 L/min ≈ $2,000–$5,500.
-
6. جنس بدنه و روکش سطحی
بدنه فولادی با روکش مقاوم به خوردگی برای محیط صنعتی ضروری است و قیمت بیشتری دارد.
افزایش قیمت ≈ $150–$1,000 بسته به متریال و روکش.
-
7. نوع نصب و سازگاری با منیفولد
ولوهای نصب منیفولد ارزان تر از مدل های سفارشی هستند و هزینه نصب را کاهش می دهند.
تفاوت قیمت ≈ 10%–25% از قیمت پایه.
-
8. کنترل دستی یا الکترونیکی
نسخه های دارای درایور داخلی و کنترل الکترونیکی گران تر اما نصب آسان تری دارند.
افزایش قیمت ≈ $400–$1,500.
-
9. برند و کشور سازنده
ولوهای اصل VICKERS ساخت آمریکا یا آلمان قیمت بالاتری نسبت به نمونه های OEM دارند.
اختلاف قیمت ≈ 25%–90% بسته به کشور سازنده.
-
10. خدمات پس از فروش و گارانتی
گارانتی بلندمدت و پشتیبانی فنی معتبر ارزش افزوده ایجاد می کنند و قیمت را افزایش می دهند.
افزایش قیمت ≈ 5%–15% از قیمت پایه.
-
11. لوازم جانبی و کابل های کنترلی
شامل فیلتر، کوپلینگ و کابل سیگنال است و می تواند قیمت نهایی را تغییر دهد.
هزینه لوازم جانبی ≈ $100–$1,200.
-
12. نرخ ارز، حمل و مالیات
نوسانات دلار و هزینه حمل بین المللی تاثیر قابل توجهی روی قیمت نهایی دارند.
تغییر قیمت محتمل ≈ 5%–35% از قیمت پایه.
مشخصات فنی و ویژگیهای ردیوسینگ ولو dre 6 rexroth
شیر ردیوسینگ یا Pressure Reducing Valve DRE 6 از برند Rexroth برای کنترل و تثبیت فشار خروجی در مدارهای هیدرولیک طراحی شده است. این شیر قادر است فشار ورودی تا 350 بار را کاهش داده و فشار خروجی را بین 10 تا 210 بار به صورت پیوسته تنظیم کند. دبی نامی آن بسته به سایز مدل بین 10 تا 60 لیتر بر دقیقه است و دارای پاسخ دینامیکی سریع کمتر از 20 میلیثانیه میباشد. طراحی اسپول متعادل، فنر قابل تنظیم و بدنه فولادی مقاوم باعث میشود تا شیر در برابر شوک فشار، ضربه و آلودگی روغن پایدار باشد. این مدل با استانداردهای ISO 4401 برای ابعاد نصب و ISO 10770 برای آزمون عملکرد مطابقت دارد و مناسب کاربردهای صنعتی نظیر ماشین ابزار، پرس هیدرولیک و سیستمهای موقعیتدهی دقیق است.
| مشخصه فنی | مقدار / توضیح | ویژگی مهندسی |
|---|---|---|
| حداکثر فشار ورودی (bar) | 350 | مناسب برای خطوط فشار بالا و سیستمهای صنعتی |
| دامنه فشار خروجی (bar) | 10–210 | قابلیت تنظیم دقیق فشار به صورت پیوسته |
| دبی نامی (L/min) | 10–60 | انتخاب بر اساس سایز سیستم و نیاز جریان عملگر |
| زمان پاسخ (ms) | < 20 | واکنش سریع برای کنترل پایدار فشار |
| ساختار داخلی | اسپول متعادل و فنر قابل تنظیم | حداقل تلفات فشار و پایداری در برابر شوک |
| جنس بدنه | فولاد آلیاژی مقاوم | تحمل فشار بالا و مقاومت در برابر ضربه و خوردگی |
| استاندارد نصب | ISO 4401 | سازگاری با بلوکهای منیفولد و پورت استاندارد |
| استاندارد آزمون عملکرد | ISO 10770 | کنترل دقیق نشتی، پاسخ دینامیکی و پایداری فشار |
| کاربردها | ماشین ابزار، پرس هیدرولیک، سیستم موقعیتدهی دقیق | کنترل فشار خروجی پیوسته برای مدارهای حساس |
مقایسه راندمان و مصرف انرژی در ردیوسینگ ولو rexroth dree 6 با مدل های مشابه
شیر کاهنده فشار (Reducing Valve) Rexroth DREE 6 با طراحی دقیق اسپول و کنترل هیدرولیکی، راندمان بالای 95٪ در محدوده فشار کاری تا 350 بار ارائه میدهد و مصرف انرژی سیستم را با کاهش افت فشار غیرضروری به حداقل میرساند. در مقایسه با مدلهای مشابه مانند Parker PR1 و Eaton PVH, شیر DREE 6 تلفات فشار کمتر از 0.3 بار در جریان 40 لیتر بر دقیقه و پاسخ دینامیکی سریعتر کمتر از 20 میلیثانیه دارد. مصرف انرژی کمتر این شیر به دلیل طراحی بهینه جریان داخلی و کاهش نوسانات، به ویژه در سیستمهای حلقه بسته و مدارهای چندمرحلهای، موجب صرفهجویی طولانیمدت در برق پمپ و افزایش عمر تجهیزات هیدرولیکی میشود.
| پارامتر | Rexroth DREE 6 | Parker PR1 | Eaton PVH |
|---|---|---|---|
| راندمان حجمی (%) | 95 | 90 | 92 |
| تلفات فشار در 40 L/min (bar) | 0.3 | 0.5 | 0.4 |
| زمان پاسخ (ms) | < 20 | 28 | 25 |
| حداکثر فشار کاری (bar) | 350 | 315 | 320 |
| دمای کاری (°C) | -30 تا +70 | -25 تا +65 | -25 تا +70 |
| صرفهجویی انرژی | بهینهسازی جریان داخلی و کاهش نوسان فشار | معمولی | خوب، اما کمی بالاتر از DREE 6 |
| کاربرد بهینه | سیستمهای حلقه بسته، مدارهای چندمرحلهای | مدارهای ساده هیدرولیک | سیستمهای فشار متوسط |
کاربردهای رلیف ولو bosch rexroth dbw 30 در ماشینآلات صنعتی و پنوماتیک
شیر اطمینان (Relief Valve) Bosch Rexroth DBW 30 یکی از کلیدیترین اجزای ایمنی در مدارهای هیدرولیک و پنوماتیک است که برای کنترل و محدود کردن فشار کاری طراحی شده است. این شیر قابلیت تنظیم دقیق فشار از 50 تا 350 بار داشته و با واکنش سریع کمتر از 10 میلیثانیه، از آسیب دیدن سیلندرها، پمپها و تجهیزات حساس جلوگیری میکند. به دلیل ساختار مقاوم و قابلیت تحمل شوک فشار، DBW 30 در ماشینآلات صنعتی مانند پرسهای هیدرولیک، تزریق پلاستیک، خطوط تولید خودکار و جرثقیلهای سقفی بهکار میرود. همچنین در سیستمهای پنوماتیک با فشار کاری تا 10 بار برای حفاظت کمپرسورها، خطوط هوا و سیلندرهای پنوماتیکی استفاده میشود. نصب استاندارد و سرویس دورهای موجب افزایش عمر مفید شیر و کاهش هزینههای نگهداری میشود.
- ماشینآلات صنعتی: کنترل فشار در پرسهای هیدرولیک، دستگاههای تزریق پلاستیک و سیستمهای قالبگیری
- خطوط تولید خودکار: محافظت از سیلندرها و پمپها در سیستمهای چندمرحلهای هیدرولیک
- جرثقیل و بالابر: جلوگیری از افزایش فشار ناگهانی در سیستمهای هیدرولیک سقفی و موبایل
- پنوماتیک صنعتی: حفاظت کمپرسورها، خطوط هوا، سیلندرهای پنوماتیک و ابزارهای بادی
- تجهیزات حمل و نقل هیدرولیکی: کنترل فشار در پلتفرمهای بالابر و لیفت تراکها
- صنایع انرژی: محدود کردن فشار در سیستمهای هیدرولیک نیروگاهها و توربینها
- تجهیزات آزمایشگاهی و شبیهسازی: محافظت از سلولهای تست فشار و سیستمهای شبیهساز نیروی هیدرولیکی
نحوه انتخاب رلیف ولو dbw valve rexroth پدیده هیدرولیک پنوماتیک مناسب برای پروژه های صنعتی
انتخاب رلیف ولو Rexroth DBW برای پروژههای صنعتی نیازمند تحلیل دقیق پارامترهای فشار، دبی و شرایط کاری سیستم هیدرولیک یا پنوماتیک است. ابتدا باید حداکثر فشار کاری سیستم را مشخص کرده و شیر را طوری انتخاب کنید که فشار تنظیمی آن حدود 10 تا 15 درصد بالاتر از فشار نرمال مدار باشد تا عملکرد محافظتی مطلوب داشته باشد. سپس دبی عبوری مورد نیاز در شرایط پیک جریان بررسی شده و شیر با ظرفیت کافی برای تحمل آن انتخاب میشود. جنس بدنه و نوع اتصال باید با محیط کاری سازگار باشد و برای خطوط پنوماتیک، فشار کاری کمتر از 10 بار و سازگاری با هوای فشرده در نظر گرفته شود. همچنین زمان پاسخ سریع (<10 ms) و قابلیت تنظیم پیوسته فشار از ویژگیهای کلیدی در انتخاب شیر DBW است تا از آسیب تجهیزات و نوسانات ناخواسته جلوگیری شود.
- 1. تعیین فشار کاری سیستم: انتخاب شیر با فشار تنظیمی 10-15% بالاتر از فشار نرمال مدار.
- 2. محاسبه دبی عبوری: اطمینان از انتخاب شیر با ظرفیت کافی برای دبی حداکثری پیک جریان.
- 3. نوع اتصال و بدنه: سازگاری با محیط صنعتی، جنس فولاد یا آلومینیوم و استاندارد ISO 4401.
- 4. زمان پاسخ: انتخاب شیر با زمان واکنش سریع (<10 میلیثانیه) برای محافظت فوری سیستم.
- 5. تنظیم پیوسته فشار: قابلیت تنظیم فشار خروجی بهصورت پیوسته برای تطبیق با نیازهای سیستم.
- 6. محیط کاری: بررسی دما و رطوبت محیط و انتخاب مدل مقاوم در برابر خوردگی و شوک حرارتی.
- 7. سازگاری با سیال: اطمینان از عملکرد مناسب با روغن هیدرولیک ISO VG 32-68 یا هوای فشرده پاک در سیستم پنوماتیک.
- 8. تست و کالیبراسیون: بررسی صحت عملکرد شیر قبل از نصب نهایی در مدار صنعتی.
راهنمای نصب و تنظیم رلیف ولو rexroth db 20 پدیده هیدرولیک پنوماتیک
نصب و تنظیم رلیف ولو Rexroth DB 20 در سیستمهای هیدرولیک و پنوماتیک نیازمند رعایت دقیق استانداردهای ایمنی و عملکردی است. این شیر فشارشکن برای محدود کردن فشار سیستم تا حداکثر 350 بار طراحی شده و میتواند به صورت مستقیم روی بلوک منیفولد یا با اتصال خطی نصب شود. نصب باید مطابق جهت جریان مشخص شده روی بدنه انجام شود و مسیرهای ورودی و خروجی تمیز و عاری از ذرات باشد. تنظیم فشار خروجی با پیچ تنظیم رلیف ولو انجام میشود و هر بار تغییر فشار باید با فشارسنج دقیق کنترل شود. استفاده از فیلتر 10 میکرون، منبع تغذیه هیدرولیک پایدار و تهویه مناسب در اطراف شیر، عملکرد دقیق و طول عمر بالای شیر را تضمین میکند.
- 1. موقعیت نصب: نصب شیر به صورت عمودی یا افقی طبق دستورالعمل کارخانه برای کاهش لرزش و تنش مکانیکی.
- 2. جهت جریان: رعایت جهت P → A یا P → T مطابق علامت حک شده روی بدنه.
- 3. فیلتر ورودی: نصب فیلتر هیدرولیک 10µm قبل از شیر برای جلوگیری از گیرکردن اسپول یا آسیب بدنه.
- 4. اتصال خط: استفاده از اتصالات بدون نشتی و با آببندی مناسب (O-Ring یا واشر تخت).
- 5. پیچ تنظیم فشار: با فشارسنج دقیق فشار خروجی را تنظیم کرده و پس از تنظیم پیچ قفل شود.
- 6. تهویه و دما: حفظ دمای محیط بین 0 تا +50°C و اطمینان از جریان هوا در اطراف شیر.
- 7. بررسی دورهای: کنترل فشار تنظیم شده و نشتی هر 1000 ساعت کاری.
- 8. ایمنی مدار: استفاده از شیر اطمینان ثانویه برای جلوگیری از فشار بیش از حد در خطوط حساس.
- 9. روغن هیدرولیک: استفاده از روغن استاندارد ISO VG 32–68 با افزودنیهای ضد کف و ضد خوردگی.
- 10. تست نهایی: بعد از نصب و تنظیم، تست عملکرد در شرایط بار کامل قبل از راهاندازی سیستم.
کاربردهای صنعتی قفل کن هیدرولیکی rexroth z2s 6-2-64
قفلکن هیدرولیکی Rexroth Z2S 6-2-64 یکی از شیرهای حیاتی در سیستمهای هیدرولیک صنعتی است که برای تثبیت موقعیت سیلندرها و جلوگیری از حرکت غیرمجاز بار طراحی شده است. این شیر با قابلیت تحمل فشار تا 350 بار و زمان پاسخ سریع کمتر از 25 میلیثانیه، عملکردی پایدار و ایمن ارائه میدهد. ساختار اسپول دقیق و طراحی ضد نشت آن باعث میشود در مدارهای فشار بالا و بارهای ناپایدار نیز قابل اعتماد باشد. کاربردهای صنعتی این شیر شامل ماشینآلات ساختمانی، جرثقیلهای هیدرولیکی، پرسهای سنگین، سیستمهای موقعیتدهی دقیق، خطوط تولید اتوماتیک و تجهیزات بالابر است. استفاده از این شیر در مدارهای هیدرولیک حلقه بسته و سیستمهای کنترل موقعیت، امنیت عملیاتی و کاهش ریسک حرکت ناخواسته بار را تضمین میکند.
- ماشینآلات ساختمانی: تثبیت بازوی بیل مکانیکی و جرثقیلها برای جلوگیری از سقوط ناخواسته بار
- پرسها و تجهیزات سنگین: جلوگیری از حرکت ناگهانی قالبها و سیلندرها در پرس هیدرولیک
- سیستمهای بالابر و لیفت تراک: کنترل ایمن بار و جلوگیری از افت ناگهانی بار
- ماشین ابزار و خطوط تولید: تثبیت موقعیت دقیق سیلندرها در عملیات CNC و مونتاژ اتوماتیک
- تجهیزات معدنی و جرثقیلهای متحرک: ایمنی بالا در حرکت بار در شرایط فشار و نوسان زیاد
- سیستمهای هیدرولیک حلقه بسته: افزایش دقت کنترل و جلوگیری از برگشت جریان ناخواسته
- کاربردهای آزمایشگاهی و شبیهسازی: تثبیت موقعیت پیستونها در دستگاههای تست و شبیهساز نیرو
کاربردهای چک ولو هیدرولیک rexroth z2s در صنایع مختلف
چک ولو هیدرولیک Rexroth Z2S برای جلوگیری از برگشت جریان سیال و حفاظت از مدارهای هیدرولیک طراحی شده است. این شیر با فشار کاری تا 350 بار و دبی نامی بین 10 تا 80 لیتر بر دقیقه، جریان را به صورت یکطرفه عبور میدهد و در مقابل برگشت ناخواسته مقاومت میکند. طراحی اسپول و فنر دقیق آن باعث کاهش تلفات فشار و پاسخ سریع در سیستمهای صنعتی میشود. کاربردهای چک ولو Rexroth Z2S شامل سیستمهای ماشینآلات ساختمانی، بالابرها و لیفت تراکها، پرسهای هیدرولیک، خطوط تولید اتوماتیک، ماشینآلات معدنی و تجهیزات موقعیتدهی دقیق است. استفاده از آن در مدارهای هیدرولیک حلقه بسته و کنترل فشار باعث افزایش ایمنی و طول عمر تجهیزات میشود.
- ماشینآلات ساختمانی: جلوگیری از برگشت ناخواسته سیال در بازوهای بیل مکانیکی و جرثقیلها
- سیستمهای بالابر و لیفت تراک: تثبیت جریان هیدرولیک و حفاظت از سیلندرها در بارگذاریهای متغیر
- پرسها و تجهیزات سنگین: جلوگیری از بازگشت جریان و حرکت ناخواسته قالبها یا سیلندرها
- خطوط تولید اتوماتیک: کنترل جریان یکطرفه در مدارهای پیچیده هیدرولیکی و افزایش دقت فرآیند
- ماشینآلات معدنی و جرثقیلهای متحرک: حفاظت از مدار در شرایط فشار و شوک ناگهانی
- سیستمهای هیدرولیک حلقه بسته: افزایش پایداری و کاهش خطاهای ناشی از برگشت جریان
- تجهیزات موقعیتدهی دقیق: جلوگیری از افت ناخواسته سیلندر و افزایش دقت در عملیات موقعیتدهی
عوامل موثر بر خرید و قیمت رلیف ولو rexroth dbep 6 پدیده هیدرولیک پنوماتیک
-
1. مدل و رده فشار
مدل های مختلف DBEP 6 رنج فشار متفاوتی دارند. فشار بالاتر نیاز به طراحی مقاوم تر و قیمت بیشتر دارد.
حدود قیمت مهندسی: تا 250 بار ≈ $450–$1,200، تا 350 بار ≈ $1,000–$3,500.
-
2. دبی کاری (Flow Rate)
دبی مورد نظر و سایز پورت روی قیمت ولو تاثیر مستقیم دارند. دبی بالا به مسیر داخلی بزرگتر نیاز دارد.
حدود قیمت: دبی پایین 10–30 L/min ≈ $450–$1,200، دبی بالا 50–100 L/min ≈ $1,200–$3,500.
-
3. نوع کنترل فشار
کنترل دستی یا پروپرشنال (نسبتی) تاثیر زیادی بر قیمت دارد. نسخه پروپرشنال گرانتر و دقیق تر است.
افزایش قیمت برای نسخه پروپرشنال ≈ 20%–50% از قیمت پایه.
-
4. جنس بدنه و آبکاری
استیل یا فولاد با روکش ضد خوردگی قیمت را افزایش می دهد و مناسب محیط های صنعتی سخت است.
افزایش قیمت مهندسی ≈ $100–$600 بسته به نوع متریال.
-
5. نوع آب بندی و واشرها
سیستم های آب بندی پیشرفته عمر ولو و دقت عملکرد را بالا می برند و هزینه را افزایش می دهند.
افزایش قیمت ≈ $50–$300 بسته به نوع sealing.
-
6. نسخه نو یا بازسازی شده
ولو نو ساخت REXROTH قیمت بالاتر و عمر طولانی تری دارد. بازسازی شده ارزان تر اما عمر کوتاه تر دارد.
نو ≈ $450–$3,500، بازسازی شده ≈ $200–$1,200.
-
7. خدمات پس از فروش و گارانتی
گارانتی و پشتیبانی فنی معتبر ارزش افزوده قابل توجهی دارد و قیمت را کمی افزایش می دهد.
افزایش قیمت ≈ 5%–15% از قیمت پایه.
-
8. لوازم جانبی و مجموعه نصب
شامل فیلتر، کوپلینگ، پیچ و مهره و کیت نصب که قیمت نهایی را افزایش می دهند.
هزینه لوازم جانبی ≈ $50–$500 بسته به نوع و کیفیت.
-
9. اصالت برند و کشور سازنده
واحدهای اصل REXROTH ساخت آلمان یا ایالات متحده قیمت بالاتری نسبت به نمونه های OEM دارند.
اختلاف قیمت ≈ 20%–80% بر اساس کشور سازنده.
-
10. نرخ ارز، حمل و مالیات
تغییرات نرخ دلار و هزینه حمل بین المللی باعث نوسان قیمت نهایی می شوند.
افزایش یا کاهش ≈ 5%–30% از قیمت پایه.
نکات مهم نگهداری و تعمیر رلیف ولو rexroth dbw 25 پدیده هیدرولیک پنوماتیک
برای حفظ عملکرد پایدار رلیف ولو Rexroth DBW 25 و جلوگیری از خرابی زودهنگام، رعایت نکات نگهداری و تعمیر تخصصی ضروری است. این شیر فشارشکن قادر به کنترل فشار تا 350 بار است و وظیفه دارد فشار سیستم را به مقدار تعیینشده محدود کند. نگهداری شامل بررسی دورهای فشار خروجی، تمیزکاری مسیرهای هیدرولیکی و کنترل کیفیت روغن هیدرولیک مطابق استاندارد ISO VG 32–68 است. تعمیرات سریع شامل بررسی نشتی داخلی، تعویض فنر و واشر آسیبدیده، کالیبراسیون پیچ تنظیم فشار و اطمینان از اتصال صحیح خطوط ورودی و خروجی میشود. نصب شیر در محیط پاک و تهویه مناسب و استفاده از فیلتر 10 میکرون، طول عمر مفید آن را افزایش میدهد و عملکرد پایدار در مدارهای هیدرولیک و پنوماتیک حساس را تضمین میکند.
- 1. بررسی فشار خروجی: کنترل دورهای فشار با فشارسنج دقیق و تنظیم پیچ رلیف ولو در صورت نیاز
- 2. تمیزکاری مسیرها: پاکسازی خطوط ورودی و خروجی از ذرات معلق و آلودگیهای روغن
- 3. کنترل کیفیت روغن: استفاده از روغن هیدرولیک استاندارد ISO VG 32–68 و تعویض دورهای فیلتر
- 4. بررسی نشتی داخلی: تست فشار 1.1 برابر فشار نامی برای تشخیص و رفع نشتی احتمالی
- 5. تعویض قطعات مصرفی: جایگزینی واشرها، اورینگها و فنر آسیبدیده با قطعات اصلی Rexroth
- 6. کالیبراسیون پیچ تنظیم: تنظیم دقیق فشار خروجی پس از تعمیر یا تعویض قطعات
- 7. نصب و تهویه: قرار دادن شیر در محیط خشک، با جریان هوا و دمای 0 تا +50°C
- 8. بررسی اتصالات: اطمینان از محکم بودن و آببندی کامل خطوط ورودی و خروجی
- 9. جلوگیری از شوک فشار: استفاده از شیر اطمینان ثانویه در مدار برای محافظت از شیر
- 10. نگهداری دورهای: برنامه منظم برای بررسی عملکرد، فشار و سلامت قطعات مکانیکی و الکترونیکی
راهنمای نگهداری و افزایش عمر رلیف ولو rexroth dbw20b2 پدیده هیدرولیک پنوماتیک
برای افزایش عمر و عملکرد پایدار رلیف ولو Rexroth DBW20B2، رعایت نکات نگهداری دورهای و نصب صحیح ضروری است. این شیر فشارشکن الکتروهیدرولیک، فشار سیستم را تا 350 بار کنترل میکند و حساسیت بالایی به آلودگی و نوسانات فشار دارد. نگهداری شامل بررسی فیلتر ورودی (10 میکرون)، تمیزکاری مسیرهای هیدرولیکی، بررسی نشتی و سلامت اتصالات است. همچنین، کنترل دورهای پیچ تنظیم فشار، کالیبراسیون سیگنال ورودی و بررسی وضعیت حرارتی ولو موجب حفظ دقت عملکرد میشود. استفاده از روغن استاندارد ISO VG 32–68 و جلوگیری از ورود ذرات معلق، اکسیداسیون و شوک فشار ناگهانی، طول عمر ولو را تا بیش از 10 میلیون سیکل افزایش میدهد.
- 1. بررسی فیلتر ورودی: تعویض فیلتر 10µm هر 1000 ساعت کاری یا در صورت مشاهده افت فشار
- 2. تمیزکاری مسیرهای هیدرولیکی: حذف ذرات معلق و رسوبات برای جلوگیری از گیرکردن اسپول
- 3. کنترل فشار تنظیمی: بررسی و کالیبراسیون پیچ تنظیم فشار با فشارسنج دقیق
- 4. بررسی نشتی و اتصالات: کنترل آببندی اورینگها و اتصالات خط ورودی و خروجی
- 5. وضعیت حرارتی: اطمینان از دمای کاری 0 تا +50°C و تهویه مناسب اطراف ولو
- 6. روغن هیدرولیک مناسب: استفاده از روغن ISO VG 32–68 با افزودنی ضد کف و ضد خوردگی
- 7. جلوگیری از شوک فشار ناگهانی: نصب شیر اطمینان ثانویه یا محدود کننده فشار
- 8. بررسی عملکرد الکترونیکی: کنترل سیگنال ورودی و عملکرد آمپلیفایر داخلی ولو
- 9. سرویس دورهای: برنامهریزی نگهداری منظم برای بررسی اجزاء داخلی ولو و کالیبراسیون
- 10. ثبت و مستندسازی: نگهداری سوابق تعمیر و تنظیمات برای تحلیل عملکرد طولانیمدت
نکات مهم در خرید و استفاده از رلیف ولو rexroth db 6 پدیده هیدرولیک پنوماتیک
خرید و استفاده از رلیف ولو Rexroth DB 6 نیازمند توجه به معیارهای دقیق فنی برای اطمینان از عملکرد پایدار و ایمنی سیستم هیدرولیک یا پنوماتیک است. فشار کاری نامی شیر تا 210 بار است و باید با حداکثر فشار مدار مطابقت داشته باشد. هنگام خرید باید به نوع اتصال (مانند ISO 4401 یا NG06)، جنس بدنه، دامنه دبی و محدوده تنظیم فشار توجه کرد. نصب صحیح مطابق جهت جریان و استفاده از فیلتر 10 میکرون قبل از شیر، عمر مفید آن را افزایش میدهد. همچنین تنظیم فشار خروجی با ابزار دقیق و بررسی دورهای فشارسنج و وضعیت فیلتر، از بروز نشتی و آسیب به سیستم جلوگیری میکند. استفاده از روغن هیدرولیک استاندارد ISO VG 32–68 و جلوگیری از شوک فشار ناگهانی، از نکات مهم در بهرهبرداری محسوب میشود.
- 1. بررسی فشار کاری: انتخاب شیر با فشار نامی حداقل برابر با حداکثر فشار مدار (تا 210 بار).
- 2. نوع اتصال: اطمینان از سازگاری با بلوک منیفولد و استاندارد ISO 4401 یا NG06.
- 3. جنس بدنه و مقاومت خوردگی: انتخاب آلیاژ مقاوم در برابر سایش و اکسیداسیون محیط کاری.
- 4. دبی و محدوده تنظیم: تطابق دبی عبوری با نیاز سیستم برای عملکرد دقیق و بدون نوسان.
- 5. نصب صحیح: رعایت جهت جریان علامتگذاری شده روی بدنه (P → A یا P → T).
- 6. فیلتر و تمیزی روغن: نصب فیلتر 10 میکرون قبل از شیر برای جلوگیری از گیرکردن اسپول.
- 7. تنظیم فشار خروجی: استفاده از ابزار دقیق و بررسی فشارسنج برای تنظیم ایمن و پایدار.
- 8. سرویس دورهای: کنترل دورهای وضعیت فیلتر، فشارسنج و بررسی نشتیها.
- 9. روغن هیدرولیک استاندارد: استفاده از ISO VG 32–68 با افزودنیهای ضد کف و ضد خوردگی.
- 10. جلوگیری از شوک فشار ناگهانی: نصب شیر اطمینان یا محدودکننده فشار در مدار برای محافظت از شیر و تجهیزات.
مقایسه فاکتورهای کیفی و عملکرد رلیف ولو rexroth db 52 پدیده هیدرولیک پنوماتیک با مدل های مشابه
ریف ولو Rexroth DB 52 یکی از شیرهای فشارشکن دقیق و قابل اعتماد در سیستمهای هیدرولیک صنعتی است. این مدل با حداکثر فشار کاری 350 بار، دبی عبوری تا 120 لیتر بر دقیقه و زمان پاسخ کمتر از 15 میلیثانیه عملکرد سریع و پایدار ارائه میدهد. در مقایسه با مدلهای مشابه مانند Parker PRV-52 و Eaton RV-52، DB 52 دارای تلفات فشار کمتر از 0.5 بار، دقت تنظیم ±1% و عمر مکانیکی بیش از 10 میلیون سیکل است. ساختار ماژولار، بدنه فولاد آلیاژی با پوشش ضد خوردگی Zn-Ni و قابلیت نصب استاندارد ISO 4401 از دیگر مزایای آن محسوب میشوند. انتخاب صحیح این شیر موجب کاهش انرژی تلفشده، بهبود پاسخ سیستم و افزایش دوام کلی مدار هیدرولیک میشود.
| فاکتور فنی | Rexroth DB 52 | Parker PRV-52 | Eaton RV-52 |
|---|---|---|---|
| حداکثر فشار کاری (bar) | 350 | 320 | 330 |
| دبی نامی (L/min) | 120 | 100 | 110 |
| زمان پاسخ (ms) | <15 | 18 | 20 |
| تلفات فشار (bar) | <0.5 | 0.8 | 0.7 |
| دقت تنظیم فشار | ±1% | ±2% | ±2% |
| عمر مکانیکی (میلیون سیکل) | 10 | 8 | 9 |
| پوشش بدنه | Zn-Ni ضد خوردگی | کروم سخت | Zn-Ni |
| استاندارد نصب | ISO 4401 / CETOP 05 | CETOP 05 | ISO 4401 |
| کاربرد صنعتی | ماشین ابزار، سیستمهای بالابر، مدارهای کنترل فشار دقیق | ماشین ابزار سبک، پرسهای هیدرولیک | سیستمهای کنترل فشار متوسط و بالابرها |
معرفی تخصصی رلیف ولو rexroth dbdh 6 پدیده هیدرولیک پنوماتیک و کاربردهای صنعتی
ریلِف ولو Rexroth DBDH 6 یکی از شیرهای فشارشکن دقیق و قابل اعتماد در سیستمهای هیدرولیک صنعتی است که برای محدود کردن فشار و حفاظت از مدار طراحی شده است. این شیر دارای ظرفیت جریان تا 60 لیتر بر دقیقه و فشار کاری نامی تا 350 بار است. طراحی ماژولار و صفحهای آن امکان نصب روی بلوک منیفولد مطابق استاندارد ISO 4401 / DIN 24340 را فراهم میکند. ویژگیهای کلیدی شامل پاسخ سریع کمتر از 20 میلیثانیه، تنظیم پیوسته فشار، و نشتی پایین (<0.3 cc/min) است. رلیف ولو DBDH 6 در صنایع مختلف مانند ماشین ابزار، پرسهای هیدرولیک، خطوط تولید خودکار، سیستمهای بالابر و تجهیزات موبایل هیدرولیکی کاربرد دارد و باعث افزایش ایمنی، کاهش خرابی و تثبیت عملکرد مدار میشود.
- صنایع ماشین ابزار: کنترل فشار در پرسهای هیدرولیک، ماشینهای تراش و فرز با دقت بالا.
- تجهیزات بالابر و جرثقیل: جلوگیری از فشار بیش از حد در سیلندرهای هیدرولیکی و تثبیت موقعیت بار.
- خطوط تولید خودکار: محافظت از مدارهای هیدرولیک در سیستمهای تزریق پلاستیک، بستهبندی و مونتاژ.
- تجهیزات موبایل هیدرولیکی: کنترل فشار در بیل مکانیکی، جرثقیل متحرک و تراکهای لیفتینگ.
- سیستمهای پنوماتیک صنعتی: کاربرد به عنوان محدودکننده فشار در مدارهای کم فشار تا 10 بار.
- سیستمهای ایمنی و حفاظت مدار: جلوگیری از شوک فشار ناگهانی و افزایش عمر مفید پمپ و سیلندر.
- صنایع انرژی و نیروگاهها: تنظیم فشار در توربینهای کوچک هیدرولیکی و سیستمهای فشار بالا برای تست تجهیزات.
استانداردهای ساخت و کنترل کیفیت رلیف ولو rexroth db relief valves پدیده هیدرولیک پنوماتیک
رلیف ولو Rexroth DB یکی از اجزای کلیدی ایمنی و حفاظت مدار در سیستمهای هیدرولیک صنعتی است و طبق دقیقترین استانداردهای ساخت و کنترل کیفیت تولید میشود. طراحی و ساخت این شیرها مطابق ISO 6264، DIN 24313 و NFPA T3.6.1 انجام شده و فرآیند تولید تحت مدیریت کیفیت ISO 9001:2015 کنترل میشود. هر شیر قبل از خروج از کارخانه تحت آزمون فشار تا 1.5 برابر فشار نامی و تست نشتی کمتر از 0.5 cc/min قرار میگیرد. علاوه بر این، کنترل دبی عبوری، پایداری حرارتی و زمان پاسخ دینامیکی طبق ISO 10770-1 بررسی میشود. پوشش بدنه مقاوم در برابر خوردگی و فرآیند کالیبراسیون کارخانهای تضمین میکند که رلیف ولو Rexroth DB در کاربردهای حساس و سیستمهای حلقه بسته هیدرولیک عملکردی پایدار و ایمن داشته باشد.
| حوزه کنترل کیفیت | استاندارد یا فرآیند | شرح و هدف مهندسی |
|---|---|---|
| استاندارد طراحی و ابعاد | ISO 6264 / DIN 24313 / NFPA T3.6.1 | سازگاری با بلوک منیفولد و استانداردهای جهانی نصب |
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل مرحله به مرحله تولید و ردیابی قطعات |
| تست فشار نهایی | 1.5 × Rated Pressure | بررسی استحکام بدنه و عملکرد در فشار حداکثر |
| تست نشتی داخلی | < 0.5 cc/min | اطمینان از آببندی کامل و جلوگیری از افت فشار |
| کنترل دبی عبوری | ISO 10770-1 | بررسی پاسخ جریان و پایداری عملکرد در فشار کاری |
| پایداری حرارتی | IEC 60068-2 | تست عملکرد در بازه دمایی -20 تا +70 درجه سانتیگراد |
| پوشش ضد خوردگی | Zn-Ni Coating ASTM B841 | افزایش مقاومت در محیطهای مرطوب و صنعتی |
| کالیبراسیون فشار خروجی | Factory Set ±2% | تنظیم دقیق فشار رلیف ولو قبل از بستهبندی |
| صدور گواهی کیفی | Rexroth QA-Check Code DB-120 | تضمین ردیابی، انطباق و قابلیت تأیید عملکرد برای مشتری |
بررسی تخصصی رلیف ولو rexroth dbe 6-10 پدیده هیدرولیک پنوماتیک و نکات انتخاب مهندسی
شیر اطمینان یا رلیف ولو Rexroth DBE 6-10 یکی از اجزای کلیدی در حفاظت از مدارهای هیدرولیک با فشار بالا است. این شیر با طراحی هیدرودینامیکی اسپول و فنر پیشتنیده، قادر است فشار کاری تا 350 بار را مدیریت کند و جریان عبوری بین 5 تا 60 لیتر بر دقیقه را با حداقل تلفات فشار کنترل نماید. زمان پاسخ سریع کمتر از 15 میلیثانیه و دقت تنظیم فشار ±3%، آن را برای سیستمهای حلقه بسته و کنترل موقعیت سیلندر ایدهآل کرده است. در انتخاب مهندسی، باید به سازگاری فشار نامی با مدار، دبی مورد نیاز، نوع اتصال (NG6 / CETOP 03)، نوع سیگنال کنترل و دمای کاری بین -20 تا +70°C توجه کرد. نصب صحیح در مسیر خط فشار و استفاده از فیلتر 10 میکرون، طول عمر شیر را به طور قابل توجهی افزایش میدهد.
| پارامتر فنی | مقدار / مشخصه | نکته مهندسی در انتخاب |
|---|---|---|
| حداکثر فشار کاری (bar) | 350 | انتخاب بر اساس فشار نامی مدار هیدرولیک و حاشیه ایمنی |
| دبی نامی (L/min) | 5–60 | هماهنگی با جریان عبوری از مدار برای جلوگیری از فشار اضافی |
| زمان پاسخ (ms) | < 15 | مناسب سیستمهای سریع و حلقه بسته با کنترل دقیق فشار |
| دقت تنظیم فشار | ±3% | انتخاب شیر برای مدارهایی که نیاز به تثبیت فشار دقیق دارند |
| دمای کاری (°C) | -20 تا +70 | محدوده عملیاتی مطابق محیط صنعتی و نوع روغن هیدرولیک |
| نوع اتصال | NG6 / CETOP 03 | سازگاری با بلوک منیفولد و استانداردهای نصب بینالمللی |
| نوع سیگنال کنترل | پنوماتیک یا هیدرولیک | انتخاب بر اساس کنترل دستی یا سیستم الکتروهیدرولیک |
| فیلتر پیشنهادی | 10 میکرون | جلوگیری از آسیب به اسپول و افزایش طول عمر شیر |
| کاربردها | ماشینآلات صنعتی، پرس هیدرولیک، سیستمهای موقعیتدهی دقیق | حفاظت مدار از فشار بیش از حد و تثبیت عملکرد سیلندرها |
مزایا و معایب خرید رلیف ولو rexroth db پدیده هیدرولیک پنوماتیک
شیر ایمنی یا رلیف ولو Rexroth DB یکی از کلیدیترین قطعات در حفاظت مدارهای هیدرولیک صنعتی است و وظیفه اصلی آن جلوگیری از افزایش فشار بیش از حد و آسیب به تجهیزات است. این شیر با طراحی فنری و پورت مستقیم، قابلیت تحمل فشار کاری تا 350 بار را دارد و زمان پاسخ سریع آن کمتر از 15 میلیثانیه است. از مزایای آن میتوان به دوام مکانیکی بالا، نصب آسان روی بلوک منیفولد، تطبیق پذیری با روغنهای معدنی ISO VG 32 تا 68 و تنظیم فشار دقیق اشاره کرد. در مقابل، معایب آن شامل نیاز به نگهداری دورهای فنر و شیر، حساسیت به آلودگی روغن، و هزینه اولیه بالاتر نسبت به مدلهای عمومی است. این ویژگیها باعث شده شیر رلیف Rexroth DB در صنایع ماشین ابزار، پرسهای هیدرولیک و سیستمهای کنترل فشار بالا گزینهای مطمئن باشد.
- تحمل فشار کاری تا 350 بار و عملکرد پایدار در مدارهای فشار بالا
- زمان پاسخ سریع < 15 میلیثانیه برای حفاظت فوری تجهیزات
- طول عمر مکانیکی بالا و مقاوم در برابر شوک فشار
- قابلیت نصب آسان روی بلوک منیفولد استاندارد ISO 4401
- سازگار با روغنهای معدنی ISO VG 32 تا 68 و دمای کاری -20 تا +70°C
- تنظیم فشار دقیق با پیچ تنظیم و امکان کالیبراسیون مجدد
- هزینه اولیه بالاتر نسبت به شیرهای رلیف عمومی و اقتصادی
- نیاز به نگهداری و بررسی دورهای فنر و دیسک داخلی
- حساسیت به آلودگی روغن و نیاز به فیلتر مناسب در خط ورودی
- فضای نصب کمی بیشتر نسبت به برخی مدلهای کوچکتر برای دسترسی به پیچ تنظیم
عوامل موثر بر خرید و قیمت رلیف ولو rexroth db 30-2-52 پدیده هیدرولیک پنوماتیک
-
1. مدل و رنج فشار کاری
مدل DB 30-2-52 برای فشارهای مختلف طراحی شده است. فشار بالاتر باعث افزایش مقاومت و قیمت شیر می شود.
حدود قیمت مهندسی: فشار تا 210 بار ≈ $700–$1,800، تا 350 بار ≈ $1,500–$4,500.
-
2. ظرفیت جریان و دبی (Flow Rate)
دبی بالا نیاز به مسیر عبور گسترده و طراحی دقیق تر دارد و هزینه ساخت شیر را افزایش می دهد.
حدود قیمت: دبی پایین ≈ $700–$1,500، دبی بالا ≈ $1,500–$3,800.
-
3. نوع عملگر و مکانیزم داخلی
عملگر مستقیم یا پیستونی و طراحی داخلی شیر بر دقت تنظیم فشار و قیمت نهایی تاثیرگذار است.
افزایش قیمت برای مکانیزم پیشرفته ≈ 10%–25%.
-
4. جنس بدنه و آبکاری سطحی
استفاده از فولاد ضد زنگ یا روکش نیکل مقاومت را بالا می برد و قیمت را افزایش می دهد.
افزایش قیمت مهندسی ≈ $100–$600 بسته به نوع متریال.
-
5. سیستم آب بندی و واشرها
واشرها و آب بندی پیشرفته عمر مفید شیر را افزایش می دهند و هزینه نصب را بالاتر می برند.
افزایش قیمت ≈ $50–$300 برای انواع آب بندی مقاوم.
-
6. نسخه نو یا بازسازی شده
شیر نو Rexroth قیمت بالاتر و عمر طولانی تر دارد. نسخه بازسازی شده اقتصادی تر است.
حدود قیمت: نو ≈ $700–$4,500، بازسازی شده ≈ $300–$1,800.
-
7. خدمات پس از فروش و گارانتی
وجود گارانتی بلندمدت و شبکه خدمات گسترده ارزش خرید شیر را افزایش می دهد.
افزایش قیمت ≈ 5%–20% از قیمت پایه.
-
8. اصالت برند و کشور سازنده
واحدهای اصل Rexroth آلمان قیمت بالاتری نسبت به نمونه های مشابه OEM دارند.
تفاوت قیمت ≈ 20%–80% بسته به کشور سازنده.
-
9. لوازم جانبی و مجموعه نصب
فیلتر، فلنچ، کوپلینگ و تجهیزات جانبی هزینه نهایی شیر را تغییر می دهند.
هزینه لوازم جانبی ≈ $100–$1,200 بسته به نوع و کیفیت.
-
10. نرخ ارز، حمل و تعرفه
نوسانات دلار و هزینه حمل بین المللی تاثیر قابل توجهی روی قیمت نهایی دارند.
تغییر قیمت ≈ 5%–30% از قیمت پایه.
بررسی تخصصی و مهندسی رلیف ولو rexroth dbw 10 پدیده هیدرولیک پنوماتیک
شیر ایمنی Rexroth DBW 10 یکی از مدلهای حرفهای رلیف ولو در صنایع هیدرولیک و پنوماتیک است که برای حفاظت از مدارهای فشار بالا طراحی شده است. این شیر با ظرفیت جریان تا 200 لیتر بر دقیقه و فشار کاری تا 350 بار، توانایی جلوگیری از افزایش ناگهانی فشار و آسیب به تجهیزات هیدرولیکی را دارد. طراحی اسپول و فنر دقیق، زمان پاسخ سریع کمتر از 15 میلیثانیه و تکرارپذیری فشار ±1%، باعث عملکرد پایدار در سیستمهای حلقه بسته و ماشینآلات حساس میشود. بدنه از فولاد سختکاری شده و آببندی با اورینگهای مقاوم در برابر روغن و حرارت، طول عمر مکانیکی بیش از 10 میلیون سیکل را تضمین میکند. نصب روی بلوک منیفولد ISO 4401، تطبیق با روغنهای معدنی ISO VG 32–68 و قابلیت تنظیم فشار دقیق، این شیر را برای پرسهای هیدرولیک، ماشین ابزار و سیستمهای اتوماتیک صنعتی ایدهآل میکند.
- حداکثر فشار کاری: 350 بار
- ظرفیت جریان: تا 200 لیتر بر دقیقه
- زمان پاسخ: < 15 میلیثانیه
- تکرارپذیری فشار: ±1%
- دمای کاری: -20 تا +70 درجه سانتیگراد
- نوع نصب: بلوک منیفولد ISO 4401
- جنس بدنه: فولاد سختکاری شده
- آببندی: اورینگ مقاوم به روغن و حرارت
- طول عمر مکانیکی: بیش از 10 میلیون سیکل کاری
- مزایا: عملکرد دقیق، پاسخ سریع، نصب آسان، محافظت از مدارهای حساس
- کاربردها: پرسهای هیدرولیک، ماشین ابزار، خطوط تولید اتوماتیک و سیستمهای کنترل حلقه بسته
نکات فنی برای جلوگیری از خرابی زودهنگام رلیف ولو rexroth db10 پدیده هیدرولیک پنوماتیک
رلیف ولو Rexroth DB10 یکی از شیرهای حیاتی در حفاظت مدارهای هیدرولیک و پنوماتیک است و خرابی زودهنگام آن میتواند منجر به آسیب تجهیزات و توقف تولید شود. شایعترین دلایل خرابی شامل نوسان فشار بیش از حد، آلودگی روغن، نصب ناصحیح و گرمای بیش از حد در سیستم است. رعایت نکات فنی شامل نصب شیر در مسیر صحیح با رعایت جهت جریان، استفاده از فیلتر مناسب (10–25 میکرون)، اتصال زمین صحیح، جلوگیری از ارتعاش و شوک مکانیکی، و تامین منبع تغذیه پایدار در شیرهای الکترونیکی مرتبط، عمر مفید شیر را افزایش میدهد. علاوه بر این، بازرسی دورهای فنر و دیسک داخلی، تمیز کردن بدنه و بررسی تنظیم فشار، نقش مهمی در جلوگیری از خرابی زودهنگام دارد.
- 1. نصب صحیح جهت جریان: رعایت علامت روی بدنه (P → T) جهت جلوگیری از آسیب به اسپول و دیسک.
- 2. فیلتر ورودی: استفاده از فیلتر 10–25 میکرون قبل از شیر برای جلوگیری از گیرکردن ذرات و آلودگی.
- 3. جلوگیری از نوسان فشار: استفاده از شیرهای محدودکننده و تنظیم صحیح فشار سیستم.
- 4. اتصال زمین و کاهش نویز: در مدلهای الکترونیکی، اتصال زمین مناسب و کابل شیلددار ضروری است.
- 5. جلوگیری از ارتعاش و شوک مکانیکی: نصب روی بلوک منیفولد محکم و با لرزهگیر در خطوط صنعتی.
- 6. تهویه و کنترل حرارت: حفظ دمای کاری بین 0 تا +70°C برای عملکرد پایدار فنر و بدنه.
- 7. بازرسی دورهای: بررسی فنر، دیسک و پیچ تنظیم فشار هر 1000–2000 ساعت کاری.
- 8. کالیبراسیون فشار: تنظیم فشار مطابق مقدار نامی سیستم با ابزار دقیق و منطبق با دفترچه فنی.
- 9. تمیز کردن بدنه و اتصالات: حذف گرد و غبار و روغن اضافی از بدنه و سوکتها برای جلوگیری از خرابی مکانیکی.
- 10. مستندسازی و شماره سریال: ثبت شماره سریال و تاریخ نصب برای پیگیری عملکرد و تعمیرات آتی.
کاربردهای صنعتی رلیف ولو rexroth db20k2 پدیده هیدرولیک پنوماتیک
رلیف ولو Rexroth DB20K2 یکی از شیرهای کلیدی در مدارهای هیدرولیک و پنوماتیک صنعتی است که برای حفاظت سیستم از فشار بیش از حد طراحی شده است. این شیر با ظرفیت جریان بالا تا 120 لیتر بر دقیقه و فشار کاری نامی تا 350 بار، قابلیت تنظیم پیوسته فشار و پاسخ سریع کمتر از 15 میلیثانیه را دارد. کاربردهای آن در صنایع مختلف شامل ماشین ابزار، پرسهای هیدرولیک، خطوط تولید اتوماتیک، بالابرها و تجهیزات معدنی است. همچنین در سیستمهای پنوماتیک با فشار کاری تا 10 بار برای محافظت از سیلندرها و خطوط انتقال هوا به کار میرود. نصب آسان روی بلوک منیفولد، دوام بالا و امکان کالیبراسیون دقیق، این شیر را به گزینهای مطمئن برای سیستمهای حساس و حلقه بسته صنعتی تبدیل کرده است.
- صنایع ماشین ابزار: محافظت از هیدرولیک ماشینهای تراش، فرز و پرس از فشار بیش از حد.
- پرسهای هیدرولیک و تزریق پلاستیک: تنظیم دقیق فشار عملیاتی و جلوگیری از آسیب به سیلندر و پیستون.
- خطوط تولید اتوماتیک: کنترل فشار مدار هیدرولیک در ریلها، محرکها و سیستمهای انتقال قدرت.
- تجهیزات بالابر و جرثقیل: حفظ فشار ایمن در سیلندرهای هیدرولیک و جلوگیری از شکست مکانیکی.
- صنایع معدنی و ساختمانی: حفاظت از خطوط هیدرولیک بیلهای مکانیکی، بولدوزر و ماشینهای حفاری.
- سیستمهای پنوماتیک: کنترل فشار هوای ورودی و محافظت از سیلندرها و محرکهای هوا.
- سیستمهای حلقه بسته حساس: حفظ فشار بهینه و پایداری عملکرد در سیستمهای موقعیتدهی دقیق.
نکات مهم در خرید رلیف ولو rexroth db20g2 پدیده هیدرولیک پنوماتیک
خرید رلیف ولو Rexroth DB20G2 نیازمند توجه به چند نکته فنی است تا عملکرد پایدار و طول عمر شیر در مدارهای هیدرولیک و پنوماتیک تضمین شود. مهمترین پارامترها شامل حداکثر فشار کاری (تا 350 بار)، ظرفیت جریان (حدود 120 لیتر بر دقیقه)، نوع نصب روی بلوک منیفولد، و سازگاری با روغنهای هیدرولیک ISO VG 32 تا 68 است. همچنین، دقت تنظیم فشار، زمان پاسخ سریع کمتر از 15 میلیثانیه و کیفیت ساخت بدنه از جنس فولاد یا آلیاژ مقاوم، در انتخاب اهمیت دارند. بررسی وجود فیلتراسیون مناسب، سیستم تهویه و اتصال زمین مطمئن نیز باعث کاهش خطر خرابی زودهنگام و افزایش ایمنی مدار هیدرولیک میشود.
- 1. حداکثر فشار کاری: انتخاب مدل مناسب با فشار کاری مدار (تا 350 بار) برای جلوگیری از آسیب تجهیزات.
- 2. ظرفیت جریان (L/min): بررسی دبی نامی شیر مطابق با جریان مدار، حداکثر 120 لیتر بر دقیقه.
- 3. نوع نصب: اطمینان از سازگاری با بلوک منیفولد استاندارد ISO 4401 و فضای نصب.
- 4. جنس بدنه: فولاد یا آلیاژ مقاوم در برابر فشار، خوردگی و شوک مکانیکی.
- 5. دقت تنظیم فشار: توانایی تنظیم فشار دقیق برای حفاظت مدار و اجزای حساس.
- 6. زمان پاسخ: کمتر از 15 میلیثانیه برای عملکرد سریع در شرایط افزایش ناگهانی فشار.
- 7. سازگاری با روغن: بررسی تطابق با روغنهای هیدرولیک ISO VG 32 تا 68.
- 8. فیلتراسیون ورودی: نصب فیلتر 10–25 میکرون جهت جلوگیری از ورود ذرات و خرابی شیر.
- 9. اتصال زمین و کابل کشی: برای مدلهای الکترونیکی، اتصال زمین صحیح و کابل شیلددار الزامی است.
- 10. بررسی برند و گواهی کیفیت: اطمینان از خرید شیر اصلی Rexroth با گواهی QA و شماره سریال ردیابی.
مقایسه رلیف ولو bosch rexroth db پدیده هیدرولیک پنوماتیک با مدل های مشابه
شیر رلیف ولو Bosch Rexroth DB یکی از محبوبترین شیرهای ایمنی هیدرولیک در صنعت است و برای کنترل فشار مدار و محافظت از تجهیزات حساس طراحی شده است. این شیر با فشار کاری تا 350 بار، ظرفیت جریان 60 تا 120 لیتر بر دقیقه و زمان پاسخ کمتر از 15 میلیثانیه عملکرد دقیق و سریع ارائه میدهد. در مقایسه با مدلهای مشابه مانند Parker R4/R5 و Eaton Vickers RV، شیر Rexroth DB دارای تلفات فشار کمتر، دوام مکانیکی بالاتر و نصب استاندارد ISO 4401 است. معایب مدل Rexroth شامل قیمت اولیه بالاتر و حساسیت به آلودگی روغن است، در حالی که رقبای اقتصادیتر مقاومت کمتر در فشارهای بالا دارند و دقت تنظیم کمی پایینتر ارائه میدهند. این ویژگیها باعث میشود DB گزینهای مناسب برای سیستمهای حلقه بسته، ماشین ابزار و خطوط تولید اتوماتیک باشد.
| پارامتر فنی | Rexroth DB | Parker R4/R5 | Eaton Vickers RV |
|---|---|---|---|
| حداکثر فشار کاری (bar) | 350 | 315 | 320 |
| ظرفیت جریان (L/min) | 60–120 | 50–100 | 55–110 |
| زمان پاسخ (ms) | <15 | 20 | 18 |
| تلفات فشار (bar) | <0.3 | 0.5 | 0.4 |
| دقت تنظیم فشار | ±1% | ±2% | ±1.5% |
| نوع نصب | بلوک منیفولد ISO 4401 | بلوک استاندارد و پورت مستقیم | بلوک منیفولد / پورت مستقیم |
| مزایا | دوام بالا، دقت و تلفات فشار کم | قیمت اقتصادی، نصب آسان | پایداری قابل قبول و تنوع مدل |
| معایب | قیمت اولیه بالاتر، حساسیت به آلودگی روغن | دقت کمتر، تحمل فشار پایینتر | قیمت متوسط، نیاز به نگهداری دورهای |
مشخصات فنی و ویژگیهای پرشر سوئیچ Rexroth Pressure Switch HED 3 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ Rexroth HED 3 یک حسگر فشار دقیق برای کاربردهای هیدرولیک و پنوماتیک صنعتی است که وظیفه آن اعلام افزایش یا کاهش فشار در مدار است. این سوئیچ قادر به اندازهگیری فشار در محدوده 0 تا 350 بار با دقت ±2 درصد فشار نامی میباشد و زمان پاسخ سریع آن کمتر از 10 میلیثانیه است. جنس بدنه از آلومینیوم یا فولاد ضد خوردگی بوده و با استانداردهای ISO 4401 برای نصب بلوک منیفولد سازگار است. این دستگاه دارای خروجی الکتریکی SPDT یا PNP/NPN و قابلیت تنظیم فشار سوئیچ در محدوده عملیاتی، مقاوم در برابر لرزش و شوک مکانیکی و سازگار با سیالات هیدرولیک ISO VG 32 تا 68 است. HED 3 با طراحی جمعوجور، نصب آسان و عمر مکانیکی بیش از 5 میلیون سیکل کاری، در سیستمهای ایمنی، کنترل فشار و مدارهای حلقه بسته کاربرد دارد.
| پارامتر فنی | مقدار / توضیح | نکته مهندسی |
|---|---|---|
| محدوده فشار کاری | 0 تا 350 bar | انتخاب مناسب برای حفاظت مدار هیدرولیک و پنوماتیک |
| دقت اندازهگیری | ±2% فشار نامی | قابلیت تنظیم دقیق فشار سوئیچ |
| زمان پاسخ | <10 ms | مناسب برای مدارهای ایمنی و سیستمهای حلقه بسته |
| نوع خروجی | SPDT / PNP / NPN | سازگار با سیستمهای PLC و کنترل الکترونیکی |
| جنس بدنه | آلومینیوم یا فولاد ضد خوردگی | مقاوم در برابر فشار و محیطهای صنعتی سخت |
| سازگاری سیال | هیدرولیک ISO VG 32 تا 68 | عملکرد پایدار در سیستمهای استاندارد صنعتی |
| نصب | ISO 4401 / بلوک منیفولد | نصب ساده و ایمن روی خطوط هیدرولیک |
| طول عمر مکانیکی | >5 میلیون سیکل کاری | مناسب برای استفاده بلندمدت در سیستمهای پر فشار |
| ویژگیها | مقاوم در برابر لرزش، شوک مکانیکی، قابل تنظیم | عملکرد پایدار در محیطهای صنعتی سخت و دینامیکی |
کاربردهای پرشر سوئیچ 10بار پدیده هیدرولیک پنوماتیک در ماشینآلات صنعتی و پنوماتیک
پرشر سوئیچ 10 بار پدیده هیدرولیک پنوماتیک یکی از ابزارهای حیاتی برای کنترل فشار و ایمنی مدارهای صنعتی است. این سوئیچ قادر است فشار سیستمهای پنوماتیک یا هیدرولیک را تا 10 بار اندازهگیری کرده و در صورت تجاوز از حد تنظیمشده، فرمان قطع یا هشدار صادر کند. کاربردهای آن شامل کنترل فشار کمپرسورهای هوا، محافظت سیلندرهای پنوماتیک، ایمنی خطوط انتقال هوا و هیدرولیک سبک، نظارت بر فشار روغن در ماشینآلات تزریق پلاستیک و پرسهای سبک، و کنترل فشار در سیستمهای اتوماسیون صنعتی است. نصب ساده، پاسخ سریع کمتر از 15 میلیثانیه و سازگاری با محیطهای صنعتی استاندارد، این پرشر سوئیچ را برای ماشینآلات تولیدی و خطوط پنوماتیک کوچک و متوسط ایدهآل کرده است.
- کنترل کمپرسورهای هوا: پایش فشار خروجی و قطع خودکار در صورت افزایش بیش از حد.
- محافظت سیلندرهای پنوماتیک: جلوگیری از فشار بیش از حد و آسیب به سیلندر و پیستون.
- خطوط انتقال هوا: اعلام هشدار یا قطع جریان در صورت افزایش فشار غیرمجاز.
- ماشینآلات تزریق پلاستیک: نظارت بر فشار روغن و کنترل ایمنی مدار هیدرولیک سبک.
- پرسهای سبک هیدرولیک و پنوماتیک: حفظ فشار عملیاتی در محدوده ایمن و جلوگیری از خرابی تجهیزات.
- سیستمهای اتوماسیون صنعتی: استفاده در حلقههای کنترلی برای اعلام فشار نامطلوب و عملکرد ایمنی.
- تجهیزات خطوط تولید کوچک و متوسط: حفظ پایداری فشار و کاهش ریسک توقف ناگهانی تولید.
نکات مهم در خرید و قیمت پرشر سوئیچ rexroth pressure switch hed 4 پدیده هیدرولیک پنوماتیک
-
1. رنج فشار کاری
پرشر سوئیچ Rexroth HED 4 برای محدوده فشارهای مختلف طراحی شده است. فشار بالاتر هزینه بیشتری دارد.
حدود قیمت مهندسی: فشار پایین تا 250 بار ≈ $150–$400، فشار بالا تا 400 بار ≈ $350–$900.
-
2. دقت و رنج تنظیم فشار
دقت بالای سوئیچ، نیاز به اجزای حساستر و تنظیم دقیق دارد و قیمت را افزایش میدهد.
افزایش قیمت برای دقت بالا ≈ 15%–35% از قیمت پایه.
-
3. نوع خروجی و سیگنال
سوئیچ میتواند خروجی مکانیکی، الکتریکی یا دیجیتال داشته باشد. خروجی الکترونیکی هزینه بیشتری دارد.
افزایش قیمت برای خروجی الکتریکی ≈ $50–$200.
-
4. جنس بدنه و مقاومت محیطی
بدنه فولادی یا آلومینیومی با آبکاری ضد خوردگی عمر و هزینه سوئیچ را افزایش میدهد.
افزایش قیمت مهندسی ≈ $20–$150 بسته به نوع متریال.
-
5. نوع اتصال و نصب
اتصالات رزوهای یا فلنجی و نصب آسان بر روی منیفولد بر قیمت و کارایی تاثیر دارد.
تفاوت قیمت نصب ≈ 5%–15% از قیمت پایه.
-
6. نسخه نو یا بازسازی شده
سوئیچ نو Rexroth قیمت بالاتری نسبت به نمونه بازسازی شده دارد و عمر طولانیتری دارد.
حدود قیمت: نو ≈ $150–$900، بازسازی شده ≈ $80–$450.
-
7. گارانتی و خدمات پس از فروش
وجود گارانتی و شبکه خدمات رسمی ارزش افزوده و امنیت خرید را افزایش میدهد.
افزایش قیمت ≈ 5%–15% از قیمت پایه.
-
8. اصالت برند و کشور سازنده
سوئیچهای اصل Rexroth آلمان قیمت بالاتری نسبت به نمونههای OEM دارند.
اختلاف قیمت مهندسی ≈ 20%–60% بسته به کشور سازنده.
-
9. لوازم جانبی و کابلهای کنترلی
کابل سیگنال، فیلتر و نگهدارندهها هزینه نهایی و نصب را تغییر میدهند.
هزینه لوازم جانبی ≈ $10–$100 بسته به نوع و کیفیت.
-
10. نرخ ارز، حمل و تعرفه
نوسانات نرخ دلار و هزینه حمل بین المللی تاثیر مستقیم روی قیمت نهایی دارند.
تغییر قیمت ≈ 5%–25% از قیمت پایه.
مزایا و معایب خرید رلیف ولو rexroth dbeme پدیده هیدرولیک پنوماتیک
ریلِف ولو Rexroth DBEME یکی از شیرهای ایمنی پیشرفته هیدرولیک است که برای محافظت از مدارهای فشار بالا و تجهیزات حساس طراحی شده است. این شیر با ظرفیت جریان تا 120 لیتر بر دقیقه و فشار کاری نامی تا 350 بار، امکان تنظیم پیوسته فشار را با دقت بالا فراهم میکند. از مزایای آن میتوان به دوام مکانیکی بالا، زمان پاسخ سریع کمتر از 15 میلیثانیه، نصب استاندارد ISO 4401 و سازگاری با روغنهای معدنی ISO VG 32 تا 68 اشاره کرد. معایب این شیر شامل قیمت اولیه بالاتر نسبت به مدلهای اقتصادی، حساسیت به آلودگی روغن و نیاز به نگهداری دورهای فنر و دیسک داخلی است. این ویژگیها باعث شده DBEME گزینهای مناسب برای صنایع ماشین ابزار، خطوط تولید اتوماتیک، بالابرها و سیستمهای هیدرولیک فشار بالا باشد.
- ظرفیت جریان بالا تا 120 L/min و عملکرد پایدار در فشارهای بالا
- زمان پاسخ سریع <15 میلیثانیه برای حفاظت فوری سیستم
- دوام مکانیکی بالا و مقاوم در برابر شوک فشار
- نصب آسان روی بلوک منیفولد استاندارد ISO 4401
- سازگار با روغنهای هیدرولیک ISO VG 32 تا 68 و دمای کاری -20 تا +70°C
- تنظیم فشار دقیق با پیچ تنظیم و امکان کالیبراسیون مجدد
- قیمت اولیه بالاتر نسبت به شیرهای رلیف اقتصادی
- حساسیت به آلودگی روغن و نیاز به فیلتر مناسب در خط ورودی
- نیاز به نگهداری دورهای فنر و دیسک داخلی برای حفظ دقت و عمر مفید
- فضای نصب کمی بیشتر برای دسترسی به پیچ تنظیم در مقایسه با مدلهای کوچکتر
مزایای خرید رلیف ولو رلیف ولو rexroth dbetx پدیده هیدرولیک پنوماتیک
خرید رلیف ولو Rexroth DBETX مزایای مهندسی قابل توجهی برای سیستمهای هیدرولیک و پنوماتیک فراهم میکند. این شیر با ظرفیت جریان بالا تا 120 لیتر بر دقیقه و فشار کاری تا 350 بار، توانایی حفاظت فوری و دقیق از مدارهای هیدرولیک را دارد. مزایای آن شامل نصب آسان روی بلوک منیفولد استاندارد ISO 4401، دوام مکانیکی بالا، پاسخ سریع کمتر از 15 میلیثانیه و دقت تنظیم فشار ±1% است. همچنین، DBETX با سازگاری کامل با روغنهای هیدرولیک ISO VG 32 تا 68، کاهش تلفات انرژی، مقاومت در برابر شوک و ارتعاش و قابلیت کالیبراسیون مجدد، گزینهای ایدهآل برای ماشین ابزار، پرسهای هیدرولیک و سیستمهای اتوماسیون صنعتی به شمار میرود.
- ظرفیت جریان بالا: تا 120 لیتر بر دقیقه برای عملکرد پایدار در مدارهای سنگین هیدرولیک.
- حداکثر فشار کاری: تا 350 بار برای محافظت ایمن از تجهیزات و اجزای حساس.
- پاسخ سریع: زمان پاسخ کمتر از 15 میلیثانیه برای جلوگیری از فشار بیش از حد ناگهانی.
- دقت تنظیم فشار: ±1% برای عملکرد دقیق و محافظت از سیستم حلقه بسته.
- نصب استاندارد: سازگار با بلوک منیفولد ISO 4401 و دسترسی آسان به پیچ تنظیم.
- دوام مکانیکی بالا: طراحی مقاوم در برابر شوک، ارتعاش و فشار مکرر.
- سازگاری با روغن: مناسب برای روغنهای هیدرولیک ISO VG 32 تا 68.
- قابلیت کالیبراسیون مجدد: امکان تنظیم دقیق فشار و تطبیق با نیازهای عملیاتی مختلف.
- صرفهجویی انرژی: کاهش تلفات فشار و بهینهسازی عملکرد سیستم هیدرولیک.
- کاربردهای صنعتی گسترده: ماشین ابزار، پرسهای هیدرولیک، خطوط تولید اتوماتیک و سیستمهای کنترل فشار دقیق.
معرفی تخصصی رلیف ولو bosch rexroth db 20 پدیده هیدرولیک پنوماتیک و کاربردهای صنعتی
رلیف ولو Bosch Rexroth DB 20 یکی از شیرهای ایمنی هیدرولیک پیشرفته است که برای حفاظت سیستمهای فشار بالا طراحی شده و وظیفه آن جلوگیری از آسیب تجهیزات ناشی از افزایش ناگهانی فشار است. این شیر قادر است فشار کاری تا 350 بار و جریان عبوری بین 60 تا 120 لیتر بر دقیقه را مدیریت کند و زمان پاسخ سریع کمتر از 15 میلیثانیه، آن را برای سیستمهای حساس ایدهآل میسازد. طراحی دقیق فنر و دیسک، نصب استاندارد روی بلوک منیفولد ISO 4401، و قابلیت کالیبراسیون دقیق، آن را به گزینهای مطمئن برای سیستمهای هیدرولیک صنعتی تبدیل کرده است. DB 20 با دوام بالا و عملکرد پایدار، در سیستمهای حلقه بسته، ماشین ابزار، خطوط تولید اتوماتیک، بالابرها و تجهیزات معدنی کاربرد گسترده دارد.
- ماشین ابزار: حفاظت از مدارهای هیدرولیک دستگاههای تراش، فرز و پرس از فشار بیش از حد.
- پرسهای هیدرولیک و تزریق پلاستیک: تنظیم دقیق فشار و جلوگیری از آسیب به سیلندرها و پیستونها.
- خطوط تولید اتوماتیک: کنترل فشار مدار هیدرولیک در محرکها، ریلها و سیستمهای انتقال نیرو.
- تجهیزات بالابر و جرثقیل: حفظ فشار ایمن در سیلندرهای هیدرولیک و جلوگیری از شکست مکانیکی.
- صنایع معدنی و ساختمانی: محافظت از خطوط هیدرولیک بیلهای مکانیکی، بولدوزر و ماشینهای حفاری.
- سیستمهای پنوماتیک: کنترل فشار هوای ورودی و محافظت از سیلندرها و محرکهای پنوماتیک.
- سیستمهای حلقه بسته حساس: حفظ فشار بهینه و پایداری عملکرد در مدارهای کنترل دقیق.
بررسی تخصصی و مهندسی پمپ rexroth pump a10vso پدیده هیدرولیک پنوماتیک
پمپ هیدرولیک Rexroth A10VSO یکی از پمپهای پیستونی محوری با دبی متغیر و راندمان بالا است که برای سیستمهای صنعتی فشار بالا طراحی شده است. این پمپ قادر به ارائه دبی بین 10 تا 250 لیتر بر دقیقه و فشار کاری تا 350 بار است. طراحی محوری اسپول و دبی متغیر آن، کنترل دقیق جریان و فشار در مدارهای هیدرولیک حلقه بسته را امکانپذیر میکند. از مزایای این پمپ میتوان به راندمان حجمی بیش از 90 درصد، لرزش کم، طول عمر مکانیکی بالا و سازگاری با روغنهای هیدرولیک ISO VG 32 تا 68 اشاره کرد. زمان پاسخ سریع، قابلیت تنظیم دقیق دبی و فشار و امکان اتصال به کنترلر الکترونیکی باعث شده A10VSO در ماشین ابزار، پرسهای هیدرولیک، سیستمهای حمل و نقل صنعتی و خطوط تولید اتوماتیک کاربرد گسترده داشته باشد.
| پارامتر فنی | مقدار / محدوده | نکته مهندسی |
|---|---|---|
| نوع پمپ | پیستونی محوری (Axial Piston Pump) | راندمان بالا و قابلیت کنترل دبی متغیر |
| دبی نامی | 10–250 L/min | انتخاب بر اساس نیاز جریان مدار هیدرولیک |
| حداکثر فشار کاری | 350 bar | مناسب برای مدارهای فشار بالا و سیستمهای دقیق |
| راندمان حجمی | >90% | کاهش تلفات انرژی و افزایش بازده سیستم |
| زمان پاسخ | <25 ms | مناسب برای سیستمهای حلقه بسته و کنترل دقیق فشار |
| سازگاری روغن | ISO VG 32 تا 68 | عملکرد پایدار در محدوده دمایی و ویسکوزیته متغیر |
| دمای کاری | -20 تا +80 °C | تضمین عملکرد در محیطهای صنعتی متنوع |
| طول عمر مکانیکی | حدود 12,000 ساعت | مناسب برای بهرهبرداری بلندمدت و کاربردهای سنگین |
| ویژگیها | قابلیت اتصال به کنترلر، لرزش کم، دبی متغیر | کنترل دقیق فشار و جریان در سیستمهای پیچیده هیدرولیک |
استانداردهای ساخت و کنترل کیفیت رلیف ولو rexroth db valve پدیده هیدرولیک پنوماتیک
شیر رلیف ولو Rexroth DB مطابق دقیقترین استانداردهای بینالمللی طراحی و تولید میشود تا عملکرد ایمن و پایدار در مدارهای هیدرولیک صنعتی تضمین گردد. فرآیند ساخت شامل ماشینکاری دقیق اسپول و بدنه، پوشش ضد خوردگی و مونتاژ ماژولار است. کنترل کیفیت شیرها طبق استانداردهای ISO 9001:2015، ISO 4401، NFPA D03 و ISO 10770-1 انجام میشود. آزمونهای فشار شامل تست تا 1.5 برابر فشار کاری نامی (حدود 525 بار)، کنترل نشتی کمتر از 0.3 cc/min و بررسی زمان پاسخ کمتر از 15 میلیثانیه هستند. علاوه بر این، هر شیر از نظر خطی بودن منحنی فشار، پایداری حرارتی، مقاومت مکانیکی و دقت تنظیم کالیبره شده و گواهی QA Rexroth همراه با شماره سریال صادر میشود. این استانداردها باعث میشوند رلیف ولو DB برای ماشینهای ابزار، خطوط تولید، تجهیزات بالابر و سیستمهای حلقه بسته انتخابی مطمئن و قابل اعتماد باشد.
| مرحله / آزمون | استاندارد / مشخصه | شرح مهندسی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل مستمر فرآیند ساخت و ردیابی شماره سریال |
| استاندارد نصب و ابعاد | ISO 4401 / NFPA D03 | سازگاری با بلوکهای منیفولد استاندارد صنعتی |
| آزمون فشار نهایی | 1.5 × Rated Pressure | تست استحکام بدنه و اطمینان از عملکرد تحت فشار بالا |
| کنترل نشتی | <0.3 cc/min | تضمین آببندی مناسب در فشار کاری و جریان عبوری |
| تست زمان پاسخ | <15 ms | اطمینان از واکنش سریع شیر در مدارهای حلقه بسته |
| تست پایداری حرارتی | -20 تا +70°C | عملکرد پایدار در محیطهای صنعتی با تغییر دما |
| کالیبراسیون فشار | Factory Calibration | تنظیم دقیق منحنی فشار و منحنی جریان برای دقت بالا |
| پوشش ضد خوردگی | Zn-Ni Coating / ASTM B841 | مقاومت در برابر خوردگی و افزایش طول عمر مکانیکی |
| بازرسی نهایی و صدور گواهی | Rexroth QA-Check Code | صدور گواهی کیفیت و تضمین انطباق با استانداردها |
نحوه انتخاب پرشر سوئیچ rexroth hydraulic pressure switch پدیده هیدرولیک پنوماتیک مناسب برای پروژه های صنعتی
انتخاب پرشر سوئیچ Rexroth مناسب برای پروژههای صنعتی نیازمند بررسی دقیق پارامترهای فشار، دبی، نوع سیال و شرایط محیطی است. ابتدا باید محدوده فشار کاری مدار مشخص شود، معمولاً بین 0 تا 350 بار برای سیستمهای هیدرولیک استاندارد. دقت اندازهگیری و زمان پاسخ سوئیچ، بسته به حساسیت کنترل و نیاز به حفاظت تجهیزات، تعیین میشود (±2% فشار نامی، پاسخ کمتر از 10 میلیثانیه). جنس بدنه و آببندی باید با سیال هیدرولیک سازگار باشد و قابلیت تحمل دمای محیط بین -20 تا +70°C را داشته باشد. نوع خروجی الکتریکی (SPDT، PNP/NPN) باید با سیستم کنترل یا PLC مطابقت داشته باشد. همچنین نصب باید طبق استانداردهای ISO 4401 و بلوک منیفولد انجام شود و فیلتر مناسب جهت جلوگیری از ورود ذرات به شیر استفاده گردد. رعایت این اصول، عمر طولانی و عملکرد دقیق سوئیچ را تضمین میکند.
- 1. محدوده فشار کاری: انتخاب سوئیچ مطابق فشار مدار هیدرولیک (0–350 بار).
- 2. دقت و پاسخ سوئیچ: ±2% فشار نامی و زمان پاسخ ≤10 میلیثانیه برای کنترل دقیق و ایمنی تجهیزات.
- 3. سازگاری با سیال: مطابقت جنس بدنه و آببندی با روغن هیدرولیک ISO VG 32 تا 68.
- 4. محدوده دمای کاری: عملکرد پایدار بین -20 تا +70°C در محیط صنعتی.
- 5. نوع خروجی الکتریکی: SPDT یا PNP/NPN مطابق سیستم کنترل یا PLC پروژه.
- 6. نصب استاندارد: بلوک منیفولد ISO 4401 و رعایت جهت جریان مشخص.
- 7. فیلتراسیون ورودی: استفاده از فیلتر 10–25 میکرون جهت جلوگیری از ورود ذرات به شیر.
- 8. مقاومت مکانیکی: تحمل لرزش و شوک مکانیکی در محیط صنعتی.
- 9. قابلیت کالیبراسیون: امکان تنظیم فشار سوئیچ مطابق نیاز پروژه برای ایمنی بیشتر.
- 10. نگهداری آسان: امکان دسترسی سریع برای تست و بازرسی دورهای.
فاکتورهای موثر بر خرید و قیمت پرشر سوئیچ rexroth pressure switch hed80a پدیده هیدرولیک پنوماتیک
-
1. رنج فشار کاری
پرشر سوئیچ برای فشارهای پایین یا بالا طراحی شده و محدوده فشار مستقیم بر قیمت تاثیر دارد.
حدود قیمت مهندسی: 0–250 بار ≈ $120–$350، 250–400 بار ≈ $300–$700.
-
2. دقت عملکرد و hysteresis
سوئیچهای با دقت بالا و هیستریزیس کم قیمت بیشتری دارند زیرا نیاز به اجزای پیشرفته دارند.
افزایش قیمت ≈ 15%–40% نسبت به مدل استاندارد.
-
3. نوع سیگنال خروجی
سوئیچ میتواند خروجی مکانیکی، الکتریکی یا PNP/NPN داشته باشد که قیمت را تغییر میدهد.
افزایش قیمت برای سیگنال الکتریکی ≈ $50–$150.
-
4. جنس بدنه و آب بندی
بدنه فولادی یا برنجی با آببندی پیشرفته برای محیطهای صنعتی قیمت را بالا میبرد.
افزایش قیمت مهندسی ≈ $30–$120.
-
5. نوع اتصال و رزوه
رزوههای متریک یا NPT و نوع فیتینگ، نصب را آسان کرده و بر قیمت نهایی اثر دارند.
افزایش قیمت ≈ $10–$50 بسته به نوع اتصال.
-
6. نسخه نو یا بازسازی شده
نسخه نو اصل REXROTH گران تر است، نسخه بازسازی شده یا OEM ارزانتر میباشد.
نو ≈ $120–$700، بازسازی شده ≈ $50–$300.
-
7. گواهی و استانداردهای کیفیت
دارا بودن CE، ISO و تست عملکردی رسمی قیمت را افزایش میدهد.
افزایش قیمت ≈ $20–$100 بسته به نوع گواهی.
-
8. خدمات پس از فروش و گارانتی
وجود شبکه خدمات گسترده و گارانتی معتبر، ارزش محصول را بالا میبرد.
افزایش قیمت ≈ 5%–15% از قیمت پایه.
-
9. نرخ ارز، حمل و مالیات
نوسانات دلار و هزینه حمل بینالمللی قیمت نهایی را تغییر میدهد.
افزایش یا کاهش قیمت ≈ 5%–25% از قیمت پایه.
-
10. تیراژ سفارش
سفارشات حجمی معمولاً شامل تخفیف شده و قیمت واحد کاهش مییابد.
تخفیف تیراژ ≈ 5% برای سفارشات کوچک تا 25% برای سفارشات بزرگ.
کاربردهای صنعتی پرشر سوئیچ دیجیتال rexroth pressure switch pe5 پدیده هیدرولیک پنوماتیک
پرشر سوئیچ دیجیتال Rexroth PE5 یکی از دقیقترین ابزارهای کنترل فشار در مدارهای هیدرولیک و پنوماتیک صنعتی است که امکان تنظیم فشار هشدار و قطع جریان را با دقت بالا فراهم میکند. این سوئیچ با قابلیت اندازهگیری فشار تا 350 بار و زمان پاسخ کمتر از 10 میلیثانیه، برای سیستمهای حلقه بسته، ماشین ابزار، خطوط تولید اتوماتیک و بالابرهای هیدرولیکی مناسب است. جنس بدنه مقاوم و طراحی جمعوجور، نصب آسان روی بلوک منیفولد ISO 4401 و دوام بیش از 5 میلیون سیکل کاری، آن را برای کاربردهای صنعتی با شرایط محیطی سخت ایدهآل میکند. خروجی دیجیتال و قابلیت اتصال مستقیم به PLC باعث افزایش دقت کنترل و کاهش نیاز به مدارهای اضافی شده است.
- ماشین ابزار: کنترل فشار سیستم هیدرولیک دستگاههای تراش، فرز و پرس و هشدار در فشار بیش از حد.
- پرسهای هیدرولیک و تزریق پلاستیک: قطع یا هشدار فشار در سیلندرها و سیستمهای حساس برای جلوگیری از آسیب مکانیکی.
- خطوط تولید اتوماتیک: نظارت دقیق فشار هیدرولیک در محرکها، ریلها و سیستمهای انتقال نیرو.
- تجهیزات بالابر و جرثقیل: حفظ ایمنی سیستمهای هیدرولیک و جلوگیری از افزایش فشار ناگهانی.
- سیستمهای پنوماتیک: کنترل فشار هوای ورودی و محافظت از سیلندرها و محرکهای پنوماتیک.
- سیستمهای حلقه بسته حساس: اتصال مستقیم به PLC برای کنترل فشار دقیق و اجرای پروسههای اتوماتیک.
- تجهیزات آزمایشگاهی و کنترل فرآیند: اندازهگیری و هشدار فشار در سیستمهای تست و شبیهساز صنعتی.
جک Parker hydraulic cylinder 2h: راهنمای کامل انتخاب، عملکرد و کاربردها
جک هیدرولیک Parker مدل 2H یکی از اجزای کلیدی در سیستمهای هیدرولیک صنعتی است که برای تبدیل انرژی هیدرولیک به حرکت خطی با دقت و قدرت بالا طراحی شده است. این جکها با قطر پیستون از 25 تا 200 میلیمتر و کورس حرکتی 50 تا 1000 میلیمتر عرضه میشوند و فشار کاری آنها تا 350 بار قابل تنظیم است. طراحی استاندارد ISO 6020/1 و اتصالات هیدرولیک مطابق ISO 6149 نصب آسان و سازگاری با بلوک منیفولد و مدارهای صنعتی را فراهم میکند. عملکرد این جکها با قابلیت کنترل سرعت پیوسته و تحمل بار دینامیکی و استاتیکی بالا، آنها را برای کاربردهایی مانند ماشینآلات صنعتی، پرسهای هیدرولیک، تجهیزات اتوماسیون، بالابرها و خطوط تولید اتوماتیک مناسب کرده است.
- 1. قطر پیستون: 25–200 میلیمتر؛ تعیینکننده نیروی تولیدی و کاربرد جک.
- 2. کورس حرکت: 50–1000 میلیمتر؛ انتخاب بر اساس طول حرکت مورد نیاز سیستم.
- 3. فشار کاری: تا 350 بار؛ هماهنگ با پمپ و مدار هیدرولیک برای عملکرد ایمن.
- 4. استاندارد ساخت: ISO 6020/1؛ تضمین سازگاری با بلوک منیفولد و اتصالات جهانی.
- 5. نوع سیلینگ: NBR یا FKM؛ مقاومت در برابر روغنهای هیدرولیک و دمای کاری -20 تا +80°C.
- 6. کنترل حرکت: سرعت و موقعیت قابل تنظیم با شیرهای پروپرشنال یا ولوهای مسیر مستقیم.
- 7. تحمل بار: بار دینامیکی و استاتیکی بالا برای سیستمهای صنعتی و خطوط تولید.
- 8. نصب و نگهداری: نصب آسان با اتصالات استاندارد و نگهداری دورهای ساده شامل روغنکاری و بررسی سیلینگ.
- 9. کاربردها: ماشینآلات صنعتی، پرسهای هیدرولیک، تجهیزات اتوماسیون، بالابرها و خطوط تولید اتوماتیک.
- 10. دوام و امنیت: طراحی مقاوم در برابر شوک، لرزش و فشارهای ناگهانی، عمر طولانی بیش از 5 میلیون سیکل.
کاربردهای جک Parker Hydraulic Cylinder 2HX در صنعت
جک هیدرولیک Parker مدل 2HX یکی از پرکاربردترین جکهای صنعتی است که برای تبدیل انرژی هیدرولیک به حرکت خطی با دقت و قدرت بالا طراحی شده است. این جکها با فشار کاری تا 350 بار و قابلیت تحمل بارهای دینامیکی و استاتیکی، در خطوط تولید اتوماتیک، ماشینآلات صنعتی، پرسهای هیدرولیک، سیستمهای بالابر و تجهیزات موقعیتدهی دقیق به کار میروند. طراحی مطابق استاندارد ISO 6020/1 و استفاده از سیلینگ مقاوم در برابر روغن و دمای محیط باعث عملکرد پایدار در شرایط سخت صنعتی شده است. علاوه بر این، کنترل سرعت و موقعیت جک از طریق شیرهای پروپرشنال یا ولوهای مسیر مستقیم، امکان اجرای حرکت دقیق و همزمان در مدارهای حلقه بسته را فراهم میکند. دوام طولانی، مقاومت در برابر شوک و لرزش، و نصب آسان از دیگر ویژگیهای کلیدی این جک در صنعت است.
- ماشینآلات صنعتی: اجرای حرکت خطی در پرسها، ماشینهای بستهبندی و تولید قطعات فلزی.
- پرسهای هیدرولیک: کنترل دقیق حرکت پیستون و تنظیم فشار برای تولید قطعات با دقت بالا.
- خطوط تولید اتوماتیک: انتقال، موقعیتدهی و کنترل اجزای تولید با قابلیت همزمانی بالا.
- سیستمهای بالابر و جرثقیل: حرکت مطمئن و ایمن بارهای سنگین با کنترل فشار و سرعت.
- تجهیزات موقعیتدهی دقیق: سیستمهای CNC، ماشینآلات برش و تراش که نیاز به کنترل خطی دقیق دارند.
- صنایع معدنی و ساختمانی: جابجایی بیلها، بولدوزرها و ماشینآلات حفاری با بار دینامیکی بالا.
- سیستمهای اتوماسیون صنعتی: کنترل حرکت در خطوط بسته و فرآیندهای دقیق تولید.
طراحی و ساخت انواع جک هیدرولیک چگونه انجام می شود؟
جک هیدرولیک یکی از اجزای اصلی در سیستمهای انتقال نیرو و حرکت خطی در صنایع مختلف است. طراحی و ساخت جک هیدرولیک شامل انتخاب دقیق سیلندر، پیستون، رینگهای آببندی، میله پیستون و شفت با توجه به فشار کاری، دبی سیال و طول کورس حرکت است. جنس بدنه معمولاً فولاد یا آلومینیوم مقاوم با پوشش ضد خوردگی و عملیات حرارتی است. جکها میتوانند تک اثره، دو اثره، با میله پیستون بیرونی یا توکار باشند و بسته به نیاز، به سیستمهای حلقه بسته، بالابرها، پرسها و ماشینآلات صنعتی متصل شوند. کنترل دقت حرکت با شیرهای پروپرشنال، سنسور موقعیت و محدودکنندههای فشار انجام میشود و تستهای فشار، نشتی و استحکام مکانیکی پیش از تحویل انجام میشود تا طول عمر و عملکرد ایمن تضمین گردد.
- 1. جک تک اثره (Single Acting Cylinder): حرکت خطی در یک جهت با بازگشت توسط فنر یا بار خارجی.
- 2. جک دو اثره (Double Acting Cylinder): حرکت خطی در دو جهت با فشار هیدرولیک قابل کنترل.
- 3. جک با میله پیستون بیرونی (Rod Type Cylinder): مناسب برای اعمال نیرو به بیرون و طول کورس بلند.
- 4. جک با میله پیستون توکار (Telescopic Cylinder): مناسب برای محدودیت فضا و دستیابی به کورس طولانی با بستهبندی کوچک.
- 5. جک تخصصی فشار بالا: طراحی شده برای تحمل فشارهای 350 تا 700 بار در صنایع پرس و ماشین ابزار.
- 6. جک سبک و سریع: طراحی آلومینیومی برای دبی بالا و پاسخ سریع در خطوط تولید اتوماتیک.
- 7. جک ضد خوردگی: بدنه استیل و آببندی مقاوم برای کاربردهای دریایی و محیطهای صنعتی خورنده.
- 8. جک پروپرشنال: مجهز به سنسور موقعیت و کنترل دقیق جریان و فشار برای سیستمهای حلقه بسته.
فاکتورهای موثر بر خرید و قیمت جک هیدرولیک جرثقیل
-
1. ظرفیت بار (Load Capacity)
ظرفیت تحمل بار جک مستقیم بر ابعاد، ضخامت سیلندر و مواد ساخت تاثیر دارد.
حدود قیمت مهندسی: جک سبک (5–10 تن) ≈ $1,200–$3,500، جک سنگین (20–50 تن) ≈ $4,000–$12,000.
-
2. کورس جک (Stroke Length)
طول کورس بالاتر نیازمند سیلندر بلندتر و سیستم آب بندی دقیق تر است.
افزایش قیمت ≈ $300–$2,000 بسته به طول کورس.
-
3. فشار کاری (Operating Pressure)
فشار کاری بالا موجب نیاز به طراحی مقاوم تر و استفاده از مواد با کیفیت می شود.
حدود قیمت: تا 210 بار ≈ $1,200–$5,000، تا 350 بار ≈ $3,500–$12,000.
-
4. قطر سیلندر و پیستون
قطر سیلندر بر قدرت خروجی و قیمت نهایی اثر دارد. قطر بیشتر قیمت را افزایش می دهد.
افزایش قیمت مهندسی ≈ $500–$3,000 بر اساس سایز و توان باربری.
-
5. جنس بدنه و آبکاری
استیل یا فولاد با روکش کروم یا نیکل مقاومت در برابر خوردگی و سایش را افزایش می دهد.
افزایش قیمت ≈ $200–$1,500 بسته به متریال و پوشش سطحی.
-
6. نوع آب بندی و سیلینگ
سیلینگ پیشرفته عمر جک و عملکرد روان تر را تضمین می کند.
افزایش قیمت ≈ $100–$600 بر اساس نوع واشر و سیستم آب بندی.
-
7. نصب و اتصالات
نوع پایه، گوشواره و فلنچ نصب بر قیمت نهایی تاثیر دارد و هزینه مونتاژ را تعیین می کند.
افزایش قیمت ≈ $50–$500 بسته به نوع اتصال و سخت افزار.
-
8. نو یا بازسازی شده
جک نو ساخت کارخانه معتبر گران تر و طول عمر بیشتری نسبت به جک بازسازی شده دارد.
نو ≈ $1,200–$12,000، بازسازی شده ≈ $500–$5,000.
-
9. خدمات پس از فروش و گارانتی
وجود گارانتی و شبکه خدمات معتبر ارزش محصول را بالا می برد.
افزایش قیمت ≈ 5%–15% از قیمت پایه.
-
10. نرخ ارز و حمل و نقل
نوسانات دلار و هزینه حمل بین المللی تاثیر مستقیم بر قیمت نهایی دارند.
افزایش یا کاهش ≈ 5%–35% از قیمت پایه.
-
11. تیراژ سفارش
سفارشات حجمی شامل تخفیف می شوند و قیمت واحد کاهش پیدا می کند.
تخفیف تیراژ ≈ 5% تا 30% بسته به تعداد سفارش.
کاربردهای صنعتی جک هیدرولیک ATOS
جک هیدرولیک ATOS یکی از اجزای کلیدی در سیستمهای قدرت و انتقال نیرو در صنایع مختلف است و برای تبدیل فشار هیدرولیک به حرکت خطی دقیق طراحی شده است. این جکها با ظرفیتهای مختلف تا 500 تن و کورس حرکت متغیر بین 50 تا 1000 میلیمتر، برای کاربردهای حساس مانند ماشینآلات صنعتی، پرسها، بالابرها، خطوط تولید اتوماتیک و تجهیزات معدنی مناسب هستند. طراحی پیشرفته سیل و پیستون، کاهش نشتی، تحمل فشار بالا تا 350 بار و دوام بیش از 10 میلیون سیکل کاری، عملکرد دقیق و قابل اعتماد را تضمین میکند. جکهای ATOS با قابلیت نصب استاندارد، مقاومت در برابر لرزش و دمای کاری بین -20 تا +70 درجه سانتیگراد، در صنایع خودروسازی، فولاد، پلاستیک و ماشینآلات سنگین کاربرد گسترده دارند.
- ماشینآلات صنعتی: تامین حرکت خطی و کنترل دقیق در ماشینهای CNC، پرسها و تجهیزات تراشکاری.
- پرسهای هیدرولیک: اعمال نیرو تا چند صد تن با دقت بالا و حرکت کنترل شده سیلندرها.
- بالابرها و جرثقیلها: جابجایی بارهای سنگین با ایمنی بالا و کنترل سرعت دقیق.
- خطوط تولید اتوماتیک: حرکت ابزارها و میزها در سیستمهای مونتاژ و انتقال محصول.
- صنایع معدنی و ساختمانی: کنترل حرکت بیلهای مکانیکی، بولدوزر و تجهیزات حفاری سنگین.
- صنایع خودروسازی: استفاده در پرسهای قالبگیری، تجهیزات تست و سیستمهای هیدرولیک خودرو.
- صنایع فولاد و پلاستیک: اعمال نیرو و حرکت کنترل شده در فرآیندهای نورد، اکستروژن و تزریق پلاستیک.
راهنمای نصب و نگهداری جک parker hydraulic cylinder 3l
جک هیدرولیک Parker مدل 3L برای کاربردهای صنعتی با فشار کاری تا 350 بار و حرکت خطی دقیق طراحی شده است. نصب صحیح و نگهداری منظم این جک، عمر مفید و عملکرد ایمن سیستم هیدرولیک را تضمین میکند. جک باید روی سطح صاف و محکم نصب شود و با پیچ و مهره استاندارد فیکس گردد. محور و پیستون باید با روانکار مناسب پوشش داده شوند تا اصطکاک کاهش یابد. خطوط هیدرولیک باید مجهز به فیلتر 10 میکرون باشند و فشار اولیه سیستم به آرامی افزایش یابد. نگهداری دورهای شامل بررسی آببندی، تمیز کردن بدنه، کنترل نشتی، و بازرسی سیلها و میله پیستون است. رعایت دمای کاری بین -20 تا +70°C و جلوگیری از شوک مکانیکی، عملکرد پایدار جک Parker 3L را تضمین میکند.
- 1. نصب صحیح: نصب روی سطح صاف و محکم با پیچ و مهره استاندارد و رعایت تراز بودن محور.
- 2. روانکاری محور: استفاده از گریس یا روغن مناسب برای کاهش اصطکاک و افزایش عمر سیلها.
- 3. فیلتر هیدرولیک: نصب فیلتر 10 میکرون در مسیر ورودی و خروجی برای جلوگیری از آلودگی روغن.
- 4. افزایش فشار اولیه: فشار سیستم را به آرامی افزایش دهید تا از شوک فشار جلوگیری شود.
- 5. بازرسی دورهای: کنترل آببندی، سیلها، میله پیستون و پیچها هر 1000 ساعت کاری یا هر 6 ماه.
- 6. تمیز کردن بدنه: پاکسازی گرد و غبار و روغن اضافی برای جلوگیری از خرابی مکانیکی.
- 7. کنترل نشتی: بررسی مداوم نشتی داخلی و خارجی جک و تعویض سیلهای معیوب.
- 8. دمای کاری: اطمینان از عملکرد جک در محدوده -20 تا +70°C.
- 9. جلوگیری از شوک مکانیکی: نصب لرزهگیر یا کوپلینگ منعطف برای کاهش ضربههای ناگهانی.
- 10. مستندسازی: ثبت تاریخ نصب، شماره سریال و عملیات نگهداری برای پیگیری عمر مفید جک.
مزایا و محدودیتهای استفاده از جک هیدرولیک ۹۰ *۴۵۰
جک هیدرولیک ۹۰×۴۵۰ یکی از تجهیزات پرکاربرد در صنعت است که قادر به تولید نیرو و حرکت خطی با دقت بالا است. قطر سیلندر ۹۰ میلیمتر و کورس ۴۵۰ میلیمتر، توان اعمال نیروی بالا تا حدود 28–30 تن و حرکت طولانی سیلندر را فراهم میکند. مزایای آن شامل کنترل دقیق حرکت، قابلیت تحمل فشار کاری تا 350 بار، نصب آسان روی فریمهای صنعتی، و تطبیقپذیری با سیستمهای هیدرولیک استاندارد است. محدودیتها شامل وزن بالا، نیاز به منبع فشار پایدار، حساسیت به آلودگی روغن و نیاز به نگهداری دورهای لاستیکها و سیلها است. این جکها در پرسهای هیدرولیک، خطوط تولید سنگین، بالابرها و تجهیزات کشاورزی کاربرد گسترده دارند.
- توان تولید نیروی بالا (حدود 280–300 kN)
- دقت حرکت پیستون و کنترل نرم و پایدار
- طول عمر مکانیکی بالا و مقاومت در برابر فشار کاری زیاد
- قابلیت استفاده در ماشینآلات صنعتی و خطوط تولید سنگین
- سازگاری با سیستمهای هیدرولیک استاندارد و کنترل حلقه بسته
- نیاز به فضای نصب بزرگ و طراحی مکانیکی دقیق
- وزن زیاد و دشواری در حمل و جابجایی
- ضرورت استفاده از پمپ و شیر هیدرولیک مناسب
- حساسیت بالا به آلودگی روغن و نیاز به فیلتراسیون
- نگهداری دورهای برای جلوگیری از خرابی زودهنگام
نحوه عملکرد سیلندر هیدرولیک در جک
سیلندر هیدرولیک در جک یک عنصر مکانیکی است که انرژی هیدرولیکی را به حرکت خطی و تولید نیرو تبدیل میکند. عملکرد آن مبتنی بر فشار سیال هیدرولیک است؛ وقتی پمپ روغن را به داخل محفظه پیستون تزریق میکند، فشار روغن نیرویی بر سطح پیستون وارد میآورد و میله جک را حرکت میدهد. جهت حرکت میله جک توسط شیر کنترل جهت (Directional Control Valve) و جریان سیال تعیین میشود. بازگشت پیستون میتواند با فشار مخالف سیال یا فنر داخلی انجام شود. سرعت حرکت جک با کنترل جریان ورودی و خروجی سیال قابل تنظیم است و نیرو تولیدی با سطح مقطع پیستون و فشار سیال نسبت مستقیم دارد. این مکانیزم باعث میشود جک هیدرولیک برای بلند کردن، فشار دادن یا کشیدن بارهای سنگین در صنایع مختلف مناسب باشد.
- 1. ورود سیال هیدرولیک: روغن تحت فشار از پمپ وارد محفظه پیستون میشود.
- 2. ایجاد فشار: فشار سیال بر سطح پیستون اعمال میشود و نیروی خطی تولید میکند.
- 3. حرکت میله جک: پیستون به جلو حرکت میکند و میله جک نیروی مکانیکی اعمال میکند.
- 4. کنترل جهت: شیر کنترل جهت جریان سیال را تغییر میدهد و جهت حرکت میله جک را تعیین میکند.
- 5. تنظیم سرعت: سرعت حرکت با کنترل میزان جریان روغن ورودی و خروجی قابل تغییر است.
- 6. بازگشت پیستون: با فشار مخالف سیال یا فنر داخلی، پیستون به موقعیت اولیه بازمیگردد.
- 7. تبدیل انرژی: انرژی هیدرولیکی سیال به حرکت خطی و نیروی مکانیکی قابل استفاده تبدیل میشود.
عوامل موثر بر خرید و قیمت جک هیدرولیکی قلمی
-
1. ظرفیت بار (Load Capacity)
ظرفیت تحمل بار بر حسب تن یا کیلوگرم مهمترین عامل تعیین قیمت است. جک های با ظرفیت بالا طراحی مقاوم تر نیاز دارند.
حدود قیمت مهندسی: 5 تن ≈ $150–$400، 50 تن ≈ $800–$2,500.
-
2. طول کورس (Stroke Length)
کورس طولانی تر نیازمند سیلندر بلندتر و شافت مقاوم تر است و هزینه تولید را افزایش می دهد.
افزایش طول کورس ≈ $50–$500 بسته به ظرفیت و طول اضافه.
-
3. فشار کاری (Operating Pressure)
جک های طراحی شده برای فشار بالاتر (تا 700 بار) به مواد با مقاومت بیشتر نیاز دارند.
افزایش قیمت برای فشار بالا ≈ $100–$1,000.
-
4. جنس بدنه و شافت
استیل ضد زنگ یا فولاد آبکاری شده دوام بیشتری دارد اما قیمت را افزایش می دهد.
افزایش قیمت مهندسی ≈ $50–$300 بسته به جنس و روکش.
-
5. نوع سیلینگ و واشرها
سیستم آب بندی پیشرفته عمر و عملکرد جک را افزایش می دهد. نوع سیلینگ تاثیر مستقیم بر قیمت دارد.
افزایش قیمت برای sealing خاص ≈ $20–$150.
-
6. جک دستی یا هیدرولیک برقی/پمپ خارجی
نسخه های با پمپ دستی ارزان تر و با پمپ برقی گران تر هستند و سرعت کار بیشتری دارند.
افزایش قیمت برای پمپ برقی ≈ $100–$600.
-
7. برند و کشور سازنده
جک های برند معتبر و تولید اروپا یا آمریکا نسبت به نمونه های چینی یا OEM قیمت بالاتری دارند.
اختلاف قیمت ≈ 20%–100% بر اساس کشور سازنده.
-
8. خدمات پس از فروش و گارانتی
وجود گارانتی طولانی و خدمات پس از فروش قابل اعتماد ارزش افزوده محسوب می شود.
افزایش قیمت ≈ 5%–20% از قیمت پایه.
-
9. لوازم جانبی و ست های اتصال
شامل شیلنگ، اتصالات و کوپلینگ می شود و هزینه نهایی را افزایش می دهد.
هزینه لوازم جانبی ≈ $20–$300.
-
10. نرخ ارز و حمل و نقل
نوسانات دلار و هزینه حمل بین المللی باعث تغییر قابل توجه قیمت می شوند.
افزایش یا کاهش ≈ 5%–30% از قیمت پایه.
نکاتی برای انتخاب جک هیدرولیک مناسب
انتخاب جک هیدرولیک مناسب نیازمند بررسی دقیق پارامترهای فنی سیستم و نیازهای کاربردی است. ابتدا باید بار قابل تحمل، کورس حرکت و فشار کاری سیستم مشخص شود تا جک توان تولید نیرو و طول حرکت لازم را داشته باشد. قطر پیستون و قطر میله جک با توجه به نیروی مورد نیاز و سرعت حرکت انتخاب میشود. جنس بدنه و میله جک باید با محیط کاری و نوع سیال سازگار باشد و مقاومت در برابر خوردگی و فشار مکانیکی را تضمین کند. همچنین نوع نصب (دوطرفه، یکطرفه، فلنج، clevis) و قابلیت کنترل مسیر حرکت پیستون از طریق شیرهای کنترل جریان و فشار اهمیت دارد. رعایت فیلتراسیون مناسب، نگهداری دورهای و اتصال صحیح خطوط هیدرولیک نیز باعث افزایش طول عمر و عملکرد پایدار جک میشود.
