
| صادر کننده,واردکننده,تولید کننده,عمده فروش,خرده فروش | |
| مرکزی تهران | |
| 02166730889 | |
| aryawelding@yahoo.com | |

- قیمت :توافقی
- به روز شده:
جمعه ۲۲ خرداد ۱۴۰۵ - ۰۹:۴۲ - ارسال درخواست به واتساپ
سیم جوش آلومینیوم
(Aluminum welding wire)- کاربرد : جوشکاری آلومینیوم
- قیمت :توافقی
- به روز شده:
جمعه ۲۲ خرداد ۱۴۰۵ - ۰۹:۴۲ - سفارش از طریق واتساپ
در جوشکاری قطعات آلومینیومی به روش جوشکاری CO2 با گاز دی اکسید کربن از سیم جوش آلومینیوم که اغلب بصورت کلاف با خلوص بسیار بالایی عرضه می شود استفاده می شود. سیم جوش آلومینیوم در قطر های بالاتر از 0.8 میلیمتر مورد استفاده قرار گرفته و در جوشکاری MIG, MAG و حتی بعنوان فیلر جوش آلومینیوم نیز می توان از آن استفاده نمود. این روش از جوشکاری با گاز دی اکسید کربن نیاز به دقت و مهارت بالایی داشته و در نهایت یک جوش یکپارچه با کیفیت مناسب و بدون سرباره و نیاز به نظافت کاری سطحی را بر خلاف جوشکاری با الکترود پدید می آورد. قابلیت های سیم جوش آلومینیوم در کشش سطحی سطح پیش روی استخر مذاب را در درزهای قطعات آلومینیومی افزایش داده و این امر به افزایش قابلیت های قطعه نهایی در برابر تنش های اعمال شده می افزاید. قابلیت جوشکاری به روش حرارتی با دی اکسید کربن و سیم جوش آلومینیوم هم توسط ماشین های اتوماتیک و نیمه اتوماتیک که از طریق یک رولر سیم جوش را از روی کلاف باز کرده و به داخل نازک هدایت می کنند وجود دارد. سیم جوش آلومینیوم در سایز های 0.8، 1 و 1.2 میلیمتر دارای بیشترین میزان کاربری در اتصالات جوش آلومینیوم می باشد. بازرگانی جوش و برش آریا عرضه کننده انواع سیم، فیلر و الکترود های جوشکاری در ایران می باشد.
مشخصات مکانیکی و ترکیبات شیمیایی سیم جوش آلومینیوم
در جوشکاری آلومینیوم به روش CO2 از سیم جوش آلومینیوم که دارای دمای ذوب در محدوده 716 الی 752 درجه فارنهایت معادل 380 الی 400 درجه سانتی گراد است استفاده می شود که این تغییرات دمایی بر حسب آلیاژ آلومینیوم در تولید سیم جوش اتفاق می افتد. جوشکاری آلومینیوم بدون ایجاد دوده و گاز صورت گرفته و در این کاربری سیم جوش آلومینیوم بر خلاف الکترود ها فاقد فلاکس و روکش می باشد که در نهایت سرباره ای بر روی محیط جوش خورده ایجاد نکرده و عملا مراحل جوشکاری کاهش می یابد. در ترکیبات شیمیایی بکار گرفته شده در سیم جوش آلومینیوم از عناصری مانند منگنز Mn و سیلیکون یا سیلیسیوم که هر دو قابلیت پیوند یکی از نوع یونی و دیگری از نوع کووالانسی با اکسیژن هستند استفاده می شود که تاثیری بسیار مثبت در کیفیت جوشکاری ایجاد شده در حذف حباب های داخلی در استخر مذاب ناشی از ذوب شدن سیم جوش آلومینیوم داشته و جوشی بدون تخلخل را پدید می آورند. در حالی که تنسایل مقاومت کششی آلومینیوم خالص برابر با 90 مگاپاسکال می باشد آلیاژ های ترکیبی بکار رفته در تولید سیم جوش آلومینیوم تنسایلی تا مرز 124 مگاپاسکال یا نیوتن بر میلیمتر مربع و حتی بالاتر را نیز خواهند داشت. عنصر آلومینیوم با عدد اتمی 13 عنصری فلزی با رسانش حرارتی و الکتریکی بالا می باشد بگونه ای که رسانش الکتریکی آن برابر با 36.9 یعنی رسانشی بالاتر از برنز، نیکل و آهن و در رده های پایین تری نسبت به مس قرار دارد. حفظ خواص مکانیکی مانند مقاومت به خوردگی و رسانش حرارتی و الکتریکی پس از فرایند جوشکاری با سیم جوش آلومینیوم از فاکتور های اصلی در سنجش کیفیت فرایند جوش محسوب می شوند.
