
| صادر کننده,واردکننده,تولید کننده,عمده فروش,خرده فروش | |
| مرکزی تهران | |
| 02166730889 | |
| aryawelding@yahoo.com | |

- قیمت :توافقی
- به روز شده:
دوشنبه ۲۹ تیر ۱۴۰۵ - ۱۵:۰۶ - ارسال درخواست به واتساپ
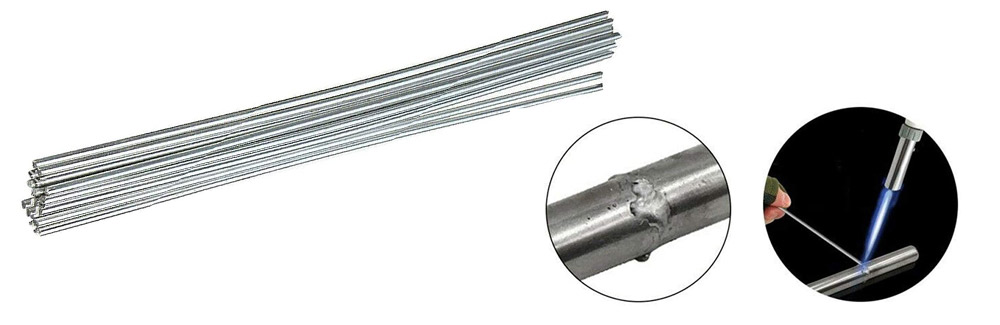
فیلر جوش آلومینیوم
(Aluminum welding filler)- کاربرد : جوشکاری آلومینیوم
- قیمت :توافقی
- به روز شده:
دوشنبه ۲۹ تیر ۱۴۰۵ - ۱۵:۰۶ - سفارش از طریق واتساپ
فیلر جوش آلومینیوم در واقع به شکل سیم هایی از جنس آلومینیوم در قطر های مختلف و اغلب از 1.11 mm الی 3.2 میلیمتر تولید شده و در جوشکاری آلومینیوم به روش آرگون مورد استفاده قرار می گیرد. فیلر جوش آلومینیوم در گرید های بسیار کختلفی با گستردگی و تنوع بالاتری بیش از فیلر های جوش دیگر فلزات تولید می شود و انتخاب آن نه تنها تاثیر بسیار زیادی اولا در کیفیت جوش و ثانیا بر کاربری بر حسب کاربری و انتظار نهایی که از قطعه جوش خورده آلومینیومی می رود خواهد داشت و می بایست بر حسب گرید قطعات آلومینیومی انتخاب گردد. فیلر جوش آلومینیوم کد ER4043 که به ALSi-5 نیز شناخته می شود چرا که در ترکیب شیمیایی خود از 5% سیلیکون نیز استفاده می کند یکی از شناخته شده ترین و کاربردی ترین گرید های فیلر جوش آلومینیوم محسوب می شود که در جوشکاری قطعات آلومینیومی گرید های 3003، 3004، 5052، 6061، 6063 و همچنین آلومینیوم کاستینگ گرید های 43، 355، 356 و 214 مورد استفاده قرار می گیرد. دمای ذوب فیلر جوش آلومینیوم ER4043 در محدوده 1065 الی 1170 درجه فارنهایت معادل 573 درجه سانتی گراد الی 632 درجه سانتی گراد تغییر می کند. تنسایل مقاومت کششی متوسط این فیلر جوش آلومینیوم در جوشکاری آرگون برابر با 29000 psi بوده و دارای رنگ خاکستری مات است. بازرگانی جوش و برش آریا عرضه کننده تیگراد و یا فیلر جوش آلومینیوم در سایز ها و گرید های مختلف در ایران می باشد.