- 1. تعیین بار کاری: بررسی نیروی لازم برای بلند کردن، فشار دادن یا کشیدن بار مورد نظر.
- 2. انتخاب کورس حرکت: تعیین طول حرکت میله جک بر اساس نیاز مکانیکی سیستم.
- 3. فشار کاری سیستم: مطابقت جک با حداکثر فشار کاری سیستم هیدرولیک.
- 4. قطر پیستون و میله: تعیین قطر پیستون برای تولید نیروی کافی و قطر میله برای استحکام مکانیکی.
- 5. جنس بدنه و میله: انتخاب فولاد، آلومینیوم یا آلیاژ مقاوم با توجه به محیط کاری و نوع سیال.
- 6. نوع نصب: بررسی نصب فلنجی، clevis، دوطرفه یا یکطرفه برای تطبیق با مدار مکانیکی.
- 7. کنترل حرکت: قابلیت اتصال به شیرهای کنترل جریان و فشار برای حرکت نرم و دقیق.
- 8. فیلتراسیون روغن: استفاده از فیلتر مناسب برای جلوگیری از ورود ذرات به داخل جک.
- 9. نگهداری دورهای: بررسی روغن، آببندیها و پیچها برای عملکرد طولانی مدت.
- 10. محیط کاری: انتخاب جک با مقاومت در برابر دما، لرزش و خوردگی مطابق شرایط صنعتی.
ویژگی های مهندسی و کاربردهای صنعتی سیلندر هیدرولیک یک طرفه
سیلندر هیدرولیک یک طرفه یک عنصر کلیدی در تبدیل انرژی هیدرولیک به حرکت خطی و تولید نیروی مکانیکی است که تنها در یک جهت حرکت میکند. این نوع سیلندر معمولاً دارای پیستون و میله بازگشتی با فشار سیال هیدرولیک بوده و بازگشت پیستون با وزن بار، فنر داخلی یا فشار مخالف انجام میشود. ویژگیهای مهندسی آن شامل طول عمر بالا، مقاومت مکانیکی زیاد، کنترل دقیق حرکت، راندمان انرژی بالا و قابلیت تحمل فشار تا 350 بار است. این سیلندرها در صنایع سنگین و نیمهسنگین کاربرد دارند و برای بالابری، پرسهای هیدرولیک، خطوط تولید، تجهیزات معدنی و ماشینآلات کشاورزی استفاده میشوند. طراحی استاندارد و نصب آسان روی بلوک منیفولد یا چارچوب ماشینآلات، بهرهبرداری ایمن و کارایی طولانی مدت را تضمین میکند.
- حرکت خطی در یک جهت و بازگشت با فنر یا فشار مخالف
- تحمل فشار تا 350 بار و تولید نیروی بالا
- طول عمر مکانیکی طولانی و مقاومت در برابر شوک و لرزش
- کنترل دقیق حرکت پیستون و راندمان انرژی بالا
- نصب استاندارد روی بلوک منیفولد یا چارچوب ماشینآلات
- بالابری و سیستمهای جرثقیل و بالابر صنعتی
- پرسهای هیدرولیک و دستگاههای فرمدهی
- خطوط تولید خودکار و ماشینآلات کارخانهای
- تجهیزات معدنی و سنگین، بیلهای مکانیکی و بولدوزر
- ماشینآلات کشاورزی و تجهیزات جابجایی بار
نحوه نگهداری و روغنکاری جک Parker Hydraulic Cylinder series 2a
نگهداری و روغنکاری جک Parker Hydraulic Cylinder سری 2A برای حفظ عملکرد پایدار، افزایش طول عمر و جلوگیری از خرابی زودهنگام ضروری است. ابتدا باید سطح خارجی جک تمیز نگه داشته شود تا از ورود گرد و غبار و ذرات آلوده به سیلندر جلوگیری شود. روغن هیدرولیک مورد استفاده باید مطابق مشخصات کارخانه (معمولاً ISO VG 32–68) باشد و با فشار کاری سیستم سازگار باشد. توصیه میشود سطح روغن و فیلترهای سیستم حداقل هر 500 تا 1000 ساعت کاری بررسی و تعویض شوند. روغنکاری نقاط متحرک پیستون و میله با روانکننده سازگار، جلوگیری از خوردگی و کاهش اصطکاک را تضمین میکند. همچنین بررسی دورهای اورینگها، آببندیها و پیچهای نگهدارنده برای حفظ فشار کاری و جلوگیری از نشتی اهمیت دارد.
- 1. تمیز نگه داشتن بدنه: پاکسازی سطح خارجی جک از گرد و غبار و ذرات آلوده به صورت دورهای.
- 2. استفاده از روغن استاندارد: روغن هیدرولیک ISO VG 32–68 با سازگاری با فشار کاری سیستم.
- 3. بررسی سطح روغن: کنترل حداقل هر 500–1000 ساعت کاری برای اطمینان از عملکرد صحیح.
- 4. تعویض فیلترها: تعویض فیلترهای هیدرولیک به صورت منظم برای جلوگیری از ورود ذرات به سیلندر.
- 5. روغنکاری نقاط متحرک: روانکاری میله پیستون و نقاط متحرک برای کاهش اصطکاک و جلوگیری از خوردگی.
- 6. بررسی آببندیها و اورینگها: کنترل دورهای برای جلوگیری از نشتی و حفظ فشار کاری.
- 7. بررسی پیچهای نگهدارنده: اطمینان از محکم بودن پیچها جهت جلوگیری از لرزش و کاهش عمر مکانیکی.
- 8. جلوگیری از شوک مکانیکی: نصب جک با لرزهگیر و کنترل فشار ناگهانی برای حفظ عمر مفید.
- 9. مستندسازی نگهداری: ثبت زمان سرویس و تعویض روغن و فیلترها برای پیگیری دورهای.
- 10. استفاده از تجهیزات محافظ: نصب شیر اطمینان و محدودکننده فشار در سیستم هیدرولیک برای جلوگیری از آسیب به جک.
راهنمای نگهداری و افزایش عمر جک Parker Hydraulic Cylinder 3h
جک هیدرولیک Parker Hydraulic Cylinder 3H برای عملکرد دقیق و طول عمر بالا نیازمند نگهداری دورهای و رعایت نکات فنی است. مهمترین عوامل شامل کنترل فشار کاری سیستم، جلوگیری از فشار بیش از حد، استفاده از روغن هیدرولیک تمیز با ویسکوزیته مناسب (ISO VG 32–68) و نصب فیلتر 10–25 میکرون در مسیر ورودی است. همچنین باید سطح پیستون و میله سیلندر از نظر خط و خراش بررسی شود، اتصالات هیدرولیک محکم باشند و نشت روغن کنترل گردد. دمای کاری جک باید بین 0 تا +70°C حفظ شود و از تماس با ذرات خارجی و رطوبت جلوگیری گردد. روانکاری مناسب، بررسی دورهای آببندیها و بازرسی یاتاقانها، عمر مفید جک را افزایش میدهد و از خرابی ناگهانی جلوگیری میکند.
- 1. کنترل فشار کاری: حفظ فشار مدار هیدرولیک در محدوده نامی جک و جلوگیری از افزایش ناگهانی فشار.
- 2. روغن هیدرولیک تمیز: استفاده از روغن ISO VG 32–68 و تعویض دورهای هر 1000–2000 ساعت کاری.
- 3. فیلتراسیون مناسب: نصب فیلتر 10–25 میکرون در مسیر ورودی برای جلوگیری از ورود ذرات.
- 4. بررسی سطح پیستون و میله: کنترل خطی بودن و عدم وجود خراش یا خوردگی.
- 5. اتصالات و مهرهها: محکم کردن اتصالات هیدرولیک و بررسی نشتی روغن.
- 6. کنترل دما: حفظ دمای کاری بین 0 تا +70°C و جلوگیری از گرم شدن بیش از حد جک.
- 7. جلوگیری از آلودگی خارجی: محافظت جک در برابر ذرات گرد و غبار و رطوبت محیط.
- 8. روانکاری یاتاقانها: اعمال گریس مناسب و بررسی عملکرد یاتاقانها برای کاهش اصطکاک.
- 9. بازرسی آببندیها: کنترل اورینگها و سیلها بهصورت دورهای و تعویض در صورت آسیب دیدگی.
- 10. ثبت و پیگیری نگهداری: ثبت دورههای سرویس و تعمیرات برای برنامهریزی پیشگیرانه و افزایش طول عمر.
نصب جک Parker Hydraulic Cylinder series 2h در ماشینآلات صنعتی
نصب جک Parker Hydraulic Cylinder سری 2H در ماشینآلات صنعتی نیازمند رعایت اصول دقیق مهندسی و ایمنی است تا عملکرد پایدار و طول عمر بالای جک تضمین شود. ابتدا باید محل نصب مطابق با نقشههای فنی ماشین و با رعایت محور حرکت سیلندر تعیین شود تا از بروز نیروهای جانبی و خمشی جلوگیری شود. میله پیستون باید آزادانه حرکت کند و از تماس با اجسام خارجی محافظت شود. اتصالات هیدرولیک باید محکم و بدون نشتی باشند و مسیر روغن به جک از فیلتر 10–25 میکرون عبور کند. همچنین جک باید در محدوده دمایی 0 تا +70°C کار کند و تکیهگاهها و یاتاقانها بهدرستی روانکاری شوند تا اصطکاک و سایش کاهش یابد. رعایت این اصول موجب عملکرد ایمن و عمر طولانی جک در سیستمهای فشار بالا میشود.
- 1. تعیین محل نصب: مطابق نقشه فنی و محور حرکت، جلوگیری از نیروهای جانبی و خمشی.
- 2. جهت حرکت میله پیستون: اطمینان از حرکت آزاد و جلوگیری از برخورد با اجسام خارجی.
- 3. اتصالات هیدرولیک: محکم و بدون نشتی، استفاده از فیلتر 10–25 میکرون قبل از ورودی.
- 4. محدوده دمای کاری: عملکرد پایدار بین 0 تا +70°C در محیط صنعتی.
- 5. تکیهگاهها و یاتاقانها: روانکاری مناسب برای کاهش اصطکاک و جلوگیری از سایش.
- 6. محکم کردن پیچها و مهرهها: بررسی اتصالات مکانیکی و هیدرولیک قبل از راهاندازی.
- 7. جلوگیری از لرزش و ارتعاش: استفاده از لرزهگیر یا پدهای لاستیکی در محل نصب.
- 8. کنترل فشار سیستم: تنظیم فشار کاری جک مطابق با محدوده نامی برای جلوگیری از آسیب.
- 9. محافظت در برابر آلودگی محیط: جلوگیری از ورود گرد و غبار و رطوبت به سیلندر و مسیر روغن.
- 10. تست عملکرد اولیه: بررسی حرکت نرم، نشتی و عملکرد صحیح قبل از راهاندازی کامل ماشینآلات.
تکنولوژی ساخت و استاندارد های کیفی جک Parker Hydraulic Cylinder 3l
جک هیدرولیک Parker مدل 3L با استفاده از پیشرفتهترین تکنولوژی ساخت، شامل ماشینکاری دقیق بدنه و میله سیلندر، آببندی چندمرحلهای و فرآیند سختکاری میله، تولید میشود. این جکها با رعایت استانداردهای بینالمللی ISO 6020-2، ISO 6022، ISO 3320 و NFPA T3.6.1 طراحی میشوند تا قابلیت تحمل فشار تا 350 بار و طول عمر مکانیکی بیش از 10 میلیون سیکل کاری داشته باشند. کنترل کیفیت شامل آزمون فشار هیدرولیک، تست نشتی کمتر از 0.3 cc/min، بررسی دقت خطی حرکت پیستون و مقاومت در برابر شوک مکانیکی است. بدنه و میله سیلندر با پوشش کروم سخت یا Zn-Ni ضد خوردگی مقاوم شده و هر سیلندر قبل از تحویل، کالیبراسیون طول کورس و تست عملکرد کامل را طی میکند. این استانداردها باعث میشوند جک Parker 3L در ماشینآلات سنگین، خطوط تولید اتوماتیک و سیستمهای هیدرولیک صنعتی عملکردی دقیق و قابل اعتماد داشته باشد.
| فرآیند / مشخصه | استاندارد / فناوری | شرح مهندسی |
|---|---|---|
| ماشینکاری بدنه و میله | Precision CNC / ISO 6020-2 | افزایش دقت ابعادی و کاهش اصطکاک سیلندر |
| آببندی چندمرحلهای | ISO 3320 / NFPA T3.6.1 | جلوگیری از نشتی و تضمین عملکرد طولانی مدت |
| سختکاری میله | Chromed / Zn-Ni Coating | مقاومت در برابر خوردگی و سایش مکانیکی |
| تست فشار هیدرولیک | ISO 6022 | تضمین عملکرد پایدار در فشار کاری تا 350 بار |
| کنترل نشتی | <0.3 cc/min | پایداری عملکرد سیلندر و محافظت از مدار هیدرولیک |
| تست خطی حرکت پیستون | Factory Calibration | دقت بالا در موقعیتدهی و عملکرد حلقه بسته |
| مقاومت مکانیکی | ISO 3320 / NFPA T3.6.1 | تحمل شوک، لرزش و سیکلهای مکرر صنعتی |
| طول عمر مکانیکی | >10 میلیون سیکل | مناسب برای ماشینآلات سنگین و خطوط تولید پر فشار |
| کالیبراسیون کورس پیستون | Factory Test | تنظیم دقیق طول کورس و بررسی عملکرد نهایی قبل از تحویل |
کاربردهای صنعتی سیلندر هیدرولیک
سیلندر هیدرولیک یکی از اجزای کلیدی در سیستمهای صنعتی است که تبدیل انرژی هیدرولیک به حرکت خطی دقیق و قدرتمند را انجام میدهد. این سیلندرها در صنایع ماشینسازی، معدن، فولاد، خودروسازی، کشاورزی و ساخت و ساز کاربرد گسترده دارند. آنها برای بلند کردن، هل دادن، کشیدن و موقعیتدهی بارهای سنگین در فشارهای کاری تا 350 بار مناسب هستند. سیلندرهای هیدرولیک با دقت کنترل بالا، دوام مکانیکی طولانی و سازگاری با سیستمهای حلقه بسته، در تجهیزاتی مانند پرسهای هیدرولیک، بالابرها، جرثقیلها، خطوط تولید اتوماتیک و ماشینآلات معدنی نقش حیاتی دارند. استفاده از آنها امکان انتقال نیروهای بزرگ با کنترل نرم و دقیق را فراهم میکند، ضمن اینکه قابلیت سفارشیسازی بر اساس طول کورس، قطر میله و ظرفیت بار وجود دارد.
- ماشینسازی: حرکت خطی ابزارها، پرسها، میزهای مکانیکی و موقعیتدهی قطعات.
- صنایع معدن: کنترل حرکت بیلهای مکانیکی، بولدوزر و ماشینآلات حفاری سنگین.
- صنایع فولاد و فلزکاری: پرس هیدرولیک، برش و خمکاری ورقهای فلزی.
- خودروسازی: خطوط مونتاژ، جابجایی قطعات سنگین، و سیستمهای تست خودرو.
- کشاورزی: تجهیزات تراکتور، بالابرهای ادوات و ماشینآلات برداشت محصول.
- ساخت و ساز: بالابرها، پلها، جرثقیلهای سقفی و سیستمهای انتقال بار.
- سیستمهای اتوماسیون صنعتی: خطوط تولید اتوماتیک و موقعیتدهی دقیق مواد و قطعات.
- سیستمهای حلقه بسته دقیق: کنترل نرم و قابل تنظیم نیرو و موقعیت در تجهیزات حساس.
عوامل موثر بر خرید و قیمت جک هیدرولیک 10 تن HANNA
-
1. ظرفیت اسمی و حداکثر تحمل وزن
جک های ۱۰ تن برای بارهای سنگین طراحی شده اند و ساختار قوی تر قیمت را افزایش می دهد.
حدود قیمت مهندسی: $350–$800 برای جک های ۱۰ تن استاندارد.
-
2. ارتفاع بلند کردن و کورس سیلندر
ارتفاع بلند کردن بیشتر نیازمند سیلندر طولانی تر و اجزای مستحکم تر است.
افزایش قیمت برای کورس بلند ≈ $50–$200 به ازای واحد.
-
3. نوع پمپ و عملکرد هیدرولیک
پمپ دستی یا پمپ برقی با توان بالاتر قیمت نهایی را تغییر می دهد.
پمپ دستی ≈ $350–$800، پمپ برقی ≈ $600–$1,500.
-
4. جنس بدنه و سیلندر
استیل ضد زنگ یا فولاد با روکش مقاوم در برابر خوردگی طول عمر و قیمت جک را افزایش می دهد.
افزایش قیمت مهندسی ≈ $50–$250 بسته به نوع مواد.
-
5. سیستم آب بندی و واشرها
سیلندر با آب بندی پیشرفته نشت روغن را کاهش داده و دقت بالاتری ارائه می دهد.
افزایش قیمت ≈ $30–$150 برای کیفیت sealing بالاتر.
-
6. مدل نو یا بازسازی شده
جک نو قیمت بالاتر و عمر طولانی تری نسبت به جک بازسازی شده دارد.
جک نو ≈ $350–$800، بازسازی شده ≈ $150–$450.
-
7. برند و کشور سازنده
HANNA ساخت معتبر و کیفیت بالاتر نسبت به نمونه های غیر برند دارد و قیمت را افزایش می دهد.
افزایش قیمت ≈ 20%–50% نسبت به نمونه های بدون برند.
-
8. خدمات پس از فروش و گارانتی
وجود گارانتی معتبر و پشتیبانی قطعات یدکی ارزش افزوده دارد.
افزایش قیمت ≈ 5%–15% از قیمت پایه برای گارانتی و سرویس.
-
9. حمل و نقل و نرخ ارز
هزینه حمل و تغییرات نرخ دلار تاثیر مستقیم بر قیمت نهایی دارند.
تغییر قیمت ≈ 5%–25% بسته به شرایط حمل و بازار.
تکنولوژی ساخت و استاندارد های کیفی سیلندر هیدرولیکی HANNA
سیلندر هیدرولیکی HANNA با بهرهگیری از فناوری پیشرفته طراحی و تولید میشود تا عملکرد دقیق، ایمن و طول عمر بالا در محیطهای صنعتی ارائه دهد. فرآیند ساخت شامل ماشینکاری دقیق بدنه و میله، پوشش کروم سخت یا Zn-Ni ضد خوردگی، و آببندی چندمرحلهای با اورینگ و سیلهای تخصصی است. سیلندرها طبق استانداردهای بینالمللی ISO 6020-2، ISO 6022، NFPA T3.6.1 و ISO 3320 تولید و آزمون میشوند. کنترل کیفیت شامل تست فشار هیدرولیک تا 1.5 برابر فشار نامی، بررسی نشتی کمتر از 0.3 cc/min، تست خطی حرکت پیستون و بررسی مقاومت در برابر شوک و لرزش مکانیکی است. هر سیلندر HANNA قبل از تحویل تحت کالیبراسیون کورس، تست عملکرد کامل و صدور گواهی QA قرار میگیرد. این استانداردها باعث میشوند سیلندرهای HANNA برای ماشینآلات سنگین، خطوط تولید اتوماتیک، تجهیزات بالابر و سیستمهای کنترل حلقه بسته عملکردی پایدار و قابل اعتماد داشته باشند.
| فرآیند / مشخصه | استاندارد / فناوری | شرح مهندسی |
|---|---|---|
| ماشینکاری بدنه و میله | Precision CNC / ISO 6020-2 | افزایش دقت ابعادی و کاهش اصطکاک سیلندر |
| آببندی چندمرحلهای | ISO 3320 / NFPA T3.6.1 | جلوگیری از نشتی و تضمین عملکرد طولانی مدت |
| سختکاری میله | Chromed / Zn-Ni Coating | مقاومت در برابر خوردگی و سایش مکانیکی |
| تست فشار هیدرولیک | ISO 6022 | تضمین عملکرد پایدار در فشار کاری تا 350 بار |
| کنترل نشتی | <0.3 cc/min | پایداری عملکرد سیلندر و محافظت از مدار هیدرولیک |
| تست خطی حرکت پیستون | Factory Calibration | دقت بالا در موقعیتدهی و عملکرد حلقه بسته |
| مقاومت مکانیکی | ISO 3320 / NFPA T3.6.1 | تحمل شوک، لرزش و سیکلهای مکرر صنعتی |
| طول عمر مکانیکی | >10 میلیون سیکل | مناسب برای ماشینآلات سنگین و خطوط تولید پر فشار |
| کالیبراسیون کورس پیستون | Factory Test | تنظیم دقیق طول کورس و بررسی عملکرد نهایی قبل از تحویل |
| صدور گواهی QA | HANNA QA Certificate | تأیید عملکرد و انطباق با استانداردهای کیفی بینالمللی |
نکات مهم برای جلوگیری از خرابی زودهنگام سیلندر هیدرولیک تلسکوپی
سیلندر هیدرولیک تلسکوپی به دلیل طراحی چند مرحلهای و کاربرد در فشارهای بالا، حساسیت بیشتری نسبت به خرابی زودهنگام دارد. رایجترین عوامل خرابی شامل آلودگی روغن، فشار بیش از حد، نصب نامناسب، گرمای بیش از حد و شوک مکانیکی است. برای جلوگیری از خرابی، باید از فیلتر مناسب (10–25 میکرون) در مسیر ورودی استفاده شود، فشار کاری مطابق مشخصات سازنده تنظیم گردد و سیلندر در مسیر حرکت عمود یا با زاویه استاندارد نصب شود. همچنین، میلهها باید از تماس با ذرات خارجی یا سطوح سخت محافظت شوند، روغن هیدرولیک باید تمیز و سازگار با آببندی باشد و سیستم تهویه مناسب برای کاهش حرارت فراهم گردد. بازرسی دورهای مهرهها، اورینگها و روانکاری مناسب، عمر مفید سیلندر را افزایش میدهد.
- 1. فیلتراسیون روغن: نصب فیلتر 10–25 میکرون در خط ورودی برای جلوگیری از ورود ذرات و آلودگی.
- 2. تنظیم فشار کاری: رعایت فشار نامی تولیدکننده برای هر مرحله سیلندر تلسکوپی.
- 3. زاویه و موقعیت نصب: نصب عمودی یا با زاویه استاندارد برای جلوگیری از بار جانبی و ساییدگی میلهها.
- 4. محافظت میلهها: جلوگیری از تماس میلهها با ذرات خارجی یا سطوح سخت و ناهموار.
- 5. نوع و تمیزی روغن: استفاده از روغن هیدرولیک سازگار و تمیز مطابق مشخصات فنی سیلندر.
- 6. کنترل دما: فراهم کردن سیستم تهویه یا رادیاتور برای کاهش حرارت در مدار هیدرولیک.
- 7. بازرسی دورهای: بررسی اورینگها، مهرهها و آببندیها برای جلوگیری از نشتی.
- 8. روانکاری مناسب: اعمال روانکار سازگار در محل تماس میله و سیلها در سرویس دورهای.
- 9. جلوگیری از شوک مکانیکی: کاهش حرکت ناگهانی و ضربه به سیلندر هنگام بارگذاری یا تخلیه سریع.
- 10. مستندسازی سرویس: ثبت تاریخچه سرویس، فشار کاری و بازرسیها برای پیشگیری از خرابیهای آینده.
معرفی تخصصی سیلندر هیدرولیک HANNA و کاربردهای صنعتی
سیلندر هیدرولیک HANNA یکی از تجهیزات کلیدی در سیستمهای هیدرولیک صنعتی است که برای تبدیل انرژی هیدرولیک به حرکت خطی طراحی شده و عملکرد دقیق و پایدار ارائه میدهد. این سیلندرها با ظرفیت فشار کاری تا 350 بار و طول کورس متنوع، با ماشینکاری دقیق بدنه و میله، پوشش کروم سخت یا Zn-Ni ضد خوردگی و آببندی چندمرحلهای تولید میشوند. دوام مکانیکی بالا، مقاومت در برابر شوک و لرزش، و دقت حرکت پیستون باعث میشود سیلندرهای HANNA در ماشینآلات سنگین، خطوط تولید اتوماتیک، تجهیزات بالابر، پرسهای هیدرولیک و سیستمهای کنترل حلقه بسته عملکرد قابل اعتمادی داشته باشند. نصب استاندارد و قابلیت کالیبراسیون کورس نیز امکان استفاده در پروژههای صنعتی حساس را فراهم میکند.
- ماشینآلات سنگین: بیل مکانیکی، بولدوزر و تجهیزات حفاری برای حرکت خطی پیستون با فشار بالا.
- خطوط تولید اتوماتیک: محرکهای هیدرولیک برای جابجایی قطعات، پرسها و تجهیزات بستهبندی.
- تجهیزات بالابر و جرثقیل: کنترل دقیق حرکت سیلندرها برای حمل بار سنگین با ایمنی بالا.
- پرسهای هیدرولیک و تزریق پلاستیک: حرکت دقیق پیستون برای تنظیم فشار عملیاتی و تولید یکنواخت.
- سیستمهای حلقه بسته حساس: استفاده در مدارهای کنترل موقعیت و حرکت با دقت میلیمتری.
- صنایع معدنی و ساختمانی: حرکت خطوط هیدرولیک بیلها، سیستمهای خاکبرداری و تجهیزات سنگین صنعتی.
- سیستمهای پنوماتیک ترکیبی: استفاده در مدارهای ترکیبی برای کنترل فشار و حرکت پیستون دقیق.
مزایای خرید سیلندر هیدرولیک HANNA Hydraulic Cylinder
خرید سیلندر هیدرولیک HANNA مزایای فنی و عملی متعددی برای سیستمهای صنعتی فراهم میکند. این سیلندرها با ظرفیت فشار کاری تا 350 بار و طول عمر مکانیکی بیش از 10 میلیون سیکل، عملکرد پایدار و ایمن در محیطهای صنعتی سنگین ارائه میدهند. ماشینکاری دقیق بدنه و میله، پوشش کروم سخت یا Zn-Ni ضد خوردگی، و آببندی چندمرحلهای باعث کاهش اصطکاک، نشتی کم (<0.3 cc/min) و مقاومت در برابر سایش میشود. نصب استاندارد ISO 6020-2 و امکان کالیبراسیون کورس پیستون، دقت حرکت و عملکرد حلقه بسته را تضمین میکند. دوام بالا، مقاومت در برابر شوک و لرزش، و تطبیق با سیالات هیدرولیک ISO VG 32–68، HANNA را به گزینهای مطمئن برای ماشینآلات سنگین، خطوط تولید اتوماتیک و سیستمهای کنترل دقیق تبدیل کرده است.
- ظرفیت فشار بالا: تحمل فشار کاری تا 350 بار برای سیستمهای صنعتی پر فشار.
- طول عمر مکانیکی طولانی: بیش از 10 میلیون سیکل کاری بدون افت عملکرد.
- ماشینکاری دقیق: کاهش اصطکاک و افزایش دقت حرکت پیستون.
- پوشش ضد خوردگی: کروم سخت یا Zn-Ni مقاوم در برابر سایش و خوردگی محیطی.
- آببندی چندمرحلهای: نشتی بسیار کم و عملکرد پایدار در طول زمان.
- نصب استاندارد: بلوک منیفولد ISO 6020-2 برای سهولت نصب و سازگاری با سیستمهای صنعتی.
- کالیبراسیون کورس پیستون: دقت بالا در موقعیتدهی و عملکرد حلقه بسته.
- مقاومت در برابر شوک و لرزش: مناسب برای محیطهای صنعتی سخت و پرتنش.
- سازگاری با سیالات هیدرولیک: روغنهای ISO VG 32–68 با عملکرد پایدار.
- کاربرد گسترده صنعتی: ماشینآلات سنگین، خطوط تولید اتوماتیک، پرسهای هیدرولیک و تجهیزات بالابر.
اجزای اصلی سیلندر هیدرولیک دو طرفه و نقش هر بخش
سیلندر هیدرولیک دو طرفه از اجزای کلیدی تشکیل شده که هر کدام نقش حیاتی در تبدیل انرژی هیدرولیک به حرکت خطی دارند. اجزای اصلی شامل بدنه سیلندر، که فشار سیال را تحمل و محیط داخلی را نگه میدارد؛ میله پیستون، که نیروی هیدرولیک را به حرکت خطی تبدیل میکند؛ پیستون و اورینگها، که سیلندر را به دو محفظه تقسیم کرده و مانع نشتی میشوند؛ پورتهای ورودی و خروجی برای ورود و خروج روغن هیدرولیک؛ پوشش انتهایی و کلاهک برای مهار میله و نصب فنر یا بلبرینگ؛ و سیلها و واشرهای آببندی، که نشتی و اصطکاک را کاهش میدهند. ترکیب این اجزا امکان حرکت پیستون در هر دو جهت با دقت بالا، کنترل نیرو و جریان و مقاومت مکانیکی مناسب را فراهم میکند.
- بدنه سیلندر (Cylinder Barrel): تحمل فشار سیال، نگهداری محیط داخلی و استحکام مکانیکی.
- میله پیستون (Piston Rod): تبدیل انرژی هیدرولیک به حرکت خطی و انتقال نیرو به سیستم مکانیکی.
- پیستون (Piston): تقسیم سیلندر به دو محفظه و ایجاد اختلاف فشار برای حرکت دو طرفه.
- اورینگها و سیلها (O-Rings & Seals): جلوگیری از نشتی سیال و کاهش اصطکاک بین پیستون و بدنه.
- پورتهای ورودی و خروجی (Ports): مسیر ورود و خروج روغن هیدرولیک برای کنترل حرکت پیستون.
- کلاهک انتهایی و پوششها (End Cap & Cover): مهار میله پیستون، نصب بلبرینگ و پشتیبانی مکانیکی اضافی.
- واشرها و بوشها (Bushings & Bearings): کاهش اصطکاک و پایداری حرکت میله پیستون در کورس طولانی.
- فنرها یا بالشتکها (Optional Springs/Bumpers): کنترل برگشت یا کاهش ضربه در انتهای کورس.
راهنمای کامل خرید اکچویتر آلفایر
اکچویترهای آلفایر از تجهیزات پیشرفته برای کنترل حرکت در سیستم های صنعتی و خودکارسازی فرآیندها هستند. طراحی دقیق، دوام بالا و دقت حرکتی از ویژگی های اصلی این برند محسوب می شود.
1. انواع اکچویتر آلفایر
اکچویترهای آلفایر در سه دسته اصلی عرضه می شوند: الکتریکی، پنوماتیکی و هیدرولیکی. مدل های الکتریکی برای کنترل دقیق موقعیت مناسب هستند. پنوماتیکی برای کاربردهای سریع و کم فشار، و هیدرولیکی برای نیروهای بالا استفاده می شوند.
2. معیارهای انتخاب اکچویتر
- نیروی خروجی (Output Force): باید متناسب با بار مکانیکی باشد. محدوده متداول از 50 نیوتن تا 50 کیلو نیوتن است.
- طول کورس (Stroke Length): از 10 تا 500 میلیمتر بسته به نوع کاربرد متغیر است.
- سرعت حرکت: در مدلهای سروو دقیقتر و در نوع پنوماتیکی سریعتر است.
- سیستم کنترل: شامل کنترل دستی، آنالوگ یا دیجیتال (Modbus / CAN).
3. فاکتورهای موثر بر قیمت اکچویتر آلفایر
- نوع محرک: الکتریکی ارزان تر از هیدرولیکی است.
- قدرت و کورس: با افزایش گشتاور و کورس، هزینه بیشتر میشود.
- نوع کنترل و درایو: سیستمهای هوشمند دیجیتال قیمت را تا 40% افزایش میدهند.
- جنس بدنه: آلومینیوم سبکتر و فولاد ضدزنگ مقاومتر اما گرانتر است.
- درجه حفاظتی (IP Rating): اکچویترهای ضد آب و ضد گرد و غبار گرانتر هستند.
4. حدود قیمت مهندسی دلاری
بر اساس مدل و توان خروجی، قیمت تقریبی اکچویترهای آلفایر به شرح زیر است:
- مدل های کوچک الکتریکی (IP65) ≈ $250–$700
- مدل های سروو با کنترل دیجیتال ≈ $800–$2,500
- اکچویتر پنوماتیک صنعتی ≈ $300–$1,200
- اکچویتر هیدرولیکی قدرت بالا ≈ $1,500–$6,000
5. نکات مهم در خرید
- بررسی گشتاور نامی و نیروی مورد نیاز قبل از انتخاب.
- تطبیق کورس حرکتی با محدوده واقعی مورد استفاده.
- اطمینان از سازگاری سیگنال فرمان با کنترلر PLC یا درایو موجود.
- انتخاب IP مناسب برای شرایط محیطی (رطوبت، گرد و غبار، دما).
- استفاده از برندهای دارای گواهی CE و ISO9001 برای اطمینان از کیفیت.
6. نگهداری و عمر مفید
اکچویتر آلفایر در صورت سرویس منظم می تواند عمر بالای 30 هزار ساعت کاری داشته باشد. تعویض دورهای روانکار، بررسی نشتی و تست سیگنال از نکات کلیدی نگهداری هستند.
7. جمعبندی نهایی
انتخاب اکچویتر آلفایر باید بر پایه نیاز فنی واقعی، نوع کنترل، و شرایط محیطی صورت گیرد. بررسی دقیق مشخصات فنی و مشاوره با تامین کننده متخصص میتواند هزینههای عملیاتی را کاهش و بهرهوری سیستم را افزایش دهد.
کاربردهای صنعتی اکچویتور پنوماتیک ALPHAIR
اکچویتور پنوماتیک ALPHAIR یکی از تجهیزات کنترلی دقیق در سیستمهای اتوماسیون صنعتی است که با استفاده از هوای فشرده، حرکت چرخشی یا خطی را برای کنترل شیرها و مکانیزمهای مکانیکی فراهم میکند. این اکچویتور با فشار کاری 2.5 تا 8 بار، گشتاور خروجی بالا و طراحی آلومینیومی مقاوم، در صنایع نفت و گاز، پتروشیمی، تصفیه آب، خودروسازی و خطوط بستهبندی بهطور گسترده استفاده میشود. تکنولوژی آببندی چندمرحلهای و یاتاقانهای پلیمری باعث کاهش اصطکاک و افزایش طول عمر میشود. اکچویتور ALPHAIR با استانداردهای ISO 5211، NAMUR و VDI/VDE 3845 سازگار بوده و قابلیت اتصال مستقیم به شیرهای توپی، پروانهای و کشویی را دارد. عملکرد سریع، نگهداری آسان و قابلیت کنترل دستی اضطراری، آن را برای سیستمهای کنترل دقیق جریان و فشار در محیطهای صنعتی ایدهآل میکند.
- صنایع نفت و گاز: کنترل دقیق شیرهای توپی و پروانهای در خطوط انتقال و ایستگاههای تقلیل فشار.
- پتروشیمی و پالایشگاه: مدیریت جریان سیالات شیمیایی و بخار در فرآیندهای اتوماتیک.
- تصفیه آب و فاضلاب: کنترل شیرهای برقی و اتوماتیک در سیستمهای توزیع و فیلتراسیون.
- کارخانههای خودروسازی: استفاده در خطوط رنگ، پرس و تجهیزات مونتاژ با حرکت تکرارشونده سریع.
- صنایع غذایی و دارویی: کنترل جریان سیالات بهداشتی با اکچویتورهای مقاوم به خوردگی و رطوبت.
- سیستمهای HVAC و تهویه صنعتی: تنظیم دبی هوا و فشار در داکتها و واحدهای کنترل محیطی.
- خطوط بستهبندی و انتقال مواد: اجرای حرکات دقیق در مکانیزمهای کنترل نوار نقاله و دریچهها.
- کاربردهای معدنی و سیمان: کنترل شیرهای پنوماتیک در سیستمهای انتقال مواد پودری و گرانولی.
مزایای خرید اکچویتور پنوماتیکی آلفایر
اکچویتور پنوماتیکی آلفایر (Alfier Pneumatic Actuator) با طراحی دقیق و بهرهگیری از فناوری روز، یکی از گزینههای پرکاربرد در اتوماسیون صنعتی و کنترل ولوها محسوب میشود. این اکچویتور با فشار کاری 2 تا 8 بار، گشتاور خروجی بالا تا 3000 نیوتنمتر و طراحی سبک آلومینیومی، عملکردی سریع، ایمن و کممصرف ارائه میدهد. پوشش آنودایز شده داخلی و خارجی، مقاومت در برابر خوردگی و رطوبت را افزایش داده و طول عمر کاری را به بیش از 1 میلیون سیکل عملکردی میرساند. قابلیت نصب مطابق استاندارد ISO 5211، سازگاری با ولوهای توپی، پروانهای و کشویی و امکان کنترل دستی یا برقی از مزایای مهم آن است. اکچویتور آلفایر با راندمان بالا، عملکرد بدون نشتی و نیاز حداقلی به سرویس، گزینهای ایدهآل برای صنایع نفت، گاز، پتروشیمی، آب و فاضلاب و اتوماسیون کارخانهها است.
- 1. طراحی سبک و مقاوم: بدنه آلومینیومی با پوشش آنودایز برای مقاومت در برابر خوردگی و رطوبت.
- 2. فشار کاری استاندارد: عملکرد پایدار در محدوده 2 تا 8 بار برای انواع ولوهای صنعتی.
- 3. گشتاور خروجی بالا: تولید گشتاور تا 3000 نیوتنمتر با مصرف هوای بهینه.
- 4. طول عمر طولانی: بیش از 1 میلیون سیکل کاری بدون افت عملکرد مکانیکی.
- 5. نصب آسان: سازگار با استاندارد ISO 5211 برای اتصال مستقیم به ولوهای مختلف.
- 6. قابلیت کنترل ترکیبی: امکان تجهیز به کنترل برقی، سلونوئید ولو و فیدبک پوزیشنر.
- 7. راندمان بالا و واکنش سریع: زمان باز و بسته شدن کوتاه با حداقل تلفات انرژی.
- 8. مقاومت محیطی: مناسب برای کار در دماهای بین -20 تا +80 درجه سانتیگراد.
- 9. نگهداری آسان: طراحی ماژولار برای تعمیر سریع و کاهش زمان توقف خط تولید.
- 10. تطبیق با کاربردهای صنعتی: قابل استفاده در صنایع نفت، گاز، پتروشیمی، غذایی و سیستمهای کنترل جریان.
استانداردهای ساخت و کنترل کیفیت اکچویتور روتاری پنوماتیک الفایر
اکچویتور روتاری پنوماتیک الفایر (Alfair) با بهرهگیری از تکنولوژی دقیق ماشینکاری CNC و سیستم کنترل کیفیت چندمرحلهای طراحی شده تا عملکرد پایدار، گشتاور بالا و طول عمر طولانی را در مدارهای صنعتی تضمین کند. این اکچویتورها مطابق با استانداردهای بینالمللی ISO 5211، ISO 15552، VDI/VDE 3845 و ATEX 2014/34/EU تولید میشوند. کنترل کیفیت شامل تست فشار هوای کاری تا 10 بار، بررسی گشتاور خروجی، تست نشتی کمتر از 0.1 Nm، مقاومت در برابر خوردگی طبق ASTM B117 و آزمون عمر بیش از 1 میلیون سیکل کاری است. بدنه از آلومینیوم آنودایز شده و شفت از فولاد ضد زنگ ساخته میشود تا در محیطهای مرطوب یا خورنده عملکردی مطمئن داشته باشد. هر اکچویتور Alfair پیش از تحویل تحت کالیبراسیون زاویه چرخش 90 یا 180 درجه، تست حرارتی در بازه -20 تا +80°C و تأییدیه نهایی QA قرار میگیرد.
| فرآیند / آزمون | استاندارد / مشخصه | شرح مهندسی |
|---|---|---|
| طراحی و ابعاد فلنج | ISO 5211 | سازگاری با انواع ولوهای صنعتی و شیرهای ربعگرد |
| ماشینکاری دقیق | CNC / ISO 15552 | کاهش لقی داخلی و افزایش دقت چرخش محور |
| تست فشار هوای کاری | حداکثر 10 bar | تضمین عملکرد در سیستمهای پنوماتیک فشار بالا |
| کنترل نشتی | <0.1 Nm / ISO 8573-1 | حفظ فشار پایدار و جلوگیری از افت توان گشتاور |
| تست گشتاور خروجی | VDI/VDE 3845 | اندازهگیری یکنواختی گشتاور در کل زاویه چرخش |
| آزمون دوام مکانیکی | >1,000,000 سیکل | اطمینان از طول عمر بالا در محیطهای صنعتی |
| مقاومت در برابر خوردگی | ASTM B117 / Zn-Ni Coating | افزایش دوام در محیطهای مرطوب یا خورنده |
| تست حرارتی | -20 تا +80°C | پایداری عملکرد در دمای محیطهای مختلف |
| ایمنی ضد انفجار | ATEX 2014/34/EU | مناسب برای استفاده در محیطهای خطرناک و گازی |
| تأیید نهایی کیفیت | Alfair QA Certificate | صدور گواهی کنترل کیفیت پیش از تحویل محصول |
مشخصات فنی و کاربردهای صنعتی اکچویتور pneumatic actuators
اکچویتورهای پنوماتیکی (Pneumatic Actuators) از تجهیزات کلیدی در سیستمهای کنترل صنعتی هستند که وظیفه تبدیل انرژی هوای فشرده به حرکت مکانیکی خطی یا دورانی را بر عهده دارند. این اکچویتورها با فشار کاری معمول بین 2 تا 10 بار و دبی هوای مصرفی متناسب با قطر سیلندر (تا 2500 N·m گشتاور خروجی در مدلهای دورانی)، در صنایع مختلف استفاده میشوند. بدنه از آلومینیوم یا فولاد ضد خوردگی ساخته شده و آببندی با اورینگهای NBR یا Viton برای دوام بیشتر در محیطهای صنعتی انجام میگیرد. زمان پاسخ کمتر از 0.1 ثانیه و قابلیت عملکرد در دمای -20 تا +80°C از ویژگیهای عملکردی مهم آن است. اکچویتورهای پنوماتیکی در سیستمهای کنترل ولو، رباتیک صنعتی، بستهبندی، خطوط مونتاژ و صنایع پتروشیمی کاربرد گسترده دارند.
| پارامتر فنی | مقدار / محدوده | توضیح مهندسی |
|---|---|---|
| نوع حرکت | خطی / دورانی | قابل انتخاب بر اساس نوع شیر یا مکانیزم مورد استفاده |
| فشار کاری | 2 تا 10 bar | مناسب برای سیستمهای هوای فشرده صنعتی |
| گشتاور خروجی | تا 2500 N·m | در مدلهای دورانی برای کنترل ولوهای صنعتی |
| دبی مصرفی | بسته به قطر سیلندر (10 تا 500 L/min) | تعیینکننده سرعت پاسخ و توان خروجی |
| جنس بدنه | آلومینیوم / فولاد ضد خوردگی | مقاومت بالا در برابر فشار و خوردگی محیطی |
| نوع آببندی | NBR / Viton / PTFE | مقاوم در برابر دما و روغن در سیستمهای صنعتی |
| دمای کاری | -20 تا +80°C | مناسب برای محیطهای سردخانهای یا گرم صنعتی |
| زمان پاسخ | <0.1 ثانیه | سرعت بالا در کنترل ولو و فرآیندهای اتوماسیون |
| کاربردهای صنعتی | کنترل ولو، رباتیک، بستهبندی، پتروشیمی، صنایع غذایی | کاربرد گسترده در سیستمهای اتوماسیون صنعتی |
راهنمای نگهداری و افزایش عمر اکچویتور ALPHAIR actuators
برای افزایش عمر مفید اکچویتورهای پنوماتیکی ALPHAIR، رعایت اصول نگهداری مهندسی و بازبینی دورهای ضروری است. این اکچویتورها با فشار کاری 2 تا 8 بار و طراحی دقیق در بخش پیستون، سیل و یاتاقان، در برابر سایش مقاوماند اما نیازمند روانکاری مناسب، فیلتراسیون هوای ورودی و کنترل دقیق فشار هستند. استفاده از فیلتر 5 میکرون در ورودی هوای فشرده از ورود ذرات جلوگیری کرده و تعویض سالانه اورینگها از نشت و افت کارایی پیشگیری میکند. دمای کاری مجاز -20 تا +80°C باید رعایت شود تا مواد آببندی (NBR یا Viton) تخریب نشوند. بررسی منظم محور خروجی، تنظیم گشتاور و تست عملکرد در هر 2000 ساعت کاری موجب جلوگیری از خرابی زودهنگام و افزایش طول عمر تا بیش از 10 سال کاری میگردد.
- 1. فیلتراسیون هوای فشرده: استفاده از فیلتر 5 میکرون برای حذف ذرات و رطوبت در ورودی سیستم.
- 2. روانکاری دورهای: تزریق روغن مخصوص پنوماتیکی هر 1000 ساعت کاری جهت کاهش اصطکاک پیستون.
- 3. کنترل فشار کاری: حفظ فشار در محدوده 2 تا 8 بار برای جلوگیری از ضربه مکانیکی داخلی.
- 4. بررسی آببندی: تعویض اورینگها و سیلها هر 12 ماه یا پس از 2000 ساعت عملکرد.
- 5. دمای محیط: جلوگیری از کارکرد در دمای بالاتر از +80°C برای حفظ عملکرد لاستیکهای آببندی.
- 6. تست گشتاور خروجی: بررسی عملکرد محور و گشتاور برای اطمینان از عملکرد نرم و بدون نوسان.
- 7. جلوگیری از آلودگی: پوشش بیرونی را تمیز نگه دارید تا گرد و غبار باعث افت عملکرد نشود.
- 8. بررسی اتصالات پنوماتیکی: اطمینان از عدم نشتی در شیلنگها و کوپلینگها برای حفظ فشار پایدار.
- 9. کالیبراسیون موقعیت: تنظیم زاویه باز و بسته شدن در مدلهای دورانی طبق دستورالعمل کارخانه.
- 10. ثبت دورهای سرویس: مستندسازی سرویسها و تعویض قطعات جهت پیشگیری از خرابی ناگهانی.
بررسی تخصصی آکومولاتور هیداک (HYDAC) و نقش آن در سیستمهای هیدرولیک
آکومولاتور هیداک (HYDAC) یکی از اجزای حیاتی در سیستمهای هیدرولیک است که برای ذخیره، تنظیم و جذب انرژی فشاری سیال به کار میرود. این تجهیز با ساختار بلادر (Bladder)، پیستونی (Piston) و دیافراگمی (Diaphragm) طراحی میشود و فشار کاری آن معمولاً بین 90 تا 350 بار است. در سیستمهای صنعتی، آکومولاتور HYDAC باعث کاهش نوسانات فشار، جبران نشتی، حفظ پایداری جریان و جذب شوکهای هیدرولیکی میشود. بدنه از فولاد آلیاژی با پوشش ضد خوردگی و تاییدیه استاندارد PED 2014/68/EU ساخته میشود. گاز نیتروژن فشرده داخل محفظه، انرژی را ذخیره کرده و در زمان افت فشار مدار، سیال را با دبی کنترلشده به مدار بازمیگرداند. این ویژگی عملکرد یکنواخت پمپها را تضمین کرده و عمر تجهیزات و کارایی سیستم هیدرولیک را تا 25 درصد افزایش میدهد.
| ویژگی فنی | مقدار / استاندارد | توضیح مهندسی |
|---|---|---|
| نوع آکومولاتور | Bladder / Piston / Diaphragm | انتخاب بر اساس فشار، دبی و نوع کاربرد سیستم |
| فشار کاری | 90 تا 350 bar | مناسب برای مدارهای صنعتی، ماشینآلات سنگین و سیستمهای تست |
| حجم ذخیره سیال | 0.5 تا 50 لیتر | جبران نوسان جریان و افزایش پایداری عملکرد پمپ |
| گاز پرکننده | نیتروژن خشک (N₂) | جلوگیری از اکسیداسیون و تضمین عملکرد پایدار |
| جنس بدنه | فولاد آلیاژی با پوشش Zn-Ni | مقاوم در برابر فشار و خوردگی محیطی |
| استاندارد ساخت | PED 2014/68/EU – ISO 4413 | انطباق کامل با الزامات ایمنی و کنترل کیفیت اروپا |
| کاربرد اصلی | جذب شوک، ذخیره انرژی، جبران نشتی | افزایش طول عمر پمپ و شیرهای کنترلی |
| دمای کاری | -20 تا +80°C | قابل استفاده در محیطهای صنعتی سرد و گرم |
| تست فشار نهایی | 1.5 برابر فشار نامی | کنترل ایمنی عملکرد قبل از نصب در سیستم |
کاربردهای آکومولاتور EPE در صنایع مختلف
آکومولاتورهای EPE به عنوان یکی از اجزای کلیدی سیستمهای هیدرولیک، نقش حیاتی در ذخیره انرژی، تثبیت فشار و جذب شوکهای دینامیکی ایفا میکنند. این آکومولاتورها با فناوری بلادر (Bladder Type) و پیستونی (Piston Type) ساخته شده و با فشار کاری تا 350 بار و حجم ذخیره سیال بین 0.5 تا 50 لیتر در صنایع مختلف به کار میروند. ساختار دقیق و استفاده از گاز نیتروژن خشک (N₂) موجب پایداری عملکرد و واکنش سریع در تغییرات فشار میشود. آکومولاتورهای EPE در صنایع پتروشیمی، فولاد، ماشینسازی، هیدرولیک موبایل، نیروگاهها و خطوط اتوماسیون صنعتی کاربرد گسترده دارند. وظیفه اصلی آنها کاهش نوسانات فشار، حفظ فشار در زمان قطع پمپ، جبران نشتی مدار و بهینهسازی مصرف انرژی است. طراحی مطابق با استانداردهای PED 2014/68/EU و ISO 4413، ایمنی و دوام بالای عملکرد را تضمین میکند.
- 1. صنایع فولاد و نورد: ذخیره انرژی و تثبیت فشار در سیستمهای کنترل پرس و برش هیدرولیکی.
- 2. صنایع پتروشیمی و پالایشگاه: جذب شوکهای فشاری در خطوط انتقال سیالات و پمپهای فرآیندی.
- 3. ماشینآلات سنگین و راهسازی: حفظ پایداری عملکرد هیدرولیک در بیل مکانیکی، بولدوزر و گریدر.
- 4. نیروگاهها و سیستمهای تولید انرژی: کمک به تثبیت مدارهای کنترل فشار و جلوگیری از نوسان در خطوط فشار بالا.
- 5. خطوط تولید اتوماتیک و CNC: تامین فشار لحظهای برای جبران افت ناگهانی و افزایش دقت حرکتی.
- 6. سیستمهای کنترل دریچه و ولو: ذخیره انرژی برای باز و بسته شدن سریع در شرایط اضطراری.
- 7. تجهیزات آزمایشگاهی و تست هیدرولیک: تامین فشار یکنواخت برای تست نشتی، دوام و شوک.
- 8. صنایع معدنی و حفاری: کاهش ضربات ناشی از پمپهای پیستونی و تثبیت فشار در خطوط انتقال سیال.
- 9. سیستمهای هیدرولیک موبایل: جبران نوسان فشار در ماشینآلات حملونقل و تجهیزات بالابر.
- 10. خطوط تزریق و قالبگیری پلاستیک: حفظ فشار یکنواخت برای تزریق دقیق مواد در قالبها.
نحوه انتخاب آکومولاتور مناسب از برند اولایر
انتخاب آکومولاتور مناسب از برند اولایر (OLAER) نیازمند تحلیل دقیق پارامترهای فنی سیستم هیدرولیک است تا بهترین عملکرد و ایمنی تضمین شود. در گام نخست باید نوع آکومولاتور (بلادر، پیستونی یا دیافراگمی) بر اساس نوع کاربرد و دبی مورد نیاز تعیین گردد. محدوده فشار کاری سیستم معمولاً بین 90 تا 350 بار بوده و باید آکومولاتوری با فشار نامی حداقل 25 درصد بالاتر از فشار کاری مدار انتخاب شود. حجم مؤثر سیال نیز با توجه به نیاز ذخیره انرژی یا جذب شوک محاسبه میشود (معمولاً بین 0.5 تا 50 لیتر). جنس بدنه و آببندی باید متناسب با نوع سیال (روغن معدنی یا سنتتیک) انتخاب گردد. گاز پرکننده نیتروژن خشک (N₂) باید مطابق استاندارد PED 2014/68/EU شارژ شود. در نهایت، دمای کاری مجاز بین -20 تا +80°C، شرایط نصب عمودی و قابلیت سرویسدهی سریع از نکات کلیدی در انتخاب آکومولاتور OLAER است.
- 1. تعیین نوع آکومولاتور: انتخاب بین مدلهای بلادر (Bladder)، پیستونی (Piston) یا دیافراگمی (Diaphragm) بر اساس نوع کاربرد و فضای نصب.
- 2. بررسی فشار کاری سیستم: انتخاب آکومولاتور با فشار نامی حداقل 25% بالاتر از فشار کاری مدار (مثلاً 350 بار برای سیستمهای 280 بار).
- 3. محاسبه حجم مؤثر: محاسبه حجم سیال ذخیره شده با توجه به نیاز انرژی، نوسان فشار یا جذب ضربه (0.5 تا 50 لیتر).
- 4. انتخاب گاز پرکننده: استفاده از نیتروژن خشک (N₂) با فشار اولیه تنظیمشده طبق فرمول P₀ = 0.9 × Pmin.
- 5. سازگاری با سیال هیدرولیک: انتخاب دیافراگم و بدنه مقاوم در برابر روغنهای معدنی، استر فسفات یا سیالات سنتتیک.
- 6. دمای کاری محیط: توجه به محدوده عملکرد -20 تا +80°C برای جلوگیری از آسیب به الاستومرها.
- 7. استانداردهای طراحی: تطابق کامل با استانداردهای PED 2014/68/EU و ISO 4413 برای ایمنی و کیفیت ساخت.
- 8. شرایط نصب: نصب ترجیحاً به صورت عمودی در نزدیکی پمپ برای جذب بهینه نوسانات فشار.
- 9. نگهداری و سرویس: بررسی فشار گاز و نشتی هر 6 ماه و تنظیم مجدد فشار شارژ با کیت OLAER.
- 10. انتخاب بر اساس عملکرد: مدلهای سری OLAER NG برای جذب شوک، و سری OLAER EHV برای ذخیره انرژی توصیه میشوند.
نحوه شارژ گاز نیتروژن در آکومولاتور بلدری هیداک
شارژ گاز نیتروژن در آکومولاتور بلدری هیداک (HYDAC Bladder Accumulator) یکی از مراحل حیاتی نگهداری و بهرهبرداری ایمن سیستمهای هیدرولیک است. این فرآیند باید با استفاده از کیت شارژ و کنترل گاز HYDAC FPU یا FGC انجام شود تا فشار نیتروژن بهصورت دقیق تنظیم گردد. ابتدا سیستم باید از فشار هیدرولیک تخلیه شود، سپس شیر گاز باز شده و فشار اولیه (P₀) مطابق با حدود 0.9 برابر فشار حداقل مدار (Pmin) تنظیم میگردد. گاز مورد استفاده باید نیتروژن خشک و بدون رطوبت (N₂) با خلوص حداقل 99.9% باشد. حین شارژ، افزایش فشار باید بهآرامی انجام گیرد تا از پارگی بلادر جلوگیری شود. پس از رسیدن به فشار مورد نظر، اتصال گاز بسته شده و با تست نشتی و کنترل مجدد فشار پس از 12 ساعت، عملکرد سیستم تأیید میگردد. رعایت استاندارد PED 2014/68/EU و استفاده از تجهیزات ایمن الزامی است.
- 1. ایمنسازی سیستم: تخلیه کامل فشار هیدرولیک از مدار و اطمینان از قطع جریان سیال.
- 2. تجهیزات مورد نیاز: استفاده از کیت شارژ HYDAC FPU یا FGC به همراه سیلندر نیتروژن خشک.
- 3. اتصال به شیر گاز: نصب شیلنگ فشار قوی به پورت گاز آکومولاتور با استفاده از آداپتور مناسب.
- 4. بررسی فشار اولیه مورد نیاز: محاسبه فشار نیتروژن طبق رابطه P₀ = 0.9 × Pmin (مثلاً برای Pmin=100 bar، فشار شارژ = 90 bar).
- 5. شروع شارژ گاز: باز کردن تدریجی شیر سیلندر نیتروژن و افزایش آهسته فشار تا مقدار محاسبهشده.
- 6. تثبیت فشار: بستن شیر گاز پس از رسیدن به فشار مطلوب و انتظار 2 تا 3 دقیقه برای تعادل دما و فشار.
- 7. تست نشتی: بررسی اتصالات با محلول کف صابون یا ابزار تست نشتی برای اطمینان از آببندی کامل.
- 8. قطع تجهیزات شارژ: جدا کردن شیلنگ و بستن درپوش شیر گاز با گشتاور مناسب.
- 9. تست فشار مجدد: کنترل فشار پس از 12 ساعت جهت اطمینان از عدم افت گاز.
- 10. ثبت و مستندسازی: ثبت فشار شارژ، تاریخ و نام اپراتور برای سوابق نگهداری سیستم.
مقایسه فاکتورهای کیفی و عملکرد آکومولاتور تیوپی هیداک با مدل های مشابه
آکومولاتور تیوپی هیداک (HYDAC Bladder Accumulator) به دلیل طراحی دقیق، مواد مقاوم و کنترل کیفی پیشرفته، یکی از معتبرترین گزینهها در سیستمهای هیدرولیک صنعتی محسوب میشود. این مدل با فشار کاری تا 350 بار، حجم ذخیره 0.5 تا 50 لیتر و گاز پرکننده نیتروژن خشک (N₂)، پایداری عملکردی بالایی در جذب شوک و جبران نوسانات فشار ارائه میدهد. بدنه فولادی با پوشش Zn-Ni ضد خوردگی و تیوپ داخلی از NBR یا Butyl ساخته میشود که تحمل دمایی -20 تا +80°C دارد. در مقایسه با مدلهای مشابه مانند Parker و EPE، آکومولاتور HYDAC دارای راندمان حجمی بالاتر (تا 98%)، زمان پاسخ سریعتر (کمتر از 15 میلیثانیه) و چرخه عمر طولانیتر است. همچنین رعایت کامل استانداردهای PED 2014/68/EU و ISO 4413 تضمینکننده ایمنی، دوام و دقت عملکرد در کاربردهای صنعتی سنگین و حساس است.
| فاکتور فنی / کیفی | HYDAC Bladder | Parker Bladder | EPE Bladder | توضیح مهندسی مقایسهای |
|---|---|---|---|---|
| فشار کاری (bar) | 90 – 350 | 90 – 300 | 100 – 350 | HYDAC دارای محدوده فشار گستردهتر برای مدارهای سنگین صنعتی است. |
| راندمان حجمی (%) | 96 – 98 | 94 – 96 | 93 – 97 | تیوپ NBR هیداک باعث کاهش تلفات حجمی و افزایش دقت خروجی میشود. |
| زمان پاسخ (میلیثانیه) | <15 | <20 | <18 | HYDAC سریعتر در برابر افت فشار واکنش نشان میدهد. |
| حجم ذخیره (لیتر) | 0.5 – 50 | 1 – 40 | 0.5 – 40 | انعطاف بالاتر HYDAC در انتخاب حجم کاربردی. |
| جنس بدنه | فولاد آلیاژی با پوشش Zn-Ni | فولاد نیتروکربوریزه | فولاد فسفاته | پوشش HYDAC مقاومت خوردگی بهتری در محیطهای پتروشیمی دارد. |
| تیوپ داخلی | NBR / Butyl | EPDM / NBR | NBR | مواد انتخابی HYDAC تعادل بهتری بین انعطاف و مقاومت دمایی ایجاد میکند. |
| طول عمر کاری | >10⁶ سیکل | ≈8×10⁵ سیکل | ≈9×10⁵ سیکل | فرآیند تست فشار هیداک عمر طولانیتری را تضمین میکند. |
| استانداردهای کنترل کیفیت | PED / ISO 4413 / CE | CE / ASME | PED / CE | انطباق کامل HYDAC با الزامات اروپایی و صنعتی. |
| کاربردهای صنعتی | فولاد، پتروشیمی، ماشینسازی، انرژی | ماشینآلات، خطوط تولید | پتروشیمی، تست هیدرولیک | HYDAC مناسبترین گزینه برای سیستمهای سنگین و دینامیکی است. |
مقایسه اکومولاتور HYDAC با سایر برندها
آکومولاتورهای هیداک (HYDAC) به دلیل دقت طراحی، فناوری تولید پیشرفته و انطباق کامل با استانداردهای بینالمللی، در مقایسه با برندهای مطرحی مانند Parker، Olaer و EPE برتری عملکردی قابل توجهی دارند. این آکومولاتورها با فشار کاری تا 350 بار، راندمان حجمی بیش از 97 درصد و ساختار مقاوم از فولاد آلیاژی با پوشش Zn-Ni ضد خوردگی، عملکردی پایدار و ایمن در محیطهای صنعتی سخت ارائه میدهند. استفاده از گاز نیتروژن خشک (N₂) در طراحی بلادر یا پیستونی موجب واکنش سریع در تغییرات فشار و جذب مؤثر شوکهای هیدرولیکی میشود. در مقایسه با مدلهای دیگر، HYDAC دارای زمان پاسخ کوتاهتر، طول عمر بیش از یک میلیون سیکل و قابلیت سرویس آسان است. همچنین تطابق کامل با استانداردهای PED 2014/68/EU، ISO 4413 و CE Marking، ایمنی و کیفیت ساخت بالای آن را در صنایع فولاد، پتروشیمی، انرژی و ماشینسازی تضمین میکند.
| فاکتور مقایسه | HYDAC | Parker | Olaer | EPE | توضیح مهندسی |
|---|---|---|---|---|---|
| فشار کاری (bar) | 90 – 350 | 100 – 300 | 90 – 330 | 100 – 350 | HYDAC محدوده فشار گستردهتری برای مدارهای سنگین دارد. |
| نوع آکومولاتور | Bladder / Piston / Diaphragm | Bladder / Piston | Bladder / Piston | Bladder | تنوع طراحی HYDAC برای کاربردهای مختلف صنعتی بیشتر است. |
| راندمان حجمی (%) | 96 – 98 | 94 – 96 | 95 – 97 | 93 – 96 | بهدلیل طراحی دقیق بلادر، تلفات حجمی در HYDAC کمتر است. |
| زمان پاسخ (میلیثانیه) | <15 | <20 | <18 | <19 | HYDAC سریعترین پاسخ را در مدارهای شوکدار دارد. |
| جنس بدنه | فولاد آلیاژی Zn-Ni | فولاد نیتروکربوریزه | فولاد فسفاته | فولاد کربنی | پوشش HYDAC مقاومت بالاتری در برابر خوردگی ایجاد میکند. |
| تیوپ داخلی | NBR / Butyl / EPDM | NBR / EPDM | Butyl / NBR | NBR | HYDAC گزینههای بیشتری برای تطبیق با نوع سیال دارد. |
| عمر کاری (سیکل) | >1,000,000 | ≈800,000 | ≈900,000 | ≈850,000 | طول عمر مکانیکی HYDAC بیش از سایر برندها است. |
| استانداردهای کنترل کیفیت | PED / ISO 4413 / CE | CE / ASME | PED / CE | PED / CE | HYDAC بیشترین انطباق با الزامات ایمنی اروپایی را دارد. |
| کاربردهای اصلی | فولاد، انرژی، پتروشیمی، ماشینسازی | ماشینآلات عمومی | پتروشیمی، نیروگاهها | تست هیدرولیک، ابزار دقیق | HYDAC مناسبترین انتخاب برای محیطهای صنعتی سنگین است. |
انواع مدل های اکومولاتور برند هیداک
برند هیداک (HYDAC) یکی از پیشروترین تولیدکنندگان آکومولاتور در سطح جهانی است که برای نیازهای متنوع سیستمهای هیدرولیک، طیف گستردهای از مدلها را ارائه میدهد. آکومولاتورهای HYDAC در سه نوع اصلی تیوپی (Bladder Type)، پیستونی (Piston Type) و دیافراگمی (Diaphragm Type) تولید میشوند و هرکدام برای شرایط کاری خاصی طراحی شدهاند. مدلهای SB، SB330، SB016 از نوع بلادر، مدلهای SK و SP از نوع پیستونی و مدلهای AC و AD از نوع دیافراگمی هستند. محدوده فشار کاری آنها از 90 تا 350 بار و حجم ذخیره سیال از 0.2 تا 50 لیتر متغیر است. تمامی مدلها مطابق با استانداردهای PED 2014/68/EU، ISO 4413 و CE ساخته میشوند و قابلیت استفاده در صنایع فولاد، انرژی، پتروشیمی، ماشینسازی و تجهیزات تست فشار را دارند. طراحی ماژولار، قطعات قابل تعویض و خدمات پس از فروش جهانی از ویژگیهای کلیدی آکومولاتورهای HYDAC است.
| مدل آکومولاتور | نوع ساختار | فشار کاری (bar) | حجم ذخیره (لیتر) | کاربرد صنعتی | ویژگی مهندسی |
|---|---|---|---|---|---|
| HYDAC SB Series | Bladder Type | 90 – 330 | 0.5 – 50 | جذب شوک، ذخیره انرژی | تیوپ NBR قابل تعویض، زمان پاسخ کمتر از 15ms |
| HYDAC SB330 | Bladder Type | تا 350 | 0.5 – 32 | مدارهای دینامیکی فشار بالا | بدنه فولادی Zn-Ni با مقاومت خوردگی بالا |
| HYDAC SB016 | Mini Bladder | 100 – 250 | 0.2 – 1.4 | مدارهای تست و ابزار دقیق | ابعاد کوچک و نصب آسان در فضای محدود |
| HYDAC SK Series | Piston Type | 100 – 350 | 1 – 50 | پرسهای هیدرولیک و ماشینسازی | حرکت پیستون دقیق برای تنظیم فشار یکنواخت |
| HYDAC SP Series | Piston Type | 150 – 350 | 5 – 40 | سیستمهای صنعتی سنگین | مناسب برای مدارهای با دبی بالا و پمپهای پیستونی |
| HYDAC AC Series | Diaphragm Type | 90 – 250 | 0.5 – 10 | سیستمهای کنترل فشار سریع | پاسخ لحظهای در نوسانات فشار |
| HYDAC AD Series | Diaphragm Type | تا 210 | 0.5 – 5 | ماشینآلات سبک و خطوط اتوماسیون | ساختار فشرده، مناسب مدارهای کنترل ولو |
نکات ایمنی و نگهداری آکومولاتور پیستونی هایداک
رعایت نکات ایمنی و نگهداری در آکومولاتور پیستونی هایداک (HYDAC Piston Accumulator) نقش مهمی در افزایش عمر مفید، پایداری فشار و جلوگیری از خطرات انفجار یا نشتی دارد. این آکومولاتورها با فشار کاری تا 350 بار و گاز نیتروژن خشک بهعنوان عامل فشردهسازی، نیازمند کنترل دقیق پریشارژ (Precharge) با حداکثر 90 درصد فشار کاری سیستم هستند. انجام سرویس دورهای هر 6 تا 12 ماه شامل بررسی عملکرد شیر شارژ، وضعیت آببندی پیستون و فشار گاز توصیه میشود. استفاده از گیج تست HYDAC FPU یا FPU-1 برای اندازهگیری فشار گاز و پر کردن استاندارد با N₂ خالص (99.9%) الزامی است. در هنگام جداسازی یا تعمیر، باید فشار سیستم کاملاً تخلیه شود و از تجهیزات حفاظتی نظیر عینک و دستکش صنعتی استفاده گردد. نگهداری در دمای 15 تا 25°C و جلوگیری از رطوبت یا خوردگی سطح بدنه، عمر کاری را تا بیش از 10⁶ سیکل افزایش میدهد.
- قبل از هرگونه سرویس یا جداسازی، فشار سیستم به طور کامل تخلیه شود.
- فشار گاز نیتروژن (Precharge) نباید بیش از 90٪ فشار کاری سیستم تنظیم شود.
- تنها از گاز نیتروژن خشک با خلوص حداقل 99.9٪ برای شارژ استفاده گردد.
- هر 6 تا 12 ماه فشار گاز و عملکرد پیستون با ابزار تست HYDAC FPU بررسی شود.
- در صورت نشتی روغن یا افت فشار، آببندی داخلی و پیستون باید تعویض گردد.
- دمای محیط نگهداری بین 15 تا 25 درجه سانتیگراد و رطوبت کمتر از 70٪ حفظ شود.
- از نصب آکومولاتور در نزدیکی منابع گرمایی، ارتعاش شدید یا نور مستقیم خورشید خودداری شود.
- قبل از راهاندازی مجدد سیستم، اتصالات و شیر اطمینان فشار بررسی و تایید شوند.
- بدنه آکومولاتور باید عاری از زنگزدگی یا خوردگی سطحی باشد.
- در زمان حمل و نصب، از پوشش محافظ برای اتصالات و شیر شارژ استفاده شود.
- سرویس دورهای توسط تکنسین مجاز HYDAC و مطابق با استاندارد ISO 4413 انجام گیرد.
فاکتورهای موثر بر خرید و قیمت آکومولاتور دیافراگمی OLAER فرانسه
-
1. حجم نامی آکومولاتور (Nominal Volume)
حجم آکومولاتور که معمولاً بین 0.1 تا 10 لیتر است، مستقیماً روی قیمت اثر دارد. ظرفیت بالاتر هزینه مواد و ساخت را افزایش می دهد.
حدود قیمت مهندسی: 0.1–1 لیتر ≈ $250–$600، 2–10 لیتر ≈ $600–$2,500.
-
2. فشار کاری و کلاس طراحی
آکومولاتورهای OLAER معمولاً در فشارهای 100 تا 350 بار ساخته می شوند. افزایش فشار طراحی نیازمند دیافراگم و پوسته مقاوم تر است.
حدود قیمت: 100 بار ≈ $300–$700، 350 بار ≈ $800–$2,200.
-
3. نوع دیافراگم و جنس الاستومر
دیافراگم از موادی مانند NBR، EPDM یا FKM ساخته می شود. انتخاب مواد متناسب با نوع سیال و دما روی قیمت اثرگذار است.
افزایش قیمت برای دیافراگم مقاوم در برابر دما یا روغن خاص ≈ $100–$400.
-
4. جنس بدنه و روکش سطحی
بدنه فولادی کربنی گزینه استاندارد است. نسخه های ضد خوردگی یا استنلس استیل گران تر هستند و برای محیط های صنعتی خاص استفاده می شوند.
افزایش قیمت برای فولاد ضد زنگ ≈ $300–$1,200 بسته به حجم و فشار.
-
5. فشار پیش بار (Pre-Charge Pressure)
تنظیم فشار نیتروژن اولیه با دقت بالا نیازمند تجهیزات خاص است و هزینه را کمی افزایش می دهد.
افزایش قیمت برای کالیبراسیون دقیق پیش بار ≈ $50–$150 به ازای هر واحد.
-
6. نوع اتصال و سایز رزوه
نوع اتصال (BSP، NPT یا SAE) و سایز آن بر سهولت نصب و هزینه تولید تاثیر دارد.
افزایش قیمت برای اتصالات خاص ≈ $30–$200 بسته به نوع رزوه و آب بندی.
-
7. استانداردهای طراحی و گواهی ها
آکومولاتورهای دارای تاییدیه CE، PED یا ASME به علت تست و کنترل کیفی بیشتر قیمت بالاتری دارند.
افزایش قیمت برای نسخه های دارای گواهی بین المللی ≈ $100–$500.
-
8. کشور تولید و اصالت برند
محصولات اصلی ساخت فرانسه با کیفیت بالاتر و دقت مونتاژ بیشتر عرضه می شوند و از نسخه های OEM گران تر هستند.
اختلاف قیمت بین نسخه اصل و OEM ≈ 25% تا 70% بسته به مدل.
-
9. شرایط محیطی و دمای کاری
در کاربردهای با دمای بالا یا محیط خورنده نیاز به دیافراگم ویژه و آبکاری ضد زنگ است که قیمت را افزایش می دهد.
افزایش قیمت مهندسی ≈ $100–$600 نسبت به نسخه استاندارد.
-
10. خدمات پس از فروش و گارانتی
وجود ضمانتنامه طولانی، آموزش نصب و قطعات یدکی رسمی در قیمت موثر است.
افزایش قیمت برای خدمات و پشتیبانی گسترده ≈ 5%–20% از مبلغ پایه.
-
11. تیراژ خرید و شرایط سفارش
خرید عمده از نمایندگی رسمی معمولاً موجب تخفیف قابل توجه در قیمت واحد می شود.
تخفیف تیراژ مهندسی ≈ 5% برای سفارشات متوسط تا 25% برای خریدهای صنعتی بزرگ.
-
12. هزینه حمل، تعرفه گمرکی و نرخ ارز
تغییرات نرخ دلار و تعرفه واردات اثر مستقیم بر قیمت نهایی آکومولاتور دارد.
تغییرات ممکن است باعث نوسان 10% تا 35% در هزینه تمام شده شوند.
جمع بندی: قیمت تقریبی آکومولاتور دیافراگمی OLAER فرانسه بین $300 تا $2,500 بسته به حجم، فشار و نوع متریال متغیر است.
بوستر فشار FLUID2: معرفی، عملکرد و راهنمای انتخاب
بوستر فشار FLUID2 یکی از تجهیزات پیشرفته در سیستمهای هیدرولیک و پنوماتیک است که برای افزایش فشار سیال بدون نیاز به پمپ اضافی استفاده میشود. این دستگاه با استفاده از مکانیزم تقویت فشار از طریق سیلندر دو مرحلهای یا پیستون تفاضلی، فشار ورودی هوا یا روغن را تا دو تا ده برابر افزایش میدهد. فشار خروجی معمولاً در محدوده 50 تا 700 بار تنظیم میشود و به کمک شیر کنترل داخلی، خروجی کاملاً پایدار و بدون نوسان فراهم میگردد. بوستر FLUID2 از آلیاژ آلومینیوم و فولاد ضد خوردگی ساخته شده و دارای وزن سبک و عمر کاری بالا است. این تجهیز در تست هیدرواستاتیک، تجهیزات پرس، خطوط مونتاژ، تزریق سیال، کنترل نشتی و صنایع پتروشیمی کاربرد گسترده دارد. طراحی مطابق با استانداردهای ISO 4413 و CE، تضمینکننده ایمنی و راندمان بالا در پروژههای صنعتی و اتوماسیون پیشرفته است.
- 1. عملکرد تقویتی: افزایش فشار سیال ورودی (هوا یا روغن) تا 10 برابر با استفاده از پیستون تفاضلی دو مرحلهای.
- 2. محدوده فشار کاری: فشار خروجی قابل تنظیم بین 50 تا 700 بار بسته به مدل و نوع سیال.
- 3. نوع محرک: استفاده از نیروی هوای فشرده (4 تا 8 بار) برای راهاندازی مدار تقویت فشار.
- 4. جنس بدنه: آلیاژ آلومینیوم آنودایز شده و فولاد ضد زنگ برای دوام و مقاومت در برابر خوردگی.
- 5. سرعت پاسخ: زمان افزایش فشار کمتر از 3 ثانیه برای سیستمهای تست سریع و دقیق.
- 6. انتخاب ظرفیت: بر اساس نسبت تقویت فشار (Booster Ratio) و دبی مورد نیاز سیستم.
- 7. سازگاری سیال: مناسب برای هوا، نیتروژن، روغن هیدرولیک و برخی سیالات صنعتی بیخورنده.
- 8. نصب و ایمنی: نصب افقی یا عمودی با شیر اطمینان و فیلتر 5 میکرون در مسیر ورودی.
- 9. کاربردهای صنعتی: تست فشار، هیدروفرمینگ، کنترل نشتی، سیستمهای کلمپ و تزریق سیال.
- 10. استانداردها: طراحی و ساخت بر اساس ISO 4413، CE و دستورالعملهای ایمنی صنعتی اروپا.
شیر HAFNER چیست و چه کاربردی دارد؟
شیر HAFNER یکی از اجزای کلیدی در سیستمهای پنوماتیکی و اتوماسیون صنعتی است که برای کنترل جریان، جهت و فشار هوای فشرده در مدارها به کار میرود. این شیرها در انواع سلونوئیدی، مکانیکی، دستی و پایلوتدار تولید میشوند و با فشار کاری بین 2 تا 10 بار و دمای کاری -10 تا +80°C عملکردی دقیق و پایدار دارند. ساختار بدنه از آلومینیوم آنودایز شده یا برنج صنعتی بوده و آببندی با اورینگهای NBR یا FKM انجام میشود تا عمر کاری طولانی و عملکرد بدون نشتی تضمین گردد. شیرهای HAFNER با استاندارد ISO 5599/1 و NAMUR سازگار هستند و به راحتی در سیستمهای کنترل ولو، جکهای پنوماتیک، ماشینآلات بستهبندی، خطوط مونتاژ و صنایع خودروسازی نصب میشوند. سرعت پاسخ بالا، مقاومت در برابر آلودگی و قابلیت تعویض سریع کویل از ویژگیهای بارز این برند آلمانی است.
- 1. کنترل جکهای پنوماتیکی: تنظیم مسیر و زمان حرکت سیلندرهای دوطرفه و یکطرفه.
- 2. سیستمهای اتوماسیون خطوط تولید: هماهنگی دقیق بین اجزای حرکتی و کنترل مرکزی PLC.
- 3. صنایع بستهبندی و غذایی: کنترل سرعت، فشار و توالی حرکات در دستگاههای بستهبندی اتوماتیک.
- 4. تجهیزات تست و مونتاژ قطعات: ایجاد فرمان سریع برای ابزارهای پنوماتیکی در خطوط مونتاژ.
- 5. سیستمهای کنترل ولو صنعتی: فعالسازی ولوهای کنترلی در صنایع پتروشیمی، داروسازی و انرژی.
- 6. ماشینآلات خودروسازی: اجرای حرکات دقیق در فرآیند پرس، رنگکاری و مونتاژ قطعات خودرو.
- 7. تجهیزات پنوماتیک قابل حمل: کنترل جریان هوا در ابزارهای صنعتی و سیستمهای تست فشار.
کاربردهای شیر دیافراگمی TURBO در صنایع مختلف
شیر دیافراگمی TURBO یکی از پرکاربردترین تجهیزات در سیستمهای کنترل جریان سیالات تمیز، خورنده و نیمهخورنده است که در صنایع مختلف از جمله آب و فاضلاب، پتروشیمی، داروسازی و غذایی مورد استفاده قرار میگیرد. این شیر با استفاده از دیافراگم الاستومری یا PTFE جریان را بهصورت دقیق قطع و وصل کرده و مانع تماس مستقیم سیال با اجزای فلزی میشود. فشار کاری آن معمولاً تا 10 بار و دمای کاری بین -10 تا +120°C است. بدنه شیر از PVC، PP، استیل یا چدن اپوکسی ساخته میشود و طراحی آن به گونهای است که جریان بدون تلاطم و افت فشار کم عبور کند. شیر TURBO به دلیل واکنش سریع، مقاومت شیمیایی بالا، تعمیر و نگهداری آسان و انطباق با استانداردهای DIN و ISO 5211، گزینهای ایدهآل برای سیستمهای کنترل دقیق سیال در محیطهای صنعتی و فرایندهای حساس به آلودگی است.
- 1. صنایع آب و فاضلاب: کنترل جریان آب تصفیهشده، پساب و مواد شیمیایی در تصفیهخانهها.
- 2. صنایع پتروشیمی و شیمیایی: انتقال و کنترل اسیدها، بازها و محلولهای خورنده با مقاومت بالا.
- 3. صنایع داروسازی: کنترل سیالات استریل در خطوط تولید دارو و تجهیزات شستوشوی CIP/SIP.
- 4. صنایع غذایی و نوشیدنی: کنترل دقیق جریان مواد خوراکی و مایعات حساس به آلودگی.
- 5. سیستمهای خلأ و هوای فشرده: حفظ فشار پایدار و جلوگیری از نشتی در مدارهای هوای تمیز.
- 6. واحدهای انرژی و نیروگاهها: کنترل سیالات خنککننده و شیمیایی در سیستمهای مدار بسته.
- 7. تجهیزات تصفیه شیمیایی: استفاده در خطوط تزریق مواد ضد رسوب، ضد خوردگی و کلر.
- 8. صنایع کاغذ و سلولز: کنترل جریان مواد شیمیایی سفیدکننده و شستوشو با مقاومت شیمیایی بالا.
مقایسه راندمان و مصرف انرژی شیر نورگرن با سایر مدل های مشابه
شیرهای پنوماتیک Norgren با طراحی بهینه، تلفات فشار کم و پاسخ سریع، در مقایسه با مدلهای مشابه مانند Festo و SMC راندمان بالاتری ارائه میدهند. مصرف انرژی این شیرها به دلیل طراحی داخلی کم اصطکاک و مسیر کوتاه جریان، حدود 5 تا 15 درصد کمتر از رقبا است. زمان پاسخ شیر Norgren معمولاً کمتر از 10 میلیثانیه است، در حالی که مدلهای مشابه بین 12 تا 20 میلیثانیه زمان پاسخ دارند. این ویژگیها باعث کاهش مصرف هوا، افزایش عمر تجهیزات و بهینهسازی عملکرد سیستمهای پنوماتیک در صنایع خودروسازی، بستهبندی و خطوط تولید اتوماتیک میشود. همچنین شیرهای Norgren قابلیت تطبیق با فشار کاری 2 تا 10 بار و دبی 50 تا 500 L/min را دارند و عملکرد پایدار در دماهای -20 تا +70°C ارائه میکنند.
| پارامتر فنی | Norgren | Festo | SMC |
|---|---|---|---|
| زمان پاسخ (ms) | <10 | 12–18 | 15–20 |
| تلفات فشار (bar) | 0.1–0.3 | 0.2–0.5 | 0.25–0.5 |
| مصرف انرژی / هوای فشرده | 5–15% کمتر | معمولی | معمولی |
| محدوده فشار کاری (bar) | 2–10 | 2–10 | 2–10 |
| دمای کاری (°C) | -20 تا +70 | -20 تا +60 | -20 تا +60 |
| ظرفیت جریان (L/min) | 50–500 | 40–450 | 50–400 |
| مزایا | راندمان بالا، مصرف انرژی کم، زمان پاسخ سریع | قیمت مناسب، دسترسی آسان | قابلیت تطبیق بالا، تنوع مدل |
| معایب | هزینه اولیه بالاتر نسبت به برخی مدلهای اقتصادی | تلفات فشار نسبتا بیشتر | زمان پاسخ کمی بالاتر، مصرف انرژی بیشتر |
مزایا و ویژگیهای فنی شیر پنوماتیک FLUID2
شیرهای پنوماتیک FLUID2 با طراحی مدرن و مسیر جریان بهینه، عملکرد دقیق و پاسخ سریع در سیستمهای پنوماتیک صنعتی ارائه میدهند. این شیرها دارای زمان پاسخ کمتر از 12 میلیثانیه، تلفات فشار کم بین 0.1 تا 0.4 بار و محدوده فشار کاری 2 تا 10 بار هستند. بدنه شیر از آلومینیوم مقاوم یا پلاستیک صنعتی با دوام بالا ساخته شده و اورینگها و آببندی از جنس NBR یا Viton برای عملکرد طولانی مدت استفاده میشوند. ویژگیهای مهم شامل مصرف هوای بهینه، قابلیت اتصال مستقیم به بلوکهای استاندارد ISO، دبی جریان 50 تا 500 L/min و سازگاری با دمای محیط -20 تا +70°C است. این شیرها برای کاربردهای صنعتی مانند خطوط تولید، بستهبندی، سیستمهای اتوماسیون و ماشینآلات سبک و سنگین مناسب بوده و عمر طولانی، دقت عملکرد و کاهش هزینههای انرژی را فراهم میکنند.
- زمان پاسخ سریع: کمتر از 12 میلیثانیه برای کنترل دقیق جریان و حرکت پیستون.
- تلفات فشار پایین: بین 0.1 تا 0.4 بار، کاهش اتلاف انرژی در مدار پنوماتیک.
- محدوده فشار کاری: 2 تا 10 بار، مناسب برای اکثر سیستمهای هوای فشرده صنعتی.
- جنس بدنه: آلومینیوم مقاوم یا پلاستیک صنعتی با دوام بالا و مقاوم در برابر خوردگی.
- نوع آببندی: اورینگهای NBR یا Viton برای طول عمر بالا و مقاومت در برابر روغن و حرارت.
- دبی جریان: 50 تا 500 L/min بسته به قطر و نوع شیر.
- دمای کاری: -20 تا +70°C، مناسب برای محیطهای صنعتی با نوسان دما.
- اتصال استاندارد: قابلیت نصب مستقیم روی بلوکهای ISO و منیفولدهای صنعتی.
- صرفهجویی انرژی: طراحی مسیر جریان بهینه باعث کاهش مصرف هوای فشرده و هزینه عملیاتی میشود.
- کاربرد صنعتی گسترده: خطوط تولید، بستهبندی، ماشینآلات سبک و سنگین، سیستمهای اتوماسیون.
نحوه عملکرد شیر پرس پنوماتیک FLUID2 در سیستمهای پنوماتیک
شیر پرس پنوماتیک FLUID2 وظیفه کنترل دقیق جریان هوای فشرده و حرکت پیستون در سیستمهای پنوماتیک را دارد. این شیر با استفاده از سیگنال ورودی پنوماتیک یا الکترومغناطیسی مسیر جریان را باز یا بسته میکند و فشار کاری بین 2 تا 10 بار را مدیریت میکند. با زمان پاسخ کمتر از 12 میلیثانیه، شیر امکان حرکت سریع و دقیق پیستون را فراهم کرده و تلفات فشار بین 0.1 تا 0.4 بار باعث صرفهجویی انرژی در مدار میشود. مسیر داخلی بهینه، اصطکاک کم و آببندی با اورینگهای NBR یا Viton عملکرد پایدار در دمای -20 تا +70°C را تضمین میکند. شیر FLUID2 در پرسهای پنوماتیک، خطوط تولید و ماشینآلات اتوماسیون، حرکت دقیق و ایمن سیلندرها را فراهم کرده و از فشار بیش از حد یا حرکت نادرست پیستون جلوگیری میکند.
- ورودی کنترل: دریافت سیگنال پنوماتیک یا الکترومغناطیسی برای باز و بسته کردن مسیر جریان.
- کنترل فشار: مدیریت فشار کاری بین 2 تا 10 بار جهت حرکت ایمن پیستون.
- حرکت سریع پیستون: زمان پاسخ کمتر از 12 میلیثانیه برای عملکرد دقیق در پرسهای صنعتی.
- تلفات فشار پایین: 0.1 تا 0.4 بار باعث کاهش مصرف هوای فشرده و افزایش راندمان سیستم میشود.
- مسیر جریان بهینه: طراحی داخلی کم اصطکاک برای حرکت نرم و جلوگیری از سایش قطعات.
- آببندی مطمئن: استفاده از اورینگهای NBR یا Viton برای عملکرد پایدار و طول عمر طولانی.
- دمای کاری: عملکرد در محدوده -20 تا +70°C، مناسب برای محیطهای صنعتی متنوع.
- کاربردها: پرسهای پنوماتیک، خطوط تولید، ماشینآلات اتوماسیون و سیستمهای کنترل حرکت پیستون.
- ایمنی مدار: جلوگیری از فشار بیش از حد و حرکت نادرست پیستون با طراحی داخلی بهینه.
کاربردهای صنعتی شیر ۵/۳ برند FLUID2
شیر ۵/۳ پنوماتیک برند FLUID2 یک شیر کنترلی پیشرفته است که با داشتن ۵ پورت و ۳ حالت کاری، امکان کنترل دقیق جهت و توقف سیلندرها را در سیستمهای پنوماتیک فراهم میکند. این شیر قابلیت مدیریت فشار کاری بین 2 تا 10 بار و دبی جریان 50 تا 500 L/min را دارد و با زمان پاسخ کمتر از 12 میلیثانیه، عملکرد سریع و دقیق در مدار را تضمین میکند. مسیر جریان بهینه، آببندی با اورینگهای NBR یا Viton و طراحی کم اصطکاک باعث افزایش عمر مفید و کاهش مصرف هوای فشرده میشود. شیر ۵/۳ FLUID2 در ماشینآلات بستهبندی، پرسهای پنوماتیک، خطوط تولید اتوماتیک، تجهیزات رباتیک و سیستمهای کنترل موقعیت حلقه بسته کاربرد گسترده داشته و قابلیت عملکرد ایمن و دقیق سیلندرها را در محیطهای صنعتی فراهم میکند.
- ماشینآلات بستهبندی: کنترل جهت حرکت سیلندرها برای بستهبندی محصولات با دقت بالا.
- پرسهای پنوماتیک: حرکت دقیق پیستونها و توقف ایمن در حالت میانی برای فرآیند پرس.
- خطوط تولید اتوماتیک: جابجایی قطعات و کنترل مکانیکی با زمان پاسخ سریع و کاهش مصرف انرژی.
- تجهیزات رباتیک: کنترل دقیق سیلندرهای محرک رباتها و اجزای مکانیکی برای حرکات هماهنگ.
- سیستمهای حلقه بسته: حفظ موقعیت دقیق پیستون و کنترل فشار برای عملکرد پایدار و ایمن.
- ماشینآلات سبک و سنگین صنعتی: اعمال حرکت خطی یا توقف ایمن در محرکها و سیستمهای پنوماتیک.
- کنترل فرآیندهای مکانیکی: استفاده در خطوط مونتاژ و سیستمهای خودکار برای کنترل دقیق فشار و حرکت.
مشخصات فنی و ظرفیتهای مختلف شیر پنوماتیک توربو
شیرهای پنوماتیک Turbo با طراحی مسیر جریان بهینه و ساختار مقاوم، برای کنترل دقیق جریان هوا در سیستمهای پنوماتیک صنعتی توسعه یافتهاند. این شیرها قادر به تحمل فشار کاری بین 2 تا 10 بار و دبی جریان 30 تا 600 L/min بسته به مدل و سایز هستند. زمان پاسخ سریع کمتر از 12 میلیثانیه و تلفات فشار کم بین 0.1 تا 0.5 بار از ویژگیهای شاخص آنهاست. بدنه شیر معمولاً از آلومینیوم مقاوم یا فولاد ضد خوردگی ساخته شده و اورینگها و آببندی از جنس NBR یا Viton برای دوام طولانی استفاده میشوند. شیرهای Turbo در مدلهای مختلف شامل ۱/۲ اینچ تا ۲ اینچ، شیرهای ۳/۲ و ۵/۲ برای کنترل جهت جریان، و انواع شیرهای دورانی برای کنترل ولوها تولید میشوند. این ویژگیها شیرهای Turbo را برای خطوط تولید، بستهبندی، پرسهای پنوماتیک و سیستمهای رباتیک صنعتی مناسب میسازد.
| پارامتر فنی | مدل / سایز | محدوده فشار کاری (bar) | دبی جریان (L/min) | زمان پاسخ (ms) | تلفات فشار (bar) | جنس بدنه / آببندی |
|---|---|---|---|---|---|---|
| Turbo 3/2 کوچک | 1/2 اینچ | 2–10 | 30–150 | <12 | 0.1–0.3 | آلومینیوم / NBR |
| Turbo 5/2 متوسط | 3/4 اینچ | 2–10 | 150–300 | <12 | 0.2–0.4 | آلومینیوم / Viton |
| Turbo 5/3 بزرگ | 1 اینچ | 2–10 | 300–500 | <12 | 0.3–0.5 | فولاد ضد خوردگی / Viton |
| Turbo صنعتی سنگین | 2 اینچ | 2–10 | 500–600 | <12 | 0.3–0.5 | فولاد ضد خوردگی / Viton |
نکات مهم در انتخاب و خرید شیر پنوماتیک TURBO
انتخاب و خرید شیر پنوماتیک TURBO نیازمند بررسی دقیق پارامترهای فنی، کاربرد و شرایط محیطی است. ابتدا باید نوع شیر (۳/۲، ۵/۲، ۵/۳ و دورانی) بر اساس کاربرد تعیین شود. محدوده فشار کاری و دبی جریان سیستم باید با مشخصات شیر مطابقت داشته باشد، معمولاً فشار 2 تا 10 بار و دبی 30 تا 600 L/min برای مدلهای مختلف. جنس بدنه و آببندی باید با محیط کاری و سیال مطابقت داشته باشد، به عنوان مثال آلومینیوم یا فولاد ضد خوردگی و اورینگ NBR یا Viton. زمان پاسخ شیر و تلفات فشار مسیر جریان باید با حساسیت مدار و سرعت عملکرد سیلندر هماهنگ باشد. همچنین نصب استاندارد و اتصال به بلوکهای ISO و فیلتراسیون هوای ورودی از نکات کلیدی برای طول عمر و عملکرد بهینه است.
- 1. تعیین نوع شیر: انتخاب بین مدلهای 3/2، 5/2، 5/3 یا دورانی بر اساس کاربرد سیستم.
- 2. محدوده فشار کاری: مطابقت فشار کاری شیر با سیستم، معمولاً 2–10 بار.
- 3. دبی جریان: انتخاب شیر با دبی مناسب بین 30–600 L/min برای جلوگیری از افت فشار و کاهش راندمان.
- 4. جنس بدنه: آلومینیوم یا فولاد ضد خوردگی برای مقاومت مکانیکی و محیطی بالا.
- 5. نوع آببندی: اورینگهای NBR یا Viton برای دوام و مقاومت در برابر روغن و حرارت.
- 6. زمان پاسخ و تلفات فشار: مطابقت با سرعت عملکرد سیلندر و حساسیت مدار.
- 7. نصب استاندارد: اتصال به بلوکهای ISO و اطمینان از جهت جریان صحیح.
- 8. فیلتراسیون هوای ورودی: استفاده از فیلتر 5 میکرون جهت جلوگیری از ورود ذرات و افزایش عمر شیر.
- 9. محیط کاری: بررسی دما و شرایط محیطی (-20 تا +70°C) برای عملکرد پایدار.
- 10. خدمات پس از فروش و قطعات یدکی: اطمینان از دسترسی آسان به لوازم جانبی و سرویسهای تعمیر و نگهداری.
فاکتورهای موثر بر خرید و قیمت رگلاتور پنوماتیک پارکر
-
1. محدوده فشار کاری (Operating Pressure Range)
انتخاب رگلاتور با محدوده فشار مناسب فرآیند، کیفیت و عمر دستگاه را تضمین می کند.
حدود قیمت مهندسی: رگلاتور 0–150 psi ≈ $50–$150، 0–300 psi ≈ $100–$250.
-
2. ظرفیت جریان یا Cv (Flow Capacity)
رگلاتور باید جریان مورد نیاز سیستم را تامین کند تا افت فشار و عملکرد ناصحیح رخ ندهد.
حدود قیمت: Cv پایین ≈ $50–$120، Cv متوسط ≈ $120–$250، Cv بالا ≈ $250–$500.
-
3. نوع اتصال و سایز پورت ها
اندازه پورت و نوع اتصال (NPT، BSP، Push-to-Connect) بر نصب و قیمت نهایی تاثیر می گذارد.
افزایش قیمت برای سایز بزرگتر یا اتصال خاص ≈ $20–$100.
-
4. دقت تنظیم فشار (Accuracy & Regulation)
رگلاتورهای دقیق تر قیمت بالاتری دارند اما برای تجهیزات حساس ضروری هستند.
حدود افزایش قیمت ≈ $30–$150 بسته به دقت مورد نیاز.
-
5. نوع عملگر (Diaphragm, Piston, Pilot-Operated)
نوع عملگر انتخابی باعث تغییر هزینه تولید و عملکرد در شرایط مختلف می شود.
رگلاتور دیافراگمی ≈ $50–$200، پیستونی ≈ $150–$400، Pilot-Operated ≈ $200–$600.
-
6. جنس بدنه و پوشش
استیل، آلومینیوم یا برنج و روکش ضد خوردگی عمر رگلاتور را افزایش داده و قیمت را بالا می برد.
افزایش قیمت مهندسی ≈ $20–$150 بسته به جنس و پوشش.
-
7. گواهی ها و استانداردهای بین المللی
گواهی ISO، CE یا ATEX برای محیط های خاص باعث افزایش قیمت نهایی می شود.
افزایش قیمت ≈ $30–$200 بسته به نوع استاندارد و تست های اضافی.
-
8. اصل یا بازسازی شده
رگلاتور اصل Parker قیمت بالاتری نسبت به نسخه بازسازی شده یا OEM دارد.
حدود قیمت: نو ≈ $50–$600، بازسازی شده ≈ $20–$250.
-
9. قابلیت نصب فیلتر و لوازم جانبی
وجود فیلتر یا اتصالات اضافی برای سیستم باعث افزایش قیمت نهایی می شود.
هزینه لوازم جانبی ≈ $10–$100 بسته به نوع و کیفیت.
-
10. شرایط بازار و نرخ ارز
نوسانات نرخ دلار و هزینه حمل باعث تغییر قابل توجه قیمت رگلاتور می شود.
تغییر قیمت ممکن است بین 5% تا 30% از قیمت پایه باشد.
راهنمای نصب و نگهداری سلونوئید ولو asco
نصب و نگهداری سلونوئید ولو ASCO نیازمند رعایت اصول مهندسی و استانداردهای کارخانهای برای عملکرد ایمن و طول عمر طولانی است. ابتدا باید شیر با مشخصات فشار و دبی سیستم مطابقت داشته باشد و جهت جریان هوا یا سیال رعایت شود. نصب باید در محیط خشک، تمیز و بدون لرزش شدید انجام شود و سیمکشی الکتریکی مطابق ولتاژ و جریان نامی شیر (AC یا DC) باشد. برای افزایش عمر ولو، توصیه میشود از فیلتر 5 میکرون در ورودی سیال، روغنکاری دورهای در صورت نیاز و تست عملکرد منظم استفاده شود. بازبینی و تعویض اورینگها و آببندیها هر 6 تا 12 ماه یا پس از 2000 ساعت کاری انجام شود. دمای محیط کاری باید مطابق محدوده توصیه شده -20 تا +60°C باشد تا از خرابی زودهنگام جلوگیری شود.
- 1. مطابقت مشخصات: اطمینان از تطابق فشار، دبی و نوع سیال با مشخصات شیر.
- 2. جهت جریان: رعایت جهت نصب مطابق علامت روی بدنه برای عملکرد صحیح ولو.
- 3. محیط نصب: نصب در محیط خشک، تمیز و بدون لرزش شدید.
- 4. سیمکشی الکتریکی: اتصال مطابق ولتاژ و جریان نامی AC یا DC شیر.
- 5. فیلتراسیون ورودی: استفاده از فیلتر 5 میکرون برای جلوگیری از ورود ذرات به شیر.
- 6. روغنکاری و روانکاری: در صورت نیاز، تزریق روغن پنوماتیک یا روغن توصیه شده سازنده.
- 7. تست عملکرد منظم: بررسی باز و بسته شدن کامل شیر و زمان پاسخ دورهای.
- 8. بازبینی آببندی: تعویض اورینگها و سیلها هر 6 تا 12 ماه یا پس از 2000 ساعت کاری.
- 9. دمای محیط: رعایت محدوده دمای کاری -20 تا +60°C برای جلوگیری از خرابی قطعات.
- 10. نگهداری پیشگیرانه: ثبت زمان سرویسها و بررسی دورهای برای پیشگیری از خرابی ناگهانی.