مزایای جوشکاری سطوح آلومینیوم به روش جوشکاری CO2
فلز آلومینیوم که در گروه سوم از فلزات پس از فلزات قلیایی و قلیایی خاکی قرار می گیرد در لایه ظرفیت خود 3 الکترون آزاد داشته و بر خلاف فلزات بالاخص گروه اول خاصیت کمتری برای اکسید شدن و از دست دادن الکترون دارد و از این رو سیم جوش آلومینیوم نیز دارای خواص ضد زنگ مناسبی است. دمای ذوب پایین و روان شوندگی بالای سیم جوش آلومینیوم که سرعت فرایند جوشکاری و نفوذ در درزها را بالا می برد یکی دیگر از دلایلی است که جوش آلومینیوم را ساده تر از بسیاری دیگر انواع فلزات می نماید بگونه ای که قابلیت جوشکاری این فلز حتی با تورچ یا مشعل های گاز پروپن نیز قابل انجام می باشد. پایین بودن و فراروانی گاز CO2 در فرایند جوشکاری با این گاز و بکارگیری سیم جوش آلومینیوم از دیگر دلایلی است که این روش به روش TIG که با گاز گران قیمت آرگون انجام می پذیرد ترجیح داده می شود. نیاز به ایجاد دمای پایین در ذوب سیم جوش مس نیاز به دمای پایین شعله را به همراه خواهد داشت که خود از دو جهت از مزایای کاربری جوشکاری دی اکسید کربن محسوب می شود یکی از جهت کاهش مصرف و دیگری پایین آوردن فشار و درجه شعله که از پاشش سیم جوش آلومینیوم مذاب که به اصطلاح به Low Spatter شناخته می شود را به همراه خواهد داشت. علاوه بر این پایین بودن دمای ذوب سیم جوش آلومینیوم آسیب به قطعات اولیه را نیز در این اتصالات کاهش می دهد.
مقایسه سیم جوش آلومینیوم گرید های 4043 و 5356
سیم جوش آلومینیوم در گرید های مختلفی تولید می شود که درصد هایی متفاوتی از ترکیبات و افزودنی ها را به همراه داشته و هر یک برای جوشکاری در شرایط خاص و قطعات آلومینیومی در گرید های مختلفی مناسب هستند. در مقایسه ساده این دو گرید از سیم جوش آلومینیوم باید گفت که گرید 4043 دارای 5% سیلیکون و گرید 5356 دارای 5% منگنز در ترکیبات شیمیایی خود است. این تصور که قابلیت جوشکاری قطعات آلومینیومی با هر یک از گرید های سیم جوش آلومینیوم بصورت یکسانی وجود دارد صحیح نبوده و هر چند عملا هر دو گرید سیم جوش قابلیت جوشکاری قطعات آلومینیومی را دارند و قطعات به حالت پیوستگی کامل می رسند اما مشخصات مکانیکی مورد انتظار از جوش در هر حالت بصورت کامل تامین نمی شود. هر چند برای جوشکاری قطعات آلومینیومی گرید 6061 هر دو گرید نام برده شرایط یکسانی خواهند داشت.در صورتیکه همرنگی نقطه جوش خورده از اهمیت بالایی برخوردار است پیشنهاد می شود از سیم جوش آلومینیوم گرید 5356 استفاده شود چرا که سیم جوش آلومینیوم گرید 4043 اغلب پس از انجام فرایند جوش اندکی به تیرگی میگراید.
سیم جوش آلومینیوم ESAB گرید 1070
این گرید از سیم جوش آلومینیوم دارای تنسایل مقاومت کششی برابر با 75 مگاپاسکال و معدل 11 Ksi می باشد که میزان خزش تحت نیروی کششی Elongation برابر با 45% را دارد. سیم جوش آلومینیوم ESAB گرید 1070 در سایز 1.2 mm با قابلیت جوشکاری تحت جریان الکتریکی 140 الی 260 آمپر و با ولتاژ 20-29 ولت، در سایز 1.6 mm برای جوشکاری با گاز محافظ و تحت جریان الکتریکی 190 الی 250 آمپر با 25-30 ولت، در سایز 1.0 mm برای جوشکاری تحت جریان الکتریکی 90 الی 21 آمپر و با ول ادامه مطلب ...