انتخاب فیلر جوش مناسب برای آلومینیوم حرارت دیده و بدون عملیات حرارتی
اغلب گرید های آلومینیوم قابلیت جوش پذیری به روش های حرارتی و روش آرگون را دارند اما انتخاب فیلر جوش آلومینیوم که دارای ترکیبات شیمیایی و افزودنی های مناسب برای حفظ خاصیت آلومینیوم پس از فرایند جوش را داشته باشد دارای اهمیت بسیار بالایی است. برخی گرید های آلومینیوم قابلیت انجام فرایند حرارتی که اغلب به منظور سخت کاری و افزایش سختی سطحی سایشی اناجم می گیرند را داشته حال آنکه برخی گرید های دیگر تنها بدون عملیات حرارتی مورد استفاده قرار می گیرند. نوع عملیات حرارتی انجام گرفته بر روی آلومینیوم یکی دیگر از فاکتور های انتخاب فیلر جوش آلومینیوم با ترکیبات ایده آل می باشد. آلومینیوم هایی که فاقد عملیات حرارتی هستند که کد ها آنها با اعداد 1، 3، 4 و 5 شروع می شود با بکارگیری فیلر هایی از جنس و ترکیبات شیمیایی یکسان اتصال پیدا می کنند. این در حالی است که آلومینیوم های دارای عملیات سخت کاری حرارتی که با کد های 2، 6 و 7 شروع می شوند دارای حساسیت بیشتر بالاخص در مقابله با آنچه hot-short cracking نامیده می شود و در واقع عامل ایجاد ترک سطحی بر روی قطعه های آلومینیومی است بوده و انتخاب فیلر جوش آلومینیوم با مشخصات مکانیکی و ترکیبات شیمیایی متفاوت اغلب با دمای ذوب پایین تر از دمای ذوب قطعه آلومینیومی اصلی مورد استفاده قرار می گیرند.
مقایسه کاربری فیلر جوش آلومینیوم گرید های 5356 و 4043
بر حسب اینکه از فیلر جوش آلومینیوم در اتصالات قطعات آلومینیوم مصرفی در صنایع هوافضا، صنایع ساختمانی و یا مبدل های حرارتی استفاده شده باشد از ترکیبات شیمیایی و خلوص مختلفی آلومینیوم از آلومینیوم خالص گرفته تا ترکیبات و آلیاژ های منگنز دار، سیلیکون دار و حتی ترکیبات دارای مس استفاده می شود. در میان گرید های مختلف فیلر جوش آلومینیوم گرید های 4043 و 5356 پر کاربرد ترین و کم قیمت ترین آنها محسوب می شوند. این دو گرید در کنار هم در واقع 80% کل جوشکاری های آلومینیوم به روش جوش آرگون را پوشش می دهند. هر یک از این دو گرید فیلر جوش آلومینیوم ترکیبات شیمیایی و خواص مکانیکی مخصوص خود را دارند. فیلر جوش آلومینیوم گرید 4043 به سبب داشتن 5% سیلیکون در ساختار و ترکیبات شیمیایی خود دارای خاصیت پر کنندگی بهتر برای اتصالات آلومینیوم دارای فاصله و شیار بیشتر می باشد و با سرعت بیشتری روان شده و عمق بیشتری را پر می کند. در واقع این گرید از فیلر جوش آلومینیوم احتمال ایجاد ترک را کاهش داده، نشتی در فرایند جوش را به حداقل رسانیده و یک جوش تمیز، کارامد با اتصالی کامل را پدید می آورد.
فیلر جوش آلومینیوم گرید 5356 در عوض در ترکیبات شیمیایی خود دارای 5% عنصر فلزی منگنز است که نقشی موثر در افزایش سختی سطحی اتصال، افزایش مقاومت جوش آلومینیوم در برابر کشش را به همراه داشته و حتی مهمتر از آن از کاهش سختی قطعات آلومینیومی مورد اتصال جلوگیری به عمل می آورد. هنگام جوشکاری با فیلر جوش آلومینیوم گرید 5356 ، جوش حاصل بیشتر از آنکه صاف باشد موج دار می شود. به دلیل 5 درصد منیزیم ، لکه دوده سیاه بیشتری می تواند در لبه های جوش پدید آمده که نیاز به تمیز کاری بیشتری خواهد داشت. هر دو گرید فیلر جوش آلومینیوم 4043 و 5356 قابلیت جوشکاری با گاز محافظ آرگون با خلوص 100% را دارند اما در صورتیکه ضخامت قطعات آلومینیومی خیلی زیاد باشد استفاده از ترکیب آرگون هلیوم کاریی موثر تری را به همراه خواهد داشت تا به انتقال حرارت در عمق بیشتر آلومینیوم کمک کند.