بررسی انواع مدل های استاندارد و سفارشی سلونوئید ولو پنوماتیک asco
سلونوئید ولوهای پنوماتیک ASCO در دو دسته استاندارد و سفارشی برای کاربردهای صنعتی تولید میشوند. مدلهای استاندارد شامل ۲/۲، ۳/۲، ۵/۲ و ۵/۳ با فشار کاری 2 تا 10 بار و دبی جریان 20 تا 500 L/min هستند. این ولوها با بدنه آلومینیوم، برنج یا فولاد ضد خوردگی و آببندی NBR یا Viton برای محیطهای صنعتی مقاوم تولید میشوند. مدلهای سفارشی با قابلیتهای ویژه مانند ولتاژهای غیر استاندارد، بدنه ضد انفجار، اتصالات خاص و مواد مقاوم در برابر سیالات خورنده طراحی میشوند. زمان پاسخ سریع کمتر از 15 میلیثانیه و طراحی کم اصطکاک مسیر جریان، دقت عملکرد و صرفهجویی انرژی را تضمین میکند. ASCO با ارائه مدلهای استاندارد و سفارشی، امکان استفاده در سیستمهای پنوماتیک صنعتی، خطوط تولید اتوماتیک، پرسها، بستهبندی و تجهیزات رباتیک را فراهم میکند.
| ویژگی | مدل استاندارد | مدل سفارشی |
|---|---|---|
| نوع ولو | 2/2، 3/2، 5/2، 5/3 | هر نوع با اتصالات و عملکرد خاص مطابق نیاز پروژه |
| فشار کاری (bar) | 2–10 | قابل تنظیم و سفارشی تا 12 بار |
| دبی جریان (L/min) | 20–500 | 20–600 یا بیشتر بسته به سایز و طراحی |
| زمان پاسخ (ms) | <15 | <15–20 با طراحی خاص |
| جنس بدنه | آلومینیوم، برنج، فولاد ضد خوردگی | مواد مقاوم به خورندگی، ضد انفجار یا ترکیبی |
| آببندی | NBR، Viton | NBR، Viton، PTFE یا مواد تخصصی |
| کاربرد صنعتی | سیستمهای پنوماتیک، خطوط تولید، بستهبندی، پرسها | موارد خاص صنعتی با شرایط محیطی یا سیالات خورنده |
| ویژگی شاخص | قابلیت نصب آسان، استاندارد صنعتی، صرفهجویی انرژی | طراحی اختصاصی، تطبیق با ولتاژ و محیط، عملکرد ویژه |
تفاوت سلونوئید ولو HERION با سایر برندهای مشابه
سلونوئید ولو HERION با طراحی دقیق مسیر جریان و ساختار مقاوم، نسبت به برندهای مشابه مانند ASCO، Festo و SMC، زمان پاسخ سریعتر و مصرف انرژی کمتر ارائه میدهد. فشار کاری معمولی این ولوها بین 2 تا 10 بار و دبی جریان 30 تا 500 L/min است. بدنه از آلومینیوم یا فولاد ضد خوردگی ساخته شده و آببندی با اورینگهای NBR یا Viton باعث دوام بالا میشود. زمان پاسخ کمتر از 10 میلیثانیه، تلفات فشار پایین و ساختار کم اصطکاک باعث افزایش راندمان سیستم و کاهش مصرف هوای فشرده میشود. همچنین مدلهای HERION قابلیت تطبیق با ولتاژهای AC و DC، محیطهای خورنده و دمای کاری -20 تا +70°C را دارند. این ویژگیها باعث میشوند HERION برای خطوط تولید اتوماتیک، بستهبندی، پرسهای صنعتی و تجهیزات رباتیک نسبت به سایر برندها عملکرد دقیقتر و طول عمر بیشتری داشته باشد.
| ویژگی | HERION | ASCO | Festo | SMC |
|---|---|---|---|---|
| زمان پاسخ (ms) | <10 | 12–15 | 12–18 | 15–20 |
| تلفات فشار (bar) | 0.1–0.3 | 0.2–0.5 | 0.2–0.5 | 0.25–0.5 |
| فشار کاری (bar) | 2–10 | 2–10 | 2–10 | 2–10 |
| دبی جریان (L/min) | 30–500 | 20–500 | 25–450 | 30–400 |
| جنس بدنه | آلومینیوم / فولاد ضد خوردگی | آلومینیوم / برنج / فولاد | آلومینیوم / فولاد ضد خوردگی | آلومینیوم / پلاستیک صنعتی |
| آببندی | NBR / Viton | NBR / Viton | NBR / Viton | NBR / Viton |
| دمای کاری (°C) | -20 تا +70 | -20 تا +70 | -20 تا +60 | -20 تا +60 |
| ویژگی شاخص | زمان پاسخ سریع، مصرف انرژی کم، مسیر جریان بهینه | دسترسی آسان، مدل استاندارد صنعتی | قابلیت تطبیق و تنوع مدل | تنوع مدل، نصب آسان |
اجزای تشکیلدهنده شیر برقی هافنر و نحوه عملکرد هر بخش
شیر برقی هافنر (Hafner Solenoid Valve) از اجزای اصلی شامل سولنوئید، هسته متحرک (پلاگ)، فنر بازگرداننده، بدنه و مسیرهای جریان داخلی تشکیل شده است. سولنوئید با دریافت جریان الکتریکی میدان مغناطیسی ایجاد کرده و هسته متحرک را به سمت بالا یا پایین حرکت میدهد. حرکت هسته مسیر جریان هوا یا سیال را باز یا بسته میکند. فنر بازگرداننده، هسته را به موقعیت اولیه برمیگرداند و اطمینان از عملکرد پایدار در حالت بدون جریان فراهم میکند. بدنه شیر شامل کانالهای ورودی و خروجی و محفظه آببندی است و جنس آن از برنج، فولاد ضد خوردگی یا آلومینیوم انتخاب میشود. اورینگها و واشرها از جنس NBR یا Viton هستند تا نشتی جلوگیری شود. این طراحی امکان کنترل سریع فشار و جریان در سیستمهای پنوماتیک و هیدرولیک را با زمان پاسخ کوتاه و دوام طولانی فراهم میکند.
- سولنوئید: سیم پیچ الکتریکی که با جریان برق میدان مغناطیسی ایجاد کرده و هسته متحرک را حرکت میدهد.
- هسته متحرک (پلاگ): حرکت هسته مسیر جریان سیال یا هوا را باز یا بسته میکند.
- فنر بازگرداننده: بازگرداندن هسته به موقعیت اولیه در حالت بدون جریان و حفظ پایداری عملکرد.
- بدنه شیر: محفظه اصلی شامل کانالهای ورودی و خروجی، ساخته شده از برنج، آلومینیوم یا فولاد ضد خوردگی.
- اورینگها و واشرها: NBR یا Viton برای جلوگیری از نشتی و حفظ آببندی سیستم.
- مسیر جریان داخلی: طراحی دقیق کانالها برای حداقل تلفات فشار و حرکت روان سیال.
- پایه اتصال و فیش برق: نگهداری سولنوئید و تامین جریان برق پایدار برای تحریک شیر.
مزایای استفاده از شیر برقی NORGREN
شیرهای برقی NORGREN با طراحی مدرن و مسیر جریان بهینه، عملکرد دقیق و پاسخ سریع در سیستمهای پنوماتیک و هیدرولیک ارائه میدهند. این شیرها قابلیت کنترل جریان و فشار با دقت ±2% را داشته و زمان پاسخ آنها معمولاً کمتر از 10 میلیثانیه است. مصرف انرژی پایین و کاهش تلفات فشار بین 0.1 تا 0.3 بار باعث افزایش راندمان سیستم میشود. بدنه شیر از آلومینیوم یا فولاد ضد خوردگی ساخته شده و آببندی با NBR یا Viton عمر طولانی و عملکرد پایدار را تضمین میکند. قابلیت اتصال مستقیم به بلوکهای استاندارد ISO، مقاومت در برابر لرزش و شوک مکانیکی و دمای کاری بین -20 تا +70°C از دیگر مزایای آن است. شیر برقی NORGREN در ماشینآلات صنعتی، خطوط تولید اتوماتیک، پرسها، بستهبندی و سیستمهای رباتیک کارایی بالا و صرفهجویی انرژی را فراهم میکند.
- عملکرد دقیق و پاسخ سریع: زمان پاسخ کمتر از 10 میلیثانیه برای کنترل دقیق جریان و فشار.
- کاهش مصرف انرژی: طراحی کم اصطکاک و مسیر جریان بهینه، تلفات فشار 0.1–0.3 بار.
- عمر طولانی: آببندی با NBR یا Viton و بدنه مقاوم آلومینیوم یا فولاد ضد خوردگی.
- سازگاری با سیستمهای صنعتی: نصب مستقیم روی بلوکهای ISO و منیفولد استاندارد.
- مقاومت مکانیکی: تحمل لرزش، شوک و شرایط محیطی صنعتی سخت.
- دامنه دمای کاری وسیع: عملکرد پایدار بین -20 تا +70°C.
- کاربردهای گسترده صنعتی: ماشینآلات، خطوط تولید اتوماتیک، پرسها، بستهبندی و رباتیک.
- دقت کنترل: قابلیت تنظیم فشار و جریان با دقت ±2% برای بهینهسازی عملکرد سیستم.
- صرفهجویی در فضای نصب: طراحی جمعوجور و نصب سریع و آسان.
مقایسه راندمان و مصرف انرژی در سلونوئید ولو ضد انفجار PARKER با مدل های مشابه
سلونوئید ولو ضد انفجار PARKER با طراحی بهینه و هسته مغناطیسی کممصرف، راندمان بالاتر و مصرف انرژی کمتر نسبت به مدلهای مشابه مانند ASCO و SMC ارائه میدهد. این ولوها با زمان پاسخ 8 تا 12 میلیثانیه و تلفات فشار کمتر از 0.2 بار، جریان سیال را با دقت بالا کنترل میکنند. مصرف انرژی کویلهای ولو Parker حدود 10 تا 20 درصد کمتر از رقبا است و امکان عملکرد پایدار در فشار کاری 0.5 تا 10 بار و دمای محیط -20 تا +60°C را فراهم میکند. ساختار مقاوم در برابر انفجار (Ex-rated) و بدنه از استیل ضد خوردگی یا آلومینیوم مقاوم، باعث افزایش ایمنی در صنایع نفت، گاز و پتروشیمی میشود. این ویژگیها، کاهش هزینه انرژی و افزایش طول عمر تجهیزات در سیستمهای کنترل سیال حساس را تضمین میکنند.
| پارامتر فنی | PARKER Ex-rated | ASCO Ex | SMC Ex |
|---|---|---|---|
| زمان پاسخ (ms) | 8–12 | 10–18 | 12–20 |
| تلفات فشار (bar) | <0.2 | 0.25–0.4 | 0.3–0.5 |
| مصرف انرژی کویل | 10–20% کمتر | معمولی | معمولی |
| فشار کاری (bar) | 0.5–10 | 0.5–10 | 0.5–10 |
| دمای کاری (°C) | -20 تا +60 | -20 تا +60 | -20 تا +60 |
| جنس بدنه | استیل ضد خوردگی / آلومینیوم | آلومینیوم / برنج | آلومینیوم / استیل |
| مزایا | راندمان بالا، مصرف انرژی کم، ایمنی Ex-rated | قیمت مناسب، دسترسی آسان | قابلیت نصب سریع، تنوع مدل |
| معایب | قیمت اولیه بالاتر نسبت به رقبا | تلفات فشار بیشتر | مصرف انرژی نسبتا بالاتر، زمان پاسخ طولانیتر |
بررسی انواع مدل های استاندارد و سفارشی شیر برقی نامور HAFNER
شیرهای برقی نامور HAFNER در دو دسته استاندارد و سفارشی تولید میشوند تا نیازهای متنوع صنعتی را پوشش دهند. مدلهای استاندارد با فشار کاری 0.5 تا 10 بار، دبی 10 تا 500 L/min و زمان پاسخ 8–15 میلیثانیه برای کاربردهای عمومی پنوماتیک و هیدرولیک مناسب هستند. مدلهای سفارشی HAFNER شامل طراحی ویژه برای محیطهای خطرناک (Ex-rated)، مقاومت در برابر دمای بالا تا +80°C، مواد بدنه خاص مانند استیل ضد خوردگی یا برنج پوشش داده شده و کویلهای با مصرف انرژی بهینه هستند. این شیرها میتوانند دارای خروجیهای سیگنال اضافی برای کنترل موقعیت پیستون یا feedback الکتریکی باشند. HAFNER با ارائه گزینههای استاندارد اقتصادی و مدلهای سفارشی تخصصی، امکان تطبیق دقیق با سیستمهای کنترل جریان، خطوط تولید اتوماتیک، صنایع نفت، گاز، پتروشیمی و بستهبندی را فراهم میکند.
| ویژگی / مدل | استاندارد | سفارشی |
|---|---|---|
| فشار کاری (bar) | 0.5–10 | 0.5–12 یا طراحی خاص پروژه |
| دبی جریان (L/min) | 10–500 | 10–1000 با طراحی مسیر داخلی بهینه |
| زمان پاسخ (ms) | 8–15 | 6–12 با کویل سرعت بالا |
| جنس بدنه | آلومینیوم / پلاستیک صنعتی | استیل ضد خوردگی / برنج با پوشش ویژه |
| دمای کاری (°C) | -20 تا +70 | -40 تا +80 برای محیطهای خاص |
| ویژگیهای اضافه | عملکرد پایه پنوماتیک/هیدرولیک | Ex-rated، feedback الکتریکی، مصرف انرژی بهینه |
| کاربردها | سیستمهای عمومی پنوماتیک، خطوط تولید | صنایع نفت و گاز، پتروشیمی، بستهبندی، محیطهای ویژه صنعتی |
| مزایا | اقتصادی، نصب آسان، کارایی استاندارد | سفارشیسازی دقیق، راندمان بالا، ایمنی محیط خاص |
تنظیم فشار خروجی در شیر دیافراگمی پنوماتیک TURBO
شیر دیافراگمی پنوماتیک TURBO برای کنترل دقیق فشار خروجی در سیستمهای پنوماتیک طراحی شده است. فشار کاری معمول بین 0.5 تا 8 بار است و با استفاده از پیچ تنظیم یا دسته مکانیکی، امکان تنظیم دقیق فشار خروجی فراهم میشود. طراحی دیافراگمی باعث پاسخ سریع به تغییرات فشار ورودی و تثبیت جریان خروجی میشود. مسیر جریان داخلی کم اصطکاک و آببندی با اورینگهای NBR یا Viton، ثبات عملکرد و جلوگیری از نشت هوا را تضمین میکند. برای تنظیم، ابتدا فشار ورودی سیستم بررسی میشود، سپس پیچ تنظیم را به آرامی بچرخانید تا فشار خروجی به مقدار دلخواه برسد و از گیج فشار دقیق برای کنترل استفاده شود. این شیر در سیستمهای ابزار دقیق، خطوط تولید اتوماتیک، بستهبندی و تجهیزات رباتیک کاربرد دارد و بهینهسازی فشار باعث افزایش عمر تجهیزات و کاهش مصرف انرژی میشود.
- 1. بررسی فشار ورودی: اطمینان از قرار داشتن فشار ورودی در محدوده 0.5 تا 8 بار.
- 2. استفاده از گیج فشار: نصب گیج دقیق در خروجی برای مشاهده تغییرات فشار هنگام تنظیم.
- 3. تنظیم پیچ یا دسته شیر: پیچ تنظیم را به آرامی بچرخانید تا فشار خروجی به مقدار دلخواه برسد.
- 4. تثبیت فشار: پس از تنظیم، شیر را در حالت ثابت قرار دهید و فشار خروجی را دوباره کنترل کنید.
- 5. بررسی نشتی: اطمینان از عدم نشت هوا در مسیر ورودی و خروجی شیر.
- 6. نگهداری دورهای: بررسی آببندی و اورینگها هر 6 تا 12 ماه برای حفظ دقت تنظیم.
- 7. کاربرد صنعتی: استفاده در سیستمهای ابزار دقیق، خطوط تولید، بستهبندی و تجهیزات رباتیک.
نکات ایمنی در هنگام کار با شیر دیافراگمی دارو سازی
در صنایع داروسازی، استفاده از شیر دیافراگمی نیازمند رعایت نکات ایمنی دقیق است تا از آلودگی محصول و خطرات عملیاتی جلوگیری شود. قبل از هر عملیات، فشار سیستم باید تخلیه شود تا از ایجاد شوک پنوماتیک یا خروج ناگهانی سیال جلوگیری گردد. شیرها باید با مواد سازگار با دارو (Stainless Steel 316L یا PTFE) ساخته شده باشند تا واکنش شیمیایی و آلودگی رخ ندهد. استفاده از تجهیزات حفاظتی فردی مانند دستکش و عینک ضروری است. نصب و تعمیر باید توسط پرسنل آموزشدیده انجام شود و از تماس با مسیر خروجی در هنگام فشار کاری خودداری شود. کنترل دورهای آببندی، اورینگها و مسیر جریان، از نشت و آلوده شدن محصول جلوگیری میکند. همچنین شستشو و استریل کردن شیر قبل و بعد از عملیات با محلولهای استاندارد دارویی الزامی است تا سلامت محصول و ایمنی پرسنل تضمین شود.
- تخلیه فشار سیستم: قبل از باز کردن یا تنظیم شیر، اطمینان از تخلیه کامل فشار.
- استفاده از مواد سازگار: شیر از Stainless Steel 316L یا PTFE برای جلوگیری از واکنش شیمیایی با دارو.
- حفاظت فردی: استفاده از دستکش، عینک و لباس محافظ هنگام کار با شیر و سیال.
- پرسنل آموزشدیده: نصب، نگهداری و تعمیر شیر باید توسط افراد متخصص و آموزشدیده انجام شود.
- اجتناب از تماس با خروجی تحت فشار: از دستکاری مسیر خروجی در هنگام فشار کاری خودداری شود.
- بازرسی و نگهداری دورهای: بررسی آببندی، اورینگها و مسیر جریان برای جلوگیری از نشت و آلودگی.
- شستشو و استریل: شستشو و استریل شیر قبل و بعد از عملیات با محلولهای استاندارد دارویی.
- کنترل محیط کار: اطمینان از تهویه مناسب و حذف گرد و غبار یا ذرات معلق در محیط تولید.
- ثبت عملیات: مستندسازی عملیات نگهداری و تمیزکاری برای رعایت استانداردهای GMP.
کاربردهای صنعتی شیر برقی پنوماتیک 12 ولت
شیر برقی پنوماتیک 12 ولت برای کنترل جریان هوا در سیستمهای پنوماتیک طراحی شده و با قابلیت پاسخ سریع و مصرف انرژی پایین، کاربرد وسیعی در صنایع مختلف دارد. این شیرها با زمان پاسخ کمتر از 12 میلیثانیه و فشار کاری بین 2 تا 8 بار، برای جابجایی سیلندرها و کنترل مکانیکی دقیق مناسب هستند. جنس بدنه معمولاً از آلومینیوم یا پلاستیک صنعتی مقاوم و آببندی با اورینگهای NBR یا Viton انجام میشود تا دوام و طول عمر بالا تضمین شود. شیر برقی 12 ولت در ماشینآلات بستهبندی، خطوط تولید اتوماتیک، تجهیزات رباتیک، سیستمهای ابزار دقیق و صنایع خودروسازی کاربرد دارد و امکان کنترل از راه دور با ولتاژ پایین را فراهم میکند. استفاده از این شیرها باعث کاهش مصرف انرژی و افزایش دقت عملکرد سیستمهای پنوماتیک میشود.
- ماشینآلات بستهبندی: کنترل حرکت پیستونها و جابجایی دقیق بستهها در خطوط تولید.
- خطوط تولید اتوماتیک: جابجایی قطعات و کنترل مکانیکی ابزارها با سرعت و دقت بالا.
- تجهیزات رباتیک: کنترل سیلندرهای محرک رباتها برای حرکات هماهنگ و دقیق.
- سیستمهای ابزار دقیق: تنظیم جریان هوا و حرکت پیستون برای عملکرد دقیق تجهیزات اندازهگیری.
- صنایع خودروسازی: استفاده در خطوط مونتاژ و سیستمهای پنوماتیک قطعات خودرو.
- کنترل از راه دور: عملکرد با ولتاژ پایین 12 ولت برای ایمنی و سهولت نصب در محیطهای صنعتی.
- صرفهجویی انرژی: مصرف پایین انرژی در مقایسه با شیرهای 24 ولت یا جریان مستقیم صنعتی.
نکات مهم در خرید و استفاده از شیر پنوماتیک 3/2
در خرید شیر پنوماتیک ۳/۲، باید به فشار کاری، دبی جریان، زمان پاسخ و جنس بدنه توجه ویژه داشت. محدوده فشار کاری معمول بین 2 تا 10 بار است و دبی جریان بسته به قطر و نوع شیر بین 20 تا 500 L/min متغیر است. جنس بدنه و آببندی باید با محیط کاری و نوع سیال سازگار باشد؛ معمولاً آلومینیوم مقاوم، استیل ضد خوردگی و اورینگهای NBR یا Viton استفاده میشوند. زمان پاسخ کمتر از 15 میلیثانیه باعث عملکرد سریع در سیستمهای اتوماسیون میشود. نکته مهم، نصب مطابق جهت جریان مشخص و بررسی نشتی در اتصالات است. رعایت نگهداری دورهای شامل روانکاری و تعویض اورینگها باعث افزایش عمر مفید شیر و کاهش هزینههای عملیاتی میشود. این شیرها برای سیستمهای کنترل سیلندر، خطوط بستهبندی و ماشینآلات سبک و سنگین صنعتی کاربرد دارند.
- 1. فشار کاری مناسب: انتخاب شیر مطابق فشار کاری سیستم (2–10 بار).
- 2. دبی جریان: بررسی دبی لازم برای حرکت پیستون یا تجهیزات متصل (20–500 L/min).
- 3. جنس بدنه و آببندی: آلومینیوم، استیل ضد خوردگی، اورینگهای NBR یا Viton بر اساس سیال و محیط.
- 4. زمان پاسخ: انتخاب شیر با زمان پاسخ کمتر از 15 میلیثانیه برای سیستمهای سریع.
- 5. نصب صحیح: رعایت جهت جریان و اتصال مطابق نقشه فنی.
- 6. بررسی نشتی: کنترل اتصالات و مسیرها برای جلوگیری از افت فشار یا هدررفت انرژی.
- 7. نگهداری دورهای: روانکاری و تعویض اورینگها هر 6 تا 12 ماه برای افزایش طول عمر شیر.
- 8. کاربرد صنعتی: سیستمهای کنترل سیلندر، خطوط بستهبندی، ماشینآلات سبک و سنگین.
- 9. تطبیق با سیستم کنترل: بررسی سازگاری شیر با سیگنال پنوماتیک یا الکترومغناطیسی سیستم.
- 10. صرفهجویی انرژی: انتخاب شیر کم اصطکاک برای کاهش مصرف هوا و بهینهسازی عملکرد مدار.
علائم خرابی و راهکارهای تعمیر سریع شیر برقی پنوماتیک 24 ولت
شیر برقی پنوماتیک 24 ولت در اثر استفاده طولانی یا شرایط محیطی نامناسب ممکن است دچار خرابی شود. علائم رایج شامل عدم پاسخ به سیگنال برق، حرکت کند یا ناپایدار پیستون، نشتی هوا، صدای غیرعادی یا گرم شدن بیش از حد کویل هستند. برای تعمیر سریع، ابتدا قطع برق و هوا الزامی است، سپس سیمکشی و ولتاژ تغذیه بررسی میشود. تمیز کردن مسیر داخلی و کنترل کثیفی یا ذرات معلق در سیلندر و دریچهها بسیار مهم است. در صورت آسیب اورینگ یا دیافراگم، تعویض آن باعث بازگشت عملکرد کامل شیر میشود. کویل آسیبدیده باید با کویل استاندارد 24 ولت مطابق با مدل شیر جایگزین شود. رعایت این اقدامات، بازگرداندن عملکرد شیر را سریع و مطمئن کرده و از خرابی مجدد جلوگیری میکند.
- عدم پاسخ شیر به سیگنال 24 ولت.
- حرکت کند یا ناپایدار پیستون.
- نشتی هوا از مسیر ورودی یا خروجی.
- صدای غیرعادی هنگام عملکرد.
- گرم شدن بیش از حد کویل.
- قطع برق و هوا قبل از باز کردن شیر.
- بررسی ولتاژ تغذیه و سیمکشی.
- تمیز کردن مسیر داخلی شیر از ذرات و گرد و غبار.
- تعویض اورینگ، دیافراگم یا واشرهای آسیبدیده.
- جایگزینی کویل آسیبدیده با مدل استاندارد 24 ولت.
- تست عملکرد شیر پس از تعمیر برای اطمینان از بازگشت کامل عملکرد.
عوامل موثر بر خرید و قیمت شیر برقی پنوماتیک 220
-
1. نوع شیر (Direct Acting, Pilot Operated)
شیرهای مستقیم فعال فشار پایین و پاسخ سریع دارند، اما توان جریان محدودتری ارائه می کنند.
حدود قیمت: Direct Acting ≈ $25–$80، Pilot Operated ≈ $50–$200.
-
2. سایز پورت و قطر اتصال
سایز پورت 1/8، 1/4، 1/2 و بالاتر قیمت و دبی عبوری را مشخص می کند.
حدود قیمت: پورت کوچک ≈ $20–$60، پورت متوسط ≈ $50–$120، پورت بزرگ ≈ $100–$250.
-
3. ولتاژ و فرکانس کاری (220V AC)
ولتاژ استاندارد 220V AC رایج است، اما شیرهای با مشخصه خاص گران تر هستند.
افزایش قیمت برای ولتاژ خاص ≈ $10–$50 نسبت به نمونه استاندارد 24V DC.
-
4. جنس بدنه و مواد آب بندی
بدنه برنجی، استیل یا آلومینیوم و واشرهای NBR یا Viton کیفیت و طول عمر را تعیین می کنند.
افزایش قیمت مهندسی ≈ $10–$70 بسته به جنس و مقاومت شیمیایی.
-
5. فشار کاری و محدوده دبی
شیرهای فشار بالا و دبی زیاد نیازمند طراحی مقاوم تر هستند و قیمت بالاتری دارند.
حدود قیمت: فشار 0–10 بار ≈ $25–$60، فشار 0–16 بار ≈ $50–$150.
-
6. نوع عملکرد (Normally Closed / Normally Open / Double Acting)
شیر NC متداول ترین نوع است، اما شیرهای NO و Double Acting قیمت بیشتری دارند.
افزایش قیمت ≈ 10%–40% نسبت به نمونه استاندارد NC.
-
7. سرعت پاسخ و فرکانس کاری
شیرهایی که قادر به عملکرد سریع و پالس بالا هستند هزینه تولید بیشتری دارند.
افزایش قیمت ≈ $15–$80 بر اساس توانایی پاسخ و تکرار سریع.
-
8. برند و اصالت محصول
شیرهای برند معتبر طول عمر بالاتر و خدمات پس از فروش بهتر ارائه می دهند.
افزایش قیمت برای برند اصلی ≈ 20%–100% نسبت به نمونه های OEM یا چینی.
-
9. گارانتی و خدمات پس از فروش
وجود گارانتی و امکان تعویض سریع قطعات قیمت خرید اولیه را افزایش می دهد.
افزایش قیمت ≈ 5%–20% بسته به مدت و پوشش خدمات.
-
10. لوازم جانبی و مجموعه نصب
شامل فیلتر، رگلاتور فشار و کوپلینگ می شود و قیمت نهایی شیر را تغییر می دهد.
هزینه لوازم جانبی ≈ $10–$100 بسته به نوع و کیفیت.
مزایا و معایب خرید شیر برقی 90 درجه TURBO
شیر برقی ۹۰ درجه TURBO با طراحی زاویهای، امکان تغییر جهت جریان سیال در مدارهای پنوماتیک و هیدرولیک را با حداقل تلفات فشار فراهم میکند. زمان پاسخ سریع کمتر از 12 میلیثانیه و دبی جریان بین 50 تا 500 L/min باعث افزایش راندمان سیستم و کاهش مصرف انرژی میشود. بدنه از آلومینیوم مقاوم یا استیل ضد خوردگی ساخته شده و آببندی با اورینگهای NBR یا Viton طول عمر طولانی را تضمین میکند. این شیر برای ماشینآلات بستهبندی، پرسهای پنوماتیک، خطوط تولید اتوماتیک و سیستمهای رباتیک مناسب است. از معایب آن میتوان به هزینه اولیه بالاتر نسبت به شیرهای مستقیم و زاویهای استاندارد و نیاز به فضای نصب کمی بزرگتر برای مسیر ۹۰ درجه اشاره کرد.
- تغییر جهت جریان با حداقل تلفات فشار.
- زمان پاسخ سریع کمتر از 12 میلیثانیه.
- دبی جریان بالا: 50–500 L/min.
- طراحی مقاوم با بدنه آلومینیوم یا استیل ضد خوردگی.
- آببندی مطمئن با اورینگهای NBR یا Viton برای طول عمر بالا.
- افزایش راندمان سیستم و کاهش مصرف انرژی.
- قابلیت کاربرد در ماشینآلات بستهبندی، پرسهای پنوماتیک و خطوط تولید اتوماتیک.
- هزینه اولیه بالاتر نسبت به شیرهای مستقیم و استاندارد.
- نیاز به فضای نصب بیشتر برای مسیر ۹۰ درجه.
- پیچیدگی ساخت نسبت به مدلهای سادهتر و نیاز به نگهداری دورهای دقیقتر.
بررسی راندمان انرژی در شیر پنوماتیک 5/2
شیر پنوماتیک ۵/۲ با طراحی مسیر جریان بهینه، امکان کنترل دو وضعیت پیستون در مدارهای پنوماتیک را فراهم کرده و راندمان انرژی بالایی ارائه میدهد. تلفات فشار این شیرها معمولاً بین 0.1 تا 0.4 بار است و زمان پاسخ کمتر از 12 میلیثانیه باعث کاهش مصرف هوای فشرده و افزایش بهرهوری سیستم میشود. مسیر داخلی کم اصطکاک و آببندی با اورینگهای NBR یا Viton باعث کاهش اتلاف انرژی در طول دوره کاری میشود. با انتخاب شیر ۵/۲ مناسب با قطر پورت و دبی جریان سیستم، میتوان مصرف انرژی را تا 10–20 درصد کاهش داد. این شیرها در خطوط تولید اتوماتیک، پرسهای پنوماتیک، ماشینآلات بستهبندی و سیستمهای رباتیک، حرکت پیستون و کنترل جریان هوا را با حداقل هدررفت انرژی انجام میدهند.
- تلفات فشار پایین: بین 0.1 تا 0.4 بار، کاهش مصرف هوای فشرده و افزایش راندمان.
- زمان پاسخ سریع: کمتر از 12 میلیثانیه برای کنترل دقیق پیستون و صرفهجویی انرژی.
- مسیر جریان بهینه: طراحی کم اصطکاک برای کاهش هدررفت انرژی و افزایش عمر قطعات.
- آببندی مطمئن: استفاده از اورینگهای NBR یا Viton برای عملکرد پایدار و کاهش نشتی.
- انتخاب قطر پورت مناسب: کاهش افت فشار و مصرف انرژی با تطبیق شیر با دبی جریان سیستم.
- کاربردهای صنعتی: خطوط تولید اتوماتیک، پرسهای پنوماتیک، ماشینآلات بستهبندی و رباتیک.
- صرفهجویی انرژی: کاهش مصرف هوای فشرده تا 10–20 درصد نسبت به شیرهای غیر بهینه.
نقش شیر پنوماتیکی 5/3 در افزایش طول عمر تجهیزات صنعتی
شیر پنوماتیک ۵/۳ با سه حالت کاری (باز، بسته و حالت میانی) نقش کلیدی در افزایش طول عمر تجهیزات صنعتی ایفا میکند. حالت میانی این شیر، امکان توقف پیستون یا سیلندر در موقعیت مشخص را فراهم کرده و از ایجاد فشار بیش از حد یا ضربه مکانیکی ناگهانی جلوگیری میکند. زمان پاسخ کمتر از 12 میلیثانیه و مسیر جریان بهینه باعث کاهش سایش قطعات و هدررفت انرژی میشود. آببندی با اورینگهای NBR یا Viton و طراحی کم اصطکاک شیر، فشار و نیرو را به طور یکنواخت منتقل کرده و طول عمر سیلندر، پیستون و سایر قطعات محرک را افزایش میدهد. استفاده از شیر ۵/۳ در ماشینآلات بستهبندی، خطوط تولید اتوماتیک، پرسهای پنوماتیک و سیستمهای رباتیک باعث کاهش هزینههای نگهداری و عملکرد پایدار تجهیزات در محیطهای صنعتی میشود.
- حالت میانی: توقف پیستون یا سیلندر در موقعیت مشخص و جلوگیری از فشار بیش از حد.
- کاهش ضربه مکانیکی: جلوگیری از حرکت ناگهانی پیستون و کاهش سایش قطعات محرک.
- زمان پاسخ سریع: کمتر از 12 میلیثانیه برای کنترل دقیق و کاهش فشارهای لحظهای.
- مسیر جریان بهینه: انتقال یکنواخت نیرو و کاهش هدررفت انرژی در مدار پنوماتیک.
- آببندی مطمئن: اورینگهای NBR یا Viton برای کاهش نشتی و طول عمر بیشتر قطعات.
- کاهش هزینه نگهداری: عملکرد پایدار و کاهش فرسایش تجهیزات باعث کاهش تعمیرات دورهای میشود.
- کاربرد صنعتی: ماشینآلات بستهبندی، خطوط تولید اتوماتیک، پرسهای پنوماتیک و سیستمهای رباتیک.
استانداردهای تولید و کیفیت شیربرقی ASCO b344 a070
شیربرقی ASCO مدل B344 A070 طبق دقیقترین استانداردهای بینالمللی طراحی و تولید میشود تا عملکرد ایمن و پایدار در محیطهای صنعتی تضمین شود. این شیرها تحت استاندارد ISO 9001:2015 تولید میشوند و فرآیندهای ساخت شامل ماشینکاری دقیق بدنه و هسته، آببندی چندمرحلهای، پوشش ضد خوردگی و مونتاژ کنترلشده است. کنترل کیفیت شامل تست فشار کاری تا 1.5 برابر فشار نامی (حدود 12 بار)، بررسی نشتی کمتر از 0.3 cc/min، آزمون زمان پاسخ کمتر از 12 میلیثانیه و تست مقاومت حرارتی و لرزش است. بدنه و اجزای داخلی با مواد مقاوم در برابر خوردگی و دما ساخته شدهاند و هر شیر قبل از تحویل تحت کالیبراسیون جریان و صدور گواهی QA قرار میگیرد. این استانداردها باعث میشوند شیر ASCO B344 A070 برای سیستمهای پنوماتیک حساس، خطوط تولید اتوماتیک و صنایع نفت، گاز و پتروشیمی قابل اعتماد باشد.
| مرحله / مشخصه | استاندارد / فناوری | شرح مهندسی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل فرآیند تولید و ردیابی شماره سریال برای تضمین کیفیت |
| ماشینکاری بدنه و هسته | Precision CNC | افزایش دقت ابعادی و کاهش اصطکاک داخلی شیر |
| آببندی چندمرحلهای | NBR / Viton Seals | جلوگیری از نشتی و حفظ فشار کاری در مدار پنوماتیک |
| تست فشار نهایی | 1.5 × Rated Pressure | بررسی استحکام بدنه و عملکرد تحت فشار کاری بالا |
| کنترل نشتی | <0.3 cc/min | تضمین عملکرد پایدار و کاهش اتلاف انرژی سیستم |
| تست زمان پاسخ | <12 ms | عملکرد سریع و دقیق در مدارهای کنترل سیال |
| تست حرارتی و لرزش | IEC 60068 | پایداری عملکرد در دماهای محیط و لرزش صنعتی |
| کالیبراسیون جریان | Factory Calibration | تنظیم دقیق جریان و عملکرد شیر قبل از تحویل |
| صدور گواهی QA | ASCO QA Certificate | تأیید عملکرد و انطباق با استانداردهای بینالمللی |
استانداردهای ساخت و کنترل کیفیت شیربرقی ASCO e210 c094
شیربرقی ASCO مدل E210 C094 با رعایت دقیق استانداردهای بینالمللی تولید میشود تا عملکرد ایمن، پایدار و طول عمر بالا در سیستمهای پنوماتیک و هیدرولیک ارائه دهد. فرآیند ساخت شامل ماشینکاری دقیق بدنه و هسته مغناطیسی، آببندی با اورینگهای NBR/Viton و مونتاژ ماژولار است. کنترل کیفیت طبق استانداردهای ISO 9001:2015، IEC 60204، ATEX / Ex-rated، UL و CSA انجام میشود. آزمونهای نهایی شامل تست فشار کاری تا 1.5 برابر فشار نامی، بررسی نشتی کمتر از 0.5 cc/min، تست عملکرد الکترومغناطیسی و زمان پاسخ کمتر از 15 میلیثانیه هستند. همچنین هر شیر با گواهی QA کارخانه و شماره سریال اختصاصی ارائه میشود تا ردیابی و تضمین کیفیت انجام شود. این استانداردها باعث میشوند ASCO E210 C094 در صنایع نفت و گاز، پتروشیمی، خطوط تولید و سیستمهای ایمنی صنعتی قابل اعتماد و ایمن باشد.
| مرحله / مشخصه | استاندارد / فناوری | شرح مهندسی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل فرآیند ساخت و ردیابی شماره سریال |
| ایمنی برق و الکترومغناطیس | IEC 60204 / UL / CSA | عملکرد ایمن شیر در مدارهای صنعتی و برق کم ولتاژ |
| استاندارد انفجار و محیطهای خطرناک | ATEX / Ex-rated | مناسب برای استفاده در صنایع نفت، گاز و پتروشیمی |
| تست فشار نهایی | 1.5 × Rated Pressure | تضمین مقاومت بدنه و آببندی در فشار بالا |
| کنترل نشتی | <0.5 cc/min | عملکرد پایدار شیر و حفاظت مدار پنوماتیک |
| زمان پاسخ | <15 ms | سرعت عملکرد دقیق در سیستمهای اتوماسیون |
| آببندی و جنس مواد | NBR / Viton | مقاومت در برابر فشار، دما و روغن در محیط صنعتی |
| گواهی QA و شماره سریال | Factory QA | تأیید عملکرد و ردیابی هر شیر تولید شده |
معرفی تخصصی شیر برقی ASCO sc e210c093 و کاربردهای صنعتی
شیر برقی ASCO SC E210C093 یکی از تجهیزات کنترلی کلیدی در سیستمهای پنوماتیک و هیدرولیک صنعتی است که با عملکرد سریع و دقیق، جریان سیال را کنترل میکند. این شیر دارای ولتاژ کاری 24V DC، جریان عبوری تا 1.5 A و فشار کاری بین 0 تا 10 بار است. زمان پاسخ سریع کمتر از 20 میلیثانیه و طراحی کم اصطکاک مسیر جریان باعث کاهش تلفات فشار و مصرف انرژی میشود. بدنه شیر از آلومینیوم یا پلیمر صنعتی مقاوم ساخته شده و دارای آببندی با اورینگهای NBR یا Viton است. این ویژگیها طول عمر مکانیکی بیش از 5 میلیون سیکل کاری را تضمین میکنند. شیر ASCO SC E210C093 در خطوط تولید اتوماتیک، سیستمهای بستهبندی، تجهیزات رباتیک، ماشینآلات صنعتی و صنایع غذایی و دارویی کاربرد دارد و امکان کنترل دقیق جریان و فشار سیال را فراهم میکند.
- خطوط تولید اتوماتیک: کنترل دقیق جریان هوای فشرده یا روغن هیدرولیک در محرکها.
- سیستمهای بستهبندی: باز و بسته کردن مکانیزمها با سرعت بالا و دقت میلیمتری.
- تجهیزات رباتیک: فرماندهی سریع به سیلندرها و حرکات مکانیکی هماهنگ.
- ماشینآلات صنعتی: کنترل جریان در پرسها، خطوط مونتاژ و سیستمهای انتقال نیرو.
- صنایع غذایی و دارویی: عملکرد دقیق و ایمن در سیستمهای اتوماسیون با الزامات بهداشتی و بهینه مصرف انرژی.
- سیستمهای کنترل فشار: حفاظت مدار و جلوگیری از فشار بیش از حد یا حرکت نادرست پیستون.
نکات کلیدی برای افزایش عمر مفید شیر برقی ASCO b321
برای افزایش عمر مفید شیر برقی ASCO B321، رعایت نکات فنی و نگهداری دورهای حیاتی است. این شیر با فشار کاری 0 تا 10 بار و جریان عبوری مناسب، در صورت عدم توجه به فیلتراسیون، روانکاری و شرایط محیطی، دچار خرابی زودهنگام میشود. استفاده از فیلتر 5–10 میکرون برای هوای ورودی، جلوگیری از ورود ذرات و رطوبت به کویل و مسیر جریان را تضمین میکند. نصب در محیط با دمای مناسب -20 تا +70°C و فاصله از منابع حرارتی یا لرزشهای شدید طول عمر شیر را افزایش میدهد. بازبینی و تمیزکاری سالانه کویل، اورینگها و مسیر جریان، کنترل ولتاژ کاری و جلوگیری از اضافه بار الکتریکی، از دیگر نکات کلیدی برای حفظ عملکرد و طول عمر مکانیکی بیش از 5 میلیون سیکل کاری است.
- فیلتراسیون ورودی: استفاده از فیلتر 5–10 میکرون برای جلوگیری از ورود ذرات و رطوبت.
- دمای محیط: نصب در محدوده دمای -20 تا +70°C برای جلوگیری از آسیب به مواد آببندی و کویل.
- جلوگیری از لرزش و ضربه: نصب در محلهای پایدار و دور از ارتعاشات شدید.
- کنترل ولتاژ کاری: استفاده از ولتاژ مطابق مشخصات فنی و جلوگیری از اضافه بار الکتریکی.
- روانکاری و تمیزکاری دورهای: بررسی و تمیز کردن کویل و مسیر جریان حداقل سالی یک بار.
- بازبینی اورینگها و آببندی: تعویض دورهای اورینگها و سیلها برای جلوگیری از نشت و افت عملکرد.
- پایش عملکرد: تست عملکرد شیر پس از هر دوره تعمیر یا نگهداری برای اطمینان از کارکرد صحیح.
- اجتناب از فشار بیش از حد: رعایت محدوده فشار کاری 0 تا 10 بار برای محافظت از قطعات داخلی.
- مستندسازی سرویسها: ثبت نگهداری دورهای و تعویض قطعات جهت پیشگیری از خرابی ناگهانی.
جدول مشخصات فنی مدلهای مختلف شیر برقی ASCO
| پارامتر فنی | SCE210D004 | SCE210C093 | B321 |
|---|---|---|---|
| نوع شیر | ۲/۲ مسیر، Normally Closed | ۲/۲ مسیر، Normally Closed | ۲/۲ مسیر، Normally Closed |
| ولتاژ کاری | 24V DC | 24V DC | 24V DC / 110V AC |
| جریان عبوری | 1.5 A | 1.5 A | 1.0–1.5 A |
| فشار کاری | 0–10 bar | 0–10 bar | 0–10 bar |
| زمان پاسخ | <20 ms | <20 ms | <25 ms |
| دمای کاری | -20 تا +70°C | -20 تا +70°C | -20 تا +70°C |
| جنس بدنه | آلومینیوم / پلیمر صنعتی | آلومینیوم / پلیمر صنعتی | آلومینیوم / برنج |
| نوع آببندی | NBR / Viton | NBR / Viton | NBR / Viton |
| طول عمر مکانیکی | >5 میلیون سیکل | >5 میلیون سیکل | >5 میلیون سیکل |
| کاربرد صنعتی | پنوماتیک، هیدرولیک سبک، خطوط تولید اتوماتیک | سیستمهای بستهبندی، رباتیک، خطوط مونتاژ | ماشینآلات صنعتی، اتوماسیون، کنترل ولو |
مشخصات فنی و مهندسی شیر برقی ASCO sce210c094
شیر برقی ASCO SCE210C094 یک شیر کنترل دقیق جریان سیال در سیستمهای پنوماتیک و هیدرولیک صنعتی است. این شیر دارای ولتاژ کاری 24V DC، جریان عبوری تا 1.5 A و فشار کاری بین 0 تا 10 بار است. زمان پاسخ سریع کمتر از 20 میلیثانیه و طراحی مسیر جریان کم اصطکاک باعث کاهش تلفات فشار و مصرف انرژی میشود. بدنه شیر از آلومینیوم یا پلیمر مقاوم در برابر خوردگی ساخته شده و آببندی با اورینگهای NBR یا Viton انجام میشود. قطر پورت ورودی و خروجی 1/4 اینچ یا 6–8 mm متغیر است و امکان نصب مستقیم روی بلوک منیفولد ISO را دارد. این شیر قابلیت کارکرد در دمای محیط -20 تا +70°C را دارد و طول عمر مکانیکی بیش از 5 میلیون سیکل کاری تضمین میشود. ASCO SCE210C094 برای کاربردهای صنعتی مانند خطوط تولید، بستهبندی، تجهیزات رباتیک و سیستمهای اتوماسیون مناسب است.
| مشخصه فنی | مقدار / محدوده | شرح مهندسی |
|---|---|---|
| ولتاژ کاری | 24V DC | انطباق با سیستمهای کنترل صنعتی و PLC |
| جریان عبوری | تا 1.5 A | توان کافی برای تحریک سریع کویل و عملکرد شیر |
| فشار کاری | 0–10 بار | محدوده عملیاتی مناسب اکثر سیستمهای پنوماتیک |
| زمان پاسخ | <20 میلیثانیه | عملکرد سریع برای کنترل دقیق جریان و حرکت پیستون |
| جنس بدنه | آلومینیوم / پلیمر مقاوم | مقاومت در برابر خوردگی و محیطهای صنعتی |
| آببندی | NBR / Viton | جلوگیری از نشت و حفظ طول عمر شیر |
| قطر پورت | 1/4 اینچ یا 6–8 mm | قابلیت اتصال مستقیم به بلوک منیفولد ISO |
| دمای کاری | -20 تا +70°C | مناسب برای محیطهای صنعتی با تغییر دمای متوسط |
| طول عمر مکانیکی | >5 میلیون سیکل | عملکرد پایدار و مطمئن در سیستمهای اتوماسیون |
| کاربردها | خطوط تولید، بستهبندی، رباتیک، سیستمهای اتوماسیون | کنترل دقیق جریان و حرکت سیلندرها در محیط صنعتی |
نگهداری دورهای و سرویس شیر برقی Asco Solenoid Valve sce210
نگهداری دورهای شیر برقی ASCO SCE210 برای افزایش عمر مفید و حفظ عملکرد دقیق سیستم ضروری است. ابتدا باید جریان ورودی و ولتاژ کاری مطابق مشخصات 24V DC و 1.5 A بررسی شود تا از آسیب دیدن سیمپیچ جلوگیری شود. هر 1000 تا 2000 ساعت کاری، بدنه شیر باید از گرد و غبار و ذرات معلق تمیز شده و مسیرهای جریان بررسی گردد. اورینگها و آببندی NBR یا Viton هر 12 ماه یا پس از مشاهده نشتی تعویض شوند. فیلتر ورودی هوا یا سیال باید هر 6 ماه تمیز یا تعویض گردد تا از ورود ذرات به شیر جلوگیری شود. همچنین عملکرد باز و بسته شدن شیر با تست زمان پاسخ و جریان عبوری بررسی شود. رعایت دمای کاری مجاز -20 تا +70°C و جلوگیری از شوک مکانیکی، طول عمر شیر را تا بیش از 5 میلیون سیکل افزایش میدهد.
- بررسی ولتاژ و جریان: اطمینان از ولتاژ 24V DC و جریان 1.5A جهت محافظت از سیمپیچ.
- تمیزکاری بدنه: حذف گرد و غبار و ذرات معلق هر 1000 تا 2000 ساعت کاری.
- تعویض اورینگها: تعویض NBR یا Viton هر 12 ماه یا در صورت نشتی مشاهده شده.
- فیلتر ورودی: تمیز یا تعویض هر 6 ماه برای جلوگیری از ورود ذرات به شیر.
- تست عملکرد: بررسی باز و بسته شدن شیر و زمان پاسخ مطابق مشخصات کارخانه.
- دمای کاری: رعایت محدوده -20 تا +70°C برای محافظت از آببندی و سیمپیچ.
- جلوگیری از شوک مکانیکی: از ضربه یا لرزش شدید روی شیر جلوگیری کنید تا طول عمر مکانیکی افزایش یابد.
- ثبت سرویسها: مستندسازی تمام اقدامات نگهداری جهت پیشگیری از خرابی ناگهانی.
معرفی تخصصی شیر HAFNER MH 310 701 و کاربردهای صنعتی
شیر پنوماتیک HAFNER مدل MH 310 701 یک شیر دقیق و قابل اعتماد برای کنترل جریان و فشار در سیستمهای صنعتی است. این شیر با فشار کاری بین 2 تا 10 بار و ظرفیت جریان 50 تا 400 L/min طراحی شده و زمان پاسخ سریع کمتر از 12 میلیثانیه، آن را برای سیستمهای حساس ایدهآل میکند. بدنه شیر از آلومینیوم مقاوم یا فولاد ضد خوردگی ساخته شده و آببندی با اورینگهای NBR یا Viton عملکرد طولانی مدت را تضمین میکند. طراحی کم اصطکاک و مسیر جریان بهینه، مصرف انرژی را کاهش داده و عمر مفید سیستم را افزایش میدهد. شیر HAFNER MH 310 701 در ماشینآلات بستهبندی، خطوط تولید اتوماتیک، پرسهای پنوماتیک، تجهیزات رباتیک و سیستمهای کنترل حلقه بسته کاربرد دارد و امکان حرکت دقیق پیستون، توقف ایمن و کنترل فشار مطمئن را فراهم میکند.
- ماشینآلات بستهبندی: کنترل دقیق حرکت سیلندرها و اطمینان از بستهبندی یکنواخت.
- خطوط تولید اتوماتیک: مدیریت جریان هوای فشرده برای جابجایی قطعات و عملیات مکانیکی سریع.
- پرسهای پنوماتیک: حرکت و توقف ایمن پیستونها در فرآیندهای پرس و قالبگیری.
- تجهیزات رباتیک: کنترل محرکهای خطی و دورانی با دقت بالا برای حرکات هماهنگ.
- سیستمهای حلقه بسته: حفظ موقعیت دقیق پیستون و تنظیم فشار برای عملکرد پایدار و ایمن.
- ماشینآلات صنعتی سبک و سنگین: اعمال حرکت خطی و کنترل فشار در مدارهای پنوماتیک صنعتی.
- کنترل فرآیندهای مکانیکی: استفاده در خطوط مونتاژ و سیستمهای خودکار با راندمان بالا.
استانداردهای ساخت و کنترل کیفیت شیر HAFNER MH 510 701
شیر HAFNER MH 510 701 مطابق استانداردهای بینالمللی طراحی و تولید میشود تا عملکرد دقیق، ایمن و پایدار در مدارهای پنوماتیک و هیدرولیک فراهم گردد. فرآیند ساخت شامل ماشینکاری دقیق بدنه و اسپول، آببندی چندمرحلهای و مونتاژ ماژولار است. کنترل کیفیت شیر بر اساس استانداردهای ISO 9001:2015، ISO 5599-1، NFPA T3.6.1 و ISO 4401 انجام میشود. آزمونهای نهایی شامل تست فشار کاری تا 1.5 برابر فشار نامی، کنترل نشتی کمتر از 0.3 cc/min، تست زمان پاسخ و بررسی مقاومت مکانیکی در برابر شوک و لرزش است. همچنین هر شیر قبل از تحویل کالیبراسیون و صدور گواهی QA کارخانه را دریافت میکند. رعایت این استانداردها تضمین میکند که شیر HAFNER MH 510 701 در سیستمهای اتوماسیون صنعتی، خطوط تولید و ماشینآلات حساس، عملکرد دقیق و طول عمر بالایی داشته باشد.
| فرآیند / آزمون | استاندارد / مشخصه | شرح مهندسی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل مستمر فرآیند ساخت، ردیابی شماره سریال و انطباق با استانداردها |
| استاندارد ابعاد و نصب | ISO 4401 / NFPA T3.6.1 | سازگاری با بلوکهای منیفولد استاندارد صنعتی |
| تست فشار نهایی | 1.5 × Rated Pressure | بررسی استحکام بدنه و عملکرد صحیح تحت فشار بالا |
| کنترل نشتی | <0.3 cc/min | اطمینان از عملکرد صحیح و جلوگیری از اتلاف انرژی |
| تست زمان پاسخ | <15 ms | مناسب برای سیستمهای اتوماسیون و کنترل دقیق جریان |
| مقاومت مکانیکی | ISO 5599-1 | تحمل شوک، لرزش و سیکلهای مکرر در محیط صنعتی |
| کالیبراسیون و صدور گواهی | Factory QA Certificate | تنظیم دقیق شیر و تأیید عملکرد قبل از تحویل به مشتری |
مزایا و معایب خرید شیر پنوماتیک ASCO magnetventil sce210
شیر پنوماتیک ASCO Magnetventil SCE210 یک شیر سلونوئیدی با عملکرد دقیق و زمان پاسخ سریع است که در سیستمهای پنوماتیک صنعتی کاربرد دارد. این شیر قادر به تحمل فشار کاری بین 2 تا 10 بار و دبی جریان تا 400 L/min میباشد و دارای بدنه مقاوم از آلومینیوم یا پلاستیک صنعتی و آببندی اورینگهای NBR/Viton است. مزایای آن شامل زمان پاسخ کمتر از 15 میلیثانیه، راندمان بالا، نصب آسان و سازگاری با سیستمهای PLC و کنترل اتوماسیون است. از سوی دیگر معایب آن شامل هزینه اولیه بالاتر نسبت به برخی برندهای اقتصادی، حساسیت به آلودگی هوا و نیاز به فیلتراسیون دقیق ورودی است. با توجه به مزایا و معایب، SCE210 برای صنایع حساس مانند خودروسازی، بستهبندی و خطوط تولید اتوماتیک انتخابی مطمئن و مهندسی محسوب میشود.
- زمان پاسخ سریع <15 میلیثانیه برای کنترل دقیق جریان و حرکت پیستون.
- راندمان بالا و کاهش تلفات فشار در مدار پنوماتیک.
- قابلیت نصب آسان و سازگاری با استانداردهای صنعتی و بلوکهای ISO.
- سازگاری با سیستمهای PLC و کنترل اتوماسیون صنعتی.
- بدنه مقاوم و آببندی با اورینگهای NBR یا Viton برای طول عمر بالا.
- هزینه اولیه بالاتر نسبت به برخی مدلهای اقتصادی پنوماتیک.
- حساسیت به آلودگی هوای ورودی و نیاز به فیلتر مناسب.
- نیاز به نگهداری دورهای برای جلوگیری از خرابی زودهنگام سلونوئید.
معرفی تخصصی شیر برقی ASCO sc e210c093 و کاربردهای صنعتی
شیر برقی ASCO SC E210C093 یکی از تجهیزات کلیدی در سیستمهای کنترل پنوماتیک و هیدرولیک صنعتی است که برای باز و بسته کردن جریان سیال با دقت بالا طراحی شده است. این شیر دارای ولتاژ کاری 24V DC، فشار عملیاتی بین 0 تا 10 بار و دبی جریان حدود 100 L/min میباشد. زمان پاسخ سریع کمتر از 15 میلیثانیه و طراحی مسیر داخلی بهینه باعث کاهش افت فشار و مصرف انرژی میشود. بدنه شیر از آلومینیوم مقاوم یا پلاستیک صنعتی با دوام بالا ساخته شده و آببندی با اورینگهای NBR/Viton انجام میشود. این ویژگیها موجب عملکرد پایدار در دماهای -20 تا +70°C و طول عمر مکانیکی بالا میشود. شیر ASCO SC E210C093 در خطوط تولید اتوماتیک، صنایع غذایی و دارویی، سیستمهای بستهبندی، ماشینآلات هیدرولیک و پنوماتیک و سیستمهای کنترل فرآیند کاربرد گسترده دارد.
- خطوط تولید اتوماتیک: کنترل دقیق جریان سیال و حرکت محرکها در خطوط صنعتی.
- صنایع غذایی و دارویی: باز و بسته کردن جریان با دقت و رعایت بهداشت و ایمنی.
- سیستمهای بستهبندی: کنترل پمپها و سیلندرهای پنوماتیک برای عملکرد دقیق دستگاهها.
- ماشینآلات هیدرولیک و پنوماتیک: مدیریت جریان روغن یا هوا در سیستمهای صنعتی.
- سیستمهای کنترل فرآیند: اعمال دقیق فشار و جریان در صنایع شیمیایی و پتروشیمی.
- اتوماسیون صنعتی: ترکیب با PLC برای کنترل هوشمند و افزایش راندمان تولید.
- تجهیزات آزمایشگاهی: کنترل جریان سیالات و هوای فشرده در فرآیندهای تحقیقاتی و تولیدی.
راهنمای انتخاب شیر پنوماتیک بر اساس ظرفیت و فشار خروجی
انتخاب شیر پنوماتیک مناسب نیازمند بررسی دقیق ظرفیت جریان و فشار خروجی سیستم است. ابتدا باید فشار کاری مدار پنوماتیک مشخص شود، معمولاً بین 2 تا 10 بار در سیستمهای صنعتی استاندارد. سپس ظرفیت جریان هوای مورد نیاز برای محرکها یا سیلندرها تعیین میشود، که بر اساس قطر شیر و دبی عبوری (L/min) محاسبه میگردد. زمان پاسخ شیر، نوع حرکت (خطی یا دورانی) و نوع آببندی (NBR یا Viton) نیز برای عملکرد دقیق و جلوگیری از نوسان فشار اهمیت دارند. دمای محیط، میزان آلایندگی هوا و تلفات فشار مسیر داخلی شیر باید در نظر گرفته شود. رعایت این پارامترها باعث کاهش مصرف انرژی، افزایش عمر تجهیزات و عملکرد پایدار سیستم پنوماتیک میشود.
- 1. تعیین فشار کاری سیستم: فشار عملیاتی بین 2 تا 10 بار، مطابق مشخصات سیلندر یا محرک.
- 2. محاسبه دبی جریان مورد نیاز: بر اساس قطر سیلندر، طول کورس و سرعت حرکت پیستون.
- 3. زمان پاسخ شیر: برای سیستمهای حساس کمتر از 15 میلیثانیه، جهت جلوگیری از تأخیر عملکرد.
- 4. نوع حرکت و ساختار شیر: خطی یا دورانی، با مسیر جریان بهینه برای کاهش افت فشار.
- 5. نوع آببندی: انتخاب اورینگ NBR یا Viton مطابق با سیال و دمای کاری.
- 6. دمای محیط: اطمینان از عملکرد پایدار در بازه -20 تا +70°C برای اکثر سیستمهای صنعتی.
- 7. کنترل آلایندگی هوا: استفاده از فیلتر 5–10 میکرون برای جلوگیری از ورود ذرات به شیر.
- 8. بررسی تلفات فشار داخلی: انتخاب شیر با مسیر جریان کوتاه و اصطکاک کم برای صرفهجویی انرژی.
- 9. قابلیت نصب استاندارد: هماهنگی با بلوکهای ISO یا منیفولدهای صنعتی موجود.
- 10. تطابق با مصرف انرژی سیستم: انتخاب شیر با دبی و فشار بهینه برای کاهش مصرف هوا و هزینه عملیاتی.
کاربردهای شیر برقی HAFNER MH 532 در صنایع مختلف
شیر برقی HAFNER MH 532 یک شیر دقیق و سریع پاسخ برای کنترل جریان سیال در سیستمهای صنعتی است. این شیر با فشار کاری 0 تا 10 بار، دبی جریان تا 120 L/min و زمان پاسخ کمتر از 15 میلیثانیه، امکان کنترل دقیق سیلندرها و تجهیزات پنوماتیک و هیدرولیک را فراهم میکند. جنس بدنه از آلومینیوم مقاوم یا پلاستیک صنعتی با دوام بالا بوده و آببندی با اورینگهای NBR/Viton انجام میشود. این ویژگیها باعث عملکرد پایدار در دماهای -20 تا +70°C و عمر طولانی مکانیکی میشود. شیر HAFNER MH 532 در صنایع خودروسازی، بستهبندی، غذایی و دارویی، سیستمهای اتوماسیون صنعتی، خطوط تولید و ماشینآلات هیدرولیک و پنوماتیک کاربرد گسترده دارد و توانایی کاهش مصرف انرژی و افزایش دقت عملکرد سیستمها را ارائه میدهد.
- خودروسازی: کنترل دقیق سیلندرها در خطوط پرس، رنگ آمیزی و مونتاژ قطعات.
- بستهبندی: مدیریت جریان هوا و کنترل حرکت بستهها در خطوط اتوماتیک.
- صنایع غذایی و دارویی: اعمال دقیق فشار و جریان سیالات مطابق استانداردهای بهداشتی.
- سیستمهای اتوماسیون صنعتی: ترکیب با PLC برای کنترل هوشمند تجهیزات و محرکها.
- ماشینآلات هیدرولیک و پنوماتیک: باز و بسته کردن جریان روغن یا هوای فشرده در مدارها.
- خطوط تولید صنعتی: عملکرد دقیق و پایدار در فرآیندهای تولید و بستهبندی پیوسته.
- تجهیزات آزمایشگاهی و تحقیقاتی: کنترل جریان دقیق سیال برای تست و پروسههای آزمایشی.
مزایا و ویژگیهای فنی شیر برقی HAFNER MH 531 121
شیر برقی HAFNER MH 531 121 یک شیر دقیق و سریع پاسخ برای کنترل جریان هوای فشرده و سیالات سبک در سیستمهای صنعتی است. این شیر دارای فشار کاری 0 تا 10 بار و دبی جریان تا 100 L/min است و زمان پاسخ سریع آن کمتر از 15 میلیثانیه میباشد. بدنه شیر از آلومینیوم مقاوم یا پلاستیک صنعتی با دوام بالا ساخته شده و آببندی با اورینگهای NBR یا Viton انجام میشود. طراحی مسیر جریان بهینه باعث کاهش افت فشار و مصرف انرژی میشود. این شیر قابلیت عملکرد در دماهای -20 تا +70°C را دارد و طول عمر مکانیکی بالایی ارائه میدهد. HAFNER MH 531 121 برای کاربردهای صنعتی مانند سیستمهای اتوماسیون، خطوط تولید، بستهبندی، ماشینآلات پنوماتیک و هیدرولیک و صنایع غذایی و دارویی مناسب بوده و عملکرد پایدار و کاهش هزینههای عملیاتی را فراهم میکند.
- فشار کاری: 0 تا 10 بار، مناسب برای اکثر سیستمهای پنوماتیک صنعتی.
- دبی جریان: تا 100 L/min با طراحی مسیر جریان بهینه.
- زمان پاسخ سریع: کمتر از 15 میلیثانیه برای عملکرد دقیق و کنترل سریع.
- جنس بدنه: آلومینیوم مقاوم یا پلاستیک صنعتی با دوام بالا.
- نوع آببندی: اورینگهای NBR یا Viton مقاوم در برابر روغن و حرارت.
- دمای کاری: -20 تا +70°C برای محیطهای صنعتی با نوسان دما.
- صرفهجویی انرژی: کاهش افت فشار و مصرف هوای فشرده به دلیل طراحی مسیر جریان بهینه.
- طول عمر مکانیکی: عمر طولانی و مقاومت در برابر سیکلهای مکرر صنعتی.
- کاربرد صنعتی: اتوماسیون، خطوط تولید، بستهبندی، ماشینآلات پنوماتیک و هیدرولیک، صنایع غذایی و دارویی.
- نصب آسان: قابلیت اتصال استاندارد و هماهنگی با بلوکها و منیفولدهای صنعتی.
نحوه عملکرد شیر HAFNER MH 531 701 در سیستمهای پنوماتیک
شیر HAFNER MH 531 701 یک شیر پنوماتیک برقی است که جریان هوای فشرده را در سیستمهای صنعتی کنترل میکند. این شیر دارای عملکرد SPDT (Single Pole Double Throw) و مسیر داخلی بهینه برای کاهش تلفات فشار است. هنگامی که فرمان الکتریکی اعمال میشود، شیر با تحریک سیمپیچ، مسیر جریان را باز یا بسته کرده و پیستون یا محرک پنوماتیک را فعال میکند. زمان پاسخ سریع کمتر از 15 میلیثانیه، امکان کنترل دقیق و کاهش نوسان فشار در مدار را فراهم میکند. بدنه شیر از آلومینیوم مقاوم یا پلاستیک صنعتی ساخته شده و آببندی با اورینگهای NBR یا Viton انجام میشود. این شیر قابلیت تحمل فشار 2 تا 10 بار و دمای کاری -20 تا +70°C را دارد و در خطوط تولید اتوماتیک، بستهبندی، رباتیک صنعتی و سیستمهای کنترل فرآیند به کار گرفته میشود.
- 1. تحریک الکتریکی: اعمال ولتاژ به سیمپیچ باعث تغییر وضعیت داخلی شیر میشود.
- 2. مسیر جریان: شیر مسیر هوای فشرده را باز یا بسته میکند تا محرک یا سیلندر حرکت کند.
- 3. کنترل فشار: طراحی داخلی مسیر جریان باعث کاهش تلفات فشار و افزایش راندمان سیستم میشود.
- 4. زمان پاسخ سریع: کمتر از 15 میلیثانیه، مناسب برای مدارهای حساس و اتوماسیون دقیق.
- 5. ساختار مقاوم: بدنه آلومینیومی یا پلاستیکی و اورینگهای NBR/Viton برای دوام بالا.
- 6. فشار کاری: قابل استفاده در سیستمهای با فشار 2 تا 10 بار.
- 7. دمای کاری: عملکرد پایدار در بازه دمایی -20 تا +70°C.
- 8. کاربرد صنعتی: خطوط تولید، بستهبندی، رباتیک، کنترل فرآیند و ماشینآلات پنوماتیک.
مشخصات فنی و ظرفیتهای مختلف شیر HAFNER MH 310
شیر پنوماتیک HAFNER MH 310 یک شیر برقی با عملکرد دقیق و زمان پاسخ سریع است که برای کنترل جریان هوای فشرده در سیستمهای پنوماتیک طراحی شده است. این شیر دارای محدوده فشار کاری 2 تا 10 بار و دبی جریان بین 50 تا 500 L/min بسته به سایز شیر میباشد. زمان پاسخ سریع آن کمتر از 15 میلیثانیه بوده و طراحی مسیر داخلی با اصطکاک کم باعث کاهش افت فشار میشود. بدنه شیر از آلومینیوم یا پلاستیک صنعتی مقاوم ساخته شده و اورینگهای NBR یا Viton برای آببندی طولانی مدت استفاده میشوند. HAFNER MH 310 در دمای کاری -20 تا +70°C عملکرد پایدار ارائه میدهد و در خطوط تولید اتوماتیک، بستهبندی، ماشینآلات صنعتی و رباتیک پنوماتیک کاربرد گسترده دارد.
| پارامتر فنی | MH 310 - سایز کوچک | MH 310 - سایز متوسط | MH 310 - سایز بزرگ |
|---|---|---|---|
| فشار کاری (bar) | 2–10 | 2–10 | 2–10 |
| دبی جریان (L/min) | 50–150 | 150–350 | 350–500 |
| زمان پاسخ (ms) | <15 | <15 | <15 |
| جنس بدنه | آلومینیوم / پلاستیک صنعتی | آلومینیوم / پلاستیک صنعتی | آلومینیوم / پلاستیک صنعتی |
| نوع آببندی | NBR / Viton | NBR / Viton | NBR / Viton |
| دمای کاری (°C) | -20 تا +70 | -20 تا +70 | -20 تا +70 |
| مزایا | زمان پاسخ سریع، مصرف انرژی بهینه | دبی بالاتر، راندمان مناسب | ظرفیت جریان زیاد، مناسب برای سیستمهای صنعتی بزرگ |
| کاربرد صنعتی | ماشینآلات سبک، خطوط بستهبندی کوچک | خطوط تولید متوسط، اتوماسیون صنعتی | سیستمهای بزرگ پنوماتیک، ماشینآلات سنگین |
استانداردهای ساخت و کنترل کیفیت شیر HAFNER MH 510 121
شیر پنوماتیک Hafner MH 510 121 مطابق استانداردهای بینالمللی طراحی و تولید میشود تا عملکرد پایدار، ایمن و طول عمر طولانی در سیستمهای صنعتی ارائه دهد. فرآیند ساخت شامل ماشینکاری دقیق بدنه و اسپول، آببندی چندمرحلهای و پوشش مقاوم در برابر خوردگی است. کنترل کیفیت طبق استانداردهای ISO 9001:2015، ISO 5599-1، NFPA T3.5.1 و ISO 15407-1 انجام میشود. آزمونهای فشار شامل تست تا 1.5 برابر فشار کاری نامی، بررسی زمان پاسخ کمتر از 15 میلیثانیه و کنترل نشتی کمتر از 0.3 cc/min است. علاوه بر این، هر شیر از نظر دقت جریان، پایداری عملکرد و مقاومت مکانیکی کالیبره میشود و با صدور گواهی QA Hafner همراه با شماره سریال تحویل میشود. این استانداردها تضمین میکنند که شیر MH 510 121 در خطوط تولید، ماشینآلات اتوماسیون و سیستمهای پنوماتیک حساس، عملکرد دقیق و قابل اعتماد ارائه دهد.
| مرحله / آزمون | استاندارد / مشخصه | شرح مهندسی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل فرآیند تولید و ردیابی شماره سریال برای هر شیر |
| ابعاد و نصب | ISO 5599-1 | سازگاری با بلوکهای منیفولد و نصب استاندارد صنعتی |
| آزمون فشار نهایی | 1.5 × Rated Pressure | تست استحکام بدنه و اطمینان از عملکرد تحت فشار بالا |
| زمان پاسخ | <15 ms | واکنش سریع شیر در سیستمهای حساس |
| کنترل نشتی | <0.3 cc/min | تضمین عملکرد بدون نشت و کاهش هدررفت انرژی |
| کالیبراسیون جریان | Factory Calibration | تنظیم دقیق مسیر جریان و بررسی دقت عملکرد |
| پوشش بدنه | Zn-Ni / Anodized Aluminum | مقاومت در برابر خوردگی و افزایش طول عمر مکانیکی |
| مقاومت مکانیکی | NFPA T3.5.1 / ISO 15407-1 | تحمل لرزش، شوک و سیکلهای مکرر صنعتی |
| صدور گواهی QA | Hafner QA Certificate | تأیید عملکرد و انطباق با استانداردهای کیفی بینالمللی |
بررسی تخصصی شیر برقی اسکو asco 040 و نکات انتخاب مهندسی
شیر برقی ASCO 040 یکی از پرکاربردترین شیرهای پنوماتیک و هیدرولیک صنعتی است که برای باز و بسته کردن جریان سیال با دقت بالا طراحی شده است. این شیر با فشار کاری 0 تا 10 بار و دبی جریان بین 50 تا 300 L/min، زمان پاسخ سریع کمتر از 15 میلیثانیه و ولتاژ کاری 24V DC یا 230V AC عملکرد قابل اعتماد ارائه میدهد. بدنه از آلومینیوم مقاوم یا پلاستیک صنعتی با دوام بالا ساخته شده و آببندی با اورینگهای NBR یا Viton انجام میشود. نکات مهندسی برای انتخاب این شیر شامل تطبیق فشار و دبی سیستم، نوع سیال، دمای محیط، نوع خروجی و زمان پاسخ مورد نیاز، و نصب استاندارد ISO 4401 یا بلوک منیفولد است. ASCO 040 در صنایع خطوط تولید اتوماتیک، بستهبندی، ماشینآلات پنوماتیک و سیستمهای کنترل فرآیند کاربرد گسترده دارد.
- 1. فشار کاری سیستم: اطمینان از تطبیق فشار کاری 0–10 بار با شیر.
- 2. دبی جریان مورد نیاز: تعیین بر اساس قطر سیلندر یا محرک و سرعت حرکت.
- 3. نوع سیال: مطابقت آببندی NBR یا Viton با روغن یا هوای فشرده استفاده شده.
- 4. دمای محیط: عملکرد پایدار بین -20 تا +70°C، جلوگیری از آسیب به آببندیها.
- 5. نوع خروجی الکتریکی: انتخاب 24V DC یا 230V AC مطابق با سیستم کنترل.
- 6. زمان پاسخ شیر: کمتر از 15 میلیثانیه برای سیستمهای حساس و حلقه بسته.
- 7. نصب استاندارد: بلوک ISO 4401 یا نصب مستقیم روی منیفولد مطابق استاندارد صنعتی.
- 8. مقاومت مکانیکی: تحمل لرزش، شوک و سیکلهای مکرر صنعتی.
- 9. طول عمر و نگهداری: انتخاب شیر با طراحی برای حداقل نگهداری و عمر طولانی.
- 10. تطبیق با مصرف انرژی سیستم: بهینهسازی مصرف هوا یا سیال برای کاهش هزینه عملیاتی.
مقایسه مهندسی شیر برقی اسکو asco 067 با سایر مدل های مشابه
شیر برقی ASCO 067 یک شیر پنوماتیک صنعتی با طراحی استاندارد برای کنترل جریان سیالات است. این شیر دارای فشار کاری 0 تا 10 بار، دبی جریان 80 تا 120 L/min و زمان پاسخ کمتر از 15 میلیثانیه میباشد. در مقایسه با مدلهای مشابه مانند SMC VQ و Norgren VE/VM Series، شیر ASCO 067 دارای افت فشار کمتر (0.1–0.3 بار)، راندمان بالاتر و دوام مکانیکی بهتر است. مزیت دیگر این شیر، تطبیق آسان با PLC و کنترل دیجیتال و قابلیت کار در دمای محیط -20 تا +70°C است. معایب مدلهای رقیب شامل زمان پاسخ کمی طولانیتر، افت فشار بیشتر و مصرف انرژی بالاتر میباشد. این ویژگیها باعث میشوند شیر ASCO 067 برای خطوط تولید اتوماتیک، ماشینآلات پنوماتیک و سیستمهای کنترل فرآیند صنعتی انتخاب بهینهای باشد.
| پارامتر فنی | ASCO 067 | SMC VQ | Norgren VE/VM |
|---|---|---|---|
| فشار کاری (bar) | 0–10 | 0–10 | 0–10 |
| دبی جریان (L/min) | 80–120 | 70–110 | 75–115 |
| زمان پاسخ (ms) | <15 | 18–20 | 16–18 |
| تلفات فشار (bar) | 0.1–0.3 | 0.25–0.5 | 0.2–0.4 |
| دمای کاری (°C) | -20 تا +70 | -20 تا +60 | -20 تا +65 |
| مزایا | راندمان بالا، زمان پاسخ سریع، سازگار با PLC | قیمت اقتصادی، دسترسی آسان | دوام مناسب، انعطاف در نصب |
| معایب | قیمت اولیه کمی بالاتر نسبت به مدلهای اقتصادی | افت فشار نسبتا بیشتر، زمان پاسخ طولانیتر | زمان پاسخ کمی بالاتر، مصرف انرژی بیشتر |
تفاوت شیر برقی اسکو asco 8262 با سایر مدل های این برند
شیر برقی ASCO 8262 با طراحی پیشرفته برای کنترل دقیق جریان گاز و مایعات صنعتی ارائه شده و با مدلهای دیگر ASCO مانند 8210، 8212 و 8218 تفاوتهای مشخص دارد. این شیر دارای فشار کاری تا 10 بار، دبی جریان 50–200 L/min و زمان پاسخ کمتر از 12 میلیثانیه است. برخلاف مدلهای قدیمیتر که دارای مسیر جریان سادهتر و زمان پاسخ 15–20 میلیثانیه بودند، 8262 مسیر داخلی بهینه، تلفات فشار کمتر (0.1–0.3 بار) و مصرف انرژی کاهش یافته دارد. بدنه مقاوم از آلومینیوم یا فولاد ضد خوردگی و اورینگهای NBR/Viton طول عمر و عملکرد پایدار شیر را تضمین میکند. این ویژگیها، ASCO 8262 را برای سیستمهای اتوماسیون صنعتی، خطوط تولید حساس، بستهبندی و فرآیندهای کنترل دقیق فشار و جریان به گزینهای برتر نسبت به سایر مدلهای این برند تبدیل کرده است.
| پارامتر فنی | ASCO 8262 | ASCO 8210 | ASCO 8212 | ASCO 8218 |
|---|---|---|---|---|
| فشار کاری (bar) | 0–10 | 0–8 | 0–8 | 0–10 |
| دبی جریان (L/min) | 50–200 | 40–150 | 45–160 | 50–180 |
| زمان پاسخ (ms) | <12 | 15–20 | 15–18 | 14–18 |
| تلفات فشار (bar) | 0.1–0.3 | 0.3–0.5 | 0.25–0.5 | 0.2–0.4 |
| جنس بدنه | آلومینیوم / فولاد ضد خوردگی | آلومینیوم | آلومینیوم / برنج | آلومینیوم |
| مزایا | راندمان بالا، زمان پاسخ سریع، کاهش تلفات فشار | قیمت اقتصادی، دسترسی آسان | دوام مناسب، سازگار با PLC | عملکرد پایدار، نصب ساده |
| معایب | قیمت اولیه بالاتر نسبت به مدلهای قدیمیتر | زمان پاسخ کندتر، افت فشار بیشتر | افت فشار نسبی، زمان پاسخ بیشتر | زمان پاسخ کمی بالاتر، مصرف انرژی بیشتر |
نکات مهم در انتخاب و خرید شیر برقی اسکو asco 8210g095
برای انتخاب و خرید شیر برقی ASCO 8210G095، باید پارامترهای فشار، دبی، نوع سیال و شرایط محیطی سیستم به دقت بررسی شوند. این شیر دارای محدوده فشار کاری 0 تا 10 بار، دبی جریان 100–200 L/min و زمان پاسخ کمتر از 15 میلیثانیه است. جنس بدنه و آببندی باید با سیال سازگار بوده و مقاومت در برابر خوردگی و دمای محیط -20 تا +70°C داشته باشد. ولتاژ و نوع اتصال الکتریکی (DC یا AC) باید با سیستم کنترل یا PLC مطابقت داشته باشد. نصب استاندارد روی بلوکهای ISO و مسیر جریان صحیح، فیلتراسیون هوا یا سیال و بررسی جریان برگشتی برای جلوگیری از ضربه، از نکات کلیدی است. رعایت این اصول باعث عملکرد پایدار، کاهش مصرف انرژی و افزایش عمر مفید شیر در خطوط تولید و سیستمهای اتوماسیون صنعتی میشود.
- 1. محدوده فشار کاری: اطمینان از انتخاب شیر متناسب با فشار مدار (0–10 بار).
- 2. دبی جریان: بررسی جریان عبوری (100–200 L/min) برای تطبیق با نیاز سیستم.
- 3. نوع سیال: مطابقت جنس بدنه و آببندی با هوا، روغن یا گاز صنعتی.
- 4. دمای محیط: عملکرد پایدار بین -20 تا +70°C برای طول عمر بیشتر.
- 5. ولتاژ و اتصال الکتریکی: انتخاب DC یا AC مطابق سیستم کنترل یا PLC.
- 6. نصب استاندارد: نصب روی بلوک ISO و رعایت جهت جریان صحیح سیال.
- 7. فیلتراسیون سیال: استفاده از فیلتر 5–25 میکرون برای جلوگیری از ورود ذرات به شیر.
- 8. بررسی جریان برگشتی: جلوگیری از ضربه و آسیب به شیر و سیستم هیدرولیک یا پنوماتیک.
- 9. زمان پاسخ: کمتر از 15 میلیثانیه برای سیستمهای حساس و اتوماسیون دقیق.
- 10. نگهداری و سرویس: برنامه سرویس دورهای و بازرسی سالانه برای عملکرد طولانی مدت.
راهنمای نصب و نگهداری شیربرقی HAFNER MH 533
نصب و نگهداری شیربرقی HAFNER MH 533 باید مطابق اصول مهندسی انجام شود تا عملکرد دقیق و طول عمر طولانی دستگاه تضمین شود. ابتدا محل نصب باید تمیز، خشک و عاری از لرزش شدید باشد و شیر با اتصال مطابق استانداردهای ورودی و خروجی مطابق نقشه کارخانه نصب شود. ولتاژ و فرکانس تغذیه باید با مشخصات نامی شیر هماهنگ باشد (230V AC / 50Hz یا مدل DC مطابق سفارش). نگهداری شامل بررسی نشتیها، وضعیت سیمکشی و کابلها، عملکرد بوبین و پیستون و روانکاری مناسب مکانیزم داخلی است. فیلتر ورودی سیال باید تمیز باشد تا از ورود ذرات جلوگیری شود. همچنین شیر باید در دمای محیط -20 تا +70°C کار کند و سرویس دورهای هر 6 ماه یا 2000 ساعت کاری توصیه میشود تا از خرابی زودهنگام جلوگیری شود.
- 1. محل نصب: نصب روی سطح صاف، خشک و بدون لرزش شدید برای عملکرد پایدار.
- 2. اتصال ورودی و خروجی: مطابقت با نقشه کارخانه و استانداردهای سایز پورتها.
- 3. ولتاژ و فرکانس تغذیه: استفاده از ولتاژ و فرکانس مطابق مشخصات نامی شیر.
- 4. بررسی نشتیها: کنترل اتصالات و بدنه برای جلوگیری از نشت سیال.
- 5. روانکاری مکانیزم: روغنکاری پیستون و بوبین در دورههای مشخص برای کاهش سایش.
- 6. تمیزی فیلتر ورودی: جلوگیری از ورود ذرات به شیر و آسیب به بوبین و مسیر جریان.
- 7. محیط کاری: دمای بین -20 تا +70°C برای حفظ طول عمر آببندیها و بوبین.
- 8. سرویس دورهای: بازرسی هر 6 ماه یا 2000 ساعت کاری شامل بررسی سیمکشی، بوبین و عملکرد مکانیکی.
- 9. کنترل کابلها: اطمینان از سالم بودن کابلهای تغذیه و عدم اتصال کوتاه یا آسیب مکانیکی.
- 10. مستندسازی نگهداری: ثبت دورههای سرویس و تعویض قطعات برای پیشگیری از خرابی ناگهانی.
شیر برقی اسکو asco 8320g184 پدیده هیدرولیک پنوماتیک: معرفی، عملکرد و راهنمای انتخاب
شیر برقی ASCO 8320G184 یکی از تجهیزات کلیدی سیستمهای پنوماتیک و هیدرولیک صنعتی است که برای کنترل دقیق جریان سیال طراحی شده است. این شیر دارای ولتاژ کاری 24V DC، محدوده فشار 0 تا 10 بار و دبی جریان حدود 120 L/min میباشد. طراحی مسیر جریان بهینه و زمان پاسخ کمتر از 15 میلیثانیه باعث کاهش افت فشار و مصرف انرژی میشود. بدنه شیر از آلومینیوم یا پلاستیک صنعتی مقاوم ساخته شده و آببندی با اورینگهای NBR یا Viton انجام میشود تا طول عمر بالایی داشته باشد. انتخاب این شیر بر اساس نوع سیال، فشار کاری، دبی مورد نیاز، ولتاژ و نوع اتصال انجام میشود. ASCO 8320G184 در خطوط تولید اتوماتیک، صنایع غذایی و دارویی، سیستمهای بستهبندی، ماشینآلات هیدرولیک و پنوماتیک و سیستمهای کنترل فرآیند کاربرد دارد.
- کنترل جریان دقیق: باز و بسته کردن جریان سیال با زمان پاسخ کمتر از 15 میلیثانیه.
- مصرف انرژی بهینه: طراحی مسیر داخلی کم افت فشار و کاهش مصرف هوای فشرده.
- محدوده فشار کاری: 0 تا 10 بار مناسب اکثر سیستمهای پنوماتیک و هیدرولیک صنعتی.
- ولتاژ کاری: 24V DC برای تطبیق با کنترلرهای PLC و سیستمهای اتوماسیون.
- جنس بدنه: آلومینیوم یا پلاستیک صنعتی مقاوم در برابر خوردگی و شرایط محیطی سخت.
- نوع آببندی: اورینگهای NBR یا Viton با طول عمر بالا و مقاومت در برابر روغن و حرارت.
- کاربرد صنعتی: خطوط تولید اتوماتیک، بستهبندی، صنایع غذایی و دارویی، سیستمهای هیدرولیک و پنوماتیک، کنترل فرآیند.
- انتخاب مهندسی: براساس فشار کاری، دبی، ولتاژ، نوع سیال و اتصال پورتها.
- سازگاری با سیستم اتوماسیون: امکان کنترل توسط PLC و تجهیزات الکترونیکی صنعتی.
- طول عمر و دوام بالا: طراحی مکانیکی و آببندی مقاوم برای عملکرد پایدار در محیطهای صنعتی.
شیر برقی اسکو asco 8215 پدیده هیدرولیک پنوماتیک چیست و چه کاربردی دارد؟
شیر برقی ASCO 8215 یک شیر پنوماتیک یا هیدرولیک صنعتی است که برای کنترل باز و بسته کردن جریان سیال طراحی شده و عملکرد سریع و دقیق ارائه میدهد. این شیر دارای ولتاژ کاری 24V DC یا 230V AC، فشار عملیاتی 0 تا 10 بار و دبی جریان بین 50 تا 300 L/min است. زمان پاسخ سریع کمتر از 15 میلیثانیه باعث کاهش افت فشار و بهبود راندمان سیستم میشود. بدنه شیر از آلومینیوم یا پلاستیک صنعتی مقاوم ساخته شده و اورینگهای NBR یا Viton آببندی دقیق را تضمین میکنند. شیر ASCO 8215 برای خطوط تولید اتوماتیک، بستهبندی، صنایع غذایی و دارویی، ماشینآلات پنوماتیک و هیدرولیک و سیستمهای کنترل فرآیند کاربرد دارد و با طراحی قابل اعتماد، عمر طولانی و مصرف انرژی بهینه، انتخاب مناسبی برای پروژههای صنعتی محسوب میشود.
- خطوط تولید اتوماتیک: کنترل دقیق جریان سیال در سیستمهای پنوماتیک و هیدرولیک.
- بستهبندی صنعتی: عملکرد سریع برای کنترل پمپها و سیلندرها در فرآیند بستهبندی.
- صنایع غذایی و دارویی: باز و بسته کردن جریان با دقت و رعایت استانداردهای بهداشتی.
- ماشینآلات هیدرولیک و پنوماتیک: مدیریت فشار و جریان سیال در محرکها و تجهیزات صنعتی.
- سیستمهای کنترل فرآیند: کنترل فشار و جریان در خطوط شیمیایی و پتروشیمی.
- اتوماسیون صنعتی: ترکیب با PLC و تجهیزات الکترونیکی برای افزایش راندمان تولید.
- تجهیزات تحقیق و توسعه: کنترل دقیق جریان و فشار در آزمایشگاهها و خطوط تست صنعتی.
کاربردهای صنعتی شیر برقی اسکو asco 016
شیر برقی ASCO 016 یکی از شیرهای کلیدی در سیستمهای پنوماتیک و هیدرولیک صنعتی است که برای کنترل دقیق جریان سیال طراحی شده است. این شیر قابلیت عملکرد با فشار کاری 0 تا 10 بار و دبی جریان بین 40 تا 200 L/min را دارد. زمان پاسخ سریع کمتر از 15 میلیثانیه و طراحی مسیر داخلی کم افت فشار، مصرف انرژی سیستم را بهینه میکند. بدنه شیر از آلومینیوم یا پلاستیک صنعتی مقاوم ساخته شده و آببندی با اورینگهای NBR یا Viton انجام میشود تا طول عمر بالایی داشته باشد. شیر ASCO 016 در خطوط تولید اتوماتیک، صنایع غذایی و دارویی، سیستمهای بستهبندی، ماشینآلات هیدرولیک و پنوماتیک، اتوماسیون صنعتی و کنترل فرآیند کاربرد دارد و با دوام بالا و عملکرد پایدار، گزینه مناسبی برای پروژههای صنعتی محسوب میشود.
- خطوط تولید اتوماتیک: کنترل دقیق جریان سیال در فرآیندهای صنعتی.
- صنایع غذایی و دارویی: باز و بسته کردن جریان با دقت و رعایت استانداردهای بهداشتی.
- سیستمهای بستهبندی: عملکرد سریع برای کنترل سیلندرها و پمپهای پنوماتیک.
- ماشینآلات هیدرولیک و پنوماتیک: مدیریت جریان و فشار سیال در محرکها و تجهیزات صنعتی.
- اتوماسیون صنعتی: اتصال به PLC و سیستمهای کنترل برای افزایش راندمان تولید.
- کنترل فرآیند: اعمال فشار و جریان دقیق در صنایع شیمیایی و پتروشیمی.
- تجهیزات آزمایشگاهی و تحقیقاتی: کنترل دقیق جریان در آزمایشگاهها و خطوط تست صنعتی.
عوامل موثر بر خرید و قیمت شیر برقی اسکو asco 8316 پدیده هیدرولیک پنوماتیک
-
1. سایز پورت و قطر شیر
قطر ورودی و خروجی شیر بر قیمت و دبی جریان تاثیر مستقیم دارد. سایزهای کوچک ارزان تر هستند.
حدود قیمت مهندسی: 1/8–1/4 اینچ ≈ $120–$250، 1/2 اینچ ≈ $200–$400.
-
2. نوع عملکرد و مدار داخلی
شیرهای 2/2 و 3/2 حالت عملکرد ساده تر و قیمت کمتر دارند. شیرهای چند حالته گران تر هستند.
قیمت تقریبی: 2/2 ≈ $120–$300، 3/2 ≈ $180–$400، چند حالته ≈ $350–$800.
-
3. ولتاژ و نوع تغذیه
شیرهای DC و AC با ولتاژهای مختلف هزینه متفاوت دارند. ولتاژ استاندارد ارزان تر است.
حدود قیمت مهندسی: 12VDC ≈ $150–$300، 24VDC ≈ $160–$320، 110VAC ≈ $200–$400.
-
4. جنس بدنه و متریال آب بندی
پلاستیک، برنج یا استیل بر قیمت نهایی تاثیر دارند. آب بندی مقاوم به حرارت گران تر است.
افزایش قیمت: استیل ≈ $300–$800، آب بندی PTFE ≈ $50–$150 اضافه بر قیمت پایه.
-
5. فشار کاری و محدوده دما
شیرهایی با تحمل فشار و دمای بالا نیازمند قطعات مقاوم تر هستند.
حدود قیمت: فشار تا 10 بار ≈ $120–$250، فشار تا 20 بار ≈ $200–$500.
-
6. زمان پاسخ و فرکانس کاری
شیرهای سریع با زمان پاسخ کوتاه هزینه بیشتری دارند. فرکانس کاری بالا نیازمند سیم پیچ ویژه است.
افزایش قیمت مهندسی ≈ $50–$200 بسته به نیاز عملیاتی.
-
7. گواهی نامه و استانداردها
شیرهایی با استانداردهای بین المللی CE، UL یا ATEX قیمت بالاتری دارند.
افزایش قیمت ≈ 10%–30% نسبت به نسخه پایه بدون گواهی نامه.
-
8. اصل یا بازسازی شده
شیر برقی نو ASCO قیمت بالاتری نسبت به نمونه بازسازی شده یا OEM دارد.
حدود قیمت: نو ≈ $150–$800، بازسازی شده ≈ $70–$300.
-
9. لوازم جانبی و اتصالات
کوپلینگ، فیتینگ و نگهدارنده ها بر قیمت کل نصب تاثیر می گذارند.
افزایش قیمت لوازم جانبی ≈ $20–$150 بسته به نوع و جنس.
-
10. حمل و نقل و تعرفه واردات
هزینه ارسال بین المللی، تعرفه و مالیات موجب تغییر قیمت نهایی می شوند.
افزایش یا کاهش ممکن است 5%–25% از قیمت پایه را تحت تاثیر قرار دهد.
نحوه عملکرد شیر برقی اسکو asco 8320 پدیده هیدرولیک پنوماتیک در سیستمهای پنوماتیک
شیر برقی ASCO 8320 در سیستمهای پنوماتیک برای کنترل باز و بسته شدن جریان هوا یا سیال تحت فشار طراحی شده است. این شیر از نوع دو یا سه راهه با بوبین الکترومغناطیسی است که با تحریک الکتریکی، مسیر جریان را تغییر میدهد. هنگام اعمال ولتاژ به بوبین، هسته مغناطیسی حرکت کرده و دیسک یا اسپول شیر را جابجا میکند، که منجر به باز یا بسته شدن مسیر جریان میشود. زمان پاسخ سریع کمتر از 15 میلیثانیه باعث افزایش دقت و کاهش نوسان فشار در سیستم میشود. شیر ASCO 8320 قابلیت تحمل فشار کاری 0 تا 10 بار و دبی جریان 50 تا 500 L/min را دارد. این عملکرد باعث میشود سیستمهای پنوماتیک در ماشینآلات اتوماسیون، خطوط تولید، بستهبندی و تجهیزات پنوماتیک صنعتی با دقت بالا و مصرف انرژی بهینه کار کنند.
- نوع شیر: دو یا سه راهه با بوبین الکترومغناطیسی برای کنترل مسیر جریان هوا.
- جابجایی اسپول: هسته مغناطیسی بوبین با تحریک الکتریکی، مسیر جریان را باز یا بسته میکند.
- زمان پاسخ سریع: کمتر از 15 میلیثانیه برای افزایش دقت و کاهش نوسان فشار.
- فشار کاری: 0 تا 10 بار برای اکثر سیستمهای پنوماتیک صنعتی.
- دبی جریان: 50 تا 500 L/min بسته به سایز شیر و کاربرد سیستم.
- کنترل الکتریکی: امکان اتصال به PLC و سیستم اتوماسیون برای عملکرد خودکار.
- مصرف انرژی بهینه: طراحی داخلی کم افت فشار و کاهش مصرف هوای فشرده.
- کاربرد صنعتی: خطوط تولید، بستهبندی، اتوماسیون صنعتی و تجهیزات پنوماتیک دقیق.
- طراحی مقاوم: بدنه آلومینیوم یا پلاستیک صنعتی با دوام و مقاومت در برابر خوردگی.
- آببندی طولانی مدت: استفاده از اورینگهای NBR یا Viton برای عملکرد پایدار و طول عمر بالا.
بررسی تخصصی شیر برقی اسکو asco 8210g009 پدیده هیدرولیک پنوماتیک و نکات انتخاب مهندسی
شیر برقی ASCO 8210G009 یکی از تجهیزات کلیدی در سیستمهای هیدرولیک و پنوماتیک صنعتی است که برای کنترل دقیق جریان سیال طراحی شده است. این شیر دارای ولتاژ کاری 24V DC، محدوده فشار 0 تا 10 بار و دبی جریان بین 80 تا 100 L/min میباشد. زمان پاسخ سریع کمتر از 15 میلیثانیه و طراحی مسیر جریان بهینه، کاهش افت فشار و مصرف انرژی را تضمین میکند. بدنه شیر از آلومینیوم مقاوم یا پلاستیک صنعتی ساخته شده و آببندی با اورینگهای NBR یا Viton انجام میشود. نکات مهندسی در انتخاب این شیر شامل بررسی نوع سیال، دبی مورد نیاز، فشار کاری، ولتاژ تغذیه و نوع اتصال پورتها است. ASCO 8210G009 در خطوط تولید اتوماتیک، صنایع غذایی و دارویی، سیستمهای بستهبندی، ماشینآلات هیدرولیک و پنوماتیک و سیستمهای کنترل فرآیند کاربرد دارد و طول عمر و عملکرد پایدار را تضمین میکند.
- نوع سیال: مطابقت با روغن هیدرولیک، هوا یا گاز صنعتی برای جلوگیری از آسیب به آببندیها.
- فشار کاری: انتخاب براساس محدوده 0 تا 10 بار سیستم و ایمنی مدار.
- دبی جریان: بررسی دبی مورد نیاز بین 80 تا 100 L/min برای عملکرد بهینه سیستم.
- ولتاژ تغذیه: 24V DC مطابق کنترلر PLC و تجهیزات اتوماسیون صنعتی.
- نوع اتصال پورتها: سازگاری با سایز بلوک منیفولد یا شیلنگهای استاندارد صنعتی.
- زمان پاسخ: کمتر از 15 میلیثانیه برای کنترل دقیق سیلندرها و محرکها.
- جنس بدنه: آلومینیوم یا پلاستیک صنعتی مقاوم در برابر خوردگی و دمای محیط.
- نوع آببندی: اورینگهای NBR یا Viton برای دوام و جلوگیری از نشت سیال.
- کاربرد صنعتی: خطوط تولید، بستهبندی، صنایع غذایی و دارویی، سیستمهای هیدرولیک و پنوماتیک.
- نگهداری و سرویس: بازرسی دورهای سیمکشی، بوبین و مسیر جریان برای افزایش طول عمر شیر.
استانداردهای تولید و کیفیت پرشر سوئیچ rexroth hydraulic pressure switch
پرشر سوئیچ هیدرولیک Rexroth مطابق با دقیقترین استانداردهای بینالمللی طراحی و تولید میشود تا دقت، ایمنی و طول عمر بالای سیستمهای هیدرولیک تضمین گردد. فرآیند ساخت شامل ماشینکاری دقیق بدنه و پیستون، پوشش ضد خوردگی، مونتاژ ماژولار و تست الکتریکی بوبین است. کنترل کیفیت بر اساس استانداردهای ISO 9001:2015، ISO 4401، NFPA D03 و ISO 10770-1 انجام میشود. آزمونهای فشار شامل تست تا 1.5 برابر فشار کاری نامی (حدود 525 بار)، کنترل نشتی کمتر از 0.3 cc/min و بررسی زمان پاسخ کمتر از 10 میلیثانیه هستند. علاوه بر این، هر سوئیچ از نظر خطی بودن منحنی فشار، پایداری حرارتی، مقاومت مکانیکی و دقت تنظیم کالیبره شده و با گواهی QA Rexroth همراه شماره سریال تحویل میشود. رعایت این استانداردها باعث عملکرد پایدار و اطمینان در کاربردهای حساس صنعتی میشود.
| مرحله / آزمون | استاندارد / مشخصه | شرح مهندسی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل مستمر فرآیند ساخت و ردیابی شماره سریال |
| استاندارد نصب و ابعاد | ISO 4401 / NFPA D03 | سازگاری با بلوکهای منیفولد استاندارد صنعتی |
| آزمون فشار نهایی | 1.5 × فشار کاری | تست استحکام بدنه و اطمینان از عملکرد تحت فشار بالا |
| کنترل نشتی | <0.3 cc/min | تضمین آببندی مناسب و عملکرد پایدار |
| تست زمان پاسخ | <10 ms | اطمینان از عملکرد سریع در مدارهای حساس |
| تست پایداری حرارتی | -20 تا +70°C | عملکرد پایدار در محیطهای صنعتی با تغییر دما |
| کالیبراسیون فشار | Factory Calibration | تنظیم دقیق منحنی فشار و جریان برای دقت بالا |
| پوشش ضد خوردگی | Zn-Ni Coating / ASTM B841 | مقاومت در برابر خوردگی و افزایش طول عمر مکانیکی |
| بازرسی نهایی و صدور گواهی | Rexroth QA-Check | صدور گواهی کیفیت و تضمین انطباق با استانداردها |
هیدروموتور پیستونی SAI : معرفی، عملکرد و کاربردها
هیدروموتور پیستونی SAI یکی از انواع هیدروموتورهای با راندمان بالا است که برای تبدیل انرژی هیدرولیک به گشتاور مکانیکی طراحی شده است. این موتورها دارای طراحی پیستونی شعاعی یا محور محوری با جابجایی متغیر یا ثابت هستند و فشار کاری آنها تا 350 بار و جریان تا 200 لیتر بر دقیقه قابل تحمل است. عملکرد آنها با دقت بالا و پاسخ سریع باعث کنترل بهتر سرعت و گشتاور در سیستمهای صنعتی میشود. هیدروموتورهای SAI به دلیل دوام بالا، تلفات فشار کم و قابلیت تنظیم گشتاور، در ماشینآلات معدنی، ماشینهای راهسازی، نوار نقالههای صنعتی، جرثقیلها و تجهیزات دریایی کاربرد گسترده دارند. همچنین امکان نصب مستقیم روی فلنج استاندارد و تطبیق با سیستمهای حلقه بسته، این موتورها را برای پروژههای صنعتی حساس مناسب میسازد.
- ماشینآلات معدنی: تامین گشتاور بالا برای دستگاههای حفاری، بیل مکانیکی و سنگشکنها.
- ماشینهای راهسازی: حرکت همزمان محورهای نوار نقاله و غلطکها با کنترل دقیق سرعت.
- نوار نقالههای صنعتی: انتقال مواد با گشتاور ثابت و بدون کاهش راندمان.
- جرثقیل و بالابرها: حرکت نرم و کنترل شده در بارهای سنگین با پاسخ سریع هیدروموتور.
- تجهیزات دریایی: استفاده در سیستمهای هیدرولیک کشتی و کنترل دقیق موتورهای جانبی.
- سیستمهای حلقه بسته صنعتی: امکان تنظیم گشتاور و سرعت با دقت میلیمتری.
- ویژگیها: دوام بالا، راندمان >90٪، تحمل فشار تا 350 بار، جریان تا 200 L/min و تلفات فشار کم.
راهنمای خرید و انتخاب هیدروموتور PARKER
انتخاب هیدروموتور Parker نیازمند تحلیل دقیق پارامترهای فشار کاری، دبی، گشتاور و سرعت مورد نیاز سیستم هیدرولیک است. ابتدا محدوده فشار کاری سیستم باید مشخص شود، معمولاً بین 200 تا 350 بار برای مدلهای صنعتی سنگین. گشتاور و توان خروجی باید مطابق بار مکانیکی تجهیزات تعیین شود تا از بارگذاری بیش از حد جلوگیری شود. دبی ورودی و نوع جریان هیدرولیک (ثابت یا متغیر) برای انتخاب جابجایی پیستون یا دنده ضروری است. نوع نصب فلنج، محور و شافت خروجی باید با تجهیزات موجود تطبیق داشته باشد. دقت کنترل سرعت، زمان پاسخ و مقاومت در برابر شوک و لرزش نیز در سیستمهای حلقه بسته اهمیت دارد. همچنین، دمای کاری مجاز و نوع سیال باید با ویژگیهای جک و شیرهای هیدرولیک سیستم همخوانی داشته باشد تا طول عمر و راندمان هیدروموتور حفظ شود.
- 1. محدوده فشار کاری: انتخاب مدل مطابق فشار سیستم (200–350 بار).
- 2. گشتاور و توان خروجی: تعیین دقیق گشتاور مورد نیاز برای بار مکانیکی تجهیزات.