سیم جوش آلومینیوم سری ER4043
به سبب وجود 5% عنصر نافلزی سیلیسیوم در ترکیبات شیمیایی این سیم جوش آلومینیوم به AlSi5 نیز شناخته می شود و در واقع سیم جوش آلومینیوم سری ER4043 بعنوان قدیمی ترین و پر کاربرد ترین گرید در جوشکاری های عمومی شناخته می شود. وجود سیلیکون در ترکیبات شیمیایی این سیم جوشکاری دمای ذوب آن را نسبت به دیگر گرید های آلومینیوم پایین تر آورده و از حساسیت آن در برابر ترک های سطحی پس از فرایند جوشکاری می کاهد. این گرید از سیم جو ادامه مطلب ...

سیم جوشکاری آلومینیوم سری ER5356
وجود 5% عنصر فلزی منگنز Mn در ترکیبات آلیاژی این گرید از سیم جوش آلومینیوم سبب شده است که این گرید را با نام تجاری AlMg5 نیز بکار برند. از سیم جوشکاری آلومینیوم سری ER5356 در جوشکاری قطعات آلومینیومی در گرید های سیم جوشکاری آلومینیوم سری ER5356 و 5457 استفاده می شود. جوشکاری MIG با گاز CO2 محبوب ترین روش برای جوشکاری قطعات آلومینیومی با سیم جوش آلومینیوم به سبب مقاومت محیطی بالاتر پس از فرایند جشوکاری در تست اسپری نمک ادامه مطلب ...

سیم جوش MIG آلومینیوم سری 1050
این گرید از سیم جوش آلومینیوم برای اتصال قطعات غیر آلیاژی آلومینیوم یا به بیان دقیق تر قطعاتی که از آلومینیوم خالص تولید می شوند بکار گرفته می شود. از ویژگی های مثبت سیم جوش MIG آلومینیوم سری 1050 در جوشکاری این است که قطعه یکپارچه نهایی پس از فرایند اتصال دارای قابلیت چکش خواری برابری با قطعات مادر قبل از جوش دارد. گاز محافظ بکار گرفته شده برای جوشکاری با این گرید از سیم جوش آلمینیوم آرگون خالص و یا ترکیبی ادامه مطلب ...

سیم جوشکاری آلومینیوم گرید 4047
این گرید از سیم جوش آلومینیوم از نظر عملکرد دارای شباهت بسیاری به سری AlSi12 که طبق استاندارد آلمانی تولید می شود و سری BS N21 که طبق استاندارد کشور انگلستان تولید می شود دارد. سیم جوشکاری آلومینیوم گرید 4047 در جوشکاری قطعاتی با خلوص بالای آلومینیوم و یا از نوع آلیاژ های سیلیکون دار مورد استفاده قرار می گیرد. آلیاژ پرکننده 4047 در ابتدا به عنوان یک آلیاژ لحیم کاری (BAlSi-4) یا (718) با استفاده از نقطه ذوب پایین و ادامه مطلب ...