شش فاکتور اصلی در انتخاب فیلر جوش آلومینیوم
 در کل شش فاکتور اصلی در انتخاب مناسبت ترین نوع فیلر جوش در جوشکاری قطعات آلومینیومی می توان بر شمرد که عبارتند از کیفیت جوش کاری یا جوشکاری بدون ترک های سطحی، مقاومت جوشکاری، خاصیت چکش خواری اتصال پس از جوش با فیلر جوش آلومینیوم به روش جوش آرگون، مقاومت محیطی در برابر زنگ زدگی و خوردگی، قابلیت های حرارتی قطعات و اتصال جوش آلومینیوم در دمای بالاتر از 66 درجه سانتی گراد و در نهایت همرنگی اتصال جوش فیلر جوش آلومینیوم با قطعات آلومینیوم.
در کل شش فاکتور اصلی در انتخاب مناسبت ترین نوع فیلر جوش در جوشکاری قطعات آلومینیومی می توان بر شمرد که عبارتند از کیفیت جوش کاری یا جوشکاری بدون ترک های سطحی، مقاومت جوشکاری، خاصیت چکش خواری اتصال پس از جوش با فیلر جوش آلومینیوم به روش جوش آرگون، مقاومت محیطی در برابر زنگ زدگی و خوردگی، قابلیت های حرارتی قطعات و اتصال جوش آلومینیوم در دمای بالاتر از 66 درجه سانتی گراد و در نهایت همرنگی اتصال جوش فیلر جوش آلومینیوم با قطعات آلومینیوم.اولین استاندارد برای انتخاب صحیح فیلر جوش آلومینیوم ، سهولت جوشکاری یا عدم ترک خوردگی است. همانگونه که در بالا نیز گفته شد آلیاژ های آلومینیوم که فاقد عملیات سخت کاری حرارتی هستند نسبت به مواد گرمایی حساسیت کمتری نسبت به ترک خوردگی در جوشکاری آرگون با فیلر جوش آلومینیوم دارند و فرایند جوشکاری آسان تر خواهد بود. در آلیاژهای آلومینیوم دارای عملیات حرارتی ، جایی که معمولاً فیلر جوش و آلیاژ پایه باید متفاوت باشند ، انتخاب فیلر یا تیگراد آلومینیوم صحیح مستلزم توجه دقیق است. دو آزمایش برای تعیین سازگاری فیلر جوش آلومینیوم با آلیاژ پایه قابل عملیات حرارتی استفاده شده است. اولین آزمایش ساده جوشکاری فیله پیوسته است. اگر ترک خوردگی نشان ندهد ، می توانید به آزمایش جوش ناپیوسته حساس تر ادامه دهید. آزمایشات و تجربه عملی نتایج زیر را در مورد جوش پذیری آلیاژهای آلومینیوم تأیید می کند: آلیاژهای سری 1000 خلوص بالا و آلیاژ 3003 به راحتی با آلیاژهای فیلر جوش 1100 یا 4043 جوش داده می شوند. در صورت تمایل می توان آلیاژهای با خلوص بالا را با فیلر جوش آلیاژ پایه جوش داد. آلیاژهای دارای 1 تا 2.5 درصد منیزیم ، مانند 3004 و 5052 ، هنگام استفاده از فیلر جوش آلومینیوم آلیاژ پایه به ترک خوردگی بسیار حساس هستند. آلیاژهای با 3.5 درصد منیزیم و بیشتر حساسیت کمی نسبت به ترک خوردگی جوش دارند. استفاده از فیلر جوش 5٪ حاوی منیزیم ، مانند 5356 ، برای جوشکاری 5052 می تواند درصد منیزیم بالاتری را در فلز جوش رقیق شده ایجاد کرده و حساسیت به ترک خوردگی جوش را کاهش دهد. هرچه آلیاژ منیزیم آلومینیوم منیزیم بیشتری داشته باشد ، احتمال ترک خوردن آن کمتر است. بنابراین ، فیلر جوش های با محتوای بالای منیزیم 5356 ، 5183 و 5556 معمولاً برای جوشکاری آلیاژهای پایه منیزیم آلومینیوم فرفورژه و ریخته گری استفاده می شود.