- 3. دبی ورودی و جابجایی: انتخاب هیدروموتور با جابجایی مناسب برای جریان ثابت یا متغیر.
- 4. نوع نصب و فلنج: تطبیق با محور و شافت خروجی تجهیزات موجود.
- 5. کنترل سرعت و پاسخ: بررسی دقت حلقه بسته و زمان پاسخ سیستم.
- 6. مقاومت مکانیکی: اطمینان از تحمل شوک، لرزش و سیکلهای صنعتی مکرر.
- 7. دمای کاری: مطابقت دمای محیط با محدوده مجاز هیدروموتور.
- 8. نوع سیال: اطمینان از سازگاری روغن هیدرولیک ISO VG 32–68 با آببندی داخلی.
- 9. طول عمر و نگهداری: بررسی نیازهای سرویس دورهای و تعویض فیلترها.
- 10. تطبیق با استانداردها: اطمینان از انطباق با ISO 3019 و NFPA T3.6.1 برای استفاده صنعتی.
هیدروموتور دانفوس: نحوه کار، مزایا و کاربردهای صنعتی
هیدروموتورهای Danfoss یکی از کلیدیترین تجهیزات تبدیل انرژی هیدرولیک به حرکت دورانی در سیستمهای صنعتی هستند. این موتورها بر اساس جریان و فشار سیال هیدرولیک، گشتاور و سرعت دورانی تولید میکنند. نحوه کار هیدروموتور به این صورت است که روغن تحت فشار وارد محفظه داخلی شده و با جابجایی پیستونها یا پرهها، محور خروجی را میچرخاند. مزایای اصلی شامل راندمان بالا، قابلیت تنظیم دور و گشتاور، پاسخ سریع و عمر مکانیکی طولانی است. هیدروموتورهای Danfoss در صنایع سنگین مانند ماشینآلات معدنی، صنایع دریایی، خطوط تولید اتوماتیک، تجهیزات بالابر و نوار نقالهها کاربرد دارند. قابلیت عملکرد در فشارهای کاری تا 350 بار و دبی جریان تا 200 لیتر بر دقیقه، انعطافپذیری بالایی در طراحی سیستمهای هیدرولیک صنعتی فراهم میکند.
- نحوه کار: روغن هیدرولیک تحت فشار وارد هیدروموتور شده و با جابجایی پیستونها یا پرهها محور خروجی را میچرخاند.
- مزایا: راندمان بالا، پاسخ سریع، قابلیت تنظیم دور و گشتاور، دوام مکانیکی طولانی.
- ظرفیت فشار: تا 350 بار، مناسب برای سیستمهای صنعتی با فشار بالا.
- دبی جریان: تا 200 لیتر بر دقیقه، انعطافپذیری بالا در طراحی مدار هیدرولیک.
- صنایع کاربردی: ماشینآلات معدنی، صنایع دریایی، خطوط تولید اتوماتیک، تجهیزات بالابر و نوار نقالهها.
- مزیت طراحی: امکان نصب در سیستمهای حلقه بسته، کاهش تلفات انرژی و افزایش عمر تجهیزات.
- پایداری عملکرد: مناسب برای محیطهای صنعتی با دمای کاری -20 تا +70°C.
عوامل موثر بر خرید و قیمت هیدروموتور حرکت
-
1. نوع هیدروموتور (Fixed vs Variable)
هیدروموتورهای ثابت سادهتر و ارزانتر هستند. نوع متغیر قابلیت تنظیم سرعت و گشتاور دارد.
حدود قیمت مهندسی: ثابت ≈ $400–$2,500، متغیر ≈ $1,200–$8,000.
-
2. گشتاور و فشار کاری
هرچه گشتاور و فشار طراحی بالاتر باشد، نیاز به مواد مقاومتر و طراحی دقیقتر افزایش مییابد.
حدود قیمت: فشار تا 210 بار ≈ $500–$3,000، فشار تا 350 بار ≈ $2,000–$10,000.
-
3. دبی و سرعت خروجی
میزان جریان و سرعت مورد نیاز برای تجهیزات مختلف متفاوت است و روی سایز و قیمت هیدروموتور تاثیر میگذارد.
حدود قیمت: جریان پایین ≈ $400–$2,000، جریان بالا ≈ $2,500–$9,000.
-
4. نوع کنترل و قابلیت تنظیم
هیدروموتور با کنترل دور و گشتاور پیشرفته قیمت بالاتری دارد.
افزایش قیمت ≈ 10% تا 35% بسته به سطح کنترل و پیچیدگی.
-
5. جنس بدنه و آبکاری
آلیاژهای مقاوم در برابر خوردگی و پوششهای خاص هزینه تولید را افزایش میدهند.
افزایش قیمت ≈ $150–$1,500 بسته به جنس و روکش.
-
6. کیفیت آب بندی و واشرها
سیستمهای آب بندی پیشرفته دوام بیشتری دارند و قیمت واحد را بالا میبرند.
افزایش قیمت ≈ $100–$500 بسته به نوع واشر و طراحی آب بندی.
-
7. برند و کشور سازنده
موتورهای هیدرولیک برند معتبر و تولید کارخانههای اصلی معمولاً گرانتر هستند.
قیمت برند معتبر نسبت به نمونه OEM یا چینی ≈ 20%–100% گرانتر است.
-
8. خدمات پس از فروش و گارانتی
وجود شبکه خدمات گسترده و گارانتی بلندمدت قیمت نهایی را افزایش میدهد.
افزایش قیمت ≈ 5%–20% از قیمت پایه بسته به نوع گارانتی.
-
9. تجهیزات جانبی و نصب
فلنچ، کوپلینگ، شیر کنترل و فیلترهای مرتبط هزینه کلی هیدروموتور را تغییر میدهند.
هزینه لوازم جانبی ≈ $100–$2,000 بسته به نوع و کیفیت تجهیزات.
-
10. نرخ ارز و هزینه حمل
تغییرات نرخ دلار، تعرفه واردات و حمل و نقل تاثیر زیادی بر قیمت نهایی دارند.
افزایش یا کاهش ممکن است 5% تا 40% از قیمت پایه را تحت تاثیر قرار دهد.
-
11. تیراژ سفارش و تخفیف
سفارشات حجیم معمولاً شامل تخفیف میشوند و قیمت واحد کاهش مییابد.
تخفیف تیراژ ≈ 5% برای سفارشات کوچک تا 30% یا بیشتر برای سفارشات بزرگ.
مشخصات فنی و مهندسی intermot iam 600 h3
هیدروموتور Intermot IAM 600 H3 یک موتور دورانی با راندمان بالا برای کاربردهای صنعتی سنگین است که با طراحی پیستون شعاعی و جابجایی ثابت 600 سیسی بر دور تولید میشود. فشار کاری این موتور تا 350 بار قابل تحمل است و حداکثر دبی روغن مورد نیاز آن 120 لیتر بر دقیقه است. محور خروجی با بلبرینگهای سنگین و پوشش مقاوم، امکان انتقال گشتاور تا 5000 N·m را فراهم میکند. زمان پاسخ سریع و طراحی بهینه مسیر روغن باعث کاهش تلفات انرژی و افزایش راندمان تا 90% میشود. این هیدروموتور مناسب ماشینآلات معدنی، تجهیزات بالابر، نوار نقالهها و خطوط تولید اتوماتیک است و توانایی عملکرد پایدار در دماهای -20 تا +70°C را دارد. دوام مکانیکی بالا و نگهداری آسان، آن را برای پروژههای صنعتی با فشار و بار سنگین انتخابی مطمئن میکند.
| پارامتر فنی | مقدار / مشخصه | توضیح مهندسی |
|---|---|---|
| نوع موتور | پیستون شعاعی | تبدیل انرژی هیدرولیک به حرکت دورانی با راندمان بالا |
| جابجایی | 600 cc/rev | مناسب برای انتقال دبی بالا و گشتاور سنگین |
| فشار کاری | تا 350 bar | قابلیت تحمل فشار بالا در سیستمهای صنعتی |
| دبی جریان | تا 120 L/min | انتقال روغن هیدرولیک با کمترین تلفات انرژی |
| گشتاور خروجی | تا 5000 N·m | مناسب برای ماشینآلات سنگین و خطوط تولید صنعتی |
| راندمان | تا 90% | حداکثر بهرهوری انرژی و کاهش تلفات حرارتی |
| دمای کاری | -20 تا +70°C | عملکرد پایدار در محیطهای صنعتی سرد و گرم |
| محور خروجی | بلبرینگ سنگین و پوشش مقاوم | انتقال گشتاور بالا و افزایش طول عمر مکانیکی |
| کاربرد صنعتی | ماشینآلات معدنی، بالابر، نوار نقاله، خطوط تولید اتوماتیک | قابلیت عملکرد در محیطهای پر فشار و سنگین |
| ویژگی مهندسی | نگهداری آسان و پاسخ سریع | کاهش توقفات و افزایش طول عمر سیستم |
مزایا و معایب خرید هیدروموتور SAI Hydraulic Motor gm1
هیدروموتور SAI مدل GM1 با طراحی جابجایی مثبت برای کاربردهای صنعتی متوسط، گشتاور قابل توجه و پاسخ سریع ارائه میدهد. مزایای اصلی شامل راندمان بالا تا 92%، قابلیت تنظیم دور و گشتاور، نصب آسان و دوام مکانیکی مناسب است. این موتور در فشار کاری تا 250 بار و دبی جریان 50 تا 150 لیتر بر دقیقه عملکرد پایدار دارد. از طرف دیگر، معایب آن شامل حساسیت به آلودگی روغن، نیاز به نگهداری دورهای دقیق و وزن نسبتا بالاتر نسبت به مدلهای مشابه است. GM1 گزینه مناسبی برای سیستمهای هیدرولیک متوسط، نوار نقالهها، بالابرها و تجهیزات صنعتی سبک تا متوسط محسوب میشود.
| ویژگی | مزایا | معایب |
|---|---|---|
| راندمان | تا 92%، کاهش هدررفت انرژی | در فشارهای بسیار بالا ممکن است افت راندمان جزئی رخ دهد |
| قابلیت تنظیم دور و گشتاور | انعطافپذیر برای کاربردهای مختلف صنعتی | نیازمند تنظیم دقیق و کنترل فشار |
| نصب و نگهداری | نصب ساده و قابل تعویض سریع | نیازمند نگهداری دورهای برای جلوگیری از خرابی زودهنگام |
| حساسية به آلودگی | سیستم فیلتر مناسب عمر موتور را افزایش میدهد | آلودگی روغن میتواند باعث سایش داخلی شود |
| کاربرد صنعتی | نوار نقاله، بالابر، تجهیزات سبک تا متوسط | برای صنایع سنگین با فشار بالاتر محدودیت دارد |
| وزن و ابعاد | ابعاد استاندارد، قابل نصب در فضاهای محدود | وزن نسبتا بیشتر نسبت به برخی مدلهای مشابه |
بررسی تخصصی و مهندسی هیدروموتور SAI gm Hydraulic Motor
هیدروموتور SAI GM یکی از تجهیزات کلیدی در تبدیل انرژی هیدرولیک به گشتاور مکانیکی در سیستمهای صنعتی و موبایل هیدرولیک است. این موتور دارای طراحی چرخ دنده داخلی یا پیستونی (متناسب با مدل) با راندمان حجمی بالای 90% و توانایی تحمل فشار کاری تا 250–300 بار میباشد. سرعت چرخش خروجی از 50 تا 3000 rpm بسته به سایز و دبی ورودی قابل تنظیم است و گشتاور تولیدی بین 50 تا 1200 N·m متغیر است. بدنه از آلیاژ فولاد یا چدن سختکاری شده و یاتاقانهای رولینگ مقاوم، تضمین کننده دوام مکانیکی بالاست. ویژگیهای مهندسی شامل زمان پاسخ سریع، کاهش تلفات انرژی، مقاوم در برابر شوک و لرزش، و سازگاری با روغنهای هیدرولیک ISO VG 32–68 است. هیدروموتور SAI GM در ماشینآلات راهسازی، صنایع معدنی، نوار نقالهها و سیستمهای حرکت خطی و دورانی صنعتی کاربرد گسترده دارد.
| پارامتر فنی | مقدار / محدوده | توضیح مهندسی |
|---|---|---|
| نوع هیدروموتور | چرخ دنده داخلی / پیستونی | انتخاب بر اساس گشتاور، دبی و کاربرد صنعتی |
| راندمان حجمی | >90% | حداکثر تبدیل انرژی هیدرولیک به حرکت مکانیکی |
| حداکثر فشار کاری | 250–300 bar | مناسب برای سیستمهای هیدرولیک صنعتی و موبایل |
| سرعت خروجی | 50–3000 rpm | قابلیت تنظیم متناسب با دبی ورودی و نیاز مکانیکی |
| گشتاور تولیدی | 50–1200 N·m | انتخاب بر اساس بار مکانیکی و کاربرد صنعتی |
| جنس بدنه | فولاد / چدن سختکاری شده | دوام مکانیکی بالا و مقاومت در برابر شوک |
| یاتاقانها | رولینگ مقاوم | کاهش ساییدگی و افزایش عمر موتور |
| سازگاری روغن | ISO VG 32–68 | عملکرد پایدار در سیستمهای هیدرولیک صنعتی استاندارد |
| کاربرد صنعتی | راهسازی، معدنی، نوار نقاله، سیستمهای دورانی و خطی | قابلیت استفاده در محیطهای سخت و بارهای سنگین |
| ویژگیهای مهندسی | زمان پاسخ سریع، کاهش تلفات انرژی، مقاوم در برابر لرزش | عملکرد پایدار و ایمن در مدارهای صنعتی و موبایل |
عوامل موثر بر خرید و قیمت هیدروموتور SAI gm3 Radial Piston Hydraulic Motor
-
1. مدل و جابجایی (Displacement)
جابجایی بر حسب سیسی بر دور تاثیر مستقیم بر توان و قیمت دارد. مدل های 50–150 cc رایج هستند.
حدود قیمت مهندسی: 50–150 cc ≈ $1,200–$4,500.
-
2. حداکثر فشار کاری
موتورهایی با فشار بالاتر نیازمند مواد مقاوم تر هستند و قیمت را افزایش می دهند.
حدود قیمت: تا 210 بار ≈ $1,500–$5,000، تا 350 بار ≈ $4,000–$12,000.
-
3. سرعت و توان خروجی
سرعت چرخش و توان محور بر انتخاب سایز و قیمت موتور اثر مستقیم دارد.
دبی پایین و توان کمتر ≈ $1,200–$3,500، دبی بالا ≈ $4,000–$12,000.
-
4. نوع کنترل و جبران فشار
موتورهای با کنترل فشار یا قابلیت جبران بار قیمت بالاتری دارند.
افزایش قیمت ≈ 10%–35% نسبت به نسخه پایه.
-
5. جنس بدنه و پوشش ها
آلیاژهای خاص و پوشش های ضد خوردگی طول عمر را بالا می برند و قیمت را افزایش می دهند.
افزایش قیمت مهندسی ≈ $200–$2,000 بسته به نوع مواد.
-
6. آب بندی و نوع واشرها
سیستم آب بندی پیشرفته، نشت را کاهش داده و قیمت موتور را بالا می برد.
هزینه اضافی برای sealing ویژه ≈ $100–$600.
-
7. نو یا بازسازی شده
هیدروموتور نو ساخت SAI قیمت بالاتری نسبت به نمونه بازسازی شده دارد.
حدود قیمت: نو ≈ $1,500–$12,000، بازسازی شده ≈ $600–$5,000.
-
8. خدمات پس از فروش و گارانتی
گارانتی طولانی و شبکه خدمات گسترده باعث افزایش قیمت نهایی می شود.
افزایش قیمت ≈ 5%–20% از قیمت پایه.
-
9. کشور سازنده و اصالت برند
هیدروموتورهای اصلی SAI ساخت معتبر قیمت بیشتری دارند.
نسخه اصل نسبت به نمونه های غیر اصل ≈ 20%–80% گران تر است.
-
10. لوازم جانبی و تجهیزات نصب
فلنچ، کوپلینگ و شیرهای اضافی، قیمت کل موتور را تغییر می دهند.
هزینه لوازم جانبی ≈ $150–$2,000 بسته به نوع و کیفیت.
-
11. تست، بازرسی و گواهی نامه ها
تست فشار و گواهی های کیفیت بین المللی، هزینه را افزایش می دهند.
هزینه گواهی و تست ≈ $100–$1,000.
-
12. نوسانات نرخ ارز، حمل و نقل و مالیات
تغییرات دلار و هزینه حمل موجب تفاوت قیمت نهایی می شود.
افزایش یا کاهش ≈ 5%–40% از قیمت پایه.
-
13. تیراژ سفارش و تخفیف تجاری
سفارشات حجمی شامل تخفیف می شوند و قیمت واحد کاهش می یابد.
تخفیف ≈ 5% برای سفارشات کوچک تا 30% یا بیشتر برای سفارشات بزرگ.
استانداردهای ساخت و کنترل کیفیت هیدروموتور پیستونی SAI GM3 800
هیدروموتور پیستونی SAI مدل GM3 800 با تکنولوژی پیشرفته طراحی و تولید میشود تا عملکرد پایدار و دوام مکانیکی بالا در سیستمهای هیدرولیک صنعتی ارائه دهد. بدنه و اجزای داخلی با ماشینکاری دقیق CNC، میلهها با کروم سخت یا پوشش ضد خوردگی Zn-Ni و پیستونها با آببندی چندمرحلهای تولید میشوند. استانداردهای ساخت شامل ISO 3019-1، ISO 1219-1، NFPA T3.5.1 و ISO 4401 هستند تا اطمینان حاصل شود هیدروموتور قادر به تحمل فشار کاری تا 350 بار و دبیهای بالا تا 250 لیتر بر دقیقه باشد. کنترل کیفیت شامل آزمون فشار هیدرولیک، بررسی نشتی کمتر از 0.3 cc/min، تست خطی دبی و سرعت، تست شوک مکانیکی و لرزش و کالیبراسیون کارخانهای است. هر هیدروموتور قبل از بستهبندی تحت تست عملکرد نهایی و صدور گواهی QA قرار میگیرد تا در ماشینآلات سنگین، سیستمهای صنعتی اتوماتیک و تجهیزات موبایل عملکردی مطمئن داشته باشد.
| فرآیند / مشخصه | استاندارد / فناوری | شرح مهندسی |
|---|---|---|
| ماشینکاری بدنه و اجزا | Precision CNC / ISO 3019-1 | افزایش دقت ابعادی و کاهش اصطکاک داخلی |
| آببندی پیستون | ISO 1219-1 / NFPA T3.5.1 | جلوگیری از نشتی و حفظ فشار داخلی هیدروموتور |
| سختکاری و پوشش میلهها | Chromed / Zn-Ni Coating | مقاومت در برابر خوردگی و سایش مکانیکی |
| تست فشار هیدرولیک | ISO 4401 | بررسی عملکرد پایدار تا فشار کاری 350 بار |
| کنترل نشتی | <0.3 cc/min | پایداری جریان و محافظت از مدار هیدرولیک |
| تست خطی دبی و سرعت | Factory Calibration | دقت بالا در جریان خروجی و سرعت چرخش شفت |
| مقاومت مکانیکی | ISO 3019-1 / NFPA T3.5.1 | تحمل شوک، لرزش و سیکلهای مکرر صنعتی |
| کالیبراسیون کارخانهای | Factory QA | تنظیم دقیق دبی، فشار و عملکرد قبل از تحویل |
| صدور گواهی کیفیت | SAI QA Certificate | تأیید عملکرد و انطباق با استانداردهای کیفی بینالمللی |
معرفی تخصصی هیدروموتور پیستونی sai gm3 1000 و کاربردهای صنعتی
هیدروموتور پیستونی SAI GM3 1000 یکی از موتورها با راندمان بالا و دقت کنترلی مناسب برای سیستمهای هیدرولیک صنعتی است. این موتور با طراحی مجرای پیستون زاویهای (Axial Piston Swash Plate) قادر به تولید گشتاور بالا تا 1200 Nm و جریان کاری تا 100 لیتر بر دقیقه است. فشار کاری نامی تا 350 بار و بازده حجمی بیش از 92%، آن را برای کاربردهای سنگین و حساس مناسب میکند. هیدروموتور GM3 1000 با بدنه مقاوم، تحمل شوک و لرزش بالا و قابلیت کار در محیطهای صنعتی با دمای -20 تا +70°C، در ماشینآلات حفاری، نوار نقالهها، صنایع معدنی، تجهیزات کشاورزی و سیستمهای انتقال قدرت هیدرولیک حلقه بسته عملکرد پایدار ارائه میدهد. طراحی جمعوجور، نصب استاندارد و قابلیت تنظیم جریان و گشتاور، امکان استفاده در پروژههای صنعتی پیچیده را فراهم میکند.
- ماشینآلات حفاری: حرکت روتور و ابزار برش با گشتاور بالا و کنترل دقیق سرعت.
- نوار نقالهها و سیستمهای انتقال مواد: تامین گشتاور پایدار برای حمل بار سنگین در خطوط تولید و معادن.
- صنایع معدنی: سیستمهای هیدرولیک بیلهای مکانیکی، ماشینهای خاکبرداری و تجهیزات حفاری.
- تجهیزات کشاورزی: موتورهای هیدرولیک برای تراکتورها، کمباینها و پمپهای هیدرولیک دقیق.
- سیستمهای انتقال قدرت هیدرولیک حلقه بسته: استفاده در ماشینآلات حساس با کنترل موقعیت و گشتاور دقیق.
- ماشینآلات سنگین صنعتی: محرک هیدرولیک برای حرکتهای خطی و چرخشی در خطوط تولید و کارخانهها.
- تجهیزات دریایی و بندری: موتورهای هیدرولیک برای جرثقیلها، وینچها و سیستمهای مکانیکی با فشار بالا.
کاربردهای هیدروموتور پیستونی SAI BD3 در صنعت و ماشینآلات
هیدروموتور پیستونی SAI BD3 یک موتور هیدرولیک با راندمان بالا و قابلیت تحمل فشار کاری تا 350 بار است که برای تبدیل انرژی هیدرولیک به گشتاور و حرکت دورانی طراحی شده است. این موتور با پیستونهای محوری با جابجایی ثابت یا متغیر و زمان پاسخ سریع، توانایی تولید گشتاور بالا و سرعت قابل تنظیم را دارد. کاربرد صنعتی آن شامل ماشینآلات سنگین، بالابرها، تجهیزات معدنی، ماشینآلات کشاورزی و خطوط تولید اتوماتیک است. هیدروموتور BD3 به دلیل دوام مکانیکی بالا، مقاومت در برابر شوک و لرزش و عملکرد پایدار در دبیهای متنوع، گزینهای مناسب برای مدارهای هیدرولیک حلقه بسته و سیستمهای کنترل دقیق سرعت و گشتاور محسوب میشود. نصب استاندارد و نگهداری آسان، امکان استفاده طولانیمدت در محیطهای صنعتی سخت را فراهم میکند.
- ماشینآلات سنگین: حرکت چرخهای محرک، گیربکسها و محرکهای صنعتی با گشتاور بالا.
- تجهیزات بالابر و جرثقیل: کنترل دقیق سرعت و موقعیت چرخش در سیلندرها و قرقرهها.
- ماشینآلات معدنی: به حرکت درآوردن نقالهها، سنگ شکنها و سیستمهای حفاری با فشار بالا.
- ماشینآلات کشاورزی: پمپها، آسیابها و محرکهای دورانی تراکتور و دستگاههای کاشت و برداشت.
- خطوط تولید اتوماتیک: محرک هیدرولیک برای کنترل سرعت و موقعیت در سیستمهای بستهبندی و مونتاژ.
- سیستمهای هیدرولیک حلقه بسته: کنترل دقیق سرعت و گشتاور با بازخورد از حسگرها برای عملکرد پایدار.
- ماشینآلات دریایی و صنعتی خاص: محرک دورانی برای وینچها، پمپها و سیستمهای انتقال نیرو با فشار بالا.
نحوه انتخاب هیدروموتور پیستونی sai gm3 motor بر اساس نیاز پروژه
انتخاب هیدروموتور پیستونی SAI GM3 برای پروژههای صنعتی نیازمند تحلیل دقیق پارامترهای فشار کاری، دبی سیستم، گشتاور و سرعت دورانی است. ابتدا باید فشار کاری مدار هیدرولیک مشخص شود؛ معمولاً تا 350 بار برای سیستمهای سنگین صنعتی. سپس دبی ورودی روغن (L/min) تعیین میشود تا موتور بتواند سرعت مطلوب و گشتاور کافی تولید کند. نوع پیستون (محوری یا شعاعی) و جابجایی ثابت یا متغیر بسته به نیاز کنترل گشتاور و بازدهی انتخاب میشود. جنس بدنه و آببندی موتور باید با روغن هیدرولیک ISO VG 32–68 سازگار باشد و مقاومت در برابر شوک و لرزش در محیط صنعتی داشته باشد. همچنین نوع نصب، جهت محور و استاندارد فلنج مطابق با سیستم باید بررسی شود. رعایت این اصول، عمر طولانی، عملکرد پایدار و راندمان بالا در پروژههای صنعتی را تضمین میکند.
- 1. فشار کاری مدار: انتخاب موتور مطابق حداکثر فشار سیستم، معمولاً تا 350 بار.
- 2. دبی روغن (L/min): تعیین دبی مناسب برای دستیابی به سرعت دورانی مطلوب و گشتاور کافی.
- 3. نوع پیستون و جابجایی: انتخاب پیستون محوری یا شعاعی، ثابت یا متغیر بر اساس کنترل گشتاور و بازدهی.
- 4. جنس بدنه و آببندی: سازگار با روغن هیدرولیک ISO VG 32–68 و مقاوم در برابر فشار و خوردگی.
- 5. استاندارد نصب و فلنج: بررسی فلنج، جهت محور و همراستایی با سیستم هیدرولیک.
- 6. مقاومت مکانیکی: اطمینان از تحمل لرزش، شوک و سیکلهای مکرر صنعتی.
- 7. محدوده دمای کاری: عملکرد پایدار بین -20 تا +70°C برای محیطهای صنعتی مختلف.
- 8. نوع کنترل گشتاور: بررسی نیاز به سیستم حلقه بسته یا باز برای کنترل دقیق سرعت و گشتاور.
- 9. نگهداری و دسترسی آسان: انتخاب مدلی که سرویس و بازرسی دورهای آن ساده باشد.
- 10. تطبیق با سیستم کنترل: اطمینان از سازگاری موتور با PLC یا کنترلرهای هیدرولیک موجود.
مزایا و معایب خرید هیدروموتور پیستونی SAI GM2 500
هیدروموتور پیستونی SAI GM2 500 یکی از موتورهای هیدرولیک با راندمان بالا برای کاربردهای صنعتی سنگین است. این موتور با طراحی پیستونی شعاعی و ظرفیت جابجایی 500 سیسی بر دور، توانایی تولید گشتاور بالا تا 1200 نیوتنمتر و سرعت دورانی تا 1500 RPM را دارد. مزایای آن شامل راندمان حجمی بالا (>92%)، پاسخ دینامیکی سریع، عمر طولانی پیستونها و تحمل فشار کاری تا 350 بار است. معایب شامل حساسیت به آلودگی روغن، نیاز به فیلتر با کیفیت 10 میکرون، هزینه اولیه بالاتر و حجم نصب نسبتاً بزرگ است. این ویژگیها باعث میشود هیدروموتور SAI GM2 500 برای ماشینآلات سنگین، بالابرها، خطوط تولید و تجهیزات معدنی گزینهای قابل اعتماد باشد، اما رعایت نگهداری دقیق و فیلتراسیون از الزامات حیاتی آن است.
- راندمان حجمی بالا >92% و کاهش تلفات انرژی
- گشتاور بالا تا 1200 نیوتنمتر برای کاربردهای صنعتی سنگین
- سرعت دورانی قابل تنظیم تا 1500 RPM
- پاسخ دینامیکی سریع و عملکرد دقیق در مدار حلقه بسته
- عمر طولانی پیستونها و دوام مکانیکی بالا
- تحمل فشار کاری تا 350 بار
- حساسیت به آلودگی روغن و نیاز به فیلتراسیون دقیق
- هزینه اولیه بالاتر نسبت به موتورهای دندهای یا پرهای
- حجم و وزن نسبتا بزرگ نصب در مقایسه با موتورهای کوچکتر
- نیاز به نگهداری دورهای برای حفظ عملکرد و عمر مفید
استانداردهای تولید و کیفیت هیدروموتور سای بهترین عملگر دورانی
هیدروموتورهای سای (Sauer-Danfoss / SAUER) به عنوان یکی از عملگرهای دورانی پیشرفته، با رعایت دقیق استانداردهای بینالمللی تولید میشوند تا عملکرد پایدار و عمر طولانی در سیستمهای هیدرولیک فراهم شود. این هیدروموتورها با فناوری پیستون شعاعی یا محوری با جابجایی متغیر و ثابت ساخته میشوند و توانایی تحمل فشار تا 350–400 بار و جریانهای بالا تا 150 لیتر بر دقیقه دارند. استانداردهای کیفیت شامل ISO 9001:2015، ISO 4401، NFPA T3.6.1، ISO 10771 و DIN 24312 است. کنترل کیفیت شامل آزمون فشار نهایی، تست نشتی کمتر از 0.3 cc/min، بررسی بازده مکانیکی و هیدرولیکی، تست لرزش و شوک، و کالیبراسیون سرعت و گشتاور خروجی است. پوشش داخلی با عملیات سختکاری و آببندی پیشرفته، مقاومت در برابر سایش و خوردگی را افزایش میدهد و هر هیدروموتور قبل از تحویل تحت تست عملکرد کامل و صدور گواهی QA قرار میگیرد تا در کاربردهای صنعتی، ماشینآلات سنگین و خطوط تولید اتوماتیک بهترین عملکرد دورانی را ارائه دهد.
| مرحله / مشخصه | استاندارد / فناوری | شرح مهندسی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل مستمر فرآیند تولید و ردیابی شماره سریال |
| استاندارد نصب و ابعاد | ISO 4401 / NFPA D03 | سازگاری با سیستمهای هیدرولیک جهانی و بلوک منیفولد |
| تست فشار نهایی | 1.5 × Rated Pressure | تضمین عملکرد پایدار در فشار کاری تا 400 بار |
| کنترل نشتی | <0.3 cc/min | حفظ بازده و کاهش افت فشار داخلی |
| بازده مکانیکی و هیدرولیکی | Factory Test | تضمین حداکثر انتقال توان و عملکرد دورانی دقیق |
| تست لرزش و شوک | DIN 24312 / ISO 10771 | مقاومت در برابر ارتعاش و شوکهای مکانیکی در محیط صنعتی |
| کالیبراسیون گشتاور و سرعت | Factory Calibration | تضمین خروجی دقیق دورانی برای کاربردهای کنترل موقعیت و سرعت |
| پوشش و آببندی | Hardened Surface & Multi-Stage Seals | مقاومت در برابر خوردگی، سایش و نشتی در فشار بالا |
| صدور گواهی QA | Sauer QA Certificate | تأیید عملکرد و انطباق با استانداردهای بینالمللی |
مشخصات فنی هیدروموتور پیستونی شعاعی sai و نکات مهم در خرید
هیدروموتور پیستونی شعاعی SAI یک عملگر دورانی دقیق است که برای انتقال توان بالا و عملکرد پایدار در سیستمهای هیدرولیک صنعتی طراحی شده است. این موتور با ظرفیت فشار کاری تا 350–400 بار و جریان عبوری بین 50 تا 150 لیتر بر دقیقه، قابلیت تولید گشتاور بالا و سرعت دورانی کنترلشده را دارد. راندمان مکانیکی و هیدرولیکی این موتور بالاتر از 90% بوده و زمان پاسخ سریع آن باعث کنترل دقیق موقعیت و سرعت میشود. بدنه موتور از فولاد یا آلومینیوم مقاوم در برابر فشار و خوردگی ساخته شده و آببندی چندمرحلهای مانع نشتی و افزایش عمر مفید میشود. نکات مهم در خرید شامل بررسی ظرفیت فشار و جریان، نوع نصب، گشتاور و سرعت خروجی، کیفیت آببندی، سازگاری با سیال هیدرولیک و ضمانت کارخانه است تا عملکرد پایدار و طول عمر طولانی در پروژههای صنعتی تضمین گردد.
- 1. حداکثر فشار کاری: انتخاب مدل مطابق فشار کاری مدار هیدرولیک (تا 400 بار).
- 2. ظرفیت جریان: بررسی دبی نامی موتور برای تطابق با جریان سیستم (50–150 L/min).
- 3. نوع نصب و فلنج: مطابقت با استاندارد ISO یا NFPA برای نصب آسان روی سیستم.
- 4. گشتاور و سرعت خروجی: بررسی توانایی موتور در تولید گشتاور و سرعت مورد نیاز پروژه.
- 5. راندمان مکانیکی و هیدرولیکی: حداقل راندمان ≥90% برای کاهش اتلاف انرژی.
- 6. کیفیت آببندی: استفاده از سیلها و اورینگهای چندمرحلهای برای جلوگیری از نشتی.
- 7. جنس بدنه و مقاومت مکانیکی: فولاد یا آلومینیوم سخت با مقاومت بالا در فشار و لرزش صنعتی.
- 8. سازگاری با سیال هیدرولیک: بررسی تطابق با روغنهای استاندارد ISO VG 32–68.
- 9. تست و گواهی کیفیت: اطمینان از خرید موتور دارای تست فشار، تست نشتی و صدور گواهی QA کارخانه.
- 10. طول عمر کاری: انتخاب مدل با حداقل 5–10 میلیون سیکل کاری برای کاربرد صنعتی بلندمدت.
عوامل موثر بر خرید و قیمت هیدروموتور SAI Hydraulic Motor gm2
-
1. مدل و جابجایی (Displacement)
جابجایی هیدروموتور GM2 بر حسب سی سی بر دور تاثیر مستقیم بر توان خروجی و قیمت دارد.
حدود قیمت مهندسی: مدل های 5–25 cc ≈ $500–$1,800، مدل های بالاتر ≈ $2,000–$6,000.
-
2. حداکثر فشار کاری (Maximum Operating Pressure)
هیدروموتورهای با فشار کاری بالاتر نیازمند مواد مقاوم تر هستند و قیمت بالاتری دارند.
حدود قیمت: تا 210 بار ≈ $500–$2,000، تا 350 بار ≈ $1,500–$5,500.
-
3. دبی و توان خروجی (Flow & Power)
دبی مورد نیاز برای موتور و توان خروجی سیستم بر انتخاب سایز و هزینه نهایی تاثیرگذار است.
حدود قیمت: دبی پایین ≈ $500–$2,000، دبی بالا ≈ $2,000–$6,000.
-
4. نوع کنترل و قابلیت تنظیم (Control & Adjustment)
هیدروموتورهای GM2 با قابلیت کنترل سرعت یا گشتاور قیمت بالاتری دارند.
افزایش قیمت ≈ 10% تا 30% بسته به نوع کنترل نصب شده.
-
5. جنس بدنه و آلیاژها
استفاده از فولاد ضد زنگ یا آلیاژهای خاص برای افزایش دوام و مقاومت به خوردگی موثر بر قیمت است.
افزایش قیمت مهندسی ≈ $100–$1,500 بسته به نوع و کیفیت مواد.
-
6. سیستم آب بندی و واشرها (Seals)
کیفیت آب بندی طول عمر و عملکرد موتور را تضمین می کند و قیمت را افزایش می دهد.
هزینه اضافی ≈ $50–$400 برای سیستم های پیشرفته آب بندی.
-
7. اصل یا بازسازی شده (New vs Rebuilt)
موتورهای نو SAI نسبت به بازسازی شده قیمت بالاتری دارند اما عمر طولانی تری ارائه می دهند.
قیمت نو ≈ $600–$6,000، بازسازی شده ≈ $300–$2,500.
-
8. خدمات پس از فروش و گارانتی
گارانتی طولانی و شبکه سرویس گسترده بر قیمت نهایی تاثیر مستقیم دارد.
افزایش قیمت ≈ 5% تا 20% از قیمت پایه برای گارانتی کامل و خدمات جامع.
-
9. کشور سازنده و اصالت برند
هیدروموتورهای اصل SAI با کیفیت استاندارد جهانی قیمت بالاتری نسبت به نمونه های OEM دارند.
افزایش قیمت ≈ 20% تا 80% برای نسخه اصل نسبت به نسخه غیر اصلی.
-
10. لوازم جانبی و مجموعه نصب (Mounting & Accessories)
فلنچ، کوپلینگ و شیر کنترل همراه با هیدروموتور باعث افزایش هزینه نهایی می شوند.
هزینه لوازم جانبی ≈ $100–$1,500 بسته به نوع و کیفیت قطعات.
-
11. تست عملکرد و گواهی کیفیت
انجام تست فشار، جریان و ارائه گواهی بین المللی قیمت خرید را افزایش می دهد.
هزینه گواهی ≈ $50–$800 بسته به نوع و دامنه آزمایش.
-
12. حمل و نقل و نرخ ارز
نوسانات نرخ دلار و هزینه حمل بر قیمت نهایی موتور تاثیر مستقیم دارند.
افزایش یا کاهش قیمت ≈ 5% تا 40% بسته به شرایط بازار و حمل و نقل.
-
13. حجم سفارش و تخفیف تجاری
سفارشات حجیم معمولاً شامل تخفیف می شوند و قیمت هر واحد کاهش پیدا می کند.
تخفیف حجم ≈ 5% برای سفارشات کوچک تا 30% یا بیشتر برای سفارشات عمده.
مزایا و محدودیتهای هیدروموتور intermot iam 1000 h4
هیدروموتور Intermot IAM 1000 H4 یک عملگر دورانی هیدرولیک پیشرفته است که برای سیستمهای صنعتی با نیاز به توان بالا طراحی شده است. این موتور با توان خروجی تا 1000 وات، جریان کاری حداکثر 120 لیتر بر دقیقه و فشار کاری تا 350 بار قابلیت عملکرد پیوسته و پاسخ سریع دارد. مزایای آن شامل بازده هیدرولیکی بالا، تحمل فشار زیاد، قابلیت کنترل دقیق سرعت و گشتاور، نصب استاندارد ISO 4401 و دوام مکانیکی بیش از 5 میلیون سیکل میباشد. محدودیتها شامل نیاز به فیلتر دقیق برای جلوگیری از آلودگی، حساسیت به شوکهای ناگهانی فشار، و وزن بالاتر نسبت به موتورهای کوچکتر است. به دلیل این ویژگیها، IAM 1000 H4 در ماشینآلات سنگین، تجهیزات بالابر، خطوط تولید اتوماتیک و سیستمهای حلقه بسته عملکردی پایدار و مطمئن ارائه میدهد.
- بازده هیدرولیکی بالا و انتقال توان بهینه
- تحمل فشار کاری تا 350 بار
- قابلیت کنترل دقیق سرعت و گشتاور
- نصب استاندارد ISO 4401 و سازگاری با بلوکهای منیفولد صنعتی
- دوام مکانیکی بیش از 5 میلیون سیکل کاری
- عملکرد پیوسته و پاسخ سریع در مدارهای حلقه بسته
- حساسیت به آلودگی روغن و نیاز به فیلتراسیون دقیق (≤10 میکرون)
- حساسیت به شوکهای ناگهانی فشار و نیاز به شیر ایمنی
- وزن و حجم بالاتر نسبت به هیدروموتورهای کوچکتر
- هزینه اولیه بالاتر نسبت به موتورهای اقتصادی با توان کمتر
تکنولوژی ساخت و استاندارد های کیفی هیدروموتور پیستونی sai gm6
هیدروموتور پیستونی SAI مدل GM6 با بهرهگیری از تکنولوژی پیشرفته پیستون شعاعی یا محوری، برای عملکرد دقیق و دوام طولانی در سیستمهای هیدرولیک صنعتی طراحی شده است. این هیدروموتور قادر است فشار کاری تا 350–400 بار و جریانهای تا 150 لیتر بر دقیقه را تحمل کند. فناوری ساخت شامل ماشینکاری دقیق بدنه و روتور، سختکاری میلهها، آببندی چندمرحلهای با اورینگ و سیلهای مقاوم در برابر فشار و سایش است. استانداردهای کیفیت شامل ISO 9001:2015، ISO 4401، NFPA T3.6.1 و DIN 24312 میباشد. کنترل کیفیت شامل تست فشار نهایی، نشتی کمتر از 0.3 cc/min، بررسی بازده هیدرولیکی و مکانیکی، تست لرزش و شوک مکانیکی، و کالیبراسیون گشتاور و سرعت خروجی است. هر هیدروموتور GM6 قبل از تحویل تحت تست عملکرد کامل و صدور گواهی QA قرار میگیرد تا در کاربردهای صنعتی، ماشینآلات سنگین و سیستمهای حلقه بسته، عملکرد دورانی دقیق و قابل اعتماد ارائه دهد.
| فرآیند / مشخصه | استاندارد / فناوری | شرح مهندسی |
|---|---|---|
| ماشینکاری بدنه و روتور | Precision CNC / ISO 4401 | افزایش دقت ابعادی و کاهش اصطکاک داخلی |
| سختکاری قطعات متحرک | Hardened Surface / Zn-Ni Coating | مقاومت در برابر سایش و خوردگی |
| آببندی چندمرحلهای | ISO 3320 / NFPA T3.6.1 | جلوگیری از نشتی و تضمین عملکرد طولانی مدت |
| تست فشار نهایی | 1.5 × Rated Pressure | تضمین عملکرد پایدار در فشار کاری تا 400 بار |
| کنترل نشتی | <0.3 cc/min | افزایش بازده هیدرولیکی و کاهش افت فشار داخلی |
| تست بازده مکانیکی و هیدرولیکی | Factory Test | اطمینان از انتقال توان دقیق و عملکرد دورانی پایدار |
| تست لرزش و شوک | DIN 24312 / ISO 10771 | عملکرد مقاوم در محیطهای صنعتی با لرزش و شوک مکانیکی |
| کالیبراسیون گشتاور و سرعت | Factory Calibration | تنظیم دقیق خروجی برای کاربردهای کنترل موقعیت و سرعت |
| طول عمر مکانیکی | >5 میلیون سیکل کاری | مناسب برای ماشینآلات سنگین و خطوط تولید صنعتی |
| صدور گواهی QA | SAI QA Certificate | تأیید عملکرد و انطباق با استانداردهای بینالمللی |
راهنمای نگهداری و افزایش عمر هیدروموتور intermot iam 200
هیدروموتور Intermot IAM 200 یکی از عملگرهای دورانی صنعتی با عملکرد دقیق و توان بالا است که برای افزایش عمر مفید و حفظ بازده در سیستمهای هیدرولیک نیاز به نگهداری منظم دارد. مهمترین اقدامات شامل کنترل کیفیت روغن هیدرولیک، تعویض فیلترها هر 500–1000 ساعت کاری، بررسی دورهای فشار و دمای کاری، و اجتناب از شوکهای ناگهانی فشار است. همچنین باید اتصالات و پیچها بهصورت دورهای سفت و آببندی بررسی شوند، میله و شافت از ورود ذرات خارجی محافظت گردد، و سیستم الکترونیکی یا سنسورهای سرعت به درستی کالیبره شوند. رعایت این نکات، کاهش نشتی، جلوگیری از خوردگی و سایش داخلی، و افزایش عمر مکانیکی بالای 5 میلیون سیکل کاری را تضمین میکند. این روشهای نگهداری برای کاربردهای ماشینآلات سنگین، خطوط تولید اتوماتیک و سیستمهای کنترل حلقه بسته حیاتی هستند.
- 1. کیفیت و سطح روغن هیدرولیک: استفاده از روغن تمیز و مناسب طبق دفترچه فنی، بررسی سطح روغن هر روز کاری.
- 2. تعویض فیلترها: فیلترهای ورودی و برگشتی روغن را هر 500–1000 ساعت کاری یا طبق توصیه سازنده تعویض کنید.
- 3. کنترل فشار و دما: از افزایش فشار بیش از حداکثر مجاز و دمای بیش از حد کاری جلوگیری شود.
- 4. جلوگیری از شوکهای ناگهانی: راهاندازی تدریجی و توقف نرم سیستم برای کاهش ضربه مکانیکی و هیدرولیکی.
- 5. بررسی اتصالات و پیچها: بررسی سفتی پیچها، اتصالات هیدرولیک و آببندیها هر 1000 ساعت کاری.
- 6. حفاظت از شافت و میله: جلوگیری از ورود ذرات خارجی، گرد و غبار یا رطوبت به مسیر حرکت شافت.
- 7. کالیبراسیون سنسورها: بررسی و تنظیم دورهای سنسورهای سرعت و موقعیت در مدلهای مجهز به الکترونیک.
- 8. بررسی نشتی: بررسی روزانه یا هفتگی نقاط آببندی و اتصالات برای جلوگیری از افت بازده.
- 9. تمیزکاری محیطی: پاک کردن گرد و غبار، روغن نشت کرده و آلودگیهای محیطی از بدنه هیدروموتور.
- 10. مستندسازی نگهداری: ثبت تاریخ و ساعت بازرسیها و تعمیرات برای مدیریت طول عمر و برنامه سرویس پیشگیرانه.
مزایای استفاده از هیدروموتور پیستونی SAI GM2 630
هیدروموتور پیستونی SAI GM2 630 یک عملگر دورانی با دقت بالا و بازده مکانیکی فوقالعاده است که در سیستمهای هیدرولیک صنعتی برای کاربردهای سنگین و پر فشار طراحی شده است. این هیدروموتور توانایی تحمل فشار کاری تا 350–400 بار و جریان حداکثر 150 لیتر بر دقیقه را دارد. مزایای آن شامل بازده حجمی و مکانیکی بالا (>90%)، کنترل دقیق سرعت و گشتاور، قابلیت عملکرد در بارهای سنگین و محیطهای صنعتی سخت، مقاومت بالا در برابر شوک و لرزش، و طول عمر مکانیکی بیش از 10 میلیون سیکل کاری است. طراحی پیستونی با آببندی پیشرفته و سختکاری اجزا، نشتی داخلی را کاهش میدهد و عملکرد پایدار حتی در فشار بالا تضمین میشود. این ویژگیها باعث میشوند GM2 630 در ماشینآلات سنگین، سیستمهای حرکت خطی و چرخشی و خطوط تولید اتوماتیک صنعتی گزینهای مطمئن و قابل اعتماد باشد.
- بازده حجمی و مکانیکی بالا: بیش از 90%، کاهش تلفات انرژی و افزایش کارایی سیستم.
- کنترل دقیق سرعت و گشتاور: مناسب برای کاربردهای نیازمند موقعیتدهی و حرکت یکنواخت.
- تحمل فشار بالا: عملکرد پایدار تا 350–400 بار در سیستمهای صنعتی.
- مقاومت در برابر شوک و لرزش: افزایش عمر و کاهش خرابی در محیطهای پرتنش.
- طول عمر مکانیکی طولانی: بیش از 10 میلیون سیکل کاری تحت شرایط استاندارد صنعتی.
- عملکرد پایدار در بارهای سنگین: مناسب ماشینآلات سنگین و تجهیزات هیدرولیک صنعتی.
- آببندی پیشرفته و سختکاری اجزا: کاهش نشتی داخلی و افزایش مقاومت در برابر سایش و خوردگی.
- قابلیت استفاده در سیستمهای حلقه بسته: عملکرد دقیق و قابل اعتماد برای کنترل موقعیت و سرعت.
راهنمای نصب و نگهداری هیدروموتور پیستونی sai gs05
هیدروموتور پیستونی SAI GS05 برای عملکرد بهینه در سیستمهای هیدرولیک صنعتی نیازمند نصب و نگهداری دقیق است. نصب باید با رعایت جهت جریان مشخص روی بلوک منیفولد و اتصال محکم شلنگها انجام شود. استفاده از فیلتر 10–25 میکرون در مسیر روغن و تامین فشار کاری مطابق مشخصات کارخانه (حداکثر 350 بار) از الزامات اصلی است. نگهداری شامل بررسی دورهای نشتی، تمیز کردن کانکتورها، کنترل دما و ارتعاش، و بررسی آببندی پیستون و شفت میباشد. همچنین، روغن هیدرولیک باید مطابق استاندارد ISO VG 32–68 و عاری از آلودگی باشد. رعایت این نکات عمر هیدروموتور را افزایش داده و عملکرد پایدار گشتاور و سرعت را تضمین میکند.
- 1. جهت جریان: رعایت جهت جریان روی بدنه هیدروموتور جهت جلوگیری از آسیب پیستون و دیسکها.
- 2. نصب محکم: اتصال مناسب شلنگها و پیچهای نصب روی بلوک منیفولد استاندارد.
- 3. فیلتراسیون روغن: استفاده از فیلتر 10–25 میکرون جهت جلوگیری از ورود ذرات و کاهش خرابی.
- 4. فشار کاری: رعایت فشار کاری حداکثر 350 بار و تنظیم صحیح فشار سیستم هیدرولیک.
- 5. بررسی نشتی: بازرسی دورهای آببندی پیستون، شفت و کانکتورها برای اطمینان از عدم نشت.
- 6. کنترل دما و ارتعاش: حفظ دمای کاری در محدوده -20 تا +70°C و جلوگیری از لرزشهای شدید.
- 7. روغن هیدرولیک: استفاده از روغن ISO VG 32–68، عاری از ذرات و آلودگیهای خارجی.
- 8. تمیز کردن کانکتورها: پاکسازی دورهای اتصالات و پیچها برای اطمینان از عملکرد پایدار.
- 9. بازرسی عملکرد گشتاور و سرعت: بررسی عملکرد موتور تحت بار واقعی و تنظیم فشار و دبی مناسب.
- 10. مستندسازی سرویس: ثبت تاریخ نصب، سرویس و تعمیرات برای مدیریت چرخه عمر هیدروموتور.
اجزای اصلی هیدروموتور SAI Radial Piston Hydraulic Motor و عملکرد هر بخش
هیدروموتور پیستونی شعاعی SAI (Radial Piston Hydraulic Motor) یک عملگر دورانی با بازده بالا است که از چندین بخش کلیدی تشکیل شده است. بدنه سیلندر Housing وظیفه نگهداری و حفاظت اجزا و تحمل فشار کاری تا 350–400 بار را دارد. روتور و پیستونها Rotor & Pistons نیرو را از فشار روغن به حرکت دورانی تبدیل میکنند و با طراحی شعاعی، توزیع یکنواخت فشار را تضمین میکنند. صفحه عقب End Plate فشار روغن را متعادل کرده و از بازگشت جریان جلوگیری میکند. میلنگهدارنده یا شفت Drive Shaft نیرو را به بار خارجی منتقل میکند. آببندیهای پیشرفته Seals & O-rings از نشتی داخلی جلوگیری کرده و بازده حجمی موتور را حفظ میکنند. همچنین، پورتهای ورودی و خروجی روغن Inlet/Outlet Ports مسیر جریان روغن هیدرولیک را کنترل کرده و عملکرد دقیق موتور در بارهای سنگین و سیستمهای حلقه بسته را ممکن میسازند.
- 1. بدنه سیلندر (Housing): محافظت از اجزا، تحمل فشار کاری و پشتیبانی ساختاری موتور.
- 2. روتور و پیستونها (Rotor & Pistons): تبدیل فشار روغن به حرکت دورانی و توزیع یکنواخت نیرو.
- 3. صفحه عقب (End Plate): متعادل کردن فشار روغن و جلوگیری از بازگشت جریان.
- 4. میلنگهدارنده / شفت (Drive Shaft): انتقال نیرو و گشتاور خروجی به بار مکانیکی.
- 5. آببندیها (Seals & O-rings): جلوگیری از نشتی داخلی و حفظ بازده حجمی موتور.
- 6. پورتهای ورودی و خروجی روغن (Inlet/Outlet Ports): کنترل مسیر جریان روغن هیدرولیک و عملکرد دقیق موتور.
- 7. فنرها و صفحات راهنما (Guide Plates & Springs): حفظ موقعیت پیستونها و کاهش اصطکاک در حرکت رفت و برگشتی.
- 8. یاتاقانها (Bearings): پشتیبانی شفت و روتور، کاهش اصطکاک و افزایش طول عمر مکانیکی.
مقایسه راندمان و مصرف انرژی در هیدروموتور SAI gm05 Hydraulic Motor با مدل های مشابه
هیدروموتور پیستونی SAI GM05 با طراحی پیشرفته برای کاربردهای صنعتی، بازده حجمی و مکانیکی بالایی ارائه میدهد و مصرف انرژی سیستم را بهینه میکند. راندمان حجمی این موتور بیش از 90% و راندمان مکانیکی حدود 95% است، که موجب کاهش تلفات داخلی و بهبود پاسخ سیستم میشود. در مقایسه با مدلهای مشابه برندهای SAUER-Danfoss PV، Parker GM2 و Eaton Vickers RV، GM05 دارای مصرف انرژی کمتر به دلیل طراحی پیستونی کم اصطکاک و آببندی پیشرفته است. این هیدروموتور در شرایط بار متغیر و فشار تا 350 بار عملکرد پایدار دارد، در حالی که رقبای اقتصادیتر اغلب افت راندمان در فشار بالا و دبی زیاد نشان میدهند. ویژگیهای GM05 شامل کنترل دقیق سرعت و گشتاور و کاهش گرمای تولیدی در مدار هیدرولیک است، که آن را برای سیستمهای حلقه بسته و ماشینآلات سنگین مناسب میکند.
| پارامتر | SAI GM05 | SAUER-Danfoss PV | Parker GM2 | Eaton Vickers RV |
|---|---|---|---|---|
| راندمان حجمی | ≈90% | ≈88% | ≈87% | ≈85% |
| راندمان مکانیکی | ≈95% | ≈92% | ≈91% | ≈90% |
| مصرف انرژی در بار متوسط | کم | متوسط | متوسط | بالا |
| حداکثر فشار کاری | 350 bar | 350 bar | 350 bar | 320 bar |
| توانایی عملکرد پایدار در دبی بالا | بله | بله، با کاهش راندمان | محدود | محدود |
| ویژگی خاص | آببندی پیشرفته و کاهش گرمای تولیدی | پیستون شعاعی با راندمان متوسط | پیستون محوری، کمی اصطکاک بیشتر | طراحی سنتی، افت راندمان در فشار بالا |
نحوه تنظیم فشار و کنترل سرعت هیدروموتور intermot iam 3000
هیدروموتور Intermot IAM 3000 برای کاربردهای صنعتی سنگین طراحی شده و امکان تنظیم فشار و کنترل سرعت دقیق را فراهم میکند. برای تنظیم فشار، ابتدا باید فشار کاری سیستم هیدرولیک مطابق حداکثر مشخصات کارخانه (حداکثر 350 بار) تعیین شود و سپس پیچ تنظیم فشار شیر کنترل (Pressure Relief Valve) متصل به مدار موتور با ابزار دقیق (گیج فشار دیجیتال) کالیبره گردد. کنترل سرعت هیدروموتور از طریق شیر جریان (Flow Control Valve) یا تنظیم جابجایی متغیر موتور انجام میشود. توجه به دمای روغن، ویسکوزیته مناسب ISO VG 32–68، و نصب فیلتر 10–25 میکرون قبل از موتور باعث ثبات عملکرد و کاهش نوسانات سرعت میشود. رعایت این مراحل، کنترل دقیق گشتاور و سرعت و کاهش مصرف انرژی را تضمین میکند و عمر مکانیکی موتور را افزایش میدهد.
- 1. تعیین فشار کاری: بررسی حداکثر فشار مجاز سیستم (≤350 بار) قبل از تنظیم.
- 2. کالیبراسیون شیر فشار: استفاده از گیج دیجیتال و پیچ تنظیم Pressure Relief Valve برای تنظیم دقیق فشار.
- 3. تنظیم جریان و سرعت: کنترل سرعت موتور با شیر جریان (Flow Control Valve) یا جابجایی متغیر موتور.
- 4. فیلتراسیون روغن: نصب فیلتر 10–25 میکرون قبل از موتور برای جلوگیری از ورود ذرات.
- 5. ویسکوزیته روغن: استفاده از روغن هیدرولیک ISO VG 32–68 برای ثبات عملکرد موتور.
- 6. کنترل دما: حفظ دمای کاری روغن بین -20 تا +70°C جهت عملکرد پایدار و جلوگیری از افزایش سایش.
- 7. بررسی گشتاور: تنظیم موتور در شرایط بار واقعی برای کنترل دقیق گشتاور خروجی.
- 8. بازرسی نشتی: بررسی دورهای آببندی موتور و اتصالات برای حفظ راندمان و ایمنی.
- 9. ثبت تنظیمات: مستندسازی فشار و جریان تنظیم شده برای نگهداری و تعمیرات آتی.
- 10. نگهداری دورهای: بررسی فیلتر، روغن و پیچهای تنظیم برای ثبات عملکرد طولانی مدت.
نکات ایمنی هنگام استفاده از هیدروموتور intermot hydraulic motor iam
استفاده ایمن از هیدروموتور Intermot IAM نیازمند رعایت دقیق نکات ایمنی هیدرولیک است تا خطر آسیب دیدگی و خرابی تجهیزات کاهش یابد. قبل از راهاندازی، باید فشار کاری سیستم مطابق مشخصات کارخانه (حداکثر 350 بار) تنظیم شود و اتصالات هیدرولیک از نشتی و محکم بودن اطمینان حاصل گردد. همیشه از فیلتر مناسب (10–25 میکرون) استفاده شود تا ذرات معلق روغن وارد موتور نشوند. جلوگیری از تماس با اجزای داغ و متحرک، کنترل دما و ارتعاش، و استفاده از تجهیزات حفاظتی شخصی (دستکش، عینک ایمنی) الزامی است. همچنین، هنگام تعمیر یا تنظیم، فشار سیستم باید تخلیه شود و دستورالعملهای تولیدکننده رعایت گردد. رعایت این نکات، عمر موتور، بازده سیستم و ایمنی پرسنل را تضمین میکند.
- 1. بررسی فشار کاری: تنظیم فشار سیستم مطابق حداکثر مشخصات کارخانه (≤350 بار).
- 2. اطمینان از اتصالات: کنترل محکم بودن شلنگها و نبود نشتی قبل از راهاندازی.
- 3. استفاده از فیلتر مناسب: فیلتر 10–25 میکرون برای جلوگیری از ورود ذرات به موتور.
- 4. اجتناب از تماس با اجزای داغ و متحرک: حفظ فاصله ایمن از شفت و بدنه موتور هنگام کارکرد.
- 5. کنترل دما و ارتعاش: مانیتورینگ دمای روغن و لرزشها برای پیشگیری از آسیب مکانیکی.
- 6. تجهیزات حفاظتی شخصی: استفاده از دستکش، عینک ایمنی و لباس محافظ هنگام نصب و سرویس.
- 7. تخلیه فشار قبل از تعمیر: اطمینان از تخلیه کامل فشار سیستم پیش از هرگونه باز کردن اتصالات.
- 8. رعایت دستورالعمل تولیدکننده: پیروی از کاتالوگ و دفترچه راهنمای Intermot برای نصب، سرویس و نگهداری.
- 9. بررسی وضعیت روغن: استفاده از روغن سالم، عاری از ذرات و با ویسکوزیته مناسب (ISO VG 32–68).
- 10. مستندسازی سرویس و تنظیمات: ثبت دورههای نگهداری و تعمیرات برای افزایش ایمنی و طول عمر موتور.
مشکلات رایج هیدروموتور intermot h5 و راهکارهای رفع آنها
هیدروموتور Intermot H5 مانند سایر عملگرهای هیدرولیک صنعتی ممکن است با مشکلاتی مواجه شود که عملکرد سیستم را تحت تاثیر قرار میدهند. رایجترین مشکلات شامل کاهش گشتاور و سرعت، نشتی داخلی، گرم شدن بیش از حد، ایجاد صدا و لرزش غیرطبیعی، و آسیب مکانیکی شفت یا بلبرینگها هستند. دلایل عمده این مشکلات معمولاً شامل آلودگی روغن، فشار یا جریان غیرمجاز، نصب ناصحیح، سایش آببندیها و خرابی قطعات داخلی میشوند. برای رفع این مشکلات، توصیه میشود تعویض فیلترها و روغن هیدرولیک، تنظیم فشار و جریان مطابق مشخصات کارخانه، بازرسی و تعویض آببندی و بلبرینگها، و بررسی محکم بودن اتصالات انجام شود. همچنین، نصب صحیح موتور و پایش دما و لرزش به طور مداوم باعث افزایش عمر موتور و کاهش خرابیهای ناگهانی میشود.
- 1. کاهش گشتاور یا سرعت: بررسی فشار و جریان سیستم، تنظیم شیرهای کنترل و تعویض روغن آلوده.
- 2. نشتی داخلی: بررسی و تعویض آببندیهای پیستون و شفت، کنترل فشار کاری مطابق مشخصات.
- 3. گرم شدن بیش از حد: اطمینان از دبی مناسب، تهویه سیستم و استفاده از روغن با ویسکوزیته استاندارد (ISO VG 32–68).
- 4. صدا و لرزش غیرطبیعی: کنترل نصب موتور، تعویض بلبرینگها و بررسی تراز شفتها.
- 5. سایش و خرابی مکانیکی: بازبینی دورهای قطعات داخلی، آببندیها و نصب صحیح موتور.
- 6. گرفتگی فیلتر و آلودگی روغن: تعویض فیلتر 10–25 میکرون و روغن هیدرولیک تمیز و مناسب.
- 7. فشار یا جریان غیرمجاز: تنظیم دقیق شیرهای فشار و جریان مطابق کاتالوگ کارخانه.
- 8. نصب ناصحیح موتور: رعایت جهت جریان، تراز شفت و محکم بودن پیچهای نصب.
- 9. خرابی سنسورها یا شیرهای کنترل: بررسی و جایگزینی سنسورها و شیرهای الکترونیکی خراب.
- 10. نگهداری نامناسب: پایش دورهای دما، لرزش، فشار و مستندسازی سرویسها برای پیشگیری از خرابیهای ناگهانی.
راهنمای جامع خرید و قیمت هیدروموتور intermot iam 300
هیدروموتور Intermot IAM 300 یکی از موتورهای پیستونی با راندمان بالا و دوام طولانی است. قبل از خرید، فاکتورهای مختلف باید بررسی شوند.
-
1. مدل و جابجایی (Displacement)
جابجایی هیدروموتور بر حسب سی سی بر دور، توان خروجی و دبی سیستم را تعیین می کند و قیمت را تغییر می دهد.
حدود قیمت: مدل های 100–300 cc ≈ $1,200–$5,500.
-
2. حداکثر فشار کاری (Maximum Operating Pressure)
حداکثر فشار قابل تحمل بر طراحی داخلی موتور و جنس قطعات تاثیر می گذارد و هزینه را افزایش می دهد.
حدود قیمت: تا 210 بار ≈ $1,200–$3,500، تا 350 بار ≈ $3,500–$10,000.
-
3. توان و دبی خروجی (Flow & Power)
توان و دبی مورد نیاز برای سیستم تعیین کننده سایز و قیمت موتور هستند. موتورهای پر دبی گران تر هستند.
حدود قیمت: دبی پایین ≈ $1,200–$4,000، دبی بالا ≈ $4,000–$10,000.
-
4. نوع کنترل و قابلیت تنظیم
موتورهای IAM 300 با کنترل سرعت یا گشتاور پیشرفته قیمت بالاتری دارند و عملکرد دقیق تری ارائه می کنند.
افزایش قیمت ≈ 10%–35% بسته به نوع کنترل.
-
5. جنس بدنه و آبکاری
مواد مقاوم در برابر خوردگی و فشار بالا هزینه تولید و قیمت نهایی موتور را افزایش می دهند.
افزایش قیمت مهندسی ≈ $200–$1,500 بسته به نوع آلیاژ و روکش.
-
6. سیستم آب بندی (Sealing)
کیفیت واشرها و سیستم آب بندی، دوام موتور را بالا می برد و هزینه نصب را افزایش می دهد.
هزینه اضافی ≈ $100–$600 برای سیستم آب بندی پیشرفته.
-
7. اصل یا بازسازی شده (New vs Rebuilt)
موتور نو IAM 300 طول عمر بالاتر و پشتیبانی بهتر دارد، اما قیمت بیشتری دارد نسبت به بازسازی شده.
قیمت نو ≈ $1,200–$10,000، بازسازی شده ≈ $600–$4,500.
-
8. گارانتی و خدمات پس از فروش
گارانتی بلند مدت و شبکه سرویس گسترده، قیمت نهایی موتور را افزایش می دهد و امنیت خرید را بالا می برد.
افزایش قیمت ≈ 5%–20% از قیمت پایه برای خدمات کامل و گارانتی معتبر.
-
9. اصالت برند و کشور سازنده
نسخه اصلی Intermot تولید شده در کارخانه معتبر نسبت به نمونه های OEM قیمت بیشتری دارد.
افزایش قیمت ≈ 20%–80% برای نسخه اصل نسبت به نمونه غیر اصلی.
-
10. لوازم جانبی و مجموعه نصب
فلنچ، کوپلینگ و شیرهای همراه با موتور، هزینه نهایی نصب را افزایش می دهند و کارایی سیستم را بهتر می کنند.
هزینه لوازم جانبی ≈ $150–$2,000 بسته به کیفیت و نوع قطعات.
-
11. تست عملکرد و گواهی کیفیت
تست فشار و جریان و ارائه گواهی بین المللی هزینه خرید را افزایش می دهد اما اطمینان فنی بالا می برد.
هزینه گواهی ≈ $100–$1,000 بسته به نوع تست و دامنه آزمایش.
-
12. حمل و نقل و نرخ ارز
نوسانات نرخ دلار و هزینه حمل بین المللی قیمت نهایی موتور را تحت تاثیر قرار می دهد.
افزایش یا کاهش ≈ 5%–40% بسته به شرایط بازار و حمل و نقل.
-
13. حجم سفارش و تخفیف تجاری
سفارشات حجیم شامل تخفیف می شوند و قیمت هر واحد موتور کاهش می یابد.
تخفیف مهندسی ≈ 5% برای سفارشات کوچک تا 30% برای سفارشات عمده.
تاثیر هیدروموتور intermot iam 800 بر راندمان سیستم هیدرولیک
هیدروموتور Intermot IAM 800 با طراحی پیستونی و جابجایی متغیر، تأثیر مستقیم بر راندمان سیستم هیدرولیک دارد. راندمان حجمی این موتور حدود 88–90% و راندمان مکانیکی نزدیک 92% است که موجب کاهش تلفات داخلی و بهبود بازده انرژی مدار میشود. به دلیل پاسخ سریع و کنترل دقیق سرعت، موتور IAM 800 قادر است در سیستمهای حلقه بسته و بارهای متغیر، نوسانات فشار و جریان را کاهش داده و مصرف انرژی را بهینه کند. استفاده از روغن با ویسکوزیته مناسب ISO VG 32–68 و فیلتراسیون 10–25 میکرون قبل از موتور، باعث کاهش سایش و افزایش عمر آببندیها میشود. در مقایسه با هیدروموتورهای قدیمی یا با راندمان پایین، IAM 800 باعث کاهش تولید حرارت، افزایش پایداری گشتاور و کاهش افت فشار در مدار هیدرولیک میگردد، که عملکرد سیستم را هم اقتصادی و هم قابل اعتماد میکند.
- راندمان حجمی بالا: 88–90%، کاهش تلفات داخلی و افزایش بازده انرژی.
- راندمان مکانیکی بالا: حدود 92%، کاهش اصطکاک و افزایش انتقال توان واقعی.
- کنترل دقیق سرعت: کاهش نوسانات جریان و فشار در سیستم حلقه بسته.
- کاهش تولید حرارت: عملکرد بهینه در بارهای متغیر و دبی بالا.
- پایداری گشتاور: تضمین حرکت یکنواخت محرکها و تجهیزات متصل.
- مصرف انرژی کمتر: بهینهسازی مصرف روغن و کاهش افت فشار در مدار.
- طول عمر طولانی: کاهش سایش آببندی و قطعات داخلی موتور.
- سازگاری با روغن استاندارد: ISO VG 32–68 برای عملکرد پایدار و حفاظت از سیستم.
- فیلتراسیون مناسب: جلوگیری از ورود ذرات و حفظ راندمان طولانی مدت موتور.
- عملکرد اقتصادی و قابل اعتماد: کاهش هزینههای انرژی و نگهداری سیستم هیدرولیک.
نکات کلیدی در نگهداری و سرویس هیدرموتور intermot iam 1000
هیدروموتور Intermot IAM 1000 برای عملکرد پایدار در سیستمهای هیدرولیک صنعتی نیازمند نگهداری و سرویس منظم است. نکات کلیدی شامل کنترل دورهای نشتی داخلی و خارجی، بررسی دمای کاری موتور، و جلوگیری از لرزش و شوک مکانیکی است. فیلتر روغن باید 10–25 میکرون و تمیز باشد تا ذرات معلق باعث آسیب به پیستون و بلبرینگها نشوند. همچنین، روغن هیدرولیک باید با مشخصات ISO VG 32–68 و فاقد آلودگی باشد. بررسی عملکرد گشتاور و سرعت، بازرسی آببندی شفت و پیستون و تعویض قطعات فرسوده طبق دفترچه فنی باعث افزایش طول عمر موتور و کاهش خرابی ناگهانی میشود. ثبت دورههای سرویس و تعمیرات، کمک میکند عمر مفید IAM 1000 به حداکثر برسد و عملکرد در خطوط تولید حساس پایدار بماند.
- 1. کنترل نشتی: بررسی دورهای نشتی داخلی و خارجی هیدروموتور برای جلوگیری از کاهش فشار و کارایی.
- 2. بررسی دمای کاری: حفظ دمای روغن در محدوده توصیهشده و جلوگیری از افزایش بیش از حد حرارت.
- 3. جلوگیری از لرزش و شوک مکانیکی: نصب محکم و جلوگیری از ارتعاشهای شدید در محیط صنعتی.
- 4. فیلتراسیون روغن: استفاده از فیلتر 10–25 میکرون و تعویض دورهای برای حفاظت از پیستونها و بلبرینگها.
- 5. کیفیت روغن: استفاده از روغن هیدرولیک ISO VG 32–68 عاری از ذرات و آلودگی.
- 6. بررسی عملکرد گشتاور و سرعت: تست موتور تحت بار واقعی برای اطمینان از عملکرد بهینه.
- 7. بازبینی آببندی: بررسی و تعویض اورینگها و سیلهای شفت و پیستون در فواصل مشخص.
- 8. تعویض قطعات فرسوده: جایگزینی بلبرینگها، فنرها و اجزای سایشی طبق دفترچه فنی.
- 9. ثبت سرویس و تعمیرات: مستندسازی دورههای نگهداری و تعویض قطعات برای مدیریت چرخه عمر موتور.
- 10. بازرسی قبل از راهاندازی: کنترل کامل مسیر روغن، فشار، دبی و اتصال صحیح قبل از راهاندازی سیستم.
تفاوت فشار کاری و فشار عملیاتی هیدروموتور پیستونی sai bd5
در هیدروموتور پیستونی SAI BD5، تفاوت بین فشار کاری (Rated Pressure) و فشار عملیاتی (Operating Pressure) از اهمیت مهندسی بالایی برخوردار است. فشار کاری حداکثر فشار مجاز است که موتور میتواند به طور مستمر تحمل کند بدون کاهش عمر مکانیکی یا آسیب به اجزا، معمولاً در BD5 حدود 350 بار است. فشار عملیاتی، فشار واقعی سیستم هنگام کار نرمال است و معمولاً 70–90% فشار کاری انتخاب میشود تا ایمنی و عمر مفید موتور حفظ شود. رعایت این تفاوت باعث جلوگیری از آسیب به پیستون، آببندی و شفت میشود و عملکرد گشتاور و سرعت موتور را پایدار نگه میدارد. نادیده گرفتن این تفاوت میتواند منجر به خرابی زودهنگام، افزایش نشتی داخلی و کاهش بازده حجمی شود.
- فشار کاری (Rated Pressure): حداکثر فشار مجاز موتور بدون کاهش عمر مکانیکی، معمولاً 350 بار برای BD5.
- فشار عملیاتی (Operating Pressure): فشار واقعی سیستم هنگام عملکرد نرمال، معمولاً 70–90% فشار کاری.
- هدف: حفظ عمر طولانی موتور و جلوگیری از آسیب به پیستون، آببندی و شفت.
- تاثیر بر عملکرد: فشار عملیاتی مناسب باعث ثبات گشتاور و سرعت موتور و کاهش نشتی داخلی میشود.
- اهمیت مهندسی: رعایت اختلاف بین فشار کاری و عملیاتی، کلید پیشگیری از خرابی زودهنگام موتور است.
عوامل موثر بر خرید و قیمت هیدرموتور intermot iam 1000
خرید و قیمت هیدروموتور Intermot IAM 1000 تحت تأثیر چند عامل مهندسی و کاربردی قرار دارد. اولین عامل، نوع و محدوده فشار کاری (حداکثر تا 350 بار) و جریان عبوری (تا 150 لیتر بر دقیقه) است که مشخصکننده اندازه و ظرفیت موتور است. دوم، بازده حجمی و مکانیکی و دقت کنترل گشتاور و سرعت، که برای سیستمهای حلقه بسته و ماشینآلات دقیق اهمیت دارد. سوم، نوع عملگر پیستونی، ثابت یا متغیر بودن جابجایی، جنس بدنه و آببندی بر دوام و مقاومت در برابر خوردگی تأثیر دارد. چهارم، استانداردهای کیفی و گواهیهای بینالمللی باعث افزایش اطمینان و هزینه تولید میشوند. نهایتاً، برند و خدمات پس از فروش، لوازم یدکی و قابلیت تعمیر نیز در قیمت و تصمیم خرید مؤثر است. رعایت این عوامل، انتخابی مهندسی و اقتصادی را برای پروژههای صنعتی تضمین میکند.
- 1. محدوده فشار کاری: حداکثر فشار موتور (تا 350 بار) تعیینکننده ظرفیت و ابعاد هیدروموتور.
- 2. جریان عبوری: دبی سیستم (تا 150 لیتر بر دقیقه) بر انتخاب سایز و مدل موتور اثرگذار است.
- 3. بازده مکانیکی و حجمی: عملکرد دقیق و کاهش تلفات انرژی در سیستمهای حلقه بسته.
- 4. نوع موتور: پیستونی ثابت یا متغیر بودن جابجایی، تأثیر مستقیم بر قیمت و کاربرد دارد.
- 5. جنس بدنه و آببندی: مقاومت در برابر خوردگی و سایش، افزایش دوام و طول عمر مفید موتور.
- 6. استانداردهای کیفی: گواهیهای ISO، NFPA و تستهای QA هزینه تولید و قیمت نهایی را افزایش میدهند.
- 7. برند و خدمات پس از فروش: دسترسی به لوازم یدکی و پشتیبانی مهندسی در انتخاب موتور اهمیت دارد.
- 8. قابلیت تعمیر و نگهداری: موتورهایی که نگهداری آسان و قابلیت تعمیر دارند، هزینه کل مالکیت را کاهش میدهند.
- 9. محیط کاری: دمای محیط، لرزش و شرایط صنعتی خاص میتواند انتخاب و قیمت نهایی را تحت تأثیر قرار دهد.
- 10. کاربرد صنعتی: استفاده در ماشینآلات سنگین، خطوط تولید اتوماتیک یا سیستمهای دقیق بر نوع و قیمت موتور اثر میگذارد.
هیدروموتور intermot iam 600 :معرفی، عملکرد و کاربردها
هیدروموتور Intermot IAM 600 یک عملگر دورانی پیستونی با دقت بالا است که برای سیستمهای هیدرولیک صنعتی طراحی شده است. این موتور قادر است فشار کاری تا 350 بار و جریان حداکثر 100 لیتر بر دقیقه را مدیریت کند و بازده حجمی بالای 90% ارائه میدهد. طراحی پیستونی با آببندی پیشرفته و سختکاری اجزا، عملکرد پایدار و کاهش نشتی داخلی را تضمین میکند. IAM 600 مناسب برای کاربردهای ماشینآلات سنگین، تجهیزات حرکت خطی و چرخشی، خطوط تولید اتوماتیک و سیستمهای کنترل حلقه بسته است. ویژگیهای کلیدی آن شامل کنترل دقیق سرعت و گشتاور، مقاومت در برابر شوک و لرزش مکانیکی، طول عمر مکانیکی بالا و قابلیت استفاده در محیطهای صنعتی سخت میباشد، که آن را به گزینهای مطمئن برای پروژههای صنعتی تبدیل میکند.
- بازده حجمی بالا: بیش از 90% برای کاهش تلفات انرژی و افزایش کارایی سیستم هیدرولیک.
- کنترل دقیق گشتاور و سرعت: مناسب برای سیستمهای حلقه بسته و ماشینآلات دقیق.
- تحمل فشار کاری بالا: عملکرد پایدار تا 350 بار در محیطهای صنعتی پر فشار.
- مقاومت در برابر شوک و لرزش: طراحی مستحکم برای جلوگیری از خرابی در شرایط سخت کاری.
- طول عمر مکانیکی طولانی: بیش از 10 میلیون سیکل کاری تحت شرایط استاندارد صنعتی.
- قابلیت استفاده در ماشینآلات سنگین: مناسب برای تجهیزات معدن، بالابر و خطوط تولید اتوماتیک.
- طراحی پیستونی پیشرفته: کاهش نشتی داخلی و عملکرد پایدار در فشار بالا.
- سازگار با سیستمهای هیدرولیک استاندارد: نصب آسان و عملکرد قابل اعتماد در مدارهای صنعتی.
کاربردهای صنعتی هیدروموتور intermot iam 3500
هیدروموتور Intermot IAM 3500 یک عملگر دورانی پیستونی سنگین است که برای کاربردهای صنعتی با فشار بالا و نیاز به گشتاور زیاد طراحی شده است. این موتور قادر است فشار کاری تا 350–400 بار و جریان تا 200 لیتر بر دقیقه را مدیریت کند و بازده مکانیکی و حجمی بالای 90% ارائه دهد. IAM 3500 مناسب برای ماشینآلات سنگین، تجهیزات معدنی، بالابرها، جرثقیلها و خطوط تولید اتوماتیک است. ویژگیهای کلیدی شامل کنترل دقیق گشتاور و سرعت، مقاومت در برابر شوک و لرزش شدید، طول عمر مکانیکی بالا، و عملکرد پایدار در محیطهای صنعتی سخت و گرد و غبارآلود میباشد. این ویژگیها باعث میشوند IAM 3500 گزینهای ایدهآل برای سیستمهای حرکت خطی و چرخشی پر فشار و پروژههای صنعتی با نیاز به دوام و عملکرد بالا باشد.
- ماشینآلات سنگین: استفاده در بیلهای مکانیکی، بولدوزرها و تجهیزات حفاری.
- تجهیزات بالابر و جرثقیل: کنترل حرکت سیلندرها و چرخش بازوها با گشتاور بالا.
- خطوط تولید اتوماتیک: تامین حرکت دورانی و خطی دقیق در سیستمهای صنعتی پر فشار.
- صنایع معدنی: استفاده در ماشینآلات استخراج و انتقال مواد سنگین.
- تجهیزات دریایی و بندری: عملکرد پایدار موتور در شرایط فشار بالا و محیط خورنده.
- سیستمهای هیدرولیک حلقه بسته: کنترل دقیق سرعت و موقعیت در ماشینآلات حساس.
- ماشینآلات کشاورزی صنعتی: تامین حرکت چرخشی پرقدرت برای ادوات بزرگ و سنگین.
- تجهیزات جابهجایی مواد: حرکت صفحات، غلطکها و میزهای صنعتی با گشتاور بالا.
کاربردهای هیدروموتور پارکر te 0050 parker در صنعت و ماشینآلات
هیدروموتور Parker TE 0050 یک عملگر دورانی با ظرفیت متوسط و بازده بالا است که برای کاربردهای صنعتی و ماشینآلات طراحی شده است. این موتور قادر است فشار کاری تا 210–250 بار و جریان حداکثر 50 لیتر بر دقیقه را تحمل کند و بازده حجمی بالای 85–90% ارائه دهد. TE 0050 مناسب برای ماشینآلات خطی و چرخشی، نوار نقالهها، پرسها، بالابرها، و سیستمهای هیدرولیک صنعتی سبک تا متوسط است. ویژگیهای کلیدی شامل کنترل دقیق گشتاور و سرعت، مقاومت در برابر شوک و لرزش، طول عمر مکانیکی مناسب، و نصب آسان مطابق استانداردهای ISO و NFPA میباشد. این هیدروموتور با عملکرد پایدار و قابلیت کار در محیطهای صنعتی متنوع، گزینهای مطمئن برای پروژههای تولیدی و ماشینآلات سبک تا متوسط است.
- ماشینآلات خطی و چرخشی: تأمین حرکت دقیق محورها و چرخش قطعات صنعتی.
- نوار نقالهها: حرکت مداوم تسمهها و انتقال مواد در خطوط تولید.
- پرسها و دستگاههای فرمدهی: کنترل گشتاور و سرعت در فرآیندهای صنعتی.
- بالابرها و تجهیزات حمل بار سبک: حرکت سیلندرها و چرخش مکانیزمها با ایمنی و پایداری.
- سیستمهای هیدرولیک سبک تا متوسط: تأمین قدرت دورانی در ماشینآلات کوچک و متوسط صنعتی.
- ماشینآلات کشاورزی کوچک: اجرای حرکت چرخشی و خطی ادوات و تجهیزات نیمهصنعتی.
- کارگاهها و تجهیزات اتوماسیون: استفاده در جکها، میزهای متحرک و مکانیزمهای صنعتی با بار متوسط.
- سیستمهای حلقه بسته صنعتی: کنترل دقیق سرعت و گشتاور برای فرآیندهای تولید حساس.
راهنمای نصب و نگهداری هیدروموتور پارکر parker te 0390
هیدروموتور Parker TE 0390 برای عملکرد بهینه در سیستمهای هیدرولیک صنعتی نیازمند نصب و نگهداری دقیق است. نصب باید مطابق جهت جریان مشخص شده روی بدنه و با اتصال محکم شلنگها یا لولهها انجام شود. استفاده از فیلتر روغن 10–25 میکرون و تامین فشار کاری توصیهشده (حداکثر 350 بار) از الزامات مهم است. نگهداری شامل بررسی دورهای نشتی، کنترل دما و ارتعاش، بازرسی آببندی شفت و اجزای پیستون، و تعویض قطعات فرسوده طبق دفترچه فنی میباشد. همچنین، روغن هیدرولیک باید مطابق استاندارد ISO VG 32–68 و عاری از ذرات و آلودگی باشد. رعایت این نکات عمر مفید هیدروموتور را افزایش داده و عملکرد گشتاور و سرعت آن را پایدار نگه میدارد.
- 1. رعایت جهت جریان: نصب مطابق فلش روی بدنه برای جلوگیری از آسیب به پیستون و دیسکها.
- 2. اتصال محکم: پیچ و شلنگها باید محکم بسته شوند تا نشتی و لرزش کاهش یابد.
- 3. فیلتراسیون روغن: استفاده از فیلتر 10–25 میکرون برای حفاظت از اجزای داخلی موتور.
- 4. فشار کاری: رعایت فشار کاری توصیهشده، حداکثر تا 350 بار برای عملکرد پایدار.
- 5. بررسی نشتی: بازبینی دورهای آببندی شفت و پیستونها جهت جلوگیری از نشتی داخلی و خارجی.
- 6. کنترل دما و ارتعاش: حفظ دمای روغن در محدوده استاندارد و جلوگیری از لرزش شدید.
- 7. روغن هیدرولیک: استفاده از روغن ISO VG 32–68، عاری از ذرات و آلودگی.
- 8. بررسی عملکرد گشتاور و سرعت: تست موتور تحت بار واقعی برای اطمینان از عملکرد بهینه.
- 9. تعویض قطعات فرسوده: جایگزینی بلبرینگها، اورینگها و سیلهای شفت طبق دفترچه فنی.
- 10. مستندسازی سرویس: ثبت تاریخ نصب، سرویس و تعمیرات برای مدیریت چرخه عمر موتور.
مشخصات فنی هیدروموتور پارکر parker te 0130 و نکات مهم در خرید
هیدروموتور Parker TE 0130 یک عملگر دورانی پیستونی با عملکرد دقیق و بازده حجمی بالا است. این موتور قادر است فشار کاری تا 350 بار و جریان عبوری حدود 40–60 لیتر بر دقیقه را مدیریت کند و بازده حجمی بیش از 90% ارائه میدهد. ویژگیهای کلیدی آن شامل کنترل دقیق گشتاور و سرعت، مقاومت در برابر شوک و لرزش مکانیکی، طول عمر مکانیکی طولانی و آببندی پیشرفته است. نکات مهم در خرید TE 0130 شامل تطابق فشار و دبی موتور با سیستم هیدرولیک، انتخاب نوع نصب و جهت جریان، اطمینان از استانداردهای کیفی Parker و دسترسی به خدمات پس از فروش و قطعات یدکی میباشد. رعایت این نکات عملکرد پایدار و طول عمر طولانی موتور را تضمین میکند.
| پارامتر فنی | مشخصات | نکات مهندسی در خرید |
|---|---|---|
| فشار کاری | تا 350 بار | انتخاب مطابق فشار مدار هیدرولیک برای جلوگیری از خرابی زودهنگام |
| جریان عبوری | 40–60 L/min | هماهنگی با دبی سیستم و نیاز عملکردی پروژه |
| بازده حجمی | >90% | کاهش تلفات انرژی و افزایش کارایی موتور |
| کنترل گشتاور و سرعت | دقیق و پایدار | مناسب برای سیستمهای حلقه بسته و ماشینآلات دقیق |
| مقاومت مکانیکی | شوک و لرزش بالا | مناسب محیطهای صنعتی سخت و پرتنش |
| آببندی و پوشش | پیستون و شفت پیشرفته | کاهش نشتی داخلی و افزایش طول عمر موتور |
| نوع نصب | محوری استاندارد ISO / NFPA | هماهنگی با بلوک منیفولد و مسیر روغن سیستم |
| خدمات پس از فروش | قطعات یدکی و پشتیبانی Parker | تضمین نگهداری، تعمیر و طول عمر مفید موتور |
مزایای خرید هیدروموتور پارکر parker te 0330
هیدروموتور Parker TE 0330 یک عملگر دورانی پیستونی با بازده مکانیکی و حجمی بالا است که برای کاربردهای صنعتی سنگین طراحی شده است. این موتور قابلیت تحمل فشار کاری تا 350 بار و جریان عبوری تا 100 لیتر بر دقیقه را دارد و بازده حجمی بالای 90% ارائه میدهد. مزایای اصلی آن شامل کنترل دقیق گشتاور و سرعت، مقاومت بالا در برابر شوک و لرزش، طول عمر مکانیکی طولانی، آببندی پیشرفته برای کاهش نشتی داخلی و سازگاری با سیستمهای هیدرولیک استاندارد میباشد. TE 0330 برای ماشینآلات سنگین، خطوط تولید اتوماتیک و سیستمهای حلقه بسته، عملکرد پایدار و قابل اطمینان ارائه میدهد و با کاهش تلفات انرژی و تعمیرات ناگهانی، هزینه کل مالکیت سیستم را بهینه میکند.
- بازده حجمی و مکانیکی بالا: بیش از 90% برای افزایش کارایی و کاهش تلفات انرژی.
- کنترل دقیق گشتاور و سرعت: مناسب برای سیستمهای حلقه بسته و ماشینآلات دقیق.
- تحمل فشار کاری بالا: عملکرد پایدار تا 350 بار در محیطهای صنعتی پر فشار.
- مقاومت در برابر شوک و لرزش: افزایش عمر موتور و کاهش خرابی ناگهانی.
- طول عمر مکانیکی طولانی: مناسب برای ماشینآلات سنگین و خطوط تولید پر فشار.
- آببندی پیشرفته: کاهش نشتی داخلی و حفظ عملکرد پایدار در فشار بالا.
- سازگاری با سیستمهای استاندارد: نصب آسان و عملکرد قابل اعتماد در مدارهای هیدرولیک صنعتی.
- کاهش هزینه کل مالکیت: کاهش تعمیرات و افزایش بازده سیستم هیدرولیک.
مشکلات رایج در هیدروموتور پیستونی SAI Motor BD2 و راهکارهای رفع آنها
هیدروموتور پیستونی SAI BD2 با وجود بازده بالا و عملکرد پایدار، ممکن است با مشکلات رایج صنعتی مواجه شود که عمر و کارایی آن را کاهش میدهد. از جمله مشکلات میتوان به نشتی داخلی و خارجی، کاهش گشتاور و سرعت، افزایش دمای کاری، لرزش و صدای غیرعادی، و فرسایش پیستون و بلبرینگها اشاره کرد. راهکارهای مهندسی شامل بازرسی و تعویض اورینگ و سیلها، بررسی فشار و دبی سیستم، کنترل دمای روغن، استفاده از روغن هیدرولیک استاندارد ISO VG 32–68، فیلتراسیون مناسب روغن 10–25 میکرون، و نصب محکم موتور برای کاهش لرزش و شوک مکانیکی هستند. اجرای این اقدامات باعث افزایش عمر مفید، عملکرد پایدار گشتاور و سرعت و کاهش خرابی ناگهانی هیدروموتور BD2 میشود.
- نشتی داخلی یا خارجی: بررسی و تعویض اورینگها و سیلهای شفت و پیستون.
- کاهش گشتاور و سرعت: کنترل فشار و دبی سیستم هیدرولیک و تنظیم موتور مطابق مشخصات کارخانه.
- افزایش دمای کاری: کنترل دمای روغن، استفاده از مبدل حرارتی یا رادیاتور مناسب.
- لرزش و صدای غیرعادی: نصب محکم موتور و بررسی تراز شافت و اتصالات.
- فرسایش پیستون و بلبرینگها: استفاده از روغن استاندارد ISO VG 32–68 و فیلتراسیون مناسب (10–25 میکرون).
- آلودگی روغن: تعویض دورهای فیلتر و نگهداری روغن تمیز برای جلوگیری از سایش و آسیب داخلی.
- عملکرد ناپایدار در بارهای سنگین: بازبینی نصب و اطمینان از فشار عملیاتی مناسب (70–90% فشار کاری).
- سرویس و نگهداری نامناسب: ثبت و اجرای دورههای سرویس، بازرسی و تعویض قطعات فرسوده.
نحوه عملکرد هیدروموتور پارکر parker te-9036
هیدروموتور Parker TE-9036 یک عملگر دورانی پیستونی محوری با بازده حجمی و مکانیکی بالا است که برای کاربردهای صنعتی سنگین طراحی شده است. عملکرد آن بر اساس جابجایی پیستونهای محوری داخل روتور و سیلندر است. هنگام عبور روغن هیدرولیک تحت فشار، پیستونها نیروی محوری تولید کرده و روتور را به چرخش در میآورند، که گشتاور و سرعت چرخشی خروجی موتور را ایجاد میکند. TE-9036 دارای سیستم آببندی پیشرفته، تحمل فشار کاری تا 350 بار و جریان تا 150 لیتر بر دقیقه است و بازده حجمی بالای 90% ارائه میدهد. کنترل دقیق سرعت و گشتاور موتور، مقاومت بالا در برابر شوک و لرزش و قابلیت عملکرد در محیطهای صنعتی سخت، آن را به انتخابی ایدهآل برای ماشینآلات سنگین، خطوط تولید اتوماتیک و سیستمهای حلقه بسته تبدیل میکند.
- عملکرد پیستونی محوری: جابجایی پیستونها داخل روتور و سیلندر، تولید گشتاور چرخشی.
- تبدیل انرژی هیدرولیک به مکانیکی: روغن تحت فشار نیروی محوری ایجاد کرده و روتور را میچرخاند.
- آببندی پیشرفته: کاهش نشتی داخلی و افزایش بازده حجمی (>90%).
- تحمل فشار کاری: تا 350 بار، مناسب محیطهای صنعتی سنگین.
- حداکثر جریان عبوری: تا 150 لیتر بر دقیقه برای کاربردهای پرظرفیت.
- کنترل دقیق سرعت و گشتاور: مناسب سیستمهای حلقه بسته و ماشینآلات حساس.
- مقاومت در برابر شوک و لرزش: افزایش طول عمر موتور و کاهش خرابی ناگهانی.
- کاربرد صنعتی: ماشینآلات سنگین، خطوط تولید اتوماتیک و سیستمهای هیدرولیک دقیق.
مقایسه فاکتورهای کیفی و عملکرد هیدروموتور پارکر parker te 195 با مدل های مشابه
هیدروموتور Parker TE 195 یک عملگر دورانی پیستونی با بازده حجمی بالا و قابلیت تحمل فشار کاری تا 350–380 بار است. جریان عبوری آن بین 100–150 لیتر بر دقیقه و بازده مکانیکی بیش از 90% میباشد. فاکتورهای کیفی شامل دقت کنترل گشتاور و سرعت، مقاومت در برابر شوک و لرزش، سختکاری شفت و آببندی پیشرفته، و طول عمر مکانیکی طولانی (>10 میلیون سیکل) هستند. در مقایسه با مدلهای مشابه مانند SAI GM2 و Intermot IAM 600، TE 195 دارای پایداری عملکرد بالاتر در فشار بالا، دقت موقعیتدهی بهتر، و دسترسی گسترده به خدمات پس از فروش Parker است. این ویژگیها TE 195 را برای ماشینآلات سنگین، سیستمهای کنترل حلقه بسته و خطوط تولید اتوماتیک، گزینهای مطمئن و اقتصادی میسازد.
| پارامتر | Parker TE 195 | SAI GM2 630 | Intermot IAM 600 | توضیح مقایسهای |
|---|---|---|---|---|
| فشار کاری | 350–380 بار | 350–400 بار | 350 بار | TE 195 مقاومت بالا در فشار و پایداری عملکرد برتر دارد. |
| جریان عبوری | 100–150 L/min | 150 L/min | 100 L/min | TE 195 مناسب جریانهای متوسط تا بالا با دبی قابل کنترل است. |
| بازده مکانیکی | >90% | ≈90% | ≈90% | بازده TE 195 کمی بالاتر و پایدارتر تحت بارهای متغیر است. |
| کنترل گشتاور و سرعت | دقیق و پایدار | پایدار | دقیق | TE 195 عملکرد بهینه در سیستمهای حلقه بسته و موقعیتدهی دارد. |
| مقاومت مکانیکی | بالا (شوک و لرزش) | بالا | متوسط | TE 195 مناسب محیطهای صنعتی سخت و پرتنش است. |
| طول عمر مکانیکی | >10 میلیون سیکل | >10 میلیون سیکل | ≈8–10 میلیون سیکل | TE 195 با طراحی سختکاری و آببندی پیشرفته عمر طولانی دارد. |
| دسترسی به خدمات و قطعات | گسترده و سریع | محدودتر | متوسط | Parker TE 195 برای نگهداری و تعمیرات صنعتی مناسبتر است. |
تفاوت هیدروموتور پارکرparker te 130 با سایر برندهای مشابه
هیدروموتور Parker TE 130 یک عملگر پیستونی با بازده حجمی بالا و عملکرد دقیق در سیستمهای هیدرولیک صنعتی است. فشار کاری آن تا 350 بار و جریان عبوری بین 40–60 لیتر بر دقیقه میباشد. در مقایسه با برندهای مشابه مانند SAI GM1 و Intermot IAM 400، TE 130 دارای دقت بالاتر در کنترل گشتاور و سرعت، مقاومت مکانیکی بیشتر در برابر لرزش و شوک، و دسترسی گسترده به خدمات پس از فروش و قطعات یدکی Parker است. همچنین آببندی پیشرفته و سختکاری اجزای داخلی موجب کاهش نشتی داخلی و افزایش عمر مکانیکی (>10 میلیون سیکل) میشود. این ویژگیها TE 130 را برای ماشینآلات سبک و متوسط، سیستمهای کنترل حلقه بسته و کاربردهای صنعتی با فشار و دبی متوسط، گزینهای مطمئن و اقتصادی میسازد.
| پارامتر | Parker TE 130 | SAI GM1 | Intermot IAM 400 | توضیح مقایسهای |
|---|---|---|---|---|
| فشار کاری | تا 350 بار | 300–350 بار | 350 بار | TE 130 پایداری بهتر در فشار بالا و عمر طولانی دارد. |
| جریان عبوری | 40–60 L/min | 40–55 L/min | 45–60 L/min | TE 130 مناسب جریان متوسط و کنترل دقیقتر است. |
| بازده مکانیکی | >90% | ≈88–90% | ≈90% | TE 130 بازده بالاتر و تلفات انرژی کمتر دارد. |
| کنترل گشتاور و سرعت | دقیق و پایدار | متوسط | دقیق | TE 130 مناسب سیستمهای حلقه بسته و موقعیتدهی حساس است. |
| مقاومت مکانیکی | بالا | متوسط | بالا | TE 130 در برابر لرزش و شوک صنعتی مقاومتر است. |
| طول عمر مکانیکی | >10 میلیون سیکل | ≈8–10 میلیون سیکل | ≈9–10 میلیون سیکل | طراحی سختکاری و آببندی TE 130 عمر طولانی را تضمین میکند. |
| خدمات و قطعات یدکی | گسترده و سریع | محدود | متوسط | دسترسی آسان به خدمات پس از فروش و قطعات TE 130 مزیت رقابتی دارد. |
راهنمای نگهداری و افزایش عمر هیدروموتور پارکر parker te100
هیدروموتور Parker TE100 برای عملکرد پایدار و طول عمر طولانی نیازمند نگهداری دقیق و دورهای است. بررسی منظم شامل نشتی داخلی و خارجی، کنترل دمای روغن، و بازرسی لرزش و شوک مکانیکی میباشد. روغن هیدرولیک باید مطابق ISO VG 32–68 و عاری از ذرات و آلودگی باشد و فیلتر مسیر روغن 10–25 میکرون تعویض شود. بررسی آببندی شفت، پیستون و اورینگها، و تعویض قطعات فرسوده طبق دفترچه فنی اهمیت دارد. همچنین کنترل فشار و دبی سیستم مطابق مشخصات موتور، نصب صحیح و محکم شلنگها و پیچها باعث افزایش عمر مفید و کاهش خرابی ناگهانی میشود. رعایت این نکات، عملکرد پایدار گشتاور و سرعت را تضمین میکند و هزینههای تعمیر و نگهداری را کاهش میدهد.
- 1. بررسی نشتی: کنترل دورهای نشتی داخلی و خارجی برای حفظ فشار و عملکرد موتور.
- 2. کنترل دما: حفظ دمای روغن در محدوده استاندارد و جلوگیری از افزایش بیش از حد حرارت.
- 3. جلوگیری از لرزش و شوک: نصب محکم و کاهش لرزشهای مکانیکی در محیط صنعتی.
- 4. فیلتراسیون روغن: استفاده از فیلتر 10–25 میکرون و تعویض دورهای برای جلوگیری از آسیب پیستون و بلبرینگها.
- 5. کیفیت روغن هیدرولیک: روغن ISO VG 32–68 و عاری از آلودگی و ذرات خارجی.
- 6. بازبینی آببندی: بررسی و تعویض اورینگها، سیلها و آببندی شفت و پیستون.
- 7. بررسی عملکرد: تست گشتاور و سرعت موتور تحت بار واقعی برای اطمینان از عملکرد بهینه.
- 8. تعویض قطعات فرسوده: جایگزینی بلبرینگها، فنرها و قطعات سایشی طبق دفترچه فنی.
- 9. نصب صحیح: رعایت جهت جریان، اتصال محکم شلنگها و پیچها برای کاهش نشتی و لرزش.
- 10. ثبت سرویس: مستندسازی دورههای نگهداری، تعویض قطعات و تعمیرات برای مدیریت چرخه عمر موتور.
علائم خرابی و راهکارهای تعمیر سریع هیدروموتور پارکر parker te 165
هیدروموتور Parker TE 165 در سیستمهای هیدرولیک صنعتی ممکن است در اثر فشار نادرست، آلودگی روغن، یا فرسودگی آببندی و بلبرینگها دچار خرابی شود. علائم رایج شامل کاهش گشتاور و سرعت، صدای غیرعادی، لرزش شدید، نشتی روغن و افزایش دمای کاری هستند. برای تعمیر سریع، ابتدا سیستم را خاموش و فشار را آزاد کنید. سپس مسیر روغن و فیلتر را بررسی و تمیز کنید، نشتیهای شفت و پیستون را کنترل و اورینگ یا سیلهای فرسوده را تعویض کنید. بلبرینگها و چرخدندهها در صورت آسیب باید جایگزین شوند. پس از تعمیر، موتور باید تحت تست عملکرد واقعی با فشار و دبی مناسب آزمایش شود تا گشتاور، سرعت و نشتی تأیید شود. رعایت این مراحل از خرابیهای ناگهانی جلوگیری کرده و عمر مفید موتور را افزایش میدهد.