سیم جوش آلومینیوم گرید 4043 برای سرویس هایی که نیاز به دمای کاری بالای 150 درجه سانتی گراد دارند انتخاب مناسب تری است حال آنکه به سبب وجود 5% از فلز منگنز سیم جوش گرید 5356 دماهای کاری کمتری را پوشش می دهد. در صورتیکه جوش از فرایند جوشکاری قطعه تحت تاثیر تنش هایی مانند ارتعاشات، ضربه و یا تنش های کششی قرار می گیرد پیشنهاد به استفاده از سیم جوش آلومینیوم گرید 5356 می باشد چرا که این گرید دارای خاصیت چکش خواری بالاتری بوده و مقاومت بهتری را پس از جوش برای قطعه در برابر ضربه پدید می آورد. آلیاژ 4043 از سیم جوش آلومینیوم نرمتر از گرید 5356 می باشد که این امر کشش سیم از روی کویل یا قرقره را توسط ماشین آلات در فرایند جوشکاری CO2 ساده تر از گرید 5356 می کند. سیم جوش آلومینیوم گرید 4043 به طور معمول رتبه بالاتری را برای قابلیت جوشکاری ارائه می دهد و حساسیت به ترک را کمی پایین می آورد. 4043 به طور کلی تمایل به تولید جوش هایی با ظاهر آرایشی بهتر ، سطوح صاف تر ، پاشش کمتر و لکه کمتر دارد. به همین دلیل ، گاهی اوقات برای جوشکار مناسب تر است.
ترکیبات گاز محافظ در جوشکاری آلومینیوم به روش MIG
هنگام جوشکاری آلومینیوم معمولاً از گازی به نام C25 (25٪ CO2 و 75٪ آرگون) استفاده می کنید. برای جوشکاری MIG آلومینیوم از گاز محافظ آرگون خالص استفاده می شود. این اجازه می دهد تا فرآیند انتقال اسپری انجام شود. برای آلومینیوم ضخیم تر (1/2 اینچ یا بیشتر)، از 25٪ تا 75٪ هلیوم اضافه می شود. این امکان نفوذ عمیق تر به قطعه کار را فراهم می کند.
جوشکاری آلومینیوم با سیم جوش به دلیل سوختگی غیر منتظره بدنام است و اگر به اندازه کافی سریع حرکت نکنید، گودال جوش به معنای واقعی کلمه درست از طریق قطعه کار می افتد. به همین دلیل است که نباید سعی کنید قطعات نازک آلومینیوم را جوش دهید.هنگامی که در حال جوشکاری با سیم جوش آلومینیوم MIG هستید، می توانید و باید تفنگ MIG را به اندازه کافی آهسته حرکت دهید تا نفوذ عمیق داشته باشید. با این حال، با آلومینیوم، گودال جوش شبیه فویل مرطوب است. بر خلاف جوشکاری بسیاری از قطعات فلزی مانند آهن شما یک گودال جوش قرمز مذاب با آلومینیوم را نخواهید دید. زمانی که حوضچه جوش آلومینیومی بیش از حد داغ می شود احساس کنید زمان لازم است. به همین دلیل است که اگر مراقب نباشید به راحتی می توانید قطعه کار خود را از بین ببرید.