آلیاژهای سری 6000 ، که قابل درمان با حرارت هستند ، همگی دارای قابلیت جوشکاری نسبی یکسانی هستند. اگر با فیلر جوش آلومینیوم آلیاژ پایه جوش داده شود ، همه آلیاژهای سری 6000 به ترک خوردگی جوش بسیار حساس هستند. این آلیاژها نباید بدون افزودن پرکننده های آلیاژی متفاوت ، ذوب شوند مگر اینکه بتوان فشار فشاری را به جوش وارد کرد. یک بار فشاری که با بستن دو مسیر بشکه در یک تراش اعمال می شود ، می تواند برای غلبه بر تنش های انقباضی انجماد جوشکاری مورد استفاده قرار گیرد تا جوشکاری بدون افزودن پرکننده امکان پذیر شود. آلیاژهای سری 6000 را می توان با پرکننده های سری 5000 منیزیم بالا ، یا آلیاژهای فیلر جوش آلومینیوم سری 4000 سیلیکون بالا جوش داد. فیلر جوش آلومینیوم 4145 ، یک آلیاژ غیر استاندارد ، که آلیاژ مس سیلیکون آلومینیوم با کمترین نقطه ذوب در بین تمام آلیاژهای پرکننده آلومینیوم است ، هنگام استفاده با آلیاژهای پایه 2014 و 2036 ، و همچنین با سری 300 آلومینیوم ، کمترین ترک خوردگی جوش را تولید می کند. آلیاژهای ریخته گری مس سیلیکون. آلیاژهای آلومینیوم روی بدون مس ، مانند 7005 ، در برابر ترک خوردگی جوش بهتر مقاومت می کنند و عملکرد بهتری نسبت به آلیاژهای آلومینیوم روی با مس ، مانند 7075 ، ارائه می دهند. افزودن مس باعث کاهش نقطه ذوب و افزایش دامنه ذوب می شود تا حساسیت به ترک خوردگی داغ-کوتاه. آلیاژ 7075 برای جوشکاری قوس مناسب نیست.
استحکام جوش آلومینیوم به روش جوشکاری آرگون
 استاندارد دوم برای انتخاب صحیح آلیاژ فیلر جوش استحکام است. ما می دانیم که گرمای جوشکاری آلیاژهای آلومینیوم را در ناحیه تحت تأثیر حرارت مجاور جوش نرم می کند. بنابراین ، در اکثر روش های جوشکاری ، ناحیه تحت تأثیر حرارت آلیاژ پایه استحکام اتصال را تعیین می کند. اغلب بسیاری از آلیاژ های فیلر جوش آلومینیوم می توانند این استحکام مورد نیاز را برآورده کنند. از طرف دیگر ، استحکام جوش بستگی به ترکیب آلیاژ فیلر جوش و اندازه فیله دارد. آلیاژهای فیلر جوش حاوی منیزیم بالا بیشترین مقاومت برشی را برای جوشهای فیله تولید می کنند ، در حالی که فیلر جوش آلومینیومی خالص 1100 کمترین مقاومت برشی را ارائه می دهد.
استاندارد دوم برای انتخاب صحیح آلیاژ فیلر جوش استحکام است. ما می دانیم که گرمای جوشکاری آلیاژهای آلومینیوم را در ناحیه تحت تأثیر حرارت مجاور جوش نرم می کند. بنابراین ، در اکثر روش های جوشکاری ، ناحیه تحت تأثیر حرارت آلیاژ پایه استحکام اتصال را تعیین می کند. اغلب بسیاری از آلیاژ های فیلر جوش آلومینیوم می توانند این استحکام مورد نیاز را برآورده کنند. از طرف دیگر ، استحکام جوش بستگی به ترکیب آلیاژ فیلر جوش و اندازه فیله دارد. آلیاژهای فیلر جوش حاوی منیزیم بالا بیشترین مقاومت برشی را برای جوشهای فیله تولید می کنند ، در حالی که فیلر جوش آلومینیومی خالص 1100 کمترین مقاومت برشی را ارائه می دهد.
از آنجا که چندین فیلر جوش آلومینیوم مقاومت جوش عرضی را برای ترکیب آلیاژ پایه ایجاد می کنند ، مقایسه استحکام مقاومت مورد استفاده در راهنمای انتخاب فیلر جوش بر اساس مقاومت برشی ایجاد شده است. اگر فیلر جوش مقاومت کششی جوش باسن مورد نیاز را ایجاد نکند ، درجه بندی نمی شود.