- کاهش گشتاور و سرعت موتور
- صدای غیرعادی یا ناهنجار هنگام کار
- لرزش شدید و ناهموار در عملکرد
- نشتی روغن داخلی یا خارجی
- افزایش غیرعادی دمای کاری
- خاموش کردن سیستم و آزاد کردن فشار
- بررسی و تمیز کردن مسیر روغن و فیلترها
- کنترل آببندی شفت و پیستون و تعویض اورینگها یا سیلهای فرسوده
- بازرسی بلبرینگها و چرخدندهها و تعویض در صورت آسیب
- اجرای تست عملکرد واقعی با فشار و دبی مناسب برای اطمینان از عملکرد صحیح
مزایای استفاده از هیدروموتور پارکر parker tl-501-8fp
هیدروموتور Parker TL-501-8FP یک عملگر دورانی پیستونی با طراحی صنعتی پیشرفته است که بازده حجمی بالا و عملکرد قابل اعتماد ارائه میدهد. این موتور قابلیت تحمل فشار کاری تا 350 بار و جریان عبوری حداکثر 80–100 لیتر بر دقیقه دارد. مزایای کلیدی آن شامل کنترل دقیق سرعت و گشتاور، مقاومت بالا در برابر شوک و لرزش مکانیکی، طول عمر طولانی (>10 میلیون سیکل کاری)، و آببندی پیشرفته برای کاهش نشتی داخلی میباشد. TL-501-8FP مناسب برای ماشینآلات صنعتی، تجهیزات بالابر، خطوط تولید اتوماتیک و سیستمهای هیدرولیک حلقه بسته است. طراحی استاندارد و دسترسی به خدمات پس از فروش Parker، باعث میشود این هیدروموتور گزینهای مطمئن و اقتصادی برای پروژههای صنعتی با نیاز به عملکرد پایدار و کنترل دقیق باشد.
- بازده حجمی بالا: افزایش کارایی سیستم و کاهش تلفات انرژی.
- کنترل دقیق گشتاور و سرعت: مناسب برای سیستمهای حلقه بسته و تجهیزات صنعتی حساس.
- تحمل فشار کاری بالا: عملکرد پایدار تا 350 بار.
- مقاومت در برابر شوک و لرزش: افزایش عمر موتور و کاهش خرابی در محیطهای صنعتی سخت.
- طول عمر مکانیکی طولانی: بیش از 10 میلیون سیکل کاری تحت شرایط استاندارد صنعتی.
- آببندی پیشرفته: کاهش نشتی داخلی و افزایش دوام اجزا موتور.
- سازگاری با ماشینآلات صنعتی: مناسب برای تجهیزات بالابر، خطوط تولید اتوماتیک و سیستمهای چرخشی.
- دسترسی به خدمات پس از فروش: تأمین قطعات یدکی و پشتیبانی مهندسی Parker.
- عملکرد پایدار تحت بار متغیر: کنترل دقیق گشتاور حتی در شرایط فشار و جریان نامنظم.
- قابلیت نصب استاندارد: هماهنگی با بلوکهای منیفولد و مسیر روغن استاندارد ISO/NFPA.
مقایسه راندمان و مصرف انرژی در هیدروموتور پارکر parker tl-251-4mp با مدل های مشابه
هیدروموتور Parker TL-251-4MP یک عملگر دورانی پیستونی با بازده حجمی و مکانیکی بالا است که برای کاربردهای صنعتی با بارهای متوسط و سنگین طراحی شده است. این موتور دارای بازده حجمی حدود 92% و راندمان مکانیکی 85–88% است که نسبت به مدلهای مشابه در کلاس TL، مصرف انرژی پایینتر و پاسخ سریعتر را ارائه میدهد. عواملی مانند نشتی داخلی کمتر، طراحی پیستونی پیشرفته و آببندی بهینه موجب کاهش تلفات انرژی در مسیر روغن میشوند. مقایسه با مدلهای مشابه نشان میدهد TL-251-4MP در فشار کاری 250–300 بار و جریان عبوری 120–150 لیتر بر دقیقه، بازده بالاتر و حرارت تولیدی کمتر دارد، که باعث کاهش نیاز به خنککننده و افزایش عمر سیستم میشود. انتخاب این هیدروموتور باعث بهینهسازی مصرف انرژی و افزایش کارایی در سیستمهای هیدرولیک حلقه بسته و ماشینآلات دقیق صنعتی میشود.
| مدل هیدروموتور | فشار کاری (بار) | جریان عبوری (L/min) | راندمان حجمی (%) | راندمان مکانیکی (%) | مزیت انرژی |
|---|---|---|---|---|---|
| Parker TL-251-4MP | 250–300 | 120–150 | 92 | 85–88 | مصرف انرژی پایینتر و حرارت کمتر نسبت به رقبا |
| SAI GM2 630 | 250–350 | 120–150 | 89 | 82–85 | بازده مناسب اما مصرف انرژی کمی بالاتر |
| Intermot IAM 1000 | 300–350 | 140–160 | 90 | 83–86 | راندمان خوب، مصرف انرژی متوسط |
| Parker TL-180-3MP | 200–250 | 100–120 | 90 | 82–85 | مصرف انرژی بالاتر در جریانهای بالا |
مشخصات فنی و مهندسی هیدروموتور پارکر parker tl-254-4mp
هیدروموتور Parker TL-254-4MP یک عملگر دورانی پیستونی با جابجایی ثابت و راندمان بالا است که برای سیستمهای هیدرولیک صنعتی و ماشینآلات سنگین طراحی شده است. این موتور قادر است فشار کاری تا 300–350 بار و جریان عبوری 150–180 لیتر بر دقیقه را مدیریت کند و بازده حجمی بیش از 92% ارائه میدهد. ویژگیهای کلیدی شامل کنترل دقیق گشتاور و سرعت، مقاومت در برابر شوک و لرزش، آببندی پیشرفته، طول عمر مکانیکی طولانی (>10 میلیون سیکل)، و کاهش نشتی داخلی میباشد. TL-254-4MP مناسب کاربردهای ماشینآلات صنعتی، خطوط تولید اتوماتیک، سیستمهای هیدرولیک حلقه بسته و تجهیزات حرکت چرخشی یا خطی است. طراحی مهندسی پیستون و شفت بهینه، باعث عملکرد پایدار و کاهش مصرف انرژی میشود.
| پارامتر فنی | مشخصات | توضیح مهندسی |
|---|---|---|
| نوع موتور | پیستونی با جابجایی ثابت | عملکرد دورانی پایدار و کنترل دقیق گشتاور |
| فشار کاری | 300–350 بار | مناسب برای ماشینآلات سنگین و سیستمهای صنعتی پر فشار |
| جریان عبوری | 150–180 L/min | تامین دبی لازم برای حرکت دقیق تجهیزات |
| راندمان حجمی | >92% | کاهش تلفات انرژی و افزایش کارایی سیستم هیدرولیک |
| راندمان مکانیکی | 85–88% | عملکرد مطمئن تحت فشار و بار واقعی |
| طول عمر مکانیکی | >10 میلیون سیکل | طراحی مقاوم برای کاربردهای صنعتی طولانی مدت |
| آببندی | پیستون و شفت پیشرفته | کاهش نشتی داخلی و افزایش عمر مفید موتور |
| مقاومت مکانیکی | شوک و لرزش بالا | قابلیت عملکرد پایدار در محیطهای صنعتی پرتنش |
| کاربرد صنعتی | ماشینآلات سنگین، خطوط تولید، سیستمهای حلقه بسته | عملکرد دقیق و قابل اعتماد در محیطهای صنعتی سخت |
تکنولوژی ساخت و استاندارد های کیفی هیدروموتور پارکر parker tl-254-2mp
هیدروموتور Parker TL-254-2MP یک عملگر دورانی پیستونی با دقت بالا است که با فناوری پیشرفته تولید میشود تا عملکرد پایدار و طول عمر طولانی در سیستمهای هیدرولیک صنعتی ارائه دهد. فرآیند ساخت شامل ماشینکاری دقیق بدنه و شفت، سختکاری و کرومدهی میله، آببندی چندمرحلهای با اورینگ و سیلهای تخصصی است. استانداردهای تولید و کیفیت شامل ISO 9001:2015، ISO 4401، NFPA T3.6.1 و ISO 10771 است. کنترل کیفیت شامل تست فشار هیدرولیک تا 1.5 برابر فشار نامی، بررسی نشتی داخلی کمتر از 0.3 cc/min، آزمون بازده مکانیکی و هیدرولیکی، تست مقاومت در برابر شوک و لرزش، و کالیبراسیون سرعت و گشتاور خروجی میباشد. پوشش داخلی با عملیات سختکاری و آببندی پیشرفته، مقاومت در برابر سایش و خوردگی را افزایش میدهد و هر هیدروموتور TL-254-2MP قبل از تحویل تحت تست عملکرد کامل و صدور گواهی QA قرار میگیرد تا در کاربردهای صنعتی سنگین بهترین عملکرد دورانی را ارائه دهد.
| فرآیند / مشخصه | استاندارد / فناوری | شرح مهندسی |
|---|---|---|
| ماشینکاری بدنه و شفت | Precision CNC / ISO 4401 | افزایش دقت ابعادی و کاهش اصطکاک داخلی موتور |
| آببندی چندمرحلهای | ISO 10771 / NFPA T3.6.1 | جلوگیری از نشتی داخلی و تضمین عملکرد طولانی مدت |
| سختکاری و کرومدهی میله | Hardened / Zn-Ni Coating | مقاومت در برابر خوردگی و سایش مکانیکی |
| تست فشار هیدرولیک | 1.5 × Rated Pressure | تضمین عملکرد پایدار در فشار کاری تا 350–400 بار |
| کنترل نشتی | <0.3 cc/min | حفظ بازده و کاهش افت فشار داخلی موتور |
| بازده مکانیکی و هیدرولیکی | Factory Test | تضمین حداکثر انتقال توان و عملکرد دورانی دقیق |
| تست مقاومت مکانیکی | ISO 10771 / NFPA T3.6.1 | تحمل لرزش، شوک و سیکلهای مکرر صنعتی |
| کالیبراسیون سرعت و گشتاور | Factory Calibration | تضمین خروجی دقیق دورانی برای کاربردهای کنترل موقعیت و سرعت |
| صدور گواهی QA | Parker QA Certificate | تأیید عملکرد و انطباق با استانداردهای بینالمللی |
نحوه انتخاب هیدروموتور پارکر parker tl motor بر اساس نیاز پروژه
انتخاب هیدروموتور Parker TL بر اساس نیاز پروژه باید با تحلیل دقیق پارامترهای فنی سیستم هیدرولیک انجام شود. اولین عامل، گشتاور مورد نیاز خروجی است که با توجه به بار مکانیکی، شعاع چرخش و نسبت انتقال محاسبه میشود. دوم، فشار کاری سیستم (حداکثر تا 350 بار) و دبی روغن (تا 120 لیتر بر دقیقه) مشخصکننده توان و سرعت چرخش موتور است. سوم، نوع کاربرد تعیینکننده مدل TL با جابجایی ثابت یا متغیر میباشد. چهارم، شرایط محیطی مانند دمای کاری، لرزش و نوع سیال در انتخاب جنس بدنه و آببندی تأثیرگذار است. در نهایت، هماهنگی با پمپ و شیرهای کنترل فشار و انطباق با استانداردهای نصب ISO و SAE ضروری است. انتخاب دقیق بر اساس این پارامترها موجب افزایش بازده، کاهش مصرف انرژی و طول عمر بالای موتور در پروژههای صنعتی میشود.
- 1. گشتاور خروجی مورد نیاز: محاسبه بر اساس بار مکانیکی، شعاع چرخش و نسبت انتقال سیستم.
- 2. فشار کاری سیستم: تعیین فشار مجاز مدار (معمولاً تا 350 بار) برای انتخاب مدل مناسب.
- 3. دبی روغن: محاسبه بر اساس سرعت دورانی مورد نیاز، تا حداکثر 120 لیتر بر دقیقه.
- 4. نوع جابجایی: انتخاب بین مدلهای TL با جابجایی ثابت یا متغیر مطابق نیاز پروژه.
- 5. نوع کاربرد: انتخاب مدل مناسب برای ماشینآلات سنگین، خطوط تولید یا سیستمهای دقیق.
- 6. شرایط محیطی: در نظر گرفتن دمای کاری، رطوبت، گرد و غبار و میزان لرزش محیط نصب.
- 7. نوع سیال هیدرولیک: سازگاری با روغن ISO VG 32–68 یا سیالات صنعتی خاص.
- 8. هماهنگی با تجهیزات دیگر: اطمینان از سازگاری موتور با پمپ، شیرهای فشار و منیفولدها.
- 9. استاندارد نصب: رعایت ابعاد و الگوی نصب بر اساس ISO و SAE برای سهولت مونتاژ.
- 10. بررسی بازده و هزینه: مقایسه بین مدلها برای انتخاب بهینهترین گزینه از نظر فنی و اقتصادی.
مزایا و معایب خرید هیدروموتور پارکر parker tg
هیدروموتور Parker TG از سری موتورهای گیربکسی با طراحی مقاوم و بازده بالا است که در سیستمهای هیدرولیک صنعتی و متحرک بهطور گسترده استفاده میشود. این موتور توانایی تحمل فشار کاری تا 275–300 بار و گشتاور خروجی بالا در محدوده 600 تا 1200 نیوتنمتر را دارد. از مزایای خرید هیدروموتور پارکر TG میتوان به دوام مکانیکی بالا، بازده حجمی بیش از 85%، عملکرد پایدار در فشارهای متغیر، و هزینه نگهداری پایین اشاره کرد. همچنین قطعات و خدمات پس از فروش Parker در سطح جهانی در دسترس است. اما معایب آن شامل وزن نسبتاً بالا، محدودیت در سرعت دورانی (تا 600 rpm)، و قیمت بالاتر نسبت به مدلهای اقتصادی میباشد. با این حال، در پروژههایی که دقت، دوام و عملکرد پیوسته اولویت دارند، TG یکی از گزینههای برتر مهندسی محسوب میشود.
- 1. دوام مکانیکی بالا: طراحی مقاوم برای کاربردهای صنعتی و متحرک سنگین.
- 2. بازده حجمی بالا: بیش از 85% در محدوده کاری استاندارد.
- 3. عملکرد پایدار در فشار متغیر: حفظ گشتاور خروجی در بارهای مختلف.
- 4. نگهداری آسان: تعمیرپذیری بالا و عمر طولانی قطعات داخلی.
- 5. دسترسی جهانی قطعات: شبکه پشتیبانی گسترده Parker در بازارهای بینالمللی.
- 1. وزن نسبتاً زیاد: نیاز به ساپورت قوی در نصب روی ماشینآلات سنگین.
- 2. محدودیت سرعت چرخش: حداکثر سرعت در حدود 600 دور در دقیقه.
- 3. قیمت بالاتر: نسبت به مدلهای اقتصادی یا تولیدکنندگان سطح متوسط.
- 4. حساسیت به آلودگی روغن: نیاز به فیلتراسیون دقیق برای جلوگیری از سایش داخلی.
بررسی تخصصی و مهندسی هیدروموتور پارکرparker tg motor
هیدروموتور پارکر Parker TG Motor از سری موتورهای دندهای با طراحی gerotor و geroler است که برای کاربردهای صنعتی سنگین و سیستمهای متحرک با فشار بالا طراحی شده است. این موتور قابلیت تحمل فشار کاری تا 275 بار و گشتاور خروجی بیش از 1100 نیوتنمتر را دارد. ساختار داخلی شامل روتور دقیق، بلبرینگ مقاوم در برابر بار شعاعی و محوری و سیستم آببندی چندمرحلهای است که بازده حجمی بالای 90% و عملکرد نرم بدون ضربه را تضمین میکند. بدنه از فولاد آلیاژی سختکاریشده و پوشش ضد خوردگی برای دوام طولانی در شرایط محیطی سخت ساخته میشود. کنترل دقیق سرعت در بازههای پایین، امکان عملکرد در هر دو جهت چرخش و سازگاری با روغنهای ISO VG 32–68 از ویژگیهای کلیدی این موتور است. هیدروموتور Parker TG گزینهای ایدهآل برای ماشینآلات راهسازی، جرثقیلها، دستگاههای تزریق پلاستیک و خطوط تولید اتوماتیک محسوب میشود.
| مشخصه فنی | مقدار / محدوده | توضیح مهندسی |
|---|---|---|
| نوع طراحی | Gerotor / Geroler | افزایش یکنواختی چرخش و کاهش نوسانات گشتاور |
| فشار کاری نامی | تا 275 بار | مناسب برای مدارهای هیدرولیک با بار بالا |
| گشتاور خروجی | تا 1100 نیوتنمتر | قابلیت تأمین توان بالا برای کاربردهای سنگین |
| بازده حجمی | > 90% | کاهش تلفات انرژی و بهبود راندمان سیستم |
| نوع آببندی | Multi-stage Seal | جلوگیری از نشتی و افزایش عمر کاری موتور |
| جنس بدنه | فولاد آلیاژی سختکاریشده | مقاومت در برابر فشار، سایش و خوردگی |
| سازگاری روغن | ISO VG 32–68 | قابلیت استفاده در مدارهای صنعتی متنوع |
| کنترل سرعت | 0–1500 rpm | پاسخ دقیق در سرعتهای پایین و بار متغیر |
| کاربردهای صنعتی | جرثقیل، پرس، ماشینآلات راهسازی، خطوط تولید | عملکرد پایدار در شرایط سخت و بار متناوب |
| استانداردهای تولید | ISO 9001 / SAE J744 | تضمین کیفیت ساخت و سازگاری ابعادی جهانی |
استانداردهای تولید و کیفیت هیدروموتور پارکر tl86 parker
هیدروموتور پارکر Parker TL86 با رعایت دقیقترین استانداردهای بینالمللی طراحی و تولید میشود تا عملکردی پایدار، دقیق و ایمن در سیستمهای هیدرولیک صنعتی ارائه دهد. این موتور با استفاده از فناوری پیستون شعاعی با بازده بالا و طراحی کامپکت ساخته میشود و توانایی تحمل فشار کاری تا 350 بار را دارد. فرآیند ساخت آن مطابق با استانداردهای ISO 9001:2015، ISO 4401، SAE J744، NFPA T3.6.1 و ISO 10771 انجام میگیرد. کنترل کیفیت شامل تست فشار تا 1.5 برابر فشار نامی، آزمون نشتی کمتر از 0.3 cc/min، بررسی بالانس دینامیکی، تست لرزش و شوک مکانیکی و کالیبراسیون گشتاور خروجی است. بدنه از آلیاژ فولادی مقاوم با عملیات حرارتی دقیق تولید شده و آببندی چندمرحلهای با سیلهای مقاوم به دما و فشار استفاده میشود. رعایت این استانداردها، طول عمر بالا، بازده مکانیکی بیش از 90% و اطمینان عملکرد در محیطهای صنعتی سنگین را برای Parker TL86 تضمین میکند.
| مرحله تولید / آزمون | استاندارد مرجع | شرح مهندسی و کنترل کیفیت |
|---|---|---|
| مدیریت فرآیند تولید | ISO 9001:2015 | کنترل دقیق مراحل تولید، ردیابی قطعات و مستندسازی کیفیت |
| استاندارد طراحی و ابعاد نصب | ISO 4401 / SAE J744 | سازگاری کامل با سیستمهای هیدرولیک جهانی و بلوک منیفولد |
| تست فشار هیدرولیکی | 1.5 × Rated Pressure | اطمینان از پایداری عملکرد در فشارهای تا 350 بار |
| کنترل نشتی داخلی | <0.3 cc/min | حفظ بازده حجمی و جلوگیری از افت عملکرد در فشار بالا |
| تست بالانس دینامیکی | NFPA T3.6.1 | کاهش ارتعاش و افزایش پایداری دورانی موتور |
| آزمون لرزش و شوک مکانیکی | ISO 10771 | مقاومت بالا در شرایط صنعتی سخت و کاربردهای سنگین |
| کالیبراسیون گشتاور و سرعت خروجی | Factory Calibration | تنظیم دقیق پارامترهای حرکتی برای عملکرد کنترلشده و دقیق |
| عملیات حرارتی و پوشش ضد خوردگی | Parker Surface Tech | افزایش دوام در برابر سایش، زنگزدگی و دمای بالا |
| بازرسی نهایی و صدور گواهی QA | Parker Quality Certificate | تأیید نهایی عملکرد و انطباق کامل با استانداردهای جهانی |
معرفی تخصصی هیدروموتور پارکر parker tl-504-8mp و کاربردهای صنعتی
هیدروموتور پارکر Parker TL-504-8MP یکی از مدلهای پیشرفته سری TL شرکت Parker است که برای کاربردهای صنعتی سنگین و دقیق طراحی شده است. این موتور از نوع تورکلارژ پیستونی شعاعی بوده و قابلیت تحمل فشار کاری تا 420 بار و تولید گشتاور خروجی بیش از 1200 نیوتنمتر را دارد. ساختار مکانیکی آن شامل پیستونهای فولادی سختکاریشده، شفت با پوشش کروم، و سیستم آببندی چندمرحلهای است که عملکرد پایدار و بدون نشتی را تضمین میکند. بازده حجمی بالای 92% و پاسخ دینامیکی سریع، این مدل را برای ماشینآلات راهسازی، سیستمهای چرخشی، تجهیزات تزریق پلاستیک، و خطوط نورد فلزات ایدهآل کرده است. طراحی بر اساس استانداردهای ISO 9001، ISO 4401 و NFPA T3.6.7، دوام طولانی و عملکرد دقیق موتور Parker TL-504-8MP را در محیطهای صنعتی سنگین تضمین میکند.
- 1. نوع موتور: هیدروموتور پیستونی شعاعی با طراحی تورکلارژ برای گشتاور بالا و حرکت یکنواخت.
- 2. فشار کاری: عملکرد مطمئن تا 420 بار با مقاومت بالا در برابر شوکهای هیدرولیکی.
- 3. گشتاور خروجی: بیش از 1200 نیوتنمتر برای کاربردهای صنعتی با بار سنگین.
- 4. بازده حجمی: بیش از 92% برای افزایش کارایی انرژی در سیستمهای هیدرولیک.
- 5. ساختار مکانیکی: پیستونهای فولادی سختکاریشده و شفت با پوشش کروم ضد سایش.
- 6. سیستم آببندی چندمرحلهای: جلوگیری از نشتی داخلی و افزایش عمر کاری.
- 7. کاربردهای صنعتی: ماشینآلات راهسازی، تزریق پلاستیک، خطوط نورد فلزات، تجهیزات معدن و بالابرهای سنگین.
- 8. استانداردهای کیفی: تولید طبق ISO 9001، ISO 4401 و NFPA T3.6.7 برای اطمینان از کیفیت ساخت.
- 9. پاسخ دینامیکی سریع: مناسب برای کنترل دقیق موقعیت و سرعت در سیستمهای اتوماسیون.
- 10. طول عمر بالا: طراحی برای بیش از 10 میلیون سیکل کاری در شرایط صنعتی سخت.
مشخصات فنی هیدروموتور پارکر parker tl86 و نکات مهم در خرید
هیدروموتور پارکر Parker TL86 از سری موتورهای پیستونی شعاعی با گشتاور بالا و دقت عملکردی است که برای سیستمهای هیدرولیک صنعتی و ماشینآلات سنگین طراحی شده است. این مدل با فشار کاری تا 350 بار و گشتاور خروجی حدود 850 نیوتنمتر، عملکردی پایدار و بازده حجمی بالای 90 تا 92 درصد ارائه میدهد. ساختار مکانیکی آن شامل پیستونهای سختکاریشده، شفت فولادی با پوشش کروم و آببندی چندمرحلهای برای جلوگیری از نشتی است. طراحی مطابق استانداردهای ISO 9001، ISO 4401 و NFPA T3.6.7 باعث افزایش دوام و سازگاری با انواع سیستمهای هیدرولیک میشود. در زمان خرید این مدل، باید به نوع کاربری، محدوده فشار، دبی سیستم، استاندارد نصب، و سازگاری با روغن هیدرولیک ISO VG 32–68 توجه شود تا عملکرد دقیق و عمر طولانی موتور تضمین گردد.
- 1. نوع موتور: پیستونی شعاعی (Radial Piston) با طراحی تورک بالا و سرعت متوسط.
- 2. محدوده فشار کاری: تا 350 بار برای کاربردهای صنعتی و ماشینآلات سنگین.
- 3. گشتاور خروجی: حدود 850 نیوتنمتر در فشار نامی با بازده بالا.
- 4. دبی مورد نیاز: بین 60 تا 100 لیتر بر دقیقه بسته به شرایط بار.
- 5. بازده حجمی و مکانیکی: 90 تا 92 درصد، مناسب برای سیستمهای کنترل دقیق.
- 6. جنس اجزا: پیستونهای فولادی سختکاریشده و شفت با پوشش کروم ضد سایش.
- 7. سیستم آببندی: چندمرحلهای با سیلهای مقاوم در برابر دما و فشار بالا.
- 8. استانداردهای تولید: مطابق ISO 9001، ISO 4401، NFPA T3.6.7 برای کیفیت ساخت تضمینشده.
- 9. نوع روغن هیدرولیک: سازگار با ISO VG 32–68 و تمیزی NAS 1638 کلاس 9 یا بهتر.
- 10. نکات خرید: بررسی فشار و دبی مدار، نوع فلنج اتصال، شرایط محیط کاری و گارانتی فنی.
راهنمای نصب و نگهداری هیدروموتور پارکر parker tg0475
هیدروموتور پارکر Parker TG0475 یکی از مدلهای قدرتمند و پرکاربرد در سیستمهای هیدرولیک صنعتی است که برای اطمینان از عملکرد بهینه، نیازمند نصب و نگهداری دقیق بر اساس استانداردهای فنی پارکر میباشد. در فرآیند نصب، باید موتور در موقعیت افقی یا عمودی مطابق دستورالعمل سازنده نصب شود و تمامی اتصالات فشار و برگشت با گشتاور مشخص بسته شوند. استفاده از فیلتر 10 تا 25 میکرون برای جلوگیری از ورود ذرات و استفاده از روغن هیدرولیک استاندارد ISO VG 32 تا 68 ضروری است. نگهداری شامل بررسی دورهای نشتی، دما، ارتعاش، و کیفیت روغن است. همچنین تعویض دورهای سیلها، شفتسیل و بررسی یاتاقانها باعث افزایش عمر مفید موتور میشود. رعایت این اصول فنی موجب افزایش بازده کاری، کاهش استهلاک و جلوگیری از خرابی زودهنگام در سیستمهای صنعتی میگردد.
- 1. موقعیت نصب: نصب موتور در وضعیت افقی یا عمودی طبق دستورالعمل فنی پارکر.
- 2. اتصالات هیدرولیکی: بستن تمامی اتصالات فشار و برگشت با گشتاور مشخص و بدون نشتی.
- 3. فیلتراسیون روغن: استفاده از فیلتر 10–25 میکرون برای جلوگیری از ورود ذرات به مدار.
- 4. نوع روغن: روغن هیدرولیک استاندارد ISO VG 32–68 با ویسکوزیته مناسب و بدون آلودگی.
- 5. بررسی نشتی: کنترل هفتگی اتصالات و آببندیها برای جلوگیری از کاهش راندمان سیستم.
- 6. کنترل دما: حفظ دمای روغن بین -20 تا +70 درجه سانتیگراد برای عملکرد پایدار.
- 7. بازرسی ارتعاش: اطمینان از نصب محکم موتور برای جلوگیری از لرزش و خرابی یاتاقانها.
- 8. سرویس دورهای: تعویض سیلها، شفتسیل و بررسی یاتاقانها در بازههای مشخص.
- 9. بررسی گشتاور و سرعت: پایش عملکرد موتور تحت بار واقعی برای تشخیص زودهنگام خرابی.
- 10. ثبت اطلاعات سرویس: ثبت تاریخ نصب، تعمیر و سرویس برای مدیریت عمر مفید موتور.
اجزای اصلی هیدروموتور پارکر parker tg 0335 و عملکرد هر بخش
هیدروموتور پارکر Parker TG0335 از نوع تورکگلو (Torque Motor) با طراحی ژیروتر (Gerotor) است که در سیستمهای هیدرولیک برای تولید گشتاور بالا و سرعت کنترلشده استفاده میشود. این موتور شامل اجزای اصلی شفت خروجی، مجموعه ژیروتر (Rotor & Stator Set)، محفظه بدنه، سوپاپ توزیع جریان، یاتاقانها، و سیستم آببندی میباشد. عملکرد موتور بر پایه ورود روغن پرفشار به محفظههای چرخان ژیروتر است که باعث حرکت پیوسته روتور و ایجاد گشتاور در شفت خروجی میشود. سوپاپ توزیع جریان روغن را به صورت متناوب به محفظههای فشاری هدایت کرده و حرکت چرخشی یکنواخت ایجاد میکند. یاتاقانها و آببندیها وظیفه کاهش اصطکاک و جلوگیری از نشتی داخلی را بر عهده دارند. طراحی فشرده، بازده بالا و تحمل فشار کاری تا 250–300 بار از ویژگیهای برجسته TG0335 است که آن را برای سیستمهای فرمان هیدرولیکی، ماشینآلات صنعتی و تجهیزات کشاورزی ایدهآل میسازد.
| جزء اصلی | شرح فنی | عملکرد مهندسی |
|---|---|---|
| 1. شفت خروجی (Output Shaft) | فولاد سختکاری شده با آببندی دو مرحلهای | انتقال گشتاور خروجی به سیستم مکانیکی |
| 2. روتور و استاتور (Gerotor Set) | مجموعه دنده داخلی و خارجی با تلرانس دقیق | تبدیل انرژی هیدرولیکی به حرکت چرخشی مکانیکی |
| 3. بدنه موتور (Housing) | چدن آلیاژی مقاوم به فشار و حرارت | محافظت از اجزای داخلی و هدایت جریان روغن |
| 4. سوپاپ توزیع (Distribution Valve) | دیسک دوار با مجرای جریان دقیق | هدایت متناوب روغن پرفشار به محفظههای کاری |
| 5. یاتاقانها (Bearings) | یاتاقان غلتشی با روانکاری دائمی | کاهش اصطکاک و تحمل بارهای شعاعی و محوری |
| 6. سیستم آببندی (Sealing System) | اورینگها و شفتسیل مقاوم به حرارت و فشار | جلوگیری از نشتی روغن و حفظ بازده حجمی |
| 7. کانالهای ورودی و خروجی (Ports) | رزوههای استاندارد SAE یا BSP | ورود روغن پرفشار و خروج جریان برگشتی از سیستم |
| 8. درپوش انتهایی (End Cover) | پوشش فولادی با پیچهای گشتاوردی استاندارد | نگهداری اجزای داخلی و حفظ فشار داخلی مدار |
استانداردهای ساخت و کنترل کیفیت هیدروموتور پارکر parker tg series hydraulic motor
هیدروموتورهای سری TG پارکر (Parker TG Series Hydraulic Motor) با بهرهگیری از فناوری پیشرفته و تحت استانداردهای بینالمللی طراحی و تولید میشوند تا عملکردی دقیق، پایدار و قابل اعتماد در محیطهای صنعتی فراهم کنند. این موتورها از نوع پیچی ژیروتوری (Gerotor) بوده و برای فشارهای کاری تا 275 بار و سرعتهای تا 500 دور بر دقیقه ساخته میشوند. فرآیند تولید بر پایه استانداردهای ISO 9001:2015، ISO 4401، NFPA T3.6.1 و SAE J744 انجام میشود. کنترل کیفیت شامل تست فشار تا 1.5 برابر فشار نامی، آزمون نشتی کمتر از 0.2 cc/min، بررسی گشتاور خروجی و بازده حجمی بیش از 90%، و آزمون مقاومت در برابر شوک و لرزش مکانیکی است. تمامی اجزا شامل روتور، استاتور و شفت، از فولاد آلیاژی سختکاریشده و با تلرانس میکرونی تولید میشوند تا دوام طولانی و عملکرد یکنواخت در شرایط کاری سنگین تضمین گردد.
| فرآیند / مشخصه | استاندارد / فناوری | توضیحات فنی و کیفی |
|---|---|---|
| مدیریت کیفیت تولید | ISO 9001:2015 | کنترل فرآیند تولید و ردیابی سریال برای اطمینان از کیفیت نهایی محصول |
| استاندارد نصب و ابعاد | SAE J744 / ISO 4401 | سازگاری کامل با سیستمهای هیدرولیک جهانی و نصب آسان در بلوک منیفولد |
| تست فشار نهایی | 1.5 × Rated Pressure | تضمین عملکرد پایدار تا 275 بار و جلوگیری از نشتی در مدارهای پرفشار |
| کنترل نشتی داخلی | <0.2 cc/min | بهبود بازده حجمی و جلوگیری از افت انرژی سیستم |
| بازده حجمی و مکانیکی | >90% | افزایش راندمان انتقال توان در سیستمهای چرخشی و حرکتی |
| آزمون شوک و لرزش | NFPA T3.6.1 | مقاومت بالا در برابر ارتعاشات صنعتی و شوکهای لحظهای فشار |
| سختکاری اجزا | Induction Hardened Alloy Steel | افزایش مقاومت در برابر سایش، خوردگی و تغییر شکل مکانیکی |
| کالیبراسیون گشتاور خروجی | Factory Calibration | تنظیم دقیق خروجی موتور جهت حفظ گشتاور ثابت در تمام شرایط کاری |
| تست دوام | Endurance Test > 10⁷ Cycles | تضمین عمر کاری طولانی در کاربردهای سنگین و محیطهای صنعتی سخت |
| صدور گواهی کنترل کیفیت | Parker QA Certificate | ارائه مستندات رسمی عملکرد و کیفیت برای هر سری تولیدی |
معرفی تخصصی هیدروموتور پارکر parker tg series و کاربردهای صنعتی
هیدروموتور پارکر سری Parker TG Series یکی از پرکاربردترین موتورهای هیدرولیکی ژرونی (Gerotor/Geroler Type) در صنایع سنگین و سیستمهای هیدرولیک پیشرفته است. این موتورها با طراحی فشرده و بازده حجمی بالا، توانایی تولید گشتاور خروجی تا 1100 نیوتنمتر و تحمل فشار کاری تا 275 بار را دارند. ساختار داخلی شامل روتور و استاتور دقیق ماشینکاری شده با سیستم آببندی چندمرحلهای است که باعث کاهش نشتی داخلی، عملکرد نرم در سرعتهای پایین و عمر کاری طولانی میشود. هیدروموتورهای TG پارکر در ماشینآلات راهسازی، تجهیزات کشاورزی، سیستمهای بالابر هیدرولیکی، خطوط تولید صنعتی و ماشینآلات تزریق پلاستیک به کار میروند. مزیت کلیدی آنها پایداری گشتاور در فشار بالا، مقاومت در برابر شوکهای هیدرولیکی و سازگاری با مدارهای باز و بسته است که آن را به انتخابی مهندسی برای سیستمهای با توان بالا و نیاز به کنترل دقیق تبدیل میکند.
- 1. نوع طراحی: ژرونی (Geroler Type) با ساختار فشرده و گشتاور بالا در سرعتهای پایین.
- 2. محدوده فشار کاری: عملکرد پایدار تا 275 بار برای سیستمهای صنعتی سنگین.
- 3. گشتاور خروجی: تا 1100 نیوتنمتر با بازده حجمی بیش از 90%.
- 4. عملکرد نرم: حرکت یکنواخت بدون نوسان در سرعتهای پایین و بارهای متغیر.
- 5. مقاومت در برابر شوک هیدرولیکی: طراحی مقاوم برای دوام در مدارهای فشار بالا.
- 6. آببندی چندمرحلهای: جلوگیری از نشتی و افزایش عمر مفید موتور.
- 7. کاربرد در ماشینآلات راهسازی: بیل مکانیکی، لودر، و تجهیزات حفاری.
- 8. کاربرد در صنایع کشاورزی: درایو سیستمهای حرکتی، پمپها و دروگرهای هیدرولیکی.
- 9. استفاده در خطوط تولید اتوماتیک: کنترل دقیق گشتاور در فرآیندهای صنعتی و رباتیک.
- 10. سازگاری با مدارهای باز و بسته: قابلیت استفاده در سیستمهای کنترل سرعت و توان متغیر.
نحوه تنظیم فشار و کنترل سرعت هیدروموتور پارکر parker tg0335
تنظیم فشار و کنترل سرعت در هیدروموتور پارکر Parker TG0335 از طریق ترکیب دقیق تنظیمات فشار ورودی و کنترل دبی روغن انجام میشود. این موتور با حداکثر فشار کاری 275 بار و حجم جابجایی حدود 33 سانتیمتر مکعب بر دور طراحی شده است. برای کنترل سرعت، دبی ورودی توسط والو فلو کنترل یا پمپ با دبی متغیر تنظیم میشود، زیرا سرعت چرخش موتور مستقیماً با میزان جریان عبوری متناسب است. جهت تنظیم فشار، از شیر رلیف ولو یا پرشر کنترل ولو در مسیر ورودی مدار استفاده میشود تا فشار سیستم در محدوده ایمن (معمولاً 200 تا 250 بار برای TG0335) حفظ شود. برای جلوگیری از نوسانات سرعت، نصب آکومولاتور هیدرولیکی و فیلتر تمیزکننده 10 میکرون توصیه میشود. رعایت این اصول باعث افزایش بازده، کنترل دقیق گشتاور و کاهش استهلاک موتور در کاربردهای صنعتی و موبایل میگردد.
- 1. بررسی مدار هیدرولیک: اطمینان از نصب صحیح شیر فشار، فلو کنترل و فیلتر روغن قبل از راهاندازی.
- 2. تنظیم فشار سیستم: استفاده از شیر رلیف ولو برای محدود کردن فشار مدار به محدوده 200–250 بار.
- 3. کنترل دبی ورودی: تنظیم سرعت موتور از طریق فلو کنترل یا پمپ دبی متغیر بر اساس نیاز گشتاور.
- 4. اندازهگیری سرعت خروجی: کنترل دور موتور با فلومتر یا تاکومتر جهت تنظیم دقیق جریان عبوری.
- 5. پایداری فشار: استفاده از آکومولاتور جهت جذب نوسانات و جلوگیری از افت یا شوک فشار.
- 6. فیلتراسیون روغن: استفاده از فیلتر 10–25 میکرون برای جلوگیری از آسیب به اجزای داخلی موتور.
- 7. تنظیم جهت چرخش: تعویض خطوط A و B جهت کنترل جهت گردش محور خروجی.
- 8. کنترل حرارت سیستم: پایش دمای روغن و جلوگیری از افزایش بیش از 60°C برای حفظ بازده حجمی.
- 9. تست نهایی: بررسی عملکرد موتور در بار واقعی و اصلاح تنظیمات فشار و دبی برای کارکرد بهینه.
- 10. مستندسازی تنظیمات: ثبت مقادیر فشار و دبی نهایی برای سرویسهای دورهای آینده.
نکات ایمنی هنگام استفاده از هیدروموتور پارکر parker tg 0195
در زمان استفاده از هیدروموتور پارکر Parker TG0195 رعایت نکات ایمنی مهندسی برای جلوگیری از آسیب تجهیزات و حفظ سلامت اپراتور الزامی است. این موتور با حداکثر فشار کاری 275 بار و حجم جابجایی حدود 19 سانتیمتر مکعب بر دور عمل میکند، بنابراین کنترل فشار و دبی اهمیت بالایی دارد. پیش از راهاندازی، باید مدار از نظر نشتی، اتصالات و جهت جریان بررسی شود. هرگز نباید در هنگام کار، لولهها یا اتصالات تحت فشار باز شوند، زیرا خطر پاشش روغن با فشار بالا و آسیب جدی وجود دارد. استفاده از فیلتر روغن 10–25 میکرون، شیر اطمینان (Relief Valve) و تجهیزات محافظ فشار ضروری است. دمای کاری باید در محدوده -20 تا +70 درجه سانتیگراد حفظ شود و از لرزش بیش از حد جلوگیری گردد. رعایت این موارد باعث افزایش ایمنی، طول عمر موتور و پایداری عملکرد سیستم هیدرولیک خواهد شد.
- 1. بررسی قبل از راهاندازی: اطمینان از سالم بودن شیلنگها، اتصالات و عدم وجود نشتی در مدار.
- 2. تنظیم فشار ایمن: استفاده از شیر رلیف ولو برای محدود کردن فشار مدار به کمتر از 275 بار.
- 3. عدم باز کردن اتصالات در حین کار: باز کردن شیلنگ یا اتصالات تحت فشار خطرناک و ممنوع است.
- 4. استفاده از فیلتر مناسب: فیلتر 10–25 میکرون جهت جلوگیری از ورود ذرات به موتور و سیستم.
- 5. کنترل دمای روغن: حفظ دمای کاری بین -20 تا +70°C برای جلوگیری از آسیب آببندی و کاهش بازده.
- 6. استفاده از تجهیزات محافظ: نصب سنسور فشار، ولو اطمینان و شیر قطع اضطراری در مدار.
- 7. جلوگیری از لرزش و شوک مکانیکی: نصب محکم موتور و بررسی بالانس محور خروجی.
- 8. ایمنی اپراتور: استفاده از دستکش ضدروغن، عینک ایمنی و کفش صنعتی هنگام کار با سیستم.
- 9. هواگیری قبل از استارت: تخلیه کامل هوای محبوس در سیستم برای جلوگیری از کاویتاسیون.
- 10. توقف اضطراری: در صورت نوسان فشار یا دمای غیرعادی، بلافاصله سیستم را خاموش و بررسی فنی انجام دهید.
مشکلات رایج هیدروموتور پارکر parker tg 0405 و راهکارهای رفع آنها
هیدروموتور پارکر Parker TG0405 از سری موتورهای ژرونی با عملکرد بالا است، اما در صورت نصب یا نگهداری نادرست ممکن است با مشکلاتی مواجه شود. از رایجترین ایرادها میتوان به کاهش سرعت چرخش، افت گشتاور، نشتی داخلی، افزایش حرارت روغن و نوسان در عملکرد دور موتور اشاره کرد. دلایل اصلی این مشکلات شامل کثیفی روغن، فرسودگی اورینگها، فشار بیش از حد مجاز (بیش از 275 بار) و یا تنظیم نادرست شیر فلو کنترل و رلیف ولو است. برای رفع این موارد، باید روغن هیدرولیک با ویسکوزیته مناسب (ISO VG 32–68) تعویض شود، فیلتر 10–25 میکرون نصب گردد و سیستم از نظر نشتی و فشار تست شود. تنظیم مجدد دبی و فشار و بررسی وضعیت محور خروجی و یاتاقانها نیز به بازگشت عملکرد نرمال موتور کمک میکند.
- 1. کاهش سرعت چرخش:
علت: افت دبی ورودی یا انسداد فیلتر روغن.
راهکار: تمیز کردن فیلتر، تنظیم دبی پمپ و بررسی فشار مدار. - 2. افت گشتاور خروجی:
علت: نشتی داخلی یا ساییدگی پرهها و آببندی.
راهکار: تعویض اورینگها، بررسی فاصله بین استاتور و روتور. - 3. نوسان در عملکرد موتور:
علت: وجود هوا در مدار یا تنظیم نادرست فلو کنترل.
راهکار: هواگیری سیستم و تنظیم دقیق شیر کنترل جریان. - 4. افزایش بیش از حد دما:
علت: فشار زیاد یا ناکافی بودن خنککاری روغن.
راهکار: تنظیم شیر رلیف ولو و بررسی سیستم خنککننده. - 5. نشتی روغن از بدنه:
علت: فرسودگی سیلها یا ترکخوردگی بدنه.
راهکار: تعویض سیلها و کنترل گشتاور پیچهای اتصال. - 6. صدای غیرعادی و لرزش:
علت: هوای محبوس یا هممحوری نادرست محور موتور.
راهکار: هواگیری مدار و بررسی تراز محور و کوپلینگ. - 7. عملکرد ناپایدار تحت بار سنگین:
علت: فشار ناکافی یا خرابی پمپ اصلی سیستم.
راهکار: تست فشار با گیج و تنظیم دوباره شیر فشار سیستم. - 8. کاهش بازده حجمی:
علت: فرسایش داخلی روتور و استاتور بهدلیل آلودگی روغن.
راهکار: تعویض قطعات سایشی و استفاده از روغن تمیز با فیلتر مناسب.
تاثیر هیدروموتور پارکر parker tg 0240 بر راندمان سیستم هیدرولیک
هیدروموتور Parker TG 0240 بهدلیل طراحی دقیق و بازده بالا، نقش مهمی در بهبود راندمان کلی سیستمهای هیدرولیک ایفا میکند. این موتور با ساختار چرخدندهای ژربر پیشرفته، قابلیت تحمل فشار کاری تا 250–300 بار و دبی تا 100 لیتر بر دقیقه را دارد. راندمان حجمی بالا (بیش از 90%) باعث کاهش تلفات انرژی و تبدیل بهینه توان هیدرولیک به توان مکانیکی میشود. همچنین، طراحی آببندی داخلی و بلبرینگهای مقاوم در برابر اصطکاک، باعث کاهش افت فشار و افزایش پایداری حرارتی سیستم میگردد. استفاده از Parker TG 0240 در مدارهای هیدرولیک صنعتی موجب کاهش مصرف انرژی، افزایش عمر پمپ و سوپاپها، و بهبود پاسخ دینامیکی سیستم در بارهای متغیر میشود. در نتیجه، این موتور یکی از بهترین گزینهها برای افزایش بازده و پایداری عملکرد تجهیزات هیدرولیک محسوب میشود.
- 1. بازده حجمی بالا: بیش از 90%، کاهش تلفات انرژی و بهبود بهرهوری کل سیستم.
- 2. کاهش افت فشار: طراحی دقیق مسیر روغن و آببندی داخلی برای حداقل افت انرژی.
- 3. راندمان مکانیکی بهبود یافته: انتقال بهینه توان هیدرولیکی به حرکت دورانی.
- 4. تحمل فشار بالا: عملکرد پایدار تا 300 بار بدون افت گشتاور.
- 5. پایداری حرارتی: کاهش تولید گرما و افزایش طول عمر روغن و اجزای سیستم.
- 6. کاهش سایش و خرابی: بلبرینگهای با کیفیت بالا و سطوح سختکاری شده.
- 7. پاسخ دینامیکی سریع: عملکرد دقیق در تغییرات بار و کنترل سرعت.
- 8. سازگاری با مدارهای متنوع: قابل استفاده در مدارهای باز و بسته هیدرولیکی.
- 9. افزایش عمر تجهیزات: کاهش فشار مضاعف روی پمپ، شیرها و لولهها.
- 10. بهینهسازی مصرف انرژی: کاهش نیاز به توان ورودی و افزایش راندمان کلی سیستم.
نکات کلیدی در نگهداری و سرویس هیدروموتور پارکر parker tg 0280
هیدروموتور پارکر Parker TG 0280 به عنوان یکی از موتورهای هیدرولیک با گشتاور بالا و راندمان بالا، نیازمند نگهداری و سرویس منظم جهت عملکرد طولانی و بدون خرابی است. مهمترین نکات شامل کنترل کیفیت روغن هیدرولیک، بررسی نشتی داخلی و خارجی، اطمینان از فیلتراسیون دقیق 10 تا 25 میکرون، و جلوگیری از ورود ذرات به مسیر ورودی میباشد. همچنین باید دمای کاری بین -20 تا +80°C حفظ شود تا از آسیب به اورینگها و سیلهای شفت جلوگیری گردد. بررسی منظم اتصالات، پیچهای نصب و بلبرینگها برای جلوگیری از لرزش و نشت اهمیت دارد. استفاده از روغن با ویسکوزیته ISO VG 46 یا 68 و رعایت بازه فشار کاری تا 275 بار عملکرد پایدار را تضمین میکند. سرویس دورهای شامل تعویض روغن، تمیز کردن فیلتر، و بازبینی شفت و بلبرینگها، موجب افزایش عمر مفید موتور و کاهش توقفهای ناگهانی در خطوط تولید میشود.
- 1. کنترل کیفیت روغن: استفاده از روغن تمیز و مطابق استاندارد ISO VG 46 یا 68 برای کاهش سایش داخلی.
- 2. فیلتراسیون دقیق: استفاده از فیلتر 10–25 میکرون جهت جلوگیری از ورود ذرات و آسیب به پیستونها.
- 3. فشار کاری مجاز: رعایت حداکثر فشار کاری 275 بار جهت جلوگیری از آسیب به اجزای داخلی.
- 4. کنترل نشتی: بررسی مداوم نشتی داخلی و خارجی جهت حفظ بازده حجمی بالا.
- 5. دمای کاری: حفظ دما بین -20 تا +80°C برای جلوگیری از تخریب سیلها و اورینگها.
- 6. بازبینی اتصالات: محکم بودن پیچهای نصب و کنترل لرزش موتور در هنگام کارکرد.
- 7. تعویض روغن دورهای: تعویض روغن طبق ساعات کارکرد برای حفظ ویسکوزیته و کاهش آلودگی.
- 8. تمیز کردن فیلترها: شستشو یا جایگزینی فیلترها در هر سرویس دورهای.
- 9. بررسی بلبرینگها: اطمینان از سلامت بلبرینگها و تعویض در صورت وجود نویز یا لقی.
- 10. ثبت سوابق سرویس: نگهداری اطلاعات تعمیر و نگهداری برای مدیریت عمر مفید موتور.
عوامل موثر بر خرید و قیمت هیدروموتور پارکر parker tg 0785
-
1. حجم جابجایی (Displacement Volume)
مدل TG0785 دارای جابجایی حدود 785 cc/rev است و هرچه حجم جابجایی بیشتر باشد، گشتاور خروجی بالاتر و قیمت بالاتر می شود.
حدود قیمت مهندسی برای TG0785 ≈ $1,200–$2,800.
-
2. گشتاور و توان خروجی (Torque & Power)
گشتاور نامی معمولاً بین 1,800 تا 2,300 Nm است. نسخه های با گشتاور بالاتر از مواد مقاوم تر ساخته می شوند و گران ترند.
افزایش گشتاور ≈ افزایش 10% تا 25% در قیمت پایه.
-
3. فشار کاری مجاز (Rated Pressure)
فشار کاری استاندارد TG0785 حدود 250–275 bar است. نسخه های با فشار بالاتر به طراحی خاص نیاز دارند.
افزایش فشار طراحی باعث افزایش 15% تا 40% قیمت می شود.
-
4. نوع محور و اتصال شفت (Shaft Type)
نوع شفت مانند straight، splined یا tapered بر انتخاب کوپلینگ و هزینه ساخت اثر دارد.
تفاوت قیمت بین انواع شفت ≈ $100–$400.
-
5. جهت چرخش (Rotation Direction)
نسخه های دو جهته (bi-directional) دارای سوپاپ کنترل جریان و بدنه پیچیده تر هستند.
افزایش قیمت دو جهته نسبت به تک جهت ≈ 10%–20%.
-
6. نوع سیل و بلبرینگ
استفاده از سیل NBR یا Viton و یاتاقان مخروطی باعث افزایش دوام و هزینه می شود.
افزایش قیمت برای سیل ویژه ≈ $80–$300.
-
7. کشور تولید کننده و اصالت برند
هیدروموتورهای Parker ساخت آمریکا معمولاً نسبت به نمونه های OEM اروپایی یا آسیایی گران تر هستند.
تفاوت قیمت ممکن است تا 60% برسد.
-
8. سیستم کنترل و پورت های ورودی خروجی
تعداد و نوع پورت (SAE، BSP، ORB) و وجود شیر کنترل فشار در پمپ بر قیمت نهایی تاثیر دارد.
هزینه اضافی پورت ویژه ≈ $50–$200.
-
9. خدمات پس از فروش و گارانتی
وجود گارانتی یک یا دو ساله از طرف نمایندگی رسمی هزینه اولیه را بالا می برد اما ریسک عملیاتی را کاهش می دهد.
افزایش قیمت برای گارانتی طولانی ≈ 5%–10%.
-
10. تیراژ سفارش و زمان تحویل
سفارشات انبوه معمولاً شامل تخفیف حجمی هستند، ولی تحویل سریع نیازمند پرداخت بیشتر است.
تخفیف تیراژ تا 20% و افزایش قیمت فوری تا 15% محتمل است.
-
11. نرخ ارز، حمل و تعرفه واردات
نوسانات نرخ دلار و هزینه حمل بین المللی روی قیمت نهایی تأثیر مستقیم دارند.
تغییر هزینه کل ممکن است 5% تا 35% از قیمت پایه را شامل شود.
-
12. لوازم جانبی نصب و اتصالات
وجود flange، coupler و hose kit در پکیج سفارش هزینه را افزایش می دهد.
افزایش قیمت تقریبی برای لوازم جانبی ≈ $150–$700.
راهنمای سریع انتخاب هیدروموتور پارکر parker tg 240 بر اساس توان و گشتاور
برای انتخاب سریع هیدروموتور پارکر Parker TG 240 باید نسبت توان، گشتاور و سرعت کاری با نیاز سیستم هیدرولیک بهصورت دقیق تطبیق داده شود. این موتور از نوع Gerotor یا Geroler بوده و برای کاربردهای گشتاور بالا و سرعت متوسط طراحی شده است. محدوده توان قابل دستیابی بین 8 تا 20 کیلووات و گشتاور خروجی بین 600 تا 1000 نیوتنمتر است. فشار کاری نرمال آن 210 تا 275 بار بوده و حداکثر سرعت توصیهشده حدود 500 دور در دقیقه میباشد. برای انتخاب صحیح، ابتدا باید گشتاور مورد نیاز بار (T = 9550 × P / n) محاسبه شود و بر اساس آن مدل مناسب TG 240 انتخاب گردد. همچنین تطبیق دبی پمپ با حجم جابجایی موتور (240 cc/rev) برای دستیابی به سرعت مطلوب اهمیت دارد. رعایت این موارد باعث افزایش راندمان، کاهش افت فشار و جلوگیری از بارگذاری بیش از حد موتور در سیستمهای صنعتی میشود.
- 1. نوع موتور: Gerotor / Geroler برای گشتاور بالا و سرعت متوسط.
- 2. حجم جابجایی: 240 cc/rev مناسب برای توان متوسط تا بالا.
- 3. محدوده توان خروجی: 8 تا 20 کیلووات بر اساس فشار و دبی سیستم.
- 4. گشتاور خروجی: 600 تا 1000 نیوتنمتر در فشار 210 تا 275 بار.
- 5. فشار کاری مجاز: فشار نرمال 210–275 بار و فشار پیک تا 310 بار.
- 6. سرعت مجاز: حداکثر 500 rpm برای کارکرد پایدار و بدون لرزش.
- 7. فرمول محاسبه گشتاور: T = 9550 × P / n برای تعیین مدل مناسب موتور.
- 8. تطبیق با دبی پمپ: دبی مورد نیاز ≈ (240 × rpm) / 1000 لیتر بر دقیقه.
- 9. نوع اتصال: فلنج SAE و شفت اسپیلاین جهت انتقال توان ایمن.
- 10. کاربردهای پیشنهادی: ماشینآلات راهسازی، سیستمهای چرخگردان، و تجهیزات صنعتی با بار متغیر.
راهکارهای افزایش عمر مفید هیدروموتور پارکر parker tg280
برای افزایش عمر مفید هیدروموتور پارکر Parker TG280، رعایت اصول طراحی، نصب و نگهداری دقیق در سیستمهای هیدرولیک ضروری است. استفاده از روغن تمیز با فیلتر 10 میکرون و کنترل دمای کاری بین -20 تا +80 درجه سانتیگراد از عوامل کلیدی است. فشار سیستم نباید از 300 بار فراتر رود و مسیر بازگشت روغن باید بدون افت فشار اضافی طراحی شود. همچنین، بررسی نشتیها، روانکاری مناسب شفت، و تنظیم دقیق گشتاور خروجی متناسب با بار از فرسایش اجزا جلوگیری میکند. همترازی دقیق بین محور موتور و بار مکانیکی، از تنشهای محوری جلوگیری کرده و عمر بلبرینگها را افزایش میدهد. با اجرای برنامه نگهداری پیشگیرانه، شامل بازرسی دورهای اورینگها، کنترل ارتعاش و تست بازده حجمی، میتوان عمر مفید TG280 را تا 40٪ بیش از مقدار نامی کارخانه افزایش داد.
- 1. فیلتراسیون دقیق روغن: استفاده از فیلتر 10 میکرون جهت جلوگیری از ورود ذرات ساینده به سیستم.
- 2. کنترل دمای کاری: حفظ دما بین -20 تا +80°C برای جلوگیری از افت ویسکوزیته و سایش داخلی.
- 3. تنظیم فشار سیستم: عدم تجاوز از فشار کاری 300 بار جهت محافظت از پیستونها و آببندیها.
- 4. طراحی مناسب مسیر برگشت: کاهش افت فشار در مسیر برگشت روغن جهت حفظ بازده حجمی موتور.
- 5. همترازی دقیق شفت: نصب دقیق محور موتور با بار مکانیکی برای کاهش تنش محوری و جلوگیری از شکست بلبرینگ.
- 6. روانکاری منظم شفت: بررسی گریس یا روغن روانکار جهت کاهش اصطکاک و افزایش دوام قطعات.
- 7. بازرسی نشتیها: کنترل دورهای اتصالات و آببندیها برای جلوگیری از افت فشار داخلی.
- 8. تست بازده حجمی: پایش افت عملکرد موتور و شناسایی فرسایش در مراحل اولیه.
- 9. کنترل ارتعاش: نصب پایه ضد لرزش جهت جلوگیری از انتقال ارتعاش به اجزای داخلی موتور.
- 10. نگهداری پیشگیرانه: تدوین برنامه سرویس دورهای برای تمیزکاری، بررسی اورینگ و تست عملکرد کلی.
بررسی قطعات یدکی و لوازم جانبی هیدروموتور پارکر parker tg 195
هیدروموتور پارکر Parker TG195 از سری موتورهای دندهای با کارایی بالا است که قطعات یدکی و لوازم جانبی آن نقش مهمی در حفظ عملکرد و طول عمر سیستم دارند. اجزای اصلی شامل شفت خروجی سختکاریشده، بلبرینگهای شعاعی و محوری، بوشهای برنزی، اورینگها و پکینگهای نیتریل (NBR)، صفحه توزیع (Valve Plate) و چرخدندههای دقت بالا با آبکاری فسفات است. لوازم جانبی مانند کیت آببندی کامل، فیلتر هیدرولیک، فلنج نصب، شفت کوپلینگ، و حسگر سرعت یا فشار برای تعمیر و بهینهسازی سیستم استفاده میشوند. تمامی قطعات یدکی TG195 طبق استانداردهای ISO 9001:2015، SAE J744 و DIN 24312 ساخته میشوند و قابلیت تعویض مستقیم با نمونه اصلی Parker را دارند. استفاده از قطعات اصلی با تلرانس دقیق، علاوه بر افزایش راندمان و کاهش نشتی، موجب کاهش ارتعاش و افزایش عمر کاری تا 25 درصد بیشتر از حالت استاندارد میگردد.
| نام قطعه | جنس / استاندارد ساخت | کاربرد فنی و توضیح مهندسی |
|---|---|---|
| شفت خروجی | فولاد آلیاژی سختکاریشده / SAE 4140 | انتقال مستقیم گشتاور خروجی و مقاومت در برابر خمش و سایش |
| بلبرینگهای شعاعی و محوری | DIN 625 / SKF Equivalent | تحمل بارهای ترکیبی و افزایش عمر کاری موتور |
| بوش برنزی | CuSn12 / ISO 4381 | کاهش اصطکاک بین اجزای متحرک و بهبود روانکاری داخلی |
| اورینگ و پکینگ | NBR / FKM / ISO 3601 | جلوگیری از نشتی روغن در فشار بالا و افزایش دوام آببندی |
| صفحه توزیع (Valve Plate) | Hard Steel / ISO 6020-2 | کنترل دقیق جریان روغن و توزیع یکنواخت فشار |
| چرخدنده اصلی | فسفاتکاری شده / DIN 3967 | انتقال انرژی با راندمان بالا و حداقل صدای مکانیکی |
| کیت آببندی کامل | Parker Original Kit | تعویض دورهای جهت بازگرداندن راندمان حجمی اولیه |
| فلنج و کوپلینگ نصب | SAE J744 / ISO 3019-2 | اتصال مطمئن موتور به سیستم محرک و جلوگیری از ناهممحوری |
| فیلتر هیدرولیک | 10–25 میکرون / ISO 16889 | محافظت از اجزای داخلی در برابر ذرات ساینده |
| حسگر سرعت / فشار | 4–20 mA Output / IP67 | پایش عملکرد لحظهای و کنترل حلقه بسته در سیستم |
معرفی تخصصی هیدروموتور پارکر parker tg 140 و کاربردهای صنعتی
هیدروموتور پارکر Parker TG 140 یکی از پرکاربردترین موتورهای هیدرولیکی دندهای با جابجایی ثابت است که برای سیستمهای صنعتی و موبایل طراحی شده است. این مدل با جابجایی 140 سیسی در هر دور و قابلیت تحمل فشار کاری تا 250–300 بار، توان خروجی بالا و عملکرد پایدار را در شرایط سنگین فراهم میکند. طراحی چرخدنده ژیروتوری (Gerotor) موجب بازده حجمی بالا، صدای کم و گشتاور خروجی یکنواخت میشود. محور و یاتاقانها از فولاد سختکاریشده ساخته شدهاند تا در مقابل شوک و بارهای محوری مقاومت بالایی داشته باشند. هیدروموتور TG 140 مطابق با استانداردهای ISO 9001، SAE J744 و DIN 24312 تولید و تست میشود و برای کاربردهایی مانند ماشینآلات راهسازی، تجهیزات کشاورزی، نوار نقالهها، بالابرها، و سیستمهای گردشی صنعتی استفاده میگردد. عمر کاری طولانی، نگهداری آسان و سازگاری با روغنهای ISO VG 32–68 از دیگر ویژگیهای فنی این موتور قدرتمند پارکر است.
| مشخصه فنی | مقدار / استاندارد | توضیح مهندسی و کاربرد صنعتی |
|---|---|---|
| نوع هیدروموتور | Gerotor – Fixed Displacement | دندهای با جابجایی ثابت برای گشتاور یکنواخت و صدای پایین |
| جابجایی حجمی | 140 cc/rev | مناسب برای کاربردهای با گشتاور بالا و سرعت متوسط |
| حداکثر فشار کاری | 300 bar | مقاوم در برابر فشارهای لحظهای و مناسب برای سیستمهای سنگین |
| گشتاور خروجی اسمی | 350–400 Nm | توان بالا برای بهحرکتدرآوردن بارهای سنگین صنعتی |
| سرعت چرخش | تا 600 rpm | قابلیت استفاده در ماشینآلات کشاورزی و صنعتی |
| بازده حجمی | >90% | کاهش افت انرژی و افزایش بهرهوری سیستم |
| استانداردهای تولید | ISO 9001 / SAE J744 / DIN 24312 | کنترل کیفیت دقیق و سازگاری با تجهیزات بینالمللی |
| کاربردهای صنعتی | نوار نقاله، ماشین راهسازی، بالابر، دستگاه تزریق پلاستیک | قابلیت عملکرد در محیطهای با لرزش و فشار بالا |
| سیال کاری | روغن هیدرولیک ISO VG 32–68 | سازگاری با سیستمهای عمومی و خاص هیدرولیکی |
| دمای کاری | -20 تا +80°C | عملکرد پایدار در شرایط محیطی متغیر |
هیدروموتور پارکر motor parker tg 0475: معرفی، عملکرد و کاربردها
هیدروموتور Parker مدل TG 0475 یک عملگر دورانی با بازده بالا و طراحی مقاوم برای کاربردهای صنعتی و ماشینآلات سنگین است. این موتور با فناوری پیستون محوری با جابجایی ثابت یا متغیر ساخته شده و قادر به تحمل فشار کاری تا 350 بار و جریان تا 120 لیتر بر دقیقه است. بازده مکانیکی بالا و کنترل دقیق گشتاور و سرعت، آن را برای سیستمهای حرکت خطی و چرخشی مناسب میکند. طراحی پیشرفته شامل آببندی چندمرحلهای، سختکاری میله و پوشش مقاوم در برابر خوردگی است که عملکرد پایدار و طول عمر طولانی بیش از 10 میلیون سیکل کاری را تضمین میکند. هیدروموتور TG 0475 در کاربردهای صنعتی نظیر ماشینآلات راهسازی، بالابرها، خطوط تولید اتوماتیک و سیستمهای کنترل موقعیت و سرعت به دلیل دقت بالا و تحمل بار سنگین، گزینهای مطمئن و قابل اعتماد است.
- فناوری ساخت: پیستون محوری با جابجایی ثابت یا متغیر برای بازده و کنترل گشتاور بالا.
- حداکثر فشار کاری: تا 350 بار، مناسب برای سیستمهای هیدرولیک پر فشار.
- ظرفیت جریان: تا 120 لیتر بر دقیقه برای کاربردهای صنعتی با دبی بالا.
- بازده مکانیکی بالا: انتقال توان بهینه و کاهش تلفات انرژی.
- کنترل دقیق گشتاور و سرعت: مناسب سیستمهای موقعیتدهی و حرکت دقیق.
- مقاومت در برابر خوردگی و سایش: سختکاری میله و آببندی چندمرحلهای.
- طول عمر مکانیکی: بیش از 10 میلیون سیکل کاری تحت شرایط صنعتی.
- کاربردها: ماشینآلات راهسازی، بالابرها، خطوط تولید اتوماتیک، سیستمهای کنترل موقعیت و سرعت.
- سازگاری با محیط صنعتی: تحمل لرزش، شوک مکانیکی و فشارهای متغیر.
راهنمای خرید و انتخاب هیدروموتور پیستونی SAI gm3 Radial Piston Hydraulic Motor مناسب
انتخاب هیدروموتور پیستونی SAI GM3 Radial Piston برای پروژههای صنعتی نیازمند بررسی دقیق پارامترهای فشار، دبی، گشتاور و سرعت است. ابتدا باید حداکثر فشار کاری سیستم (تا 350–400 بار) و جریان هیدرولیک مدار مشخص شود. هیدروموتور GM3 با طراحی پیستون شعاعی امکان کنترل دقیق گشتاور و سرعت و بازده حجمی بالا (>90%) را فراهم میکند. جنس بدنه و آببندی باید با روغن هیدرولیک ISO VG 32–68 سازگار باشد و مقاومت مکانیکی کافی در برابر لرزش، شوک و بارهای دینامیکی داشته باشد. نوع نصب، جهت چرخش، و خروجی شفت نیز باید با ماشینآلات و تجهیزات صنعتی هماهنگ باشد. استفاده از فیلتر مناسب و رعایت شرایط محیطی (-20 تا +70°C) باعث افزایش طول عمر و کاهش خرابی زودهنگام موتور میشود. انتخاب دقیق این پارامترها، عملکرد پایدار و قابلیت اطمینان در پروژههای سنگین صنعتی را تضمین میکند.
- 1. حداکثر فشار کاری: انتخاب موتور مطابق فشار سیستم (تا 350–400 بار).
- 2. دبی مدار: بررسی جریان هیدرولیک و انتخاب موتور با ظرفیت مناسب برای بازده بهینه.
- 3. کنترل گشتاور و سرعت: اطمینان از تطابق بازده حجمی و مکانیکی با نیاز کاربرد.
- 4. سازگاری سیال: روغن هیدرولیک ISO VG 32–68 با آببندی و جنس بدنه موتور سازگار باشد.
- 5. مقاومت مکانیکی: تحمل لرزش، شوک و بارهای دینامیکی محیط صنعتی.
- 6. نوع نصب و شفت: مطابقت با تجهیزات و جهت چرخش مورد نیاز پروژه.
- 7. محدوده دمای کاری: عملکرد پایدار بین -20 تا +70°C.
- 8. فیلتراسیون ورودی: استفاده از فیلتر 10–25 میکرون برای جلوگیری از ورود ذرات به موتور.
- 9. بازرسی و نگهداری: امکان دسترسی آسان برای بازرسی دورهای و تست عملکرد.
- 10. تطابق استانداردها: اطمینان از انطباق با ISO 6020-2 و ISO 3320 برای ایمنی و عملکرد پایدار.
هیدروموتور پارکر: نحوه کار، مزایا و کاربردهای صنعتی
هیدروموتور پارکر (Parker Hydraulic Motor) یک محرک هیدرولیکی است که انرژی سیال تحت فشار را به حرکت دورانی مکانیکی تبدیل میکند. عملکرد آن مبتنی بر جریان روغن هیدرولیک از طریق چرخدندهها، پیستونها یا وینها است و توان خروجی آن بسته به فشار ورودی و دبی سیال تعیین میشود. مزایای هیدروموتور پارکر شامل راندمان بالا تا 90%، قابلیت تحمل فشار کاری تا 350 بار، پاسخ سریع در تغییر بار و کنترل دور دقیق میباشد. این موتورها در صنایع مختلف کاربرد دارند، از جمله ماشینآلات سنگین، جرثقیلها و بالابرها، نوار نقاله و خطوط تولید اتوماتیک، تجهیزات معدنی و حفاری. طراحی جمعوجور، عمر مکانیکی بالا و امکان ادغام با سیستمهای کنترل الکترونیکی باعث میشود هیدروموتور پارکر گزینهای ایدهآل برای سیستمهای صنعتی حساس و عملکرد مستمر باشد.
- راندمان بالا تا 90% و کاهش تلفات انرژی
- قابلیت تحمل فشار کاری تا 350 بار
- پاسخ سریع به تغییرات بار و کنترل دقیق سرعت
- عمر مکانیکی طولانی و نگهداری آسان
- طراحی جمعوجور و امکان ادغام با سیستمهای کنترل الکترونیکی
- ماشینآلات سنگین و تجهیزات ساخت و ساز
- جرثقیلها، بالابرها و تجهیزات جابجایی بار
- نوار نقاله و خطوط تولید اتوماتیک
- تجهیزات معدنی، حفاری و استخراج مواد
- سیستمهای چرخشی در صنایع کشتیسازی و دریایی
مزایا و معایب خرید هیدروموتور پارکر parker tg 405
هیدروموتور Parker مدل TG 405 یکی از موتورهای هیدرولیک پرکاربرد با طراحی دندهای داخلی و راندمان بالا است که برای کاربردهای صنعتی سنگین و ماشینآلات متحرک طراحی شده است. این هیدروموتور قادر است جریان تا 120 لیتر بر دقیقه و فشار کاری حداکثر 350 بار را مدیریت کند. از مزایای آن میتوان به دوام مکانیکی بالا، پاسخ سریع به تغییرات بار، راندمان حجمی حدود 90%، قابلیت نصب استاندارد ISO و نگهداری آسان اشاره کرد. معایب شامل حساسیت به آلودگی روغن، نیاز به فیلتر دقیق ورودی، وزن نسبتا بالا و قیمت اولیه بالاتر نسبت به مدلهای اقتصادی مشابه است. این ویژگیها باعث میشوند TG 405 برای ماشینآلات راهسازی، سیستمهای هیدرولیک صنعتی، جرثقیلها و تجهیزات اتوماسیون سنگین گزینهای مطمئن و کارآمد باشد.
- تحمل فشار کاری تا 350 بار و جریان تا 120 L/min
- راندمان حجمی بالا (~90%) و پاسخ سریع به تغییرات بار
- دوام مکانیکی و طول عمر بالا در سیکلهای مکرر
- قابلیت نصب استاندارد ISO و سازگاری با بلوکهای منیفولد صنعتی
- نگهداری و سرویس آسان با دسترسی سریع به فیلتر و شیرهای مرتبط
- حساسیت به آلودگی روغن و نیاز به فیلتر ورودی دقیق
- وزن نسبتا بالا و حجم قابل توجه در نصبهای محدود
- قیمت اولیه بالاتر نسبت به مدلهای اقتصادی مشابه
- نیاز به روغن هیدرولیک با ویسکوزیته مناسب برای عملکرد بهینه
- کنترل سرعت در بارهای متغیر نیازمند شیر و سیستم کنترلی دقیق
معرفی تخصصی هیدروموتور پارکر parker tg 335 و کاربردهای صنعتی
هیدروموتور Parker TG 335 یک موتور هیدرولیکی چرخشی با توان بالا است که برای کاربردهای صنعتی نیازمند گشتاور دقیق و جریان بالا طراحی شده است. این هیدروموتور از نوع gerotor / geroler با بازده مکانیکی بالا و فشار کاری تا 350 بار است و جریان نامی آن میتواند تا 120 لیتر بر دقیقه برسد. طراحی دقیق چرخدندهها و یاتاقانها موجب کاهش اصطکاک داخلی و طول عمر بیش از 10 میلیون سیکل کاری میشود. TG 335 با استانداردهای ISO 3019/2، NFPA T3.6.1 و ISO 4401 سازگار است و قابلیت نصب مستقیم روی فلنجهای استاندارد صنعتی را دارد. کاربردهای آن شامل ماشینآلات سنگین، نقالهها، سیستمهای حفاری و بالابر، تجهیزات کشاورزی و خطوط تولید اتوماتیک است، جایی که نیاز به کنترل سرعت و گشتاور دقیق و پایدار وجود دارد.
- ماشینآلات سنگین: استفاده در چرخدندهها و محرکهای صنعتی با گشتاور بالا.
- سیستمهای حفاری و بالابر: تأمین نیروی چرخشی پایدار در بیلهای مکانیکی، جرثقیلها و بالابرها.
- تجهیزات کشاورزی: محرک شافت در دستگاههای برداشت، تراکتورهای صنعتی و ماشینآلات خاکورزی.
- خطوط تولید اتوماتیک: محرکهای نقاله، رولرها و سیستمهای انتقال نیرو با کنترل سرعت دقیق.
- ماشینآلات ریختهگری و پرسها: تامین گشتاور یکنواخت برای پیستونها و اجزای هیدرولیک.
- سیستمهای حلقه بسته حساس: ترکیب با سنسورهای موقعیت و کنترل الکترونیکی برای دقت بالا در حرکت چرخشی.
هیدروموتور پارکر parker tg 310 چیست و چگونه کار میکند؟
هیدروموتور Parker TG 310 یک موتور هیدرولیکی چرخشی با طراحی gerotor / geroler است که برای تبدیل انرژی هیدرولیک به گشتاور مکانیکی پایدار در سیستمهای صنعتی طراحی شده است. این هیدروموتور جریان روغن هیدرولیک تحت فشار را از ورودی دریافت میکند و با استفاده از چرخدندههای داخلی، انرژی فشار را به حرکت دورانی محور خروجی منتقل میکند. فشار کاری آن تا 350 بار و جریان ورودی بین 50 تا 100 لیتر بر دقیقه است، که امکان تولید گشتاور بالای 400–600 نیوتنمتر را فراهم میکند. مکانیزم داخلی TG 310 با روتور و چرخدندههای precision machined اصطکاک داخلی را کاهش داده و بازده مکانیکی بالا ایجاد میکند. این هیدروموتور برای کاربردهایی مانند ماشینآلات سنگین، نقالهها، بالابرها و تجهیزات صنعتی که نیاز به کنترل سرعت و گشتاور دقیق دارند، بهینه شده است.
- تبدیل انرژی هیدرولیک به گشتاور مکانیکی با بازده بالا
- طراحی Gerotor/Geroler با اصطکاک داخلی کم
- پایداری عملکرد در فشار کاری تا 350 بار
- قابلیت تولید گشتاور بالا و کنترل دقیق سرعت
- مناسب برای ماشینآلات سنگین، نقالهها و بالابرها
- طول عمر مکانیکی بالا با طراحی مقاوم در برابر شوک و لرزش
ویژگی های تخصصی و مهندسی هیدروموتور intermot iam 400
هیدروموتور Intermot IAM 400 یک موتور هیدرولیکی چرخشی با طراحی gerotor / geroler برای کاربردهای صنعتی سنگین است و توانایی تولید گشتاور بالا با بازده مکانیکی بالا را دارد. این هیدروموتور قابلیت تحمل فشار کاری تا 400 بار و جریان روغن ورودی تا 150 لیتر بر دقیقه را داراست. طراحی داخلی شامل روتور و چرخدندههای precision machined و یاتاقانهای مقاوم در برابر شوک و لرزش، اصطکاک داخلی را کاهش داده و طول عمر بیش از 10 میلیون سیکل کاری ایجاد میکند. IAM 400 با استانداردهای بینالمللی ISO 3019/2، ISO 4401 و NFPA T3.6.1 سازگار است و نصب آن روی فلنجهای استاندارد صنعتی امکانپذیر است. کاربردهای آن شامل ماشینآلات سنگین، نقالهها، بالابرها، تجهیزات معدنی و سیستمهای کنترل حلقه بسته است که نیاز به گشتاور و سرعت دقیق دارند.
- نوع موتور: Gerotor/Geroler با بازده مکانیکی بالا
- فشار کاری: حداکثر 400 بار برای کاربردهای صنعتی سنگین
- دبی روغن: تا 150 لیتر بر دقیقه
- گشتاور خروجی: توان تولید گشتاور بالا و یکنواخت
- طراحی داخلی: چرخدندهها و روتور precision machined برای کاهش اصطکاک
- طول عمر مکانیکی: بیش از 10 میلیون سیکل کاری در شرایط صنعتی
- یاتاقانها: مقاوم در برابر شوک و لرزش مکانیکی
- استانداردها: ISO 3019/2، ISO 4401، NFPA T3.6.1
- نصب: فلنج استاندارد صنعتی و سازگار با بلوک منیفولد
- کاربردها: ماشینآلات سنگین، نقالهها، بالابرها، تجهیزات معدنی و سیستمهای حلقه بسته
کاربردهای صنعتی هیدروموتور پیستونی SAI BD2
هیدروموتور پیستونی SAI BD2 یک موتور هیدرولیکی با بازده بالا و طراحی Axial Piston است که برای تولید گشتاور قوی و دقیق در کاربردهای صنعتی طراحی شده است. این موتور قابلیت تحمل فشار کاری تا 350–400 بار و جریان ورودی تا 150 لیتر بر دقیقه را دارد و زمان پاسخ سریع آن باعث عملکرد پایدار در مدارهای هیدرولیک حلقه بسته میشود. طراحی پیستونهای محوری و توزیع فشار بهینه، اصطکاک داخلی را کاهش داده و عمر مکانیکی بالای موتور را تضمین میکند. هیدروموتور SAI BD2 در صنایعی که نیاز به کنترل دقیق گشتاور و سرعت دارند کاربرد دارد و برای ماشینآلات سنگین، نقالهها، تجهیزات معدنی، بالابرها و سیستمهای صنعتی اتوماتیک بهینه شده است.
- ماشینآلات سنگین: محرک چرخشی با گشتاور بالا در دستگاههای صنعتی و معدنی
- نقالهها و خطوط انتقال مواد: تأمین حرکت پیوسته و کنترل سرعت دقیق
- بالابرها و جرثقیلها: حفاظت از سیستم هیدرولیک و ارائه گشتاور یکنواخت
- ماشینآلات کشاورزی و خاکورزی: محرک شافت و سیستمهای انتقال نیرو با دقت بالا
- تجهیزات معدنی و حفاری: عملکرد پایدار تحت فشار و جریان بالا
- سیستمهای صنعتی اتوماتیک: کنترل گشتاور و سرعت در مدارهای حلقه بسته
- ماشینآلات ریختهگری و پرسها: تامین نیروی چرخشی پایدار برای حرکت اجزای هیدرولیک
کاربردهای هیدروموتور پارکر parker te 0260 در صنعت و ماشینآلات
هیدروموتور Parker TE 0260 یک موتور هیدرولیکی با طراحی Gerotor/Geroler و ظرفیت متوسط است که برای تبدیل انرژی هیدرولیک به گشتاور چرخشی در ماشینآلات و سیستمهای صنعتی طراحی شده است. این هیدروموتور قادر به تحمل فشار کاری تا 210–250 بار و جریان روغن تا 60–80 لیتر بر دقیقه است و میتواند گشتاور حدود 200–250 نیوتنمتر تولید کند. ساختار دقیق چرخدندهها و یاتاقانها، اصطکاک داخلی کم و بازده مکانیکی بالا را تضمین میکند. TE 0260 در ماشینآلات سنگین، خطوط تولید اتوماتیک، نقالهها، تجهیزات کشاورزی و سیستمهای بالابر کاربرد دارد و برای پروژههایی که نیاز به کنترل سرعت و گشتاور پایدار دارند، گزینهای مناسب و قابل اعتماد محسوب میشود.
- ماشینآلات سنگین: محرک چرخدندهها و سیستمهای انتقال نیرو با گشتاور متوسط.
- خطوط تولید اتوماتیک: تأمین حرکت چرخشی برای نقالهها، رولرها و سیستمهای مکانیزه صنعتی.
- تجهیزات کشاورزی: محرک شافت در دستگاههای برداشت، تراکتورها و ماشینآلات خاکورزی.
- سیستمهای بالابر و جرثقیل: تامین حرکت چرخشی سیلندرهای بالابر و تجهیزات محرک.
- ماشینآلات ریختهگری و پرسها: تأمین گشتاور یکنواخت برای پیستونها و اجزای هیدرولیک.
- سیستمهای حلقه بسته حساس: امکان ترکیب با سنسورهای موقعیت و کنترل الکترونیکی برای دقت بالا در حرکت.
مشخصات فنی هیدروموتور پارکر parker te 0080 و نکات مهم در خرید
هیدروموتور Parker TE 0080 یک موتور هیدرولیکی چرخشی با طراحی Geroter/Geroler است که برای سیستمهای صنعتی و ماشینآلات سبک تا متوسط کاربرد دارد. این هیدروموتور قادر به تحمل فشار کاری تا 210 بار و جریان روغن 20–40 لیتر بر دقیقه است و میتواند گشتاور حدود 70–90 نیوتنمتر تولید کند. ساختار دقیق چرخدندهها و یاتاقانها، اصطکاک داخلی پایین و بازده مکانیکی بالا را تضمین میکند. TE 0080 برای نقالهها، ماشینآلات سبک صنعتی، تجهیزات کشاورزی و سیستمهای بالابر کوچک مناسب است و نصب آسان با فلنج استاندارد ISO 3019-2 دارد. رعایت نکات مهم در خرید شامل تطابق فشار و دبی با سیستم، بررسی نوع خروجی محور، اطمینان از کیفیت آببندی و سازگاری با سیال هیدرولیک ISO VG 32–68 است.
| پارامتر فنی | مقدار / محدوده | نکته مهندسی |
|---|---|---|
| نوع موتور | Geroter / Geroler | بازده مکانیکی بالا و کنترل گشتاور پایدار |
| فشار کاری | تا 210 bar | انتخاب مدل مطابق فشار سیستم برای جلوگیری از آسیب |
| دبی روغن | 20–40 L/min | تطابق با پمپ و ظرفیت مدار هیدرولیک |
| گشتاور خروجی | 70–90 N·m | مناسب برای ماشینآلات سبک و متوسط صنعتی |
| سرعت دورانی | 50–3000 rpm | کنترل دور با تغییر جریان و فشار ورودی |
| نوع نصب | فلنج استاندارد ISO 3019-2 | نصب آسان و سازگار با بلوک منیفولد صنعتی |
| سازگاری سیال | ISO VG 32–68 | عملکرد پایدار در روغنهای هیدرولیک استاندارد |
| طول عمر مکانیکی | >5 میلیون سیکل کاری | مناسب برای استفاده بلندمدت در محیط صنعتی |
نکات مهم در خرید Parker TE 0080
- تطابق فشار کاری موتور با فشار سیستم هیدرولیک
- تطابق دبی روغن با ظرفیت پمپ و جریان مدار
- بررسی نوع خروجی محور و جهت چرخش برای نصب صحیح
- اطمینان از کیفیت آببندی داخلی و عدم نشتی
- سازگاری با روغن هیدرولیک ISO VG 32–68
- تطابق استاندارد نصب فلنج با بلوک منیفولد موجود
- بررسی تحمل لرزش و شوک مکانیکی مطابق محیط صنعتی
- توجه به طول عمر مکانیکی و دوره نگهداری پیشنهادی کارخانه
فاکتورهای موثر بر خرید و قیمت هیدروموتور پارکر parker te 0065
- ظرفیت جریان و فشار کاری: هیدروموتور Parker TE 0065 با ظرفیت جریان 65 لیتر بر دقیقه و فشار کاری تا 210 بار عملکرد مناسبی در سیستم های صنعتی دارد. افزایش فشار و جریان می تواند قیمت را بین 1,800 تا 2,300 دلار افزایش دهد.
- سرعت و گشتاور خروجی: سرعت دورانی و گشتاور موتور مستقیماً بر کارایی دستگاه تاثیر می گذارد. هیدروموتور TE 0065 معمولاً گشتاوری حدود 200 تا 280 نیوتن متر تولید می کند و قیمت بین 1,900 تا 2,400 دلار متغیر است.
- جنس و کیفیت متریال ساخت: بدنه از آلومینیوم و فولاد ضد زنگ ساخته شده تا طول عمر بالا و مقاومت در برابر خوردگی را تضمین کند. کیفیت بالاتر مواد می تواند قیمت موتور را تا 2,500 دلار افزایش دهد.
- نوع اتصال و نصب: هیدروموتور TE 0065 دارای فلنج های استاندارد ISO است که نصب آسان و سازگاری با تجهیزات مختلف را فراهم می کند. نوع اتصال می تواند حدود 100 تا 200 دلار تفاوت قیمت ایجاد کند.
- گواهی استاندارد و خدمات پس از فروش: دارا بودن استاندارد ISO و گارانتی رسمی پارکر، اطمینان از کیفیت و خدمات پس از فروش را فراهم می کند. تجهیزات با گارانتی رسمی معمولاً 150 تا 300 دلار گرانتر هستند.
- کاربرد صنعتی: انتخاب موتور باید با نیاز سیستم هیدرولیکی هماهنگ باشد، مانند صنایع معدنی، ماشین سازی و کشاورزی. موتورهای سفارشی برای کاربرد خاص ممکن است قیمت را تا 2,700 دلار افزایش دهند.
راهنمای نصب و نگهداری هیدروموتور پیستونی sai gm4 800
هیدروموتور پیستونی SAI GM4 800 با طراحی فشار بالا و گشتاور زیاد نیازمند نصب و نگهداری دقیق برای عملکرد پایدار و طول عمر بالا است. نصب باید بر روی سطح صاف و محکم انجام شود و محور موتور با شافت سیستم هممحور باشد تا از ایجاد تنشهای مکانیکی جلوگیری شود. استفاده از فیلتر 10 میکرون قبل از ورودی هیدرولیک و روغن تمیز ISO VG 32–68 الزامی است. اتصالات هیدرولیک باید بدون نشتی و با فشار کاری مطمئن محکم شوند. نگهداری شامل بررسی نشتی، تمیز کردن فیلتر و روغن، کنترل دمای عملکرد بین 0 تا +70°C و بازدید یاتاقانها و مهرههای محکم شافت است. کالیبراسیون دورهای موتور و بررسی عملکرد گشتاور و سرعت نیز عمر مفید هیدروموتور را افزایش میدهد و از خرابی زودهنگام جلوگیری میکند.
- 1. نصب هممحور: اطمینان از تراز بودن شافت موتور با محور سیستم برای جلوگیری از تنش مکانیکی.
- 2. سطح نصب صاف و محکم: نصب موتور روی پایه استاندارد و جلوگیری از ارتعاش و لرزش بیش از حد.
- 3. فیلتر ورودی: استفاده از فیلتر 10 میکرون قبل از هیدروموتور برای جلوگیری از ورود ذرات به داخل سیستم.
- 4. روغن هیدرولیک مناسب: استفاده از روغن ISO VG 32–68 تمیز و تعویض دورهای.
- 5. اتصالات هیدرولیک: بررسی محکم بودن شلنگها و پورتها و جلوگیری از نشتی در فشار کاری 350–400 بار.
- 6. کنترل دمای کاری: نگه داشتن دمای عملکرد بین 0 تا +70°C برای جلوگیری از آسیب به سیلها و یاتاقانها.
- 7. بازدید دورهای یاتاقانها و شافت: بررسی سلامت مکانیکی و سفت بودن مهرهها.
- 8. تمیز کردن فیلتر و روغن: انجام سرویس دورهای هر 500–1000 ساعت کاری یا طبق توصیه سازنده.
- 9. کالیبراسیون گشتاور و سرعت: بررسی عملکرد موتور در شرایط واقعی سیستم برای اطمینان از عملکرد دقیق.
- 10. ثبت و مستندسازی: ثبت تاریخ نصب، سرویس و تعمیرات برای پیگیری عمر مفید موتور و نگهداری پیشگیرانه.
نحوه تنظیم فشار و کنترل سرعت هیدروموتور پیستونی SAI Motor GM5A
تنظیم فشار و کنترل سرعت هیدروموتور پیستونی SAI GM5A برای عملکرد پایدار و طول عمر بالا ضروری است. ابتدا فشار کاری سیستم باید مطابق محدوده نامی موتور (تا 350 بار) با استفاده از رلیف ولو یا شیر فشار تنظیم شود. سرعت موتور به دو عامل اصلی بستگی دارد: دبی روغن ورودی و تنظیم جریان با شیر پروپرشنال یا ولو کنترل جریان. برای دبی ثابت، استفاده از شیر تنظیم جریان یا شیر پروپرشنال اجازه میدهد سرعت موتور دقیق و یکنواخت باشد. همچنین نصب مانومتر و سنسور فشار در مسیر ورودی و خروجی، نظارت بر عملکرد موتور را تسهیل میکند. رعایت اصول تهویه روغن، فیلتر 10–25 میکرون و جلوگیری از نوسان ناگهانی فشار، از آسیب به پیستونها و یاتاقانها جلوگیری میکند و عمر مفید هیدروموتور را افزایش میدهد.
- 1. تنظیم فشار کاری: استفاده از رلیف ولو یا شیر فشار برای تنظیم فشار ورودی تا 350 بار.
- 2. کنترل دبی روغن: استفاده از شیر پروپرشنال یا شیر جریان برای کنترل دقیق سرعت موتور.
- 3. نصب مانومتر: نظارت بر فشار ورودی و خروجی برای اطمینان از عملکرد صحیح موتور.
- 4. فیلتر روغن: استفاده از فیلتر 10–25 میکرون برای جلوگیری از ورود ذرات به موتور.
- 5. تنظیم جریان برای سرعت یکنواخت: شیر جریان باید بر اساس دبی مورد نیاز موتور تنظیم شود.
- 6. جلوگیری از نوسان فشار: استفاده از بافر یا Accumulator در مدار برای کاهش ضربه فشار ناگهانی.
- 7. کنترل دما: حفظ روغن در محدوده 30–60°C برای جلوگیری از آسیب به سیلها و پیستونها.
- 8. کالیبراسیون دور موتور: بررسی سرعت واقعی موتور با تاکومتر و تنظیم شیر جریان در صورت نیاز.
- 9. سرویس دورهای: بررسی سلامت یاتاقانها و مهرهها، تمیز کردن فیلتر و تعویض روغن هیدرولیک.
- 10. مستندسازی تنظیمات: ثبت فشار، دبی و سرعت تنظیم شده برای پیگیری و نگهداری پیشگیرانه.
بررسی مقاومت و طول عمر تسمه صنعتی تایمینگ دو طرفه باندو BANDO DT5
تسمه صنعتی تایمینگ دو طرفه باندو BANDO DT5 با گام 5 میلی متر و ساختار پلی اورتان تقویت شده با کابلهای فولادی، دارای مقاومت کششی بالا تا 900 نیوتن بر سانتی متر است. این تسمه صنعتی در دمای کاری بین منفی 25 تا مثبت 100 درجه سانتی گراد عملکرد پایدار دارد و در سیستم های انتقال قدرت دقیق، نظیر رباتیک و CNC، راندمان انتقالی بیش از 98 درصد ارائه می دهد. طراحی دو طرفه دندانه ها باعث انتقال نیرو در دو جهت و کاهش لغزش در بارهای متغیر می شود. طول عمر متوسط تسمه در شرایط بار نرمال حدود 25,000 ساعت کاری برآورد می شود که نسبت به مدل های Nitta و Gates حدود 12 درصد بیشتر است. مقاومت سایشی و خستگی خمشی این تسمه طبق استاندارد ISO 5296 تایید شده و برای کاربردهای با چرخه کاری بالا توصیه می گردد.
| مشخصه فنی | BANDO DT5 | GATES GT2-5M | NITTA ST5 |
|---|---|---|---|
| گام دندانه (میلی متر) | 5 | 5 | 5 |
| جنس پایه تسمه | پلی اورتان تقویت شده با کابل فولادی | نئوپرن با الیاف فایبرگلاس | پلی اورتان با کابل آرامید |
| مقاومت کششی (N/cm) | 900 | 820 | 850 |
| راندمان انتقال توان (%) | 98.5 | 97.2 | 97.8 |
| طول عمر متوسط (ساعت) | 25,000 | 22,300 | 23,000 |
| محدوده دمای کاری (°C) | -25 تا +100 | -20 تا +90 | -25 تا +90 |
| قابلیت انتقال دو طرفه | بله | خیر | بله |
مزایا و ویژگیهای عملکردی تسمه صنعتی PU 75A در خطوط تولید
تسمه PU 75A یکی از انواع تسمه صنعتی است که در خطوط تولید دقیق و با سرعت بالا استفاده میشود. این تسمه از پلییورتان ترموپلاستیک با سختی Shore A 75 ساخته شده و در برابر سایش، روغن و مواد شیمیایی مقاومت بالایی دارد. انعطافپذیری بالا و پایداری ابعادی آن باعث کاهش لرزش در سیستمهای انتقال نیرو میشود. به دلیل ضریب اصطکاک کنترلشده و کشش کم، کارایی و طول عمر تجهیزات افزایش مییابد. این نوع تسمه در صنایع بستهبندی، داروسازی، خودروسازی و چاپ کاربرد گسترده دارد. محدوده قیمت جهانی تسمه PU 75A بسته به عرض، ضخامت و برند بین 6 تا 18 دلار برای هر متر طول متغیر است.
- جنس: پلییورتان ترموپلاستیک (TPU) با سختی Shore A 75
- مقاومت حرارتی: از -30 تا +80 درجه سانتیگراد
- استحکام کششی: حدود 40 مگاپاسکال
- ضریب اصطکاک سطحی: 0.35 تا 0.45
- طول عمر کاری: بیش از 20,000 ساعت در شرایط استاندارد
- قیمت تقریبی: 6 تا 18 دلار به ازای هر متر
مقایسه مهندسی تسمه صنعتی گرد پلی یورتان PU 80A با تسمه لاستیکی و PVC
تسمه گرد پلی یورتان PU 80A یکی از پرکاربردترین انواع تسمه صنعتی در خطوط انتقال سبک و دقیق است. این تسمه با سختی Shore A 80 دارای مقاومت سایشی بسیار بالا و ضریب اصطکاک کنترلشده میباشد. در مقایسه با تسمههای لاستیکی و PVC، مدل PU 80A استحکام کششی بیشتر، انقباض حرارتی کمتر و پایداری مکانیکی بالاتری ارائه میدهد. این تسمه در محدوده دمایی -35 تا +85 درجه سانتیگراد عملکرد پایدار داشته و برای انتقال نیرو در دستگاههای بستهبندی، چاپ و رباتیک صنعتی ایدهآل است. قیمت جهانی تسمه گرد PU 80A بین 7 تا 15 دلار برای هر متر طول بسته به قطر و برند متغیر است.
| ویژگی فنی | تسمه PU 80A | تسمه لاستیکی | تسمه PVC |
|---|---|---|---|
| سختی (Shore A) | 80 ±2 | 65 ±5 | 75 ±3 |
| استحکام کششی (MPa) | 45 | 25 | 18 |
| محدوده دمای کاری (°C) | -35 تا +85 | -20 تا +70 | 0 تا +60 |
| ضریب اصطکاک سطحی | 0.35 | 0.5 | 0.3 |
| مقاومت سایشی (mm³/1000 cycles) | 25 | 60 | 80 |
| پایداری ابعادی | بسیار بالا | متوسط | پایین |
| قیمت تقریبی (دلار/متر) | 7 تا 15 | 4 تا 9 | 3 تا 8 |
راهنمای نصب، جوش و نگهداری تسمه صنعتی گرد پلی یورتان PU 85A
تسمه گرد پلی یورتان PU 85A از نوع تسمه صنعتی است که برای انتقال نیرو در ماشینآلات دقیق و پرسرعت استفاده میشود. نصب صحیح و جوش حرارتی کنترلشده در عملکرد و دوام این تسمه اهمیت بالایی دارد. دمای بهینه جوش این مدل بین 250 تا 270 درجه سانتیگراد بوده و فشار اتصال باید حدود 0.3 مگاپاسکال باشد. پس از جوش، خنکسازی در دمای محیط به مدت 60 تا 90 ثانیه انجام میشود. نگهداری مناسب شامل اجتناب از تابش مستقیم خورشید، رطوبت بالا و تماس با روغنهای معدنی است. طول عمر تسمه PU 85A در شرایط کاری نرمال بیش از 25,000 ساعت گزارش شده است.
- دمای جوش حرارتی: 250 تا 270 درجه سانتیگراد
- فشار اتصال: حدود 0.3 مگاپاسکال
- زمان خنکسازی پس از جوش: 60 تا 90 ثانیه
- حداکثر کشش مجاز: 8 تا 10 درصد طول اولیه
- محدوده دمای کاری: -30 تا +90 درجه سانتیگراد
- شعاع خمش مجاز: 10 برابر قطر تسمه
- شرایط نگهداری: محیط خشک با دمای 15 تا 25 درجه سانتیگراد
- طول عمر تخمینی: بیش از 25,000 ساعت در کارکرد استاندارد
تکنولوژی ساخت و استاندارد های کیفی تسمه صنعتی PU 90A
تسمه گرد پلی یورتان PU 90A از پیشرفتهترین انواع تسمه صنعتی است که با استفاده از فناوری اکستروژن دقیق و کنترل دیجیتالی دما تولید میشود. در فرآیند ساخت، از پلییورتان ترموپلاستیک با سختی Shore A 90 و افزودنیهای ضد سایش و ضد UV استفاده میشود تا مقاومت مکانیکی و دوام تسمه افزایش یابد. این تسمهها مطابق با استانداردهای بینالمللی ISO 5289، DIN 22102 و ASTM D412 طراحی میشوند که پایداری ابعادی، مقاومت کششی و ایمنی عملکردی را تضمین میکنند. کنترل کیفیت در پنج مرحله شامل آزمون کشش، خمش، سایش، چسبندگی و پایداری حرارتی انجام میگیرد. نتیجه این فرآیند تولید تسمهای است با طول عمر متوسط بیش از 30,000 ساعت در شرایط صنعتی نرمال.
- جنس پایه: پلییورتان ترموپلاستیک با سختی Shore A 90 ±2
- فرآیند تولید: اکستروژن پیوسته با کنترل CNC دما و فشار
- استحکام کششی: حدود 50 مگاپاسکال
- چگالی: 1.21 گرم بر سانتیمتر مکعب
- محدوده دمای کاری: -40 تا +95 درجه سانتیگراد
- استانداردهای مرجع: ISO 5289، DIN 22102، ASTM D412
- مقاومت سایشی: کمتر از 20 mm³ در 1000 سیکل
- طول عمر متوسط: بیش از 30,000 ساعت در کارکرد پیوسته
کاربرد تسمه صنعتی گرد پلی یورتان در صنایع بسته بندی، نساجی و رباتیک
تسمه گرد PU 70A یکی از انواع تسمه صنعتی است که به دلیل انعطافپذیری بالا، اصطکاک کنترلشده و مقاومت سایشی مطلوب در کاربردهای دقیق و پرسرعت صنعتی مورد استفاده قرار میگیرد.
- مواد: پلی یورتان (PU) با سختی قلمی 70A برای تعادل بین انعطاف و مقاومت سایش انتخاب می شود.
- قطر معمولی: انواع گرد با قطرهای اسمی 3، 5، 7، 10 و 12 میلیمتر در بازار فنی کاربردی هستند.
- دامنه دمای کاری: عملکرد پیوسته بین -20 تا +80 درجه سانتیگراد با افت خواص در دماهای بالاتر.
- مقاومت کششی: مدول کششی نمونه های تجاری معمولا بین 20 تا 40 مگاپاسکال گزارش می شود.
- حداکثر بار طراحی: استفاده از ضریب ایمنی 2 تا 3 برای محاسبه بار مجاز در سیستم های نقاله توصیه می شود.
- روش اسپلایس: اتصال مکانیکی و جوش گرمایی هر دو مجاز است؛ جوش گرمایی برای یکنواختی نیرو توصیه می شود.
- قطر پولی مینیمم: برای جلوگیری از خستگی، نسبت حداقل قطر پولی به قطر تسمه را 6 به 1 پیشنهاد کنید.
- ضریب اصطکاک: سطح PU در تماس با پولی های آجدار ضریب اصطکاک کافی برای انتقال گشتاور فراهم می کند.
- مقاومت شیمیایی: مقاومت مناسب در برابر روغن های معدنی و آب، اما در مجاورت حلال های قوی دچار تخریب می شود.
- سایش و عمر کاری: عمر کاری تابع بار، سرعت و شرایط محیطی است؛ تست abrasion برای ارزیابی نرخ فرسایش ضروری است.
- کاربرد بسته بندی: انتقال سریع محصولات سبک تا متوسط با دقت موقعیت دهی مناسب در خطوط بسته بندی اتوماتیک.
- کاربرد نساجی: کاربرد در هدایت نخ و پارچه های حساس به دلیل کمترین ایجاد ریش و جذب کم آلودگی سطحی.
- کاربرد رباتیک: در سیستم های همکار و بازوهای سبک برای انتقال نیروهای کنترلی و کاهش لغزش موتور به چرخ دنده.
- نصب و تراز: تراز محورها باید کمتر از 0.5 درجه باشد؛ شل شدن پیچ های نگهدارنده را هر 500 ساعت بررسی کنید.
- سرعت خط: حداکثر سرعت خط به شرایط خنک کاری و فرکانس ارتعاش بستگی دارد؛ تست تولید برای تعیین سرعت بهینه لازم است.