یک قانون کلی مناسب در جوشکاری قطعات آلومینیومی با سیم جوش این است که تقریباً از همان تنظیمات ولتاژی که در آهن (فولاد کم کربن) استفاده می کنید استفاده کنید، اما سرعت پیشروی دست خود را دو برابر کنید. همانطور که قبلاً گفتم، در ابتدا با اسلحه MIG آلومینیومی خود با سرعت ناراحت کننده ای حرکت خواهید کرد تا زمانی که به آن عادت کنید. سیم جوش MIG از فرآیند انتقال اتصال کوتاه استفاده می کند، به این معنی که سیم جوش آلومینیوم در واقع باعث ایجاد یک اتصال کوتاه در محل اتصال می شود و در نتیجه گودال جوش مذاب ایجاد می شود. هنگام جوشکاری آلومینیوم، در اکثر مواقع از انتقال اسپری استفاده می کنید. انتقال اسپری روشی است که در آن ذرات ریز سیم آلومینیومی در حوضچه جوش پاشیده می شوند. اکثر جوشکاران MIG این فرآیند را انجام می دهند. تنها کاری که باید انجام دهید این است که ولتاژ خود را افزایش دهید و از مخلوط گاز صحیح استفاده کنید.
جهت حرکت در جوشکاری با سیم جوش آلومینیوم
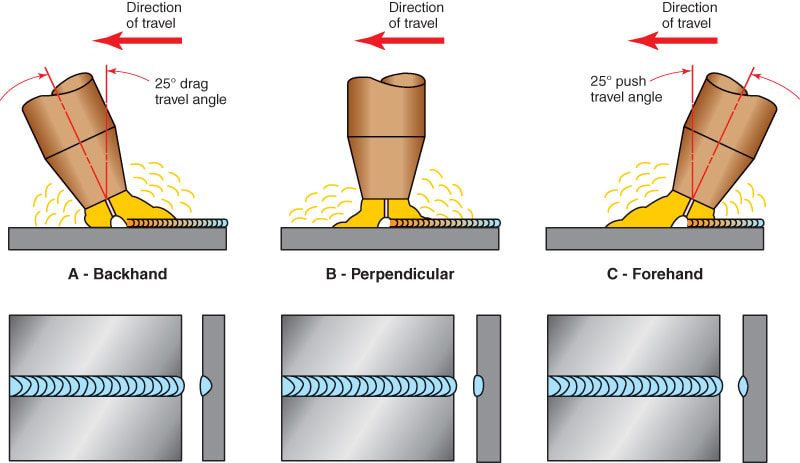
هنگام جوشکاری آلومینیوم با MIG همیشه باید از جهت جوش فورهند (فشار) استفاده کنید. این تضمین می کند که گاز محافظ به اندازه کافی گودال جوش را می پوشاند. هل دادن سیم جوش الومینیوم با نفوذ کمتر می دهد در حالی که کشیدن باعث نفوذ عمیق تر و مهره باریک تر می شود. هنگامی که سعی می کنید گودال جوش را با جوش آلومینیوم بکشید، متوجه خواهید شد که جوش های شما کثیف می شوند. این به دلیل عدم هدایت گودال با پوشش گاز است. با جهت فشار، می دانید که پوشش گاز خوبی دریافت می کنید.
ضروری است که قبل از جوشکاری، اکسید را از آلومینیوم جدا کنید. دمای ذوب اکسید دو برابر خود آلومینیوم است و اگر آن را حذف نکنید، مفاصل شما در جوشکاری با سیم جوش آلومینیوم به هم جوش نمیخورند. تمیز کردن قطعه کار قبل از جوشکاری آسان است. شما می خواهید یک برس سیمی آلومینیومی تهیه کنید (و نه فولادی زیرا باعث آلودگی جوش می شود). محل اتصال آلومینیومی را که در آن جوش ایجاد می شود، برس بزنید، و باید آماده باشید. به طور معمول هنگامی که MIG آلومینیوم را جوش می دهد، سیم کوتاه تری (1/4 اینچ) را حفظ می کنید. Wire stickout به مقدار سیمی اطلاق می شود که هنگام جوشکاری از نازل MIG فراتر می رود. برای آلومینیوم، از آنجایی که از روش انتقال اسپری استفاده میکند و بسیار داغتر میشود، باید از سیم بلندتری استفاده کنید. از ¾ تا 1 اینچ چسبندگی خوب است.

سیم جوش شاخه آلومینیوم بستارک ERCUAL-A2 سایز 2.4

سیم جوش شاخه آلومینیوم بستارک ER-5356 سایز 4.0

سیم جوش شاخه آلومینیوم بستارک ER-5183 سایز 4.0

سیم جوش جامد فلزی

سیم جوش حلقه ای میگ مگ

سیم جوش میگ مگ

سیم جوش شاخه آلومینیوم بستارک ER-5183 سایز 3.2

سیم جوش شاخه آلومینیوم بستارک ER-5183 سایز 2.4

سیم جوش شاخه آلومینیوم بستارک ER-5356 سایز 3.2

سیم جوش شاخه آلومینیوم بستارک ER-5356 سایز 2.4