از آنجا که مقادیر مقاومت برشی طولی کمتر از برش عرضی است ، از مقادیر طولی برای تعیین حداقل مجاز استفاده می شود. بیایید نگاهی بیندازیم که انتخاب فیلر جوش آلومینیوم به چه معناست. اگر در جوشکاری آلیاژ 6061 5000 پوند بر اینچ مقاومت برشی مورد نیاز است ، می توان از فیلر جوش های 4043 یا 5556 استفاده کرد. اندازه فیله 1/4 اینچی تنها با 5556 کافی است ، در حالی که اندازه فیله 7/16 اینچی با 4043 مورد نیاز است.
فیلر جوش آلومینیوم با آلیاژ سیلیکون سری TAL 4047
در ترکیب شیمیایی فیلر جوش آلومینیوم با آلیاژ سیلیکون سری TAL 4047 از 88% آلومینیوم که با 12% سیلیسیوم ترکیب شده است استفاده شده و این فیلر در جوشکاری بدون سربازه قطعات آلومینیومی استفاده می شود. تنسایل این فیلر جوش آلومینیوم برابر با 170 نیوتن بر میلیمتر مربع N/mm2 بوده و دارای تنش خستگی 80 مگاپاسکال است. میزان خزش تحت تنش های کششی برای این فیلر آلومینیوم برابر با 5% بوده و در سایز های 2.00x1000 میلیمتر، 2.40x1000 میلیمتر ادامه مطلب ...

فیلر جوش آلومینیوم به روش TIG گرید ER4043
در ترکیبات شیمیاییی این گرید از فیلر جوش آلومینیوم از 4.5-6% سیلیسیوم، 0.8% آهن، 0.3% مس، 0.05% منگنز و از درصد های بسیار پایینی از عناصر منیزیم، روی و قلع و باقی مانده آلومینیوم تشکیل شده است. فیلر جوش آلومینیوم به روش TIG گرید ER4043 در قطر های 1/16 اینچ، 3/32 اینچ و 1/8 اینچ و در طول 36 اینچ به بازار عرضه می شود و اغلب در یک سمت در قسمت انهایی دارای یک پرس بصورت تخت می باشد. ادامه مطلب ...

آلیاژهای غیر حرارتی و حرارتی آلومینیوم به روش جوشکاری واکنش متفاوتی نشان می دهند. همانطور که می دانید ، وقتی از مشعل یا حرارت قوس بر روی آلومینیوم استفاده می کنید ، یک منطقه تحت تأثیر حرارت ایجاد می کنید ، یک منطقه کوچک در دو طرف جوش که فلز در آن استحکام خود را از دست می دهد. در یک آلیاژ فاقد عملیات حرارتی ، سخت یا H-temper که در اصل توسط نورد سرد تولید می شد ، با حرارت فرآیند جوشکاری به حالت آنیل یا 0 درجه تغییر می کند. این آلیاژها با حرارت تا 650 درجه -700 درجه فارنهایت پخت می شوند و زمان در دما بی اهمیت است ، بنابراین قسمت مجاور جوش که تا دمای پخت گرم می شود کاملاً نرم می شود. چندین ساعت در دمای پخت مورد نیاز است تا آلیاژهای دارای عملیات حرارتی سخت کاری آلومینیوم با حرارت کاملاً نرم شوند. هنگام جوشکاری یک آلیاژ آلومینیوم دارای عملیات حرارتی به روش آرگون با بکارگیری فیلر جوش آلومینیوم ، منطقه تحت تأثیر حرارت فقط تا حدی آنیل می شود. درجه اثر پخت هم در این آلیاژها بستگی به زمان و هم دما دارد. هرچه روش جوشکاری و دفع گرما از قطعات سریعتر باشد ، اثر حرارت کمتر و استحکام جوشکاری بالاتر است. جوشکاری خودکار در یک دستگاه ثابت می تواند سرعت حرکت سریع و سرد شدن سریع را با بستن برای ایجاد مقاومت جوشکاری شده بالا در آلیاژهای دارای عملیات حرارتی فراهم کند. در هر دو حالت ، عرض ناحیه تحت تأثیر گرما بستگی به فرایند جوشکاری مورد استفاده ، سرعت جوشکاری و نوع نصب یا پشتیبان برای دفع گرما دارد.