- نگهداری پیشگیرانه: بررسی بصری هر ماه و اندازه گیری کشش هر سه ماه برای جلوگیری از شکست ناگهانی پیشنهاد می شود.
- ملاحظات زیست محیطی: دورریز PU باید طبق مقررات ضایعات صنعتی مدیریت و در صورت امکان بازیافت مکانیکی شود.
- استانداردها و کیفیت: انتخاب تامین کننده با گواهی کیفیت و داده های آزمون کشش و سایش برای تایید مشخصات ضروری است.
- انتخاب نهایی: برای بارهای دینامیک، سختی 70A مناسب است؛ برای بارهای سنگین تر سختی بالاتر بررسی شود.
عوامل موثر بر خرید و قیمت تسمه صنعتی گرد پلی یورتان PU 60A
در این تحلیل فنی، فاکتورهای کلیدی موثر بر خرید و قیمت تسمه صنعتی گرد پلی یورتان با سختی 60A بررسی می شود. اطلاعات شامل خواص مکانیکی، استاندارد تولید و بازه تقریبی قیمت دلاری است.
- سختی مواد: PU با سختی 60A انعطاف بیشتری نسبت به 70A دارد و برای انتقال نیروهای سبک در سرعت بالا استفاده می شود.
- قطر تسمه: قطرهای 3 تا 10 میلیمتر بیشترین تقاضا را دارند. قیمت هر متر بین 0.8 تا 2.5 دلار متغیر است.
- تراکم مواد: چگالی تقریبی 1.2 گرم بر سانتیمتر مکعب باعث افزایش وزن خطی و تاثیر بر هزینه حمل می شود.
- کیفیت سطح: تسمه های صیقلی اصطکاک کمتری دارند اما فرآیند تولید دقیق تر و هزینه بالاتری ایجاد می کنند.
- تحمل دما: مدل PU 60A در دمای -15 تا +70 درجه سانتیگراد عملکرد مطلوب دارد و در دمای بالا نرم می شود.
- مقاومت سایش: مقاومت در برابر سایش حدود 25 درصد کمتر از مدل 70A است و برای کاربردهای سبک توصیه می شود.
- روش اتصال: جوش گرمایی یکنواخت ترین تنش را ایجاد می کند اما تجهیزات گرمایش هزینه اولیه حدود 50 تا 100 دلار دارند.
- کشور تولید: تسمه های تولید آلمان و ژاپن معمولا 20 تا 40 درصد گران تر از محصولات چین یا هند هستند.
- سفارش سفارشی: رنگ بندی، قطر خاص و طول برش سفارشی هزینه را تا 15 درصد افزایش می دهد.
- میزان تقاضا: افزایش تقاضای صنایع بسته بندی و خودکارسازی می تواند قیمت بازار را 5 تا 10 درصد نوسان دهد.
- روش فروش: خرید عمده در رول های 100 متری میانگین قیمت هر متر را تا 25 درصد کاهش می دهد.
- برند و استاندارد: برندهای دارای گواهی ISO 9001 یا DIN 7721 کیفیت بالاتر و قیمت حدود 10 تا 20 درصد بیشتر دارند.
- شرایط حمل و انبار: نگهداری در محیط خشک با دمای زیر 30 درجه موجب افزایش عمر و کاهش استهلاک اقتصادی می شود.
- تضمین کیفیت: تست کشش و سختی طبق ASTM D412 پیش از خرید توصیه می شود تا هزینه تعمیرات کاهش یابد.
- بازه قیمت جهانی: قیمت جهانی PU 60A بر اساس ابعاد بین 0.8 تا 3 دلار به ازای هر متر در سال 2025 گزارش شده است.
راهنمای نگهداری و افزایش عمر تسمه صنعتی تایمینگ مگاداین T2.5 145
تسمه تایمینگ پلی یورتان مگاداین T2.5 145 یکی از دقیقترین انواع تسمه صنعتی است که برای انتقال گشتاور و هماهنگی حرکتی در سیستمهای مکانیکی کوچک به کار میرود. برای افزایش عمر مفید این تسمه، تنظیم دقیق کشش اولیه با نیروی 25 تا 30 نیوتن بر میلیمتر توصیه میشود. در حین کارکرد، دمای محیط باید بین -20 تا +80 درجه سانتیگراد حفظ گردد تا از تخریب پلییورتان جلوگیری شود. بررسی دورهای شیارها، پولیها و عدم آلودگی سطح تسمه از الزامات نگهداری است. تمیزکاری هر 500 ساعت کار با محلولهای بدون حلال آلی انجام شود. با رعایت این شرایط، طول عمر تسمه مگاداین T2.5 145 میتواند تا 20,000 ساعت افزایش یابد.
- مدل تسمه: Megadyne PU Timing Belt T2.5 145
- گام دندانه (Pitch): 2.5 میلیمتر
- عرض استاندارد: 6 تا 10 میلیمتر
- نیروی کشش اولیه پیشنهادی: 25 تا 30 N/mm
- محدوده دمای کاری: -20 تا +80 درجه سانتیگراد
- ضریب اصطکاک با آلومینیوم: حدود 0.32
- دوره بازبینی: هر 500 ساعت کارکرد
- طول عمر تخمینی با نگهداری مناسب: تا 20,000 ساعت
- استاندارد کیفیت ساخت: ISO 5296 و DIN 7721
تکنولوژی ساخت و استاندارد های کیفی تسمه صنعتی وی شکل پلی یورتان PU 75A
تسمه وی شکل پلی یورتان PU 75A از جدیدترین نسل تسمه صنعتی است که با استفاده از فناوری تزریق فشار بالا و کنترل دمایی دقیق تولید میشود. ترکیب پلییورتان ترموپلاستیک با سختی Shore A 75 و الیاف تقویتکننده آرامید، موجب افزایش استحکام و پایداری ابعادی آن در شرایط بار متغیر میگردد. فرآیند پخت کنترلشده در دمای 180 درجه سانتیگراد باعث دستیابی به چسبندگی بینمولکولی یکنواخت و کاهش کرنش طولی میشود. این تسمهها بر اساس استانداردهای ISO 4184، DIN 2215 و ASTM D2000 طراحی شدهاند تا عملکرد بهینه در دمای -30 تا +85 درجه سانتیگراد تضمین گردد. به دلیل ضریب اصطکاک مناسب و مقاومت سایشی بالا، تسمه PU 75A در سیستمهای انتقال نیرو با سرعت تا 25 متر بر ثانیه کاربرد دارد.
- جنس پایه: پلییورتان ترموپلاستیک با سختی Shore A 75 ±2
- الیاف تقویتکننده: آرامید با مقاومت کششی بیش از 2000 MPa
- استحکام کششی کل: حدود 42 MPa
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- ضریب اصطکاک با فولاد: 0.35 تا 0.4
- مقاومت سایشی: کمتر از 25 mm³ در 1000 سیکل آزمون DIN 53516
- فرآیند تولید: تزریق و پخت حرارتی در 180°C با کنترل CNC
- استانداردهای مرجع: ISO 4184، DIN 2215، ASTM D2000
- طول عمر تخمینی: بیش از 28,000 ساعت در شرایط کاری نرمال
مزایا و معایب خرید تسمه صنعتی گرد پلی یورتان PU 80A با الیاف پلی استر
تسمه گرد پلی یورتان PU 80A با الیاف پلی استر یکی از انواع دقیق و مقاوم تسمه صنعتی است که برای انتقال نیرو در سیستمهای سبک و متوسط استفاده میشود. ترکیب پلییورتان با سختی Shore A 80 و تقویتکنندههای پلیاستری باعث افزایش پایداری طولی و کاهش تغییر شکل در بارگذاریهای متناوب میگردد. این نوع تسمه دارای مقاومت سایشی بالا و جذب ارتعاش پایین بوده و در شرایط دمایی -35 تا +85 درجه سانتیگراد عملکرد پایداری ارائه میدهد. از معایب این تسمه میتوان به حساسیت نسبت به روغنهای معدنی و قیمت بالاتر نسبت به انواع PVC اشاره کرد. انتخاب آن برای کاربردهایی با دقت حرکتی بالا، مانند تجهیزات بستهبندی و ماشینآلات رباتیک، اقتصادی و فنی محسوب میشود.
- سختی سطح: Shore A 80 ±2
- جنس پایه: پلییورتان ترموپلاستیک با الیاف تقویتکننده پلیاستر
- استحکام کششی: حدود 45 MPa
- ضریب اصطکاک سطحی: 0.35 تا 0.40
- محدوده دمای کاری: -35 تا +85 درجه سانتیگراد
- مزایا: مقاومت سایشی بالا، پایداری ابعادی، انعطاف مناسب در شعاع خمش کوچک
- معایب: حساسیت به روغن معدنی، هزینه تولید و خرید بالاتر
- مقاومت خستگی: بیش از 10⁶ سیکل بدون ترک سطحی
- طول عمر متوسط در کارکرد صنعتی: 22,000 تا 26,000 ساعت
بررسی تخصصی تسمه صنعتی گرد پلی یورتان PU 85A و نکات انتخاب مهندسی
تسمه گرد پلی یورتان PU 85A با الیاف کولار یکی از پیشرفتهترین انواع تسمه صنعتی است که برای انتقال نیرو در سیستمهای دقیق، پرفشار و دارای شتاب بالا استفاده میشود. این تسمه با سختی Shore A 85 و الیاف کولار با مقاومت کششی بیش از 3000 MPa ساخته میشود که موجب پایداری ابعادی و حداقل کشیدگی در شرایط بارگذاری دینامیکی میگردد. پلییورتان مورد استفاده در این تسمه از نوع ترموپلاستیک با مقاومت حرارتی بالا بوده و توان تحمل دمای -40 تا +90 درجه سانتیگراد را دارد. در انتخاب مهندسی این تسمه باید قطر پولی، شعاع خمش، ضریب اصطکاک و فرکانس کاری مدنظر قرار گیرد تا از شکست زودهنگام یا لغزش جلوگیری شود. این ویژگیها PU 85A کولار را گزینهای ایدهآل برای ماشینآلات رباتیک، نساجی و اتوماسیون صنعتی کرده است.
- جنس پایه: پلییورتان ترموپلاستیک تقویتشده با الیاف کولار
- سختی سطح: Shore A 85 ±2
- استحکام کششی کل: حدود 55 MPa
- مقاومت کششی الیاف کولار: بیش از 3000 MPa
- محدوده دمای کاری: -40 تا +90 درجه سانتیگراد
- ضریب اصطکاک سطحی با فولاد: 0.38 تا 0.42
- حداکثر کشش مجاز: 1.5 درصد طول اولیه
- شعاع خمش مجاز: حداقل 8 برابر قطر تسمه
- فرکانس کاری پیشنهادی: تا 150 Hz برای سیستمهای پرسرعت
- طول عمر متوسط در شرایط صنعتی نرمال: بیش از 30,000 ساعت
مشخصات فنی و کاربردهای صنعتی تسمه صنعتی تایمینگ پلی یورتان باندو T5
تسمه تایمینگ پلی یورتان باندو T5 یکی از دقیقترین انواع تسمه صنعتی برای انتقال همزمان نیرو و حرکت در سیستمهای اتوماسیون، CNC و بستهبندی است. این تسمه از پلییورتان ترموپلاستیک با سختی Shore A 90 و مغزی تقویتشده با سیم فولاد یا کولار ساخته میشود که موجب دقت حرکتی بالا و کشیدگی بسیار کم در عملکردهای تکرارشونده میگردد. طراحی دندانهای با گام 5 میلیمتر باعث انتقال نیرو با بازده بیش از 98 درصد میشود. محدوده دمای کاری آن از -30 تا +85 درجه سانتیگراد است و در کاربردهای دقیق صنعتی با سرعت خطی تا 40 متر بر ثانیه استفاده میگردد. تسمه باندو T5 برای صنایع رباتیک، تجهیزات پزشکی، ماشینهای چاپ و سیستمهای جابجایی خودکار ایدهآل است.
| مشخصه فنی | مقدار عددی / توضیح |
|---|---|
| مدل تسمه | Bando PU Timing Belt T5 |
| گام دندانه (Pitch) | 5 میلیمتر |
| سختی سطح | Shore A 90 ±2 |
| ماده اصلی | پلییورتان ترموپلاستیک (TPU) |
| مغزی تقویتکننده | سیم فولاد ضد زنگ یا الیاف کولار |
| محدوده دمای کاری | -30 تا +85 درجه سانتیگراد |
| استحکام کششی | 60 MPa |
| بازده انتقال نیرو | بیش از 98 درصد |
| سرعت خطی مجاز | تا 40 متر بر ثانیه |
| کاربردها | رباتیک، CNC، بستهبندی، چاپ و تجهیزات پزشکی |
بررسی اقتصادی و هزینه نگهداری تسمه صنعتی تایمینگ پلی یورتان باندو T10 نسبت به مدلهای مشابه
تسمه تایمینگ پلی یورتان باندو T10 از نوع تسمه صنعتی با دقت بالا است که در خطوط تولید سنگین، ماشینآلات CNC و سیستمهای انتقال نیرو با گشتاور بالا استفاده میشود. از نظر اقتصادی، این تسمه در مقایسه با مدلهای مشابه مانند Megadyne و Optibelt حدود 10 تا 15 درصد گرانتر است اما به دلیل دوام بالاتر و کاهش توقف خطوط تولید، هزینه کل مالکیت (TCO) آن کمتر محاسبه میشود. ترکیب پلییورتان Shore A 90 با مغزی فولادی موجب افزایش عمر کاری تا 35,000 ساعت شده است که 25 درصد بیشتر از میانگین رقبا است. هزینه نگهداری سالانه برای هر متر تسمه T10 در شرایط صنعتی حدود 3 تا 4 دلار برآورد میشود که شامل بازرسی، تمیزکاری و تنظیم کشش است. این ویژگیها باعث شده تسمه باندو T10 گزینهای اقتصادی در کاربردهای سنگین و با تکرار بالا محسوب شود.
| شاخص مقایسه | Bando PU T10 | Megadyne PU T10 | Optibelt PU T10 |
|---|---|---|---|
| قیمت تقریبی (دلار/متر) | 14 تا 18 | 13 تا 16 | 12 تا 15 |
| عمر کاری متوسط (ساعت) | 35,000 | 28,000 | 30,000 |
| ماده پایه | پلییورتان Shore A 90 با مغزی فولاد | پلییورتان با مغزی آرامید | پلییورتان با مغزی کولار |
| هزینه نگهداری سالانه (دلار/متر) | 3 تا 4 | 4 تا 5 | 4 تا 6 |
| بازده انتقال نیرو (%) | 98.5 | 97.8 | 98.0 |
| مقاومت حرارتی (°C) | -35 تا +90 | -30 تا +85 | -25 تا +80 |
| شاخص اقتصادی (نسبت دوام به هزینه) | 9.2 | 7.4 | 7.8 |
مزایا و ویژگیهای عملکردی تسمه صنعتی تایمینگ باندو T2.5 در خطوط تولید
تسمه تایمینگ پلی یورتان باندو T2.5 یکی از دقیقترین و سبکترین انواع تسمه صنعتی است که در خطوط تولید اتوماتیک، تجهیزات بستهبندی، چاپ و دستگاههای CNC با سرعت بالا کاربرد گسترده دارد. این تسمه از پلییورتان ترموپلاستیک با سختی Shore A 90 ساخته شده و به وسیله مغزی فولادی یا کولار تقویت میشود تا دقت انتقال نیرو در تکرارهای طولانی حفظ گردد. طراحی دندانهای با گام 2.5 میلیمتر باعث کاهش لغزش، صدای کمتر و بازده بالاتر از 98 درصد میشود. محدوده دمای کاری آن از -30 تا +80 درجه سانتیگراد بوده و در سرعتهای خطی تا 25 متر بر ثانیه عملکرد پایدار دارد. طول عمر تسمه در کارکرد پیوسته صنعتی بیش از 20,000 ساعت تخمین زده میشود که آن را به گزینهای مطمئن و اقتصادی در کاربردهای دقیق تبدیل کرده است.
- مدل تسمه: Bando PU Timing Belt T2.5
- گام دندانه: 2.5 میلیمتر
- سختی سطح: Shore A 90 ±2
- ماده پایه: پلییورتان ترموپلاستیک (TPU)
- مغزی تقویتکننده: فولاد یا کولار
- محدوده دمای کاری: -30 تا +80 درجه سانتیگراد
- استحکام کششی: حدود 50 MPa
- بازده انتقال نیرو: بیش از 98 درصد
- حداکثر سرعت خطی: تا 25 متر بر ثانیه
- طول عمر کاری: بیش از 20,000 ساعت در شرایط استاندارد
طول عمر و مقاومت سایشی تسمه صنعتی تخت مگاداین T150 در شرایط کاری سخت
تسمه تخت مگاداین T150 با ابعاد 420x1.0 میلیمتر از نوع تسمه صنعتی با کارایی بالا است که برای انتقال نیرو در شرایط کاری سخت، شامل فشار مکانیکی، دمای بالا و تماس با مواد ساینده طراحی شده است. این تسمه از پلییورتان تقویتشده با الیاف آرامید تولید میشود و دارای سختی Shore A 88 میباشد. مقاومت سایشی آن کمتر از 18 mm³ در آزمون DIN 53516 ثبت شده که نسبت به تسمههای لاستیکی معادل حدود 40 درصد عملکرد بهتری دارد. در محیطهایی با دمای کاری بین -25 تا +90 درجه سانتیگراد، این تسمه میتواند تا 28,000 ساعت عملکرد پایدار ارائه دهد. در بارهای دینامیکی بالا، افت کشش کمتر از 1.2 درصد ثبت شده و این ویژگی آن را برای ماشینآلات تولید کاغذ، چاپ و صنایع غذایی مناسب کرده است.
| مشخصه فنی | مقدار عددی / توضیح |
|---|---|
| مدل تسمه | Megadyne Flat Belt T150 |
| ابعاد | 420 × 1.0 میلیمتر |
| ماده پایه | پلییورتان تقویتشده با الیاف آرامید |
| سختی سطح | Shore A 88 ±2 |
| مقاومت سایشی (DIN 53516) | < 18 mm³ / 1000 سیکل |
| محدوده دمای کاری | -25 تا +90 درجه سانتیگراد |
| افت کشش پس از بارگذاری | < 1.2 درصد |
| طول عمر کاری در شرایط سخت | 25,000 تا 28,000 ساعت |
| کاربردها | ماشینآلات چاپ، صنایع غذایی، سیستمهای انتقال دقیق |
راهنمای نصب و نگهداری تسمه صنعتی تخت مگاداین T150
تسمه تخت مگاداین T150 با ابعاد 430x1.0 میلیمتر یکی از دقیقترین و مقاومترین انواع تسمه صنعتی برای انتقال نیرو در خطوط تولید، چاپ و صنایع غذایی است. نصب صحیح این تسمه شامل اطمینان از همراستایی پولیها، کشش اولیه 5 تا 7 درصد طول تسمه و جلوگیری از تاب برداشتن میباشد. در طول عمر کاری، بازبینی دورهای هر 500 ساعت توصیه میشود تا شیارها و سطح تسمه از گرد و غبار و روغن پاک شود. برای جلوگیری از خوردگی یا ترک سطح، دمای محیط باید بین -25 تا +90 درجه سانتیگراد حفظ گردد و تماس با مواد شیمیایی خورنده اجتناب شود. نگهداری منظم و رعایت این نکات میتواند طول عمر تسمه تا 28,000 ساعت افزایش دهد.
- ابعاد تسمه: 430 × 1.0 میلیمتر
- کشش اولیه نصب: 5 تا 7 درصد طول تسمه
- بازبینی دورهای: هر 500 ساعت کارکرد
- تمیزکاری سطحی: با محلول بدون حلالهای آلی
- محدوده دمای کاری: -25 تا +90 درجه سانتیگراد
- جلوگیری از تاب برداشتن: همراستایی دقیق پولیها
- نگهداری در محیط خشک و تهویه مناسب
- اجتناب از تماس با روغنهای معدنی و مواد شیمیایی خورنده
- طول عمر تخمینی با نگهداری مناسب: تا 28,000 ساعت
بررسی اقتصادی و هزینه نگهداری تسمه تسمه صنعتی تخت مگاداین نسبت به مدلهای مشابه این برند
تسمه تخت مگاداین T150 با ابعاد 410x1.0 میلیمتر یکی از انواع تسمه صنعتی با دوام بالا و مقاومت سایشی مطلوب است. از نظر اقتصادی، قیمت این مدل در بازار جهانی بین 12 تا 16 دلار به ازای هر متر طول است که اندکی بالاتر از مدلهای استاندارد TPU تخت مگاداین با ضخامت مشابه است. با این حال، طول عمر بیشتر (تا 28,000 ساعت) و کاهش نیاز به تعویض زودهنگام، هزینه کل مالکیت (TCO) را کاهش میدهد. هزینه نگهداری سالانه برای هر متر تسمه حدود 3 تا 4 دلار برآورد میشود که شامل تمیزکاری دورهای، بررسی کشش و همراستایی پولیها است. مقایسه با مدلهای مشابه نشان میدهد که T150 به دلیل مقاومت بالاتر در محیطهای صنعتی سخت و فشار مکانیکی، گزینهای مقرونبهصرفه و اقتصادی است.
| شاخص مقایسه | T150 410x1.0 | مدل تخت T140 مشابه | مدل تخت T130 مشابه |
|---|---|---|---|
| قیمت تقریبی (دلار/متر) | 12 تا 16 | 10 تا 14 | 9 تا 12 |
| طول عمر کاری (ساعت) | 28,000 | 22,000 | 20,000 |
| محدوده دمای کاری (°C) | -25 تا +90 | -20 تا +85 | -20 تا +80 |
| مقاومت سایشی (mm³/1000 cycles) | < 18 | < 25 | < 30 |
| هزینه نگهداری سالانه (دلار/متر) | 3 تا 4 | 4 تا 5 | 4 تا 6 |
| شاخص اقتصادی (نسبت دوام به هزینه) | 9.3 | 7.6 | 6.7 |
عوامل موثر بر خرید و قیمت تسمه صنعتی تخت T150
در این بررسی مهندسی، فاکتورهای کلیدی خرید و قیمت تسمه صنعتی تخت T150 با طول 400 میلیمتر و ضخامت 1 میلیمتر تشریح می شود. اطلاعات شامل مشخصات فنی و بازه تقریبی قیمت دلاری است.
- جنس مواد: PU و PVC رایج هستند. PU مقاومت کششی بالاتری دارد، PVC اقتصادی تر است. قیمت هر متر 0.9 تا 2.2 دلار است.
- طول تسمه: طول استاندارد 400 میلیمتر است. سفارش طول بیشتر باعث افزایش قیمت تقریبا 5 تا 15 درصد می شود.
- ضخامت تسمه: ضخامت 1 میلیمتر برای انتقال نیروهای سبک مناسب است و ضخامت بیشتر حدود 10 تا 20 درصد هزینه را افزایش می دهد.
- عرض تسمه: عرض T150 برابر 150 میلیمتر است؛ افزایش عرض مقاومت مکانیکی را بالا می برد اما قیمت هر متر را تا 30 درصد افزایش می دهد.
- سختی مواد: سختی استاندارد 60 تا 70A توصیه می شود؛ سختی بالاتر مقاومت سایش را افزایش می دهد و قیمت را 10 تا 15 درصد بالا می برد.
- روش اتصال: اتصال مکانیکی سریع تر و ارزان تر است، جوش گرمایی یکنواختی نیرو را بالا می برد و هزینه نصب را 50 تا 100 دلار افزایش می دهد.
- تولیدکننده و برند: محصولات اروپایی یا ژاپنی کیفیت بالاتر و قیمت 20 تا 40 درصد بیشتر دارند. برندهای چینی اقتصادی هستند.
- مقاومت شیمیایی و دما: تحمل دمای -20 تا +70 درجه سانتیگراد و مقاومت نسبی در برابر روغن های معدنی و آب، قیمت را تحت تاثیر قرار می دهد.
- سایش و طول عمر: عمر مفید تابع بار، سرعت و محیط کاری است؛ تست abrasion و پیش بینی نرخ تعویض قیمت کل پروژه را تعیین می کند.
- خرید عمده: سفارش در رول های طولانی می تواند قیمت هر متر را 15 تا 25 درصد کاهش دهد و هزینه حمل را بهینه کند.
- استانداردها و تضمین کیفیت: رعایت ISO 9001 یا DIN 7721 تضمین عملکرد است و می تواند قیمت را 10 تا 20 درصد افزایش دهد.
- بازار جهانی: قیمت هر متر تسمه صنعتی تخت T150 در سال 2025 حدود 0.9 تا 3 دلار بسته به مواد و استانداردها گزارش شده است.
مزایا و ویژگیهای عملکردی تسمه صنعتی تایمینگ دو طرفه پلی یورتان باندو DXL در خطوط تولید
تسمه تایمینگ دو طرفه پلی یورتان باندو DXL یکی از پیشرفتهترین انواع تسمه صنعتی است که در خطوط تولید با سرعت بالا و نیاز به انتقال نیرو در دو جهت کاربرد دارد. این تسمه از پلییورتان ترموپلاستیک با سختی Shore A 90 ساخته شده و دارای مغزی تقویتکننده کولار یا فولاد است. طراحی دو طرفه دندانهها موجب افزایش بازده انتقال نیرو تا بیش از 98 درصد و کاهش لغزش در سیستمهای پرسرعت میشود. مقاومت سایشی بالا و پایداری ابعادی مناسب، این تسمه را برای صنایع بستهبندی، رباتیک و چاپ ایدهآل میسازد. محدوده دمای کاری آن از -30 تا +85 درجه سانتیگراد است و طول عمر کاری تخمینی در شرایط صنعتی استاندارد تا 25,000 ساعت میرسد. قیمت جهانی این تسمه بسته به عرض و طول بین 12 تا 22 دلار به ازای هر متر است.
- مدل تسمه: Bando PU Timing Belt DXL
- طراحی دندانه: دو طرفه برای انتقال نیرو در هر دو جهت
- سختی سطح: Shore A 90 ±2
- ماده پایه: پلییورتان ترموپلاستیک (TPU)
- مغزی تقویتکننده: کولار یا فولاد
- بازده انتقال نیرو: بیش از 98 درصد
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 22 mm³ در 1000 سیکل
- حداکثر سرعت خطی: تا 30 متر بر ثانیه
- طول عمر کاری: تا 25,000 ساعت
- قیمت تقریبی: 12 تا 22 دلار به ازای هر متر
مزایا و معایب خرید تسمه صنعتی تایمینگ دو طرفه پلی یورتان باندو DT10
تسمه تایمینگ دو طرفه پلی یورتان باندو DT10 یکی از دقیقترین و مقاومترین انواع تسمه صنعتی است که برای انتقال نیرو در دو جهت در خطوط تولید اتوماتیک و ماشینآلات CNC طراحی شده است. مزایای این تسمه شامل مقاومت سایشی بالا، پایداری ابعادی عالی، بازده انتقال نیرو بیش از 98 درصد، کاهش لغزش و نویز پایین در سیستمهای پرسرعت میباشد. طول عمر کاری این تسمه در شرایط صنعتی استاندارد تا 25,000 ساعت گزارش شده است. از معایب آن میتوان به قیمت نسبتاً بالاتر نسبت به مدلهای تکجهته و حساسیت نسبت به تماس طولانی با روغنهای معدنی و حلالهای صنعتی اشاره کرد. انتخاب این تسمه برای کاربردهایی با دقت حرکتی بالا و نیاز به انتقال نیرو در دو جهت، از نظر اقتصادی و فنی مقرونبهصرفه است.
- مزایا: مقاومت سایشی بالا، پایداری ابعادی، انتقال نیرو دو جهته، بازده >98٪، کاهش لغزش و نویز
- معایب: قیمت بالاتر نسبت به مدل تکجهته، حساسیت به روغنهای معدنی و حلالها
- سختی سطح: Shore A 90 ±2
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 25,000 ساعت در شرایط صنعتی استاندارد
استانداردهای تولید و کیفیت تسمه صنعتی تایمینگ پلی یورتان باندو KPS8M
تسمه تایمینگ پلی یورتان باندو KPS8M یکی از دقیقترین انواع تسمه صنعتی است که در سیستمهای انتقال نیرو و خطوط تولید پرسرعت کاربرد دارد. تولید این تسمه با استفاده از پلییورتان ترموپلاستیک با سختی Shore A 88 و مغزی تقویتکننده کولار یا فولاد انجام میشود. فرآیند ساخت شامل اکستروژن دقیق دما و فشار، پخت حرارتی کنترلشده و آزمونهای کیفیت چندمرحلهای است تا پایداری ابعادی، مقاومت کششی و سایشی تضمین گردد. این تسمه مطابق استانداردهای بینالمللی ISO 5296، DIN 7721 و ASTM D412 طراحی شده است. کنترل کیفیت شامل آزمون کشش، خمش، سایش، پایداری حرارتی و بررسی دقت گام دندانهها میباشد. نتیجه فرآیند، تسمهای با طول عمر متوسط بیش از 30,000 ساعت و عملکرد پایدار در محدوده دمای -30 تا +85 درجه سانتیگراد است.
- جنس پایه: پلییورتان ترموپلاستیک با سختی Shore A 88 ±2
- مغزی تقویتکننده: کولار یا فولاد با استحکام کششی بالا
- فرآیند تولید: اکستروژن، پخت حرارتی کنترلشده، برش دقیق
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- استانداردهای بینالمللی: ISO 5296، DIN 7721، ASTM D412
- کنترل کیفیت: آزمون کشش، خمش، سایش و پایداری حرارتی
- طول عمر متوسط: بیش از 30,000 ساعت در شرایط کاری استاندارد
- کاربردها: خطوط تولید اتوماتیک، ماشینآلات CNC، بستهبندی و رباتیک صنعتی
معرفی تخصصی تسمه صنعتی تایمینگ پلی یورتان باندو KPS14M و کاربردهای صنعتی
تسمه تایمینگ پلی یورتان باندو KPS14M یکی از پیشرفتهترین انواع تسمه صنعتی است که برای انتقال نیرو در سیستمهای صنعتی دقیق و پرسرعت طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با سختی Shore A 90 و مغزی تقویتکننده کولار ساخته میشود تا کشش کم و پایداری ابعادی بالا در بارگذاریهای متناوب تضمین گردد. طراحی دندانهای دقیق با گام 14 میلیمتر موجب انتقال نیرو با بازده بیش از 98 درصد و کاهش لغزش در محیطهای صنعتی میشود. مقاومت سایشی بالا و توان تحمل دمای کاری -30 تا +90 درجه سانتیگراد، KPS14M را برای کاربردهای پرسرعت، ماشینآلات بستهبندی، رباتیک صنعتی و تجهیزات CNC ایدهآل میسازد. طول عمر کاری این تسمه در شرایط استاندارد صنعتی تا 32,000 ساعت گزارش شده است.
- مدل تسمه: Bando PU Timing Belt KPS14M
- گام دندانه: 14 میلیمتر
- سختی سطح: Shore A 90 ±2
- ماده پایه: پلییورتان ترموپلاستیک با مغزی کولار
- بازده انتقال نیرو: بیش از 98 درصد
- محدوده دمای کاری: -30 تا +90 درجه سانتیگراد
- مقاومت سایشی: کمتر از 22 mm³ در 1000 سیکل آزمون DIN
- طول عمر کاری: تا 32,000 ساعت
- کاربردها: خطوط تولید پرسرعت، بستهبندی، رباتیک صنعتی و CNC
- ویژگی تخصصی: حداقل کشش طولی و پایداری ابعادی بالا در بارگذاریهای متناوب
مزایای استفاده از تسمه تایمینگ اپتی بلت 120 HTD 5M در انتقال قدرت دقیق
تسمه تایمینگ اپتی بلت 120 HTD 5M یکی از دقیقترین انواع تسمه تایمینگ است که برای انتقال قدرت با دقت بالا در ماشینآلات CNC، چاپ و خطوط تولید اتوماتیک استفاده میشود. طراحی دندانههای هال اف دایمتر (HTD) با گام 5 میلیمتر، موجب کاهش لغزش و افزایش بازده انتقال نیرو تا بیش از 98 درصد میشود. این تسمه از پلییورتان ترموپلاستیک با مغزی تقویتشده فولاد یا کولار ساخته شده و مقاومت سایشی بالایی دارد. محدوده دمای کاری آن از -30 تا +85 درجه سانتیگراد است و طول عمر کاری در شرایط صنعتی استاندارد تا 28,000 ساعت گزارش شده است. استفاده از این تسمه باعث کاهش نویز، افزایش دقت موقعیتیابی و کاهش نیاز به تعمیر و نگهداری مداوم میشود.
- مدل تسمه: Optibelt Timing Belt 120 HTD 5M
- گام دندانه: 5 میلیمتر
- سختی سطح: Shore A 88 ±2
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- بازده انتقال نیرو: بیش از 98 درصد
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 20 mm³ در 1000 سیکل
- طول عمر کاری: تا 28,000 ساعت
- ویژگی تخصصی: کاهش لغزش و نویز، افزایش دقت موقعیتیابی
- کاربردها: ماشینآلات CNC، خطوط تولید اتوماتیک، تجهیزات چاپ و بستهبندی
استانداردهای ساخت و کنترل کیفیت تسمه تایمینگ پلی یورتان مگاداین T2.5 120
تسمه تایمینگ پلی یورتان مگاداین T2.5 120 یکی از دقیقترین انواع تسمه تایمینگ است که برای انتقال نیرو با دقت بالا در خطوط تولید، تجهیزات CNC و ماشینآلات اتوماتیک طراحی شده است. فرآیند تولید این تسمه شامل اکستروژن پلییورتان ترموپلاستیک با سختی Shore A 90 و مغزی تقویتکننده کولار یا فولاد است. پخت حرارتی کنترلشده و برش دقیق دندانهها موجب حفظ پایداری ابعادی و کاهش کشش طولی میشود. کنترل کیفیت چندمرحلهای شامل آزمون کشش، خمش، مقاومت سایشی، بررسی دقیق گام دندانهها و پایداری حرارتی میباشد. این تسمه مطابق استانداردهای بینالمللی ISO 5296، DIN 7721 و ASTM D412 طراحی شده تا عملکرد پایدار در دمای -30 تا +80 درجه سانتیگراد و طول عمر متوسط بیش از 20,000 ساعت تضمین گردد.
- جنس پایه: پلییورتان ترموپلاستیک با سختی Shore A 90 ±2
- مغزی تقویتکننده: کولار یا فولاد با استحکام کششی بالا
- فرآیند تولید: اکستروژن، پخت حرارتی کنترلشده، برش دقیق دندانهها
- محدوده دمای کاری: -30 تا +80 درجه سانتیگراد
- استانداردهای بینالمللی: ISO 5296، DIN 7721، ASTM D412
- کنترل کیفیت: آزمون کشش، خمش، مقاومت سایشی، پایداری حرارتی، بررسی گام دندانه
- طول عمر متوسط: بیش از 20,000 ساعت در شرایط صنعتی استاندارد
- کاربردها: خطوط تولید اتوماتیک، تجهیزات CNC، بستهبندی و رباتیک صنعتی
نحوه انتخاب طول و عرض مناسب تسمه تایمینگ پلی یورتان مگاداین T5 120 برای ماشینآلات صنعتی
انتخاب طول و عرض مناسب تسمه تایمینگ پلی یورتان مگاداین T5 120 برای ماشینآلات صنعتی نیازمند تحلیل دقیق شرایط کاری، نیروی انتقالی و سرعت خطی است. طول تسمه باید با مجموع محیط پولیها و فاصله مراکز دقیق محاسبه شود تا کشش اولیه بین 2 تا 5 درصد طول آزاد تامین گردد. عرض تسمه بر اساس میزان گشتاور و نیروی محوری تعیین میشود؛ برای مثال، افزایش عرض 1 میلیمتر میتواند حدود 5 تا 8 درصد ظرفیت انتقال نیرو را افزایش دهد. جنس پلییورتان ترموپلاستیک با مغزی فولاد یا کولار، سختی Shore A 90 و مقاومت سایشی بالا، امکان عملکرد پایدار در دمای -30 تا +85 درجه سانتیگراد را فراهم میکند. رعایت این اصول، کاهش لغزش، افزایش دقت موقعیتیابی و طول عمر تسمه را تضمین میکند.
- محاسبه طول تسمه: مجموع محیط پولیها + فاصله بین مراکز
- تنظیم کشش اولیه: 2 تا 5 درصد طول آزاد
- انتخاب عرض تسمه: بر اساس گشتاور و نیروی محوری
- سختی سطح: Shore A 90 ±2
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مزیت انتخاب صحیح: کاهش لغزش، افزایش دقت و طول عمر تسمه
- کاربردها: ماشینآلات CNC، خطوط تولید اتوماتیک، تجهیزات بستهبندی
معرفی تخصصی تسمه تایمینگ اپتی بلت 320 HTD 8M و کاربردهای صنعتی
تسمه تایمینگ اپتی بلت 320 HTD 8M یکی از پیشرفتهترین انواع تسمه تایمینگ است که برای انتقال نیرو با دقت بالا در خطوط تولید، ماشینآلات CNC و سیستمهای اتوماسیون صنعتی طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی تقویتشده فولاد یا کولار ساخته شده و دارای سختی سطح Shore A 90 میباشد. طراحی دندانههای HTD با گام 8 میلیمتر موجب افزایش بازده انتقال نیرو تا بیش از 98 درصد و کاهش لغزش و نویز در سرعتهای بالا میشود. مقاومت سایشی بالا و پایداری ابعادی مطلوب، تسمه 320 HTD 8M را برای کاربردهای صنعتی سنگین و پرسرعت ایدهآل میکند. محدوده دمای کاری این تسمه از -30 تا +85 درجه سانتیگراد است و طول عمر کاری آن تا 30,000 ساعت تخمین زده میشود.
- مدل تسمه: Optibelt Timing Belt 320 HTD 8M
- گام دندانه: 8 میلیمتر
- سختی سطح: Shore A 90 ±2
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- بازده انتقال نیرو: بیش از 98 درصد
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 22 mm³ در 1000 سیکل آزمون
- طول عمر کاری: تا 30,000 ساعت
- کاربردها: خطوط تولید پرسرعت، CNC، بستهبندی، رباتیک صنعتی
- ویژگی تخصصی: کاهش لغزش و نویز، پایداری ابعادی بالا در بارگذاریهای دینامیکی
بررسی راندمان و کاهش لغزش تسمه تایمینگ اپتی بلت 288 HTD 8M در سیستمهای انتقال قدرت
تسمه تایمینگ اپتی بلت 288 HTD 8M یکی از دقیقترین انواع تسمه تایمینگ است که در سیستمهای انتقال قدرت با نیاز به دقت موقعیتیابی بالا و سرعت خطی زیاد کاربرد دارد. طراحی دندانههای HTD با گام 8 میلیمتر موجب تماس کامل بین دندانه و پولی شده و راندمان انتقال نیرو را تا بیش از 98 درصد افزایش میدهد. مغزی تقویتشده فولاد یا کولار همراه با پلییورتان ترموپلاستیک باعث کاهش کشش طولی و جلوگیری از لغزش میشود. تستهای صنعتی نشان میدهد که این تسمه در بارگذاری دینامیکی و سرعتهای خطی تا 25 متر بر ثانیه، لغزش کمتر از 0.5 درصد را تجربه میکند. مقاومت سایشی بالا و پایداری ابعادی مناسب، طول عمر کاری تا 28,000 ساعت را تضمین میکند و نیاز به تنظیم مجدد کشش را کاهش میدهد.
- مدل تسمه: Optibelt Timing Belt 288 HTD 8M
- گام دندانه: 8 میلیمتر
- بازده انتقال نیرو: بیش از 98 درصد
- کاهش لغزش: کمتر از 0.5 درصد در سرعتهای خطی تا 25 متر بر ثانیه
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- سختی سطح: Shore A 90 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 22 mm³ در 1000 سیکل آزمون
- طول عمر کاری: تا 28,000 ساعت
- کاربردها: ماشینآلات CNC، خطوط تولید اتوماتیک، سیستمهای رباتیک صنعتی
کاربردهای تسمه تایمینگ اپتی بلت 480 HTD 8M در رباتیک، CNC و صنایع خودروسازی
تسمه تایمینگ اپتی بلت 480 HTD 8M یکی از دقیقترین و مقاومترین انواع تسمه تایمینگ است که برای انتقال نیرو و موقعیتیابی دقیق در رباتیک، CNC و صنایع خودروسازی طراحی شده است. دندانههای HTD با گام 8 میلیمتر باعث تماس کامل با پولی و افزایش بازده انتقال نیرو تا بیش از 98 درصد میشوند. مقاومت سایشی بالا و مغزی تقویتشده فولاد یا کولار، کشش طولی کم و پایداری ابعادی مطلوب را تضمین میکند. محدوده دمای کاری این تسمه از -30 تا +85 درجه سانتیگراد است و در سرعتهای خطی تا 30 متر بر ثانیه عملکرد پایدار دارد. استفاده از این تسمه در رباتیک موجب دقت موقعیتیابی بالا، در CNC کاهش خطای حرکتی و در خودروسازی افزایش عمر قطعات محرک و کاهش نیاز به تعمیرات مداوم میشود.
- مدل تسمه: Optibelt Timing Belt 480 HTD 8M
- گام دندانه: 8 میلیمتر
- بازده انتقال نیرو: بیش از 98 درصد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- سختی سطح: Shore A 90 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 22 mm³ در 1000 سیکل آزمون
- طول عمر کاری: تا 30,000 ساعت
- کاربردها: رباتیک، ماشینآلات CNC، خطوط تولید و صنایع خودروسازی
- ویژگی تخصصی: دقت بالا، پایداری ابعادی و کاهش نیاز به تعمیرات مکرر
مزایا و معایب خرید تسمه تایمینگ اپتی بلت 111 HTD 3M
تسمه تایمینگ اپتی بلت 111 HTD 3M یکی از دقیقترین انواع تسمه تایمینگ است که برای انتقال نیرو در ماشینآلات سبک و سیستمهای دقیق طراحی شده است. مزایای این تسمه شامل بازده انتقال نیرو بالا بیش از 97 درصد، کاهش لغزش، مقاومت سایشی بالا و پایداری ابعادی مناسب در شرایط صنعتی استاندارد است. طول عمر کاری این تسمه در محیطهای کنترلشده تا 20,000 ساعت برآورد میشود. از معایب آن میتوان به محدودیت در تحمل بارهای بسیار سنگین، حساسیت به دماهای بالاتر از +80 درجه سانتیگراد و نیاز به رعایت دقیق کشش اولیه هنگام نصب اشاره کرد. استفاده صحیح از این تسمه باعث افزایش دقت موقعیتیابی، کاهش نیاز به تعمیر و نگهداری و عملکرد پایدار در سیستمهای سبک میشود.
- مزایا: بازده انتقال نیرو بالا، کاهش لغزش، مقاومت سایشی مناسب، پایداری ابعادی
- معایب: محدودیت در تحمل بارهای سنگین، حساسیت به دماهای بالای +80°C، نیاز به کشش اولیه دقیق
- مدل تسمه: Optibelt Timing Belt 111 HTD 3M
- گام دندانه: 3 میلیمتر
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- بازده انتقال نیرو: بیش از 97 درصد
- محدوده دمای کاری: -30 تا +80 درجه سانتیگراد
- طول عمر کاری: تا 20,000 ساعت
- کاربردها: ماشینآلات سبک، تجهیزات آزمایشگاهی و سیستمهای دقیق صنعتی
استانداردهای بینالمللی و تست کیفیت تسمه تایمینگ اپتی بلت 129 HTD 3M
تسمه تایمینگ اپتی بلت 129 HTD 3M یکی از دقیقترین انواع تسمه تایمینگ است که برای انتقال نیرو و موقعیتیابی دقیق در ماشینآلات سبک و خطوط تولید اتوماتیک طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی تقویتشده فولاد یا کولار ساخته شده و دارای سختی سطح Shore A 88 ±2 میباشد. تولید این تسمه مطابق استانداردهای بینالمللی ISO 5296، DIN 7721 و ASTM D412 انجام میشود. کنترل کیفیت شامل آزمون کشش، خمش، مقاومت سایشی، بررسی پایداری ابعادی و دقت گام دندانهها است. نتایج تستها نشان میدهد که این تسمه در محدوده دمای کاری -30 تا +80 درجه سانتیگراد و سرعتهای خطی تا 15 متر بر ثانیه، عملکرد پایدار با طول عمر کاری متوسط تا 20,000 ساعت ارائه میدهد.
- استانداردهای بینالمللی: ISO 5296، DIN 7721، ASTM D412
- جنس پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- سختی سطح: Shore A 88 ±2
- کنترل کیفیت: آزمون کشش، خمش، مقاومت سایشی، پایداری ابعادی، بررسی دقت گام دندانه
- محدوده دمای کاری: -30 تا +80 درجه سانتیگراد
- سرعت خطی مجاز: تا 15 متر بر ثانیه
- طول عمر متوسط: تا 20,000 ساعت در شرایط صنعتی استاندارد
- کاربردها: ماشینآلات سبک، خطوط تولید اتوماتیک و تجهیزات دقیق صنعتی
فاکتورهای موثر بر خرید و قیمت تسمه تایمینگ مگاداین T5 200
در این بررسی، عوامل کلیدی خرید و قیمت تسمه تایمینگ پلی یورتان مگاداین T5 200 با طول 200 میلیمتر و دندان های استاندارد T5 تحلیل می شود. اطلاعات شامل مشخصات فنی و بازه تقریبی قیمت دلاری است.
- جنس مواد: PU با سختی 85A انتخاب شده است. این جنس انعطاف پذیری و مقاومت سایش مطلوب دارد. قیمت هر متر 2 تا 5 دلار است.
- گام دندان: استاندارد T5 معادل 5 میلیمتر فاصله بین دندان ها است و بر دقت انتقال نیرو تاثیر مستقیم دارد.
- طول تسمه: طول 200 میلیمتر معمولی است و سفارش طول بیشتر تا 500 میلیمتر باعث افزایش قیمت حدود 10 تا 15 درصد می شود.
- عرض تسمه: عرض استاندارد 10 تا 20 میلیمتر است و افزایش عرض مقاومت و قیمت را 15 تا 30 درصد بالا می برد.
- روش تولید: قالب گیری دقیق PU و عملیات حرارتی باعث یکنواختی دندان ها می شود؛ هزینه تولید حدود 20 تا 40 درصد بیشتر است.
- مقاومت دما: عملکرد بین -20 تا +80 درجه سانتیگراد تضمین می شود؛ در دماهای بالاتر، نرم شدگی ممکن است.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن های معدنی و آب، اما تماس با حلال های قوی باعث تخریب می شود و هزینه جایگزینی افزایش می یابد.
- طول عمر و سایش: عمر مفید تابع سرعت و بار است. تست abrasion توصیه می شود؛ تعویض قبل از شکست هزینه کلی پروژه را کاهش می دهد.
- تولیدکننده و برند: برند مگاداین کیفیت بالا و قیمت 20 تا 35 درصد بیشتر نسبت به برندهای دیگر دارد.
- خرید عمده: سفارش در رول یا بسته های 10 تایی می تواند قیمت هر متر را تا 25 درصد کاهش دهد.
- استانداردها: رعایت ISO 9001 و DIN 7721 تضمین کیفیت است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه تایمینگ T5 200 در سال 2025 بین 2 تا 6 دلار بسته به جنس و برند گزارش شده است.
مقایسه فاکتورهای کیفی و عملکرد تسمه تایمینگ دو طرفه مگاداین T5 410 DD با مدل های مشابه
تسمه دو طرفه مگاداین T5 410 DD یکی از دقیقترین انواع تسمه تایمینگ است که برای انتقال نیرو در دو جهت در ماشینآلات CNC و خطوط تولید اتوماتیک طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی تقویتشده کولار ساخته شده و دارای مقاومت سایشی بالا و پایداری ابعادی مناسب است. بازده انتقال نیرو بیش از 98 درصد بوده و طول عمر کاری در شرایط صنعتی استاندارد تا 25,000 ساعت برآورد میشود. مقایسه با مدلهای مشابه نشان میدهد که T5 410 DD از نظر کاهش لغزش، دقت موقعیتیابی و مقاومت حرارتی عملکرد بهتری دارد. قیمت جهانی آن بسته به طول و عرض بین 14 تا 20 دلار به ازای هر متر است و نگهداری منظم هزینههای عملیاتی را کاهش میدهد.
| شاخص فنی | Megadyne T5 410 DD | مدل مشابه T5 400 DD | مدل مشابه T5 420 DD |
|---|---|---|---|
| ماده پایه | پلییورتان ترموپلاستیک با مغزی کولار | پلییورتان با مغزی فولاد | پلییورتان با مغزی آرامید |
| بازده انتقال نیرو (%) | 98.5 | 97.8 | 98.0 |
| محدوده دمای کاری (°C) | -30 تا +85 | -25 تا +80 | -30 تا +85 |
| مقاومت سایشی (mm³/1000 cycles) | < 18 | < 22 | < 20 |
| طول عمر کاری (ساعت) | 25,000 | 20,000 | 22,000 |
| کاهش لغزش | حداقل < 0.5% | حداقل < 1% | حداقل < 0.7% |
| قیمت تقریبی (دلار/متر) | 14 تا 20 | 12 تا 18 | 13 تا 19 |
مزایای استفاده از تسمه تایمینگ اپتی بلت 400 HTD 5M
تسمه تایمینگ اپتی بلت 400 HTD 5M یکی از دقیقترین و مقاومترین انواع تسمه تایمینگ است که برای انتقال نیرو با دقت بالا در خطوط تولید، ماشینآلات CNC و تجهیزات اتوماتیک کاربرد دارد. دندانههای HTD با گام 5 میلیمتر موجب تماس کامل با پولی و افزایش بازده انتقال نیرو تا بیش از 98 درصد میشوند. این تسمه از پلییورتان ترموپلاستیک با مغزی تقویتشده فولاد یا کولار ساخته شده و مقاومت سایشی بسیار بالایی دارد. استفاده از این تسمه موجب کاهش لغزش، نویز پایین، افزایش دقت موقعیتیابی و کاهش نیاز به تعمیر و نگهداری مکرر میشود. محدوده دمای کاری آن از -30 تا +85 درجه سانتیگراد است و طول عمر کاری تا 28,000 ساعت برآورد میشود، که آن را برای کاربردهای صنعتی سنگین و پرسرعت ایدهآل میکند.
- مدل تسمه: Optibelt Timing Belt 400 HTD 5M
- گام دندانه: 5 میلیمتر
- بازده انتقال نیرو: بیش از 98 درصد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- سختی سطح: Shore A 90 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 20 mm³ در 1000 سیکل آزمون
- طول عمر کاری: تا 28,000 ساعت
- مزایا تخصصی: کاهش لغزش و نویز، افزایش دقت موقعیتیابی، کاهش نیاز به نگهداری
- کاربردها: خطوط تولید، CNC، بستهبندی و تجهیزات اتوماتیک صنعتی
مقایسه دوام و عمر تسمه تایمینگ پلی یورتان مگاداین AT10 370
تسمه تایمینگ پلی یورتان مگاداین AT10 370 یکی از مقاومترین انواع تسمه تایمینگ است که برای انتقال نیرو با دقت بالا در خطوط تولید، ماشینآلات CNC و رباتیک صنعتی طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی کولار تقویتشده ساخته شده و مقاومت سایشی بسیار بالایی دارد. طول عمر کاری در شرایط استاندارد صنعتی تا 32,000 ساعت برآورد میشود و راندمان انتقال نیرو بیش از 98 درصد است. محدوده دمای کاری آن از -25 تا +90 درجه سانتیگراد است و افت طول ناشی از بارگذاری طولانی مدت کمتر از 1.5 درصد است. استفاده از این تسمه موجب افزایش دقت موقعیتیابی، کاهش لغزش و کاهش نیاز به تعمیر و نگهداری مداوم میشود.
- مدل تسمه: Megadyne PU Timing Belt AT10 370
- طول عمر کاری در شرایط استاندارد صنعتی: تا 32,000 ساعت
- محدوده دمای کاری: -25 تا +90 درجه سانتیگراد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی کولار تقویتشده
- سختی سطح: Shore A 90 ±2
- مقاومت سایشی: کمتر از 20 mm³ در 1000 سیکل آزمون DIN 53516
- پایداری ابعادی: افت طول کمتر از 1.5 درصد پس از بارگذاری طولانی مدت
- راندمان انتقال نیرو: بیش از 98 درصد در سرعتهای خطی تا 25 متر بر ثانیه
- مقایسه با مدلهای مشابه: طول عمر 10 تا 15 درصد بالاتر و مقاومت سایشی 15 تا 20 درصد بیشتر
- کاربردها: خطوط تولید اتوماتیک، تجهیزات CNC، رباتیک صنعتی و ماشینآلات بستهبندی
مزایای استفاده از تسمه تایمینگ اپتی بلت 856 HTD 8M در انتقال قدرت دقیق
تسمه تایمینگ اپتی بلت 856 HTD 8M یکی از دقیقترین انواع تسمه تایمینگ است که برای انتقال قدرت با دقت بالا در ماشینآلات CNC، خطوط تولید اتوماتیک و سیستمهای رباتیک صنعتی طراحی شده است. دندانههای HTD با گام 8 میلیمتر موجب تماس کامل با پولی و کاهش لغزش به کمتر از 0.5 درصد میشوند. این تسمه از پلییورتان ترموپلاستیک با مغزی فولاد یا کولار ساخته شده و مقاومت سایشی بسیار بالا و پایداری ابعادی عالی دارد. استفاده از آن باعث افزایش دقت موقعیتیابی، کاهش نویز، بهبود راندمان انتقال نیرو تا بیش از 98 درصد و کاهش نیاز به نگهداری مکرر میشود. محدوده دمای کاری این تسمه از -30 تا +85 درجه سانتیگراد است و طول عمر کاری تا 32,000 ساعت برآورد میشود.
- مدل تسمه: Optibelt Timing Belt 856 HTD 8M
- گام دندانه: 8 میلیمتر
- بازده انتقال نیرو: بیش از 98 درصد
- کاهش لغزش: کمتر از 0.5 درصد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- سختی سطح: Shore A 90 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 22 mm³ در 1000 سیکل آزمون
- طول عمر کاری: تا 32,000 ساعت
- مزایای تخصصی: افزایش دقت موقعیتیابی، کاهش نویز، پایداری ابعادی و کاهش نیاز به نگهداری
- کاربردها: ماشینآلات CNC، خطوط تولید اتوماتیک، رباتیک صنعتی، تجهیزات بستهبندی
مقاومت کششی، خستگی و طول عمر تسمه تایمینگ پلی یورتان مگاداین AT10 500
تسمه تایمینگ پلی یورتان مگاداین AT10 500 یکی از مقاومترین انواع تسمه تایمینگ است که برای انتقال نیرو در خطوط تولید پرسرعت، ماشینآلات CNC و سیستمهای رباتیک طراحی شده است. مقاومت کششی این تسمه به دلیل مغزی تقویتشده کولار یا فولاد بسیار بالا است و کشش طولی در طول عمر عملیاتی کمتر از 1.5 درصد کاهش مییابد. تستهای خستگی نشان میدهد که تسمه در بارگذاری دینامیکی و سیکلهای مکرر دچار ترک یا شکست نمیشود و قابلیت تحمل تنشهای مکرر تا 30,000 ساعت را دارد. مقاومت سایشی بالا و پایداری ابعادی مناسب، طول عمر کاری طولانی و عملکرد پایدار در محدوده دمایی -25 تا +90 درجه سانتیگراد را تضمین میکند. استفاده از این تسمه باعث افزایش دقت موقعیتیابی و کاهش نیاز به تعمیر و نگهداری مداوم میشود.
- مدل تسمه: Megadyne PU Timing Belt AT10 500
- ماده پایه: پلییورتان ترموپلاستیک با مغزی کولار یا فولاد
- سختی سطح: Shore A 90 ±2
- مقاومت کششی: بسیار بالا، افت طولی کمتر از 1.5٪
- مقاومت خستگی: تحمل بارگذاری دینامیکی تا 30,000 ساعت
- مقاومت سایشی: کمتر از 20 mm³ در 1000 سیکل آزمون DIN
- پایداری ابعادی: حفظ شکل و طول در شرایط کاری استاندارد
- محدوده دمای کاری: -25 تا +90 درجه سانتیگراد
- طول عمر کاری: تا 30,000 ساعت
- کاربردها: خطوط تولید اتوماتیک، CNC، رباتیک صنعتی و تجهیزات بستهبندی
مشخصات فنی و کاربردهای صنعتی تسمه تایمینگ اپتی بلت T10 260
تسمه تایمینگ اپتی بلت T10 260 یکی از دقیقترین و مقاومترین انواع تسمه تایمینگ است که برای انتقال نیرو و موقعیتیابی دقیق در ماشینآلات CNC، خطوط تولید اتوماتیک و سیستمهای رباتیک صنعتی طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی تقویتشده فولاد یا کولار ساخته شده و مقاومت سایشی بسیار بالایی دارد. طراحی دندانههای T10 موجب بازده انتقال نیرو بیش از 98 درصد، کاهش لغزش و نویز پایین میشود. محدوده دمای کاری آن از -30 تا +85 درجه سانتیگراد است و طول عمر کاری در شرایط صنعتی استاندارد تا 28,000 ساعت برآورد میشود. استفاده از این تسمه باعث افزایش دقت موقعیتیابی، کاهش نیاز به تعمیر و نگهداری و عملکرد پایدار در سیستمهای صنعتی میشود.
| شاخص فنی | توضیحات |
|---|---|
| مدل تسمه | Optibelt Timing Belt T10 260 |
| گام دندانه | 10 میلیمتر |
| ماده پایه | پلییورتان ترموپلاستیک با مغزی فولاد یا کولار |
| سختی سطح | Shore A 90 ±2 |
| بازده انتقال نیرو | بیش از 98 درصد |
| مقاومت سایشی | کمتر از 22 mm³ در 1000 سیکل آزمون |
| محدوده دمای کاری | -30 تا +85 درجه سانتیگراد |
| طول عمر کاری | تا 28,000 ساعت |
| کاربردها | ماشینآلات CNC، خطوط تولید اتوماتیک، رباتیک صنعتی، تجهیزات بستهبندی |
| ویژگی تخصصی | کاهش لغزش و نویز، پایداری ابعادی بالا، افزایش دقت موقعیتیابی |
کاربرد تسمه تایمینگ اپتی بلت T10 320 در رباتیک، CNC و صنایع خودروسازی
تسمه تایمینگ اپتی بلت T10 320 یکی از دقیقترین و مقاومترین انواع تسمه تایمینگ است که برای انتقال نیرو و موقعیتیابی دقیق در رباتیک، ماشینآلات CNC و صنایع خودروسازی طراحی شده است. دندانههای T10 با گام 10 میلیمتر موجب تماس کامل با پولی شده و راندمان انتقال نیرو را تا بیش از 98 درصد افزایش میدهند. این تسمه از پلییورتان ترموپلاستیک با مغزی فولاد یا کولار ساخته شده و مقاومت سایشی بسیار بالا دارد. استفاده از آن باعث کاهش لغزش، نویز پایین و افزایش دقت موقعیتیابی میشود. محدوده دمای کاری آن از -30 تا +85 درجه سانتیگراد است و طول عمر کاری تا 30,000 ساعت تخمین زده میشود، که آن را برای کاربردهای صنعتی سنگین و پرسرعت ایدهآل میکند.
- مدل تسمه: Optibelt Timing Belt T10 320
- گام دندانه: 10 میلیمتر
- بازده انتقال نیرو: بیش از 98 درصد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- سختی سطح: Shore A 90 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 22 mm³ در 1000 سیکل آزمون
- طول عمر کاری: تا 30,000 ساعت
- مزایا تخصصی: کاهش لغزش و نویز، افزایش دقت موقعیتیابی و پایداری ابعادی
- کاربردها: رباتیک، ماشینآلات CNC، صنایع خودروسازی، خطوط تولید پرسرعت
تسمه تایمینگ اپتی بلت T10 340 با مدل های مشابه
تسمه تایمینگ اپتی بلت T10 340 یکی از مقاومترین و دقیقترین انواع تسمه تایمینگ است که برای انتقال نیرو و موقعیتیابی دقیق در خطوط تولید اتوماتیک، ماشینآلات CNC و سیستمهای رباتیک صنعتی طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی فولاد یا کولار ساخته شده و مقاومت سایشی بسیار بالایی دارد. طراحی دندانههای T10 موجب کاهش لغزش و افزایش بازده انتقال نیرو تا بیش از 98 درصد میشود. مقایسه با مدلهای مشابه نشان میدهد که T10 340 از نظر طول عمر کاری، پایداری ابعادی و کاهش نیاز به تعمیر و نگهداری عملکرد بهتری دارد. محدوده دمای کاری این تسمه از -30 تا +85 درجه سانتیگراد است و طول عمر کاری تا 30,000 ساعت برآورد میشود.
| شاخص فنی | Optibelt T10 340 | مدل مشابه T10 330 | مدل مشابه T10 350 |
|---|---|---|---|
| ماده پایه | پلییورتان ترموپلاستیک با مغزی فولاد یا کولار | پلییورتان با مغزی فولاد | پلییورتان با مغزی آرامید |
| گام دندانه | 10 میلیمتر | 10 میلیمتر | 10 میلیمتر |
| بازده انتقال نیرو (%) | 98.5 | 97.8 | 98.0 |
| مقاومت سایشی (mm³/1000 cycles) | < 20 | < 22 | < 21 |
| محدوده دمای کاری (°C) | -30 تا +85 | -25 تا +80 | -30 تا +85 |
| طول عمر کاری (ساعت) | 30,000 | 25,000 | 28,000 |
| کاهش لغزش | < 0.5% | < 1% | < 0.7% |
| کاربردها | CNC، رباتیک صنعتی، خطوط تولید اتوماتیک | ماشینآلات سبک، خطوط تولید متوسط | ماشینآلات سنگین، رباتیک متوسط |
مقایسه دوام و عمر تسمه تایمینگ مگاداین T2.5 1185 با مدل های مشابه این برند
- مدل تسمه: Megadyne PU تسمه تایمینگ T2.5 1185
- طول عمر کاری در شرایط استاندارد صنعتی: تا 35,000 ساعت
- محدوده دمای کاری: -25 تا +90 درجه سانتیگراد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی کولار تقویتشده
- سختی سطح: Shore A 90 ±2
- مقاومت سایشی: کمتر از 18 mm³ در 1000 سیکل آزمون DIN 53516
- پایداری ابعادی: افت طول کمتر از 1.2 درصد پس از بارگذاری طولانی مدت
- راندمان انتقال نیرو: بیش از 98 درصد در سرعتهای خطی تا 25 متر بر ثانیه
- مقایسه با مدلهای مشابه Megadyne: طول عمر 10 تا 12 درصد بالاتر و مقاومت سایشی 10 تا 15 درصد بیشتر
- کاربردها: خطوط تولید اتوماتیک، ماشینآلات CNC، رباتیک صنعتی و تجهیزات بستهبندی
عوامل موثر بر خرید و قیمت تسمه تایمینگ دو طرفه مگاداین T10 260 DD
در این بررسی، عوامل کلیدی خرید و قیمت تسمه تایمینگ دو طرفه مگاداین T10 260 DD با طول 260 میلیمتر و دندان های استاندارد T10 تحلیل می شود. اطلاعات شامل مشخصات فنی و بازه تقریبی قیمت دلاری است.
- جنس مواد: پلی یورتان با سختی 85A مقاومت کششی بالا و انعطاف مطلوب برای کاربردهای دینامیک فراهم می کند. قیمت هر متر 3 تا 6 دلار است.
- گام دندان: استاندارد T10 معادل 10 میلیمتر فاصله بین دندان ها است و دقت انتقال نیرو را تعیین می کند.
- نوع دو طرفه (DD): دندان در هر دو طرف تسمه نیرو را به دو محور منتقل می کند و هزینه تولید 15 تا 25 درصد بالاتر است.
- طول تسمه: طول 260 میلیمتر است؛ افزایش طول تا 500 میلیمتر هزینه تقریبا 10 تا 15 درصد افزایش می یابد.
- عرض تسمه: عرض استاندارد 20 تا 25 میلیمتر است؛ افزایش عرض مقاومت مکانیکی و قیمت هر متر را 20 تا 30 درصد بالا می برد.
- روش تولید: قالب گیری دقیق و عملیات حرارتی یکنواختی دندان ها را تضمین می کند و هزینه تولید 20 تا 40 درصد بیشتر است.
- مقاومت دما: عملکرد بین -20 تا +80 درجه سانتیگراد تضمین شده و دماهای بالاتر موجب کاهش سختی و عمر مفید می شود.
- مقاومت شیمیایی: مقاوم در برابر روغن های معدنی و آب است اما تماس با حلال های قوی باعث تخریب می شود و هزینه جایگزینی افزایش می یابد.
- طول عمر و سایش: عمر مفید تابع سرعت و بار کاری است؛ تست abrasion قبل از نصب توصیه می شود تا هزینه تعمیر کاهش یابد.
- تولیدکننده و برند: برند مگاداین کیفیت بالا و قیمت 20 تا 35 درصد بیشتر نسبت به برندهای دیگر دارد.
- خرید عمده: سفارش در بسته های 5 تا 10 تایی می تواند قیمت هر متر را 15 تا 25 درصد کاهش دهد.
- استانداردها: رعایت ISO 9001 و DIN 7721 تضمین عملکرد و دوام است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه تایمینگ دو طرفه T10 260 DD در سال 2025 بین 3 تا 7 دلار بسته به جنس و برند گزارش شده است.
نکات مهم در خرید و قیمت تسمه تایمینگ پلی یورتان مگاداین AT10 800
خرید و قیمت تسمه تایمینگ پلی یورتان مگاداین AT10 800 نیازمند بررسی دقیق ویژگی های فنی، طول، عرض، دندان ها و مقاومت مکانیکی است. هر فاکتور قیمت و عملکرد را تحت تاثیر قرار می دهد.
- طول تسمه: طول 800 میلیمتر است؛ افزایش طول تا 1200 میلیمتر باعث افزایش قیمت حدود 10 تا 15 درصد می شود.
- گام دندان: استاندارد AT10 معادل 10 میلیمتر فاصله بین دندان ها است و دقت انتقال نیرو را تعیین می کند.
- عرض تسمه: عرض 25 میلیمتر مقاومت و عمر کاری را افزایش می دهد. افزایش عرض تا 35 میلیمتر قیمت را 20 تا 30 درصد بالا می برد.
- جنس PU: سختی 85A مقاومت بالا در برابر سایش و انعطاف مطلوب برای انتقال نیروهای دینامیک فراهم می کند. قیمت هر متر 4 تا 8 دلار است.
- نوع تک یا دو طرفه: تسمه تک طرفه اقتصادی تر است، دو طرفه انتقال نیرو را به دو محور انجام می دهد و هزینه 15 تا 25 درصد بیشتر دارد.
- مقاومت دما: عملکرد بین -20 تا +80 درجه سانتیگراد تضمین شده و دماهای بالاتر کاهش سختی و عمر مفید ایجاد می کند.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن و آب دارد اما تماس با حلال های قوی باعث تخریب می شود و هزینه جایگزینی بالا می رود.
- طول عمر و سایش: تست abrasion قبل از نصب توصیه می شود؛ نگهداری صحیح عمر مفید را افزایش داده و هزینه تعویض را کاهش می دهد.
- تولیدکننده و برند: مگاداین کیفیت بالا و قیمت تقریبا 20 تا 35 درصد بیشتر نسبت به برندهای دیگر دارد.
- خرید عمده: سفارش در رول های بلند یا بسته های 5 تا 10 تایی قیمت هر متر را 15 تا 25 درصد کاهش می دهد.
- استانداردها: رعایت ISO 9001 و DIN 7721 تضمین کیفیت و دوام است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه تایمینگ AT10 800 در سال 2025 بین 4 تا 9 دلار بسته به جنس و برند گزارش شده است.
بررسی راندمان و کاهش لغزش تسمه تایمینگ دو طرفه مگاداین T10 530 DD در سیستمهای انتقال قدرت
تسمه تایمینگ دو طرفه مگاداین T10 530 DD یکی از پیشرفتهترین انواع تسمه تایمینگ است که برای انتقال نیرو در دو جهت با دقت بالا در سیستمهای CNC، خطوط تولید اتوماتیک و رباتیک صنعتی طراحی شده است. طراحی دندانههای T10 موجب تماس کامل با پولی شده و راندمان انتقال نیرو را تا بیش از 98.5 درصد افزایش میدهد. مغزی تقویتشده کولار یا فولاد همراه با پلییورتان ترموپلاستیک باعث کاهش لغزش کمتر از 0.5 درصد و پایداری ابعادی بالا میشود. این تسمه در سرعتهای خطی تا 25 متر بر ثانیه عملکرد پایدار دارد و مقاومت سایشی کمتر از 20 mm³ در 1000 سیکل آزمون آن تضمین طول عمر کاری تا 32,000 ساعت را میکند. استفاده از این تسمه موجب کاهش نیاز به تنظیم مجدد کشش و نگهداری مداوم میشود.
- مدل تسمه: Megadyne T10 530 DD
- گام دندانه: 10 میلیمتر
- بازده انتقال نیرو: بیش از 98.5 درصد
- کاهش لغزش: کمتر از 0.5 درصد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی کولار یا فولاد
- سختی سطح: Shore A 90 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: کمتر از 20 mm³ در 1000 سیکل آزمون
- طول عمر کاری: تا 32,000 ساعت
- کاربردها: CNC، خطوط تولید اتوماتیک، رباتیک صنعتی، سیستمهای انتقال قدرت دوطرفه
کاربرد تسمه تایمینگ دو طرفه مگاداین T10 700 DD در رباتیک، CNC و صنایع خودروسازی
تسمه تایمینگ دو طرفه مگاداین T10 700 DD یکی از دقیقترین و مقاومترین انواع تسمه تایمینگ است که برای انتقال نیرو و موقعیتیابی دقیق در رباتیک، ماشینآلات CNC و صنایع خودروسازی طراحی شده است. دندانههای T10 با گام 10 میلیمتر تماس کامل با پولی ایجاد کرده و راندمان انتقال نیرو تا بیش از 98 درصد افزایش مییابد. مغزی تقویتشده کولار یا فولاد همراه با پلییورتان ترموپلاستیک باعث کاهش لغزش، افزایش دقت و پایداری ابعادی بالا میشود. محدوده دمای کاری این تسمه از -30 تا +85 درجه سانتیگراد است و طول عمر کاری تا 35,000 ساعت برآورد میشود. استفاده از آن موجب کاهش نیاز به تعمیر و نگهداری، عملکرد پایدار و افزایش دقت موقعیتیابی در سیستمهای صنعتی پیچیده میشود.
- مدل تسمه: Megadyne T10 700 DD
- گام دندانه: 10 میلیمتر
- بازده انتقال نیرو: بیش از 98 درصد
- کاهش لغزش: کمتر از 0.5 درصد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی کولار یا فولاد
- سختی سطح: Shore A 90 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 35,000 ساعت
- کاربردها: رباتیک، CNC، صنایع خودروسازی، خطوط تولید اتوماتیک
- مزایا تخصصی: کاهش لغزش، پایداری ابعادی، افزایش دقت موقعیتیابی و طول عمر بالا
نکات مهم در خرید تسمه تایمینگ دو طرفه اپتی بلت D5M 1000
خرید تسمه تایمینگ دو طرفه تسمه تایمینگ اپتی بلت D5M 1000 نیازمند بررسی طول، عرض، گام دندان، جنس و مقاومت مکانیکی است. این عوامل قیمت و عملکرد نهایی را تعیین می کنند.
- طول تسمه: طول استاندارد 1000 میلیمتر است و افزایش طول تا 1500 میلیمتر حدود 10 تا 15 درصد قیمت را افزایش می دهد.
- گام دندان: استاندارد D5M معادل 5 میلیمتر فاصله بین دندان هاست و دقت انتقال نیرو و هماهنگی با پولی را تعیین می کند.
- عرض تسمه: عرض معمول 20 میلیمتر است؛ افزایش عرض تا 30 میلیمتر مقاومت و هزینه تولید را 20 تا 30 درصد بالا می برد.
- نوع دو طرفه: انتقال نیرو از هر دو طرف تسمه انجام می شود و هزینه تولید 15 تا 25 درصد بیشتر از مدل تک طرفه است.
- جنس PU یا نایلون: انتخاب جنس PU انعطاف و مقاومت سایش بالا می دهد؛ قیمت هر متر حدود 3 تا 6 دلار است.
- مقاومت دما: عملکرد بین -20 تا +80 درجه سانتیگراد تضمین شده و دماهای بالاتر عمر مفید را کاهش می دهند.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن و آب دارد اما تماس با حلال های قوی باعث تخریب و افزایش هزینه جایگزینی می شود.
- طول عمر و سایش: تست abrasion قبل از نصب توصیه می شود؛ نگهداری مناسب عمر مفید را افزایش و هزینه تعمیر را کاهش می دهد.
- تولیدکننده و برند: برند اپتی بلت کیفیت بالا و دوام مطمئن دارد و قیمت حدود 20 تا 35 درصد بالاتر از برندهای متفرقه است.
- خرید عمده: سفارش در بسته های 5 تا 10 تایی یا رول های بلند می تواند قیمت هر متر را 15 تا 25 درصد کاهش دهد.
- استانداردها: رعایت ISO 9001 و DIN 7721 تضمین کیفیت و دوام است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه تایمینگ دو طرفه D5M 1000 در سال 2025 بین 3 تا 7 دلار بسته به جنس و برند گزارش شده است.
مقایسه تسمه تایمینگ دو طرفه اپتی بلت D5M 1200 با تسمههای تایمینگ معمولی
تسمه تایمینگ دو طرفه اپتی بلت D5M 1200 یکی از پیشرفتهترین انواع تسمه تایمینگ است که برای انتقال نیرو در دو جهت و موقعیتیابی دقیق طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی تقویتشده فولاد یا کولار ساخته شده و مقاومت سایشی بالایی دارد. در مقایسه با تسمههای تایمینگ معمولی، اپتی بلت D5M 1200 راندمان انتقال نیرو بالاتر از 98 درصد، کاهش لغزش کمتر از 0.5 درصد و طول عمر کاری طولانیتر تا 32,000 ساعت ارائه میدهد. طراحی دو طرفه باعث امکان انتقال نیرو در هر دو جهت و کاهش نیاز به تنظیم مجدد کشش میشود. همچنین، پایداری ابعادی و مقاومت در برابر دماهای -30 تا +85 درجه سانتیگراد در این مدل از تسمهها نسبت به نمونههای معمولی بهبود یافته است.
| شاخص فنی | اپتی بلت D5M 1200 | تسمه تایمینگ معمولی |
|---|---|---|
| ماده پایه | پلییورتان ترموپلاستیک با مغزی فولاد یا کولار | پلییورتان با مغزی فولاد |
| راندمان انتقال نیرو (%) | بیش از 98 | حدود 95 تا 96 |
| کاهش لغزش | < 0.5% | 1 تا 2% |
| طول عمر کاری (ساعت) | تا 32,000 | حدود 20,000 |
| محدوده دمای کاری (°C) | -30 تا +85 | -25 تا +80 |
| کاربردهای صنعتی | CNC، رباتیک صنعتی، خطوط تولید اتوماتیک | ماشینآلات سبک و متوسط |
مقایسه فنی و مهندسی تسمه تایمینگ اپتی بلت 994 HTD 14M با مدل های مشابه این برند
تسمه تایمینگ اپتی بلت 994 HTD 14M یکی از دقیقترین و مقاومترین انواع تسمه تایمینگ است که برای انتقال نیرو با دقت بالا در ماشینآلات CNC، خطوط تولید اتوماتیک و سیستمهای رباتیک طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی فولاد یا کولار ساخته شده و دندانههای HTD با گام 14 میلیمتر تماس کامل با پولی ایجاد میکنند. مقایسه فنی با مدلهای مشابه نشان میدهد که 994 HTD 14M دارای بازده انتقال نیرو بالاتر، مقاومت سایشی کمتر از 25 mm³ در 1000 سیکل آزمون و طول عمر کاری تا 30,000 ساعت است. همچنین، کاهش لغزش کمتر از 0.5 درصد و پایداری ابعادی بالا باعث عملکرد پایدار و کاهش نیاز به تعمیر و نگهداری میشود. محدوده دمای کاری آن از -30 تا +85 درجه سانتیگراد است.
| شاخص فنی | Optibelt 994 HTD 14M | مدل مشابه 980 HTD 14M | مدل مشابه 1000 HTD 14M |
|---|---|---|---|
| ماده پایه | پلییورتان ترموپلاستیک با مغزی فولاد یا کولار | پلییورتان با مغزی فولاد | پلییورتان با مغزی آرامید |
| گام دندانه | 14 میلیمتر | 14 میلیمتر | 14 میلیمتر |
| بازده انتقال نیرو (%) | 98.5 | 97.8 | 98.0 |
| مقاومت سایشی (mm³/1000 cycles) | < 25 | < 28 | < 26 |
| کاهش لغزش | < 0.5% | < 1% | < 0.7% |
| طول عمر کاری (ساعت) | تا 30,000 | حدود 25,000 | حدود 28,000 |
| محدوده دمای کاری (°C) | -30 تا +85 | -25 تا +80 | -30 تا +85 |
| کاربردها | CNC، رباتیک صنعتی، خطوط تولید اتوماتیک | ماشینآلات متوسط | ماشینآلات سنگین و CNC |
نحوه انتخاب طول و عرض مناسب تسمه تایمینگ اپتی بلت 1190 HTD 14M برای ماشینآلات صنعتی
انتخاب طول و عرض مناسب برای تسمه تایمینگ اپتی بلت 1190 HTD 14M نیازمند محاسبه دقیق پارامترهای ماشینآلات صنعتی است. ابتدا باید طول محیط مورد نیاز براساس فاصله بین پولیها و قطر پولیها محاسبه شود. سپس، عرض تسمه متناسب با نیروی قابل انتقال و گشتاور موتور تعیین میشود تا از لغزش و سایش زودهنگام جلوگیری شود. انتخاب طول و عرض صحیح تضمینکننده انتقال نیرو با راندمان بالای بیش از 98 درصد، پایداری ابعادی و طول عمر کاری تا 30,000 ساعت است. همچنین، رعایت محدوده دمای کاری -30 تا +85 درجه سانتیگراد و تست کشش اولیه باعث کاهش افت طول و افزایش دقت موقعیتیابی میشود. این روش مهندسی، بهرهوری سیستم و کاهش نیاز به تعمیر و نگهداری را تضمین میکند.
- مدل تسمه: Optibelt 1190 HTD 14M
- گام دندانه: 14 میلیمتر
- محاسبه طول: بر اساس فاصله بین پولیها و قطر پولیها
- انتخاب عرض: متناسب با نیروی قابل انتقال و گشتاور موتور
- بازده انتقال نیرو: بیش از 98 درصد
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی فولاد یا کولار
- طول عمر کاری: تا 30,000 ساعت
- مزایا: کاهش لغزش و سایش، پایداری ابعادی، افزایش دقت موقعیتیابی
- کاربردها: ماشینآلات CNC، خطوط تولید اتوماتیک، رباتیک صنعتی
مزایای استفاده از تسمه تایمینگ دو طرفه اپتی بلت D5M 2000
تسمه تایمینگ دو طرفه اپتی بلت D5M 2000 یکی از پیشرفتهترین انواع تسمه تایمینگ است که برای انتقال نیرو و موقعیتیابی دقیق در هر دو جهت طراحی شده است. دندانههای D5M با گام 5 میلیمتر تماس کامل با پولی ایجاد کرده و راندمان انتقال نیرو بیش از 98 درصد است. مغزی تقویتشده کولار یا فولاد همراه با پلییورتان ترموپلاستیک موجب کاهش لغزش به کمتر از 0.5 درصد و پایداری ابعادی بالا میشود. محدوده دمای کاری آن از -30 تا +85 درجه سانتیگراد است و طول عمر کاری تا 35,000 ساعت برآورد میشود. استفاده از این تسمه باعث کاهش نیاز به تنظیم کشش مکرر، افزایش دقت موقعیتیابی و عملکرد پایدار در خطوط تولید اتوماتیک و سیستمهای رباتیک صنعتی میشود.
- مدل تسمه: Optibelt D5M 2000
- گام دندانه: 5 میلیمتر
- راندمان انتقال نیرو: بیش از 98 درصد
- کاهش لغزش: کمتر از 0.5 درصد
- ماده پایه: پلییورتان ترموپلاستیک با مغزی کولار یا فولاد
- سختی سطح: Shore A 90 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 35,000 ساعت
- کاربردها: خطوط تولید اتوماتیک، رباتیک صنعتی، ماشینآلات CNC
- مزایا تخصصی: انتقال نیرو در دو جهت، کاهش لغزش، پایداری ابعادی و افزایش دقت موقعیتیابی
مقایسه فنی و مهندسی تسمه وی بلت باندو Rib Ace J با مدل های مشابه این برند
تسمه وی بلت باندو Rib Ace J یکی از باکیفیتترین و دقیقترین انواع تسمه وی بلت است که برای انتقال نیرو در ماشینآلات صنعتی و خطوط تولید طراحی شده است. این تسمه از پلییورتان ترموپلاستیک با مغزی فولاد یا کولار ساخته شده و مقاومت سایشی بسیار بالایی دارد. مقایسه فنی با مدلهای مشابه نشان میدهد که Rib Ace J دارای طول عمر کاری بالاتر، راندمان انتقال نیرو بیش از 97 درصد و کاهش لغزش کمتر از 0.8 درصد است. پایداری ابعادی و محدوده دمای کاری -30 تا +85 درجه سانتیگراد باعث عملکرد پایدار و کاهش نیاز به تعمیر و نگهداری میشود. استفاده از این تسمه موجب افزایش دقت موقعیتیابی، کاهش نویز و بهبود راندمان سیستمهای صنعتی میشود.
| شاخص فنی | Bando Rib Ace J | مدل مشابه Rib Ace H | مدل مشابه Rib Ace K |
|---|---|---|---|
| ماده پایه | پلییورتان ترموپلاستیک با مغزی فولاد یا کولار | پلییورتان با مغزی فولاد | پلییورتان با مغزی آرامید |
| راندمان انتقال نیرو (%) | 97.5 | 96.5 | 97.0 |
| کاهش لغزش | < 0.8% | < 1.2% | < 1% |
| مقاومت سایشی (mm³/1000 cycles) | < 18 | < 22 | < 20 |
| طول عمر کاری (ساعت) | 28,000 | 24,000 | 26,000 |
| محدوده دمای کاری (°C) | -30 تا +85 | -25 تا +80 | -30 تا +85 |
| کاربردها | ماشینآلات صنعتی، خطوط تولید، تجهیزات اتوماتیک | ماشینآلات متوسط و سبک | ماشینآلات سنگین و نیمهسنگین |
نکات مهم در خرید و استفاده از تسمه وی بلت گیتس BX36
خرید و استفاده از تسمه وی بلت گیتس BX36 نیازمند بررسی دقیق ابعاد، جنس، مقاومت کششی و شرایط نصب است. انتخاب درست باعث افزایش عمر مفید و کاهش خرابی سیستم انتقال نیرو می شود.
- جنس تسمه: معمولا از PU یا لاستیک مقاوم به سایش ساخته می شود؛ PU دوام و انعطاف بالاتر و قیمت تقریبی 5 تا 12 دلار به ازای هر متر دارد.
- ابعاد و زاویه V: تسمه BX36 با عرض استاندارد و زاویه 36 درجه مناسب انتقال توان با حداقل لغزش است؛ انتخاب نادرست باعث کاهش کارایی می شود.
- طول تسمه: طول استاندارد بر حسب نیاز ماشین و قطر پولی تعیین می شود؛ افزایش طول تا 50 درصد قیمت را 10 تا 15 درصد بالا می برد.
- مقاومت کششی: تسمه های با مقاومت بالا برای بارهای دینامیک و موتورهای قوی مناسب هستند؛ کاهش مقاومت خطر کشیدگی و شکست تسمه را افزایش می دهد.
- سایش و عمر کاری: تست abrasion و نگهداری منظم باعث افزایش طول عمر تسمه می شود؛ عمر متوسط BX36 بین 2000 تا 5000 ساعت کاری است.
- نصب و تراز پولی: نصب صحیح و تراز دقیق پولی ها کمتر از 0.5 درجه باعث کاهش سایش و افزایش بازده انتقال نیرو می شود.
- دمای کاری: محدوده استاندارد -20 تا +80 درجه سانتیگراد است؛ دماهای بالا یا پایین طول عمر را کاهش می دهند.
- مقاومت شیمیایی: مقاوم در برابر روغن های معدنی و آب است؛ تماس با حلال های قوی باعث تخریب سریع و افزایش هزینه جایگزینی می شود.
- تولیدکننده و برند: گیتس کیفیت بالاتر، استانداردهای بین المللی و دوام تضمین شده ارائه می دهد؛ قیمت تقریبا 15 تا 30 درصد بالاتر از برندهای متفرقه است.
- خرید عمده و بسته بندی: سفارش در رول یا بسته های چندتایی قیمت هر متر را 10 تا 25 درصد کاهش می دهد و هزینه حمل را بهینه می کند.
- استانداردها: رعایت ISO و DIN تضمین کیفیت و عملکرد است و اطمینان از طول عمر مناسب تسمه را افزایش می دهد.
مزایای استفاده از تسمه وی بلت گیتس BX30
تسمه وی بلت گیتس BX30 یکی از پیشرفتهترین انواع تسمه وی بلت است که برای انتقال نیرو در ماشینآلات صنعتی و خطوط تولید طراحی شده است. طراحی ویژه شیارهای V شکل باعث افزایش سطح تماس با پولی و بهبود راندمان انتقال نیرو تا بیش از 97 درصد میشود. این تسمه از ترکیب پلییورتان با مغزی تقویتشده کولار یا فولاد ساخته شده و مقاومت سایشی بالایی دارد. کاهش لغزش به کمتر از 0.7 درصد و پایداری ابعادی بالا باعث عملکرد پایدار و طول عمر کاری تا 30,000 ساعت میشود. محدوده دمای کاری از -30 تا +85 درجه سانتیگراد امکان استفاده در شرایط صنعتی سخت را فراهم میکند. استفاده از BX30 باعث کاهش نیاز به تنظیم مجدد کشش، افزایش دقت موقعیتیابی و کاهش نویز سیستم میشود.
- مدل تسمه: Gates BX30
- نوع شیار: V شکل
- راندمان انتقال نیرو: بیش از 97 درصد
- کاهش لغزش: کمتر از 0.7 درصد
- ماده پایه: پلییورتان با مغزی کولار یا فولاد
- سختی سطح: Shore A 88 ±2
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 30,000 ساعت
- کاربردها: ماشینآلات صنعتی، خطوط تولید، تجهیزات اتوماتیک
- مزایا تخصصی: افزایش راندمان، کاهش لغزش و نویز، پایداری ابعادی و طول عمر بالا
راهنمای نگهداری و افزایش عمر تسمه وی بلت گیتس AX30
تسمه وی بلت گیتس AX30 برای انتقال نیرو در ماشینآلات صنعتی و خطوط تولید طراحی شده است و رعایت اصول نگهداری میتواند طول عمر آن را به حداکثر برساند. بررسی دورهای کشش تسمه وی بلت و تنظیم صحیح آن از اصلیترین اقدامات است تا از لغزش و سایش غیرمتعارف جلوگیری شود. سطح پولیها باید تمیز و عاری از گرد و غبار باشد تا تماس یکنواخت و راندمان بالای بیش از 97 درصد حفظ شود. همچنین، استفاده از روانکنندههای توصیهشده و جلوگیری از تماس با روغنهای داغ باعث حفظ پایداری ابعادی و کاهش مقاومت سایشی میشود. محدوده دمای کاری AX30 از -30 تا +85 درجه سانتیگراد است و طول عمر کاری مناسب تا 28,000 ساعت قابل دستیابی است. با رعایت این اصول، نیاز به تعمیرات مکرر کاهش یافته و دقت موقعیتیابی در سیستم افزایش مییابد.
- مدل تسمه: Gates AX30
- نوع شیار: V شکل
- بازده انتقال نیرو: بیش از 97 درصد
- کنترل کشش: بررسی دورهای و تنظیم صحیح برای جلوگیری از لغزش
- نگهداری پولیها: تمیز و عاری از گرد و غبار
- استفاده از روانکنندهها: مطابق دستورالعمل کارخانه
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 28,000 ساعت
- مزایا نگهداری صحیح: کاهش لغزش، پایداری ابعادی و افزایش دقت موقعیتیابی
- کاربردها: ماشینآلات صنعتی، خطوط تولید، تجهیزات اتوماتیک
مزایای استفاده از تسمه وی بلت باندو Duraflex 3L در انتقال نیرو و صنایع سنگین
تسمه وی بلت باندو Duraflex 3L یکی از باکیفیتترین انواع تسمه وی بلت است که برای انتقال نیرو در صنایع سنگین و ماشینآلات صنعتی طراحی شده است. این تسمه از لاستیک مقاوم با مغزی تقویتشده فولاد یا کولار ساخته شده و راندمان انتقال نیرو بیش از 96 درصد را فراهم میکند. طراحی شیارهای دقیق موجب افزایش سطح تماس با پولی، کاهش لغزش و کاهش سایش میشود. مقاومت بالا در برابر حرارت، روغن و فشار مکانیکی امکان استفاده در شرایط سخت صنعتی را فراهم میکند. طول عمر کاری Duraflex 3L تا 25,000 ساعت تخمین زده شده و پایداری ابعادی بالا موجب عملکرد پایدار سیستم و کاهش نیاز به تنظیم مجدد کشش میشود. استفاده از این تسمه باعث افزایش راندمان، کاهش هزینههای نگهداری و بهبود ایمنی سیستمهای سنگین میشود.
- مدل تسمه: Bando Duraflex 3L
- نوع شیار: V شکل
- راندمان انتقال نیرو: بیش از 96 درصد
- کاهش لغزش: کمتر از 1 درصد
- ماده پایه: لاستیک مقاوم با مغزی فولاد یا کولار
- محدوده دمای کاری: -25 تا +80 درجه سانتیگراد
- طول عمر کاری: تا 25,000 ساعت
- مقاومت سایشی و مکانیکی: بالا
- کاربردها: صنایع سنگین، ماشینآلات صنعتی، خطوط تولید پرقدرت
- مزایا تخصصی: افزایش راندمان، کاهش لغزش و سایش، پایداری ابعادی و طول عمر بالا
عوامل موثر بر خرید و قیمت تسمه وی بلت باندو Duraflex 4L
خرید و قیمت تسمه وی بلت باندو Duraflex 4L نیازمند بررسی طول، عرض، زاویه شیب، جنس و مقاومت کششی است. این عوامل تاثیر مستقیم بر قیمت و عملکرد دارند.
- جنس مواد: PU و ترکیب Duraflex مقاومت سایش و انعطاف مناسب در دماهای -20 تا +80 درجه سانتیگراد فراهم می کند. قیمت هر متر 2.5 تا 5 دلار است.
- ابعاد: طول استاندارد 1000 میلیمتر و عرض 17 میلیمتر است؛ تغییر طول یا عرض تا 25 درصد قیمت را تغییر می دهد.
- زاویه شیب: پروفیل 4L زاویه 40 درجه دارد و برای انتقال نیرو به پولی های V شکل بهینه است.
- تحمل بار: مقاومت کششی حدود 2000 نیوتن است و افزایش بار توصیه می شود از ضریب ایمنی 2 استفاده شود.
- طول عمر و سایش: عمر مفید تابع سرعت، بار و شرایط محیطی است؛ تست abrasion قبل از نصب توصیه می شود.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن های معدنی و آب دارد؛ تماس با حلال های قوی باعث کاهش عمر مفید می شود.
- نوع باندو Duraflex: برند باندو دوام و عملکرد پایدار ارائه می دهد و قیمت تقریبا 20 تا 35 درصد بالاتر از برندهای متفرقه است.
- خرید عمده: سفارش در رول های بلند یا بسته های 5 تا 10 تایی قیمت هر متر را 15 تا 25 درصد کاهش می دهد.
- استانداردها: رعایت ISO 9001 و DIN 2215 تضمین کیفیت و دوام است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه وی بلت 4L Duraflex در سال 2025 بین 2.5 تا 6 دلار بسته به جنس و برند گزارش شده است.
نحوه انتخاب سایز و طول مناسب تسمه وی بلت دو طرفه باندو CC برای موتور و پولی
انتخاب سایز و طول مناسب برای تسمه وی بلت دو طرفه باندو CC نیازمند محاسبه دقیق پارامترهای سیستم موتور و پولی است. ابتدا باید طول محیط تسمه با استفاده از فاصله بین محورهای پولی و قطر پولیها تعیین شود تا کشش صحیح و تماس کامل با پولی حفظ شود. سپس، عرض تسمه باید متناسب با گشتاور و نیروی قابل انتقال انتخاب شود تا از لغزش و سایش زودهنگام جلوگیری شود. انتخاب درست سایز و طول تسمه باعث افزایش راندمان انتقال نیرو بیش از 97 درصد، کاهش نیاز به تنظیم مجدد کشش و افزایش طول عمر کاری تا 28,000 ساعت میشود. همچنین، رعایت محدوده دمای کاری -30 تا +85 درجه سانتیگراد و تست اولیه کشش موجب پایداری ابعادی و عملکرد پایدار سیستم میشود.
- مدل تسمه: Bando CC دو طرفه
- نوع شیار: V شکل دوطرفه
- محاسبه طول: بر اساس فاصله محورهای پولی و قطر پولیها
- انتخاب عرض: متناسب با گشتاور و نیروی قابل انتقال
- راندمان انتقال نیرو: بیش از 97 درصد
- کاهش لغزش: کمتر از 1 درصد
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 28,000 ساعت
- مزایا انتخاب صحیح: پایداری ابعادی، کاهش سایش، افزایش دقت انتقال نیرو
- کاربردها: موتور و پولی در ماشینآلات صنعتی، خطوط تولید، رباتیک
مقاومت کششی، طول عمر و رفتار حرارتی تسمه وی بلت دو طرفه باندو BB
تسمه وی بلت دو طرفه باندو BB برای انتقال نیرو در هر دو جهت طراحی شده و دارای مقاومت کششی بالا، طول عمر طولانی و رفتار حرارتی پایدار است. این تسمه وی بلت از لاستیک مقاوم با مغزی فولاد یا کولار ساخته شده و میتواند گشتاورهای سنگین را بدون کشش غیرمتعارف منتقل کند. مقاومت کششی این تسمه بیش از 5,500 N/cm عرض است و طول عمر کاری آن تا 30,000 ساعت برآورد میشود. محدوده دمای کاری -30 تا +85 درجه سانتیگراد باعث عملکرد پایدار حتی در شرایط سخت صنعتی میشود. مقاومت حرارتی بالا از تغییرات طول و سایش غیرمطلوب جلوگیری میکند و پایداری ابعادی تسمه را در طول زمان تضمین میکند. استفاده از این مدل موجب کاهش تعمیرات مکرر و افزایش دقت انتقال نیرو در ماشینآلات صنعتی و خطوط تولید سنگین میشود.
- مدل تسمه: Bando BB دو طرفه
- نوع شیار: V شکل دوطرفه
- مقاومت کششی: بیش از 5,500 N/cm عرض
- طول عمر کاری: تا 30,000 ساعت
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- ماده پایه: لاستیک مقاوم با مغزی فولاد یا کولار
- پایداری ابعادی: بالا، کاهش افت طول و تغییر شکل
- کاهش لغزش: کمتر از 1 درصد
- کاربردها: خطوط تولید سنگین، ماشینآلات صنعتی، رباتیک صنعتی
- مزایا تخصصی: مقاومت کششی بالا، طول عمر زیاد، رفتار حرارتی پایدار و انتقال نیرو دقیق
کاربرد تسمه وی بلت گیتس AX40 در صنایع کشاورزی، خودروسازی و کارخانهها
تسمه وی بلت گیتس AX40 برای انتقال نیرو در ماشینآلات و تجهیزات صنعتی طراحی شده و در صنایع کشاورزی، خودروسازی و کارخانهها کاربرد گسترده دارد. این تسمه وی بلت از لاستیک مقاوم با مغزی فولاد یا کولار ساخته شده و راندمان انتقال نیرو بیش از 97 درصد را تضمین میکند. طراحی شیارهای V شکل موجب تماس کامل با پولی، کاهش لغزش و سایش کمتر میشود. مقاومت در برابر دماهای -30 تا +85 درجه سانتیگراد و فشار مکانیکی بالا باعث عملکرد پایدار در شرایط سخت محیطی میشود. طول عمر کاری AX40 تا 28,000 ساعت برآورد شده و استفاده از آن موجب کاهش نیاز به تعمیرات مکرر، افزایش ایمنی و بهبود راندمان خطوط تولید و ماشینآلات صنعتی میشود.
- مدل تسمه: Gates AX40
- نوع شیار: V شکل
- راندمان انتقال نیرو: بیش از 97 درصد
- کاهش لغزش: کمتر از 0.8 درصد
- ماده پایه: لاستیک مقاوم با مغزی فولاد یا کولار
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 28,000 ساعت
- مقاومت سایشی و مکانیکی: بالا
- کاربردها: صنایع کشاورزی، خودروسازی، کارخانهها و خطوط تولید صنعتی
- مزایا تخصصی: افزایش راندمان، کاهش لغزش و سایش، پایداری ابعادی و طول عمر بالا
راهنمای نصب و تنظیم صحیح تسمه وی بلت اپتی بلت Optibelt SPB 1000
نصب و تنظیم صحیح تسمه وی بلت اپتی بلت Optibelt SPB 1000 نقش حیاتی در عملکرد پایدار و طول عمر آن دارد. ابتدا باید سطح پولیها تمیز و عاری از روغن، گرد و غبار باشد تا تماس کامل تسمه با پولی فراهم شود. سپس تسمه روی پولی قرار گرفته و کشش اولیه مطابق دستورالعمل سازنده تنظیم شود تا لغزش و سایش غیرمتعارف کاهش یابد. بررسی فاصله محورها و توازی پولیها از الزامات نصب صحیح است. بعد از نصب، توصیه میشود دستگاه را در شرایط بدون بار راهاندازی کرده و کشش نهایی تسمه بررسی شود. رعایت محدوده دمای کاری -30 تا +85 درجه سانتیگراد و کنترل دورهای کشش باعث افزایش طول عمر کاری تا 30,000 ساعت و بهبود راندمان انتقال نیرو بیش از 97 درصد میشود.
- مدل تسمه: Optibelt SPB 1000
- نوع شیار: V شکل
- تمیزی پولیها: عاری از روغن، گرد و غبار
- تنظیم کشش اولیه: مطابق دستورالعمل کارخانه
- بررسی توازی و فاصله محورهای پولی: ضروری
- راهاندازی اولیه بدون بار: برای بررسی کشش نهایی
- راندمان انتقال نیرو: بیش از 97 درصد
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 30,000 ساعت
- مزایا نصب صحیح: کاهش لغزش و سایش، پایداری ابعادی، افزایش طول عمر و دقت انتقال نیرو
بررسی راندمان انتقال نیرو و کاهش لغزش تسمه وی بلت گیتس CX51 در سیستمهای صنعتی
تسمه وی بلت گیتس CX51 برای انتقال نیرو در سیستمهای صنعتی طراحی شده و دارای راندمان بالا و لغزش بسیار کم است. این تسمه وی بلت از لاستیک مقاوم با مغزی فولاد یا کولار ساخته شده و طراحی شیارهای V شکل باعث تماس یکنواخت با پولی میشود. راندمان انتقال نیرو در CX51 بیش از 97.5 درصد است و کاهش لغزش کمتر از 0.7 درصد گزارش شده است. مقاومت سایشی بالا و پایداری ابعادی تسمه موجب عملکرد پایدار در شرایط کاری سنگین و دماهای -30 تا +85 درجه سانتیگراد میشود. استفاده از CX51 باعث کاهش نیاز به تنظیم مجدد کشش، افزایش دقت انتقال نیرو و بهبود بهرهوری خطوط تولید و ماشینآلات صنعتی میگردد.
- مدل تسمه: Gates CX51
- نوع شیار: V شکل
- راندمان انتقال نیرو: بیش از 97.5 درصد
- کاهش لغزش: کمتر از 0.7 درصد
- ماده پایه: لاستیک مقاوم با مغزی فولاد یا کولار
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- پایداری ابعادی: بالا، کاهش افت طول
- مقاومت سایشی: بالا
- کاربردها: خطوط تولید صنعتی، ماشینآلات سنگین، سیستمهای انتقال نیرو دقیق
- مزایا تخصصی: افزایش راندمان، کاهش لغزش، پایداری ابعادی و طول عمر بالا
ساختار تسمه وی بلت دو طرفه باندو AA و تاثیر آن بر مقاومت کششی
تسمه وی بلت دو طرفه باندو AA دارای ساختار چندلایه است که از لاستیک مقاوم و مغزی تقویتشده فولاد یا کولار تشکیل شده است. این طراحی باعث میشود نیرو در هر دو جهت به طور یکنواخت توزیع شود و کشش غیرمتعارف کاهش یابد. این تسمه وی بلت به دلیل ساختار دو طرفه و مواد تقویتکننده، مقاومت کششی بالایی دارد و میتواند گشتاورهای سنگین تا 5,500 N/cm عرض را بدون کشش بیش از حد منتقل کند. علاوه بر این، شیارهای دقیق و سطح تماس کامل با پولی موجب کاهش لغزش و سایش میشود. پایداری ابعادی بالا و رفتار حرارتی مناسب (-30 تا +85 درجه سانتیگراد) طول عمر کاری تا 30,000 ساعت را تضمین میکند و نیاز به تعمیرات مکرر را کاهش میدهد.
- مدل تسمه: Bando AA دو طرفه
- نوع شیار: V شکل دوطرفه
- ساختار: چندلایه لاستیک مقاوم با مغزی فولاد یا کولار
- مقاومت کششی: تا 5,500 N/cm عرض
- کاهش لغزش: کمتر از 1 درصد
- پایداری ابعادی: بالا، کاهش افت طول و تغییر شکل
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 30,000 ساعت
- کاربردها: ماشینآلات صنعتی، خطوط تولید، سیستمهای رباتیک
- مزایا تخصصی: توزیع یکنواخت نیرو، مقاومت کششی بالا، کاهش لغزش و سایش، طول عمر بالا
استانداردهای بینالمللی و تستهای کیفیت تسمه وی بلت گیتس BX180
تسمه وی بلت گیتس BX180 تحت استانداردهای بینالمللی برای اطمینان از عملکرد پایدار و طول عمر طولانی تولید میشود. این تسمه وی بلت مطابق با استاندارد ISO 4184 و RMA (Rubber Manufacturers Association) تست میشود. آزمایشهای کشش و مقاومت سایشی تضمین میکنند که تسمه بتواند گشتاورهای سنگین را بدون کشش غیرمتعارف منتقل کند. تستهای حرارتی و مقاومت در برابر روغن و فشار مکانیکی رفتار پایدار تسمه در محدوده دمای -30 تا +85 درجه سانتیگراد را تأیید میکنند. آزمایش طول عمر چرخهای نشان میدهد که BX180 تا 30,000 ساعت عملکرد پایدار ارائه میدهد. همچنین تستهای کاهش لغزش، تماس پولی و پایداری ابعادی راندمان بالای بیش از 97 درصد تسمه را تضمین میکنند. رعایت این استانداردها باعث کاهش تعمیرات مکرر و افزایش دقت انتقال نیرو در ماشینآلات صنعتی میشود.
- مدل تسمه: Gates BX180
- نوع شیار: V شکل
- استانداردها: ISO 4184، RMA
- تست کشش: تضمین انتقال گشتاور بدون کشش غیرمتعارف
- تست مقاومت سایشی: عملکرد پایدار در 30,000 ساعت
- تست حرارتی: محدوده -30 تا +85 درجه سانتیگراد
- تست مقاومت در برابر روغن و فشار مکانیکی
- راندمان انتقال نیرو: بیش از 97 درصد
- کاهش لغزش: کمتر از 0.8 درصد
- مزایا تخصصی: اطمینان از عملکرد پایدار، طول عمر طولانی و پایداری ابعادی
اثر سرعت و بارگذاری بر طول عمر تسمه وی بلت گیتس CX100
طول عمر تسمه وی بلت گیتس CX100 به شدت تحت تأثیر سرعت و بارگذاری سیستم قرار دارد. این تسمه وی بلت از لاستیک مقاوم با مغزی فولاد یا کولار ساخته شده و طراحی شیارهای V شکل تماس کامل با پولی را فراهم میکند. افزایش سرعت بیش از مقدار توصیهشده باعث افزایش اصطکاک و گرمایش سطحی میشود که طول عمر کاری را تا 20 درصد کاهش میدهد. بارگذاری بیش از حد نیز منجر به افزایش سایش، کاهش مقاومت کششی و کاهش پایداری ابعادی تسمه میشود. رعایت محدوده دمای کاری -30 تا +85 درجه سانتیگراد و تنظیم کشش صحیح باعث حفظ راندمان انتقال نیرو بیش از 97 درصد و طول عمر کاری CX100 تا 30,000 ساعت میشود. برنامه نگهداری منظم میتواند اثرات منفی سرعت و بارگذاری را کاهش دهد.
- مدل تسمه: Gates CX100
- نوع شیار: V شکل
- راندمان انتقال نیرو: بیش از 97 درصد
- اثر سرعت: افزایش بیش از حد سرعت → افزایش اصطکاک و کاهش طول عمر تا 20%
- اثر بارگذاری: بار اضافی → افزایش سایش و کاهش مقاومت کششی
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- پایداری ابعادی: بالا با کشش صحیح
- طول عمر کاری: تا 30,000 ساعت
- مواد پایه: لاستیک مقاوم با مغزی فولاد یا کولار
- مزایا تخصصی: انتقال نیرو پایدار، کاهش لغزش، عملکرد دقیق در سرعت و بار مناسب
تفاوت تسمه وی بلت گیتس CX210 با سایر سختیها و سریهای برند گیتس
تسمه وی بلت گیتس CX210 نسبت به سایر سریها و سختیهای برند گیتس ویژگیهای خاصی دارد که عملکرد سیستمهای صنعتی را بهینه میکند. این تسمه وی بلت دارای سختی سطح Shore A 90 ±2 و مغزی کولار تقویتشده است که مقاومت سایشی بالا و پایداری ابعادی طولانیمدت را تضمین میکند. در مقایسه با سریهای CX100 و BX180، CX210 توانایی تحمل بارهای بالاتر و گشتاورهای سنگینتر را دارد و کاهش لغزش آن کمتر از 0.7 درصد است. همچنین محدوده دمای کاری -30 تا +85 درجه سانتیگراد و طراحی شیارهای دقیق V شکل باعث تماس کامل با پولی و راندمان انتقال نیرو بیش از 97 درصد میشود. این تفاوتها CX210 را برای کاربردهای سنگین و خطوط تولید با دقت بالا ایدهآل میکند.
- مدل تسمه: Gates CX210
- سختی سطح: Shore A 90 ±2
- مغزی: کولار تقویتشده
- کاهش لغزش: کمتر از 0.7 درصد
- راندمان انتقال نیرو: بیش از 97 درصد
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: بالا، مناسب برای شرایط سخت صنعتی
- کاربردها: خطوط تولید سنگین، ماشینآلات صنعتی با گشتاور بالا
- تفاوت با CX100: تحمل بار بالاتر و طول عمر بیشتر
- تفاوت با BX180: سختی بالاتر، کاهش لغزش کمتر و راندمان بیشتر
نکات مهم نصب و کشش اولیه تسمه وی بلت گیتس CX190
نصب و کشش اولیه صحیح تسمه وی بلت گیتس CX190 نقش حیاتی در عملکرد پایدار و طول عمر آن دارد. ابتدا سطح پولیها باید تمیز، خشک و عاری از گرد و غبار و روغن باشد تا تماس یکنواخت با تسمه برقرار شود. سپس تسمه روی پولیها قرار گرفته و کشش اولیه مطابق دستورالعمل سازنده تنظیم شود تا لغزش و سایش غیرمتعارف کاهش یابد. بررسی توازی محورهای پولی و فاصله صحیح بین آنها از الزامات نصب است. پس از نصب، راهاندازی اولیه بدون بار و بررسی کشش نهایی توصیه میشود. رعایت محدوده دمای کاری -30 تا +85 درجه سانتیگراد و نگهداری دورهای کشش باعث افزایش طول عمر کاری تا 28,000 ساعت و راندمان بیش از 97 درصد میشود.
- مدل تسمه: Gates CX190
- نوع شیار: V شکل
- تمیزی پولیها: خشک، عاری از روغن و گرد و غبار
- تنظیم کشش اولیه: مطابق دستورالعمل کارخانه
- بررسی توازی و فاصله محورهای پولی: ضروری
- راهاندازی اولیه بدون بار: برای بررسی کشش نهایی
- راندمان انتقال نیرو: بیش از 97 درصد
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- طول عمر کاری: تا 28,000 ساعت
- مزایا نصب صحیح: کاهش لغزش و سایش، پایداری ابعادی، طول عمر طولانی و عملکرد دقیق
مقایسه فنی و مهندسی تسمه وی بلت گیتس CX300 با مدل های مشابه این برند
تسمه وی بلت گیتس CX300 به دلیل طراحی پیشرفته و مواد تقویتشده، عملکرد بهتری نسبت به سایر مدلهای مشابه در خطوط تولید صنعتی ارائه میدهد. این تسمه وی بلت دارای مغزی کولار و لاستیک مقاوم با سختی سطح Shore A 92 ±2 است و میتواند گشتاورهای بالا را بدون کاهش راندمان انتقال نیرو تحمل کند. مقایسه با مدلهای CX210 و BX180 نشان میدهد که CX300 طول عمر کاری بیشتری (تا 32,000 ساعت) و کاهش لغزش کمتر از 0.7 درصد دارد. طراحی دقیق شیارهای V شکل و پایداری ابعادی بالا باعث تماس یکنواخت با پولی، کاهش سایش و عملکرد پایدار حتی در دماهای -30 تا +85 درجه سانتیگراد میشود. این ویژگیها CX300 را برای ماشینآلات سنگین و خطوط تولید با دقت بالا ایدهآل میکند.
| شاخص فنی | Gates CX300 | Gates CX210 | Gates BX180 |
|---|---|---|---|
| ماده پایه | لاستیک مقاوم با مغزی کولار | لاستیک مقاوم با مغزی کولار | لاستیک مقاوم با مغزی فولاد |
| سختی سطح (Shore A) | 92 ±2 | 90 ±2 | 88 ±2 |
| کاهش لغزش | < 0.7% | < 0.7% | < 0.8% |
| طول عمر کاری (ساعت) | 32,000 | 30,000 | 28,000 |
| راندمان انتقال نیرو | > 97.5% | > 97% | > 97% |
| محدوده دمای کاری (°C) | -30 تا +85 | -30 تا +85 | -30 تا +85 |
| کاربردها | ماشینآلات سنگین، خطوط تولید دقیق، رباتیک صنعتی | ماشینآلات سنگین و متوسط، خطوط تولید | ماشینآلات متوسط، خطوط تولید صنعتی |
روشهای افزایش طول عمر و کاهش ساییدگی تسمه پلی کرد 6 میلی متر
تسمه پلی کرد 6 میلیمتر برای انتقال نیرو و حرکت مکانیکی طراحی شده و رعایت اصول نگهداری میتواند طول عمر آن را به حداکثر برساند و ساییدگی را کاهش دهد. ابتدا سطح پولیها و شیارها باید تمیز و عاری از گرد و غبار، روغن و ذرات ساینده باشد تا تماس یکنواخت با تسمه ایجاد شود. تنظیم صحیح کشش تسمه مطابق دستورالعمل سازنده از اصلیترین اقدامات است تا لغزش و سایش غیرمتعارف کاهش یابد. استفاده از روانکنندههای توصیهشده و جلوگیری از تماس با مواد شیمیایی تهاجمی مقاومت سطحی تسمه پلی کرد را حفظ میکند. همچنین رعایت محدوده دمای کاری توصیهشده و کنترل منظم وضعیت تسمه موجب حفظ پایداری ابعادی، کاهش افت طول و افزایش طول عمر کاری تا 20,000 ساعت میشود. بررسی دورهای و جایگزینی به موقع تسمههای آسیبدیده نیز از کلیدهای نگهداری موثر است.
- نوع تسمه: پلی کرد 6 میلیمتر
- کاربرد: انتقال نیرو، حرکت مکانیکی در ماشینآلات سبک و متوسط
- تنظیم کشش: مطابق دستورالعمل سازنده برای جلوگیری از لغزش
- تمیزی پولیها و شیارها: عاری از گرد و غبار، روغن و ذرات ساینده
- استفاده از روانکنندهها: مطابق توصیه کارخانه
- کنترل دورهای وضعیت تسمه: بررسی سایش، ترک و تغییر شکل
- محدوده دمای کاری: مطابق مشخصات سازنده
- طول عمر کاری: تا 20,000 ساعت با نگهداری صحیح
- کاهش ساییدگی: شیار و تماس یکنواخت، جلوگیری از تماس با مواد شیمیایی
- مزایا نگهداری صحیح: افزایش طول عمر، کاهش هزینه نگهداری و کاهش خرابی ناگهانی
راهکارهای افزایش عمر مفید تسمه پلی کرد 10 میلی متر
برای افزایش عمر مفید تسمه پلی کرد 10 میلی متر، رعایت کشش مناسب، نصب صحیح و نگهداری دورهای ضروری است. سطح پولیها باید تمیز و عاری از ذرات ساینده و روغن باشد تا تماس یکنواخت و انتقال نیرو با راندمان بیش از 95 درصد تضمین شود. استفاده از روانکنندههای توصیهشده و جلوگیری از تماس با مواد شیمیایی باعث کاهش سایش و حفظ مقاومت سطحی تسمه میشود. بررسی منظم کشش و وضعیت تسمه، جایگزینی تسمههای آسیبدیده و رعایت محدوده دمای کاری -20 تا +70 درجه سانتیگراد طول عمر کاری تا 22,000 ساعت را فراهم میکند. همچنین انتخاب درست طول و عرض تسمه مطابق بارگذاری سیستم از لغزش و خستگی زودهنگام جلوگیری میکند و عملکرد پایدار سیستم را تضمین مینماید.
- مدل تسمه: پلی کرد 10 میلی متر
- کاربرد: انتقال نیرو در ماشینآلات صنعتی و خطوط تولید متوسط
- راندمان انتقال نیرو: بیش از 95 درصد
- تنظیم کشش: مطابق دستورالعمل سازنده
- تمیزی پولیها: خشک و عاری از ذرات ساینده و روغن
- استفاده از روانکنندهها: مطابق توصیه کارخانه
- کنترل دورهای: بررسی سایش، ترک و تغییر شکل
- محدوده دمای کاری: -20 تا +70 درجه سانتیگراد
- طول عمر کاری: تا 22,000 ساعت
- مزایا نگهداری صحیح: کاهش سایش، افزایش عمر مفید، کاهش خرابی ناگهانی
کاربردهای صنعتی و مهندسی تسمه پلی کرد 15 میلی متر
تسمه پلی کرد 15 میلی متر در انتقال نیرو، حرکت مکانیکی و هماهنگی سیستمهای صنعتی کاربرد گسترده دارد. این تسمه به دلیل ضخامت و عرض بالاتر، توانایی تحمل گشتاور و بارهای سنگین را دارد و برای ماشینآلات صنعتی متوسط و سنگین ایدهآل است. در خطوط تولید، صنایع بستهبندی، نوار نقاله و تجهیزات رباتیک باعث افزایش راندمان انتقال نیرو تا بیش از 96 درصد میشود. مقاومت سایشی و خستگی تسمه پلی کرد موجب کاهش نیاز به تعمیرات دورهای و افزایش طول عمر کاری تا 25,000 ساعت میشود. همچنین، این تسمه در محدوده دمای کاری -20 تا +75 درجه سانتیگراد عملکرد پایدار دارد و طراحی انعطافپذیر آن نصب آسان و کاهش لغزش را تضمین میکند.
- مدل تسمه: پلی کرد 15 میلی متر
- کاربردها: انتقال نیرو، حرکت مکانیکی، خطوط تولید، نوار نقاله، تجهیزات رباتیک
- راندمان انتقال نیرو: بیش از 96 درصد
- تحمل بار: مناسب ماشینآلات متوسط و سنگین
- محدوده دمای کاری: -20 تا +75 درجه سانتیگراد
- طول عمر کاری: تا 25,000 ساعت
- مزایای کاربرد صنعتی: کاهش تعمیرات دورهای، افزایش طول عمر، نصب آسان
- کاهش لغزش: طراحی انعطافپذیر و شیار مناسب پولی
- مقاومت سایشی: بالا، مناسب محیطهای صنعتی با بار مکانیکی زیاد
- کارایی پایدار: در شرایط محیطی متنوع و فشار مکانیکی بالا
عوامل موثر بر خرید و قیمت تسمه پلی کرد PU 80A
خرید و قیمت تسمه پلی کرد PU 80A به بررسی طول، عرض، ضخامت، سختی و مقاومت مکانیکی نیاز دارد. این عوامل عملکرد و هزینه نهایی را تعیین می کنند.
- جنس مواد: PU سختی 80A برای تعادل بین انعطاف و مقاومت سایش مناسب است و قیمت هر متر بین 1.5 تا 4 دلار است.
- طول تسمه: طول استاندارد 1000 میلیمتر است؛ افزایش طول تا 1500 میلیمتر قیمت تقریبا 10 تا 15 درصد افزایش می یابد.
- عرض تسمه: عرض 20 میلیمتر استاندارد است و افزایش تا 30 میلیمتر مقاومت مکانیکی را بالا می برد و قیمت هر متر را 15 تا 25 درصد افزایش می دهد.
- ضخامت تسمه: ضخامت استاندارد 2 میلیمتر است؛ ضخامت بیشتر استحکام کششی را افزایش می دهد و هزینه تولید 10 تا 20 درصد بالاتر است.
- مقاومت دما: عملکرد بین -20 تا +80 درجه سانتیگراد تضمین شده و دماهای بالاتر کاهش سختی و عمر مفید ایجاد می کند.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن و آب دارد اما تماس با حلال های قوی باعث تخریب و افزایش هزینه جایگزینی می شود.
- طول عمر و سایش: عمر مفید تابع سرعت، بار و شرایط محیطی است؛ تست abrasion قبل از نصب توصیه می شود.
- تولیدکننده و برند: برندهای معتبر کیفیت بالاتر و دوام بیشتری ارائه می دهند و قیمت تقریبا 20 تا 35 درصد بیشتر است.
- خرید عمده: سفارش در رول یا بسته های 5 تا 10 تایی می تواند قیمت هر متر را 15 تا 25 درصد کاهش دهد.
- استانداردها: رعایت ISO 9001 و DIN 7721 تضمین کیفیت و دوام است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه پلی کرد PU 80A در سال 2025 بین 1.5 تا 4.5 دلار بسته به طول، عرض و برند گزارش شده است.
مشخصات فنی تسمه پلی کرد اپتی بلت HRR و استانداردهای ساخت
تسمه پلی کرد اپتی بلت HRR از مواد پلی اورتان با مغزی فولاد یا کولار ساخته شده و برای انتقال نیرو با دقت بالا طراحی شده است. این تسمه پلی کرد دارای مقاومت کششی تا 6,500 N/cm عرض و طول عمر کاری تا 30,000 ساعت است. محدوده دمای کاری -25 تا +80 درجه سانتیگراد عملکرد پایدار در محیطهای صنعتی مختلف را تضمین میکند. شیارها و سطح تماس دقیق باعث کاهش لغزش تا کمتر از 0.8 درصد و کاهش سایش تسمه میشوند. اپتی بلت HRR مطابق استانداردهای بینالمللی ISO 13050 و RMA تست و تولید میشود تا عملکرد یکنواخت و کیفیت بالای تسمه تضمین شود. استفاده از این مدل در ماشینآلات صنعتی، خطوط تولید و سیستمهای انتقال نیرو باعث افزایش راندمان و کاهش تعمیرات دورهای میشود.
- مدل تسمه: Optibelt HRR
- نوع ساختار: لاستیک مقاوم با مغزی فولاد یا کولار
- مقاومت کششی: تا 6,000 N/cm عرض
- کاهش لغزش: کمتر از 1 درصد
- محدوده دمای کاری: -25 تا +80 درجه سانتیگراد
- طول عمر کاری: تا 28,000 ساعت
- راندمان انتقال نیرو: بیش از 97 درصد
- استانداردهای ساخت: ISO 4184، RMA
- تستهای کیفیت: کشش، مقاومت سایشی، مقاومت حرارتی
- کاربردها: خطوط تولید صنعتی دقیق، انتقال نیروهای سنگین و ماشینآلات حساس
مزایای استفاده از تسمه پلی کرد PU 90A در صنایع دقیق و سنگین
تسمه پلی کرد PU 90A در صنایع دقیق و سنگین به دلیل سختی بالا و مقاومت مکانیکی ممتاز شناخته میشود. این تسمه پلی کرد از پلی اورتان مقاوم با مغزی فولاد یا کولار ساخته شده و توانایی انتقال نیروهای بالا با حداقل کشش غیرمتعارف را دارد. مقاومت سایشی بالا و پایداری ابعادی باعث کاهش سایش و لغزش در شرایط کاری سنگین میشود. محدوده دمای کاری -30 تا +85 درجه سانتیگراد عملکرد پایدار حتی در محیطهای پر فشار و دماهای بالا را تضمین میکند. استفاده از PU 90A باعث افزایش طول عمر کاری تا 35,000 ساعت، کاهش نیاز به تعمیرات دورهای و بهبود راندمان خطوط تولید و ماشینآلات حساس میشود. طراحی شیار و تماس یکنواخت با پولی موجب انتقال نیرو با دقت بالا میگردد.
- مدل تسمه: پلی کرد PU 90A
- ماده پایه: پلی اورتان مقاوم با مغزی فولاد یا کولار
- مقاومت کششی: بالا، مناسب بارهای سنگین
- کاهش لغزش: کمتر از 0.7 درصد
- طول عمر کاری: تا 35,000 ساعت
- محدوده دمای کاری: -30 تا +85 درجه سانتیگراد
- مقاومت سایشی: بسیار بالا
- راندمان انتقال نیرو: بیش از 97 درصد
- کاربردها: صنایع دقیق، خطوط تولید حساس، ماشینآلات سنگین
- مزایا تخصصی: افزایش طول عمر، کاهش تعمیرات، عملکرد دقیق و پایدار
نحوه انتخاب سایز، طول و سختی مناسب برای تسمه پلی کرد PU 85A
در انتخاب سایز، طول و سختی مناسب برای تسمه پلی کرد PU 85A، باید به میزان بار منتقل شونده، سرعت سیستم و شرایط محیطی توجه شود. طول تسمه باید با فاصله بین قرقره ها هماهنگ بوده و از کشش مناسب برخوردار باشد. سختی 85A برای کاربردهای صنعتی معمولی انتخاب می شود و ترکیب انعطاف پذیری و مقاومت سایشی مطلوب را فراهم می کند. سایز تسمه متناسب با پهنای شفت و عرض بار محاسبه می گردد تا از لغزش و آسیب مکانیکی جلوگیری شود. همچنین، مقاومت در برابر روغن و حرارت متوسط، طول عمر تسمه را تضمین می کند. قیمت ها با توجه به کیفیت و برند بین 15 تا 45 دلار به ازای متر متغیر است و نصب صحیح اهمیت ویژه دارد.
- سایز مناسب: 10 تا 50 میلی متر عرض، بسته به عرض شفت و بار.
- طول تسمه: براساس فاصله بین قرقره ها، ±1٪ خطای استاندارد مجاز.
- سختی: 85A برای انعطاف پذیری و مقاومت سایشی متوسط.
- مقاومت محیطی: تحمل دمای 0 تا 80 درجه سانتی گراد و روغن سبک.
- قیمت حدودی: 15 تا 45 دلار به ازای هر متر، وابسته به کیفیت و برند.
عوامل موثر بر خرید و قیمت تسمه پلی کرد TPE55D
خرید و قیمت تسمه پلی کرد TPE55D نیازمند بررسی طول، عرض، ضخامت، سختی و مقاومت کششی است. هر فاکتور عملکرد و هزینه نهایی پروژه را تحت تاثیر قرار می دهد.
- جنس مواد: TPE55D ترکیبی از TPU و الاستومر است که انعطاف و مقاومت سایشی بالایی دارد. قیمت هر متر بین 2 تا 5 دلار است.
- طول تسمه: طول استاندارد 1000 میلیمتر است؛ افزایش طول تا 1500 میلیمتر قیمت تقریبا 10 تا 15 درصد افزایش می یابد.
- عرض تسمه: عرض استاندارد 20 میلیمتر است؛ افزایش عرض تا 30 میلیمتر مقاومت مکانیکی و قیمت هر متر را 15 تا 25 درصد افزایش می دهد.
- ضخامت تسمه: ضخامت 2 میلیمتر استاندارد است؛ ضخامت بیشتر استحکام کششی و دوام را افزایش می دهد و هزینه تولید 10 تا 20 درصد بالاتر است.
- سختی: سختی 55D تعادل مناسبی بین انعطاف و استحکام فراهم می کند و برای انتقال نیروهای سبک تا متوسط توصیه می شود.
- مقاومت دما: عملکرد بین -20 تا +90 درجه سانتیگراد تضمین شده و دماهای بالاتر باعث کاهش طول عمر و سختی تسمه می شود.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن و آب دارد، اما تماس با حلال های قوی باعث تخریب و افزایش هزینه جایگزینی می شود.
- طول عمر و سایش: عمر مفید تابع بار، سرعت و محیط کاری است؛ تست abrasion قبل از نصب برای پیشبینی طول عمر توصیه می شود.
- تولیدکننده و برند: برندهای معتبر دوام و عملکرد بالاتری ارائه می دهند و قیمت تقریبا 15 تا 35 درصد بالاتر از برندهای متفرقه است.
- خرید عمده: سفارش در رول های بلند یا بسته های 5 تا 10 تایی قیمت هر متر را 15 تا 25 درصد کاهش می دهد.
- استانداردها: رعایت ISO 9001 و DIN 7721 تضمین کیفیت و دوام است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه پلی کرد TPE55D در سال 2025 بین 2 تا 5.5 دلار بسته به جنس، ابعاد و برند گزارش شده است.
مشخصات فنی و کاربردهای صنعتی تسمه پلی کرد PU 95A
برای کاربردهای صنعتی و انتقال قدرت متوسط، تسمه پلی کرد PU 95A با سختی بالا و مقاومت سایشی فوق العاده، گزینه ایده آل محسوب می شود. این تسمه قادر به تحمل بارهای سنگین و سرعت های بالا بوده و طول عمر طولانی دارد. انعطاف پذیری مناسب باعث کاهش لغزش و آسیب مکانیکی به سیستم می شود. مقاومت حرارتی 0 تا 100 درجه سانتی گراد و مقاومت شیمیایی متوسط، کاربرد آن را در محیط های صنعتی متنوع ممکن می سازد. این محصول در صنایع بسته بندی، نوار نقاله، ماشین آلات کشاورزی و خطوط تولید مواد غذایی استفاده می شود. قیمت آن معمولاً بین 25 تا 60 دلار به ازای هر متر متغیر است.
| ویژگی | مشخصات | کاربرد صنعتی |
|---|---|---|
| سختی | 95A ±2 | انتقال قدرت متوسط تا سنگین |
| دمای کاری | 0 تا 100 درجه سانتی گراد | محیط های صنعتی با حرارت متوسط |
| عرض | 10 تا 60 میلی متر | ماشین آلات بسته بندی و نوار نقاله |
| طول | براساس فاصله بین قرقره ها | سیستم های انتقال طولانی و کوتاه |
| مقاومت شیمیایی | متوسط | کاربرد در صنایع غذایی و کشاورزی |
| قیمت تقریبی | 25 تا 60 دلار/متر | متناسب با برند و کیفیت |
کاربرد تسمه پلی کرد TPE63D در CNC، رباتیک و ماشینآلات صنعتی
در صنایع دقیق و خودکار، تسمه پلی کرد TPE63D با انعطاف پذیری بالا و سختی کنترل شده، انتقال نیرو را با دقت میلیمتری فراهم می کند. این تسمه در CNC، رباتیک و ماشینآلات صنعتی کاربرد دارد و می تواند بارهای پویا تا 120 کیلوگرم را تحمل کند. مقاومت حرارتی بین -20 تا 80 درجه سانتی گراد و استحکام کششی 30 نیوتن بر میلی متر مربع آن را برای محیط های صنعتی متنوع مناسب می کند. طول عمر بالا و مقاومت سایشی عالی، کاهش هزینه نگهداری را تضمین می کند و لغزش را در سرعت های تا 5 متر بر ثانیه به حداقل می رساند. این تسمه مناسب برای انتقال دقیق حرکت در سیستم های خودکار و خطوط تولید صنعتی است.
- سختی: 63D ±2، انعطاف مناسب برای CNC و رباتیک
- تحمل بار دینامیک: تا 120 کیلوگرم
- استحکام کششی: 30 نیوتن/میلی متر مربع
- دمای کاری: -20 تا 80 درجه سانتی گراد
- سرعت مجاز: تا 5 متر بر ثانیه
- طول عمر: بیش از 20000 ساعت کارکرد صنعتی
- کاربردها: ماشینآلات CNC، رباتیک، خطوط تولید اتوماتیک
مقایسه فنی و مهندسی تسمه پلی کرد اپتی بلت RR PLUS با مدل های مشابه این برند
برای کاربردهای صنعتی با دقت بالا، تسمه پلی کرد اپتی بلت RR PLUS با مقاومت سایشی بالا و انعطاف پذیری بهینه، گزینه برتر نسبت به مدل های مشابه است. این تسمه توان تحمل بارهای دینامیک تا 150 کیلوگرم را دارد و سرعت های انتقالی تا 6 متر بر ثانیه را پشتیبانی می کند. سختی RR PLUS برابر 75D است و مقاومت حرارتی بین -10 تا 90 درجه سانتی گراد آن را برای محیط های صنعتی متنوع مناسب می کند. طول عمر بالا، کاهش لغزش و هزینه نگهداری کمتر، مزایای رقابتی این مدل نسبت به مدل های PU و TPE مشابه است. این تسمه در خطوط تولید، ماشین آلات CNC و سیستم های اتوماسیون صنعتی استفاده می شود.
| ویژگی | اپتی بلت RR PLUS | PU 95A | TPE63D |
|---|---|---|---|
| سختی | 75D | 95A | 63D |
| تحمل بار دینامیک | تا 150 کیلوگرم | تا 120 کیلوگرم | تا 120 کیلوگرم |
| دمای کاری | -10 تا 90 درجه سانتی گراد | 0 تا 100 درجه سانتی گراد | -20 تا 80 درجه سانتی گراد |
| سرعت مجاز | تا 6 متر بر ثانیه | تا 5 متر بر ثانیه | تا 5 متر بر ثانیه |
| مقاومت سایشی | بسیار بالا | بالا | متوسط |
| کاربرد | خطوط تولید، CNC، اتوماسیون صنعتی | ماشین آلات صنعتی، بسته بندی | CNC، رباتیک، خطوط تولید |
استانداردهای بینالمللی و تستهای کیفیت تسمه پلی کرد اپتی بلت RR
برای تضمین عملکرد و ایمنی در کاربردهای صنعتی، تسمه پلی کرد اپتی بلت RR تحت استانداردهای بینالمللی و تستهای کیفیت متعددی قرار میگیرد. این تسمه مطابق استاندارد ISO 4184 برای تسمههای صنعتی طراحی و تولید میشود تا دقت ابعادی و مقاومت مکانیکی تضمین شود. تست کشش (Tensile Test) با دستگاه یونیورسال انجام میشود تا حداکثر استحکام و تغییر طول مجاز بررسی شود. تست مقاومت سایشی (Abrasion Test) طول عمر تسمه را تحت بار و اصطکاک عملیاتی ارزیابی میکند. همچنین، تست دمای محیط و مقاومت شیمیایی (Chemical & Temperature Resistance Test) تحمل تسمه را در محیطهای صنعتی متنوع کنترل میکند. استانداردهای CE و RoHS نیز تضمین میکنند که مواد اولیه بیخطر و مطابق مقررات محیط زیستی باشد. این تستها باعث کاهش خرابی و افزایش کارایی در خطوط تولید میشوند.
- استاندارد طراحی: ISO 4184
- تست کشش: تعیین حداکثر استحکام و درصد تغییر طول
- تست مقاومت سایشی: ارزیابی طول عمر تحت اصطکاک صنعتی
- تست دمای محیط: عملکرد در -10 تا 90 درجه سانتی گراد
- تست مقاومت شیمیایی: تحمل روغن، چربی و مواد صنعتی سبک
- استانداردهای بینالمللی: CE و RoHS
- مزیت تستها: کاهش خرابی، افزایش عمر مفید و کارایی سیستم
مزایای استفاده از تسمه انتقال نیرو تخت مگاداین T75 در خطوط تولید صنعتی
در خطوط تولید صنعتی، تسمه انتقال نیرو تخت مگاداین T75 با طراحی مهندسی دقیق، قابلیت تحمل بارهای سنگین تا 200 کیلوگرم و سرعت های انتقالی تا 7 متر بر ثانیه را دارد. این تسمه با سختی 75D و مقاومت حرارتی بین -10 تا 90 درجه سانتی گراد، برای محیط های صنعتی متنوع مناسب است. انعطاف پذیری و مقاومت سایشی بالا باعث کاهش لغزش و خرابی تجهیزات می شود. طول عمر طولانی، کاهش هزینه نگهداری و نصب آسان از مزایای کلیدی آن است. این محصول در خطوط مونتاژ، بسته بندی، نوار نقاله و ماشین آلات CNC کاربرد گسترده دارد و کیفیت بالای مواد اولیه تضمین عملکرد پایدار در طولانی مدت را فراهم می کند. قیمت آن معمولاً بین 30 تا 70 دلار به ازای هر متر متغیر است.
- سختی: 75D، تعادل بین انعطاف پذیری و مقاومت
- تحمل بار: تا 200 کیلوگرم
- دمای کاری: -10 تا 90 درجه سانتی گراد
- سرعت مجاز: تا 7 متر بر ثانیه
- مقاومت سایشی: بالا، کاهش لغزش و خرابی تجهیزات
- طول عمر: بیش از 25000 ساعت کارکرد صنعتی
- کاربرد: خطوط مونتاژ، بسته بندی، نوار نقاله و CNC
- قیمت حدودی: 30 تا 70 دلار به ازای هر متر
مزایا و معایب خرید تسمه انتقال نیرو باندو Power Ace 3VX
در صنایع مکانیکی و خطوط تولید، تسمه انتقال نیرو باندو Power Ace 3VX با طراحی مهندسی دقیق، انتقال بار تا 180 کیلوگرم و سرعت های تا 6 متر بر ثانیه را امکانپذیر می کند. این تسمه دارای مقاومت حرارتی بین -15 تا 85 درجه سانتی گراد و سختی متوسط 70D است. انعطاف پذیری بالا و مقاومت سایشی مناسب باعث کاهش لغزش و خرابی تجهیزات می شود، اما نصب نادرست می تواند طول عمر آن را کاهش دهد. طول عمر متوسط این محصول حدود 20000 ساعت است و در ماشین آلات CNC، نوار نقاله و سیستم های انتقال قدرت صنعتی کاربرد دارد. هزینه نسبت به کارایی بالای آن مقرون به صرفه است، اما نیاز به نگهداری دقیق برای جلوگیری از آسیب مکانیکی دارد.
- سختی: 70D، انعطاف پذیری مناسب و مقاومت متوسط
- تحمل بار: تا 180 کیلوگرم
- دمای کاری: -15 تا 85 درجه سانتی گراد
- سرعت مجاز: تا 6 متر بر ثانیه
- مقاومت سایشی: بالا، کاهش لغزش و خرابی تجهیزات
- طول عمر: حدود 20000 ساعت صنعتی
- مزایا: نصب سریع، انتقال نیرو دقیق، کاهش خرابی سیستم
- معایب: نیاز به نگهداری منظم و دقت در نصب
- کاربردها: CNC، نوار نقاله، خطوط تولید صنعتی
مشخصات فنی و کاربردهای صنعتی تسمه انتقال نیرو تخت مگاداین T200
در صنایع سنگین و خطوط تولید دقیق، تسمه انتقال نیرو تخت مگاداین T200 با سختی 85D و مقاومت سایشی بالا، انتقال بار تا 250 کیلوگرم را به صورت پایدار فراهم می کند. طول عمر طولانی و انعطاف مناسب آن باعث کاهش خرابی تجهیزات و هزینه نگهداری می شود. این تسمه قادر به کارکرد در دمای -10 تا 95 درجه سانتی گراد است و سرعت انتقالی تا 8 متر بر ثانیه را پشتیبانی می کند. طراحی مهندسی آن، نصب سریع و ایمن را امکان پذیر می سازد و استفاده در خطوط مونتاژ، بسته بندی، نوار نقاله و ماشین آلات CNC را بهینه می کند. کیفیت مواد اولیه تضمین کننده عملکرد پایدار و کاهش ریسک توقف تولید است.
| ویژگی | مشخصات | کاربرد صنعتی |
|---|---|---|
| سختی | 85D | انتقال نیرو پایدار در صنایع سنگین |
| تحمل بار | تا 250 کیلوگرم | ماشین آلات CNC و خطوط تولید صنعتی |
| دمای کاری | -10 تا 95 درجه سانتی گراد | محیطهای صنعتی با حرارت متوسط تا بالا |
| سرعت مجاز | تا 8 متر بر ثانیه | خطوط تولید سریع و نوار نقاله |
| مقاومت سایشی | بالا | کاهش خرابی و افزایش طول عمر تجهیزات |
| طول عمر | بیش از 30000 ساعت کارکرد صنعتی | کاهش هزینه نگهداری و توقف تولید |
| کاربردها | خطوط مونتاژ، بسته بندی، نوار نقاله، CNC | انتقال دقیق و ایمن نیرو در سیستمهای صنعتی |
عوامل موثر بر خرید و قیمت تسمه انتقال نیرو تخت مگاداین T110
خرید و قیمت تسمه انتقال نیرو تخت مگاداین T110 نیازمند بررسی طول، عرض، ضخامت، جنس و مقاومت کششی است. هر فاکتور عملکرد و هزینه نهایی را تعیین می کند.
- جنس مواد: PU یا ترکیب TPU با سختی 90A برای استحکام کششی بالا و مقاومت سایش مناسب است. قیمت هر متر بین 4 تا 8 دلار است.
- طول تسمه: طول استاندارد 1100 میلیمتر است و افزایش طول تا 1500 میلیمتر باعث افزایش قیمت تقریبا 10 تا 15 درصد می شود.
- عرض تسمه: عرض استاندارد 25 میلیمتر است؛ افزایش عرض تا 35 میلیمتر مقاومت مکانیکی و قیمت هر متر را 20 تا 30 درصد افزایش می دهد.
- ضخامت تسمه: ضخامت استاندارد 3 میلیمتر است؛ ضخامت بیشتر استحکام و دوام تسمه را افزایش می دهد و هزینه تولید 10 تا 20 درصد بالاتر می رود.
- مقاومت دما: عملکرد بین -20 تا +80 درجه سانتیگراد تضمین شده است و دماهای بالاتر کاهش سختی و طول عمر تسمه را ایجاد می کنند.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن، آب و چربی دارد؛ تماس با حلال های قوی باعث تخریب و افزایش هزینه جایگزینی می شود.
- طول عمر و سایش: عمر مفید تابع سرعت، بار و شرایط محیطی است؛ تست abrasion پیش از نصب توصیه می شود.
- تولیدکننده و برند: برند مگاداین کیفیت و دوام بالایی ارائه می دهد و قیمت تقریبا 20 تا 35 درصد بیشتر از برندهای متفرقه است.
- خرید عمده: سفارش در رول های بلند یا بسته های 5 تا 10 تایی می تواند قیمت هر متر را 15 تا 25 درصد کاهش دهد.
- استانداردها: رعایت ISO 9001 و DIN 7721 تضمین کیفیت و دوام است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه انتقال نیرو تخت T110 در سال 2025 بین 4 تا 9 دلار بسته به جنس، ابعاد و برند گزارش شده است.
مقایسه فنی و مهندسی تسمه انتقال نیرو تخت مگاداین T150 با مدل های مشابه این برند
در مقایسه با مدلهای دیگر برند مگاداین، تسمه انتقال نیرو تخت مگاداین T150 با ترکیب مقاومت مکانیکی بالا و انعطاف پذیری مطلوب، عملکردی پایدار در انتقال نیروهای متوسط تا سنگین ارائه میدهد. این تسمه با سختی 80D و استحکام کششی 35 نیوتن بر میلیمتر مربع، تحمل بار دینامیکی تا 220 کیلوگرم را داراست. سرعت مجاز آن 7 متر بر ثانیه و دمای کاری آن بین -10 تا 90 درجه سانتیگراد است. در مقایسه با مدلهای T100 و T200، مدل T150 تعادل بین طول عمر، وزن و بازده انتقال نیرو را حفظ میکند. این ویژگیها، آن را به گزینهای بهینه برای ماشینآلات بستهبندی، خطوط مونتاژ و تجهیزات CNC تبدیل کرده است.
| ویژگی | مگاداین T100 | مگاداین T150 | مگاداین T200 |
|---|---|---|---|
| سختی | 70D | 80D | 85D |
| تحمل بار دینامیکی | تا 160 کیلوگرم | تا 220 کیلوگرم | تا 250 کیلوگرم |
| استحکام کششی | 30 N/mm² | 35 N/mm² | 38 N/mm² |
| دمای کاری | -5 تا 85 °C | -10 تا 90 °C | -10 تا 95 °C |
| سرعت مجاز | تا 6 m/s | تا 7 m/s | تا 8 m/s |
| مقاومت سایشی | متوسط | بالا | بسیار بالا |
| کاربردها | سیستمهای سبک و نیمهصنعتی | خطوط مونتاژ و CNC | صنایع سنگین و انتقال پرقدرت |
| قیمت تقریبی (دلار/متر) | 25 - 50 | 35 - 60 | 40 - 70 |
مقایسه تسمه انتقال نیرو تخت مگاداین S155 با تسمههای PU و لاستیکی مشابه
در صنایع اتوماسیون و خطوط تولید، تسمه انتقال نیرو تخت مگاداین S155 به عنوان نسل پیشرفتهای از تسمههای صنعتی، ترکیبی از کارایی بالا و دوام طولانی را ارائه میدهد. این تسمه از جنس پلیاستر تقویتشده با سطح اصطکاکی بهینه ساخته شده و توانایی انتقال بار تا 230 کیلوگرم و سرعتهای تا 7 متر بر ثانیه را دارد. در مقایسه با تسمههای PU، مدل S155 مقاومت حرارتی بالاتر و لغزش کمتر دارد، در حالی که نسبت به تسمههای لاستیکی وزن کمتر و بازده انتقال نیرو بالاتری ارائه میدهد. دمای کاری آن بین -10 تا 90 درجه سانتیگراد است و سختی سطحی 82D دارد. این تسمه برای کاربردهای دقیق در ماشینآلات بستهبندی، نوار نقاله و سیستمهای انتقال قدرت با چرخه کاری مداوم طراحی شده است.
| ویژگی | مگاداین S155 | تسمه PU 85A | تسمه لاستیکی صنعتی |
|---|---|---|---|
| جنس پایه | پلیاستر تقویتشده | پلییورتان ترموپلاستیک | لاستیک نئوپرن یا NBR |
| سختی | 82D | 85A | 70A |
| تحمل بار | تا 230 کیلوگرم | تا 200 کیلوگرم | تا 180 کیلوگرم |
| دمای کاری | -10 تا 90 °C | 0 تا 80 °C | -20 تا 70 °C |
| مقاومت سایشی | بسیار بالا | بالا | متوسط |
| وزن مخصوص | 1.12 g/cm³ | 1.18 g/cm³ | 1.35 g/cm³ |
| بازده انتقال نیرو | 97% | 94% | 88% |
| طول عمر کاری | بیش از 30000 ساعت | حدود 25000 ساعت | حدود 18000 ساعت |
| کاربردها | CNC، نوار نقاله، بستهبندی صنعتی | سیستمهای سبک و نیمهصنعتی | ماشینآلات عمومی و انتقال کمسرعت |
| قیمت تقریبی (دلار/متر) | 40 - 65 | 30 - 50 | 20 - 40 |
نحوه انتخاب طول، عرض و ضخامت مناسب برای تسمه انتقال نیرو تخت مگاداین S108
در طراحی و انتخاب تسمه انتقال نیرو تخت مگاداین S108، توجه به سه پارامتر کلیدی شامل طول، عرض و ضخامت تسمه اهمیت مهندسی بالایی دارد. طول تسمه باید بر اساس فاصله محوری بین دو پولی (Center Distance) و قطر آنها محاسبه شود تا کشش در محدوده استاندارد 1 تا 2 درصد باقی بماند. عرض تسمه متناسب با گشتاور انتقالی و توان موتور انتخاب میشود؛ بهطور معمول هر 10 میلیمتر عرض تسمه توان انتقالی حدود 1.2 کیلووات را پشتیبانی میکند. ضخامت نیز نقش مهمی در پایداری مکانیکی دارد و در مدل S108 بین 3.5 تا 6 میلیمتر بسته به سرعت خط و نوع بار انتخاب میشود. انتخاب دقیق این سه پارامتر، موجب افزایش راندمان، کاهش لغزش و افزایش طول عمر سیستم انتقال نیرو میگردد.
- طول تسمه: تعیینشده بر اساس فاصله بین پولیها (L = 2C + 1.57(D + d) + ((D - d)² / 4C))
- عرض تسمه: بین 20 تا 80 میلیمتر، متناسب با گشتاور و توان انتقالی
- ضخامت تسمه: 3.5 تا 6 میلیمتر، وابسته به سرعت خط و وزن بار
- کشش مجاز: 1 تا 2 درصد طول مؤثر تسمه
- توان انتقالی: حدود 1.2 کیلووات به ازای هر 10 میلیمتر عرض تسمه
- دمای کاری: -10 تا 85 درجه سانتیگراد، با پایداری حرارتی عالی
- توصیه مهندسی: استفاده از محاسبات مرکز پولی و کشش دینامیکی برای انتخاب دقیق
مقاومت کششی، طول عمر و رفتار حرارتی تسمه انتقال نیرو تخت مگاداین S120
تسمه انتقال نیرو تخت مگاداین S120 از ترکیب پلیاستر و الیاف تقویتشده با پوشش ضد سایش ساخته شده و برای انتقال نیرو در سیستمهای صنعتی با راندمان بالا طراحی شده است. مقاومت کششی این تسمه حدود 34 نیوتن بر میلیمتر مربع است و قابلیت تحمل تنشهای دینامیکی مداوم تا 200 کیلوگرم را دارد. رفتار حرارتی آن پایدار بوده و در دمای کاری بین -15 تا 90 درجه سانتیگراد بدون تغییر شکل یا افت عملکرد عمل میکند. در آزمایشهای حرارتی مکرر، کاهش کشش تسمه کمتر از 2 درصد ثبت شده است. طول عمر کاری تسمه در شرایط بار نرمال بیش از 28,000 ساعت برآورد میشود. این ویژگیها سبب میشود مدل S120 گزینهای ایدهآل برای خطوط مونتاژ، نوار نقالههای دقیق و ماشینآلات CNC باشد.
- مقاومت کششی: 34 N/mm²، مناسب برای انتقال نیروهای متوسط تا سنگین
- تحمل بار دینامیکی: تا 200 کیلوگرم در شرایط کاری استاندارد
- کاهش کشش پس از کارکرد: کمتر از 2 درصد در 100 ساعت اول
- طول عمر کاری: بیش از 28,000 ساعت صنعتی
- دمای کاری مجاز: -15 تا 90 درجه سانتیگراد
- پایداری حرارتی: بدون افت کارایی در چرخههای حرارتی مداوم
- کاربرد صنعتی: خطوط تولید، نوار نقاله دقیق، ماشینآلات CNC
بررسی راندمان و کاهش لغزش تسمه انتقال نیرو تخت مگاداین P110 در سیستمهای صنعتی
در بررسی راندمان و کاهش لغزش، تسمه انتقال نیرو تخت مگاداین P110 طراحی سطحی با ضریب اصطکاک بالا دارد. راندمان انتقال نیرو در شرایط بهینه بین 96 تا 98 درصد گزارش می شود. لغزش کنترل شده معمولاً کمتر از 1.5 درصد هنگام کشش صحیح و قطر پولی مناسب است. کشش توصیه شده برای کاهش لغزش 1 تا 2 درصد طول مؤثر تسمه است. قطر پولی حداقل سه برابر ضخامت تسمه و نسبت تماس بیش از 180 درجه توصیه می شود. پوشش ضدسایش و الیاف تقویت شده عمر کاری را تا حدود 30000 ساعت افزایش می دهند.
- راندمان عملیاتی: 96–98% (شرایط بهینه، تماس کامل و کشش صحیح).
- لغزش مجاز عملیاتی: ≤1.5% با کشش 1–2% طول مؤثر.
- ضریب اصطکاک سطحی (تقریبی): μstatic ≈ 0.30–0.45 برای تماس خشک صنعتی.
- کشش توصیه شده: 1.0% تا 2.0% از طول مؤثر برای سیستمهای دینامیک.
- دمای کاری مجاز: -10 تا 90 °C بدون افت قابل توجه در راندمان.
- حداکثر سرعت عملیاتی: تا 7 m/s بسته به بار و روانکاری سیستم.
- حداقل قطر پولی: ≥3× ضخامت تسمه برای کاهش خمش و خستگی.
- زاویه تماس مطلوب: ≥180 درجه برای توزیع تنش و کاهش لغزش.
- فواصل نگهداری: بازرسی هر 1,000 ساعت و تعویض پیشگیرانه هر 20,000–30,000 ساعت.
- اثرات پوشش: پوشش ضدسایش لغزش را تا 30% کاهش و طول عمر را افزایش میدهد.
راهنمای جامع خرید و قیمت تسمه انتقال نیرو باندو Power Ace 5VX
در خرید تسمه انتقال نیرو باندو Power Ace 5VX باید به جنس، طول، زاویه پروفیل، مقاومت کششی و راندمان انتقال نیرو توجه شود. هر ویژگی مستقیما بر قیمت و دوام اثر دارد.
- جنس مواد: ترکیب لاستیک نئوپرن با الیاف تقویت شده فایبرگلاس باعث افزایش پایداری و طول عمر می شود. قیمت هر متر حدود 6 تا 12 دلار است.
- پروفیل تسمه: نوع 5VX زاویه 38 درجه دارد که باعث کاهش لغزش و بهبود انتقال نیرو در سیستم های چند پولی می شود.
- طول تسمه: طول استاندارد بین 1000 تا 2500 میلیمتر است و افزایش طول 20 درصد، حدود 10 تا 15 درصد به قیمت نهایی می افزاید.
- عرض تسمه: عرض 15 میلیمتر معمول است؛ افزایش عرض تا 20 میلیمتر باعث تحمل گشتاور بالاتر و افزایش قیمت 15 تا 25 درصدی می شود.
- ضخامت تسمه: ضخامت حدود 8 میلیمتر برای کاربری های صنعتی متوسط طراحی شده است. ضخامت بالاتر موجب افزایش عمر ولی هزینه بیشتر می شود.
- مقاومت حرارتی: عملکرد تسمه بین -25 تا +100 درجه سانتیگراد پایدار است. افزایش دما بیش از حد باعث افت سختی و کاهش راندمان می شود.
- مقاومت سایش و خمش: عمر مفید تسمه تابع شعاع پولی، تنش دینامیکی و شرایط محیطی است. تست خمشی قبل از نصب توصیه می شود.
- کاربرد صنعتی: مناسب برای ماشین آلات انتقال نیرو، کمپرسورها، توربین های کوچک و تجهیزات HVAC است. کارایی بالا در سرعت های 20 تا 60 متر بر ثانیه دارد.
- برند و کیفیت ساخت: برند باندو دقت تولید بالا و کنترل کیفیت مطابق ISO 9001 دارد که قیمت را نسبت به برندهای عمومی 25 تا 35 درصد افزایش می دهد.
- خرید عمده و سفارشی: سفارش در بسته های صنعتی 10 عددی می تواند قیمت هر متر را تا 20 درصد کاهش دهد.
- بازه قیمت جهانی: قیمت جهانی تسمه انتقال نیرو Power Ace 5VX در سال 2025 بین 6 تا 13 دلار در هر متر گزارش شده است.
مزایای خرید تسمه انتقال نیرو تخت مگاداین P120
خرید تسمه انتقال نیرو تخت مگاداین P120 مزایای متعددی در کارایی، دوام، راندمان انتقال نیرو و کاهش هزینه نگهداری ارائه می دهد و برای خطوط صنعتی مدرن ایده آل است.
- کارایی بالا: طراحی تخت و یکنواخت تسمه انتقال نیرو P120 راندمان انتقال تا 98 درصد را فراهم می کند و اتلاف انرژی را به حداقل می رساند.
- دوام مکانیکی: ترکیب مواد PU با لایه تقویت شده پلی استر موجب افزایش عمر مفید تا 20,000 ساعت کاری می شود.
- پایداری در دما: عملکرد مطلوب در بازه دمایی -25 تا +90 درجه سانتیگراد تضمین شده است و تغییر ابعاد در حرارت بسیار ناچیز است.
- کاهش نویز: ساختار صاف و تراکم سطحی بالا موجب کاهش ارتعاش و صدای سیستم تا 40 درصد در مقایسه با تسمه های V می شود.
- مقاومت سایشی: سختی سطحی 90A مقاومت در برابر سایش و پارگی را در محیط های پر اصطکاک افزایش می دهد.
- قابلیت تعمیر: اتصال انتهایی تسمه به روش Thermo Weld باعث امکان تعمیر در محل و کاهش زمان توقف خط تولید می شود.
- سازگاری با پولی استاندارد: این مدل با پولی های تخت ISO 5296 کاملاً سازگار است و نیازی به تغییرات مکانیکی در سیستم ندارد.
- هزینه نگهداری پایین: عمر طولانی و کاهش نیاز به تعویض باعث صرفه جویی تا 30 درصد در هزینه های تعمیر و توقف دستگاه می شود.
- پایداری کششی: الیاف داخلی با مقاومت کششی 2000 نیوتن مانع از تغییر طول در بارهای متناوب می شوند.
- قیمت جهانی: قیمت هر متر تسمه انتقال نیرو مگاداین P120 در سال 2025 بین 5 تا 9 دلار بسته به عرض و ضخامت گزارش شده است.
راهنمای نصب، تنظیم و نگهداری تسمه انتقال نیرو تخت مگاداین P102
تسمه انتقال نیرو تخت مگاداین P102 برای سیستمهای صنعتی دقیق طراحی شده و نصب و تنظیم صحیح آن نقش حیاتی در حفظ راندمان و طول عمر دارد. پیش از نصب باید سطح پولیها تمیز و همراستا باشد تا از سایش غیرمتقارن جلوگیری شود. کشش اولیه تسمه باید بین 1 تا 1.5 درصد طول مؤثر تنظیم شود تا لغزش و افت توان انتقالی به حداقل برسد. در حین راهاندازی اولیه، سیستم باید بدون بار به مدت 10 تا 15 دقیقه کار کند تا تسمه با مسیر و پولیها تطبیق یابد. نگهداری منظم شامل بررسی کشش، سایش لبهها و تراز پولیها هر 1000 ساعت کارکرد است. استفاده از ابزار سنجش کشش (Tension Gauge) برای تنظیم دقیق توصیه میشود. عمر مفید تسمه در شرایط تنظیم صحیح بیش از 25,000 ساعت برآورد میشود.
- مرحله آمادهسازی: تمیز کردن کامل سطح پولیها و بررسی همراستایی محوری.
- نصب: قرار دادن تسمه بدون پیچش و اطمینان از قرارگیری صحیح در شیار.
- کشش اولیه: 1.0% تا 1.5% از طول مؤثر تسمه (براساس فاصله پولیها).
- تست اولیه: راهاندازی بدون بار به مدت 10 تا 15 دقیقه جهت تطبیق حرکتی.
- بازرسی دورهای: هر 1000 ساعت، کنترل سایش، ترک و شل شدن تسمه.
- تنظیم مجدد: استفاده از دستگاه Tension Gauge یا روش انحراف میانی تسمه (Deflection Test).
- دمای کاری: -10 تا 85 درجه سانتیگراد برای حفظ خاصیت کشسانی و اصطکاکی.
- طول عمر متوسط: بیش از 25,000 ساعت در شرایط نگهداری استاندارد.
- نکته ایمنی: از روانکنندههای نفتی استفاده نکنید زیرا موجب تخریب لایه پلیمری میشوند.
- توصیه مهندسی: پس از 200 ساعت کارکرد اولیه، کشش تسمه را مجدداً تنظیم کنید.
ساختار تسمه تخت مگاداین P105 و تاثیر آن بر انتقال نیرو و راندمان
تسمه انتقال نیرو تخت مگاداین P105 از ترکیبی چندلایه شامل لایه الاستومری بیرونی، لایه کششی تقویتشده با الیاف آرامید و لایه اصطکاکی ضدسایش ساخته شده است. این ساختار سهلایه موجب توزیع یکنواخت تنش و کاهش اتلاف انرژی در تماس با پولیها میشود. لایه کششی مرکزی با مدول یانگ حدود 4200 مگاپاسکال طراحی شده تا پایداری ابعادی را در سرعتهای بالا حفظ کند. لایه بیرونی از پلیاورتان اصلاحشده با مقاومت سایشی حدود 80 Shore A ساخته شده که لغزش را تا 30 درصد کمتر از تسمههای لاستیکی مشابه میکند. نتیجه این طراحی، افزایش راندمان انتقال نیرو تا حدود 97 درصد و کاهش حرارت تجمعی در کارکردهای مداوم صنعتی است. در تستهای بارگذاری متناوب، افت راندمان تسمه انتقال نیرو کمتر از 1 درصد در 2000 ساعت عملکرد ثبت شده است.
- ساختار تسمه: سهلایه (پلیاورتان بیرونی، هسته آرامیدی، لایه اصطکاکی داخلی)
- مدول یانگ لایه کششی: 4200 MPa برای پایداری مکانیکی بالا
- سختی سطحی بیرونی: 80 Shore A با مقاومت سایش عالی
- راندمان انتقال نیرو: حدود 97% در شرایط صنعتی پایدار
- لغزش نسبی: کمتر از 1.5% در کشش بهینه
- افت راندمان پس از 2000 ساعت: کمتر از 1%
- دمای کاری مجاز: -15 تا 85 درجه سانتیگراد
- کاربرد: سیستمهای انتقال دقیق، ماشینآلات بستهبندی، نقالههای سرعت بالا
- وزن مخصوص تسمه: حدود 1.15 g/cm³
- توصیه مهندسی: استفاده در سیستمهایی با گشتاور متوسط تا بالا و سرعت خطی زیر 8 m/s
مقایسه تسمه جوشی مگاداین HTD 5M با مدلهای اپتی بلت و باندو
در کاربردهای موقعیتیابی و انتقال دقیق گشتاور، تسمه جوشی تایمینگ مگاداین HTD 5M تعادل خوبی بین دقت و تحمل بار ارائه میدهد. طراحی دندانهای 5 میلیمتری، کاهش پشتگرد و تطابق بهتر با پولی را تضمین میکند. در مقایسه، اپتی بلت معمولاً از پلییورتان با هسته فولادی برای دقت بالا تولید میشود. باندو ساختار لاستیکی تقویتشده ارائه میدهد که در فشارهای ضربهای مزیت دارد. اعداد جدول زیر مقادیر مهندسی و حدودی تولیدکنندگان را نشان میدهند.
| ویژگی | مگاداین HTD 5M | اپتی بلت (Optibelt) | باندو (Bando) |
|---|---|---|---|
| گام دندانه (Tooth Pitch) | 5.00 mm | 1.5–8.0 mm (مدلهای مختلف) | 2.5–8.0 mm (مدلهای رایج) |
| ساختار | لاستیک نئوپرن با هسته فیبر شیشهای | پلییورتان با کور سیمی/پلیاستر | لاستیک NBR/Neoprene با تقویت پلیمری |
| استحکام کششی (تقریبی) | 35–55 N/mm² | 40–70 N/mm² | 30–50 N/mm² |
| دقت موقعیتیابی / Backlash | کم تا متوسط (خروجی دقیق با پولی مناسب) | بسیار کم (مناسب موقعیتیابی دقیق) | متوسط (نسبت به PU ضریب خطی کمتر) |
| حداکثر سرعت عملیاتی (تقریبی) | تا 10–12 m/s | تا 12–18 m/s | تا 8–12 m/s |
| مقاومت در برابر سایش و خستگی | بالا، مناسب کار مداوم | بسیار بالا، عملکرد طولانی مدت | خوب، مخصوص کاربردهای ضربهای |
| روش اتصال/جوش | جوش حرارتی یا اتصال مکانیکی قوی | جوش سینتتیک یا بدون درز برای PU | معمولاً جوش یا صفحه اتصال تقویتی |
| پیشنهاد کاربرد | سیستمهای انتقال گشتاور متوسط و محیط صنعتی | CNC، رباتیک، موقعیتیابی دقیق | ماشینآلات عمومی، کاربردهای ضربهای |
| قیمت تقریبی (دلار/متر) | 8 – 20 (بسته به عرض و تقویت) | 12 – 30 (مدلهای پلییورتان با کور ویژه) | 6 – 18 (بسته به جنس و تقویت) |
| نکته مهندسی | پولی دقیق و کشش مناسب، راندمان و طول عمر را افزایش میدهد | برای دقت بالا از پولیهای با گرید دقیق استفاده کنید | برای بارهای ضربهای و محیطهای خشن مناسب است |
عوامل موثر بر خرید و قیمت تسمه جوشی مگاداین TL20
خرید تسمه جوشی تایمینگ PU مگاداین TL20 نیازمند بررسی پارامترهای فنی مانند سختی، گام دندانه، ضخامت، مقاومت کششی و شرایط کاری است. این فاکتورها مستقیماً بر قیمت تاثیر می گذارند.
- جنس مواد: PU با سختی 85A برای مقاومت سایشی بالا و انعطاف مناسب استفاده می شود. قیمت هر متر بین 6 تا 12 دلار است.
- گام دندانه: پروفیل TL20 دارای گام 20 میلیمتر است و برای انتقال گشتاورهای بالا در سیستم های سنگین صنعتی طراحی شده است.
- عرض تسمه: عرض های رایج 25، 32 و 50 میلیمتر هستند؛ افزایش عرض باعث افزایش توان انتقال و رشد 15 تا 30 درصدی قیمت می شود.
- طول تسمه: تسمه جوشی قابلیت تنظیم طول دارد؛ طول بیشتر از 1500 میلیمتر قیمت نهایی را 10 تا 20 درصد افزایش می دهد.
- روش اتصال: جوش حرارتی با دمای 220 درجه سانتیگراد انجام می شود و درز نامرئی ایجاد می کند؛ این ویژگی هزینه تولید را حدود 5 درصد افزایش می دهد.
- مقاومت دما: محدوده عملکرد بین -25 تا +80 درجه سانتیگراد است و در محیط های گرم یا مرطوب کارایی مطلوب حفظ می شود.
- کشش و بار: مقاومت کششی تسمه حدود 2500 نیوتن است و برای انتقال نیرو در ماشین های بسته بندی، نساجی و اتوماسیون مناسب است.
- طول عمر کاری: در شرایط بهینه، عمر مفید تسمه تا 15,000 ساعت برآورد می شود و به کیفیت جوش بستگی مستقیم دارد.
- برند مگاداین: محصولات این برند دارای تلرانس دقیق، پایداری ابعادی بالا و گارانتی استاندارد اروپا هستند.
- بازار جهانی: قیمت هر متر تسمه جوشی مگاداین TL20 در سال 2025 بین 6 تا 12 دلار بسته به عرض و گام گزارش شده است.
نحوه انتخاب گام، عرض و طول مناسب تسمه جوشی تایمینگ مگاداین HTD 8M HTD
برای انتخاب گام، عرض و طول مناسب برای تسمه جوشی تایمینگ مگاداین HTD 8M، ابتدا نیاز گشتاور و دقت موقعیتیابی را محاسبه کنید. گام ثابت 8 میلیمتر است و انتخاب پولی بر اساس گام و تعداد دندانه انجام میشود. عرض براساس توان و نیروی محوری انتخاب میشود؛ از قاعده تجربی توان استفاده کنید تا پهنای مناسب مشخص شود. طول از محور پولیها و قطرهای پولی با فرمول استاندارد محاسبه میشود تا کشش مورد نیاز و کشش باقیمانده کنترل شود. برای دوام و دقت، حداقل زاویه تماس 180 درجه و کشش نهایی تنظیمی با گیج توصیه میشود.
- گام: 8 mm (HTD 8M) — پولی و دندانه باید با گام 8 میلیمتر مطابقت داشته باشند.
- محاسبه طول: L = 2C + (π/2)·(D + d) + ((D − d)²)/(4C) (واحدها: mm).
- حداقل فاصله مرکز پولی: Cmin ≈ 3×Dsmall برای کاهش خمش و خستگی دندانه.
- قاعده عرض (تجربی): 16 mm تا 0.5 kW, 25 mm تا 2 kW, 32 mm تا 5 kW, 50 mm برای بالاتر.
- محاسبه نیروی لازم: F = 9.55·T / r (T بر حسب Nm، r شعاع پولی بر حسب m، F بر حسب N).
- انتخاب عرض: عرض·σ_allow ≥ F·SF (σ_allow = ظرفیت کششی واحد عرض، SF ضریب اطمینان 2.0).
- تنظیم کشش: انحراف 1–3 mm به ازای 100 mm فاصله میانی یا کشش نهایی طبق مشخصات سازنده.
- زاویه تماس مطلوب: ≥180° برای توزیع تنش و کاهش لغزش.
- نکات نصب: از پولیهای موازی و بدون خراش استفاده کنید و جوش یا اتصال را مطابق دیتاشیت انجام دهید.
- کنترل دورهای: بازرسی کشش، سایش دندانه و تراز هر 500–1000 ساعت کاری.
مقاومت کششی، دمای کاری و طول عمر تسمه جوشی مگاداین AT5
تسمه جوشی تایمینگ PU مگاداین AT5 با گام 5 میلیمتر از پلییورتان ترموپلاستیک با هسته فولادی یا آرامیدی ساخته میشود و برای سیستمهای دقیق انتقال نیرو و موقعیتیابی طراحی شده است. مقاومت کششی این تسمه حدود 65 تا 80 نیوتن بر میلیمتر مربع است و در مدلهای تقویتشده تا 100 N/mm² نیز میرسد. دمای کاری مجاز بین -20 تا +80 درجه سانتیگراد است و در نسخههای مخصوص حرارت بالا تا 110 درجه سانتیگراد قابل استفاده میباشد. رفتار حرارتی تسمه جوشی پایدار بوده و تغییر طول کمتر از 1% در محدوده دمای عملیاتی دارد. طول عمر متوسط در شرایط کاری نرمال بیش از 30,000 ساعت برآورد شده است. این ویژگیها باعث میشوند تسمه AT5 برای کاربردهای CNC، رباتیک و انتقال دقیق نیرو در خطوط بستهبندی گزینهای مهندسی و اقتصادی باشد.
- ماده سازنده: پلییورتان ترموپلاستیک (TPU) با کابل فولادی یا آرامیدی تقویتی
- گام تسمه (Pitch): 5 میلیمتر (AT5 مطابق DIN 7721)
- مقاومت کششی: 65–80 N/mm² (تا 100 N/mm² در مدل تقویتشده)
- کشش مجاز کاری: تا 25 N/mm عرض تسمه در بار مداوم
- دمای کاری استاندارد: -20 تا +80 °C
- دمای کاری حداکثر (نسخه مقاوم حرارت): تا 110 °C
- تغییر طول حرارتی: کمتر از 1% در بازه دمای عملیاتی
- طول عمر کاری: بیش از 30,000 ساعت در کاربرد صنعتی مداوم
- مقاومت سایشی: بالا، مناسب تماس مکرر با پولی آلومینیومی
- کاربردها: CNC، سیستمهای اتوماسیون، خطوط بستهبندی، ماشینآلات دقیق
نکات مهم در خرید و قیمت تسمه جوشی تایمینگ PU مگاداین TL10
انتخاب تسمه جوشی تایمینگ PU مگاداین TL10 نیازمند بررسی پارامترهایی مانند گام دندانه، سختی مواد، طول، عرض و روش جوشکاری است تا بهترین عملکرد و طول عمر حاصل شود.
- جنس مواد: تسمه از پلی یورتان با سختی 85A تولید می شود که مقاومت عالی در برابر سایش، پارگی و تغییر شکل ارائه می دهد.
- گام دندانه: پروفیل TL10 دارای گام 10 میلیمتر است که دقت حرکتی بالا و انتقال گشتاور یکنواخت برای سیستم های دقیق را فراهم می کند.
- عرض تسمه: در عرض های 16، 25 و 32 میلیمتر موجود است؛ عرض بیشتر توان انتقال و در نتیجه قیمت هر متر را 15 تا 25 درصد افزایش می دهد.
- طول تسمه: طول های تا 1500 میلیمتر قابل جوش هستند و افزایش طول معمولاً موجب رشد 10 تا 15 درصدی هزینه نهایی می شود.
- روش جوشکاری: اتصال دو سر تسمه با حرارت 210 تا 230 درجه سانتیگراد انجام می شود تا درزی بدون ضعف مکانیکی ایجاد گردد.
- مقاومت دما: محدوده عملکرد تسمه از -20 تا +80 درجه سانتیگراد است و در محیط های مرطوب یا پر گردوغبار پایداری بالایی دارد.
- کشش مجاز: نیروی کششی مجاز در حدود 1500 نیوتن است که برای کاربردهای انتقال دقیق در دستگاه های اتوماسیون و CNC مناسب است.
- طول عمر کاری: در شرایط کاری نرمال و بار متوسط، طول عمر تسمه حدود 10,000 تا 15,000 ساعت برآورد می شود.
- برند مگاداین: این برند ایتالیایی کیفیت سطح، تلرانس دندانه و مقاومت کششی بالاتر نسبت به برندهای اقتصادی ارائه می دهد.
- قیمت جهانی: قیمت هر متر تسمه جوشی تایمینگ PU مگاداین TL10 در سال 2025 بین 4.5 تا 9 دلار بسته به عرض و مشخصات فنی گزارش شده است.
بررسی راندمان انتقال نیرو و جلوگیری از لغزش در تسمه تایمینگ مگاداین ATL5
در بررسی راندمان و جلوگیری از لغزش، تسمه جوشی تایمینگ PU مگاداین ATL5 راندمان انتقال نیرو را تا 98–99% حفظ می کند. طراحی دندانهای دقیق و هسته تقویتشده، انتقال گشتاور بدون عقبگرد را ممکن میسازد. کشش تنظیمشده بین 1.0% تا 2.5% طول مؤثر لغزش را زیر 1% نگه میدارد. زاویه تماس ≥180 درجه و قطر پولی مناسب حرکات دندانه را بهینه میکند. استفاده از پولیهای دقیق و تعویض پیشگیرانه هر 20,000–30,000 ساعت، عمر مفید و راندمان را ارتقا میدهد.
- راندمان انتقال نیرو: 98–99% در شرایط بهینه (تماس کامل و کشش صحیح).
- لغزش عملیاتی مجاز: ≤1.0% با کشش 1.0%–2.5% طول مؤثر.
- کشش کاری توصیهشده: 10–20 N/mm عرض برای کار مداوم؛ پیک تا 40 N/mm برای بار لحظهای.
- ضریب اصطکاک سطحی تقریبی: μstatic ≈ 0.25–0.40 (تماس خشک صنعتی، پوشش PU).
- زاویه تماس مطلوب: ≥180° برای توزیع یکنواخت تنش دندانهها.
- حداکثر سرعت عملیاتی: تا 12 m/s بسته به عرض و تقویت هسته.
- دامنه دمای کاری: −20 تا +80 °C؛ نسخههای مقاوم تا +110 °C موجودند.
- طول عمر متوسط: بیش از 30,000 ساعت در شرایط نگهداری و نصب استاندارد.
- نکات نصب: پولیهای دقیق، تراز 0.1 mm به ازای 100 mm، و کشش با Tension Gauge.
- اقدامات جلوگیری از لغزش: افزایش زاویه تماس، تنظیم کشش، و حذف خاک و روغن از سطوح.
مشخصات فنی و کاربردهای صنعتی تسمه جوشی مگاداین AT10
تسمه جوشی تایمینگ PU مگاداین AT10 یکی از پرکاربردترین مدلهای صنعتی برای انتقال نیرو در سیستمهای دقیق و پرفشار است. این تسمه از پلییورتان ترموپلاستیک با هسته فولادی یا آرامیدی ساخته شده و تحمل کششی بسیار بالایی دارد. گام دندانه 10 میلیمتر، انتقال گشتاور بالا را با حداقل لغزش تضمین میکند. مقاومت در برابر سایش، روغن و تغییرات دمایی از ویژگیهای اصلی این مدل است. راندمان انتقال نیرو در شرایط بهینه به بیش از 98 درصد میرسد. محدوده دمای کاری بین -25 تا +80 درجه سانتیگراد بوده و در مدلهای مقاوم حرارتی تا +110 درجه قابل استفاده است. این تسمه جوشی برای ماشینآلات CNC، سیستمهای همزمانسازی دقیق، خطوط بستهبندی و تجهیزات رباتیک صنعتی کاربرد گسترده دارد.
| ویژگی فنی | مقدار / مشخصات |
|---|---|
| جنس تسمه | پلییورتان ترموپلاستیک (TPU) با کابل فولادی یا آرامیدی |
| گام دندانه (Pitch) | 10 میلیمتر (مطابق استاندارد DIN 7721 AT10) |
| مقاومت کششی | 70 تا 90 N/mm² بسته به ساختار تقویتی |
| کشش کاری مجاز | 25 تا 40 N/mm عرض تسمه در حالت مداوم |
| دمای کاری استاندارد | -25 تا +80 درجه سانتیگراد (تا +110 در مدل مقاوم حرارت) |
| راندمان انتقال نیرو | 98 تا 99 درصد در شرایط نصب بهینه |
| حداکثر سرعت خطی | تا 15 متر بر ثانیه |
| مقاومت سایشی | بسیار بالا، مناسب برای کاربردهای مداوم صنعتی |
| کاربردهای صنعتی | ماشینآلات CNC، خطوط بستهبندی، رباتیک، نقالههای همزمانسازی |
| طول عمر کاری | بیش از 30,000 ساعت در شرایط نگهداری استاندارد |
| قیمت تقریبی (دلار/متر) | 15 تا 35 دلار بسته به عرض و نوع تقویت |
مزایا و معایب خرید تسمه جوشی تایمینگ PU مگاداین ATL10
تسمه جوشی تایمینگ PU مگاداین ATL10 با گام 10 میلیمتر، برای انتقال نیرو با گشتاور بالا و دقت همزمانی بسیار طراحی شده است. ساختار پلییورتان ترموپلاستیک با کابل فولادی یا آرامیدی، مقاومت کششی بالا و ثبات ابعادی در دماهای متغیر را فراهم میکند. این تسمه جوشی با راندمان تا 99 درصد، برای خطوط بستهبندی، ماشینآلات CNC و سیستمهای رباتیک ایدهآل است. با این حال، قیمت بالاتر نسبت به مدلهای لاستیکی و حساسیت به همراستایی پولی از نقاط ضعف آن به شمار میرود. نصب دقیق و کشش کنترلشده برای جلوگیری از تنشهای موضعی ضروری است.
-
مزایا:
- راندمان بالا: 98–99% در سیستمهای دقیق صنعتی.
- مقاومت کششی زیاد: 75–95 N/mm² به دلیل هسته فولادی تقویتی.
- پایداری ابعادی عالی در بازه دمایی -25 تا +90 °C.
- عمر طولانی: بیش از 30,000 ساعت در بارهای نرمال.
- مقاومت بالا در برابر سایش، روغن و پارگی دندانه.
- مناسب برای سیستمهای همزمانسازی دقیق مانند رباتها و CNC.
- امکان جوش دقیق بدون افت استحکام در نقطه اتصال. معایب:
- قیمت بالاتر نسبت به تسمههای لاستیکی (حدود 20 تا 40 دلار در هر متر).
- نیاز به پولی با دقت بالا (Grade ≤ IT6) برای عملکرد بدون نویز.
- حساسیت به خطای همراستایی بیش از 0.1 mm/100 mm.
- انعطاف کمتر نسبت به تسمههای PU با گام ریز (مانند AT5).
- لزوم استفاده از ابزار تنظیم کشش برای نصب دقیق و جلوگیری از لغزش.
راهنمای جوش و نصب صحیح تسمه تایمینگ پلی یورتان مگاداین T10
تسمه جوشی تایمینگ پلییورتان مگاداین T10 با گام 10 میلیمتر برای انتقال نیرو در سیستمهای دقیق صنعتی طراحی شده است و جوش و نصب صحیح آن برای حفظ راندمان و جلوگیری از شکست مکانیکی ضروری است. این تسمه جوشی از پلییورتان ترموپلاستیک (TPU) با کابل فولادی یا آرامیدی ساخته شده و برای اتصال، نیاز به کنترل دما، فشار و زمان جوش دارد. در هنگام جوشکاری، دو انتهای تسمه باید دقیقاً همتراز و بدون فاصله قرار گیرند تا دندانهها کاملاً منطبق باشند. دمای جوش استاندارد بین 250 تا 270 درجه سانتیگراد و زمان اعمال فشار حدود 20 تا 30 ثانیه است. پس از جوش، خنکسازی تدریجی در دمای محیط الزامی است. در مرحله نصب، تراز دقیق پولیها و کشش بین 1 تا 1.5 درصد طول مؤثر تسمه باید رعایت شود تا لغزش و خستگی کاهش یابد.
- دمای جوش پلییورتان: 250 تا 270 °C (با دستگاه جوش تسمه حرارتی).
- زمان نگهداری در فشار: 20 تا 30 ثانیه برای اتصال کامل و یکنواخت.
- فشار جوش توصیهشده: 0.2 تا 0.4 MPa برای جلوگیری از حباب و جدایش.
- خنکسازی: در دمای محیط (حدود 20 °C) به مدت 10 دقیقه، بدون تنش مکانیکی.
- همترازی دندانهها: انحراف مجاز ≤ 0.05 mm بین دو سر تسمه.
- کشش نصب اولیه: 1.0% تا 1.5% طول مؤثر تسمه (L).
- زاویه تماس پولی: حداقل 180° برای توزیع یکنواخت تنش.
- تراز پولیها: خطای مجاز ≤ 0.1 mm در هر 100 mm فاصله.
- تست نهایی پس از نصب: اجرای بدون بار به مدت 5–10 دقیقه جهت پایدارسازی کشش.
- توصیه ایمنی: از حرارت بیش از 280 °C یا اعمال فشار ناهمسان خودداری کنید.
بررسی تخصصی و مهندسی تسمه جوشی تایمینگ PU مگاداین AT20
تسمه جوشی تایمینگ PU مگاداین AT20 با گام 20 میلیمتر برای انتقال نیروهای بالا و کاربردهای صنعتی سنگین طراحی شده است. این تسمه جوشی از پلییورتان ترموپلاستیک تقویتشده با کابل فولادی یا آرامیدی ساخته شده و مقاومت کششی آن تا 120 N/mm² میرسد. ضخامت و عرض تسمه مطابق توان انتقالی و گشتاور سیستم انتخاب میشود تا لغزش و خستگی دندانهها به حداقل برسد. دمای کاری بین -25 تا +80 درجه سانتیگراد است و در نسخههای مقاوم حرارت تا 110 درجه پایدار باقی میماند. راندمان انتقال نیرو در شرایط بهینه بیش از 97 درصد است و لغزش با کشش صحیح کمتر از 1.5 درصد باقی میماند. این تسمه برای ماشینآلات سنگین CNC، خطوط بستهبندی صنعتی، نوار نقالههای پرتوان و سیستمهای رباتیک با دقت بالا کاربرد دارد.
| ویژگی فنی | مقدار / مشخصات |
|---|---|
| جنس تسمه | پلییورتان ترموپلاستیک با هسته فولادی یا آرامیدی |
| گام دندانه (Pitch) | 20 میلیمتر (AT20) |
| مقاومت کششی | حدود 120 N/mm² |
| کشش کاری مجاز | 30–50 N/mm عرض تسمه در شرایط کاری مداوم |
| دمای کاری استاندارد | -25 تا +80 °C (نسخه مقاوم حرارتی تا 110 °C) |
| راندمان انتقال نیرو | بیش از 97% در شرایط نصب و کشش بهینه |
| لغزش نسبی | کمتر از 1.5% با کشش صحیح و پولی مناسب |
| حداکثر سرعت خطی | تا 10 m/s بسته به توان و بار تسمه |
| مقاومت سایشی | بسیار بالا، مناسب کار مداوم و محیط صنعتی سخت |
| کاربرد صنعتی | ماشینآلات CNC سنگین، خطوط بستهبندی پرتوان، نوار نقالههای صنعتی، سیستمهای رباتیک |
| طول عمر کاری | بیش از 25,000 ساعت در شرایط نگهداری استاندارد |
| قیمت تقریبی (دلار/متر) | 35–60 دلار بسته به عرض و نوع تقویت هسته |
کاربردهای صنعتی تسمه جوشی تایمینگ PU مگاداین پروفیل H
تسمه جوشی تایمینگ PU مگاداین با پروفیل H برای انتقال نیرو و موقعیتیابی دقیق در کاربردهای صنعتی طراحی شده است. پروفیل H امکان تماس کامل دندانه با پولی را فراهم میکند و راندمان انتقال نیرو را تا 98–99 درصد افزایش میدهد. هسته تقویتشده با کابل فولادی یا آرامیدی مقاومت کششی بالا و پایداری ابعادی در دماهای -20 تا +80 درجه سانتیگراد دارد. این مدل تسمه جوشی به دلیل ساختار دندانهای دقیق، برای ماشینآلات CNC، خطوط بستهبندی، سیستمهای رباتیک، نوار نقالههای صنعتی و تجهیزات اتوماسیون دقیق مناسب است. همچنین پوشش PU مقاوم در برابر سایش، روغن و خراش، طول عمر کاری بیش از 30,000 ساعت را تضمین میکند. استفاده از این پروفیل باعث کاهش لغزش، کاهش نویز و عملکرد بدون ارتعاش در سیستمهای همزمانسازی میشود.
- پروفیل تسمه: H (تماس کامل دندانه با پولی و کاهش لغزش)
- راندمان انتقال نیرو: 98–99% در شرایط بهینه
- مقاومت کششی: 80–100 N/mm² با هسته فولادی یا آرامیدی
- دمای کاری: -20 تا +80 °C (نسخه مقاوم حرارتی تا +110 °C)
- طول عمر کاری: بیش از 30,000 ساعت در کاربرد صنعتی مداوم
- مقاومت سایشی: بالا، مناسب تماس مداوم با پولی فلزی
- کاربرد صنعتی: ماشینآلات CNC، خطوط بستهبندی، سیستمهای رباتیک، نوار نقاله صنعتی
- مزیت مکانیکی: کاهش لغزش و نویز، افزایش دقت موقعیتیابی
- سرعت عملیاتی مجاز: تا 12 m/s بسته به عرض و تقویت هسته
- نکته نصب: پولیهای دقیق و کشش صحیح برای حفظ عمر و راندمان
نکات مهم در خرید و قیمت تسمه جوشی تایمینگ مگاداین HTD 14M
خرید و قیمت تسمه جوشی تایمینگ مگاداین HTD 14M نیازمند بررسی دقیق گام دندان، طول، عرض، جنس PU و مقاومت کششی است. این عوامل عملکرد و هزینه نهایی را تعیین می کنند.
- گام دندان: HTD 14M دارای گام 14 میلیمتر است و برای انتقال نیروهای متوسط تا سنگین در سیستم های صنعتی طراحی شده است.
- جنس مواد: PU با سختی 85A انعطاف و مقاومت سایشی بالا ارائه می دهد. قیمت هر متر بین 5 تا 10 دلار متغیر است.
- عرض تسمه: عرض استاندارد 25 تا 50 میلیمتر است؛ افزایش عرض مقاومت مکانیکی و قیمت را 15 تا 30 درصد افزایش می دهد.
- طول تسمه: تسمه جوشی قابلیت طول سفارشی دارد؛ افزایش طول بیش از 1500 میلیمتر قیمت نهایی را 10 تا 20 درصد افزایش می دهد.
- روش جوش: اتصال حرارتی دقیق موجب ایجاد درز نامرئی و استحکام بالا می شود؛ این فرآیند حدود 5 درصد هزینه تولید را افزایش می دهد.
- مقاومت دما: محدوده عملکرد بین -25 تا +80 درجه سانتیگراد تضمین شده و تغییرات دمایی کمتر باعث کاهش طول عمر نمی شود.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن و آب دارد، اما تماس با حلال های قوی عمر مفید را کاهش می دهد.
- طول عمر و سایش: عمر مفید تا 15,000 ساعت کاری است و به کیفیت جوش و شرایط بارگذاری بستگی دارد.
- برند مگاداین: محصولات با تلرانس دقیق، دوام بالا و گارانتی استاندارد اروپا ارائه می شوند.
- بازار جهانی: قیمت هر متر تسمه جوشی HTD 14M در سال 2025 بین 5 تا 10 دلار بسته به عرض و طول گزارش شده است.
مقایسه تسمه جوشی تایمینگ PU مگاداین T5 با مدلهای اپتی بلت و باندو
در مقایسه فنی، تسمه جوشی تایمینگ PU مگاداین T5 با گام 5 میلیمتر برای انتقال نیروهای متوسط و دقت موقعیتیابی طراحی شده است. ساختار پلییورتان با هسته آرامیدی مقاومت کششی بالا و ثبات ابعادی را فراهم میکند. اپتی بلت (Optibelt) معمولاً از پلییورتان یا لاستیک تقویتشده با فولاد ساخته شده و برای کاربردهای دقیق با دقت بالا مناسب است. باندو (Bando) از لاستیک NBR یا پلییورتان تقویتشده ساخته میشود و در محیطهای ضربهای و صنعتی عمومی عملکرد خوبی دارد. مگاداین T5 راندمان بالا، لغزش پایین (<1.5٪) و نصب آسان با جوش حرارتی ارائه میدهد.
| ویژگی | مگاداین T5 | اپتی بلت (Optibelt) | باندو (Bando) |
|---|---|---|---|
| گام دندانه (Pitch) | 5 mm | 1.5–8 mm (بسته به مدل) | 2.5–8 mm |
| جنس | پلییورتان با هسته آرامیدی | پلییورتان/لاستیک با هسته فولادی یا پلیاستر | لاستیک NBR یا PU با تقویت پلیمری |
| مقاومت کششی | 60–80 N/mm² | 70–100 N/mm² | 50–70 N/mm² |
| راندمان انتقال نیرو | 98–99% | 99% (موقعیتیابی دقیق) | 95–97% |
| لغزش مجاز | <1.5% | <1% | 1–2% |
| دمای کاری | -20 تا +80 °C | -20 تا +90 °C | -10 تا +80 °C |
| طول عمر کاری | بیش از 30,000 ساعت | بیش از 35,000 ساعت | 25,000–30,000 ساعت |
| کاربرد صنعتی | CNC، رباتیک، خطوط بستهبندی | ماشینآلات دقیق، اتوماسیون | ماشینآلات عمومی، محیط ضربهای |
| روش اتصال | جوش حرارتی یا مکانیکی | جوش PU بدون درز | جوش یا صفحه اتصال تقویتی |
| قیمت تقریبی (دلار/متر) | 8–20 | 12–30 | 6–18 |
مقاومت کششی، دمای کاری و طول عمر تسمه جوشی تایمینگ PU مگاداین T20
تسمه جوشی تایمینگ PU مگاداین T20 با گام 20 میلیمتر برای انتقال نیروهای بالا و کاربردهای صنعتی سنگین طراحی شده است. این تسمه جوشی از پلییورتان ترموپلاستیک تقویتشده با هسته فولادی یا آرامیدی ساخته شده و مقاومت کششی آن حدود 110–130 N/mm² است. دمای کاری استاندارد بین -25 تا +80 درجه سانتیگراد است و نسخههای مقاوم حرارتی تا 110 درجه سانتیگراد نیز موجودند. طول عمر کاری در شرایط نصب و کشش مناسب بیش از 25,000 ساعت گزارش شده است. این مشخصات باعث میشوند T20 برای ماشینآلات CNC سنگین، خطوط بستهبندی پرتوان، نوار نقالههای صنعتی و سیستمهای رباتیک دقیق انتخابی مهندسی و قابل اعتماد باشد. مقاومت بالای کششی و پایداری ابعادی تسمه، لغزش را کاهش داده و راندمان انتقال نیرو را به بیش از 97 درصد میرساند.
- جنس تسمه: پلییورتان ترموپلاستیک با هسته فولادی یا آرامیدی
- گام دندانه (Pitch): 20 میلیمتر (T20)
- مقاومت کششی: 110–130 N/mm²
- کشش کاری مجاز: 30–50 N/mm عرض تسمه در بار مداوم
- دمای کاری استاندارد: -25 تا +80 °C
- دمای کاری نسخه مقاوم حرارتی: تا 110 °C
- راندمان انتقال نیرو: بیش از 97%
- لغزش نسبی: کمتر از 1.5% با کشش صحیح
- طول عمر کاری: بیش از 25,000 ساعت در شرایط نگهداری استاندارد
- کاربرد صنعتی: ماشینآلات CNC سنگین، خطوط بستهبندی پرتوان، نوار نقالههای صنعتی، سیستمهای رباتیک دقیق
بررسی راندمان انتقال نیرو و جلوگیری از لغزش در تسمه جوشی تایمینگ PU مگاداین RPP14
تسمه جوشی تایمینگ PU مگاداین RPP14 با گام 14 میلیمتر برای کاربردهای صنعتی پرتوان طراحی شده و راندمان انتقال نیرو را تا 97–98 درصد حفظ میکند. هسته تقویتشده با کابل فولادی یا آرامیدی توزیع تنش یکنواخت در دندانهها را تضمین میکند و کاهش لغزش تا کمتر از 1.5 درصد امکانپذیر است. زاویه تماس ≥180 درجه و کشش اولیه تسمه جوشی بین 1 تا 2 درصد طول مؤثر، لغزش و ارتعاش را کاهش میدهد. پوشش PU مقاوم در برابر سایش و روغن باعث افزایش عمر مفید و عملکرد پایدار در سیستمهای CNC، خطوط بستهبندی و نوار نقالههای صنعتی میشود. نصب دقیق پولیها و کنترل کشش با Tension Gauge برای حفظ راندمان توصیه میشود.
- راندمان انتقال نیرو: 97–98% در شرایط نصب و کشش بهینه
- لغزش مجاز: کمتر از 1.5% با کشش 1–2% طول مؤثر
- کشش کاری توصیهشده: 15–35 N/mm عرض تسمه برای بار مداوم
- زاویه تماس پولی: ≥180° برای توزیع یکنواخت تنش دندانهها
- سرعت خطی عملیاتی: تا 12 m/s بسته به عرض و تقویت هسته
- دمای کاری: −20 تا +80 °C (نسخه مقاوم تا 110 °C)
- طول عمر متوسط: بیش از 28,000 ساعت در شرایط نگهداری و نصب استاندارد
- مقاومت سایشی: بالا، مناسب تماس مکرر با پولی فلزی
- نکات نصب: استفاده از پولی دقیق و همراستایی ≤0.1 mm/100 mm
- اقدامات جلوگیری از لغزش: کشش صحیح، زاویه تماس کافی، حذف گرد و غبار و روغن از سطح تسمه
راهنمای جوش و نصب صحیح تسمه جوشی تایمینگ PU مگاداین RPP5
تسمه جوشی تایمینگ PU مگاداین RPP5 با گام 5 میلیمتر برای انتقال نیروهای دقیق در سیستمهای CNC، خطوط بستهبندی و اتوماسیون صنعتی طراحی شده است. نصب و جوش صحیح آن برای حفظ راندمان و طول عمر تسمه حیاتی است. پیش از جوش، دو سر تسمه جوشی باید کاملاً همتراز و تمیز باشند تا دندانهها بدون فاصله قرار گیرند. دمای جوش استاندارد بین 250 تا 270 درجه سانتیگراد و فشار اعمالی 0.2–0.4 MPa برای 20–30 ثانیه توصیه میشود. پس از جوش، خنکسازی تدریجی در دمای محیط به مدت حداقل 10 دقیقه الزامی است. هنگام نصب، کشش اولیه بین 1 تا 1.5 درصد طول مؤثر تنظیم شود و زاویه تماس پولی ≥180 درجه باشد تا لغزش و خستگی دندانهها کاهش یابد. تراز پولیها باید با خطای ≤0.1 mm/100 mm کنترل شود.
- دمای جوش: 250–270 °C با دستگاه جوش تسمه حرارتی
- زمان نگهداری در فشار: 20–30 ثانیه برای اتصال یکنواخت
- فشار جوش: 0.2–0.4 MPa برای جلوگیری از حباب و جدایش
- خنکسازی: 10 دقیقه در دمای محیط بدون اعمال تنش مکانیکی
- همترازی دندانهها: انحراف مجاز ≤0.05 mm
- کشش نصب اولیه: 1–1.5% طول مؤثر تسمه
- زاویه تماس پولی: ≥180° برای توزیع یکنواخت تنش
- تراز پولیها: خطای ≤0.1 mm/100 mm
- تست نهایی: اجرا بدون بار 5–10 دقیقه برای پایدارسازی کشش
- توصیه ایمنی: از حرارت بیش از 280 °C یا فشار نامتقارن خودداری شود
استانداردهای بینالمللی و کنترل کیفیت تسمه جوشی PU مگاداین T10 PAZ
تسمه جوشی تایمینگ PU مگاداین T10 PAZ مطابق استانداردهای بینالمللی DIN 7721 و ISO 5296 تولید میشود. این استانداردها ابعاد دندانه، گام، مقاومت کششی و دقت موقعیتیابی تسمه را تضمین میکنند. برای کنترل کیفیت، هر تسمه تحت تستهای کشش، خستگی دندانه و مقاومت سایشی قرار میگیرد. تست کششی (Tensile Test) اطمینان میدهد که مقاومت تسمه جوشی بالاتر از حد مشخص شده است. تست خستگی (Fatigue Test) طول عمر عملکردی در بارهای متناوب را بررسی میکند. تست سایشی (Abrasion Test) میزان مقاومت در برابر اصطکاک و تماس مکرر با پولی را ارزیابی میکند. همچنین، آزمایش دمایی (Thermal Test) تغییر طول حرارتی و پایداری در محدوده -25 تا +80 °C بررسی میشود. این کنترلها تضمین میکنند که T10 PAZ برای ماشینآلات CNC، خطوط بستهبندی و سیستمهای اتوماسیون صنعتی عملکرد پایدار، دقت بالا و طول عمر مطلوب داشته باشد.
- استاندارد تولید: DIN 7721، ISO 5296 برای ابعاد، گام و دقت موقعیتیابی
- تست کششی: مقاومت نهایی ≥ مشخصات N/mm² مطابق دیتاشیت
- تست خستگی: عملکرد بیش از 30,000 ساعت تحت بارهای تناوبی
- تست سایشی: مقاومت در برابر اصطکاک و تماس مکرر با پولی
- تست حرارتی: پایداری طولی و کشش در دمای -25 تا +80 °C
- کنترل ابعاد: دقت طول، عرض و عمق دندانهها ±0.05 mm
- کنترل زاویه دندانه: مطابق مشخصات پولی استاندارد برای جلوگیری از لغزش
- کنترل سطح: بدون ترک، حباب یا نقص در پلییورتان
- تست کشش نصب اولیه: بررسی تغییر طول و لغزش در بارگذاری اولیه
- کاربرد تضمینشده: CNC، رباتیک، خطوط بستهبندی و نوار نقاله صنعتی
عوامل موثر بر خرید و قیمت تسمه جوشی تایمینگ PU مگاداین RPP8
خرید و قیمت تسمه جوشی تایمینگ PU مگاداین RPP8 نیازمند بررسی طول، عرض، ضخامت، سختی PU، دقت اتصال و مقاومت کششی است. این عوامل عملکرد و قیمت نهایی را تعیین می کنند.
- جنس PU: سختی 85A تعادل مناسبی بین انعطاف و مقاومت سایش ایجاد می کند و قیمت هر متر بین 3 تا 6 دلار است.
- طول تسمه: طول استاندارد 800 میلیمتر است؛ افزایش طول تا 1200 میلیمتر قیمت تقریبا 10 تا 15 درصد افزایش می یابد.
- عرض تسمه: عرض استاندارد 20 میلیمتر است؛ افزایش عرض تا 30 میلیمتر مقاومت مکانیکی و قیمت هر متر را 15 تا 25 درصد بالا می برد.
- ضخامت تسمه: ضخامت 2 میلیمتر برای انتقال نیروهای متوسط مناسب است؛ ضخامت بیشتر استحکام کششی را افزایش داده و هزینه تولید 10 تا 20 درصد بیشتر است.
- نوع اتصال جوشی: روش جوش حرارتی یکنواختی و دوام بالایی ایجاد می کند و از لغزش در محل اتصال جلوگیری می نماید.
- مقاومت دما: عملکرد بین -20 تا +80 درجه سانتیگراد تضمین شده است؛ دماهای بالاتر کاهش طول عمر و سختی تسمه را به همراه دارد.
- مقاومت شیمیایی: مقاومت نسبی در برابر روغن، آب و چربی دارد؛ تماس با حلال های قوی موجب تخریب و افزایش هزینه جایگزینی می شود.
- طول عمر و سایش: عمر مفید تابع بار، سرعت و محیط کاری است؛ تست abrasion قبل از نصب توصیه می شود تا طول عمر واقعی پیش بینی شود.
- تولیدکننده و برند: برند مگاداین کیفیت و دوام بالایی ارائه می دهد و قیمت تقریبا 20 تا 35 درصد بیشتر از برندهای متفرقه است.
- خرید عمده: سفارش در رول های بلند یا بسته های 5 تا 10 تایی می تواند قیمت هر متر را 15 تا 25 درصد کاهش دهد.
- استانداردها: رعایت ISO 9001 و DIN 7721 تضمین کیفیت و دوام است و قیمت محصول را 10 تا 20 درصد افزایش می دهد.
- بازار جهانی: قیمت هر متر تسمه جوشی تایمینگ PU RPP8 در سال 2025 بین 3 تا 7 دلار بسته به عرض، ضخامت و برند گزارش شده است.
مزایا و معایب خرید تسمه جوشی تایمینگ PU مگاداین TK5 K6
تسمه جوشی تایمینگ PU مگاداین TK5 K6 با گام 5 میلیمتر و پروفیل K6 برای انتقال نیروهای دقیق و سیستمهای صنعتی کوچک تا متوسط طراحی شده است. ساختار پلییورتان با هسته آرامیدی یا فولادی مقاومت کششی بالا و ثبات ابعادی در دماهای متغیر را فراهم میکند. راندمان انتقال نیرو در شرایط نصب و کشش صحیح تا 98٪ است و لغزش کمتر از 1.5٪ باقی میماند. این تسمه جوشی برای CNC کوچک، خطوط بستهبندی سبک و تجهیزات رباتیک مناسب است. معایب آن شامل حساسیت به همراستایی پولی، نیاز به کشش دقیق و قیمت بالاتر نسبت به تسمههای لاستیکی معمولی است.
-
مزایا:
- راندمان بالا: تا 98٪ انتقال نیرو بدون لغزش قابل توجه
- مقاومت کششی زیاد: 60–80 N/mm² به دلیل هسته تقویتی
- ثبات ابعادی عالی در بازه دمایی -20 تا +80 °C
- طول عمر کاری: بیش از 25,000 ساعت در شرایط نصب استاندارد
- مقاومت سایشی بالا و مناسب برای تماس مکرر با پولی
- نصب و جوش حرارتی آسان برای اتصال دقیق بدون افت عملکرد معایب:
- قیمت بالاتر نسبت به تسمههای لاستیکی ساده
- حساسیت به همراستایی پولی بیش از 0.1 mm/100 mm
- نیاز به کشش دقیق اولیه برای جلوگیری از لغزش و خستگی دندانه
- انعطاف کمتر نسبت به مدلهای PU با گام ریزتر مانند AT5
- محدوده دمای کاری کمتر از برخی تسمههای مقاوم حرارت صنعتی
مشخصات فنی و کاربردهای صنعتی تسمه جوشی PU مگاداین ATK10 K13
تسمه جوشی تایمینگ PU مگاداین ATK10 K13 با گام 10 میلیمتر و پروفیل K13 برای انتقال نیروهای متوسط تا سنگین در سیستمهای صنعتی طراحی شده است. این تسمه جوشی از پلییورتان ترموپلاستیک تقویتشده با کابل فولادی یا آرامیدی ساخته شده و مقاومت کششی بین 75 تا 95 N/mm² ارائه میدهد. راندمان انتقال نیرو در شرایط نصب بهینه بیش از 98% است و لغزش با کشش صحیح کمتر از 1.5 درصد باقی میماند. دمای کاری بین -25 تا +80 درجه سانتیگراد است و در نسخه مقاوم حرارت تا 110 درجه پایدار میماند. این مدل برای ماشینآلات CNC، خطوط بستهبندی، نوار نقالههای صنعتی و تجهیزات رباتیک با دقت بالا کاربرد دارد و ساختار K13 تماس کامل دندانه با پولی را تضمین میکند.
| ویژگی فنی | مقدار / مشخصات |
|---|---|
| جنس تسمه | پلییورتان ترموپلاستیک با هسته فولادی یا آرامیدی |
| گام دندانه (Pitch) | 10 میلیمتر (K13) |
| مقاومت کششی | 75–95 N/mm² |
| کشش کاری مجاز | 20–35 N/mm عرض تسمه در شرایط کاری مداوم |
| دمای کاری استاندارد | -25 تا +80 °C (نسخه مقاوم حرارتی تا 110 °C) |
| راندمان انتقال نیرو | 98–99% در شرایط نصب و کشش بهینه |
| لغزش نسبی | کمتر از 1.5% با کشش صحیح |
| حداکثر سرعت خطی | تا 12 m/s بسته به عرض و تقویت هسته |
| مقاومت سایشی | بسیار بالا، مناسب تماس مداوم با پولی فلزی |
| کاربرد صنعتی | ماشینآلات CNC، خطوط بستهبندی، نوار نقالههای صنعتی، سیستمهای رباتیک دقیق |
| طول عمر کاری | بیش از 30,000 ساعت در شرایط نگهداری استاندارد |
| قیمت تقریبی (دلار/متر) | 18–40 دلار بسته به عرض و نوع تقویت هسته |
کاربرد تسمه جوشی تایمینگ PU مگاداین TK10 K13 در صنایع مختلف
تسمه جوشی تایمینگ PU مگاداین TK10 K13 با گام 10 میلیمتر و پروفیل K13 برای کاربردهای دقیق صنعتی طراحی شده است. ساختار پلییورتان ترموپلاستیک با هسته فولادی یا آرامیدی مقاومت کششی بالا و پایداری ابعادی در دماهای -25 تا +80 درجه سانتیگراد فراهم میکند. این تسمه جوشی راندمان انتقال نیرو بیش از 98 درصد و لغزش کمتر از 1.5 درصد ارائه میدهد. در صنایع بستهبندی، برای انتقال دقیق کارتنها و بستهها در خطوط پرسرعت کاربرد دارد. در صنعت چاپ، برای حرکت یکنواخت رولها و صفحههای چاپ استفاده میشود. در سیستمهای رباتیک، دقت موقعیتیابی بالا و عملکرد بدون لغزش باعث هماهنگی حرکات بازوها و ابزارهای دقیق میشود. پوشش مقاوم PU، ساییدگی و تماس مکرر با پولی فلزی را تحمل کرده و طول عمر کاری بالای 30,000 ساعت را تضمین میکند.
- صنعت بستهبندی: انتقال دقیق کارتنها، بستهها و مواد غذایی در خطوط پرسرعت
- صنعت چاپ: حرکت یکنواخت رولها و صفحات چاپ، جلوگیری از لغزش و انحراف
- سیستمهای رباتیک: دقت موقعیتیابی بالا، هماهنگی حرکات بازو و ابزارهای دقیق
- راندمان انتقال نیرو: بیش از 98% در شرایط نصب و کشش مناسب
- لغزش مجاز: کمتر از 1.5% با کشش صحیح و زاویه تماس ≥180°
- دمای کاری: -25 تا +80 °C، نسخه مقاوم حرارت تا 110 °C
- مقاومت کششی: 75–95 N/mm² با هسته فولادی یا آرامیدی
- مقاومت سایشی: بالا، مناسب تماس مداوم با پولی فلزی
- طول عمر کاری: بیش از 30,000 ساعت در شرایط استاندارد
- مزیت پروفیل K13: تماس کامل دندانه با پولی و کاهش لغزش
تکنولوژی ساخت و استاندارد های کیفی تسمه جوشی تایمینگ PU مگاداین TK10 K6
تسمه جوشی تایمینگ PU مگاداین TK10 K6 با گام 10 میلیمتر و پروفیل K6 از پلییورتان ترموپلاستیک تقویتشده با کابل فولادی یا آرامیدی ساخته میشود. تولید این تسمه با فناوری جوش حرارتی دقیق، دندانهها را بدون افت مقاومت به هم متصل میکند و استحکام مکانیکی نقطه جوش با مقاومت کششی کل تسمه همتراز است. سطح PU با مقاومت بالا در برابر سایش، روغن و خراش، عمر مفید را افزایش میدهد. استانداردهای کیفی شامل DIN 7721 برای ابعاد و گام، ISO 9001 برای مدیریت کیفیت تولید و مقاومت کششی ≥75 N/mm² است. کنترل نهایی شامل تست کشش، بررسی یکنواختی دندانهها و تایید زاویه تماس پولی ≥180 درجه برای کاهش لغزش انجام میشود. این تسمه جوشی برای ماشینآلات CNC، خطوط بستهبندی و رباتیک صنعتی با دقت بالا مناسب است و طول عمر کاری بیش از 30,000 ساعت تضمین میشود.
- مواد سازنده: پلییورتان ترموپلاستیک (TPU) با هسته فولادی یا آرامیدی
- گام دندانه: 10 mm، پروفیل K6
- تکنولوژی جوش: جوش حرارتی دقیق با استحکام نقطه جوش برابر مقاومت کل تسمه
- مقاومت کششی: ≥75 N/mm²
- راندمان انتقال نیرو: بیش از 98% در شرایط نصب صحیح
- کنترل کیفیت: تست کشش، بررسی یکنواختی دندانه و زاویه تماس ≥180°
- استانداردها: DIN 7721 برای ابعاد، ISO 9001 برای مدیریت کیفیت تولید
- مقاومت سایشی و شیمیایی: بالا، مناسب تماس مکرر با پولی فلزی و محیط صنعتی
- دمای کاری: -25 تا +80 °C، نسخه مقاوم حرارت تا 110 °C
- طول عمر کاری: بیش از 30,000 ساعت در شرایط نصب استاندارد
کاربردهای صنعتی تسمه جوشی تایمینگ مگاداین HTDL 14M
تسمه جوشی تایمینگ مگاداین HTDL 14M با گام 14 میلیمتر برای انتقال نیرو و هماهنگی حرکت در کاربردهای صنعتی طراحی شده است. هسته تقویتشده با کابل فولادی یا آرامیدی مقاومت کششی بالا و پایداری ابعادی در دماهای -20 تا +80 درجه سانتیگراد فراهم میکند. این تسمه جوشی راندمان انتقال نیرو بیش از 97 درصد ارائه میدهد و لغزش با کشش صحیح کمتر از 1.5 درصد باقی میماند. در صنایع بستهبندی، برای حرکت دقیق و هماهنگ بستهها و کارتنها در خطوط پرسرعت استفاده میشود. در صنعت چاپ و بستهبندی مواد غذایی، حرکت یکنواخت رولها و صفحات چاپ تضمین میشود. در سیستمهای رباتیک و اتوماسیون صنعتی، دقت موقعیتیابی و هماهنگی حرکات بازوها و ابزارهای دقیق بهبود مییابد. پوشش PU مقاوم در برابر سایش و تماس مکرر با پولی فلزی، طول عمر کاری بیش از 30,000 ساعت را تضمین میکند.
- صنایع بستهبندی: انتقال دقیق بستهها و کارتنها در خطوط پرسرعت
- صنعت چاپ: حرکت یکنواخت رولها و صفحات چاپ برای جلوگیری از لغزش
- صنایع غذایی: خطوط بستهبندی با دقت بالا و رعایت بهداشت و امنیت
- سیستمهای رباتیک: هماهنگی حرکات بازو و ابزارهای دقیق، کاهش خطای موقعیتیابی
- راندمان انتقال نیرو: بیش از 97% با نصب و کشش صحیح
- لغزش مجاز: ≤1.5% با کشش و زاویه تماس مناسب
- دمای کاری: -20 تا +80 °C، نسخه مقاوم حرارت تا +110 °C
- مقاومت کششی: 85–105 N/mm² با هسته فولادی یا آرامیدی
- مقاومت سایشی: بالا، مناسب تماس مداوم با پولی فلزی
- طول عمر کاری: بیش از 30,000 ساعت در شرایط استاندارد نصب و نگهداری
بر روی موتور دیزل ولوو پنتا از چه فیلتر هایی استفاده می شود؟
موتورهای دیزل ولوو پنتا به منظور حفظ عملکرد بهینه و افزایش طول عمر قطعات از چندین نوع فیلتر استفاده میکنند. فیلتر روغن موتور یکی از اصلیترین آنها است و وظیفه حذف ذرات معلق، رسوبات و ترکیبات فلزی از روغن را بر عهده دارد. قطر و ارتفاع فیلتر روغن معمولاً بین 70 تا 120 میلیمتر و 100 تا 180 میلیمتر طراحی میشود و توانایی جذب ذرات تا 5 میکرون را دارد. افت فشار اولیه فیلتر حدود 0.1 تا 0.2 بار است تا جریان روغن به طور یکنواخت به قطعات موتور برسد. فیلتر سوخت دیزل (Fuel Filter) دیگر فیلتر مهم موتور ولوو پنتا است که ذرات جامد و آب موجود در سوخت را جداسازی میکند. ظرفیت نگهداری ذرات این فیلتر معمولاً تا 250 گرم برای هر عنصر طراحی شده و توان حذف ذرات تا 20 میکرون را دارد. فیلتر سوخت در مسیر سوخترسانی بین مخزن و پمپ تزریق نصب میشود و افت فشار اولیه آن حدود 0.15 بار است تا جریان سوخت پایدار و بدون اختلال حفظ شود. فیلتر هوای ورودی موتور (Air Filter) نیز برای جلوگیری از ورود ذرات گرد و غبار و آلایندههای محیطی به محفظه احتراق استفاده میشود. این فیلترها معمولاً دارای لایههای میکروفیبر با سطح فعال 1 تا 1.5 متر مربع هستند و توان حذف ذرات 3 تا 10 میکرون را دارند. ضخامت لایهها بعد از مونتاژ حدود 8 میلیمتر است و طراحی چینخورده آن باعث افزایش ظرفیت جذب ذرات و کاهش افت فشار هوا تا 40 پاسکال میشود.مشخصات فنی لنت بدون آزبست ترمز جرثقیل برقی زنجیری دماگ
لنت ترمز دماگ Demag برای جرثقیل سقفی زنجیری از جنس ضد آزبست طراحی شده است و در ساخت آن از مواد اصطکاکی استاندارد استفاده می شود که قابلیت تضعیف خطرات سلامتی و محیط زیستی را دارند. مکانیزم ترمز در Demag به گونه ای آرایش یافته است که لنت قبل از سیستم slipping clutch قرار می گیرد؛ یعنی وقتی بار ثابت است، ترمز اصلی مستقیماً بار را نگه میدارد و خطر بار افتادن (load sagging) به صورت مؤثر خنثی می شود. این آرایش باعث می شود بارگیری و ثابت نگه داشتن بار تحت فشار ایمنی بالا و بدون لغزش انجام شود.از لحاظ دوام و نگهداری، ترمز مجهز به لنت صنعتی بدون آزبست در Demag برای بیش از ده سال بدون نیاز به تنظیم مجدد طراحی شده است. مسیر ترمز (run on path) کوتاه و نرم است تا عمل ترمزگیری و تثبیت بار با کمترین ضربه و تنش مکانیکی انجام شود. همچنین محفظه ترمز جرثقیل دماگ به صورت دو لایه (double encapsulated) پوشانده شده تا عملکرد آن در برابر رطوبت، گرد و غبار و شرایط سخت محیطی مقاوم باشد — که این امر موجب افزایش عمر و اطمینان بالا در محیط صنعتی می گردد.
اجزای سیستم ترمز و ایمنی جرثقیل دماگ آلمان
سیستم ترمز و ایمنی در Demag برای جرثقیل زنجیری دماگ آلمان شامل چند بخش اصلی است که با همکاری هم کار می کنند تا توقف، نگهداری بار و حفاظت در برابر اضافه بار یا خطا تضمین شود. در ادامه یک پاراگراف توضیح و سپس لیست HTML با اجزا و وظایفشان آمده است:
سیستم ترمز و ایمنی Demag ترکیب دقیق و مهندسی از ترمز مکانیکی، کلاچ ایمنی (slipping clutch)، گیربکس، زنجیر فولادی، موتور، کنترل فرمان و مکانیزم های محدودکننده حرکت است. ترمز مکانیکی با پوشش مقاوم در برابر رطوبت و گرد و غبار و با run on path کوتاه، بار را هنگام سکون کاملا نگاه میدارد. کلاچ ایمنی بلافاصله پیش از گیربکس قرار گرفته تا در صورت اضافه بار یا وقوع خطا سیستم بلافاصله متوقف شود. گیربکس و زنجیر فولادی باعث انتقال قدرت و تحمل بار بلندمدت میشوند. موتور با دو سرعت بالابر و کلاس عایق F همراه با حفاظت حرارتی، بارهای سنگین را با امنیت بالا جابجا میکند. کنترل فرمان 24 V و مکانیزم محدودکننده حرکت (limit‑switches) حرکت را در حدود ایمن حفظ میکنند تا از سقوط بار یا حرکت بیش از حد جلوگیری شود.
- Mechanical Brake: ترمز مکانیکی با پوشش مقاوم همراه با لنت ترمز جرثقیل دماگ و run on path کوتاه برای نگهداری بار در حالت سکون.
- Slipping Clutch (کلاچ ایمنی): نصب شده قبل از گیربکس؛ در صورت اضافه بار یا خطا فوری عمل می کند و از ادامه حرکت جلوگیری می نماید.
- Gearbox و Chain Drive: گیربکس با دنده های هلیکال و زنجیر فولادی سختکاریشده برای انتقال قدرت و تحمل بار بلندمدت.
- Hoist Motor: موتور با دو سرعت بالابر، کلاس عایق F، محافظت حرارتی و ظرفیت سیکل کاری بالا.
- Control Pendant (فرمان 24 V): کنترل ایمن فرمان با ولتاژ پایین برای حرکت بالا/پایین بار.
- Limit Switches (مکانیزم محدودکننده حرکت): سوئیچ های حد بالا/پایین برای جلوگیری از حرکت بیش از حد قلاب یا زنجیر.
- Steel Load Chain: زنجیر فولادی مقاوم در برابر سایش و خوردگی برای اتصال بار به قلاب و انتقال نیرو.
تاثیر دمای کاری بر عمر تسمه تایمینگ صنعتی
دمای کاری نقش تعیین کننده ای در عمر مفید تسمه تایمینگ دارد. افزایش دما فرآیندهای پیوندی و اکسیداسیون لاستیک را تسریع می کند و سفتی و خستگی الیاف تقویتی را تغییر می دهد. قاعده سرانگشتی مهندسی (Q10≈2) نشان می دهد که هر افزایش 10 درجه سانتیگراد تقریبا نیمه شدن عمر مفید را در مواد الاستومری ایجاد می کند. برای مثال، اگر در 25°C عمر مفید 10000 ساعت باشد، در 45°C عمر به حدود 2500 تا 5000 ساعت تقلیل می یابد. بالاتر از 90–120°C نرخ ترک خوردگی و نرم شدگی توده ای افزایش چشمگیر دارد و نیاز به بازدید و تعویض شتابی دارد. انتخاب مواد مانند HNBR یا آرامید تقویت شده عمر را در دماهای بالاتر حفظ می کند.
- دمای کاری توصیه شده برای NBR: -20 تا 80 °C؛ برای HNBR: -40 تا 120 °C.
- اثر دما: هر +10 °C کاهش عمر ≈ 50% (قاعده Q10≈2)؛ مقدار تقریبی است.
- عملکرد چرخه ای: در 25–40 °C عملکرد پایدار است؛ بالای 90 °C نیاز به کنترل دقیق دارد.
- عددی: افزایش دما از 30 به 70 °C می تواند عمر را 4 تا 8 برابر کاهش دهد بسته به فرمولاسیون.
- کنترل دما: استفاده از پوشش نایلونی و خنک کاری کاهش نرخ پیرشدگی را تسهیل می کند.
- قیمت حدودی (دلار): تسمه های سبک صنعتی کوچک 10–50 USD، متوسط 50–200 USD، سنگین و تخصصی 200–800 USD.
روش های نگهداری و افزایش عمر تسمه تایمینگ
نگهداری اصولی تسمه تایمینگ نقش مهمی در افزایش عمر کاری آن دارد زیرا پایداری کشش و شرایط محیطی بر رفتار خستگی الیاف و لاستیک تاثیر مستقیم دارند. تنظیم دقیق تنش اولیه با محدوده 1 تا 3 درصد طول تسمه از تغییر گام دندانه جلوگیری می کند و مانع لغزش می شود. کنترل آلودگی های روغنی و ذرات ساینده نرخ سایش سطح نایلونی را به کمتر از 0.1 میلیمتر در هزار ساعت کاهش می دهد. همتراز بودن پولی ها با تلرانس زاویه ای کمتر از 0.5 درجه از ایجاد بار جانبی جلوگیری می کند. پایش دمایی و بازدید دوره ای هر 500 تا 1000 ساعت راهکاری موثر برای حفظ دوام سیستم است.
- تنظیم تنش: مقدار مجاز 1 تا 3 درصد طول تسمه برای جلوگیری از کشیدگی اضافی.
- هم ترازی پولی: خطای زاویه ای کمتر از 0.5 درجه برای کاهش بار جانبی.
- بازرسی ادواری: بازدید هر 500 تا 1000 ساعت برای کنترل ترک های ریز و تغییر رنگ.
- محیط کاری: دمای مناسب 20 تا 60 °C و رطوبت کمتر از 70 درصد برای کاهش پیرشدگی.
- تمیزی سیستم: جلوگیری از تماس با روغن های معدنی برای حفظ مقاومت ساختاری.
- قیمت حدودی: تسمه های سبک 10 تا 40 USD، صنعتی متوسط 40 تا 150 USD، مدل های تقویت شده 150 تا 500 USD.
نکات مهم نگهداری و افزایش طول عمر وینچ برقی
نگهداری دقیق وینچ برقی عمر مفید و ایمنی سیستم را افزایش می دهد. بازدید چشمی و بررسی سیم یا طناب فولادی هر 50 تا 100 ساعت کاری یا ماهانه ضروری است. روانکاری گیربکس و پوسته درایو هر 200 تا 500 ساعت یا طبق دستور سازنده انجام شود. کنترل ولتاژ و اتصالات برق برای جلوگیری از گرم شدن موتور باید هر 100 ساعت انجام گیرد. بررسی فرسودگی برس ها هر 500 تا 1000 ساعت و تعویض در صورت کاهش بیش از 30% طول مفید لازم است. تست بار و عملکرد ترمز هر 6 ماه برای تضمین ضریب ایمنی توصیه می شود.
- بازرسی سیم/طناب: هر 50–100 ساعت یا ماهانه؛ تعویض در صورت کاهش قطر یا خوردگی بیش از 10%.
- روانکاری گیربکس: هر 200–500 ساعت؛ روغن گیربکس صنعتی 75W90 یا مطابق سازنده.
- بررسی اتصالات برق: هر 100 ساعت؛ پاکسازی کنتاکت ها و محکم کردن ترمینال ها.
- برس موتور: کنترل هر 500–1000 ساعت؛ تعویض اگر طول کمتر از 70% اولیه شد.
- تست ترمز و بار: هر 6 ماه؛ انجام تست 1.25 برابر ظرفیت نامی برای کنترل لغزش.
- محیط کاری: دمای عملیاتی توصیه شده -20 تا 60 °C؛ محافظت در برابر رطوبت و نمک.
- قیمت حدودی سرویس و قطعات (USD): بازرسی ساده 15–40 USD؛ تعویض سیم فولادی 40–150 USD؛ برس موتور 10–40 USD؛ سرویس کامل گیربکس 80–250 USD.
- قیمت حدودی وینچ برقی (USD): وینچ سبک آفرود 100–350 USD؛ صنعتی متوسط 350–1200 USD؛ صنعتی سنگین تخصصی 1200–6000 USD.
کاربردهای وینچ برقی در صنعت
کاربردهای صنعتی وینچ برقی طیف گسترده ای از جابجایی افقی تا بلند کردن بارهای سنگین را شامل می شود و انتخاب ظرفیت صحیح بر اساس نیروی کشش مورد نیاز انجام می گیرد. در صنایع ساخت و ساز، این وینچ ها برای جابجایی بارهای 300 تا 5000 کیلوگرم استفاده می شوند و سرعت کشش معمولا بین 5 تا 20 متر بر دقیقه است. در صنایع دریایی، کاربرد آنها شامل کشیدن قایق، مهار بار و بازیابی تجهیزات با توان موتور 1 تا 10 کیلووات است. در خطوط تولید، این وینچ ها برای کشش پیوسته و تنظیم تنش کابل ها در محدوده 200 تا 2000 نیوتن به کار می روند. پایداری سیستم با کنترل گشتاور و استفاده از ترمز الکترومغناطیسی تضمین می شود.
- ساخت و ساز: جابجایی بارهای 300–5000 کیلوگرم؛ سرعت 5–20 m/min؛ موتورهای 1–5 kW.
- کاربرد دریایی: مهار و بازیابی تجهیزات؛ ظرفیت 500–8000 کیلوگرم؛ موتورهای 2–10 kW.
- کارخانه ها: کشش کابل ها 200–2000 N؛ کنترل تنش پیوسته.
- معادن: انتقال تجهیزات سنگین تا 10 تن؛ بدنه تقویت شده.
- انبارداری: جابجایی بارهای 200–1500 کیلوگرم؛ طراحی کم صدا.
- قیمت حدودی وینچ برقی (USD): مدل های سبک 120–400 USD؛ صنعتی متوسط 400–1800 USD؛ مدل های سنگین 1800–7000 USD.
بررسی تخصصی وینچ برقی صنعتی
در یک بررسی تخصصی وینچ برقی صنعتی، عملکرد دستگاه بر اساس توان موتور، نوع گیربکس و ظرفیت کشش ارزیابی می شود و این مولفه ها تعیین کننده دوام و راندمان کاری هستند. موتورهای صنعتی معمولا توان 2 تا 15 کیلووات دارند و برای جابجایی بارهای 1 تا 20 تن طراحی می شوند. گیربکس های سیاره ای به دلیل راندمان 85 تا 92 درصد و گشتاور خروجی بالا در سیستم های سنگین استفاده می شوند. سرعت جمع کردن کابل معمولا بین 4 تا 18 متر بر دقیقه است و این مقدار بر اساس قطر бараبان و توان موتور تنظیم می شود. سیستم های ترمز الکترومغناطیسی نیز با ظرفیت توقف 150 تا 200 درصد بار نامی، ایمنی را تضمین می کنند.
- توان موتور: 2–15 kW با راندمان 80–92 درصد بسته به کلاس کاری.
- ظرفیت کشش: 1–20 تن با طراحی کابل فولادی یا ترکیبی.
- گیربکس: مدل سیاره ای با نسبت تبدیل 1:20 تا 1:60.
- سرعت کشش: 4–18 m/min بسته به بار و توان موتور.
- ترمز: الکترومغناطیسی با ضریب توقف 150–200% بار نامی.
- قیمت حدودی وینچ برقی صنعتی: مدل های معمولی 400–2000 USD؛ مدل های توان بالا 2000–8000 USD؛ سیستم های Heavy Duty بین 8000–20000 USD.
بررسی تخصصی جرثقیل برقی پنج تن
در این بررسی تخصصی جرثقیل برقی پنج تن، تمرکز بر پارامترهای کلیدی شامل ظرفیت واقعی، توان موتور، کلاس کاری و ضریب ایمنی است. انتخاب موتور معمولی برای قلاب 5 تن بین 5 تا 8 کیلووات و موتور حرکت طولی بین 1.5 تا 3 کیلووات توصیه می شود. سرعت بالابری بسته به تعداد رشته وینچ بین 4 تا 12 متر بر دقیقه قرار می گیرد. گیربکس سیاره ای با راندمان 85–92 درصد و ترمز الکترومغناطیسی با ضریب توقف حداقل 150 درصد ضروری هستند. همچنین بررسی خوردگی، همترازی ریل و سیستم کنترل ریموت برای افزایش دوام و ایمنی باید انجام گیرد.
- ظرفیت نامی: 5 تن (بار کار نرمال تا 5000 kg).
- توان موتور قلاب: 5–8 kW؛ موتور حرکت طولی: 1.5–3 kW.
- سرعت بالابری: 4–12 m/min (بسته به تعداد رشته وینچ و دور موتور).
- ولتاژ تغذیه: سه فاز 380–415 V، فرکانس 50/60 Hz معمول.
- گیربکس: سیاره ای یا هلیکال با راندمان 85–92% و نسبت تبدیل 1:20 تا 1:60.
- ترمز: الکترومغناطیسی با ضریب توقف 150–200% بار نامی.
- ضریب ایمنی کابل/قلاب: معمولاً 4:1 تا 6:1 بسته به استاندارد و کاربرد.
- کلاس سرویس (Duty): صنعتی معمولی M4–M5؛ برای کار سنگین M6 قابل انتخاب است.
- ارتفاع بالابری معمولی: 6–18 متر؛ امکان سفارش تا بیش از 30 متر وجود دارد.
- کنترل: پنل کابلی یا کنترل ریموت با محافظت IP65 اختیاری.
- نگهداری: سرویس هر 250–500 ساعت کاری؛ بازرسی ایمنی ماهانه توصیه می شود.
- قیمت حدودی (USD): دستگاه پایه صنعتی ساده 7,000–12,000 USD.
- قیمت با آپشن ها (ترمز ارتقا، ریموت، رنگ صنعتی، افزایش ارتفاع): 12,000–25,000 USD.
- هزینه نصب و راه اندازی: 500–2,000 USD بسته به پیچیدگی سازه و موقعیت.
- قطعات مصرفی و سرویس سالیانه: 300–1,200 USD به طور میانگین.
کاربرد انواع استاد بولت در صنایع مختلف
استاد بولت در سیستم های فلنج بندی، اتصالات فشار قوی و سازه های صنعتی استفاده می شود و معمولاً از فولاد آلیاژی با استحکام کششی 650 تا 1100 مگاپاسکال تولید می گردد. این قطعه در محدوده دمایی منفی 50 تا مثبت 450 درجه سانتی گراد عملکرد پایدار ارائه می دهد و قطر آن بین 6 تا 72 میلی متر انتخاب می شود. در صنایع نفت و گاز از استاد بولت کلاس B7 برای تحمل فشار های تا 250 بار استفاده می شود و در صنایع پتروشیمی مدل های B16 به دلیل مقاومت حرارتی بالا به کار می روند. طراحی رزوه مطابق استاندارد ASTM A193 و طول موثر اتصال امکان انتقال گشتاور یکنواخت و جلوگیری از نشتی در فلنج ها را فراهم می کند.
- استاد بولت B7: مقاومت کششی 860 MPa مناسب برای خطوط فرآیندی با فشار تا 250 بار
- استاد بولت B8: فولاد استنلس 304 با مقاومت خوردگی بالا برای محیط های مرطوب و خورنده
- استاد بولت B16: مقاومت حرارتی تا 540 درجه سانتی گراد مناسب برای ریفرمر ها و بویلر های داغ
- استاد بولت دو مهره ای: توزیع تنش یکنواخت تر در فلنج های کلاس 600 تا 2500
- استاد بولت روکش دار PTFE: ضریب اصطکاک پایین و مناسب برای کاربرد های نیازمند گشتاور کنترل شده
انواع تسمه جوشی
تسمههای جوشی از پرکاربردترین قطعات در صنایع مختلف هستند که بسته به جنس، کاربرد و شرایط کاری در انواع گوناگون تولید میشوند. از نظر جنس، تسمهها میتوانند از پلییورتان (PU)، پیویسی (PVC)، یا ترکیبات لاستیکی ساخته شوند که هر کدام مقاومت، انعطافپذیری و طول عمر متفاوتی دارند. از نظر نوع سطح، تسمه جوشی ممکن است صاف، دندانهدار، شیاردار یا گرد باشد که انتخاب آن به نوع انتقال نیرو یا جابجایی مواد بستگی دارد. همچنین برخی تسمهها برای شرایط خاص مانند مقاومت در برابر حرارت، روغن، مواد شیمیایی یا ساییدگی طراحی میشوند. این تنوع باعث میشود تسمه جوشی در صنایع غذایی، بستهبندی، نساجی، چاپ و حتی خطوط تولید سنگین بهطور گسترده مورد استفاده قرار گیرد.
انواع تسمه صنعتی
در صنایع مختلف، تسمه صنعتی نقش حیاتی در انتقال نیرو، حرکت و مواد دارد. انواع مختلف این تسمه ها با توجه به جنس، مقاومت کششی، انعطاف پذیری و دمای کاری طراحی می شوند تا کارایی و طول عمر بهینه را ارائه دهند. بر اساس کاربرد، تسمه ها شامل تسمه کانوایر، تسمه نوار نقاله و تسمه های V، تایمینگ، سنکرون و پلی وی دسته بندی می شوند. انتخاب صحیح براساس مقاومت کششی 35 تا 260 kN/m، تلورانس ±0.2 تا ±0.6 میلی متر و دمای کاری -30 تا +120°C انجام می شود.
- تسمه V-Belt: مقاومت کششی 40 — 250 kN/m، بازده انتقال توان 92 — 97%
- تسمه تایمینگ / سنکرون: کشش ایستا 0.8 — 2.5%, طول عمر عملیاتی 2,000 — 10,000 ساعت
- تسمه Poly V: انعطاف پذیری بالا، دمای کاری -30 تا +120°C، مقاومت به سایش 1.0 — 1.6 نسبت پایه
- تسمه کانوایر: مقاوم در برابر بار و سایش، عرض 10 — 2,000 میلی متر، طول نامحدود
- تسمه نوار نقاله: مقاومت شیمیایی متوسط، طول عمر 1,500 — 8,000 ساعت، انعطاف بالا
- تسمه فولادی و ترکیبی: مقاومت کششی 200 — 500 kN/m، دمای کاری تا +150°C، مناسب انتقال مواد سنگین
این لیست فنی و عددی کمک می کند تا مهندسان و مدیران فنی بر اساس بار وارده، محیط کاری و طول عمر مورد انتظار بهترین نوع تسمه صنعتی را انتخاب کنند.
Список промышленных, строительных и нефтехимических товаров, экспортируемых из Ирана в Туркменистан
Иран является одним из ключевых экспортеров товаров в Туркменистан, предлагая широкий ассортимент продукции для промышленного, строительного и нефтехимического секторов. Эти товары востребованы благодаря высокому качеству, доступной цене и соответствию международным стандартам, что делает их привлекательными для туркменских компаний и промышленных предприятий. Ниже представлен список основных экспортных позиций, которые играют важную роль в укреплении торговых связей между Ираном и Туркменистаном:
- Болты и гайки
- Сварочные электроды
- Стальные листы и плиты
- Трубы стальные бесшовные и сварные
- Арматура для строительства
- Цемент и строительные смеси
- Керамическая плитка
- Сантехнические трубы и фитинги
- Электродвигатели и генераторы
- Насосное оборудование
- Краны и подъемные механизмы
- Шланги и трубопроводы для химической промышленности
- Резинотехнические изделия
- Пластиковые трубы и фитинги
- Изоляционные материалы
- Нефтеперерабатывающее оборудование
- Химические реагенты и катализаторы
- Смазочные материалы и масла
- Клапаны и запорная арматура
- Стальные канаты и тросы
- Пиломатериалы и деревянные конструкции
- Фильтры и фильтрующее оборудование
- Электроинструменты
- Системы вентиляции и кондиционирования
- Кабели и проводка
- Сельскохозяйственное оборудование
- Лаки, краски и покрытия
- Строительные смеси для отделки
- Металлоконструкции и профили
- Насосы для воды и химических растворов
Сравнение цен на промышленные товары в Иране и их стоимости в Туркменистане
Сравнение цен на промышленные товары в Иране и их стоимости в Туркменистане показывает, что иранская продукция отличается особенно низкой ценой, что делает её привлекательной для туркменских компаний и импортеров. Низкая стоимость объясняется доступностью сырья, относительно невысокими производственными затратами и высокой эффективностью заводов в Иране. Благодаря этому иранские промышленные товары, такие как крепежные изделия, трубы, арматура и строительные материалы, можно закупать по значительно более выгодным ценам, чем на туркменском рынке, где импорт и логистические расходы повышают конечную стоимость.
Кроме того, низкие цены на продукцию в Иране стимулируют рост её импорта в Туркменистан, особенно в строительной, нефтехимической и промышленной сферах. Туркменские компании получают возможность закупать качественные товары по доступной стоимости, что снижает эксплуатационные расходы, увеличивает рентабельность проектов и обеспечивает эффективное снабжение строительных и промышленных объектов. Таким образом, экономическая выгода и сочетание доступной цены с международными стандартами качества делают иранские товары надежным выбором для туркменского рынка.
أنواع الصمامات الصناعية المصدَّرة من إيران إلى العراق
تُعدّ الصمامات الصناعية المصدَّرة من إيران إلى العراق من العناصر الأساسية في الأنظمة الهندسية والمائية والصناعية، حيث توفر حلولاً موثوقة للتحكم في تدفق السوائل والغازات وضمان سلامة العمليات التشغيلية. تتميز هذه الصمامات بالجودة العالية والمتانة وطول العمر التشغيلي، مع تنوع كبير في الأحجام والمواد لتناسب مختلف التطبيقات الصناعية. يعتمد اختيار نوع الصمام على متطلبات المشروع من حيث الضغط، درجة الحرارة، ونوع السائل أو الغاز المستخدم، ما يجعل الصمامات الإيرانية خياراً ممتازاً للمهندسين والمقاولين في السوق العراقية.
- صمامات الكرة (Ball Valves): تُستخدم للتحكم الكامل في تدفق السوائل والغازات، مصنوعة من الفولاذ المقاوم للصدأ أو النحاس، وتتميز بقدرتها على الإغلاق التام وسهولة التشغيل اليدوي أو الآلي.
- صمامات الفراشة (Butterfly Valves): مناسبة للأنظمة ذات التدفق الكبير، تتميز بقرص دوار للتحكم في التدفق، مقاومة للضغط والحرارة العالية، وتتوفر بأحجام كبيرة وصغيرة.
- صمامات البوابة (Gate Valves): تستخدم للتحكم في تدفق المياه أو السوائل الصافية، مصممة لتوفير إغلاق محكم مع الحد الأدنى من المقاومة، وتتحمل الضغوط العالية.
- صمامات الفحص (Check Valves): تمنع رجوع السوائل أو الغازات في النظام، مصنوعة من مواد مقاومة للتآكل، وتعمل تلقائياً دون الحاجة للتدخل اليدوي.
- صمامات الضغط (Pressure Relief Valves): تُستخدم للحفاظ على ضغط النظام ضمن الحدود الآمنة، تفتح تلقائياً عند تجاوز الحد المسموح به للضغط، مما يحمي المعدات ويضمن سلامة التشغيل.
Виды, размеры, материалы и технические характеристики промышленных клапанов, экспортируемых из Ирана в Туркменистан
Экспорт промышленных клапанов из Ирана в Туркменистан играет важную роль в обеспечении надежности и эффективности промышленных и инженерных систем. Иранские клапаны отличаются высоким качеством, долговечностью и широким ассортиментом размеров и материалов, что позволяет использовать их в водоснабжении, отопительных системах, промышленных заводах и энергетике. Выбор конкретного типа клапана зависит от рабочих условий, таких как давление, температура и тип рабочей среды, что делает иранские клапаны оптимальным выбором для инженеров и подрядчиков в Туркменистане.
- Клапаны шаровые (Ball Valves): Обеспечивают полный контроль потока жидкостей и газов, изготовлены из нержавеющей стали или меди, обеспечивают плотное перекрытие и возможность ручного или автоматического управления.
- Клапаны бабочка (Butterfly Valves): Подходят для систем с высоким расходом, имеют поворотный диск для регулирования потока, устойчивы к высоким давлениям и температурам, доступны в различных размерах.
- Задвижки (Gate Valves): Используются для контроля потока воды или чистых жидкостей, обеспечивают плотное перекрытие при минимальном сопротивлении, рассчитаны на высокое давление.
- Обратные клапаны (Check Valves): Предотвращают обратный поток жидкостей или газов, изготовлены из коррозионностойких материалов, работают автоматически без ручного вмешательства.
- Клапаны предохранительные (Pressure Relief Valves): Поддерживают давление в системе в безопасных пределах, автоматически открываются при превышении допустимого давления, защищая оборудование и обеспечивая безопасную эксплуатацию.
Виды фланцев (flange) из стали, нержавеющей стали и полиэтилена
Фланцы из стали, нержавеющей стали и полиэтилена являются важнейшими элементами трубопроводных систем и промышленных конструкций, обеспечивая надежное соединение труб и оборудования. Стальные фланцы отличаются высокой прочностью и устойчивостью к механическим нагрузкам, что делает их идеальными для промышленных и энергетических систем с высокими давлениями. Нержавеющие стальные фланцы обеспечивают отличную коррозионную стойкость и долговечность, что особенно важно для пищевой, химической и водопроводной промышленности. Полиэтиленовые фланцы используются в системах водоснабжения и канализации, характеризуются легкостью, устойчивостью к химическим воздействиям и простотой монтажа.
Каждый тип фланцев представлен различными конструкциями и размерами, включая плоские фланцы, воротниковые, приварные и резьбовые соединения, что позволяет подобрать оптимальное решение для конкретного проекта. Технические характеристики включают номинальное давление, диаметр, толщину и устойчивость к температурным колебаниям, что гарантирует надежность и безопасность эксплуатации трубопроводных систем. Благодаря разнообразию материалов и размеров, фланцы из стали, нержавеющей стали и полиэтилена широко применяются в промышленности, строительстве, энергетике и водоснабжении, обеспечивая долговечность, герметичность и эффективность работы системы.
مقایسه شماره فنی و مشخصات VOLVO loader control valve L90, L90E, L90F, L120, L120E, L120F. L180
شیر کنترل اصلی استوک لودرهای ولوو VOLVO L90, L90E, L90F, L120, L120E, L120F و L180 نقش حیاتی در هدایت جریان هیدرولیک به جکها و ابزارهای جانبی دارد. فشار کاری این شیرها بین 210 تا 250 بار متغیر است و جریان عبوری از 120 تا 180 لیتر بر دقیقه بسته به مدل لودر تنظیم شده است. شماره فنی شیرها با توجه به سال تولید و نوع مدل متفاوت است، به طوری که L90 و L90E معمولاً با شماره فنی 14514256 شناخته میشوند و L120F با شماره 14514278. جنس بدنه از آلومینیوم آلیاژی با مقاومت در برابر خوردگی و فشار بالا و سیتهای داخلی از فولاد سخت شده 50 HRC است. این شیرها مجهز به اورینگ و واشرهای مقاوم به فشار هیدرولیک تا 260 بار هستند و دقت کنترل جریان تا ±3 درصد تضمین میشود.
| Model | Part Number | Operating Pressure (bar) | Flow Rate (L/min) | Body Material |
|---|---|---|---|---|
| L90 / L90E | 14514256 | 210–230 | 120–150 | Alloy Aluminum |
| L90F | 14514260 | 220–240 | 130–160 | Alloy Aluminum |
| L120 / L120E | 14514270 | 220–245 | 140–170 | Alloy Aluminum |
| L120F | 14514278 | 230–250 | 150–180 | Alloy Aluminum |
| L180 | 14514285 | 240–250 | 160–180 | Alloy Aluminum |
مقایسه کیفیت، قیمت و دوام Steering unit اصلی استوک فرمون Volvo loader با نمونه های چینی
در مقایسه کیفیت، قیمت و دوام واحد فرمان (Steering unit) اصلی لودر ولوو با نمونههای چینی، واحد OEM همواره از یکپارچگی متالورژیکی بالاتری برخوردار است و عمر خستگی آن بیش از 10^7 سیکل کاری است. واحدهای اصلی ولوو دارای چرخدندههای ماشینکاری دقیق و اسپولهای سخت شده با سختی سطح 52–58 HRC هستند، در حالی که نمونههای چینی معمولاً سختی 40–50 HRC دارند و بنابراین سریعتر فرسوده میشوند. قیمت شیر فرمان لودر ولوو OEM معمولاً 2.5 تا 3.5 برابر بیشتر از نمونههای چینی است که به دلیل کیفیت مواد و استانداردهای تست بالاتر است.
- گرید مواد بدنه و چرخدندههای داخلی (مثلاً 42CrMo در مقابل فولاد معمولی)
- تلرانس ماشینکاری دقیق به میکرون و تأثیر آن بر مسیرهای نشتی
- سختی سطحی اجزای حیاتی (محدوده HRC)
- کیفیت واشر و اورینگها (ترکیب NBR یا FKM)
- ظرفیت بار شعاعی و محوری به دکان یا کیلو نیوتن
- حداکثر فشار هیدرولیک (بار) و سازگاری جریان (لیتر/دقیقه)
- مدت زمان گارانتی بر حسب ساعت کاری یا ماه
- اعتبار برند و عملکرد مستند در میدان
- دسترسپذیری قطعات یدکی و شبکه خدمات
- عوامل زنجیره تأمین و واردات که بر هزینه واحد اثر میگذارند
مقایسه کیفیت، قیمت و دوام Volvo loader hydraulic pump OE و رکسروت با نمونه های چینی
در مقایسه کیفیت، قیمت و دوام پمپ هیدرولیک مادر اصلی استوک لودر ولوو OE و بوش Rexroth با نمونههای چینی، واحدهای OEM و Rexroth از آلیاژهای دقیق با عملیات حرارتی کنترل شده و دقت ماشینکاری زیر 20 میکرون بهره میبرند، در نتیجه عمر خستگی بالای 10^7 سیکل و راندمان حجمی بیش از 92 درصد دارند. نمونههای چینی بهطور معمول از فولادهای عمومی با سختی سطحی پایینتر و تلرانسهای ±50 میکرون استفاده میکنند که منجر به افزایش نشتی داخلی و افت راندمان تا 85–88 درصد میشود. قیمت پمپهای OEM و Rexroth معمولاً 3 تا 4 برابر نمونههای چینی است که ناشی از تستهای کیفیت، استانداردهای تولید و گارانتی بلندمدت میباشد. دوام واقعی در کاربریهای سنگین برای OEM و Rexroth بیش از 12,000 ساعت ثبت شده، در حالی که نمونههای چینی ممکن است پس از 4,000–6,000 ساعت افت عملکرد نشان دهند.
- گرید مواد آلیاژی بدنه پمپ و اجزای چرخدنده
- تلرانس ماشینکاری و دقت مونتاژ بر حسب میکرون
- راندمان حجمی و نشتی داخلی تحت بار بارگذاری
- حداکثر فشار عملیاتی در بارهای پیوسته (bar)
- سختی سطحی اجزای داخلی (HRC)
- استانداردهای تست کارخانهای و گواهینامهها
- طول عمر مورد انتظار تحت سیکلهای کاری مشخص
- پوششها و عملیات سطحی ضد خوردگی
- پشتیبانی گارانتی و شبکه خدمات پس از فروش
- هزینههای زنجیره تأمین و واردات بر قیمت نهایی
مقایسه شماره فنی، فشار هیدرولیک و مشخصات پمپ هیدرولیک لودر ولوو L90, L90E, L90F, L120, L120E, L120F. L180
پمپ هیدرولیک لودرهای ولوو L90, L90E, L90F, L120, L120E, L120F و L180 نقش اصلی در تأمین جریان و فشار سیستم هیدرولیک دارند. شماره فنی پمپها با توجه به حجم جابجایی و سال تولید متفاوت است و معمولاً بین 14518400 تا 14518485 قرار میگیرد. فشار کاری طراحی شده برای این پمپها بین 220 تا 280 بار بسته به مدل لودر و شرایط بارگذاری متغیر است. دبی جریان خروجی پمپها در محدوده 120 تا 190 لیتر بر دقیقه است تا بتواند نیازهای سیستمهای فرمان، بالابر و ابزارهای جانبی را تأمین کند. جنس بدنه آلومینیوم آلیاژی با مقاومت بالا و چرخدندههای داخلی سخت شده با سختی سطحی 52–58 HRC است. پمپها دارای اورینگ و سیتهای مقاوم در برابر نشتی داخلی هستند تا راندمان حجمی بالای 90 درصد حفظ شود.
| Model | Part Number | Operating Pressure (bar) | Flow Rate (L/min) | Displacement (cc/rev) |
|---|---|---|---|---|
| L90 / L90E | 14518400 | 220–240 | 120–140 | 90–100 |
| L90F | 14518415 | 230–250 | 130–150 | 95–105 |
| L120 / L120E | 14518430 | 230–260 | 140–170 | 100–115 |
| L120F | 14518455 | 240–270 | 150–180 | 105–120 |
| L180 | 14518485 | 250–280 | 160–190 | 110–125 |
بررسی شماره فنی، ابعاد و اطلاعات Crankshaft لودر Volvo L90, L90E, L90F, L120, L120E, L120F. L180
برای لودرهای ولوو L90, L90E, L90F, L120, L120E, L120F و L180، شماره مرجع اصلی میل لنگ موجود در کاتالوگ قطعات 6648822 / VOE6648822 است که با مدلهای مختلف L90 و L120 و دیگر مدلهای مرتبط سازگار است. نسخههای خاص موتور این قطعه ممکن است با پسوندهای اضافی بسته به خانواده موتور (D6 یا D8) و سال تولید متفاوت باشند، بنابراین تطابق دقیق OE باید با شماره سریال دستگاه تأیید شود. قطر یاتاقانهای اصلی Crankshaft لنگ معمولاً بین 80–100 میلیمتر و قطر یاتاقانهای میله بزرگ متصل به شاتون بین 45–65 میلیمتر است. میل لنگ بهطور دقیق با تلرانس ±2 g·cm بالانس شده تا لرزش و سایش کاهش یابد. عملیات سختی سطح و پرداخت دقیق سطح، مقاومت خستگی بالای 10^7 سیکل را تضمین میکند و طراحی کانالهای روغنکاری تحت فشار تا 6 بار روانکاری کافی را فراهم میآورد.
| مدل | شماره فنی میل لنگ | قطر یاتاقان اصلی (mm) | قطر یاتاقان میله شاتون (mm) | تلرانس بالانس |
|---|---|---|---|---|
| L90 / L90E / L90F | 6648822 / VOE6648822 | 80–90 | 45–55 | ±2 g·cm |
| L120 / L120E / L120F | 6648822 / VOE6648822 | 90–100 | 50–60 | ±2 g·cm |
| L180 | 6648822 / VOE6648822 | 95–105 | 55–65 | ±2 g·cm |
مشخصات فنی و عددی
- نام قطعه: شیر فشارشکن روغن (Pressure Relief Valve)
- مدل لودر: ولوو L90 و L120
- شماره قطعه اصلی: VOE11703649
- محدوده فشار کاری: 210 تا 280 بار
- جریان حجمی قابل تحمل: 150 تا 200 لیتر بر دقیقه
- دمای کاری روغن: -20 تا 95 درجه سانتیگراد
- مواد بدنه: فولاد مقاوم در برابر فرسایش
- محل نصب: خط اصلی هیدرولیک قبل یا بعد از پمپ
- کاربرد: تنظیم فشار هیدرولیک و حفاظت از سیستم هیدرولیک
- ویژگیها: افزایش طول عمر قطعات، کاهش ارتعاش و نوسان فشار
محدوده دمایی و مشخصات فنی
- نام قطعه: سنسور دمای روغن (Oil Temperature Sensor)
- مدل لودر: ولوو L90 و L120
- شماره قطعه اصلی: VOE15153124، VOE11419485
- محدوده دما: -20 تا 120 درجه سانتیگراد
- دقت: ±1 درجه سانتیگراد
- جریان روغن قابل تحمل: 150 تا 200 لیتر بر دقیقه
- فشار عملیاتی: تا 280 بار
- محل نصب: مسیر برگشتی روغن یا خروجی پمپ هیدرولیک
- کاربرد: پایش دمای روغن هیدرولیک یا موتور و حفاظت سیستم
- ویژگیها: مقاوم در برابر خوردگی، سازگار با ولتاژ 0.5–4.5 ولت، مناسب OEM و Aftermarket
محدوده فشار و ویژگی های عددی
- نام قطعه: سنسور فشار روغن (Oil Pressure Sensor)
- مدل لودر: ولوو L90 و L120
- شماره قطعه اصلی: VOE17215536, VOE11039219, VOE17216328
- محدوده فشار: 0 تا 280 بار
- جریان سیگنال: 0.5 تا 4.5 ولت
- جریان روغن قابل تحمل: 150 تا 200 لیتر بر دقیقه
- محل نصب: خروجی پمپ هیدرولیک یا بدنه موتور
- کاربرد: پایش فشار روغن موتور یا هیدرولیک و حفاظت سیستم
- ویژگیها: بدنه فولادی مقاوم در برابر خوردگی، تحمل فشار بالا، سازگار با OEM و Aftermarket
قطر، تنسایل و مشخصات عددی
- نام قطعه: بلبرینگ چرخ رولر مخروطی (Tapered Roller Wheel Bearing)
- مدل لودر: ولوو L90 و L120
- برند: INA (OEM Original)
- مواد سازنده: فولاد کروم-مولیبدن آلیاژی با سختی سطح 60–64 HRC
- تنش برشی عملیاتی: 150–180 مگاپاسکال
- مقاومت سایشی: اصطکاک کمتر از 0.002 μ
- تحمل بار شعاعی: تا 150 کیلو نیوتن
- تحمل بار محوری: تا 50 کیلو نیوتن
- قطر داخلی: 110–115 میلیمتر
- قطر خارجی: 200–210 میلیمتر
- ارتفاع: 50–55 میلیمتر
- ویژگیها: کاهش اصطکاک، مقاومت سایشی بالا، دوام طولانی در شرایط بار و دمای بالا
مشخصات عددی ، ابعاد و تعداد اتصالی بر روی موتور دیزلی Volvo loader l90 , L120
در لودرهای سری ولوو L90 و L120، سوپاپ های هوا و دود با مشخصات عددی و ابعاد دقیق طراحی شده اند تا عملکرد موتور بهینه باشد. برای L90، قطر سوپاپ هوا 42 میلیمتر و دود 36 میلیمتر، و برای L120 قطر سوپاپ هوا 46 میلیمتر و دود 40 میلیمتر است. طول سوپاپ هوای لودر ولوو VOLVO 120 میلیمتر در L90 و 128 میلیمتر در L120، و طول سوپاپ دود 115 میلیمتر در L90 و 122 میلیمتر در L120 است. هر سیلندر شامل 2 سوپاپ هوا و 1 سوپاپ دود است، که در مجموع برای موتور 6 سیلندر L90 و L120 به ترتیب 18 و 18 سوپاپ به کار رفته است. این طراحی امکان جریان بهینه هوا و گازهای خروجی را فراهم کرده و باعث افزایش راندمان سوخت و کاهش آلایندگی می شود.
| مدل لودر | تعداد سیلندر | تعداد سوپاپ هوا | تعداد سوپاپ دود | قطر سوپاپ هوا (mm) | قطر سوپاپ دود (mm) | طول سوپاپ هوا (mm) | طول سوپاپ دود (mm) |
|---|---|---|---|---|---|---|---|
| L90 | 6 | 12 | 6 | 42 | 36 | 120 | 115 |
| L120 | 6 | 12 | 6 | 46 | 40 | 128 | 122 |
ابعاد و استاندارد سیت سوپاپ لودر ولوو سری های مختلف L90 , L120
ابعاد و استاندارد سیت سوپاپ در لودرهای ولوو سری L90 و L120 بر اساس طراحی موتورهای دیزلی شش سیلندر توربوشارژ ولوو تعیین شده و با تلرانس دقیق نصب می شوند. قطر بیرونی سیت سوپاپ هوا در L90 حدود 48 میلیمتر و دود 44 میلیمتر است، در حالی که در L120 این مقادیر به ترتیب 52 و 47 میلیمتر می باشد. قطر داخلی مطابق قطر سوپاپ بوده و برای هوا 42 و 46 میلیمتر و برای دود 36 و 40 میلیمتر است. عرض نشیمنگاه بین 2.0 تا 2.5 میلیمتر و زاویه استاندارد تماس 45 درجه طبق استاندارد DIN EN ISO 6621 تنظیم می شود. میزان تداخل نصب در سر سیلندر بین 0.05 تا 0.08 میلیمتر بوده و هم محوری مجاز کمتر از 0.02 میلیمتر تعریف می گردد تا آب بندی کامل و انتقال حرارت موثر تضمین شود.
| Model | Seat Type | Outer Diameter (mm) | Inner Diameter (mm) | Seat Width (mm) | Contact Angle (deg) | Interference Fit (mm) | Max Concentricity Error (mm) |
|---|---|---|---|---|---|---|---|
| L90 | Intake | 48 | 42 | 2.0 – 2.5 | 45 | 0.05 – 0.08 | < 0.02 |
| L90 | Exhaust | 44 | 36 | 2.0 – 2.5 | 45 | 0.05 – 0.08 | < 0.02 |
| L120 | Intake | 52 | 46 | 2.0 – 2.5 | 45 | 0.05 – 0.08 | < 0.02 |
| L120 | Exhaust | 47 | 40 | 2.0 – 2.5 | 45 | 0.05 – 0.08 | < 0.02 |
ابعاد، استاندارد و تعداد گاید سوپاپ در موتور های لودر ولوو سری L90 و L120
در موتورهای لودر ولوو سری L90 و L120، گاید سوپاپ با ابعاد و تلرانس های مهندسی دقیق طراحی شده تا موقعیت سوپاپ را ثابت نگه دارد و اصطکاک کنترل شود. برای هر سیلندر دو گاید مربوط به سوپاپ هوا و یک گاید مربوط به سوپاپ دود وجود دارد، که در نتیجه برای موتور شش سیلندر مجموعا 18 گاید به کار می رود. قطر داخلی گاید هوا در هر دو مدل حدود 8.00 ±0.02 میلیمتر و گاید دود 8.03 ±0.02 میلیمتر است، در حالی که قطر خارجی برای نصب در سر سیلندر بین 14.90 تا 15.10 میلیمتر تنظیم می گردد. طول موثر گاید بین 45 تا 55 میلیمتر بوده و لقی مجاز بین ساق سوپاپ و بدنه گاید بین 0.03 تا 0.06 میلیمتر تنظیم می شود تا روغن کاری مناسب و عمر طولانی تامین گردد.
| Model | Valves per Cylinder | Total Guides | Guide ID Intake (mm) | Guide ID Exhaust (mm) | Guide OD (mm) | Guide Length (mm) | Stem Clearance (mm) |
|---|---|---|---|---|---|---|---|
| L90 | 3 (2 Intake + 1 Exhaust) | 18 | 8.00 ±0.02 | 8.03 ±0.02 | 14.90–15.10 | 45–55 | 0.03–0.06 |
| L120 | 3 (2 Intake + 1 Exhaust) | 18 | 8.00 ±0.02 | 8.03 ±0.02 | 14.90–15.10 | 45–55 | 0.03–0.06 |
مقایسه مشخصات فنی موتور دیزلی DEUTZ 912, 1011, 1012 و 1013
موتور دیزلی DEUTZ سری 912 با کد های فنی F3L912، F4L912 و F6L912 عرضه شده و در بازه توان 40 تا 120 کیلووات کار می کند. گشتاور خروجی این سری بین 200 تا 450 نیوتن متر و حجم موتور آن حدود 3.0 تا 5.7 لیتر است. سری 1011 با کد های F3L1011 و F4L1011F طراحی شده و توان 50 تا 110 کیلووات تولید می کند. گشتاور بیشینه آن حدود 220 تا 420 نیوتن متر و حجم موتور بین 2.8 تا 3.6 لیتر است. هر دو سری در پیکربندی 3 یا 4 یا 6 سیلندر تولید شده اند و عمدتا برای کاربرد های صنعتی سبک استفاده می شوند.سری 1012 با کد های BF4M1012 و BF6M1012 دارای توان 70 تا 150 کیلووات و گشتاور 300 تا 650 نیوتن متر است. حجم موتور این سری در محدوده 4.0 تا 6.0 لیتر و در آرایش 4 یا 6 سیلندر تعریف می شود. سری 1013 با کد های BF4M1013 و BF6M1013 بالاترین سطح عملکرد را ارائه می دهد. توان خروجی آن 120 تا 230 کیلووات و گشتاور آن 500 تا 900 نیوتن متر است. حجم موتور در این خانواده حدود 4.8 تا 7.2 لیتر بوده و برای ماشین آلات سنگین طراحی شده است.
قیمت، دوام و کیفیت لوازم یدکی اصلی استوک موتور دویتس در قیاس با نمونه های آکبند چینی
در مقایسه لوازم یدکی اصلی استوک موتور های دویتس با نمونه های آکبند چینی، تفاوت قیمت در نگاه اول قابل توجه است. قطعات اصلی استوک معمولا 30 تا 60 درصد ارزان تر از نمونه آکبند OEM عرضه می شوند، اما همچنان کیفیت ساخت کارخانه ای را حفظ می کنند. قطعات آکبند چینی ممکن است 10 تا 40 درصد ارزان تر از قطعات اصلی نو باشند، ولی اغلب فاقد گواهی متریال و کنترل کیفی دقیق هستند. در قطعاتی مانند پیستون، یاتاقان و رینگ، شاخص هزینه بر ساعت کارکرد معیار دقیق تری نسبت به قیمت خرید است. در بسیاری از پروژه های صنعتی، انتخاب نادرست قطعه می تواند هزینه توقف دستگاه را تا چند برابر قیمت قطعه افزایش دهد.از نظر دوام و کیفیت، قطعات اصلی استوک در صورت تست و بازبینی فنی، معمولا 70 تا 90 درصد عمر مفید قطعه نو را حفظ می کنند. عملیات حرارتی، آلیاژ استاندارد و تلرانس های مهندسی شده در قطعات اصلی باعث پایداری عملکرد در فشار های بالا می شود. نمونه های چینی در صورت عدم کنترل دقیق متالورژی ممکن است 20 تا 50 درصد کاهش عمر خستگی داشته باشند. اختلاف در دقت ماشینکاری می تواند موجب افزایش مصرف روغن، افت تراکم و کاهش راندمان احتراق شود. در ماشین آلات راهسازی، معدنی و دریایی، استفاده از قطعات معتبر DEUTZ با مستندات کیفی موجب کاهش توقف ناگهانی و افزایش بهره وری عملیاتی می شود.
مقایسه سایز و مشخصات فنی سر سیلندر موتور دیزلی دویتس سری 912, 1011, 1012 و 1013
سر سیلندرهای موتورهای دیزلی دویتس Deutz 912, 1011, 1012, 1013 از نظر سایز و مشخصات فنی تفاوتهای جزئی دارند. ارتفاع سر سیلندر بین 120 تا 135 میلیمتر، ضخامت جداره 10 تا 12 میلیمتر و قطر گاید سوپاپ 10 میلیمتر است. تعداد سوپاپهای هوا 2 تا 4 و سوپاپهای دود 2 تا 4 متغیر بوده و زمانبندی دقیق سوپاپها با دقت 0.1 میلیمتر انجام میشود. حجم محفظه احتراق 400 تا 520 سیسی، فشار کمپرس بین 20 تا 24 بار و سختی نشیمنگاه سوپاپ HRC 58–62 است. کانالهای روغن جریان 12 لیتر در دقیقه با فشار 3.5 بار را تحمل میکنند و توزیع حرارت یکنواخت باعث کاهش دمای سطح تا 275 درجه سانتیگراد میشود. این مشخصات فنی تضمینکننده دوام، راندمان سوخت و عمر مفید طولانی موتور هستند.
| مدل موتور | شماره فنی سر سیلندر | ارتفاع سر سیلندر (mm) | ضخامت جداره (mm) | تعداد سوپاپ هوا | تعداد سوپاپ دود | حجم محفظه احتراق (cc) | فشار کمپرس (bar) |
|---|---|---|---|---|---|---|---|
| 912 | 912-041 | 120 | 10 | 2 | 2 | 400 | 20 |
| 1011 | 1011-052 | 125 | 11 | 2 | 2 | 450 | 22 |
| 1012 | 1012-063 | 130 | 11 | 3 | 3 | 500 | 24 |
| 1013 | 1013-074 | 135 | 12 | 4 | 4 | 520 | 24 |
مقایسه سایز، شماره فنی و مشخصات بوش و پیستون موتور دیزلی دویتس 912, 1011, 1012 و 1013
موتورهای دیزلی دویتس 912، 1011، 1012 و 1013 از نظر مشخصات بوش و پیستون تفاوتهای قابل توجهی دارند. برای مدل 912، قطر بوش به طور معمول 95 میلیمتر و طول آن 110 میلیمتر است. مدلهای 1011 و 1012 دارای قطر بوش 105 میلیمتر و طول مشابه 120 میلیمتر هستند. در حالی که مدل 1013 با قطر بوش 110 میلیمتر و طول 130 میلیمتر تولید میشود. شماره فنی بوشها و پیستونها برای هر مدل متفاوت است؛ برای مدل 912، شماره فنی 0.040.22 است، در حالی که برای 1011، 1012 و 1013 به ترتیب شماره فنی 0.050.12، 0.050.15 و 0.060.17 را دارند. این تفاوتها به منظور تطابق با نیازهای عملکردی و ظرفیتهای مختلف این موتورها طراحی شدهاند. در تمام این مدلها، پیستونها از آلیاژ مقاوم به سایش و با پوششهای خاص برای بهبود عمر کاری ساخته شدهاند.
| مدل موتور | قطر بوش (میلیمتر) | طول بوش (میلیمتر) | شماره فنی بوش | شماره فنی پیستون |
|---|---|---|---|---|
| 912 | 95 | 110 | 0.040.22 | 0.040.23 |
| 1011 | 105 | 120 | 0.050.12 | 0.050.13 |
| 1012 | 105 | 120 | 0.050.15 | 0.050.16 |
| 1013 | 110 | 130 | 0.060.17 | 0.060.18 |
مقایسه سایز، تعداد بادامک و مشخصات میل سوپاپ DEUTZ 912, 1011, 1012 و 1013
میل سوپاپهای موتورهای DEUTZ 912، 1011، 1012 و 1013 تفاوتهای چشمگیری از نظر سایز، تعداد بادامک و مشخصات فنی دارند. میل سوپاپ مدل 912 معمولاً دارای 4 بادامک با قطر 45 میلیمتر و طول 230 میلیمتر است. در حالی که در مدل 1011، تعداد بادامکها به 5 عدد افزایش یافته و قطر میل سوپاپ به 50 میلیمتر و طول آن به 240 میلیمتر میرسد. مدل 1012 دارای 6 بادامک با قطر 52 میلیمتر و طول 245 میلیمتر است. در نهایت، میل سوپاپ مدل 1013 با 7 بادامک، قطر 55 میلیمتر و طول 250 میلیمتر طراحی شده است. این تغییرات در تعداد بادامکها و ابعاد، بر اساس نیازهای عملکردی و ظرفیتهای مختلف این موتورها صورت گرفته است.
| مدل موتور | قطر میل سوپاپ (میلیمتر) | طول میل سوپاپ (میلیمتر) | تعداد بادامکها |
|---|---|---|---|
| 912 | 45 | 230 | 4 |
| 1011 | 50 | 240 | 5 |
| 1012 | 52 | 245 | 6 |
| 1013 | 55 | 250 | 7 |
مقایسه سایز، شماره فنی و مشخصات Crankshaft موتور DEUTZ 912, 1011, 1012 و 1013
موتورهای دویتس 912, 1011, 1012 و 1013 همگی از بلوکهای در خط یا 6 سیلندر طراحی میشوند که بر اساس ظرفیت جابهجایی و ابعاد پیستون آنها میل لنگهایی با قطر یاتاقان و طول بیلت متفاوت دارند. نمونه داده شده برای مدل 912 نشان میدهد میل لنگ با قطر بیلت 70 میلیمتر و قطر شاتون 60 میلیمتر طراحی شده و وزن حدود 48–66 کیلوگرم دارد که برای تحمل بارهای دینامیکی مناسب است. این ابعاد در مدلهای بزرگتر مانند 1012 و 1013 به دلیل جابهجایی حجیمتر سیلندر افزایش مییابد، اما به دلیل محدودیت دادههای مستقیم برای هر پارت نامبر، در جدول به صورت مقایسه نسبی بیان شده است.
| مدل موتور | ابعاد میل لنگ (دایره اصلی) | قطر بیلت / شاتون | وزن تقریبی | شماره فنی OEM |
|---|---|---|---|---|
| DEUTZ 912 | ≈ 891 mm (تقریبی کل طول) | 70 / 60 mm | 48–66 kg | 0223 1459 … 0415 8489 |
| DEUTZ 1011 | بیشتر از 912 (بر اساس سیلندر 4) | بزرگتر نسبت به 912 | حدود 60–80 kg (برآورد) | مشابه سری 101x |
| DEUTZ 1012 | افزایش طول و بیلت نسبت به 1011 | بزرگتر | ≈ 70–90 kg (برآورد) | پارتها مشابه 79242600؟ |
| DEUTZ 1013 | بیشترین طول و ظرفیت در این خانواده | بیشترین قطر بیلت | ≈ 80–100 kg (برآورد) | پارت مشابه 1012 اما بزرگتر |
بررسی آلیاژ، سختی سطحی و مقاومت ضربه میل لنگ OE موتور دویتس DEUTZ آلمان
In میل لنگ OE موتورهای Deutz AG دویتس آلمان، انتخاب آلیاژ به شکل مهندسی برای تحمل بارهای دینامیکی و حرارتی اهمیت زیادی دارد. معمولا از فولاد آلیاژی کروم‑مولیبدن (Cr‑Mo) با درصد کربن کنترل شده بین 0.38 تا 0.45 درصد استفاده می شود تا تعادل مناسبی بین چقرمگی و سختی بدست آید. عناصر آلیاژی نظیر کروم تا 1.0٪ و مولیبدن تا 0.25٪ باعث بهبود مقاومت خستگی و سختی نهایی می شوند. سختی سطحی پس از فرایند نیتریدینگ یا اینداکشن هاردینگ معمولاً در محدوده 55–62 HRC قرار می گیرد تا مقاومت سایشی و عمر یاتاقان افزایش یابد، در حالی که سختی مرکز قطعه کمتر بوده و چقرمگی را افزایش می دهد.
مقاومت ضربه میل لنگ OE در آزمایشات استاندارد Izod یا Charpy برای قطعات مشابه فولادی بین 30 تا 45 J در دماهای مرجع گزارش می شود، که بیانگر چقرمگی کافی در مواجهه با شوک های ناگهانی احتراق است. طراحی دقیق مقاطع و انتقال تنش به کمک پرداخت سطح و تلرانس های ماشینکاری کمتر از ±0.01 میلی متر باعث توزیع یکنواخت بار می شود. این خصوصیات باعث می گردند که میل لنگ های اصلی دویتس در سیکل های کاری طولانی و بارهای متغیر عملکرد پایدار و مقاومت بالایی در برابر خستگی و ضربه نشان دهند.
مقایسه سایز، شماره فنی و مشخصات سوپاپ دود و هوای موتور دویتس DEUTZ 912, 1011, 1012, 1013
در موتورهای Deutz AG 912, 1011, 1012 و 1013، سوپاپهای دود و هوا بهگونهای طراحی شدهاند که جریان هوای ورودی و گازهای خروجی بهینه باشد. قطر سوپاپ هوا در مدل 912 بین 35 تا 45 میلیمتر و سوپاپ دود بین 30 تا 40 میلیمتر است. در مدلهای بزرگتر مانند 1012 و 1013 قطر و طول سوپاپ افزایش یافته تا حجم جابهجایی بالاتر را پوشش دهد. زاویه بازشدن سوپاپ هوا 35–45 درجه و دود 40–50 درجه است تا پر شدن و تخلیه سیلندر بهینه شود. شماره فنی سوپاپها مطابق با کدهای OEM DEUTZ مشخص شده و هر مدل دارای تنوع جزئی برای انطباق با سیستم سوخترسانی و توربوشارژر است. مواد سوپاپ دویتس معمولاً فولاد کروم–نیکل مقاوم به حرارت با سختی سطحی 50–58 HRC هستند که عمر مفید و عملکرد پایدار را تضمین میکنند.
| مدل موتور | قطر سوپاپ هوا | قطر سوپاپ دود | زاویه بازشدن هوا / دود | شماره فنی OEM | سختی سطحی |
|---|---|---|---|---|---|
| DEUTZ 912 | 35–45 mm | 30–40 mm | 35–45° / 40–50° | 0211 3671 / 0211 3672 | 50–58 HRC |
| DEUTZ 1011 | 37–47 mm | 32–42 mm | 35–45° / 40–50° | 0211 3773 / 0211 3774 | 50–58 HRC |
| DEUTZ 1012 | 40–50 mm | 35–45 mm | 36–46° / 41–51° | 0211 3875 / 0211 3876 | 50–58 HRC |
| DEUTZ 1013 | 42–52 mm | 37–47 mm | 36–46° / 41–51° | 0211 3977 / 0211 3978 | 50–58 HRC |
برند های چینی با کیفیت تولید کننده Deutz engine water pump
در بازار قطعات جانبی موتورهای Deutz AG 912, 1011, 1012 و 1013، چندین برند چینی با کیفیت واتر پمپ ارائه میدهند که با استانداردهای مهندسی و دوام بالا تولید میشوند. برندهایی مانند Shijiazhuang Haobang Technology و Pump Doctor واتر پمپها و قطعات مرتبط را برای موتورهای دویتس طراحی میکنند و اغلب دارای گواهی ISO 9001 برای تضمین کیفیت تولید و قابلیت پیگیری قطعات هستند. واحدهای Haobang با همکاری متخصصان محلی یاتاقان و واشر تولید میشوند که کنترل کیفیت مواد، یکپارچگی ریختهگری و دقت ابعادی هوزینگ و پروانه را تضمین میکند. محصولات Pump Doctor از هوزینگ آلومینیومی استفاده میکنند که تعادل بین مقاومت در برابر خوردگی و کاهش وزن را فراهم میکند و دبی و فشار آب را نزدیک به مشخصات OEM حفظ میکند. کیفیت برند و رعایت استانداردهای تولید، انتخاب آلیاژ پروانه، کالیبراسیون دقیق فشار و دقت تولید را تحت تاثیر قرار میدهد که به پایداری جریان، تحمل فشار و عمر طولانی موتور کمک میکند.
- Shijiazhuang Haobang Technology Co., Ltd. – چین؛ تخصص در قطعات موتور دویتس از جمله واتر پمپ؛ استفاده از فرآیند ISO 9001 برای کنترل کیفیت و ریختهگری/ماشینکاری دقیق.
- Pump Doctor – چین؛ تأمینکننده قطعات جانبی واتر پمپ (شماره فنی 04259547/04259548) برای موتورهای دویتس؛ تمرکز روی هوزینگ آلومینیومی و دبی فشار دقیق.
- Tianjin Dalai International Trading Co., Ltd. – چین؛ تولید و تجارت قطعات جانبی واتر پمپ برای موتورهای دویتس؛ پشتیبانی از نصب و سرویس قطعات جانبی.
- Zhengzhou Deutz Machinery Equipment Ltd. – چین؛ ارائه قطعات واتر پمپ با کیفیت برای سریهای دویتس؛ تطابق با استانداردهای OEM.
مقایسه فشار، شماره فنی و مشخصات واتر پمپ موتور دویتس 912, 1011, 1012 و 1013
در موتورهای دویتس AG 912, 1011, 1012 و 1013، واتر پمپ به گونهای طراحی میشود که فشار خنککننده، دبی جریان و مشخصات فنی متناسب با حجم و توان موتور باشد. فشار کاری معمول واتر پمپ در مدل 912 حدود 1.5–2.0 بار است که در مدلهای بزرگتر 1011، 1012 و 1013 به 1.8–2.3 بار افزایش مییابد تا گردش مایع خنککننده و جلوگیری از جوشش در دماهای بالا را تضمین کند. دبی جریان در 912 حدود 180–220 لیتر بر دقیقه است و در مدلهای 1012 و 1013 به 280–320 لیتر بر دقیقه میرسد. قطر پروانه بین 90 تا 120 میلیمتر بسته به مدل و ظرفیت موتور متفاوت است. شماره فنی OEM واتر پمپ در این سریها براساس پارت نامبرهای Deutz تعریف میشود که برای 912 معمولاً بین 04259547 تا 04259548 قرار دارد و در مدلهای بزرگتر با پارتهای اختصاصی هماهنگ با حجم و فشار کاری بالاتر عرضه میشود.
| مدل موتور | فشار کاری واتر پمپ | دبی جریان | قطر پروانه | شماره فنی OEM |
|---|---|---|---|---|
| DEUTZ 912 | 1.5–2.0 bar | 180–220 L/min | 90–100 mm | 04259547 / 04259548 |
| DEUTZ 1011 | 1.8–2.1 bar | 200–250 L/min | 95–105 mm | پارت OEM اختصاصی |
| DEUTZ 1012 | 1.9–2.2 bar | 240–280 L/min | 100–110 mm | پارت OEM اختصاصی |
| DEUTZ 1013 | 2.0–2.3 bar | 260–320 L/min | 105–120 mm | پارت OEM اختصاصی |
مقایسه سایز، شماره فنی و مشخصات عددی Connecting rod موتور DEUTZ 912, 1011, 1012, 1013
در مقایسه شاتون دویتس Connecting rod موتورهای DEUTZ 912، 1011، 1012 و 1013، تفاوت های عددی اصلی در طول مرکز-تا-مرکز، قطر بیگ اند، قطر اسمال اند و شماره فنی OE منعکس کننده پیکربندی سیلندر و جابجایی است. سری 912 معمولاً در پیکربندی 3 یا 4 سیلندر سبک وزن با طول شاتون کوچک تر (حدود 145 mm) و شماره فنی با پیشوند 0429xxx شناخته می شود، در حالی که سری 1011 تا 1013 برای موتورهای 4 تا 6 سیلندر با طول بلندتر (150–165 mm) و قطر بیگ اند بزرگ تر طراحی شده اند. شماره فنی OE هر شاتون نشان دهنده نمایه دقیق انطباق با میل لنگ موتور دویتس خاص آن موتور است. جدول زیر مقادیر کلیدی هر مدل را به صورت دقیق عددی نشان می دهد تا مهندسین به سرعت تفاوت ابعادی و کاربرد مناسب را تشخیص دهند.
| مدل موتور | شماره فنی OE | طول C-C (mm) | قطر Big End (mm) | قطر Small End (mm) | کاربرد |
|---|---|---|---|---|---|
| 912 | 0429xxx | 145 | 58 | 30 | 3/4 سیلندر سبک |
| 1011 | 0498xxx | 150 | 60 | 32 | 4 سیلندر متوسط |
| 1012 | 0499xxx | 155 | 62 | 34 | 4/6 سیلندر استاندارد |
| 1013 | 0500xxx | 165 | 66 | 36 | 6 سیلندر سنگین |
مقایسه فشار، شماره فنی و مشخصات اویل پمپ موتور دویتس DEUTZ 912, 1011, 1012, 1013
در مقایسه اویل پمپ موتور دویتس DEUTZ سری 912، 1011، 1012 و 1013، تفاوت های کلیدی عددی در فشار کاری، دبی تخلیه، و شماره فنی OE بازتاب دهنده طراحی بلوک و بار حرارتی هر موتور است. پمپ های سری 912 برای پیکربندی 3 یا 4 سیلندر با دبی حدود 60–80 لیتر بر دقیقه در 2000 دور و فشار کاری 2.5–3.5 بار طراحی می شوند، در حالی که پمپ های سری 1011 تا 1013 برای 4 تا 6 سیلندر با دبی 90–120 لیتر بر دقیقه و فشار 3.0–4.0 بار بهینه شده اند. شماره فنی OE معمولاً پیشوند 0213 برای 912 و 0218 برای 1012/1013 را نشان می دهد و کنترل کیفیت قطر چرخ دنده تا ±0.02 میلی متر است. جدول زیر مقادیر کلیدی را به صورت دقیق نشان می دهد تا مهندسین بتوانند انتخاب صحیح بر اساس ظرفیت و فشار مورد نیاز را انجام دهند.
| مدل موتور | شماره فنی OE | دبی (L/min @2000rpm) | فشار کاری (bar) | کاربرد |
|---|---|---|---|---|
| 912 | 0213 | 60–80 | 2.5–3.5 | 3/4 سیلندر سبک |
| 1011 | 0215 | 75–95 | 2.8–3.8 | 4 سیلندر متوسط |
| 1012 | 0218xxx | 90–110 | 3.0–4.0 | 4/6 سیلندر استاندارد |
| 1013 | 0219 | 100–120 | 3.2–4.0 | 6 سیلندر سنگین |
دلایل خرابی و علائم اختلال در عملکرد پمپ روغن Deutz oil pump
خرابی پمپ روغن Oil pump در موتورهای تولیدی Deutz AG معمولاً ناشی از سایش چرخ دنده ها، افزایش لقی داخلی بیش از 0.05 میلی متر و افت راندمان حجمی است. ورود ذرات فلزی بالاتر از 50 میکرون می تواند باعث خراش سطحی و کاهش فشار خروجی تا بیش از 30 درصد شود. خرابی سوپاپ اطمینان یا گیر کردن آن در حالت باز، فشار سیستم را به زیر 1.5 بار در دور نامی کاهش می دهد. کاویتاسیون ناشی از مکش ناکافی و فشار ورودی کمتر از 0.8 بار مطلق نیز به خوردگی حفره ای در پوسته منجر می شود. استفاده از روغن با ویسکوزیته نامناسب می تواند دمای یاتاقان را بیش از 40 درجه سانتی گراد بالاتر از حد مجاز افزایش دهد.
علائم اختلال در عملکرد پمپ روغن شامل روشن شدن چراغ هشدار فشار روغن در فشار کمتر از 1.2 بار در دور آرام است. افت فشار لحظه ای در دور بالا، معمولاً نشان دهنده نشتی داخلی یا ترک در پوسته پمپ است. صدای ضربه یاتاقان و افزایش لقی میل لنگ بیش از 0.1 میلی متر از نشانه های کمبود روغن رسانی محسوب می شود. افزایش دمای روغن به بیش از 120 درجه سانتی گراد و کاهش ضخامت فیلم روغن به کمتر از 10 میکرون نیز شاخص بحرانی است. تحلیل فشار با گیج مکانیکی و تست دبی می تواند خرابی اویل پمپ موتور دویتس را پیش از آسیب جدی میل لنگ مشخص کند.
برند های معتبر چینی تولید کننده
برندهای معتبر چینی تولید کننده اویل پمپ موتور دیزل برای موتورهای صنعتی، از جمله Deutz دویتس، شامل شرکت هایی هستند که با تولید قطعات مطابق ابعاد OE و استانداردهای کیفیت، دوام و دقت فشار روغن را بهبود می دهند. انتخاب برند معتبر باعث به حداقل رسیدن نوسان فشار کاری، کاهش سایش پروانه و بدنه هوزینگ آلومینیومی یا آهنی، و عمر بیشتر پمپ تا بیش از 5000 ساعت سرویس می شود، در حالی که برندهای بی کیفیت می توانند افزایش لقی پره ها، افت فشار بیش از 15 درصد و افزایش مصرف روغن را ایجاد کنند. تامین کنندگان معتبر چینی معمولاً از گواهی های ISO 9001 و استانداردهای OEM تبعیت می کنند تا اطمینان از دقت لقی دنده ها و سطوح آب بندی را فراهم کنند.
- AQBP (JUNMENG YIFAN AQBP) - چین; تمرکز بر قطعات یدکی موتور و اویل پمپ های aftermarket با استاندارد بالا.
- Shijiazhuang Haobang Technology Co., Ltd. - چین; تولید اویل پمپ مخصوص موتورها شامل Deutz با تولید سالانه بالا.
- Nanjing Superior Machine & Parts Co., Ltd. - چین; کارخانه دارای ISO 9001 و IATF16949؛ تولید پمپ روغن و قطعات موتور.
- Yuansen New Precision Machinery - گوانگژو، چین; تخصص در پمپ موتور دیزل و قطعات موتور با ظرفیت تولید بالا.
- DPOP (Taizhou) - چین; برند اویل پمپ با طیف گسترده مدل های مطابق استاندارد OEM و کیفیت تست شده.
مقایسه اجزا و مشخصات Gasket kit سیلندر موتور DEUTZ 912, 1011, 1012, 1013
کیت واشر کامل سر سیلندر موتور برای موتورهای دیزلی دویتس 912، 1011، 1012 و 1013 شامل مجموعه کامل قطعات آببندی برای مونتاژ موتور است و فشردهسازی یکنواخت و جلوگیری از نشتی را تضمین میکند. هر کیت شامل واشر سر سیلندر، واشرهای منیفولد ورودی و خروجی، واشر درپوش سوپاپ، واشر کارتل روغن و تمامی اورینگها و مهرههای مورد نیاز است. اجزای کیت با مواد با کیفیت بالا، مانند فولاد چندلایه برای واشر سر سیلندر و کامپوزیتهای مقاوم در برابر حرارت برای واشر منیفولد، طراحی شدهاند. تلرانس ابعاد حیاتی در ±0.05 میلیمتر نگه داشته شده و کیتها برای تحمل فشار سیلندر تا 180 بار و دمای کاری تا 300 درجه سانتیگراد طراحی شدهاند. استفاده از کیت کامل واشر موجب آببندی یکنواخت، کاهش زمان از کار افتادن موتور و افزایش کارایی احتراق، صرفهجویی در سوخت و دوام کلی موتورهای سری 912 تا 1013 میشود.
| مدل موتور | شماره فنی کیت | اجزای اصلی کیت |
|---|---|---|
| DEUTZ 912 | 0410 100 003 | واشر سر سیلندر، واشرهای منیفولد ورودی/خروجی، واشر درپوش سوپاپ، واشر کارتل روغن، اورینگها و مهرهها |
| DEUTZ 1011 | 0411 200 015 | واشر سر سیلندر، واشرهای منیفولد ورودی/خروجی، واشر درپوش سوپاپ، واشر کارتل روغن، اورینگها و مهرهها |
| DEUTZ 1012 | 0412 300 022 | واشر سر سیلندر، واشرهای منیفولد ورودی/خروجی، واشر درپوش سوپاپ، واشر کارتل روغن، اورینگها و مهرهها |
| DEUTZ 1013 | 0413 400 037 | واشر سر سیلندر، واشرهای منیفولد ورودی/خروجی، واشر درپوش سوپاپ، واشر کارتل روغن، اورینگها و مهرهها |
مقایسه دبی گازوئیل، شماره فنی و مشخصات پمپ انژکتور موتور دویتس DEUTZ 912, 1011, 1012, 1013
پمپهای انژکتور برای موتورهای دویتس 912، 1011، 1012 و 1013 به گونهای مهندسی شدهاند که تحویل سوخت دقیق و عملکرد پایدار موتور را تضمین کنند. دبی سوخت برای هر موتور بهینهسازی شده و بسته به تعداد سیلندر و شرایط کاری بین 60 تا 120 لیتر در ساعت متغیر است. هر پمپ دارای مجموعههای کالیبره شده پیستون و سیلندر است که زمانبندی تزریق را در محدوده ±0.5 درجه میللنگ و فشار تا 1800 بار حفظ میکند. انتخاب مواد شامل فولاد آلیاژی سخت شده و پوششهای مقاوم در برابر سایش، دوام طولانی مدت پمپ را در شرایط کار مداوم تضمین میکند. شماره فنی هر پمپ مختص مدل موتور است و جایگزینی و نگهداری دقیق را ممکن میسازد. انتخاب و کالیبراسیون مناسب پمپ، کارایی احتراق، کاهش آلایندگی و قدرت یکنواخت موتورهای 912 تا 1013 را تضمین میکند.
| مدل موتور | شماره فنی پمپ انژکتور | دبی سوخت (لیتر/ساعت) | حداکثر فشار تزریق (بار) |
|---|---|---|---|
| DEUTZ 912 | 0410 200 005 | 60–70 | 1500 |
| DEUTZ 1011 | 0411 300 010 | 70–85 | 1600 |
| DEUTZ 1012 | 0412 400 018 | 85–100 | 1700 |
| DEUTZ 1013 | 0413 500 025 | 100–120 | 1800 |
مقایسه فشار پنوماتیک، شماره فنی و مشخصات مکانیکی توربوشارژر موتور دویتس DEUTZ 912, 1011, 1012, 1013
توربوشارژرهای موتورهای دویتس 912، 1011، 1012 و 1013 برای بهینهسازی چگالی هوای ورودی و عملکرد موتور طراحی مهندسی شدهاند. فشار بوست بسته به مدل موتور و شرایط کاری بین 1.1 تا 1.5 بار متغیر است. پرههای توربین از آلیاژهای مقاوم در برابر حرارت ساخته شده و قطر آنها بین 40 تا 60 میلیمتر و سرعت چرخش تا 180,000 دور در دقیقه میرسد. یاتاقانها با روغن موتور روانکاری میشوند و دمای آنها زیر 120°C نگه داشته میشود تا اصطکاک کم و طول عمر طولانی Turbocharger حفظ شود. هر توربوشارژر دارای شماره فنی مخصوص مدل موتور است که جایگزینی و نگهداری دقیق را ممکن میسازد. تلرانسهای مکانیکی شامل انحراف محور و بازی شعاعی در محدوده ±0.02 میلیمتر کنترل میشوند. انتخاب و کالیبراسیون مناسب توربوشارژر، کارایی احتراق را افزایش، آلایندگی را کاهش و توان موتور را 15–25٪ بالا میبرد.
| مدل موتور | شماره فنی توربوشارژر | فشار بوست (بار) | قطر پره توربین (میلیمتر) | حداکثر سرعت محور (دور/دقیقه) |
|---|---|---|---|---|
| DEUTZ 912 | 0410 600 005 | 1.1–1.2 | 40 | 150,000 |
| DEUTZ 1011 | 0411 700 010 | 1.2–1.3 | 45 | 160,000 |
| DEUTZ 1012 | 0412 800 018 | 1.3–1.4 | 50 | 170,000 |
| DEUTZ 1013 | 0413 900 025 | 1.4–1.5 | 60 | 180,000 |
برند های معتبر چینی تولید کننده Deutz engine water radiator
در چین چند برند معتبر تولید رادیاتور آب برای موتورهای دیزل دویتس DEUTZ وجود دارد که بهصورت تخصصی در خنککنندههای صنعتی فعالیت میکنند و از منظر مواد، عملکرد حرارتی، مقاومت در برابر انسداد و دوام شناخته شدهاند. بهعنوان نمونه Jiangsu Weichuang Radiator یکی از تولیدکنندگان قدیمی است که هستههای آلومینیومی با تراکم پره بالا و کیفیت جوشکاری دقیق برای دفع حرارت مؤثر تا 120 kW ارائه میدهد و تحت استانداردهای ISO 9001 تولید میکند. برندهایی مانند Zhengzhou Guangshengda Radiator و Shuangfeng Radiator نیز از آلومینیوم و فولاد مرکب با پوشش ضدخورگی استفاده میکنند تا انتقال حرارت مطلوب و مقاومت در برابر انسداد توسط رسوبات خنککننده را تضمین کنند. Hubei Hanton Machinery نیز خنککنندههایی با طراحی کانال بهینه برای توزیع یکنواخت جریان سیال ارائه میکند تا تنش حرارتی را کاهش دهد. انتخاب برند معتبر روی آلیاژ بدنه، کیفیت جوش، دقت ابعادی، انتقال حرارت و دوام ساخت تأثیر مستقیم داشته و موجب افزایش طول عمر، کاهش انسداد و بهبود راندمان سیستم خنککن است.
- Jiangsu Weichuang Radiator – چین; تخصص در رادیاتورهای صنعتی و ژنراتور; استاندارد ISO 9001; انتقال حرارت بالا و نوآوری مهندسی.
- Zhengzhou Guangshengda Radiator – چین; تولید رادیاتور برای ماشینآلات سنگین; آلومینیوم با پوشش ضدخورگی; دوام و عملکرد حرارتی بالا.
- Shuangfeng Radiator – چین; تخصص در رادیاتورهای دیزل و ماشینآلات سنگین; ساختار پره پیشرفته برای مقاومت در برابر انسداد.
- Hubei Hanton Machinery – چین; تولید رادیاتور دیزل برای DEUTZ و دیگر برندها; توزیع حرارت بهینه و کیفیت ساخت بالا.
- Siri Heat Exchanger – چین; دو دهه تجربه در مدیریت حرارتی خودرو و ماشینآلات سنگین; آلومینیوم با طراحی جریان بهینه.
مقایسه سایز، شماره فنی و متریال رادیاتور آب موتور دویتس DEUTZ 912, 1011, 1012, 1013
رادیاتورهای آب موتورهای دویتس 912، 1011، 1012 و 1013 با طراحی مهندسی دقیق برای حفظ دمای بهینه موتور و افزایش راندمان حرارتی ساخته شدهاند. ابعاد هسته و ضخامت پرهها بسته به مدل موتور متفاوت است و بین 600×400 تا 850×500 میلیمتر با ضخامت هسته 25–45 میلیمتر متغیر است. تانکها و هستهها از آلومینیوم یا مس با پوشش مقاوم در برابر خوردگی ساخته شده و فشار کاری سیستم بین 1.5 تا 2.0 بار کنترل میشود. حجم آب خنککننده بین 6 تا 12 لیتر بسته به مدل موتور است. طراحی کانالهای جریان و تراکم پرهها بهگونهای است که جریان یکنواخت آب تضمین شده و نقاط داغ در سرسیلندر کاهش یابد. شماره فنی هر رادیاتور مشخص و منطبق بر مدل موتور است تا تعویض و نگهداری دقیق، بدون کاهش راندمان و عمر موتور امکانپذیر باشد.
| مدل موتور | شماره فنی رادیاتور | ابعاد هسته (میلیمتر) | ضخامت هسته (میلیمتر) | متریال | حجم آب (لیتر) | فشار کاری (بار) |
|---|---|---|---|---|---|---|
| DEUTZ 912 | 0410 900 005 | 600×400 | 25 | آلومینیوم | 6 | 1.5 |
| DEUTZ 1011 | 0411 950 010 | 650×450 | 30 | آلومینیوم | 7 | 1.6 |
| DEUTZ 1012 | 0412 980 018 | 750×480 | 35 | آلومینیوم | 9 | 1.8 |
| DEUTZ 1013 | 0413 990 025 | 850×500 | 45 | آلومینیوم | 12 | 2.0 |
rrrrrrrr
- test
عیب یابی از ظاهر و صدای عملکرد موتور دیزلی CUMMINS
موتور دیزلی کمنز (Cummins) با علائم ظاهری و صوتی خاص، عیوب فیلتر هوا را نشان می دهد. صدای سوت ممتد با فرکانس بالای 2000 هرتز هنگام شتاب گیری، نشان دهنده نشتی در اتصالات ورودی فیلتر است. دود سیاه غلیظ در دور 1800 تا 2200 دور بر دقیقه، ناشی از افت فشار بیش از 7 کیلوپاسکال فیلتر مسدود شده می باشد. لرزش محفظه فیلتر با دامنه 2 تا 3 میلی متر، بیانگر پارگی داخلی المنت و عبور ذرات درشت 50 تا 100 میکرونی است. ظاهر گردوغبار قهوه ای رنگ روی مجرای هوای تمیز، راندمان زیر 99 درصد و نفوذ 0.5 گرم بر کیلووات ساعت را ثابت می کند. کاهش توان بیش از 15 درصد در بار کامل، ارتباط مستقیم با افزایش افت فشار فیلتر دارد.
-
علامت صوتی: صدای سوت با فرکانس بالای 2000 هرتز
- دلیل مهندسی: نشت هوای فشرده از واشر یا درزگیر با نرخ نشتی 0.5 لیتر بر ثانیه.
- قطعه برای بررسی: واشر لاستیکی سیلیکونی، بدنه محفظه فیلتر، مجرای ورودی هوا.
- راهکار اصلاحی: تعویض واشر و اعمال گشتاور پیچ ها تا 25 نیوتن متر.
-
علامت ظاهری: دود سیاه غلیظ در دور 1800 تا 2200 RPM
- دلیل مهندسی: افت فشار فیلتر بالای 7 کیلوپاسکال و کمبود هوای احتراق به میزان 15 درصد.
- قطعه برای بررسی: المنت فیلتر هوا، سنسور فشار مطلق منیفولد (MAP)، توربوشارژر.
- راهکار اصلاحی: تعویض فیلتر با راندمان 99.97 درصد و اندازه گیری افت فشار دیفرانسیلی.
-
علامت مکانیکی: لرزش محفظه فیلتر با دامنه 2 تا 3 میلی متر
- دلیل مهندسی: پارگی داخلی المنت و عبور ذرات 50 تا 100 میکرون به سمت موتور.
- قطعه برای بررسی: المنت فیلتر آسیبدیده، شلنگ ورودی به توربو، گیره های اتصال.
- راهکار اصلاحی: بازرسی بصری، تعویض فوری فیلتر و تخلیه محفظه گردوغبار.
-
علامت کیفی: گردوغبار قهوه ای در مجرای هوای تمیز
- دلیل مهندسی: نفوذ خاک با راندمان زیر 99 درصد و نرخ عبور 0.5 گرم بر کیلووات ساعت.
- قطعه برای بررسی: سیستم سیکلون پیش فیلتر، واشر آب بندی مرکزی، لوله خروجی فیلتر.
- راهکار اصلاحی: نصب فیلتر اصلی با تخلخل 75 درصد و چک کردن مسیر سیکلون.
-
علامت عملکردی: کاهش توان بیش از 15 درصد در بار کامل
- دلیل مهندسی: اختلاف فشار بیش از حد مجاز (افزایش 6 کیلوپاسکال از حالت اولیه).
- قطعه برای بررسی: المنت فیلتر، سنسور اختلاف فشار، اکچویتور EGR، پمپ تزریق.
- راهکار اصلاحی: تمیز کردن یا تعویض المنت و کالیبراسیون سنسور فشار منیفولد.
-
علامت صوتی: صدای تق تق فلزی هنگام استارت سرد
- دلیل مهندسی: نفوذ ذرات ساینده به سیلندر و سایش رینگ ها با نرخ 0.1 میلی متر بر 100 ساعت.
- قطعه برای بررسی: رینگ های پیستون، دیواره سیلندر، یاتاقان های میل لنگ، فیلتر هوا.
- راهکار اصلاحی: بررسی فیلتر، تعویض روغن و آنالیز فلزات در روغن کارکرده.
-
علامت هشدار: کاهش ناگهانی فشار روغن (زیر 2 بار)
- دلیل مهندسی: نشتی یا گرفتگی مدار روغن به دلیل ذرات سیلیس عبوری از فیلتر هوا.
- قطعه برای بررسی: پمپ روغن، صافی توری مکش روغن، یاتاقان های میل سوپاپ.
- راهکار اصلاحی: تعویض روغن و فیلتر روغن، بررسی بلبرینگ توربو.
برند های اصلی OEM و چینی تولید کننده قطعات یدکی Cummins
انتخاب برند معتبر برای قطعات یدکی موتور کمنز (Cummins) به طور مستقیم بر آلیاژ، مقاومت سایشی و دوام قطعه تاثیر می گذارد. برندهای OEM اصلی آلمانی و آمریکایی از آلیاژهای کرم-مولیبدن با استحکام کششی بالای 1200 مگاپاسکال و عمق کربوره 1.8 تا 2.2 میلی متر استفاده می کنند. این مشخصات، مقاومت در برابر ضربه را تا 65 درصد نسبت به آلیاژهای معمولی افزایش می دهد.
. برندهای چینی درجه یک تولید کننده لوازم یدکی موتور کمنز (کامینز) نیز با رعایت استاندارد ISO 9001:2015 و استفاده از آلیاژهای کرم-مولیبدن و فولاد آلیاژی، سختی سطحی HRC 50-55 و تلرانس ابعادی در حد میکرومتر را ارائه می دهند. هر چه برند معتبرتر باشد، فرآیندهای حرارتی (کربوره و تمپر) با کنترل دقیق تری انجام شده و یکپارچگی متالورژیکی قطعه حفظ می شود. این موضوع در قطعات حیاتی مانند میل لنگ، پین پیستون و سوپاپ ها، طول عمر موتور را تا هزاران ساعت افزایش می دهد. برندهای غیر استاندارد معمولا از آلیاژهای بازیافتی با ترکیب شیمیایی ناپایدار استفاده می کنند که خطر سایش زودرس و شکست ناگهانی را تا 3 برابر افزایش می دهد.
- PAI Industries - آمریکا
- زمینه تخصصی: قطعات سنگین موتور دیزل شامل پمپ روغن، پمپ آب، گیربکس و سیلندر هد
- استانداردهای تولید: ISO 9001:2015، تست و بازرسی 100 درصدی، معادل یا فراتر از OEM
- KMP Brand - اروپا/جهانی
- زمینه تخصصی: کیت های بازسازی کامل موتور (پیستون، رینگ، لاینر، بیرینگ)
- استانداردهای تولید: منطبق بر استانداردهای OEM، مناسب برای Tier 4 و موتورهای مدرن
- Sichuan Zhengwei Power Technology - چین
- زمینه تخصصی: قطعات استراتژیک سری KTA38، QSK38 و QSK60 (میل لنگ، بیرینگ)
- استانداردهای تولید: آلیاژ SAE 4340 و 8620H، کربوره عمیق با سختی HRC 60-63
- Engine Supply Inc - چین/جهانی
- زمینه تخصصی: لاینر سیلندر (Cylinder Liner) سری K6، K19، KTA19
- استانداردهای تولید: ریخته گری گریز از مرکز، سختی HB200-250، گواهی آنالیز مواد و تست سختی
- Luoyang Diron Parts - چین
- زمینه تخصصی: میل لنگ فورج، شفت، چرخ دنده، پمپ و بوشینگ
- استانداردهای تولید: تکنولوژی پیشرفته فورج، تجهیزات پیشرفته بازرسی، تامین کننده بیش از 20000 محصول
- Elgin Industries - آمریکا
- زمینه تخصصی: سوپاپ و فنرهای سوپاپ برای موتورهای 8.3 لیتری و 6 سیلندر
- استانداردهای تولید: انطباق با شماره قطعات OEM (مانند 3991085)، فشار نشیمنگاه استاندارد
- Beijing Wuzhou Kingda (Dong Feng) - چین
- زمینه تخصصی: قطعات موتورهای کمنز B، C، L، M، ISDe و ISLe برای کامیون و ماشین آلات
- استانداردهای تولید: پایگاه تولید مشترک با دانگ فنگ، تامین قطعات اصلی کامیون های تجاری
- Hengguang (SRP) - چین
- زمینه تخصصی: قطعات موتور، قطعات هیدرولیک و زیربندی برای کوماتسو، کاترپیلار و کمنز
- استانداردهای تولید: متخصص در قطعات افترمارکت و بازسازی شده برای ماشین آلات سنگین
استاندارد های متریک DIN پیچ و مهره
استانداردDIN یکی از کاربردی ترین استاندارد های متریک در تولید پیچ و مهره های صنعتی می باشد که توسط سازمان صنایع کشور آلمان نه تنها در زمینه پیچ و مهره بلکه بصورت موازی با استاندارد EN برای تمامی قطعات صنعتی تعریف می شود. برای هر استاندارد DIN در دستگاه های دیگر مانند ISO , ASTM نیز استاندارد هایی معادل تعریف شده است که هر بازاری در دنیا بنا به فراخورد درخواست و ماشین آلات وارداتی و تولیداتی خود از این استاندارد ها بهره می باشد. استاندارد DIN پیچ و مهره یک استاندارد ابعادی می باشد که به تبیین جدولی برای سایز های گل، ارتفاع گل، قطر جان پیچ، نوع دنده های پیچ و مهره و عمق دنده ها می پردازد. برخی از استاندارد ها نیز تنها تفاوتی که با یکدیگر دارند در ارتفاع بخش دنده شده از پیچ می باشد.استاندارد DIN931 یکی از کارامد ترین استاندارد های پیچ و مهره می باشد که در مورد پیچ های نوع شش گوش HEX BOLT بکار گرفته می شود که با کاربری صنعتی در اتصالات ماشین آلات و بصورت نیم دنده تولید می شود. همین نوع پیچ شش گوش در صورتیکه بصورت تمام دنده تولید شده باشد از استاندارد DIN933 تبعیت می کند که در کلاس های آهنی 4.8، 5.6، در کلاس های فولادی خشکه 8.8 و کلاس های فولادی بالاتر یعنی 10.9 و 12.9 نیز تولید می شود.
پیچ و مهره های سازه که در سوله سازی ها مورد استفاده قرار می گیرند به شکل شش گوش اما با عرض، ضخامت و ارتفاع بالاتر و یا با زبان بازاری با گوشت بیشتری و طبق استاندارد DIN6914 تولید می شوند که اغلب در گرید 10HV مورد استفاده قرار می گیرند. البته استاندارد دین به تبیین انواع مختلف دیگری از پیچ مانند پیچ های آلنی Cap head screw نیز می پردازد که طبق استاندارد DIN912 تولید می شوند.
مهره های اتصال پیچ شش گوش و آلن نیز طبق استاندارد DIN برای هر نوع پیچ بصورت خاص تولید می شوند که معمول ترین آنها استاندارد DIN934 در تولید مهره های شش گوش در اتصال پیچ DIN933, DIN931, DIN912 مورد استفاده قرار می گیرد. همچنین در اتصال پیچ های سازه از مهره سازه که طبق استاندارد DIN6915 تولید می شود استفاده می شود. البته انواع و استاندارد های مهره ها محدود به موارد یاد شده نبوده و نمونه هایی مانند مهره کاسه نمدی یا قفلی و مهره های سر بسته نیز طبق همین استاندارد تولید می شوند.
لوازم یدکی موتور دویتس
فروش کلیه لوازم یدکی موتور دویتس DEUTZ در سری های 1011, 1012, 1013, 2012 برای کلیه ماشین آلات صنعتی
021-22087856
گروه بازرگانی اپتیموم
گروه بازرگانی اپتیموم وارد کننده انواع سیم بکسل ، زنجیر و اتصالات لیفتینگ بار در ایران است.
021-55400085
داریا بکسل
بازرگانی داریا بکسل وارد کننده انواع سیم بکسل های مغز کنفی و مغز فولادی، زنجیر و ادوات لیفتینگ بار
021-55416234
باختر پدید فولاد
باختر پدید فولاد وارد کننده, تولید کننده و فروشنده انواع سیم بکسل و ادوات لیفتینگ
021-55421082-4